

Occupational Exposure to Incidental Nanomaterials in Metal Additive Manufacturing: An Innovative Approach for Risk Management



Abstract
1. Introduction
2. Materials and Methods
2.1. Facility, Operation Conditions and Materials
2.2. Quantitative Approach
- A thermo-hygrometer, TSI® Model 9545 (TSI Incorporated, MN, USA), to measure air velocity, room temperature and relative humidity.
- Portable condensation particle counter (CPC), TSI® model 3007, to measure the total particle number concentration from 10 nm to >1000 nm in 1-s time resolution.
- A scanning mobility particle sizer (SMPS), TSI® Model 3910, to measure nanoparticle size distributions and concentrations, with a size distribution from 10 to 420 nm. The number of particles per size was measured by an internal CPC which counts single particles to provide accurate counts, even at low concentrations.
- A personal air sampling pump, SKC AirChek® TOUCH (SKC, PA, USA), to collect samples for subsequent Scanning Electron Microscopy (SEM) and Energy-dispersive X-ray spectroscopy (EDS) analysis. The samples were collect using a polycarbonate membrane filter (with 25 mm diameter and 0.4 μm porosity) and a heat-treated quartz filter (DPM Cassette with 0.8 µm Impactor), since these types of filters were used in previous studies and proved to be effective for nanomaterials [10,11,12].
2.3. Qualitative Approach
- Step 1—General: Allows the user to select the source domain of potential release of nanomaterials, among four options: release of primary particles during actual synthesis; handling of bulk aggregated/agglomerated nanopowders; spraying or dispersion of a ready-to-use nanoproducts; or fracturing and abrasion of manufactured nano-objects-embedded end products.
- Step 2—Product characteristics: Includes information provided by product information sheets and/or material safety data sheets (if available), such as dustiness, moisture content, concentration, presence of fibers, and inhalation hazard.
- Step 3—Handling/process: Considers information to characterize tasks such as the way the product is handled, duration and frequency of the task, distance to the breathing zone of employees and number of employees performing the task.
- Step 4—Working area: Takes into account information on frequency of room cleaning, inspections and maintenance, as well as volume and ventilation conditions of the working room.
- Step 5—Local control measures and personal protective equipment (PPE): Includes information regarding control measures, location of the employees and type of PPE used during the task.
- Step 6—Risk assessment: Inputs of the 5 previous steps are considered to calculate the exposure-hazard-class and show the risk priority band using the risk matrix. Overall, 1 represents the highest priority and 3 the lowest priority.
2.4. Semi-Quantitative Approach—Proposal for a New Risk Management Method
3. Results
3.1. Quantitative Assessment
3.1.1. On-Site Measurements
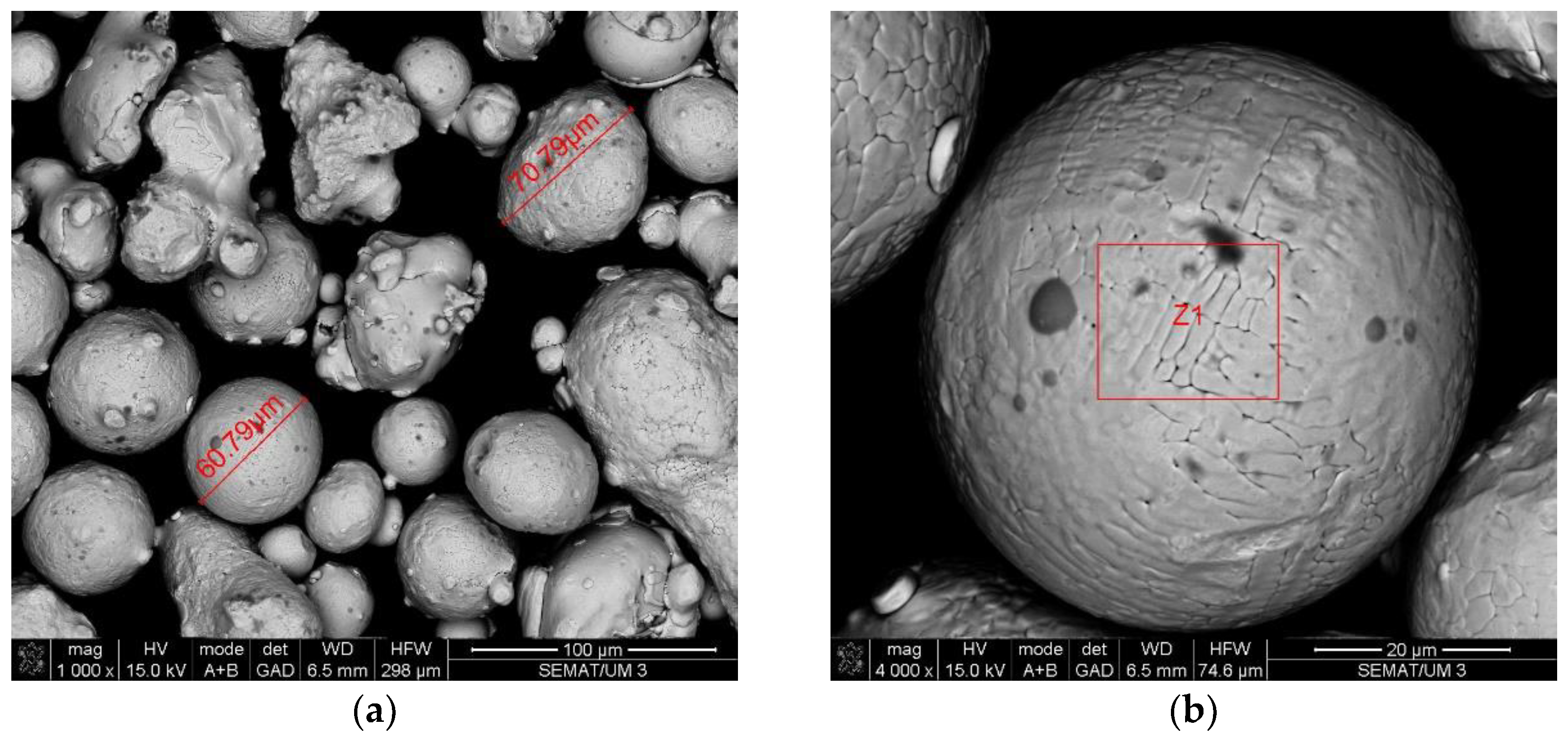
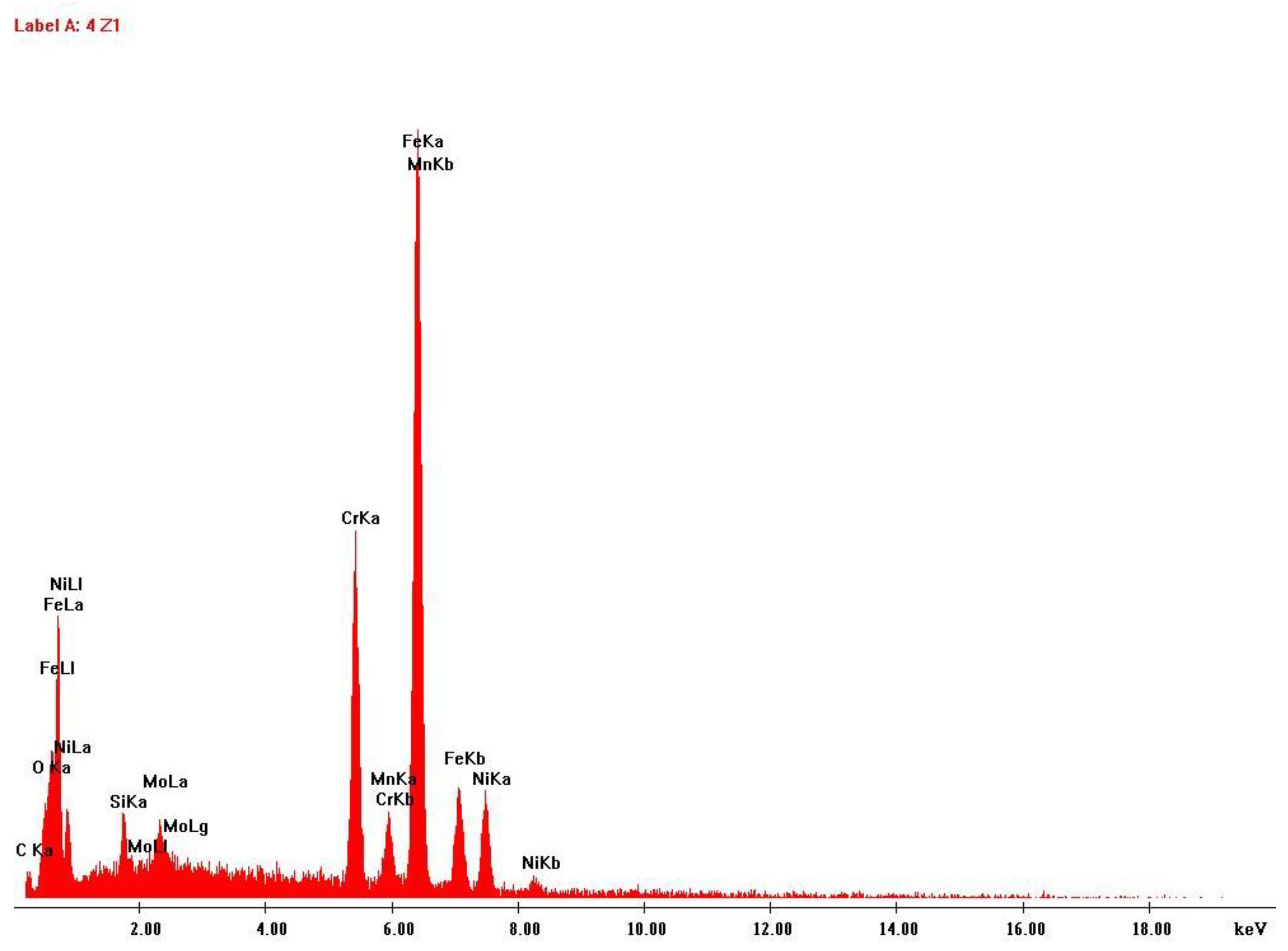
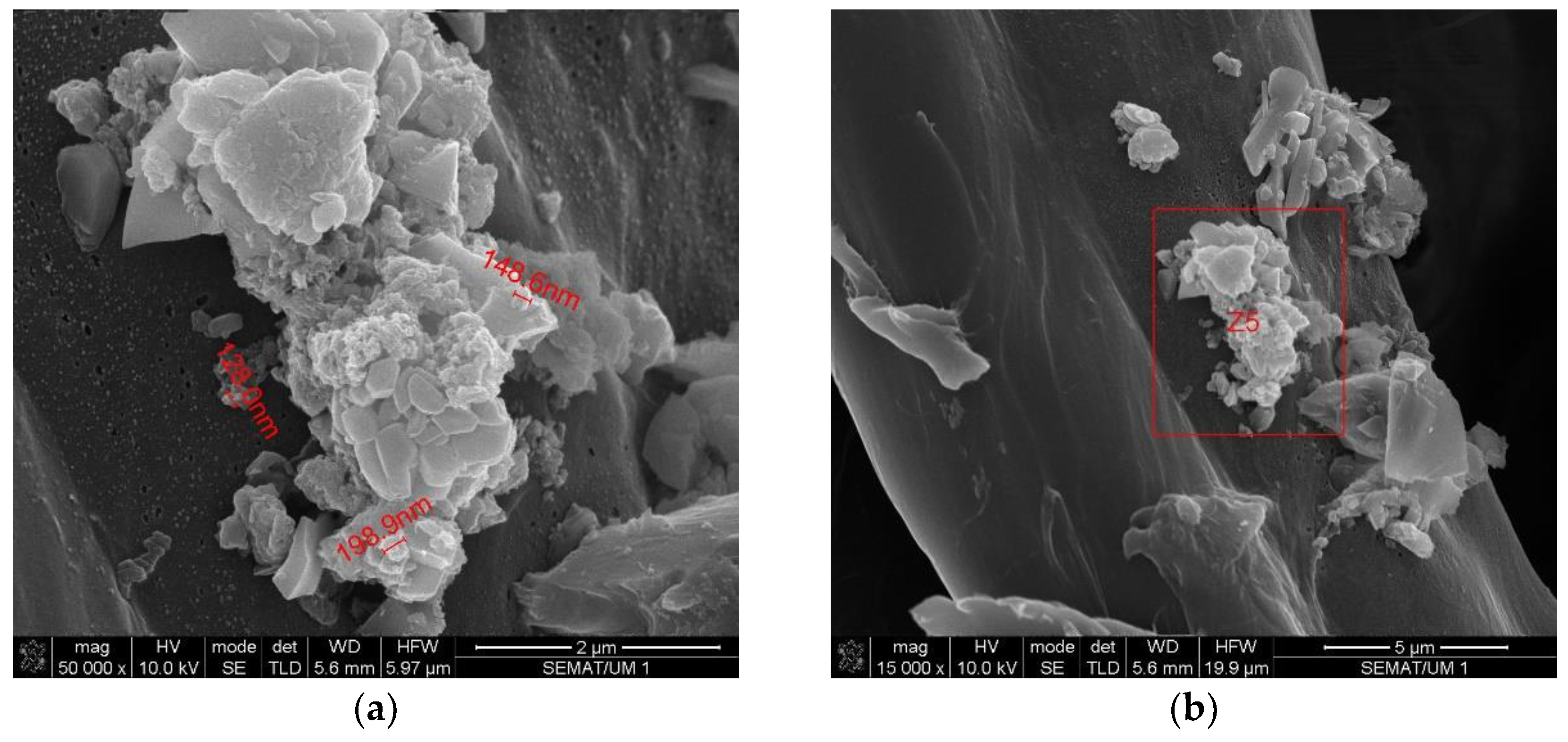
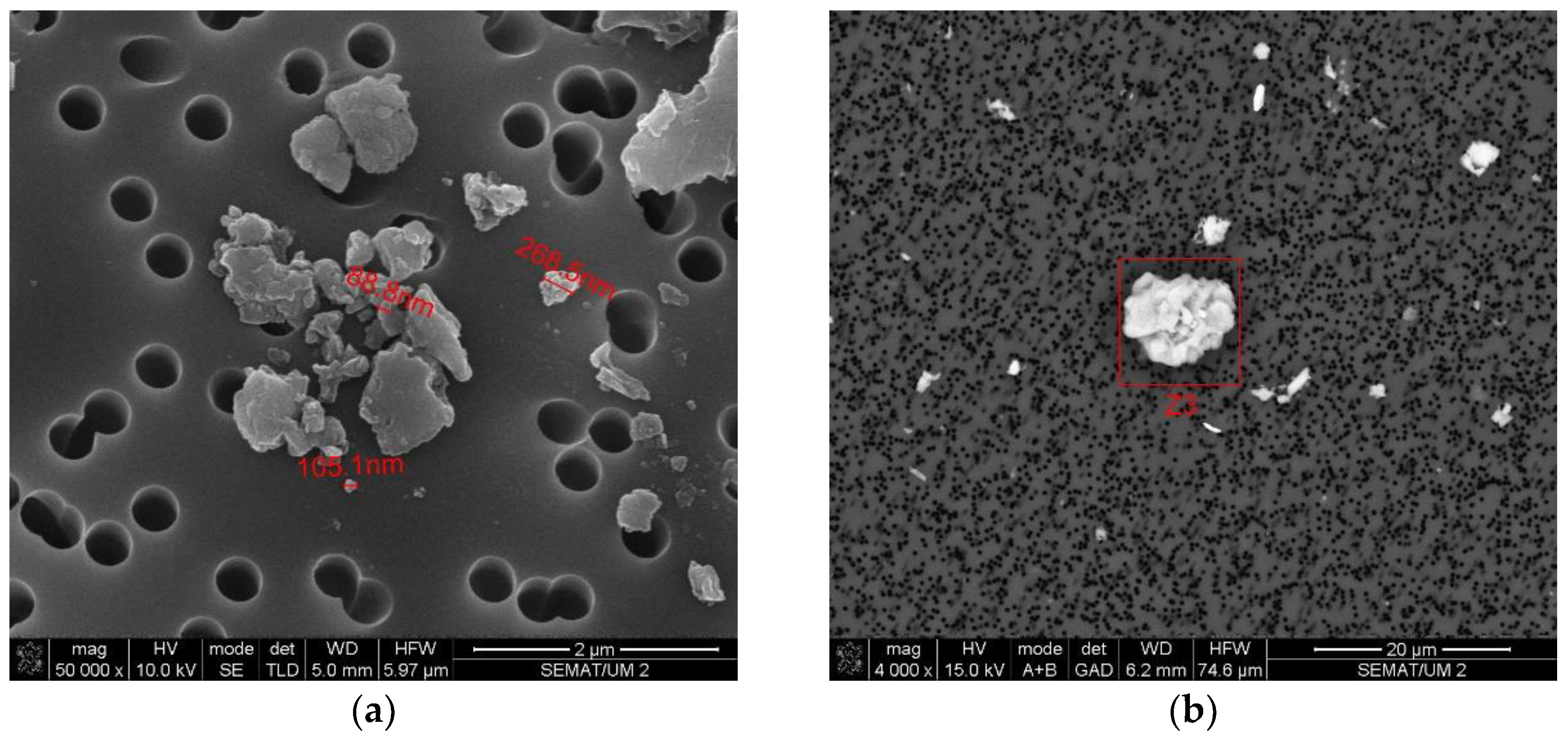
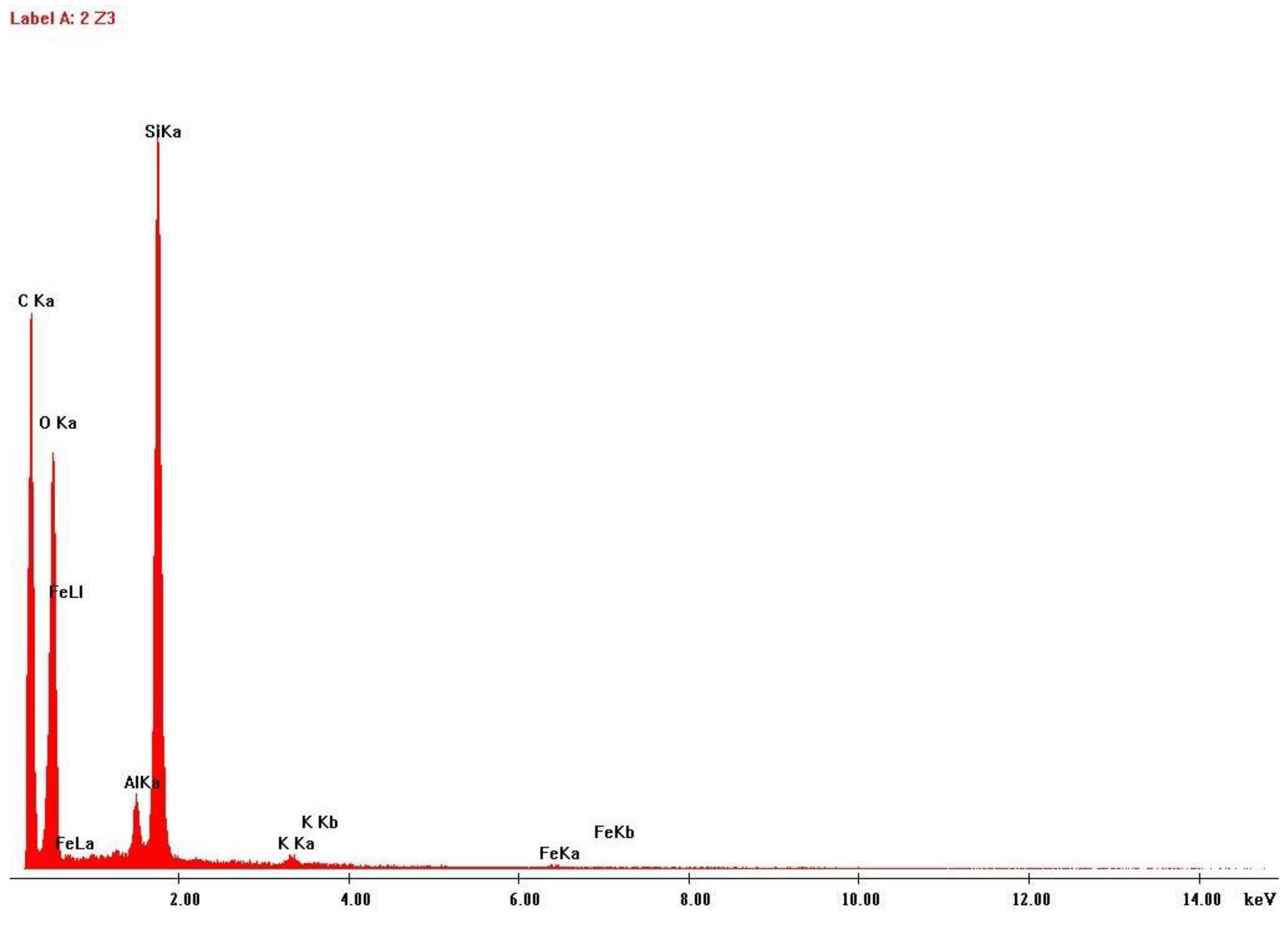
3.1.2. SEM and EDS
3.2. Qualitative Assessment
3.2.1. Control Banding Nanotool 2.0
3.2.2. Stoffenmanager Nano 1.0
