
Development of Wood Polymer Composites from Recycled Wood and Plastic Waste: Thermal and Mechanical Properties




Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Cleaning and Segregating Waste Materials
2.2.1. Cleaning of Recycled Polymer Waste
2.2.2. Cleaning of Recycled Wood Waste
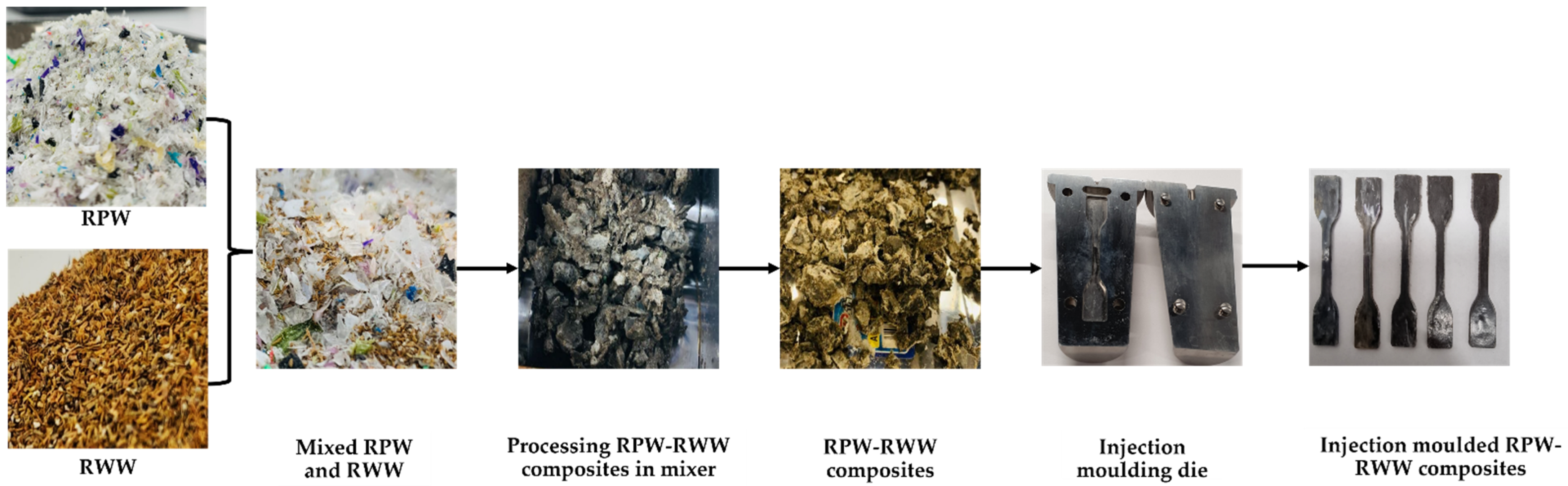
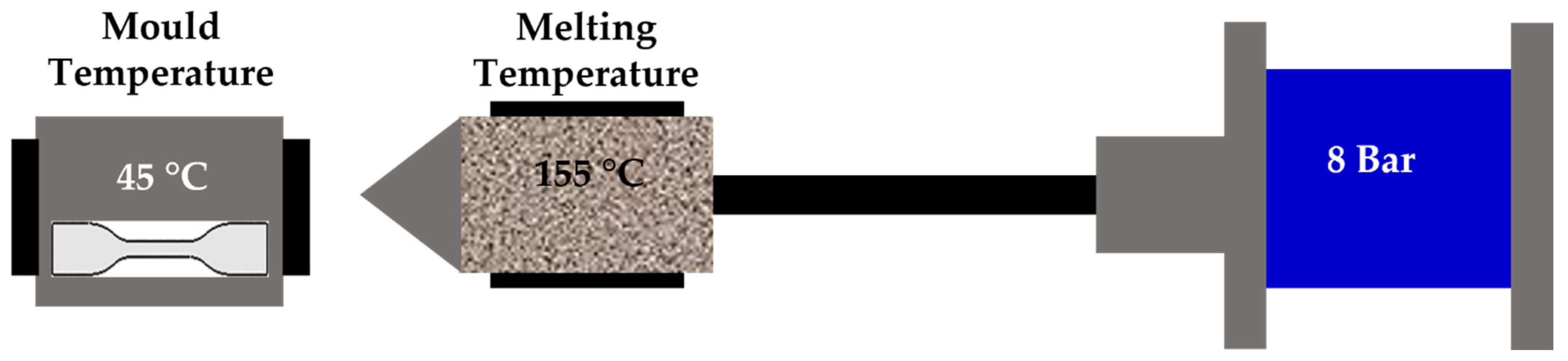
2.2.3. Preparation of Wood Polymer Composites (WPCs)
2.3. Morphological Analysis
2.4. Thermal Properties
2.5. Mechanical Properties
2.6. Hardness
2.7. Water Absorption
2.8. Water Contact Angle
2.9. Statistical analysis
3. Results and Discussion
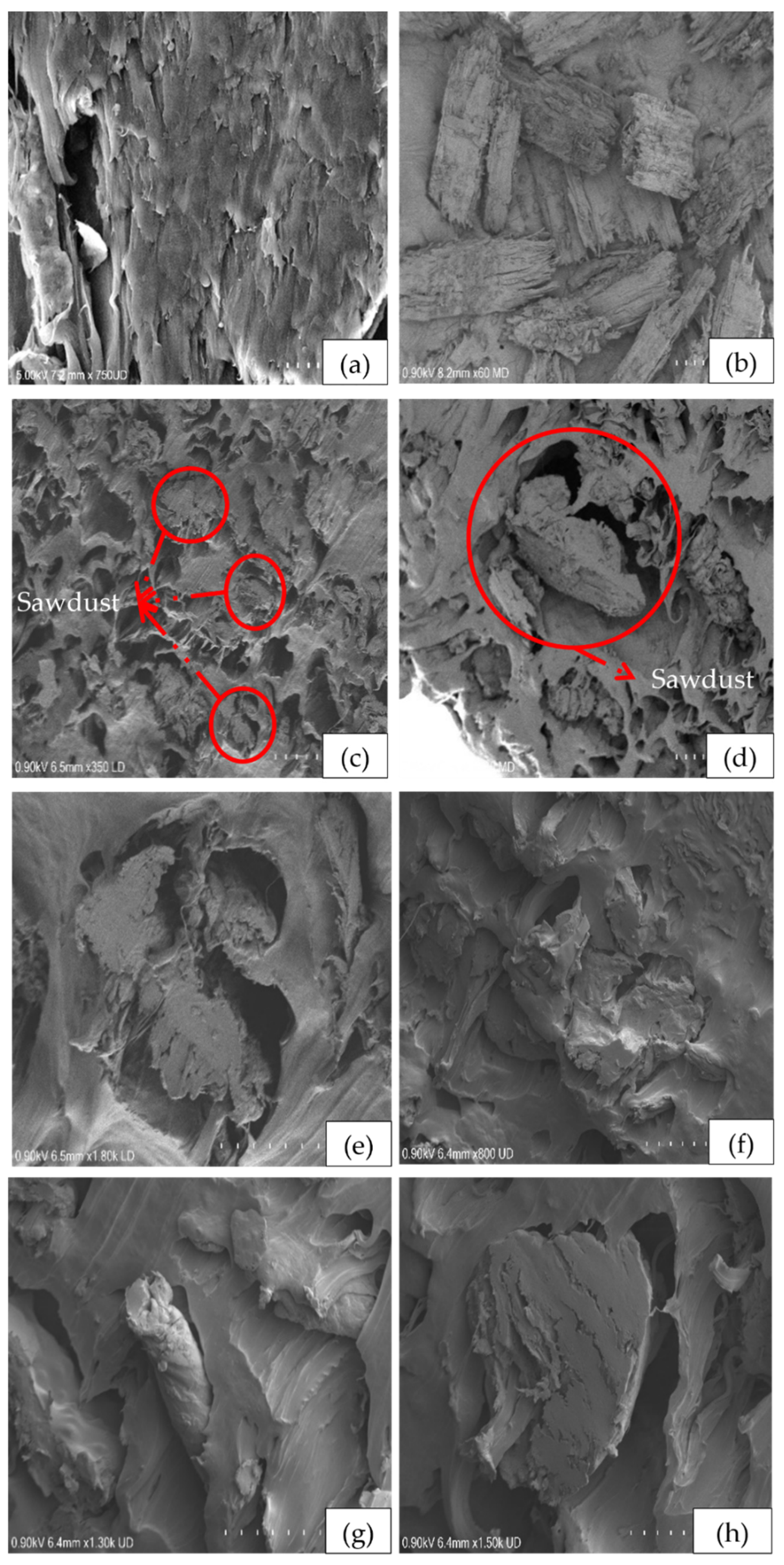
3.1. Morphology
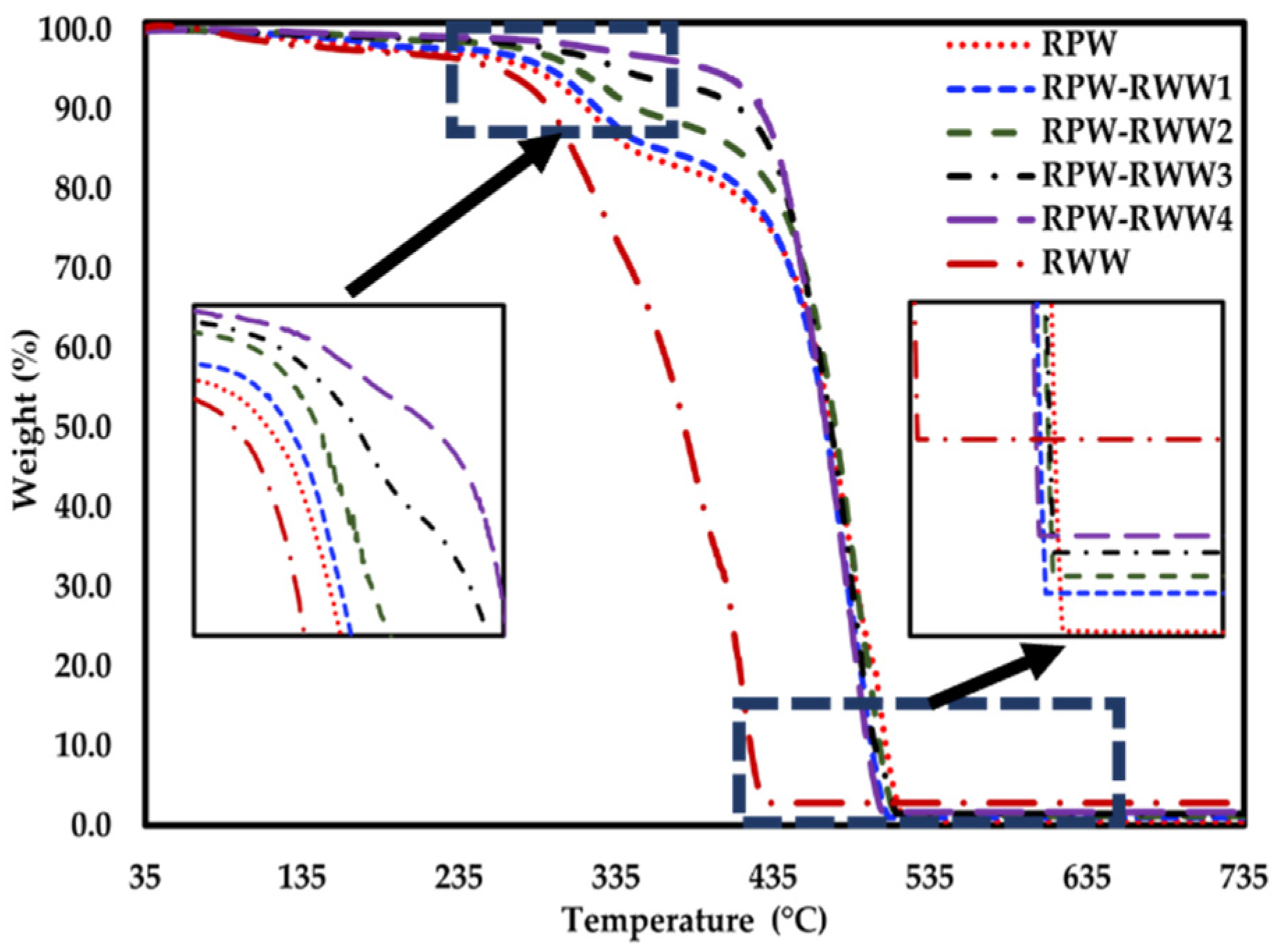
3.2. Thermal Properties
3.3. Mechanical Properties
3.4. Hardness
3.5. Water Absorption
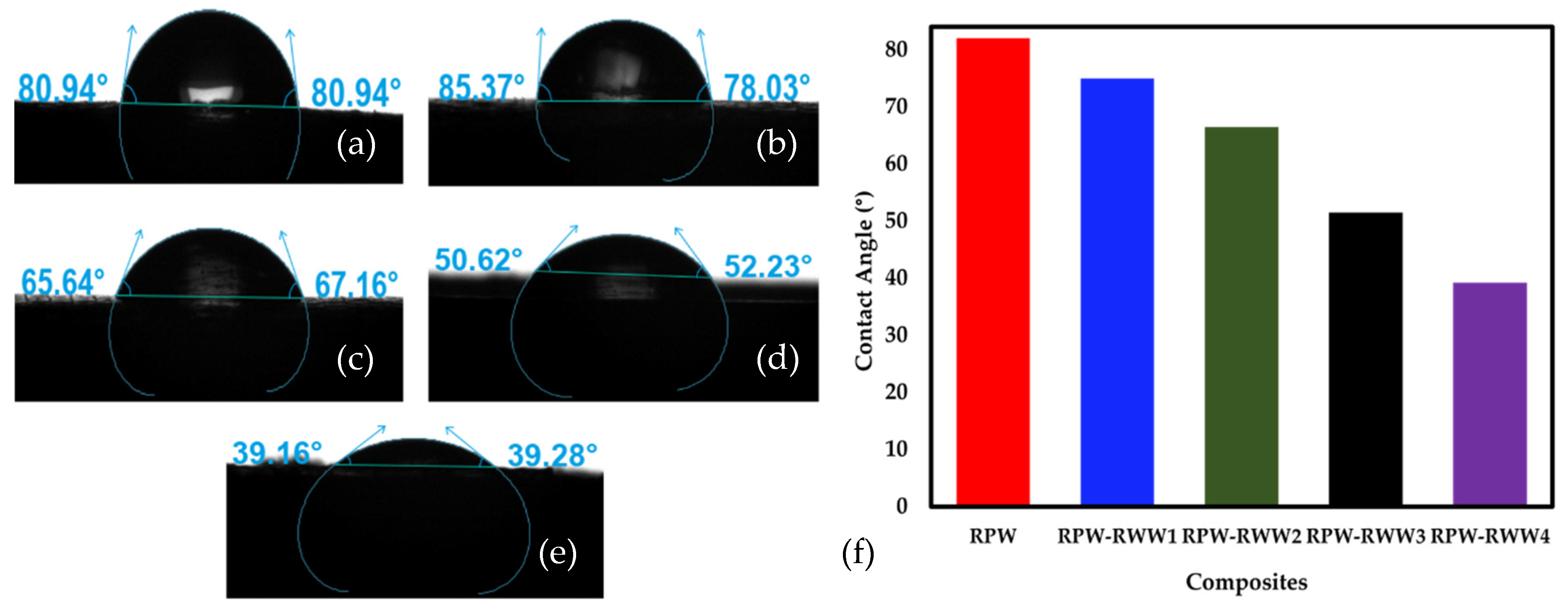
3.6. Water Contact Angle
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Singh, M.K.; Arora, G.; Tewari, R.; Zafar, S.; Pathak, H.; Sehgal, A.K. Effect of Pine Cone Filler Particle Size and Treatment on the Performance of Recycled Thermoplastics Reinforced Wood Composites. Mater. Today Proc. 2022, 62, 7358–7363. [Google Scholar] [CrossRef]
- Pokhrel, G.; Gardner, D.J.; Han, Y. Properties of Wood–Plastic Composites Manufactured from Two Different Wood Feedstocks: Wood Flour and Wood Pellets. Polymers 2021, 13, 2769. [Google Scholar] [CrossRef] [PubMed]
- Zykova, A.K.; Pantyukhov, P.V.; Mastalygina, E.E.; Chaverri-Ramos, C.; Nikolaeva, S.G.; Saavedra-Arias, J.J.; Popov, A.A.; Wortman, S.E.; Poletto, M. Biocomposites of Low-Density Polyethylene Plus Wood Flour or Flax Straw: Biodegradation Kinetics across Three Environments. Polymers 2021, 13, 2138. [Google Scholar] [CrossRef] [PubMed]
- Mitaľová, Z.; Botko, F.; Litecká, J.; Mitaľ, D. Examination of Surface Quality after Drilling of Wood Plastic Composite. TEM J. 2022, 1, 323–327. [Google Scholar] [CrossRef]
- Ding, C.; Wang, D.-Y. Flame-Retardant Wood Plastic Composites. In Advances in the Toxicity of Construction and Building Materials; Elsevier: Amsterdam, The Netherlands, 2022; pp. 117–136. [Google Scholar]
