1. Introduction
The implementation of Industry 4.0 concepts has emerged in response to the need of protean demands. After mass production and just-in-time production, mass customization [
1] has put incentives for companies to evolve towards more flexible organizations. Thus, new methodologies such as Smart Manufacturing [
2] provide solutions to implement flexible means of production while minimizing wastes.
Large companies in Europe have already integrated these Industry 4.0 concepts in their digital transformations. These changes allow them to quickly and efficiently adapt themselves to internal and external events, by exploiting new technologies in the new products and business model innovations. Indeed, these Industry 4.0 methodologies serve large companies to improve their performance, to reduce their waste, as well as to enhance customer experience [
3]. Indeed, digital transformation is used in this case as a manufacturing paradigm adapted to customer personalized demand elaboration [
4]. Industry 4.0 concepts involve the use of reconfigurable and interoperable tools to increase the flexibility of a workshop or a production line and improve demand forecasting and flow traceability [
5]. In addition, the COVID-19 pandemic increases the necessity to implement digital solutions to deal rapidly with massive and unstable flows of demands [
6] and to be competitive.
Despite the benefits of Industry 4.0 concept implementation in companies, SMEs are not willing to transform their production system through this investment in new technologies. Examples of the brakes on digitalization include the cost of new technologies, the lack of information on their advantages, the fear of operators to lose their job and the lack of knowledge on new technologies. Indeed, social, societal and environmental aspects have to be taken into account in the SME performance improvement. Hence, the use of digital transformation concepts requires the integration of the previous aspects in terms of sustainability as the main dimension to exploit for SMEs.
The objectives are clearly to find levers for accelerating Industry 4.0 implementation in SMEs, to define a sustainable methodology for transforming them digitally, and to develop an intelligent system that will support the company’s digital transformation and manage decisional and informational flows. This paper aims to discuss about how brakes of SME digital transformation can be identified and how to integrate the most efficient and sustainable changes in companies to enable them to stay competitive.
After a literature review on Industry 4.0 concepts, theory of systems and organizational methods, a sustainable methodology and framework for digital transformation with an intelligent decision-aided tool will be presented. An illustrative example on a food cooking company will be examined to test the concepts through use of an actual case.
2. Literature Review
As explained in the introduction, despite demonstrations of efficiency in big companies, SMEs, especially in France, barely implement Industry 4.0 concepts [
7] in their organizations due to lack of control and flexibility on internal and external factors. This section aims to show some of the concepts that can be integrated and how they can address sustainable issues with the right methodology.
2.1. The Company as a System to Design
Companies can be described as systems with various behaviors, structures and functions (FBS). FBS diagrams [
8,
9] show hierarchical relations between functions and behaviors with views. For example, it is essential for manufacturing companies to have a design function for product innovation as well as a method function that describes and optimizes manufacturing processes. In addition, companies need to implement an economic function for defining the business model. The structures developed in response to the functional requirements are parameterized.
Thus, a theoretical framework [
10] can be applied to companies’ systems to describe the relation between functional requirements (
FR), design parameters (
DP) and process variables:
where
is a matrix characterizing the system design as a product and
a matrix that characterizes the process design. Such a framework emphasizes the fact that choices made on design parameters (resp. process variables) can affect multiple functional requirements (resp. design parameters). This provides a tool to estimate an optimal design solution prior to testing a set of given options which would traditionally be done with empirical methods.
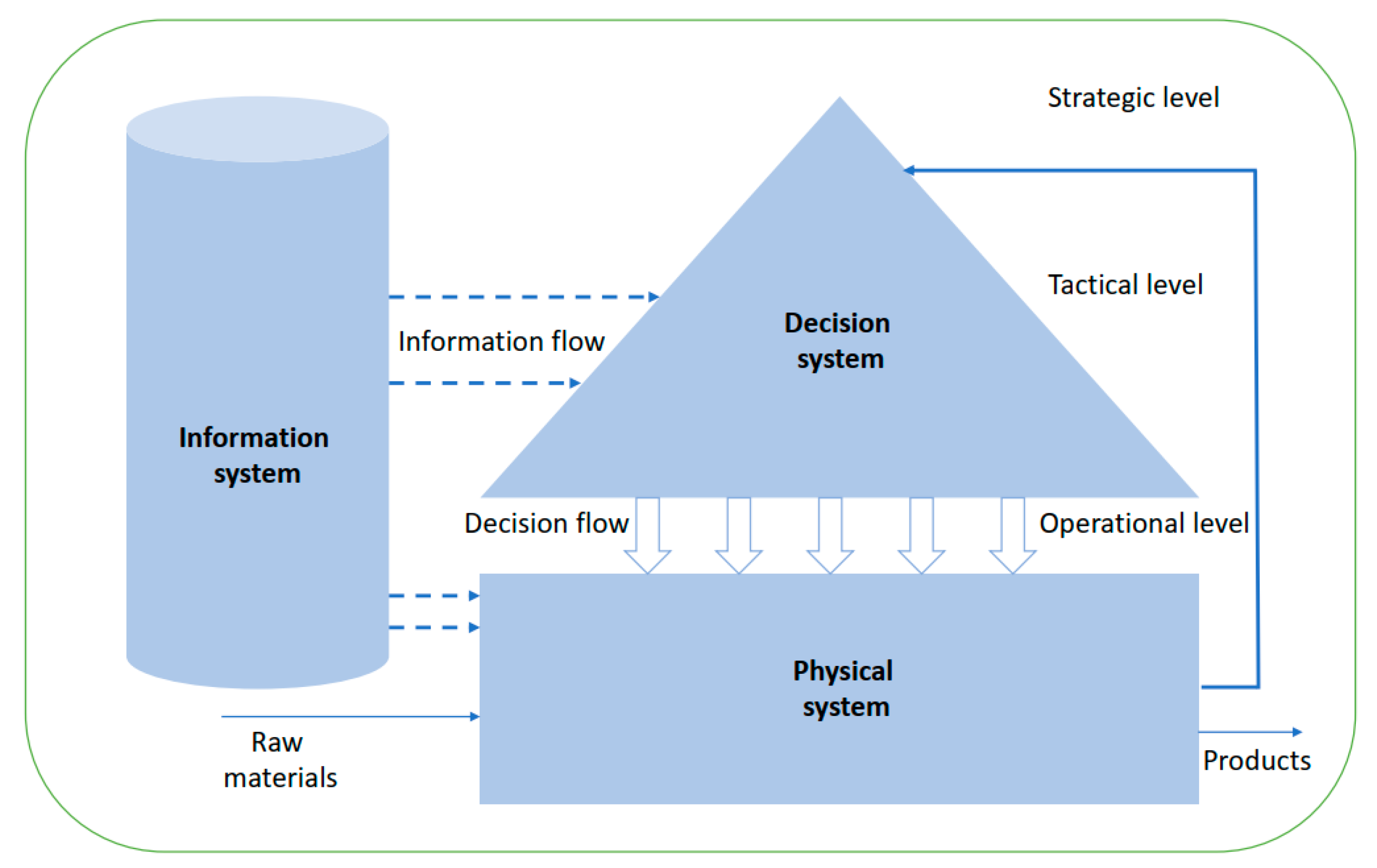
On a structural level [
11], the company system is described as a set of 3 sub-systems interacting with each other as presented in [
7] and in GRAI methodology (see
Figure 1).
Alongside internal specifications, companies must be described as open systems. In fact, internal specifications of the organizations come in response to external pressures that define an industrial context. PESTEL (Political, Economic, Socio-Cultural, Technological, Environmental, Legal) analysis is used to describe and classify external factors influencing companies’ organizational incentives and expected performance. Together with a SWOT (Strengths, Weaknesses, Opportunities, Threats) matrix, it gives a basis to describe general relations between internal and external factors. However, just a general overview and classification of external and internal factors does not come with specifications on how to interpret it in a decision-making process. [
12] proposes a multi-criteria decision-making model for PESTEL analysis based on analytic hierarchy and network processes.
Especially during the COVID-19 pandemic, the political and economic context radically shook up some of the brakes that companies were facing for digital transformation. While [
13] exposed that the lack of urgency was the main reason why companies would not make their transition towards Industry 4.0 in 2014, constraints brought by social distancing and decreased availability of resources lead to deep questioning of business models and organizations.