3.3. IN Nanotool—Design
3.3.1. Framework
3.3.2. Hazard Band Determination
3.3.3. Exposure Band Determination
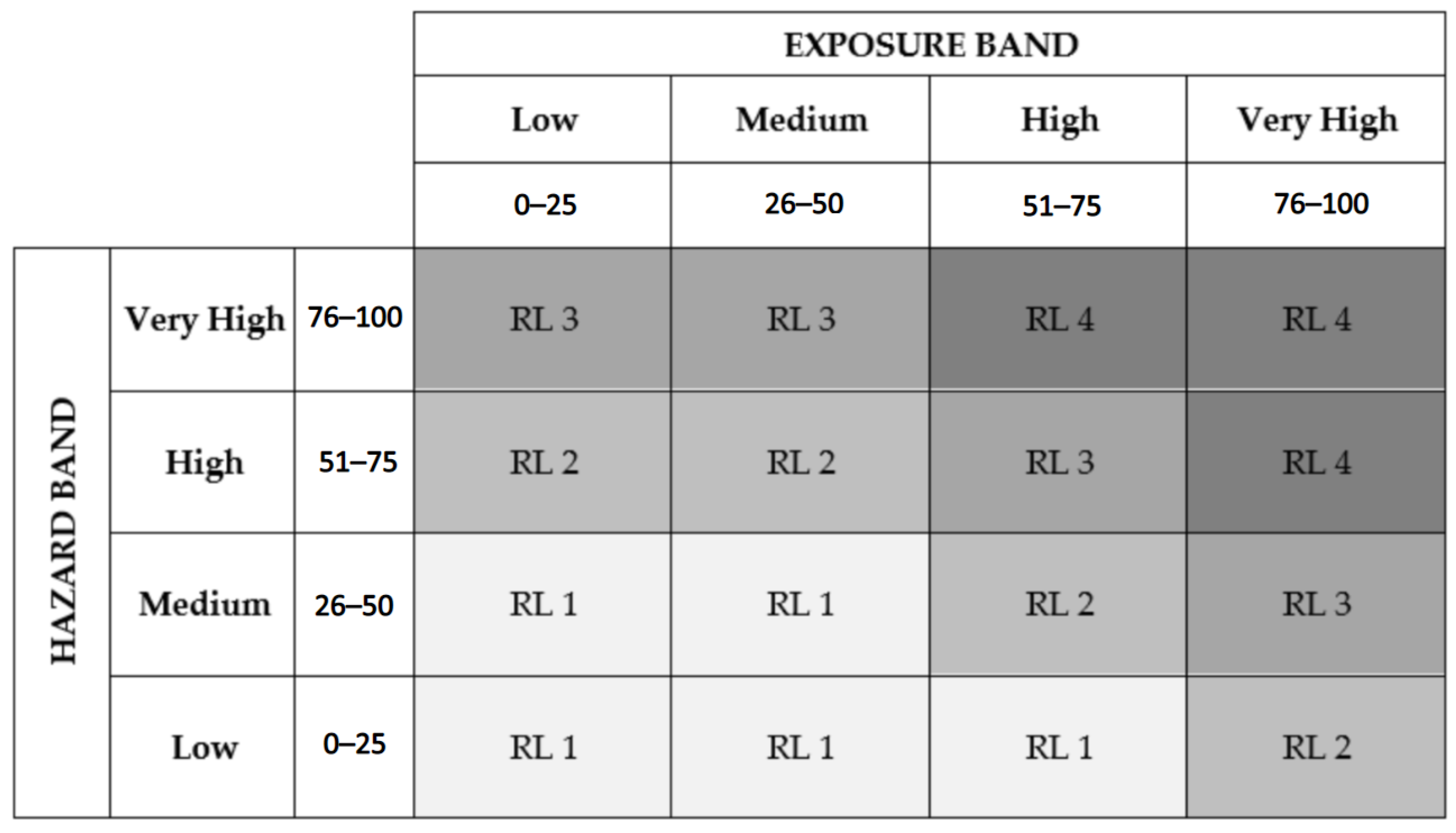
3.3.4. Risk Level Determination
3.3.5. Risk Control
3.4. IN Nanotool—Case Study Application
4. Discussion
4.1. Quantitative Assessment
4.2. Qualitative Assessment
4.3. IN Nanotool
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Duda, T.; Raghavan, L.V. 3D Metal Printing Technology. IFAC-PapersOnLine 2016, 49, 103–110. [Google Scholar] [CrossRef]
- Graff, P.; Ståhlbom, B.; Nordenberg, E.; Graichen, A.; Johansson, P.; Karlsson, H. Evaluating Measuring Techniques for Occupational Exposure during Additive Manufacturing of Metals: A Pilot Study. J. Ind. Ecol. 2017, 21, S120–S129. [Google Scholar] [CrossRef]
- Ljunggren, S.A.; Karlsson, H.; Ståhlbom, B.; Krapi, B.; Fornander, L.; Karlsson, L.E.; Bergström, B.; Nordenberg, E.; Ervik, T.K.; Graff, P. Biomonitoring of Metal Exposure during Additive Manufacturing (3D Printing). Saf. Health Work 2019, 10, 518–526. [Google Scholar] [CrossRef] [PubMed]
- Leso, V.; Ercolano, M.L.; Mazzotta, I.; Romano, M.; Cannavacciuolo, F.; Iavicoli, I. Three-Dimensional (3D) Printing: Implications for Risk Assessment and Management in Occupational Settings. Ann. Work Expo. Health 2021, 65, 617–634. [Google Scholar] [CrossRef] [PubMed]
- Dugheri, S.; Cappelli, G.; Trevisani, L.; Kemble, S.; Paone, F.; Rigacci, M.; Bucaletti, E.; Squillaci, D.; Mucci, N.; Arcangeli, G. A Qualitative and Quantitative Occupational Exposure Risk Assessment to Hazardous Substances during Powder-Bed Fusion Processes in Metal-Additive Manufacturing. Safety 2022, 8, 32. [Google Scholar] [CrossRef]
- Jensen, A.C.; Harboe, H.; Brostrøm, A.; Jensen, K.A.; Fonseca, A.S. Nanoparticle Exposure and Workplace Measurements during Processes Related to 3D Printing of a Metal Object. Front. Public Health 2020, 8, 608718. [Google Scholar] [CrossRef]
- Mellin, P.; Jönsson, C.; Åkermo, M.; Fernberg, P.; Nordenberg, E.; Brodin, H.; Strondl, A. Nano-sized by-products from metal 3D printing, composite manufacturing and fabric production. J. Clean. Prod. 2016, 139, 1224–1233. [Google Scholar] [CrossRef]
- Sousa, M.; Arezes, P.; Silva, F. Occupational exposure to ultrafine particles in metal additive manufacturing: A qualitative and quantitative risk assessment. Int. J. Environ. Res. Public Health 2021, 18, 9788. [Google Scholar] [CrossRef]
- Hendrikx, B.; Van Broekhuizen, P. Nano reference values in the Netherlands. Gefahrst.–Reinhalt Luft 2013, 10, 407–414. [Google Scholar]
- Dewalle, P.; Sirven, J.B.; Roynette, A.; Gensdarmes, F.; Golanski, L.; Motellier, S. Airborne nanoparticle detection by sampling on filters and laser-induced breakdown spectroscopy analysis. J. Phys. Conf. Ser. 2011, 304, 012008. [Google Scholar] [CrossRef]
- Tsai, C.S.J.; Hofmann, M.; Hallock, M.; Ellenbecker, M.; Kong, J. Assessment of exhaust emissions from carbon nanotube production and particle collection by sampling filters. J. Air Waste Manag. Assoc. 2015, 65, 1376–1385. [Google Scholar] [CrossRef] [PubMed]
- Tsai, S.J.; Ada, E.; Isaacs, J.A.; Ellenbecker, M.J. Airborne nanoparticle exposures associated with the manual handling of nanoalumina and nanosilver in fume hoods. J. Nanopart. Res. 2009, 11, 147–161. [Google Scholar] [CrossRef]
