
Enhanced Hydrophobicity of Polymers for Protective Gloves Achieved by Geometric, Chemical and Plasma—Surface Modification

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Samples
- (a)
- For the IIR mix: stearic acid, zinc oxide, Arsil and paraffin oil, MBT, and TMTD. Then, the cross-linking substance (sulphur) was introduced and the whole system was homogenised. The mix preparation time was 12 min;
- (b)
- For the MVQ mix: fine dicumyl peroxide and Aerosil. Then, the whole system was homogenised. The mix preparation time required for thorough mixing of all its ingredients amounted to 14 min.
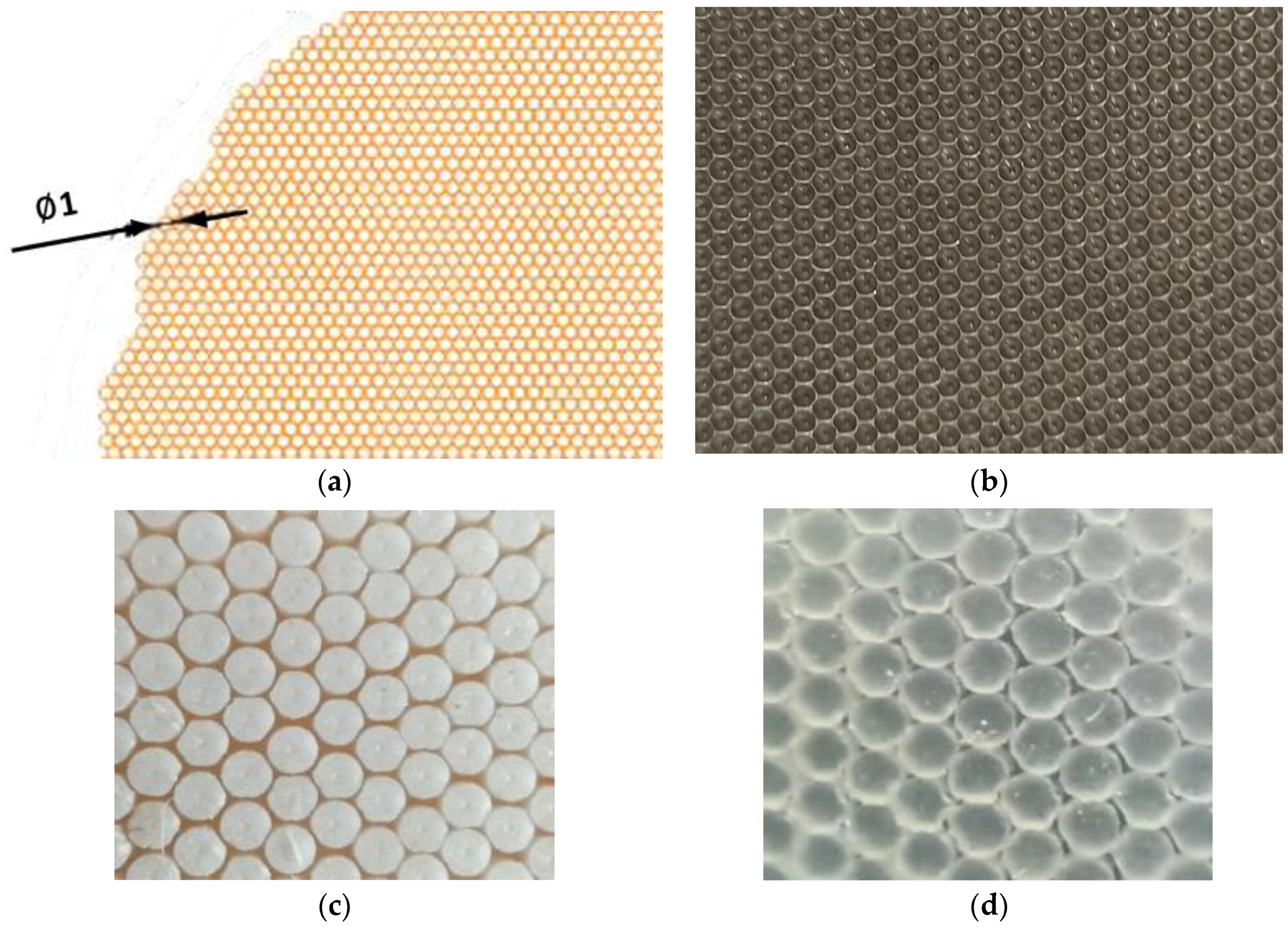
2.2. Geometric Modification
2.3. Chemical Modification
2.4. Plasma Modification
2.5. Contact Angle Measurements
2.6. Spectra Development with FT-IR Spectroscopy
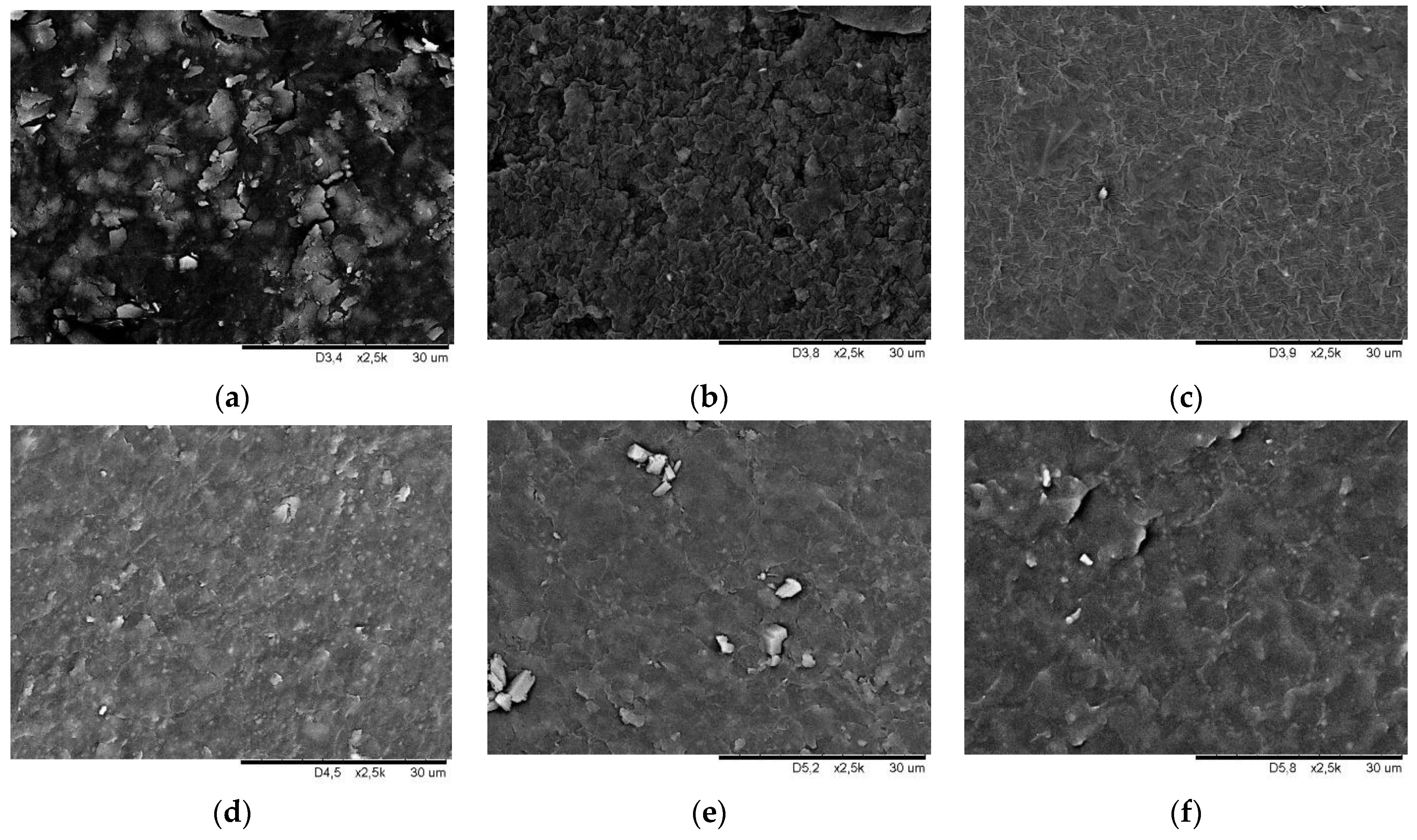
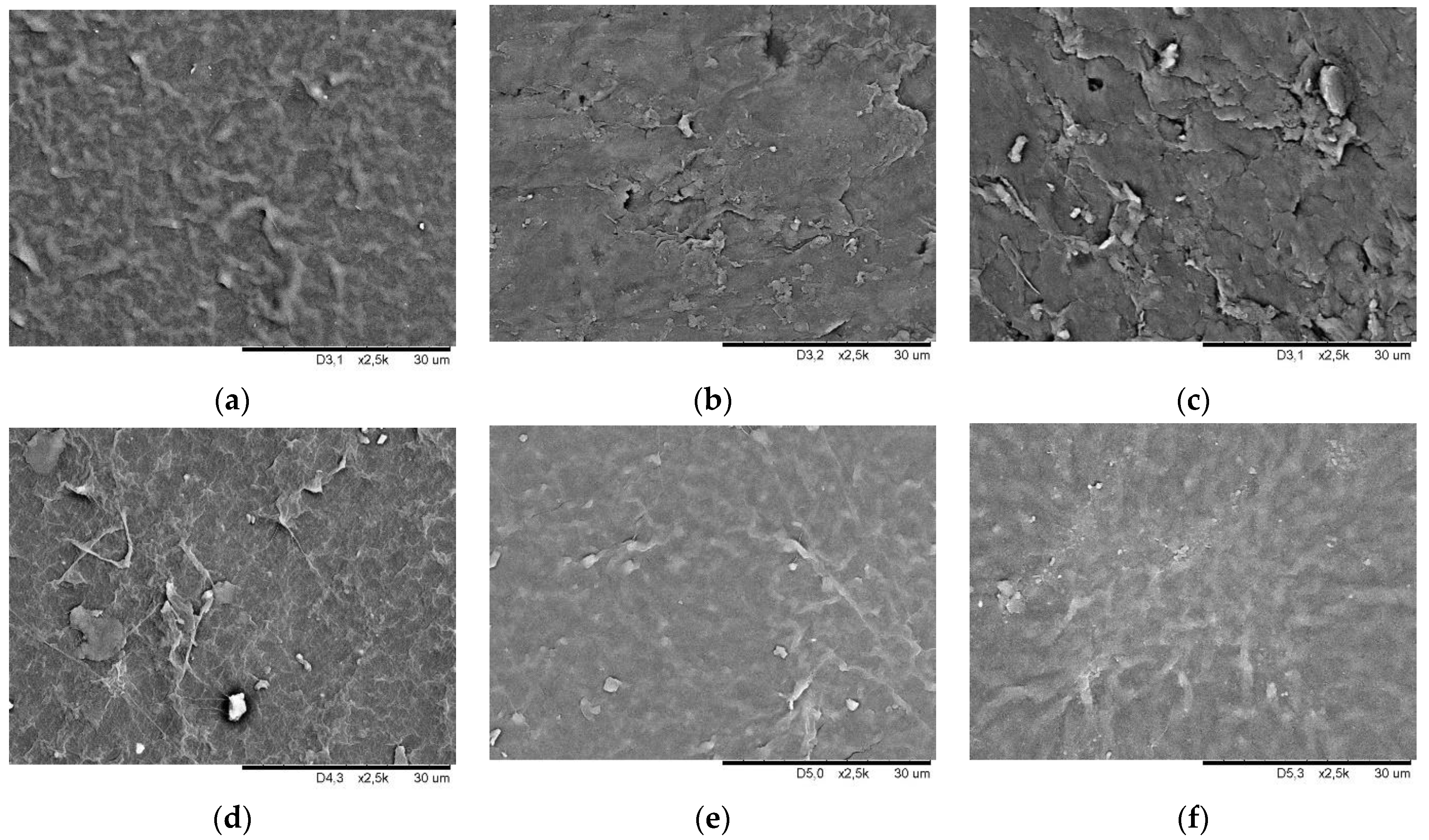
2.7. Surface Morphology Observations with Scanning Electron Microscopy (SEM)
3. Results
3.1. Contact Angle Measurement Results
3.2. Results of Structure Analysis with IR Spectroscopy
3.3. Results of SEM Observations of the Surface Morphology
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Creta, M.; Savory, L.D.; Duca, R.C.; Chu, W.K.; Poels, K.; Pan, J.; Zheng, J.; Godderis, L.; Draper, M.; Vanoirbeek, J.A.J. An alternative method to assess permeation through disposable gloves. J. Hazard. Mater. 2021, 411, 125045. [Google Scholar] [CrossRef] [PubMed]
- Preece, D.; Ng, T.H.; Tong, H.K.; Lewis, R.; Carré, M. The effects of chlorination, thickness, and moisture on glove donning efficiency. Ergonomics 2021, 64, 1205–1216. [Google Scholar] [CrossRef] [PubMed]