- Elsheikh, A.H.; Panchal, H.; Shanmugan, S.; Muthuramalingam, T.; El-Kassas, A.M.; Ramesh, B. Recent Progresses in Wood-Plastic Composites: Pre-Processing Treatments, Manufacturing Techniques, Recyclability and Eco-Friendly Assessment. Clean. Eng. Technol. 2022, 8, 100450. [Google Scholar] [CrossRef]
- Jubinville, D.; Esmizadeh, E.; Tzoganakis, C.; Mekonnen, T. Thermo-Mechanical Recycling of Polypropylene for the Facile and Scalable Fabrication of Highly Loaded Wood Plastic Composites. Compos. Part B Eng. 2021, 219, 108873. [Google Scholar] [CrossRef]
- Shehap, H.; ALzuhairi, M.; Ibrahim, S.; Hussien, S. Recycling of Wood—Plastic Composite Prepared from Poly (Ethylene Terephthalate) and Wood Sawdust. Eng. Technol. J. 2021, 39, 1654–1662. [Google Scholar] [CrossRef]
- Ramesh, M.; Rajeshkumar, L.; Sasikala, G.; Balaji, D.; Saravanakumar, A.; Bhuvaneswari, V.; Bhoopathi, R. A Critical Review on Wood-Based Polymer Composites: Processing, Properties, and Prospects. Polymers 2022, 14, 589. [Google Scholar] [CrossRef]
- Espert, A.; Vilaplana, F.; Karlsson, S. Comparison of Water Absorption in Natural Cellulosic Fibres from Wood and One-Year Crops in Polypropylene Composites and Its Influence on Their Mechanical Properties. Compos. Part A Appl. Sci. Manuf. 2004, 35, 1267–1276. [Google Scholar] [CrossRef]
- Lette, M.J.; Ly, E.B.; Ndiaye, D.; Takasaki, A.; Okabe, T. Evaluation of Sawdust and Rice Husks as Fillers for Phenolic Resin Based Wood-Polymer Composites. Open J. Compos. Mater. 2018, 8, 124–137. [Google Scholar] [CrossRef]
- Ashori, A.; Matini Behzad, H.; Tarmian, A. Effects of Chemical Preservative Treatments on Durability of Wood Flour/HDPE Composites. Compos. Part B Eng. 2013, 47, 308–313. [Google Scholar] [CrossRef]
- Chan, C.M.; Vandi, L.-J.; Pratt, S.; Halley, P.; Richardson, D.; Werker, A.; Laycock, B. Composites of Wood and Biodegradable Thermoplastics: A Review. Polym. Rev. 2018, 58, 444–494. [Google Scholar] [CrossRef]