For example, [
6] shows that social distancing encouraged traditional businesses such as book publishing companies or restaurants to develop digitalized services, with online bookshops and food delivery, respectively. [
14] presents a product innovation driven recovery strategy for SMEs based on Lean Manufacturing, DMAIC (Define, Measure, Analyze, Improve and Control) and Design of Experiments. [
15] shows how digital technologies can improve organizational resilience [
16] to disruptive changes.
This game changer has highlighted other constraints to digital transformation that have yet to be overcome, especially for SMEs. In particular, funding issues and limitations of IT systems require solutions to bring maximum operational efficiency and high flexibility in manufacturing processes in order to become viable. Unclear roles and responsibilities, lack of vision, lack of internal communication between departments and lack of leadership skills need to be solved with a sustainable methodological framework. Furthermore, problems related to cultural reluctance and acceptability of digital technologies as well as management of energy consumption and ecological impact need to be addressed.
Finally, as shown by [
13], companies fail to set the right key performance indicators for digital transformation despite knowing their importance for managing the changes. In order to address sustainability issues within the organization, clear links between economic, social, societal, environmental incentives and industrial performance should be developed.
2.2. Organizational Methodologies
Methodologies provide structured and standardized tools to measure and optimize industrial performance. Industrial performance is defined by a set of performance criteria characterizing operational excellence that can be evaluated in a performance measurement system (PMS) [
17] to manage continuous improvement. Operational excellence is based on the implementation of several management methods for quality, costs and delays, and now also integrates sustainability criteria such as energy consumption or overall environmental impact.
GRAI methodology describes a way to model and design management systems in order to ensure that improvement of industrial performance is driven according to the company’s strategy [
18]. Based on the approach proposed by Le Moigne, it allows companies to define decisional systems on strategic, tactical and operational levels. Thus, combined with lean manufacturing, DMAIC and design of experiments it can drive operational excellence within a global management system that integrates a performance measurement system (PMS).
Indeed, methodologies such as lean manufacturing are implemented to manage continuous improvement with several concepts:
- (1)
Just-in-time philosophy [
19] with theory of constraints [
20], Single Minute Exchange of Die (SMED) and Kanban tools and contributing to reorganize the production processes based on customer demand and reducing wastes.
- (2)
Total Production Management (TPM) and Total Quality Management (TQM) [
21] with Jidoka, five zeros tool, and waste reduction (7 mudas).
- (3)
KAIZEN [
12] for constantly reducing wastes on a production line, as well as to perpetuate the solutions.
- (4)
Tools such as 5 WHYs, Ishikawa Diagram used for risk management.
Alongside lean manufacturing, DMAIC is used with 6-sigmas for improving quality performance of processes [
22]. Six sigma is a measurement method based on frequentist analysis of manufacturing quality to reduce production of scrap in manufacturing processes [
23].
The company transformation requires the integration of real time data and the definition of actions that will take into account this data. A method is then needed to develop, experiment with and implement right decisions for transforming the company has to be implemented. Design of experiment (DOE) appears as one way that could be used in this case. DOE is presented in [
24] as a “structured and organized method to determine relationships between variables that influence a process with the output of that process”. Based on experimental data, this method aims to obtain the best results by limiting the number of required observations [
25]. The method can easily be combined with artificial intelligence tools for finding the best expected results.
Nowadays, with the use of digital technologies, new methodologies, extending the concepts described above, bring both disruptive changes and new capabilities in the organization of the manufacturing process. Indeed, with a focus on interoperability and reconfigurability of production means, Smart Manufacturing [
2] transforms the production line to increase flexibility while keeping high operational excellence. For example, in a SMED approach, quick tool changers can be used to flexibilize robotic workstations [
26].
As explained before, management of continuous improvement can only make sense with the implementation of the right performance measurement system. Key performance indicators need to be designed in order to synthesize data from the information system and highlight levers of actions in an interpretable manner.
For example, in terms of quality and costs, Overall Equipment Effectiveness (OEE) [
27] can be used to sum up wastes due to unavailability of suitable means of production, lack of efficiency or loss of quality.
2.3. Sustainability Evaluation Models
The most used definition of sustainability in the literature is the “development to ensure that it meets the needs of the present without compromising the ability of future generations to meet their own needs” [
28]. Sustainability is defined as a combination of social, societal and environmental aspects in the industrial digital transformation [
29]. Instead of using only the Industry 4.0 concepts presented previously in the transformation, the focus is made on their combination with sustainable aspects. For instance, as explained in [
30], cyber-physical systems (CPSs) contribute to enhance the collaborative and cognitive aspects in the decision-making process and are used to increase companies’ profitability and productivity by neglecting social aspects. The focus on sustainability during the implementation of Industry 4.0 concepts in companies has been validated by the European Commission as Industry 5.0 [
31]. In [
32], based on sustainability awareness, the total value of products, processes and systems has been described as a combination of various metrics such as quality, service, social sustainability, cost, lead time and ecological footprint during the product life cycle. As explained in [
32], the system of sustainable manufacturing transformation includes the use of three axes:
The economic sustainability supported by the use of lean and six sigma tools [
33],
The ecological sustainability exploiting the 6Rs [
34,
35,
36],
The social sustainability achieved by using seven core subjects [
37], issues of ISO 26000 and corporate social responsibility [
38,
39].
The premier position in the use of sustainability in companies relates to company performance. Sustainability is defined as “the creation of manufactured products that uses processes that minimize negative environmental impacts, conserve energy and natural resources, are safe for employees, communities and consumers, and are economically sound” [
40]. Indeed, the main expectations of companies that are to be profitable and competitive could be respected by taking into account social and environmental dimensions. Sustainability is also considered as the expression of social and environmental expectations. In [
41], sustainability has been defined as “the search for equitably distributed social well-being within the ecological limits of the planet”. In this case the objective is not necessary to be competitive but to express the high desire to protect the planet and people’s well-being. In [
42], a structural model has been exposed, focusing on sustainability in manufacturing as practices, outcomes, and competitiveness (as an advantage due to the sustainability in manufacturing), exploiting internal sustainability practices (waste reduction, pollution prevention, etc.) as much as external sustainability practices (supplier collaboration and supplier monitoring), and outcomes such as regulatory performance, environmental performance and manufacturing performance. Sustainability can also improve by using the 6Rs approach [
43]:
Reduce (energy, materials and other resources)
Reuse (end-of-life products and components in subsequent life cycles)
Recycle (conversion of waste materials into materials)
Redesign (recovered materials, components and resources for redesigning next generation products)
Recover (collection of products at the end of the use stage)
Remanufacture (reprocessing of products that had already been used for restoration to a like-new condition)
The link with sustainable manufacturing is clear. For [
44], sustainable manufacturing focuses solely on manufacturing while the circular economy is “a business model focusing on the entire economy” (applicable to many sectors and domains such as fashion, food, cities, regulations, manufacturing, etc.).
The performance measurement is organized around the Triple Bottom Line (TBL) which corresponds to environmental, social and economic criteria [
45]. In [
46], sustainability is assessed through the TBL framework. Social sustainability involves equitable inclusion of human resources [
47,
48]. Environmental sustainability implies the preservation and survival of the ecological system [
47]. Economic sustainability corresponds to an economic ability to consistently maintain a respectable level of increasing domestic productivity over a long period [
49]. Other tools have also been developed and used for sustainable manufacturing performance measurement such as Analytic Hierarchic Process or lifecycle assessment [
50,
51]. In [
52], 7 factors and 67 variables have been defined and studied for measuring sustainable manufacturing of electric vehicles in India. These factors (technological, social, cultural, economic, political, geographical and environmental) could contribute to measurement of SMEs digital transformation.
Based on these different evaluation tools, this paper will contribute to defining adapted sustainable performance indicators for ensuring the digital transformation of SMEs by using lean manufacturing methodologies and Industry 4.0 concepts. The framework developed by [
53] including a combination of Industry 4.0 Technologies, process integration sustainable outcomes and Industry 4.0 principles will be exploited in the elaboration of the new hybrid sustainable methodology for SME transformation.