- Akabane, T. Production Method & Market Trend of Rubber Gloves. Int. Polym. Sci. Technol. 2016, 43, 45–50. [Google Scholar] [CrossRef]
- Irzmańska, E.; Jastrzębska, A.; Makowicz, M. Preliminary research: Validation of the method of evaluating resistance to surface wetting with liquid of protective materials intended for polymer protective gloves. Int. J. Environ. Res. Public Health 2021, 18, 9202. [Google Scholar] [CrossRef]
- Irzmańska, E.; Dyńska-Kukulska, K.; Jurczyk-Kowalska, M. Characteristics of microstructural phenomena occurring on the surface of protective gloves by the action of mechanical and chemical factors. Polimery/Polymers 2014, 59, 136–146. [Google Scholar] [CrossRef]
- Stoddard, R.; Nithyanandam, K.; Pitchumani, R. Fabrication and durability characterisation of superhydrophobic and lubricant-infused surfaces. J. Colloid Interface Sci. 2022, 608, 662–672. [Google Scholar] [CrossRef] [PubMed]
- Yang, M.; Jiang, C.; Liu, W.; Liang, L.; Pi, K. A less harmful system of preparing robust fabrics for integrated self-cleaning, oil-water separation and water purification. Environ. Pollut. 2019, 255, 113277. [Google Scholar] [CrossRef]
- Gao, X.; Guo, Z. Mechanical stability, corrosion resistance of superhydrophobic steel and repairable durability of its slippery surface. J. Colloid Interface Sci. 2018, 512, 239–248. [Google Scholar] [CrossRef]
- Nosonovsky, M.; Bhushan, B. Superhydrophobic surfaces and emerging applications: Non-adhesion, energy, green engineering. Curr. Opin. Colloid Interface Sci. 2009, 14, 270–280. [Google Scholar] [CrossRef]