- Kalali, E.N.; Zhang, L.; Shabestari, M.E.; Croyal, J.; Wang, D.-Y.Y.; Naderikalali, E.; Zhang, L.; Entezar, M.; Croyal, J.; Wang, D.-Y.Y. Flame-Retardant Wood Polymer Composites (WPCs) as Potential Fire Safe Bio-Based Materials for Building Products: Preparation, Flammability and Mechanical Properties. Fire Saf. J. 2017, 107, 210–216. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Benthien, J.T.; Thoemen, H. Effects of Formulation Variables on Surface Properties of Wood Plastic Composites. Compos. Part B Eng. 2012, 43, 325–331. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Jarusombuti, S.; Fueangvivat, V.; Bauchongkol, P. Effect of Thermal-Treatment of Wood Fibres on Properties of Flat-Pressed Wood Plastic Composites. Polym. Degrad. Stab. 2011, 96, 818–822. [Google Scholar] [CrossRef]
- Petchwattana, N.; Covavisaruch, S.; Sanetuntikul, J. Recycling of Wood–Plastic Composites Prepared from Poly(Vinyl Chloride) and Wood Flour. Constr. Build. Mater. 2012, 28, 557–560. [Google Scholar] [CrossRef]
- Gulitah, V.; Chiang Liew, K.; Liew, K.C. Effect of Plastic Content Ratio on the Mechanical Properties of Wood-Plastic Composite (WPC) Made From Three Different Recycled Plastic and Acacia Fibres. Trans. Sci. Technol. 2018, 5, 184–189. [Google Scholar]
- Novák, I.; Krupa, I.; Sedliačik, J.; Nógellová, Z.; Matyašovský, J.; Duchovič, P.; Jurkovič, P. Investigation of plastic/wood Composites. Innov. Woodwork. Ind. Eng. Des. 2018, 14, 67–70. [Google Scholar]
- Wicaksono, S.T.; Nurdiansah, H.; Sidik, R.; Rasyida, A. Mechanical to Physical Aspects of PP and LDPE Plastic Waste for Potential Wood Plastic Composite. AIP Conf. Proc. 2021, 2384, 050010. [Google Scholar]
- Medupin, R. Mechanical Properties of Wood Waste Reinforced Polymer Matrix Composites. Am. Chem. Sci. J. 2013, 3, 507–513. [Google Scholar] [CrossRef]
- Das, O.; Sarmah, A.K.; Bhattacharyya, D. A Sustainable and Resilient Approach through Biochar Addition in Wood Polymer Composites. Sci. Total Environ. 2015, 512–513, 326–336. [Google Scholar] [CrossRef] [PubMed]
- Das, O.; Babu, K.; Shanmugam, V.; Sykam, K.; Tebyetekerwa, M.; Neisiany, R.E.; Försth, M.; Sas, G.; Gonzalez-Libreros, J.; Capezza, A.J.; et al. Natural and Industrial Wastes for Sustainable and Renewable Polymer Composites. Renew. Sustain. Energy Rev. 2022, 158, 112054. [Google Scholar] [CrossRef]