2.4. Sustainable Standards and Corporate Social Responsibility
Numerous normative and standard frameworks have been elaborated for aiding companies in their transformation and ensuring their processes, system and product quality for their customers. In this frame, ISO14000 [
54] and ISO 26000 [
55] could be used.
ISO14000 accreditation requires a certification procedure for the company. This is why it is important to learn about the six pillars of the environmental management system imposed by the ISO 14401 standard.
These are the intention to carry out an environmental policy, to plan production according to ecological criteria, the implementation and conduct of the activity, the follow-up and the rectifications made in the event of non-compliance, the assessment of the actions carried out and finally the progressive improvements.
To be ISO 14001 certified is to prove that you have implemented a continuous improvement process with a view to reducing all the company’s environmental impacts in the short, medium and long term by:
Protecting the environment by eliminating or mitigating significant environmental impacts,
Limiting the potential negative effect of the environment on the body,
Strengthening environmental performance,
Controlling or influencing how the organization’s products and services are designed, manufactured, distributed, consumed, and disposed of by adopting a life cycle perspective,
Realizing financial and operational benefits that can result from the implementation of environmentally friendly alternatives,
Communicating environmental information to relevant interested parties.
ISO 26000 presents guidelines for any type of organization seeking to take responsibility for the impacts of its decisions and activities. It defines social responsibility as “responsibility of an organization for the impacts of its decisions and activities on society and the environment, resulting in transparent and ethical behavior that:
Contributes to sustainable development including the health of individuals and the well-being of society;
Takes into account the expectations of stakeholders;
Complies with applicable laws and is compatible with international standards;
Is integrated throughout the organization and implemented in its relationships”.
To define the scope of their corporate social responsibility, the ISO 26000 standard invites organizations to articulate their approach around seven central questions: the governance of the organization, human rights, working relationships and conditions, the environment, fair practices, consumer issues, communities and local development. These central questions aim to identify the relevant fields of action on which the organization will be able to base itself to set its priorities and implement its own actions.
In the end, ISO norms can often be set, especially by European authorities, as frameworks that ensure respect of political directives and recommendations. Thus, the political paradigm gives incentives to shift organizations towards models of sustainability (see
Table 1).
Selecting the best options to improve overall industrial performance of a company is a multiple attribute decision making (MADM) problem [
62,
63] exposes a way to aggregate criteria for monitoring overall industrial performance with the Choquet integral aggregation method.
On the other hand, evaluating the weights of each criterion in the decision-making process is very likely to depend on the industrial context. For example, factors including evolutions and differences between external pressures (threats, opportunities) or differences between internal capabilities and individual preferences can justify different weights. Thus, tools such as the analytic hierarchy process [
64] and analytic network process [
65] can help estimate weights of the criteria in the decision-making process, given an industrial context.
2.5. Digital Transformation with Industry 4.0 Concepts
It is usually considered that Industry 4.0 concepts are built on at least 9 pillars [
29], notably Augmented Reality, Big Data and Analytics, Autonomous robots, Digital Twin and Simulation, Horizontal and Vertical Software integration, Industrial Internet of Things, Cybersecurity, Cloud and Additive Manufacturing.
Based on those concepts, companies can develop solutions to make their digital transformation. As noted in [
3], digitalization needs to occur as a strategic response to disruptive changes in consumers’ behaviors or expectations, competitive landscape or availability of data, in order to be considered as transformational. Furthermore, [
3] shows that, while focusing on short to medium term impacts of the use of digital technologies on organizational performance and operational efficiency, long term issues should also be taken into account.
These Industry 4.0 concepts contribute to the company’s performance transformation. However, they are not used in all companies. The following discussion focuses on how to increase its use, mainly in SMEs.
3. Concepts and Methodology
Industry 4.0 concepts are easily and mainly implemented in large companies. Many brakes are noticed for their deployment into SMEs, such as the employees’ education, the price, the fate of employees to be replaced by robots (unemployment), the artificial intelligence acceptability, etc. This paper presents a sustainable methodology for SME digital transformation. This methodology is based on:
The definition of a sustainable framework and a general approach for improving the SME performance,
The definition of an SME performance measurement structure for following the company’s continuous transformation results,
The elaboration of an intelligent system for supporting the SME digital transformation.
The following sections present each of these concepts.
3.1. Sustainable Framework for Industry 4.0 Implementation in SMEs
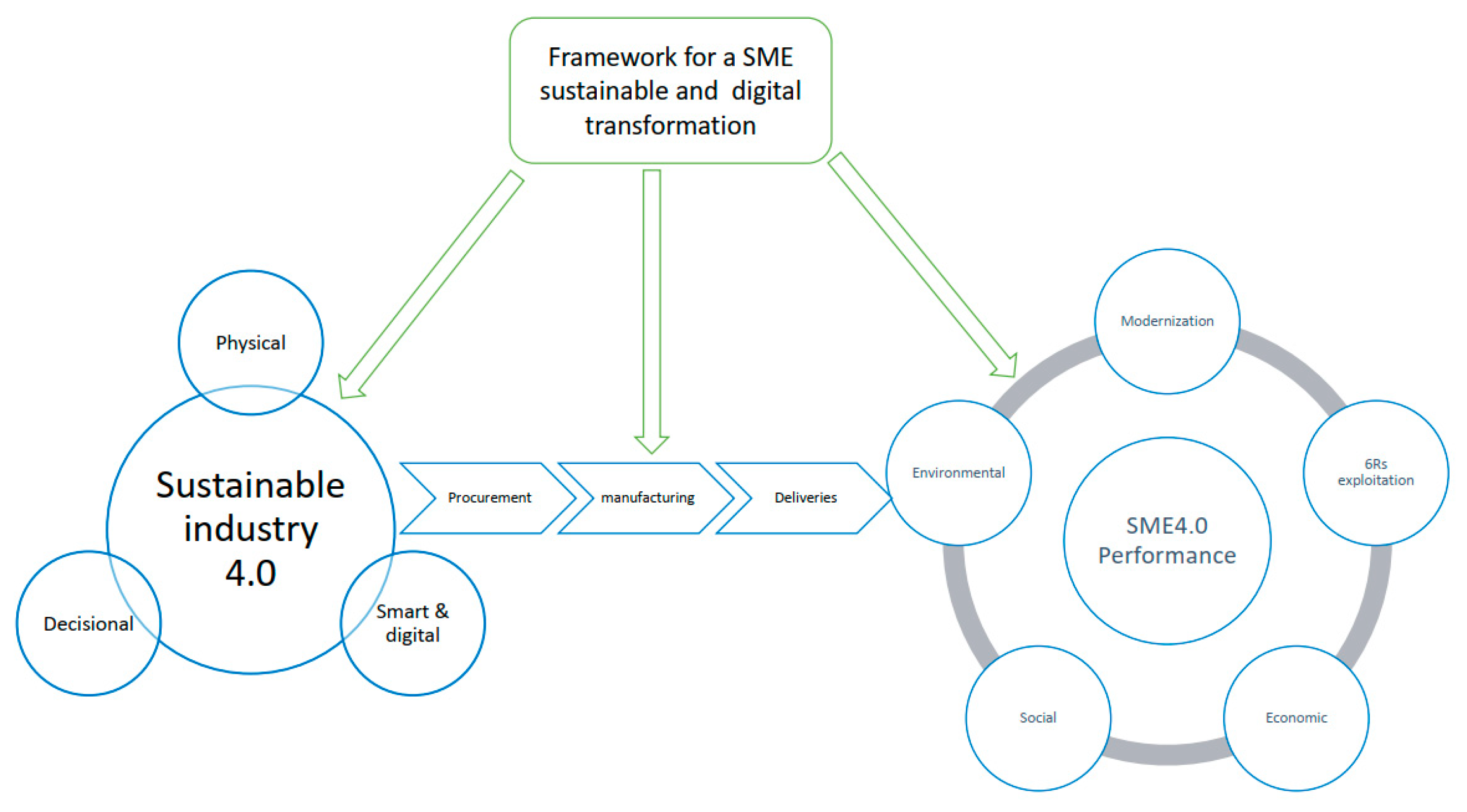
The sustainable framework (
Figure 2) has been developed for finding the specific brakes associated to each company and proposing levers that will allow increase in the company performance through its digital transformation [
66]. Indeed, this methodology defines sustainability as the kernel of the company digital transformation. New technologies and organizational tools, in addition to flexibility and needed changes must be combined according to sustainability to increase the company performance. These parameters are used during the transformation for satisfying the company expectations and attaining the Industry 4.0 concepts and objectives. The framework is composed of four methods that are used for realizing the company transformation: lean manufacturing methodology, Design of Experiment, DMAIC method and GRAI methodology. These methods (organizational methodologies) are combined for defining the transformation approach and tools to use for company improvement. Three axes of transformation have been defined for company improvement through exploitation of Industry 4.0 concepts:
The physical axis exploits the previous organizational methodologies transforming physically the company’s processes.