- Wu, Y.; Wang, Z.; Yang, J.; Song, H.; Li, J.; Kobaisi, M.; Dang, Y.T.H.; Zhang, D.; Truong, V.K. Designing superhydrophobic robotic surfaces: Self-cleaning, high-grip impact, and bacterial repelling. Colloids Surf. A Physicochem. Eng. Asp. 2021, 629, 1–8. [Google Scholar] [CrossRef]
- Wang, C.; Shao, R.; Wang, G.; Sun, S. Hierarchical hydrophobic surfaces with controlled dual transition between rose petal effect and lotus effect via structure tailoring or chemical modification. Colloids Surf. A Physicochem. Eng. Asp. 2021, 622, 126661. [Google Scholar] [CrossRef]
- Barthlott, W.; Neinhuis, C. Purity of the sacred lotus, or escape from contamination in biological surfaces. Planta 1997, 202, 1–8. [Google Scholar] [CrossRef]
- Zhang, X.; Shi, F.; Niu, J.; Jiang, Y.; Wang, Z. Superhydrophobic surfaces: From structural control to functional application. J. Mater. Chem. 2008, 18, 621–633. [Google Scholar] [CrossRef]
- Si, Y.; Dong, Z.; Jiang, L. Bioinspired Designs of Superhydrophobic and Superhydrophilic Materials. ACS Cent. Sci. 2018, 4, 1102–1112. [Google Scholar] [CrossRef]
- Feng, L.; Li, S.; Li, Y.; Li, H.; Zhang, L.; Zhai, J.; Song, Y.; Liu, B.; Jiang, L.; Zhu, D. Superhydrophobic surfaces: From natural to artificial. Adv. Mater. 2002, 14, 1857–1860. [Google Scholar] [CrossRef]
- Irzmańska, E.; Korzeniewska, E.; Pawlak, R.; Tomczyk, M.; Smejda-Krzewicka, A.; Adamus-Włodarczyk, A. Enhanced Hydrofobicity of Polymers for Personal Protective Equipment Achieved by Chemical and Physical Modification. Materials 2022, 15, 106. [Google Scholar] [CrossRef]