- Díaz-Mendoza, J.M.; Valles-Rosales, D.J.; Park, Y.H.; Sabo, R.C. Micromechanical Modeling for Tensile Properties of Wood Plastic Composites: Use of Pruned Waste from Pecan Orchards as Sustainable Material for Reinforcement of Thermoplastic Composite. Polymers 2022, 14, 504. [Google Scholar] [CrossRef] [PubMed]
- Formela, K.; Kurańska, M.; Barczewski, M. Recent Advances in Development of Waste-Based Polymer Materials: A Review. Polymers 2022, 14, 1050. [Google Scholar] [CrossRef]
- Binhussain, M.A.; El-Tonsy, M.M. Palm Leave and Plastic Waste Wood Composite for Out-Door Structures. Constr. Build. Mater. 2013, 47, 1431–1435. [Google Scholar] [CrossRef]
- Rahman, K.S.; Islam, M.N.; Rahman, M.M.; Hannan, M.O.; Dungani, R.; Khalil, H.P.S.A. Flat-Pressed Wood Plastic Composites from Sawdust and Recycled Polyethylene Terephthalate (PET): Physical and Mechanical Properties. Springerplus 2013, 2, 629. [Google Scholar] [CrossRef]
- Bhagabati, P.; Das, D.; Katiyar, V. Bamboo-Flour-Filled Cost-Effective Poly(ε-Caprolactone) Biocomposites: A Potential Contender for Flexible Cryo-Packaging Applications. Mater. Adv. 2021, 2, 280–291. [Google Scholar] [CrossRef]
- Balogun, O.; Sanusi, K.; Rominiyi, A.L.; Adetunji, A. The Use of Cassava Leaves as a Potential Reinforcement of Polypropylene Based Composites. Int. J. Sci. Eng. Res. 2015, 6, 1118–1122. [Google Scholar]
- Agunsoye, J.O.; Aigbodion, V.S. Bagasse Filled Recycled Polyethylene Bio-Composites: Morphological and Mechanical Properties Study. Results Phys. 2013, 3, 187–194. [Google Scholar] [CrossRef]
- Li, Y.-F.; Liu, Y.-X.; Wang, X.-M.; Wu, Q.-L.; Yu, H.-P.; Li, J. Wood-Polymer Composites Prepared by the in Situ Polymerization of Monomers within Wood. J. Appl. Polym. Sci. 2011, 119, 3207–3216. [Google Scholar] [CrossRef]
- Arwinfar, F.; Hosseinihashemi, S.K.; Jahan Latibari, A.; Lashgari, A.; Ayrilmis, N. Mechanical Properties and Morphology of Wood Plastic Composites Produced with Thermally Treated Beech Wood. BioResources 2015, 11, 1494–1504. [Google Scholar] [CrossRef]
- Borysiuk, P.; Wilkowski, J.; Krajewski, K.; Auriga, R.; Skomorucha, A.; Auriga, A. Selected Properties of Flat Pressed Wood-Polymer Composites for High Humidity Conditions. BioResources 2020, 15, 5141–5155. [Google Scholar] [CrossRef]