- Sousa, M.; Arezes, P.; Silva, F. Occupational exposure to incidental nanoparticles: A review on control banding. J. Phys. Conf. Ser. 2021, 1953, 012008. [Google Scholar] [CrossRef]
- Zalk, D.M.; Paik, S.Y.; Swuste, P. Evaluating the Control Banding Nanotool: A qualitative risk assessment method for controlling nanoparticle exposures. J. Nanopart. Res. 2009, 11, 1685–1704. [Google Scholar] [CrossRef]
- Zalk, D.M.; Paik, S.Y.; Chase, W.D. A Quantitative Validation of the Control Banding Nanotool. Ann. Work Expo. Health 2019, 63, 898–917. [Google Scholar] [CrossRef]
- Van Duuren-Stuurman, B.; Vink, S.R.; Verbist, K.J.M.; Heussen, H.G.A.; Brouwer, D.H.; Kroese, D.E.D.; Van Niftrik, M.F.J.; Tielemans, E.; Fransman, W. Stoffenmanager nano version 1.0: A web-based tool for risk prioritization of airborne manufactured nano objects. Ann. Occup. Hyg. 2012, 56, 525–541. [Google Scholar]
- Viitanen, A.K.; Uuksulainen, S.; Koivisto, A.J.; Hämeri, K.; Kauppinen, T. Workplace measurements of ultrafine particles-A literature review. Ann. Work Expo. Health 2017, 61, 749–758. [Google Scholar] [CrossRef]
- Paik, S.Y.; Zalk, D.M.; Swuste, P. Application of a pilot control banding tool for risk level assessment and control of nanoparticle exposures. Ann. Occup. Hyg. 2008, 52, 419–428. [Google Scholar]
- Juric, A.; Meldrum, R.; Liberda, E.N. Achieving Control of Occupational Exposures to Engineered Nanomaterials. J. Occup. Environ. Hyg. 2015, 12, 501–508. [Google Scholar] [CrossRef]
- Lamon, L.; Aschberger, K.; Asturiol, D.; Richarz, A.; Worth, A. Grouping of nanomaterials to read-across hazard endpoints: A review. Nanotoxicology 2019, 13, 100–118. [Google Scholar] [CrossRef]
- Höck, J.; Behra, R.; Bergamin, L.; Bourqui-Pittet, M.; Bosshard, C.; Epprecht, T.; Furrer, V.; Frey, S.; Gautschi, M.; Hofmann, H.; et al. Guidelines on the Precautionary Matrix for Synthetic Nanomaterials; Federal Office of Public Health and Federal Office for the Environment: Berne, Switzerland, 2018; pp. 1–46. [Google Scholar]
- Tang, J.C.; Luo, J.P.; Huang, Y.J.; Sun, J.F.; Zhu, Z.Y.; Xu, J.Y.; Dargusch, M.S.; Yan, M. Immunological response triggered by metallic 3D printing powders. Addit. Manuf. 2020, 35, 101392. [Google Scholar] [CrossRef]
- Schneider, T.; Brouwer, D.H.; Koponen, I.K.; Jensen, K.A.; Fransman, W.; Van Duuren-Stuurman, B.; Van Tongeren, M.; Tielemans, E. Conceptual model for assessment of inhalation exposure to manufactured nanoparticles. J. Expo. Sci. Environ. Epidemiol. 2011, 21, 450–463. [Google Scholar] [CrossRef] [PubMed]
- Groso, A.; Petri-Fink, A.; Magrez, A.; Riediker, M.; Meyer, T. Management of nanomaterials safety in research environment. Part. Fibre Toxicol. 2010, 7, 40. [Google Scholar] [CrossRef]
- Dimou, K.; Emond, C. Nanomaterials, and Occupational Health and Safety—A Literature Review about Control Banding and a Semi-Quantitative Method Proposed for Hazard Assessment. J. Phys. Conf. Ser. 2017, 838, 012020. [Google Scholar] [CrossRef]
- CT042. Standard NP 1796:2014; Occupational Health and Safety: Occupational Exposure Limits and Biological Exposure Indices to Chemical Agents. Portuguese Institute of Quality: Lisbon, Portugal, 2014.