- Vazirinasab, E.; Jafari, R.; Momen, G. Wetting and Self-Cleaning Properties of Silicone Rubber Surfaces Treated by Atmospheric Plasma Jet. In Proceedings of the Annual Reports—Conference on Electrical Insulation and Dielectric Phenomena, CEIDP, Cancun, Mexico, 21–24 October 2018; pp. 239–242. [Google Scholar] [CrossRef]
- Jelil, R.A. A review of low-temperature plasma treatment of textile materials. J. Mater. Sci. 2015, 50, 5913–5943. [Google Scholar] [CrossRef]
- Gao, S.H.; Gao, L.H.; Zhou, K.S. Super-hydrophobicity and oleophobicity of silicone rubber modified by CF4 radio frequency plasma. Appl. Surf. Sci. 2011, 257, 4945–4950. [Google Scholar] [CrossRef]
- Vazirinasab, E.; Jafari, R.; Momen, G. Evaluation of atmospheric-pressure plasma parameters to achieve superhydrophobic and self-cleaning HTV silicone rubber surfaces via a single-step, eco-friendly approach. Surf. Coat. Technol. 2019, 375, 100–111. [Google Scholar] [CrossRef]
- Cho, S.W.; Kim, J.H.; Lee, H.M.; Chae, H.; Kim, C.K. Superhydrophobic Si surfaces having microscale rod structures prepared in a plasma etching system. Surf. Coat. Technol. 2016, 306, 82–86. [Google Scholar] [CrossRef]
- Di Mundo, R.; Bottiglione, F.; Carbone, G. Cassie state robustness of plasma generated randomly nano-rough surfaces. Appl. Surf. Sci. 2014, 316, 324–332. [Google Scholar] [CrossRef]
- Kontziampasis, D.; Boulousis, G.; Smyrnakis, A.; Ellinas, K.; Tserepi, A.; Gogolides, E. Biomimetic, anti-reflective, superhydrophobic and oleophobic PMMA and PMMA-coated glass surfaces fabricated by plasma processing. Microelectron. Eng. 2014, 121, 33–38. [Google Scholar] [CrossRef]