- Adhikary, K.B.; Pang, S.; Staiger, M.P. Dimensional Stability and Mechanical Behaviour of Wood–Plastic Composites Based on Recycled and Virgin High-Density Polyethylene (HDPE). Compos. Part B Eng. 2008, 39, 807–815. [Google Scholar] [CrossRef]
- Renner, K.; Móczó, J.; Pukánszky, B. Deformation and Failure of PP Composites Reinforced with Lignocellulosic Fibers: Effect of Inherent Strength of the Particles. Compos. Sci. Technol. 2009, 69, 1653–1659. [Google Scholar] [CrossRef]
- Jeske, H.; Schirp, A.; Cornelius, F. Development of a Thermogravimetric Analysis (TGA) Method for Quantitative Analysis of Wood Flour and Polypropylene in Wood Plastic Composites (WPC). Thermochim. Acta 2012, 543, 165–171. [Google Scholar] [CrossRef]
- Zeriouh, A.; Belkbir, L. Thermal Decomposition of a Moroccan Wood under a Nitrogen Atmosphere. Thermochim. Acta 1995, 258, 243–248. [Google Scholar] [CrossRef]
- Kumar, R.; Kumar, K.; Bhowmik, S.; Sarkhel, G. Tailoring the Performance of Bamboo Filler Reinforced Epoxy Composite: Insights into Fracture Properties and Fracture Mechanism. J. Polym. Res. 2019, 26, 54. [Google Scholar] [CrossRef]
- Raghavendra, G.; Ojha, S.; Acharya, S.K.; Pal, S.K. Jute Fiber Reinforced Epoxy Composites and Comparison with the Glass and Neat Epoxy Composites. J. Compos. Mater. 2013, 48, 2537–2547. [Google Scholar] [CrossRef]
- Chun, S.-J.; Lee, S.-Y. Thermal Stability of Polypropylene-Based Wood Plastic Composites by The Addition of Ammonium Polyphosphate. J. Korean Wood Sci. Technol. 2014, 42, 682–690. [Google Scholar] [CrossRef]
- Kaymakci, A.; Gulec, T.; Hosseinihashemi, S.K.; Ayrilmis, N. Physical, Mechanical and Thermal Properties of Wood/Zeolite/Plastic Hybrid Composites. Maderas. Cienc. Tecnol. 2017, 19, 339–348. [Google Scholar] [CrossRef]
- Adebayo, G.O.; Hassan, A.; Yahya, R.; Sarih, N.M.; Bello, K.A.; Ekebafe, L. Impact and Thermal Analysis of Heat-Treated and Untreated Mangrove Wood/High-Density Polyethylene Composites. Polym. Bull. 2020, 77, 3813–3829. [Google Scholar] [CrossRef]