The decisional axis is based on theory of systems, general theory of design and the GRAI methodology decisional formalism for structuring the company decisions. This structuration relies on the link between employees, managers and the direction for the company’s performance improvement.
The informational axis defines the structuration of the new technologies and tools required in the company performance improvement through implementation of Industry 4.0 concepts.
The framework has been elaborated by focusing on the company’s digital optimization through the use and respect of sustainable expectations.
The general approach has been detailed in [
29]. The approach describes each step of the SME digital transformation by combining GRAI methodology and lean manufacturing steps. The global approach associated with SME sustainable and digital transformation is composed of five steps:
The context acquisition that corresponds to the definition of the transformation objectives, constraints, resources, etc., to arranging interviews allowing access to all data and the capitalization of data that will be required during the transformation.
The existing system modelling which includes the representation (functional view, physical system, process view, informational system and decisional system) of the company state by using appropriate formalisms. This step involves the definition of the company digital twin on which all transformations could be tested, and the impact of sustainability or digital tools could be evaluated.
The existing system analysis that has been done with the exploitation of rules contained in an intelligent system being developed for supporting the SME sustainable and digital transformation. A dashboard containing the appropriate performance criteria is used for measuring the state of the existing system.
The design phase that involves propositions of improvement of the existing system by exploiting and new design based on the sustainable and digital expectations. Tests of solutions on the digital twin will allow identification of the best proposition for transformation. The decision aided tool containing the dashboard will be used for measuring the potential results of the transformation.
The implementation phase that integrates directly the sustainability and digital changes in the company. The dashboard will be used for measuring the impact of these changes on the company.
Indeed, the sustainability and digital transformation in SMEs implies the use of continuous improvement philosophy and the definition of steps corresponding to the capability of each company and the objectives that have been defined strategically by the company managers. The performance measurement is important to know the real effect of sustainability and digitalization during the company transformation.
3.2. SME Performance Measurement
The framework presented above has been elaborated with sustainability as the kernel of the SME digital transformation. This specificity involves the measure of sustainability in addition to classical production manufacturing performance measures. The digital maturity of the company’s existing system has also to be measured. This maturity has been called the modernization degree in the SME performance measurement structure that will be elaborated (
Figure 3). The sustainable digital transformation implies changes through the three axes (decisional, physical, and digital and smart) of the framework. The structure elaborated for measuring the SME performance is based on five main criteria: environmental, social and societal, economic, modernization and 6Rs exploitation.
These criteria are composed of sub-criteria that are combined for obtaining the sustainable Industry 4.0 performance measurement model (
Figure 4).
For the environmental criterion, the sub-criteria that have been defined for the performance measurement are:
Waste:focusing on quantity of waste produced, quantity of waste recovered, and type of waste and quantity as waste performance parameters,
Air: involving air quality, emissions of greenhouse gases or volatile organic compounds (VOCs), carbon footprint calculation and noise pollution—decibel meter as air parameters,
Water: with water consumption as water parameter,
Energy: including energy consumption and distribution of energies (green, fossil, recovery, etc.) as energy parameters,
Environmental management: used for obtaining certification, carrying out balance sheets, exploiting eco-design of products, and providing environmental education to employees as environmental management parameters.
The social/societal criterion has been divided in the following sub-criteria:
Health at work including absenteeism, number of accidents occurring in a given period, morbidity, % of workforce with a disability, % men-women as health at work parameters,
Well-being at work involving the working environment (adaptation of the workspace and allocated resources, clear idea of the entrusted mission, solidarity of employees, and balance between professional and personal life), attention (consideration of the hierarchy and support for skills development), emotion (pleasure in coming to work, perceived interest in the work, stimulating environment, and confidence in one’s future within the company), and realization of a satisfaction/well-being questionnaire on a periodic basis as well-being atwork parameters,
Transport focusing on average work/home distance of employees and modes of transport used/Use of carpooling by geographical area as transport parameters.
The sub-criteria required for managing the production system global performance in addition to cost, quality and lead time are:
Number of pieces produced (total/daily,...)
Machinery in operation
Hours worked/operating
Chart position versus goals
Overview of the situation of the sensors (home automation, M/A)
Overview of the production situation (e.g., cb of parts in stock/in the process of being manufactured/in packaging/dispatched)
Indication of product quality/number of defectives/customer delivery times/economic information
Inventory tracking (components, raw materials)
Project forecast/of the week
The collection, treatment and analysis of data of the company that would be exploited for the transformation need the development of an intelligent system for supporting the sustainability and digital transformation. The diversity and specificity of criteria and measures that would be exploiting during the company transformation require the elaboration of a decision aided tool for supporting the SMEs’ performance measurement and suggesting potential decisions and their impact to the company managers.
3.3. Decision-Aided Tool for SMEs
The decision aided tool being developed is based on the performance criteria presented above and corresponds to a module of the intelligent system that will support the transformation. The part presents the architecture of this decision aided system (
Figure 5).
The architecture contains modules which are used for managing the performance measurement and the decision that the managers would take on the SME sustainable and digital transformation:
The HMI web application is used for managing relations between the decision aided tool and the user that is transforming the company. It aims at giving the managers the possibility to easily change their companies.
The performance measurement module is composed of a database containing parameters that have been defined for measuring the company performance and storing data from the company, a calculator for finding the results fitted to data to exploit, and an evaluator that will present the results and compare them to other results. This module is linked to the intelligent system through the new technologies data converters.
The coordination module ensures the management of the performance measurement but also the decision taken process by extracting or imputing data that are required. It is composed of input, results and reference models data bases which are used for considering the company data, proposing generic data corresponding to an activity domain expectation, and presenting results to the company.
The capitalization module contains old cases that could be used for proposing new transformations to the company. This module exploits Case Based-Reasoning for finding cases that are similar to the company transformation expectation and for proposing their results as potential solutions.
The learning and expert systems module is destined to analyze the company models in order to find inconsistencies and propose solutions to improve the company performance. Rules have been defined by exploiting expert knowledge. The expert knowledge could be compared to theoretic models according to the model in the rule elaboration. A fact base will be exploited, and an inference motor will contribute to the analysis of the company and the presentation to managers.
The problem solver is an optimization module and is used for defining the problem to solve and finding solutions. It is composed of classical optimization tools but also solutions based on artificial intelligence algorithms such as deep learning, machine learning, etc. This module helps define the suggestions that will be presented to the managers and their impacts.
This decision aided tool highly linked with the intelligent system supporting the SME sustainable and digital transformation represents an important tool for making the company transformation a success because of the necessity to measure at each step, the state of the company and to propose solutions for transforming the company.
The sustainability methodology presented above corresponds to the validation of Industry 4.0 concepts as a tool for transforming digitally companies and improving their performance. But it also integrates conditions such as sustainability for ensuring acceptance of Industry 4.0 concepts by SMEs. The next step is the research-action phase, for validating the concepts through experimentation in SMEs.
4. Illustration on a Food Production Manufacturing
This part aims to present how the concepts elaborated on SME sustainable Industry 4.0 can be exploited for transforming companies. The concepts can be used for companies of all activity domains.