- Bartkowiak, G.; Baszczyński, K.; Bogdan, A.; Brochocka, A.; Dąbrowska, A.; Hrynyk, R.; Irzmańska, E.; Koradecka, D.; Kozłowski, E.; Majchrzycka, K.; et al. Use of Personal Protective Equipment. In Handbook of Human Factors and Ergonomics, 5th ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2021; ISBN 978-11-1963-608-3. [Google Scholar]
- Barshilia, H.C.; Gupta, N. Superhydrophobic polytetrafluoroethylene surfaces with leaf-like micro-protrusions through Ar + O2 plasma etching process. Vacuum 2014, 99, 42–48. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredient | Parts by Weight |
|---|---|
| Butyl rubber | 100 |
| Stearic acid, CHEMPUR, Piekary Śląskie (Poland) | 1 |
| Zinc oxide, CHEMPUR, Piekary Śląskie (Poland) | 5 |
| Sulphur, CHEMPUR, Piekary Śląskie (Poland) | 2 |
| 2-mercaptobenzothiazole (MBT), ACROS ORGANICS, Geel (Belgium) | 1 |
| Tetramethylthiuram disulphide (TMTD), ACROS ORGANICS, Geel (Belgium) | 1 |
| Arsil silica 120 m2/g, Zakłady Chemiczne Rudniki S.A., Rudniki (Poland) | 30 |
| Paraffin oil | 3 |
| Ingredient | Parts by Weight |
|---|---|
| Silicone rubber | 100 |
| Dicumyl peroxide, Sigma Aldrich Co., Saint Louis, MO, USA | 0.95 |
| Aerosil silica 380, 380 m2/g, Evonik Industries AG Germany, Essen (Germany) | 30 |
| Air | Argon | |
|---|---|---|
| Butyl rubber IIR | ||
| IIR non-modified | 92.00 | |
| IIR S | 99.85 | 103.43 |
| IIR SC | 103.2 | 109.94 |
| IIR G | 116.33 | 119.33 |
| IIR GC | 112.57 | 122.68 |
| Silicone rubber MVQ | ||
| MVQ non-modified | 99.811 | |