- Chen, R.; Yin, H.; Cole, I.S.; Shen, S.; Zhou, X.; Wang, Y.; Tang, S. Exposure, assessment and health hazards of particulate matter in metal additive manufacturing: A review. Chemosphere 2020, 259, 127452. [Google Scholar] [CrossRef]
- Brouwer, D.H. Control banding approaches for nanomaterials. Ann. Occup. Hyg. 2012, 56, 506–514. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Task 1 | Supervision of printing process |
| Task 2 | Removing the part from the printer and cleaning it with a brush |
| Task 3 | Removing the remains of powder, sieving it for reuse and cleaning the powder container |
| Measured Parameters | Background (before Printing) | Near the Printer (Close to the Door) |
|---|---|---|
| Temperature [°C] | 27.4 | 28.1 |
| Relative Humidity [%] | 54.2 | 53.7 |
| Air Velocity [m/s] | <0.01 | 0.17 |
| Background | Task 1 | Task 2 | Task 3 | |
|---|---|---|---|---|
| Time [min] | 15 | 105 | 8 | 15 |
| Mean particle number concentration [particles/cm3] | 6003.07 | 12,636.92 | 12,734.70 | 11,121.98 |
| 11.5 | 15.4 | 20.5 | 27.4 | 36.5 | 48.7 | 64.9 | 86.6 | 115.5 | 154.0 | 205.4 | 273.8 | 365.2 | Total | GSD (1) | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Background | 219.69 | 461.75 | 458.70 | 630.35 | 709.28 | 684.59 | 602.07 | 502.39 | 347.25 | 153.61 | 3.89 | 0.00 | 0.00 | 4773.58 | 40.63 |
| Task 1 | 1080.31 | 1379.35 | 788.44 | 1129.11 | 1250.13 | 1010.95 | 654.65 | 430.89 | 278.75 | 129.33 | 13.35 | 0.00 | 0.12 | 8145.38 | 30.66 |
| Task 2 | 883.65 | 1611.25 | 1146.33 | 1365.82 | 1430.65 | 1206.07 | 836.94 | 527.58 | 274.65 | 72.86 | 0.00 | 0.00 | 0.00 | 9355.81 | 30.27 |
| Task 3 | 714.64 | 1436.72 | 1118.46 | 1292.11 | 1353.58 | 1177.73 | 856.14 | 543.37 | 266.28 | 54.00 | 0.00 | 0.00 | 0.00 | 8813.04 | 31.19 |
| CB Factors | Task 1 | Task 2 | Task 3 |
|---|---|---|---|
| PM OEL | 200 µg/m3 1 | 200 µg/m3 1 | 200 µg/m3 1 |
| PM Carcinogenicity | yes 2 | yes 2 | yes 2 |
| PM Reproductive Toxicity | no | no | no |
| PM Mutagenicity | no | no | no |
| PM Dermal Toxicity | yes 3 | yes 3 | yes 3 |
| PM Asthmagen | no | no | no |
| NM Surface Chemistry | unknown | unknown | unknown |
| NM Particle Shape | unknown | unknown | unknown |
| NM Particle Diameter | unknown | unknown | unknown |
| NM Solubility | unknown | unknown | unknown |
| NM Carcinogenicity | unknown | unknown | unknown |
| NM Reproductive Toxicity | unknown | unknown | unknown |
| NM Mutagenicity | unknown | unknown | unknown |
| NM Dermal Toxicity | unknown | unknown | unknown |
| NM Asthmagen | unknown | unknown | unknown |
| Severity Score | Band | 63 | High | 63 | High | 63 | High |
| Estimated amount of material used | >100 mg | >100 mg | >100 mg |
| Dustiness/mistiness | high | high | high |
| Number of employees with similar exposure | 1–5 | 1–5 | 1–5 |
| Frequency of operation | daily | daily | daily |
| Duration of operation | >4 h | <30 min | <30 min |
| Probability Score | Band | 85 | Probable | 70 | Likely | 70 | Likely |
| Risk Level and recommended controls | RL 4—Seek specialist advice | RL 3—Containment | RL 3—Containment |
| CB Factors | Task 1 | Task 2 | Task 3 | |
|---|---|---|---|---|
| Product appearance | powder | powder | powder | |
| Dustiness | very high | very high | very high | |
| Moisture content | dry product | dry product | dry product | |