4.1. The Company Context
The company M. is a French SME specialized in industrial cooking food elaboration. The study data has been obtained by collaborating with the company for its transformation. This company has about 75 employees working on two sites and its turnover in 2020 was about 13.8 M€. The production processes are organized in pulled flow. The company had started reorganizing its manufacturing by introducing just in time concepts. The company problem is simple. The delivery date is conditioned by the product consumption date. Food distribution centers which represent their customers would like to obtain the products as soon as possible in order to decrease the possibility of expiration. The raw materials (meats, seasonings, oil, etc.) come from different European countries. The orders are dispatched by the production management team according to the production lines availability, and products are elaborated as soon as possible for respecting the delivery date. The scheduling and the production times are about 5 days and the company forecasting covers 25 days. Raw materials stock is calculated by integrating security stock and forecasting. The difference between forecasts and sales is about 10%. The raw materials that have not been used are considered as waste and the obsolescence rate is about 2%.
4.2. The Existing System Modeling
For the existing model, the elaborated framework has been exploited by defining models that are required for the sustainable digital transformation including the physical system (all processes), the decisional system, the informational system, the functional view and the process view. The digital twin of the existing system has been elaborated. This twin will give results of the sustainability and digital impact on the company performance. The lean manufacturing method, combined with DOE, DMAIC and GRAI methodology, has been deployed for precisely defining the company and measuring its performance. The following figure (
Figure 6) presents an example of performance measurement according to the modernization degree criterion.
4.3. The Existing System Analysis
The rules defined in the expert system allow detection of the inconsistencies of the M-company and discovery of weaknesses and strengths. The company would be transformed digitally and sustainably for increasing its performance. The company’s actual performance involves different parameters: the reduction of production and scheduling times, the optimization of the raw materials performance, the machines performance optimization (breakdowns, OEE (actually about 60%)), workforce optimization (arduousness, absenteeism, flow perturbation, etc.), waste optimization, energy consumption reduction, reduction of the loss rate (actually about 10%).
The performance measure tool has been exploited for presenting the measure of the existing system and shows what has to be improved. The company according to the analysis results decides to integrate clearly new technologies and sustainability in its processes.
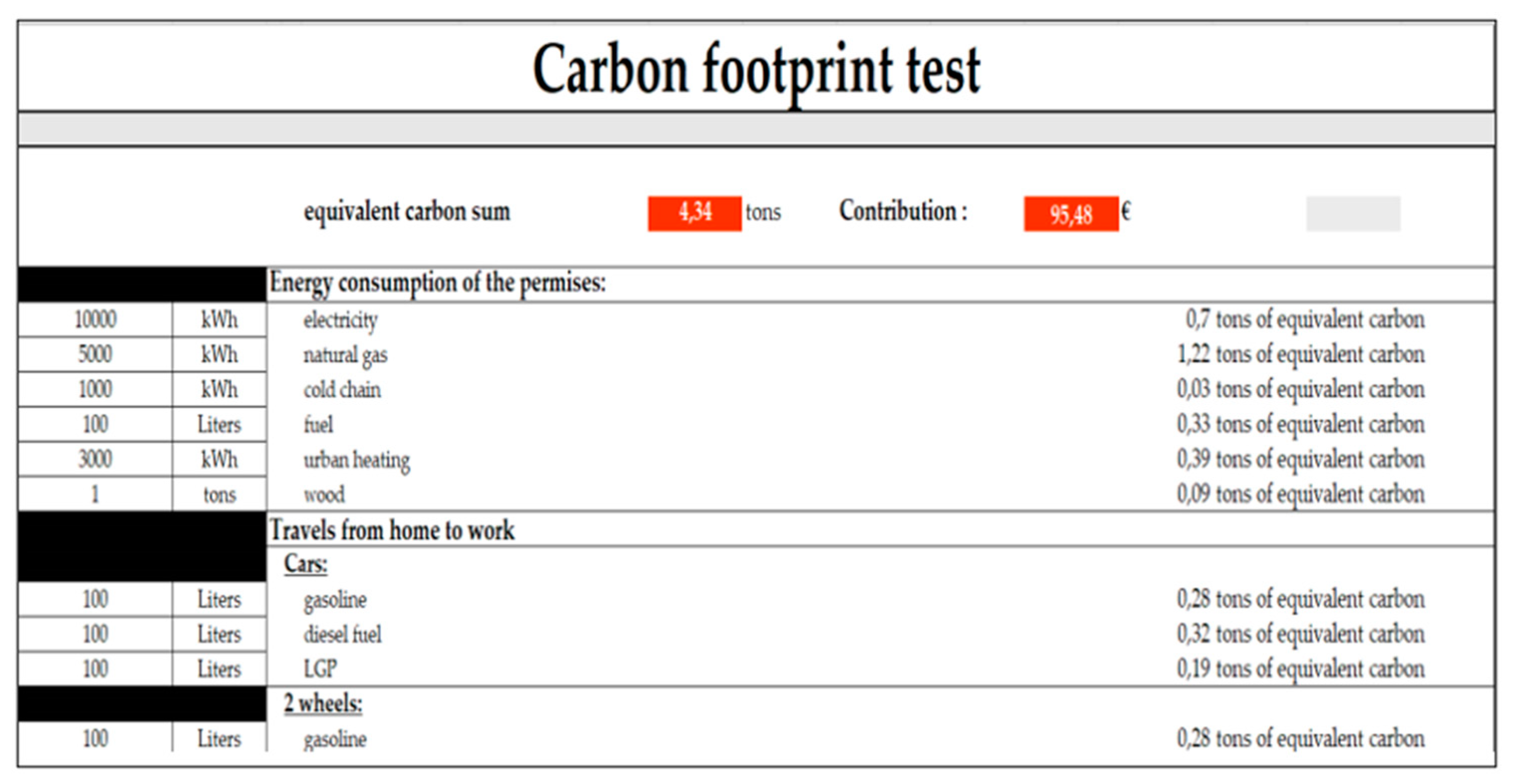
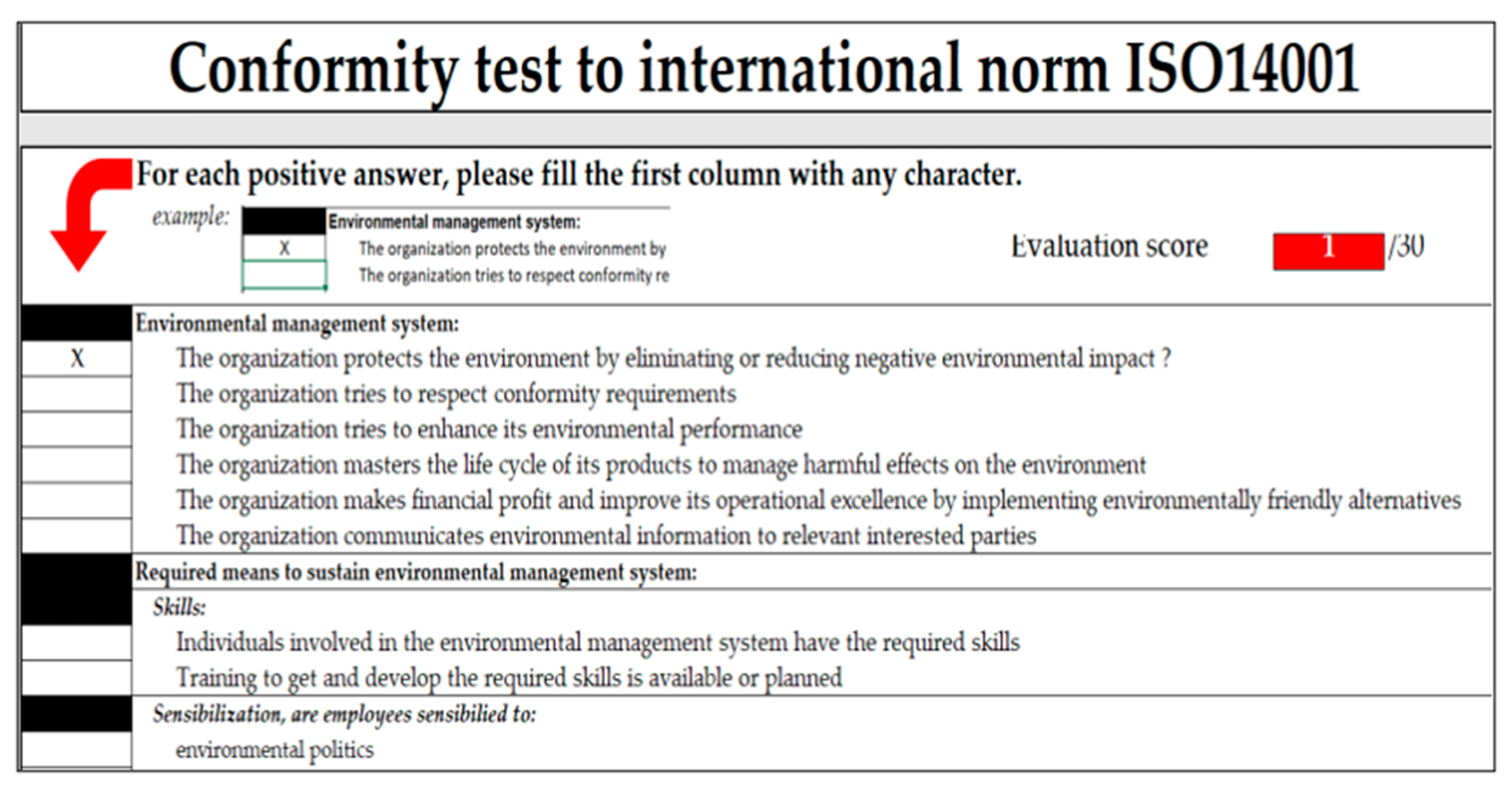
Figure 7 and
Figure 8 present an example of results that have been measured by the decision aided tool.