| MVQ S | 109.83 | 115.18 |
| MVQ SC | 109.78 | 112.6 |
| MVQ G | 125.15 | 127.72 |
| MVQ GC | 125.88 | 142.12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Irzmańska, E.; Siciński, M.; Smejda-Krzewicka, A.; Adamus-Włodarczyk, A.; Makowicz, M.; Gozdek, T. Enhanced Hydrophobicity of Polymers for Protective Gloves Achieved by Geometric, Chemical and Plasma—Surface Modification. Int. J. Environ. Res. Public Health 2022, 19, 5239. https://doi.org/10.3390/ijerph19095239
Irzmańska E, Siciński M, Smejda-Krzewicka A, Adamus-Włodarczyk A, Makowicz M, Gozdek T. Enhanced Hydrophobicity of Polymers for Protective Gloves Achieved by Geometric, Chemical and Plasma—Surface Modification. International Journal of Environmental Research and Public Health. 2022; 19(9):5239. https://doi.org/10.3390/ijerph19095239
Chicago/Turabian StyleIrzmańska, Emilia, Mariusz Siciński, Aleksandra Smejda-Krzewicka, Agnieszka Adamus-Włodarczyk, Magdalena Makowicz, and Tomasz Gozdek. 2022. "Enhanced Hydrophobicity of Polymers for Protective Gloves Achieved by Geometric, Chemical and Plasma—Surface Modification" International Journal of Environmental Research and Public Health 19, no. 9: 5239. https://doi.org/10.3390/ijerph19095239
APA StyleIrzmańska, E., Siciński, M., Smejda-Krzewicka, A., Adamus-Włodarczyk, A., Makowicz, M., & Gozdek, T. (2022). Enhanced Hydrophobicity of Polymers for Protective Gloves Achieved by Geometric, Chemical and Plasma—Surface Modification. International Journal of Environmental Research and Public Health, 19(9), 5239. https://doi.org/10.3390/ijerph19095239