| Exact concentration of the nano component | unknown | unknown | unknown | |
| Concentration | small (1–10%) | small (1–10%) | small (1–10%) | |
| Fibers or fiber like particles in the product | no | no | no | |
| Inhalation hazard | unknown | unknown | unknown | |
| OECD components | other MNOs | other MNOs | other MNOs | |
| PM with one or more of the R phrases: R40, R42, R43, R45, R46, R49, R68 1 | yes | yes | yes | |
| Hazard Band | E | E | E | |
| Task characterization | Handling of products in closed containers | Handling of products with low speed or little force | Handling of products with low speed or little force | |
| Duration task | 30–120 min/day | 1–30 min/day | 1–30 min/day | |
| Frequency task | ≈4 to 5 days/week | ≈4 to 5 days/week | ≈4 to 5 days/week | |
| Distance head-product (breathing zone) | >1 m | <1 m | <1 m | |
| More than one employee performing the task simultaneously | no | no | no | |
| Room cleaned daily | yes | yes | yes | |
| Inspections and maintenance of machines/ancillary equipment performed at least monthly | no | no | no | |
| Volume of the working room | 100–1000 m3 | 100–1000 m3 | 100–1000 m3 | |
| Ventilation of the working room | Mechanical and/or natural ventilation | Mechanical and/or natural ventilation | Mechanical and/or natural ventilation | |
| Local control measures | Containment of the source with local exhaust ventilation | none | none | |
| The employee is situated in a cabin | no | no | no | |
| Personal Protective Equipment used | none | Filter mask P3 (FFP3) | Filter mask P3 (FFP3) | |
| Exposure Band | 1 | 2 | 2 | |
| Risk Level | RL 1—Highest priority | RL 1—Highest priority | RL 1—Highest priority | |
| Recommended controls |
|
| ||
| Metal Powder Characteristics | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| 1. Powder Carcinogenicity: score is assigned based on whether the material is carcinogenic or not. It is possible to confirm this information on the material safety data sheet, for example, by checking if any of these hazard statements are included in its hazard identification: H350, H351 (according to CLP Regulation). | |||||||||
| yes: 6 | no: 0 | unknown: 4.5 | |||||||
| 2. Powder Reproductive Toxicity: score is assigned based on whether the material is a reproductive hazard or not. It is possible to confirm this information on the material safety data sheet, for example, by checking if any of these hazard statements are included in its hazard identification: H360, H361, H362 (according to CLP Regulation). | |||||||||
| yes: 6 | no: 0 | unknown: 4.5 | |||||||
| 3. Powder Mutagenicity Toxicity: score is assigned based on whether the material is a mutagenic or not. It is possible to confirm this information on the material safety data sheet, for example, by checking if any of these hazard statements are included in its hazard identification: H340, H341 (according to CLP Regulation). | |||||||||
| yes: 6 | no: 0 | unknown: 4.5 | |||||||
| 4. Powder Dermal Toxicity: score is assigned based on whether the material is a dermal hazard or not. It is possible to confirm this information on the material safety data sheet, for example, by checking if any of these hazard statements are included in its hazard identification: H310, H311, H312 (according to CLP Regulation). | |||||||||