- Kaboorani, A. Thermal Properties of Composites Made of Heat-Treated Wood and Polypropylene. J. Compos. Mater. 2009, 43, 2599–2607. [Google Scholar] [CrossRef]
- Chun, K.S.; Husseinsyah, S.; Osman, H. Properties of Coconut Shell Powder-Filled Polylactic Acid Ecocomposites: Effect of Maleic Acid. Polym. Eng. Sci. 2013, 53, 1109–1116. [Google Scholar] [CrossRef]
- Koay, S.C.; Husseinsyah, S.; Osman, H. Mechanical and Thermal Properties of Coconut Shell Powder Filled Polylactic Acid Biocomposites: Effects of the Filler Content and Silane Coupling Agent. J. Polym. Res. 2014, 19, 9859. [Google Scholar] [CrossRef]
- Kumaran, P.; Mohanamurugan, S.; Madhu, S.; Vijay, R.; Lenin Singaravelu, D.; Vinod, A.; Sanjay, M.R.; Siengchin, S. Investigation on Thermo-Mechanical Characteristics of Treated/Untreated Portunus Sanguinolentus Shell Powder-Based Jute Fabrics Reinforced Epoxy Composites. J. Ind. Text. 2019, 50, 427–459. [Google Scholar] [CrossRef]
- Koay, S.C.; FAHAMY, N.U.R.; YENG, C.; Choo, H.L.; Pang, M.; Tshai, K.Y. Wood Plastic Composites Made from Corn Husk Fiber and Recycled Polystyrene Foam. J. Eng. Sci. Technol. 2018, 13, 3445–3456. [Google Scholar]
- Lei, Y.; Wu, Q.; Yao, F.; Xu, Y. Preparation and Properties of Recycled HDPE/Natural Fiber Composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1664–1674. [Google Scholar] [CrossRef]
- Ndiaye, D.; Gueye, M.; Diop, B. Characterization, Physical and Mechanical Properties of Polypropylene/Wood-Flour Composites. Arab. J. Sci. Eng. 2013, 38, 59–68. [Google Scholar] [CrossRef]
- Najafi, S.K.; Hamidinia, E.; Tajvidi, M. Mechanical Properties of Composites from Sawdust and Recycled Plastics. J. Appl. Polym. Sci. 2006, 100, 3641–3645. [Google Scholar] [CrossRef]
- Dhal, J.P.; Mishra, S.C. Processing and Properties of Natural Fiber-Reinforced Polymer Composite. J. Mater. 2013, 2013, 297213. [Google Scholar] [CrossRef]
- Sergi, C.; Tirillò, J.; Seghini, M.C.; Sarasini, F.; Fiore, V.; Scalici, T. Durability of Basalt/Hemp Hybrid Thermoplastic Composites. Polymers 2019, 11, 603. [Google Scholar] [CrossRef] [PubMed]
- Wang, W.; Guo, X.; Zhao, D.; Liu, L.; Zhang, R.; Yu, J. Water Absorption and Hygrothermal Aging Behavior of Wood-Polypropylene Composites. Polymers 2020, 12, 782. [Google Scholar] [CrossRef]