4.4. The SME 4.0 Propositions
The propositions are based on the organizational, technological and sustainability dimensions. A framework considering sustainability as the kernel of the future system has been used and the results allow satisfaction of sustainability expectations in addition to the implementation of new technologies and the improvement of the company’s classical performance (cost, quality, lead time, etc.). The following propositions have been formulated and are being implemented.
4.4.1. Energetic Aspects
Control the equipment with an On/Off system to limit the consumption heel.
Use of Start and Stop system: In standby mode, with production lines stopped, the majority of workshops consume between 50 and 70% of their peak power. The Start and Stop system is a quick and economical solution to avoid this waste of energy.
Use of connected objects and house automation to control all machines (ignition, standby and shutdown), connected switches and presence detectors (for light), voice control (to send cobots), air control environment (temperature and quality). Today all this equipment is totally adapted for individuals, so it is easy for companies to use the home automation universe and apply it to their operations, and thus control all the premises.
Energy transition is now an essential component of industrial performance. With the environmental factor weighing more heavily in the balance, it is important for the company to consider cleaner energy solutions and limit its impact and reduce its carbon footprint. The energy cost spent directly impacting the price of the product, it is essential to control and measure its energy expenditure.
Integrated Smart grid coupled with efficient storage technologies: power distribution network that promotes the flow of information between suppliers and consumers in order to adjust the power flow in real time and allow more efficient management of the electric power network.
Avoid oversizing of energy consuming systems, adapt the energy requirement to the useful demand
Energy recovery: machines used in industry often emit energy in the form of heat. This energy destined to be wasted can be recovered by using it to heat the room in question or other parts of the company such as offices.
Use of an ORC (Organic Rankine Cycle) type system which uses/recovers waste heat from industrial machines to transform it into electricity. This type of system is based on the thermodynamic Rankine cycle, which uses organic fluids with a lower boiling point.
Targeted actions that are simple to implement (installation of variable speed drives, search for leaks, installation of insulating mattresses, relamping, etc.). A variable speed drive can analyze the operating points, propose the best choice of setting or even optimize its energy efficiency on its own. Characterization of useful energy flows, based on the minimum energy required, for each stage of the process.
Energy management thanks to an energy management system, energy management of a production site, monitoring of energies and fluids, monitoring of the effectiveness of action plans.
Process behavior monitoring and comparative data analysis (big data approach). Use the big data base to set up digital tools for regulating and anticipating energy consumption based on machine learning and deep learning.
Have buildings of high energy quality and using renewable energies
4.4.2. Green Energies
The geographical position of the company sites allows it to enjoy the sun all day on the side facing the canal, thus taking advantage of the rays of the sun from 12 p.m. to 8 p.m. In addition, the surrounding fields, the plains and the canals promote the circulation of air and the latter can rush in, creating large currents of air moving towards the buildings of this site. Thus, installing solar panels on the roofs, and wind turbines in open spaces, would allow the building to use this green energy to supply sufficient energy to the machines of the demonstrator.
4.4.3. Social Aspects
The social aspects involve actions on transport and packaging, e.g., to get closer to neighboring companies, purchase of eco-responsible packages. Noise is also a problem for people. The company has to minimize its noise impact for the well-being of operators and the external environment. For this, it is possible to set up within the company a classic sound level meter with digital display, or to use an application on a tablet or smartphone, both able to measure and display the decibels in real time in the workspace.
Indeed, the effects of noise on the health of workers and residents should not be overlooked. Often considered as the leading factor of nuisance at work, the INRS (National Institute for Research and Safety) tells us that for a working day (8 h), hearing is considered to be in danger from 80 dB (HAS). If the noise level is higher, the exposure must be of shorter duration. If the level is extremely high (above 135 dB (A)), any exposure, even of very short duration, is dangerous. The health effects can be multiple. With factory noises starting at 80 dB, it is essential to pay attention to this parameter. The alert function of the sound level meters presented below makes it possible to warn in the event of risks and to apply individual protection (plugs, helmet) or collective (machine shutdown, insulating partitions, etc.) protection measures:
Assistance in the form of digital information (tablet, screen) on the stages of manufacture, the follow-up of the production and the arrivals, etc., away from sources of noise.
Allowing the operator to have ergonomic tools (accessories, adapted chair) to improve his working conditions.
In Industry 4.0, the happiness and well-being of the employee is a key part of the success of this new industry. Employee expectations must be taken into account and flexibility and inclusion are essential factors in this new way of working:
Better balance between work and personal life.
Remote working, decompartmentalization of time and place, growing importance of mobile working.
Integration of new technologies (IT, multimedia, cloud) and assistance systems; more cooperation and interaction as well as regular alternation between the real and virtual worlds of work.
Removing the barriers of age and disability.
Qualification/continuing education with more continuous qualification activities based on new learning technologies, important development needs.
Increase partners’ involvment in the decisions that concern them, as they are often the best able to provide relevant solutions to the problems they face.
The transport and the maintenance optimizations contribute to the social aspects improvement:
Minimize the distance from which materials and raw materials come.
Adapt teleworking solutions to reduce the company’s impact on rush hour traffic, its ecological impact, its time spent in transport.
Favor and set up carpooling solutions between employees.
Augmented reality and virtual reality are increasingly used for maintenance activities. The operator no longer needs to go back and forth between the real situation and the instructions to be followed. He is also completely free to move while performing tasks and sees his cognitive load considerably reduced. The instructions are clearly established so there is no more ambiguity during maintenance operations. This facilitates training and makes it possible to quickly check the conformity of a system.
Implementing collective and collaborative maintenance, by involving all the actors of the production line, will aim to ensure predictive and preventive maintenance throughout the line, which will aim to minimize the risk of major failure as much as possible.
The different propositions are being implemented in the company and the results of this transformation will be measurable and available in one year.
5. Discussion
The sustainable digital methodology presented is mainly focused on SMEs. The advantage of this methodology is the integration of sustainability as the kernel of the company digital transformation. Sustainability and modernization criteria have been introduced in the company performance measurement, changing the old structure. The illustration for a food cooking company shows positive results such as the validation of the hybrid methodology integrating organizational methods, the efficiency of the SME performance model, and the coherence of the decision aided tool contained in the intelligent system being developed for supporting the methodology. However, this methodology has only been tested for electronic cards companies [
26] and food cooking industry such as the M. company. The intelligent system has been used for acquiring the context of the company, modelling the existing system, detecting inconsistences and points to improve, and defining the best way to integrate sustainability as the kernel of the company’s digital transformation. Recommendations have been implemented with success in the company and the next step will be using the decision aided tool dashboard results for knowing the impacts of the sustainable digital transformation on the company performance. This company will be followed during one year and the global performance will be measured and conclusions and adaptations validated. The realization of this step will allow definitive validation of the methodology and its support, the intelligent tool. The deployment of the methodology by focusing on sustainability contributes to the integration of common improvements in companies such as the use of 6Rs methods, a better integration of ergonomics in production systems transformation, the respect of safety and environmental norms. However, the study of electronic cards and food cooking domains shows the presence of particular constraints (related to domains) in the digital transformation of companies. For instance, the food cooking activity domain is susceptible to scandals such as the Buitoni pizza problem in France and Belgium, with a real impact on consumers, but also on the company performance. In this case, the integration of automation, with robotics in place, would increase safety and avoid the problem. The collaboration between humans and machines is requires safety to be respected.