| yes: 6 | no: 0 | unknown: 4.5 | |||||||
| 5. Powder Inhalation Toxicity: score is assigned based on whether the material is toxic if inhaled or not. It is possible to confirm this information on the material safety data sheet, for example, by checking if any of these hazard statements are included in its hazard identification: H330, H331, H332, H333 (according to CLP Regulation). | |||||||||
| yes: 6 | no: 0 | unknown: 4.5 | |||||||
| 6. Other health hazards of the powder: score is assigned based on other hazards of the material besides the ones already scored in factors 1 to 5. It is possible to confirm this information on the material safety data sheet, for example, by checking if any hazard statement starting with H3 is included in its hazard identification (besides the ones already mentioned in factors 1 to 5). | |||||||||
| yes: 4 | no: 0 | unknown: 3 | |||||||
| 7. Lowest OEL applicable to powder [µg/m3]: a different score is given depending on the lowest OEL defined for the metal powder’s components. | |||||||||
| <100 µg/m3: 8 | 100–1000 µg/m3: 4 | 1001–10,000 µg/m3: 2 | >10,000 µg/m3: 0 | unknown: 6 | |||||
| 8. Powder Solubility: score is given depending on the water-solubility of the material, considering it is soluble if the solubility higher than 1 g/L. If this property is unknown, 3 points are given. | |||||||||
| insoluble (<1 g/L): 4 | soluble (>1 g/L): 0 | unknown: 3 | |||||||
| 9. Powder Average particle size [µm]: the score is assigned according to the available information or analyzes performed. If unknown, 3 points are given. | |||||||||
| <50 µm: 4 | 50–1000 µm: 3 | >100 µm: 1 | unknown: 3 | ||||||
| Airborne nanomaterials characteristics | |||||||||
| 10. Shape: the score is assigned according to available information, for example, to SEM or TEM analyzes results, considering the most common shape verified. If unknown, 18.75 points are given. | |||||||||
| tubular, fibrous: 25 | anisotropic: 12.5 | compact/spherical: 6.25 | unknown: 18.75 | ||||||
| 11. Size: the score is assigned according to available information, for example, to SEM or TEM analyzes results, considering the main size of airborne materials. If unknown, 18.75 points are given. | |||||||||
| <100 nm: 25 | 100–500 nm: 12.5 | >500: 6.25 | unknown: 18.75 | ||||||
| Operation Conditions | ||||||
|---|---|---|---|---|---|---|
| 1. Powder Dustiness: points are provided based on a judgment of whether the material’s dustiness is high, medium, or low. If unknown, 11.5 points are given. | ||||||
| high: 15 | medium: 10 | low: 5 | unknown: 11.25 | |||
| 2. Frequency of operation: points are provided depending on the regularity of the procedure. | ||||||
| daily: 10 | weekly: 5 | monthly: 2.5 | >monthly: 0 | unknown: 7.5 | ||
| 3. Duration of operation (per day): score is assigned based on the daily time dedicated to the operation. | ||||||
| >4 h: 10 | 1–4 h: 5 | 30–60 min: 2.5 | <30 min: 0 | unknown: 7.5 | ||
| 4. Task characterization: points are provided based on a judgment of whether the quantity of dust generated and dispersed during the task is large, low or negligible during manual handling. If there is no manual handling or it is performed in a closed container (for example printing operation in a closed printer), 0 points are assigned to this factor. | ||||||