- Panthapulakkal, S.; Sain, M. Studies on the Water Absorption Properties of Short Hemp—Glass Fiber Hybrid Polypropylene Composites. J. Compos. Mater. 2007, 41, 1871–1883. [Google Scholar] [CrossRef]
- Radoor, S.; Karayil, J.; Shivanna, J.M.; Siengchin, S. Water Absorption and Swelling Behaviour of Wood Plastic Composites BT. In Wood Polymer Composites: Recent Advancements and Applications; Mavinkere Rangappa, S., Parameswaranpillai, J., Kumar, M.H., Siengchin, S., Eds.; Springer: Singapore, 2021; pp. 195–212. ISBN 978-981-16-1606-8. [Google Scholar]
- Joseph, P.; Rabello, M.S.; Mattoso, L.H.; Joseph, K.; Thomas, S. Environmental Effects on the Degradation Behaviour of Sisal Fibre Reinforced Polypropylene Composites. Compos. Sci. Technol. 2002, 62, 1357–1372. [Google Scholar] [CrossRef]
- DHAKAL, H.; ZHANG, Z.; RICHARDSON, M. Effect of Water Absorption on the Mechanical Properties of Hemp Fibre Reinforced Unsaturated Polyester Composites. Compos. Sci. Technol. 2007, 67, 1674–1683. [Google Scholar] [CrossRef]
- Sdrobiş, A.; Darie, R.N.; Totolin, M.; Cazacu, G.; Vasile, C. Low Density Polyethylene Composites Containing Cellulose Pulp Fibers. Compos. Part B Eng. 2012, 43, 1873–1880. [Google Scholar] [CrossRef]
- Wang, P.; Liang, C.; Wu, B.; Huang, N.; Li, J. Protection of Copper Corrosion by Modification of Dodecanethiol Self-Assembled Monolayers Prepared in Aqueous Micellar Solution. Electrochim. Acta 2010, 55, 878–883. [Google Scholar] [CrossRef]
- Baharoğlu, M.; Nemli, G.; Sarı, B.; Bardak, S.; Ayrılmış, N. The Influence of Moisture Content of Raw Material on the Physical and Mechanical Properties, Surface Roughness, Wettability, and Formaldehyde Emission of Particleboard Composite. Compos. Part B Eng. 2012, 43, 2448–2451. [Google Scholar] [CrossRef]
- Sarı, B.; Nemli, G.; Ayrilmis, N.; Baharoğlu, M.; Bardak, S. The Influences of Drying Temperature of Wood Particles on the Quality Properties of Particleboard Composite. Dry. Technol. 2013, 31, 17–23. [Google Scholar] [CrossRef]