Even if the sustainable methodology and its intelligent tool could be used for transforming all the SMEs, the limitations are that their positive impact on any SME requires the integration of specific characteristics related to domains. Indeed, this methodology has also been used with a great success on an electronic card SME. The detection of this company’s constraints was very simple because of its position as an aeronautics company subcontractor. The introduction of sustainability in the digital transformation was enjoyed by employees and managers of this company. The implementation of this new methodology with the support of the intelligent tool was also a success and the results of this digital transformation are expected to the end this year (performance measurement at the end of the year). Other sustainable digital transformation are ongoing in wood mobile home, logistics, and veranda manufacturing domains. Their success will validate the initial satisfaction with the efficiency of the methodology. Despite these positive signals, reference models need to be developed for numerous activity domains to finalize the methodology’s efficiency. The other modules of the intelligent system are being developed and will be validated in the future.
6. Conclusions
Industry 4.0 concepts have demonstrated their positive impact on the company performance improvement, but these concepts are not used sufficiently used in French SMEs. The reasons are numerous despite the necessity of company transformation for being competitive in the actual particular context. Indeed, the COVID pandemic and the geopolitical situation in Europe in addition to the competition of companies from emerging countries, create for SMEs a difficult economic situation that could not be overcome without a deep transformation including the reduction of production and logistics costs, and also the integration of a new societal, social and environmental philosophy. Requirements for the circular economy and ecological transformation cannot be excluded from the SMEs’ performance improvement. This paper presents a SME sustainable digital transformation methodology including the combination of lean manufacturing methodology with the DMAIC method, DOE method and GRAI methodology. A framework that has been elaborated for implementing the sustainable Industry 4.0 concepts is presented in this paper. The architecture of the intelligent system supporting the methodology has been shown, and a focus has been done on its decision aided tool. An example in a food cooking industry has been presented for illustrating the concepts, formalisms and tools of the sustainable digital methodology. The validation test on SMEs has to be continued in other domains for adjusting the global approach. This paper has shown the positive impact of the sustainable Industry 4.0 concepts on SME global performance. The main limitation is the need for systematic adaptation to the activity domain for ensuring the success of the methodology. Indeed, transformations have to be done in each domain for validating the concepts. The collaboration with the food cooking company by integrating the sustainability criterion involved participation of the company members and the company engagement in its processes digital transformation. The integration of sustainability as an Industry 4.0 criterion has been validated by the European Commission and called Industry 5.0. The final validation of the M. company performance improvement will be done in one year after the global transformation.
Author Contributions
Conceptualization, P.-E.D. and J.-Y.D.; methodology, P.-E.D. and G.L.; software, P.-E.D. and G.L.; validation, P.-E.D. and J.-Y.D.; formal analysis, G.L.; investigation, P.-E.D.; resources, P.-E.D. and J.-Y.D.; data curation, G.L.; writing—original draft preparation, P.-E.D.; writing—review and editing, P.-E.D. and G.L; visualization, P.-E.D. and J.-Y.D.; supervision, P.-E.D.; project administration, P.-E.D.; funding acquisition, P.-E.D. All authors have read and agreed to the published version of the manuscript.
Funding
This Research received no external Funding.
Informed Consent Statement
Informed consent was obtained from all subjects involved in the study.
Acknowledgments
Icam site of Grand Paris Sud and IBISC laboratory contribute to the study realization their technical and administrative supports.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Da Silveira, G.; Borenstein, D.; Fogliatto, F.S. Mass Customization: Literature Review and Research Directions. Int. J. Prod. Econ. 2001, 72, 1–13. [Google Scholar] [CrossRef]
- Kusiak, A. Smart Manufacturing. Int. J. Prod. Res. 2018, 56, 508–517. [Google Scholar] [CrossRef]
- Vial, G. Understanding Digital Transformation: A Review and a Research Agenda. In Managing Digital Transformation; Routledge: London, UK, 2021; Volume 54, ISBN 9781003008637. [Google Scholar]
- Chen, D.; Heyer, S.; Ibbotson, S.; Salonitis, K.; Steingrímsson, J.G.; Thiede, S. Direct Digital Manufacturing: Definition, Evolution, and Sustainability Implications. J. Clean. Prod. 2015, 107, 615–625. [Google Scholar] [CrossRef]
- Ulas, D. Digital Transformation Process and SMEs. Procedia Comput. Sci. 2019, 158, 662–671. [Google Scholar] [CrossRef]
- Soto-Acosta, P. COVID-19 Pandemic: Shifting Digital Transformation to a High-Speed Gear. Inf. Syst. Manag. 2020, 37, 260–266. [Google Scholar] [CrossRef]
- Moeuf, A. Identification des Risques, Opportunités et Facteurs Critiques de Succès de L’industrie 4.0 pour la Performance Industrielle des PME. In HAL Open Science; Université Paris-Saclay (ComUE): Saint-Ouen, France, 2018; Volume 171. [Google Scholar]
- Umeda, Y.; Takeda, H.; Tomiyama, T.; Yoshikawa, H. Function, Behaviour, and Structure. Appl. Artif. Intell. Eng. 1990, 1, 177–193. [Google Scholar]
- Umeda, Y.; Tomiyama, T.; Yoshikawa, H. FBS Modeling: Modeling Scheme of Function for Conceptual Design. In Proc. Working Papers of the 9th Int. Workshop on Qualitative Reasonning About Physical Systems; University of Amsterdam: Amsterdam, The Netherlands, 1995; pp. 271–278. [Google Scholar]
- Suh, N.P. Axiomatic Design Theory for Systems. Res. Eng. Des. 1998, 10, 189–209. [Google Scholar] [CrossRef]
- Le Moigne, J.L. Les Système de Décision Dans les Organisations; Presses Universitaires de France: Paris, France, 1974. [Google Scholar]
- Yüksel, I. Developing a Multi-Criteria Decision Making Model for PESTEL Analysis. Int. J. Bus. Manag. 2012, 7, 52. [Google Scholar] [CrossRef] [Green Version]
- Fitzgerald, M.; Kruschwitz, N.; Bonnet, D.; Welch, M. Embracing Digital Technology. In Research Report in MITSLOAN Management Review; MITSloan: Cambidge, MA, USA, 2013; pp. 1–16. [Google Scholar]
- Caballero-Morales, S.-O. Innovation as Recovery Strategy for SMEs in Emerging Economies during the COVID-19 Pandemic. Res. Int. Bus. Finance. 2021, 57, 101396. [Google Scholar] [CrossRef]
- Nah, F.F.-H.; Siau, K. COVID-19 Pandemic—Role of Technology in Transforming Business to the New Normal. In Proceedings of the HCI International 2020—Late Breaking Papers: Interaction, Knowledge and Social Media, Copenhagen, Denmark, 19–24 July 2020; Stephanidis, C., Salvendy, G., Wei, J., Yamamoto, S., Mori, H., Meiselwitz, G., Nah, F.F.-H., Siau, K., Eds.; Springer International Publishing: Berlin/Heidelberg, Germany, 2020; pp. 585–600. [Google Scholar]
- Burnard, K.; Bhamra, R. Organisational Resilience: Development of a Conceptual Framework for Organisational Responses. Int. J. Prod. Res. 2011, 49, 5581–5599. [Google Scholar] [CrossRef]
- Bititci, U.S. Modelling of Performance Measurement Systems in Manufacturing Enterprises. Int. J. Prod. Econ. 1995, 42, 137–147. [Google Scholar] [CrossRef]
- Chen, D.; Vallespir, B.; Doumeingts, G. GRAI Integrated Methodology and Its Mapping onto Generic Enterprise Reference Architecture and Methodology. Comput. Ind. 1997, 33, 387–394. [Google Scholar] [CrossRef]
- Ohno, T.; Bodek, N. Toyota Production System: Beyond Large-Scale Production; Productivity Press: New York, NY, USA, 1988; ISBN 9780429273018. [Google Scholar] [CrossRef]
- Goldratt, E.M. Theory of Constraints; North River Press: Great Barrington, MA, USA, 1990; ISBN 9780884271668. [Google Scholar]
- Dahlgaard, J.J.; Khanji, G.K.; Kristensen, K. Fundamentals of Total Quality Management; Routledge: London, UK, 2008; ISBN 9780203930029. [Google Scholar]
- De Mast, J.; Lokkerbol, J. An Analysis of the Six Sigma DMAIC Method from the Perspective of Problem Solving. Int. J. Prod. Econ. 2012, 139, 604–614. [Google Scholar] [CrossRef]
- Pyzdek, T.; Keller, P. Six Sigma Handbook, 5th ed.; McGraw-Hill Education: New York, NY, USA, 2018; ISBN 9781260121827. [Google Scholar]
- Drijard, D. Design of Experiment. In Proceedings of the ERN School of Computing; CERN: Geneva, Switzerland, 1978; pp. 116–123. [Google Scholar] [CrossRef]
- Weissman, K.J. Uncovering the structures of modular polyketide synhtases. Nat. Prod. Rep. 2015, 32, 436–453. [Google Scholar] [CrossRef] [PubMed]
- Little, R. Tool Changers Enhance Robot Versatility. Ind. Robot Int. J. 2003, 30, 306–309. [Google Scholar] [CrossRef]
- Muchiri, P.; Pintelon, L. Performance Measurement Using Overall Equipment Effectiveness (OEE): Literature Review and Practical Application Discussion. Int. J. Prod. Res. 2008, 46, 3517–3535. [Google Scholar] [CrossRef] [Green Version]
- United Nations Secretary-General. Report of the World Commission on Environment and Development, Note by the Secretary-General; United Nations. 1987. Available online: https://digitallibrary.un.org/record/139811 (accessed on 13 April 2022).