| manual handling the powder where large quantities of dust are generated and dispersed: 15 | manual handling the powder where low quantities of dust are generated and dispersed: 10 | manual handling the powder where negligible quantities of dust are generated and dispersed: 5 | no manual handling or handling in closed containers: 0 | |||
| Existing control measures | ||||||
| 5. Working room control measures: points are provided by confirming on-site ventilation conditions. | ||||||
| no general ventilation: 10 | natural ventilation: 5 | mechanical ventilation (alone or combined with natural ventilation): 0 | unknown: 7.5 | |||
| 6. Source control measures: score is given by confirming the control measures on the source of emissions. | ||||||
| no control measures at the source: 15 | use of a product that limits the emission: 10 | local exhaust ventilation or fume hood: 5 | containment of the source or glove box or glove bag: 0 | |||
| 7. Preventive procedures: score is assigned according to the existing cleaning and maintenance routines. | ||||||
| room cleaned daily and printer maintenance performed at least monthly: 0 | cleaning and maintenance procedures less frequent than previous option: 10 | unknown: 7.5 | ||||
| 8. Worker related control measures: points are chosen considering the personal protective equipment (PPE) used by the worker. | ||||||
| The worker does not work in a separate room/cabin and does not use any PPE: 5 | ||||||
| The worker uses eye protection and/or protective clothing (including gloves): 4 | ||||||
| The worker uses filter mask P2/FFP2: 4 | ||||||
| The worker uses filter mask P2/FFP2 and protective clothing (including gloves) or eye protection: 3 | ||||||
| The worker uses filter mask P2/FFP2, protective clothing (including gloves) and eye protection: 2.5 | ||||||
| The worker uses filter mask P3/FFP3: 3 | ||||||
| The worker uses filter mask P3/FFP3 and protective clothing (including gloves) or eye protection: 2.5 | ||||||
| The worker uses filter mask P3/FFP3, protective clothing (including gloves) and eye protection: 1 | ||||||
| The worker uses powered/supplied air respirator: 1 | ||||||
| The worker uses powered/supplied air respirator and protective clothing (including gloves) or eye protection: 0.5 | ||||||
| The worker uses powered/supplied air respirator, protective clothing (including gloves) and eye protection: 0 | ||||||
| The worker works in a separate room/cabin with independent ventilation system: 0 | ||||||
| Risk Level | Total Score | Recommended Additional Control Measures Based on Risk Level |
|---|---|---|
| RL 4 | 151–200 | Seek specialist advice Product replacement Task elimination or automatization Containment/Glove box/Glove bag Worker isolation (separate room/cabin) |
| RL 3 | 101–150 | Task elimination or automatization Containment/Glove box/Glove bag Worker isolation (separate room/cabin) Local exhaust ventilation or fume hood Change operation conditions |
| RL 2 | 51–100 | Worker isolation (separate room/cabin) Local exhaust ventilation or fume hood Change operation conditions Mechanical ventilation Change Personal Protective Equipment |