- Büyüksarı, Ü.; Avci, E.; Akkılıç, H. Effect of Pine Cone Ratio on the Wettability and Surface Roughness of Particleboard. BioResources 2014, 5, 1824–1833. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | RPW (wt·%) | RWW (wt·%) |
|---|---|---|
| RPW | 100 | 0 |
| RPW-RWW1 | 90 | 10 |
| RPW-RWW2 | 80 | 20 |
| RPW-RWW3 | 70 | 30 |
| RPW-RWW4 | 60 | 40 |
| RWW | 0 | 100 |
| Parameter | Value |
|---|---|
| Mould temperature | 45 °C |
| Melt temperature | 155 °C |
| Pressure | 8 Bar |
| Time step 1 | 2 min |
| Time step 2 | 3 min |
| Time step 3 | 3 min |
| Composites | Onset Temperature (°C) | End Set Temperature (°C) | Maximum Decomposition Temperature (°C) | Char Residue at the End of 800 (%) |
|---|---|---|---|---|
| RPW | 305 | 495 | 475 | 0 |
| RPW-RWW1 | 300 | 505 | 480 | 1.0 |
| RPW-RWW2 | 298 | 510 | 485 | 1.2 |
| RPW-RWW3 | 295 | 515 | 490 | 1.5 |
| RPW-RWW4 | 290 | 520 | 493 | 1.6 |
| RWW | 250 | 450 | 430 | 2.5 |
| Sample Name | Young’s Modulus (MPa) | Ultimate Tensile Strength (MPa) |
|---|---|---|
| RPW | 2.82 | 26.59 |
| RPW-RWW1 | 2.87 | 27.81 |
| RPW-RWW2 | 3.06 | 30.45 |
| RPW-RWW3 | 3.32 | 32.48 |
| RPW-RWW4 | 3.43 | 34.30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nukala, S.G.; Kong, I.; Kakarla, A.B.; Kong, W.; Kong, W. Development of Wood Polymer Composites from Recycled Wood and Plastic Waste: Thermal and Mechanical Properties. J. Compos. Sci. 2022, 6, 194. https://doi.org/10.3390/jcs6070194
Nukala SG, Kong I, Kakarla AB, Kong W, Kong W. Development of Wood Polymer Composites from Recycled Wood and Plastic Waste: Thermal and Mechanical Properties. Journal of Composites Science. 2022; 6(7):194. https://doi.org/10.3390/jcs6070194
Chicago/Turabian StyleNukala, Satya Guha, Ing Kong, Akesh Babu Kakarla, Win Kong, and Wei Kong. 2022. "Development of Wood Polymer Composites from Recycled Wood and Plastic Waste: Thermal and Mechanical Properties" Journal of Composites Science 6, no. 7: 194. https://doi.org/10.3390/jcs6070194
APA StyleNukala, S. G., Kong, I., Kakarla, A. B., Kong, W., & Kong, W. (2022). Development of Wood Polymer Composites from Recycled Wood and Plastic Waste: Thermal and Mechanical Properties. Journal of Composites Science, 6(7), 194. https://doi.org/10.3390/jcs6070194