| RL 1 | ≤50 | Change operation conditions Mechanical ventilation Change Personal Protective Equipment Improve internal preventive procedures |
| CB Factors | Task 1 | Task 2 | Task 3 |
|---|---|---|---|
| Powder Carcinogenicity | yes 1 | yes 1 | yes 1 |
| Powder Reproductive Toxicity | no | no | no |
| Powder Mutagenicity | no | no | no |
| Powder Dermal Toxicity | no | no | no |
| Powder Inhalation Toxicity | no | no | no |
| Other Hazards of the powder | yes 2 | yes 2 | yes 2 |
| Lowest OEL applicable to powder | 200 µg/m3 3 | 200 µg/m3 3 | 200 µg/m3 3 |
| Powder Solubility | insoluble | insoluble | insoluble |
| Powder Average particle size | <50 µm | <50 µm | <50 µm |
| Airborne NM Shape | anisotropic | anisotropic | anisotropic |
| Airborne NM Size | 100–500 nm | 100–500 nm | 100–500 nm |
| Hazard Score | Band | 47 | Medium | 47 | Medium | 47 | Medium |
| Powder Dustiness | high | high | high |
| Frequency of operation | daily | daily | daily |
| Duration of operation (per day) | 1–4 h | <30 min | <30 min |
| Task characterization | No manual handing | Manual handling the powder where large quantities of dust are generated and dispersed | Manual handling the powder where large quantities of dust are generated and dispersed |
| Estimated amount powder used | 100–1000 g | 100–1000 g | 100–1000 g |
| Local control measure— Working room | Natural ventilation | Natural ventilation | Natural ventilation |
| Local control measures— Source | Containment of the source | No control measures at the source | No control measures at the source |
| Local control measures— Preventive procedures | Room cleaned daily and printer maintenance performed at least | Room cleaned daily and printer maintenance performed at least | Room cleaned daily and printer maintenance performed at least |
| Local control measures— Worker | The worker uses protective clothing | The worker uses filter mask P3/FFP3 and protective clothing | The worker uses filter mask P3/FFP3 and protective clothing |
| Exposure Score | Band | 46.5 | Medium | 70 | High | 70 | High |
| Risk Level | RL 1 | RL 3 | RL 3 |
| Recommended controls |
|
| |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sousa, M.; Arezes, P.; Silva, F. Occupational Exposure to Incidental Nanomaterials in Metal Additive Manufacturing: An Innovative Approach for Risk Management. Int. J. Environ. Res. Public Health 2023, 20, 2519. https://doi.org/10.3390/ijerph20032519
Sousa M, Arezes P, Silva F. Occupational Exposure to Incidental Nanomaterials in Metal Additive Manufacturing: An Innovative Approach for Risk Management. International Journal of Environmental Research and Public Health. 2023; 20(3):2519. https://doi.org/10.3390/ijerph20032519
Chicago/Turabian StyleSousa, Marta, Pedro Arezes, and Francisco Silva. 2023. "Occupational Exposure to Incidental Nanomaterials in Metal Additive Manufacturing: An Innovative Approach for Risk Management" International Journal of Environmental Research and Public Health 20, no. 3: 2519. https://doi.org/10.3390/ijerph20032519
APA StyleSousa, M., Arezes, P., & Silva, F. (2023). Occupational Exposure to Incidental Nanomaterials in Metal Additive Manufacturing: An Innovative Approach for Risk Management. International Journal of Environmental Research and Public Health, 20(3), 2519. https://doi.org/10.3390/ijerph20032519