- Koumas, M.; Dossou, P.-E.; Didier, J.-Y. Digital Transformation of Small and Medium Sized Enterprises Production Manufacturing. J. Softw. Eng. Appl. 2021, 14, 607–630. [Google Scholar] [CrossRef]
- Lee, J.; Bagheri, B.; Kao, H.-A. A Cyber-Physical Systems Architecture for Industry 4.0-Based Manufacturing Systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar] [CrossRef]
- Maddikunta, P.K.R.; Pham, Q.-V.; Prabadevi, B.; Deepa, N.; Dev, K.; Gadekallu, T.R.; Ruby, R.; Liyanage, M. Industry 5.0: A Survey on Enabling Technologies and Potential Applications. J. Ind. Inf. Integr. 2022, 26, 100257. [Google Scholar] [CrossRef]
- Hariyani, D.; Mishra, S. Organizational Enablers for Sustainable Manufacturing and Industrial Ecology. Clean. Eng. Technol. 2022, 6, 100375. [Google Scholar] [CrossRef]
- Thomas, A.J.; Rowlands, H.; Byard, P.; Rowland-Jones, R. Lean Six Sigma: An Integrated Strategy for Manufacturing Sustainability. Int. J. Six Sigma Compet. Advant. 2008, 4, 333–354. [Google Scholar] [CrossRef]
- Bogue, R. Sustainable Manufacturing: A Critical Discipline for the Twenty-First Century. Assem. Autom. 2014, 34, 117–122. [Google Scholar] [CrossRef]
- Breyfogle, F.W., III. Implementing Six Sigma: Smarter Solutions Using Statistical Methods; John Wiley & Sons: Hoboken, NJ, USA, 2003; ISBN 0-471-26572-1. [Google Scholar]
- Govindan, K.; Khodaverdi, R.; Jafarian, A. A Fuzzy Multi Criteria Approach for Measuring Sustainability Performance of a Supplier Based on Triple Bottom Line Approach. J. Clean. Prod. 2013, 47, 345–354. [Google Scholar] [CrossRef]
- Martínez-Jurado, P.J.; Moyano-Fuentes, J. Lean Management, Supply Chain Management and Sustainability: A Literature Review. J. Clean. Prod. 2014, 85, 134–150. [Google Scholar] [CrossRef]
- Hahn, R. ISO 26000 and the Standardization of Strategic Management Processes for Sustainability and Corporate Social Responsibility. Bus. Strategy Environ. 2013, 22, 442–455. [Google Scholar] [CrossRef]
- Schneider, A.; Meins, E. Two Dimensions of Corporate Sustainability Assessment: Towards a Comprehensive Framework. Bus. Strategy Environ. 2012, 21, 211–222. [Google Scholar] [CrossRef]
- US EPA, O. Sustainable Manufacturing. Available online: https://www.epa.gov/sustainability/sustainable-manufacturing (accessed on 15 April 2022).
- Zhang, Y.; Li, Y.; Song, J.; Chen, X.; Lu, Y.; Wang, W. Pearson Correlation Coefficient of Current Derivatives Based Pilot Protection Scheme for Long-Distance LCC-HVDC Transmission Lines. Int. J. Electr. Power Energy Syst. 2020, 116, 105526. [Google Scholar] [CrossRef]
- Ahmadi-Gh, Z.; Bello-Pintado, A. Why Is Manufacturing Not More Sustainable? The Effects of Different Sustainability Practices on Sustainability Outcomes and Competitive Advantage. J. Clean. Prod. 2022, 337, 130392. [Google Scholar] [CrossRef]
- Jawahir, I.S.; Bradley, R. Technological Elements of Circular Economy and the Principles of 6R-Based Closed-Loop Material Flow in Sustainable Manufacturing. Procedia CIRP 2016, 40, 103–108. [Google Scholar] [CrossRef] [Green Version]
- Enyoghasi, C.; Badurdeen, F. Industry 4.0 for Sustainable Manufacturing: Opportunities at the Product, Process, and System Levels. Resour. Conserv. Recycl. 2021, 166, 105362. [Google Scholar] [CrossRef]
- Elkington, J. Partnerships from Cannibals with Forks: The Triple Bottom Line of 21st-Century Business. Environ. Qual. Manag. 1998, 8, 37–51. [Google Scholar] [CrossRef]
- Favi, C.; Marconi, M.; Mandolini, M.; Germani, M. Sustainable Life Cycle and Energy Management of Discrete Manufacturing Plants in the Industry 4.0 Framework. Appl. Energy. 2022, 312, 118671. [Google Scholar] [CrossRef]
- Stock, T.; Seliger, G. Opportunities of Sustainable Manufacturing in Industry 4.0. Procedia CIRP 2016, 40, 536–541. [Google Scholar] [CrossRef] [Green Version]
- Ruben, R.B.; Menon, P.; Sreedharan, R. Development of a Social Life Cycle Assessment Framework for Manufacturing Organizations. In Proceedings of the 2018 International Conference on Production and Operations Management Society (POMS), Kandy, Sri Lanka, 14–16 December 2018. [Google Scholar] [CrossRef]
- Daly, H.E. Beyond Growth: The Economics of Sustainable Development; Beacon Press: Boston, MA, USA, 2014; ISBN 980807047066. [Google Scholar]
- Ghadimi, P.; Yusof, N.M.; Saman, M.Z.M.; Asadi, M. Methodologies for Measuring Sustainability of Product/Process: A Review. Pertanika J. Sci. Technol. 2013, 21, 303–326. [Google Scholar]
- Hassan, M.F.; Saman, M.Z.M.; Mahmood, S.; Nor, N.H.M.; Rahman, M.N.A. Sustainability Assessment Methodology in Product Design: A Review and Directions for Future Research. J. Teknol. 2017, 79, 37–44. [Google Scholar] [CrossRef] [Green Version]
- Digalwar, A.K.; Thomas, R.G.; Rastogi, A. Evaluation of Factors for Sustainable Manufacturing of Electric Vehicles in India. Procedia CIRP 2021, 98, 505–510. [Google Scholar] [CrossRef]
- Kamble, S.S.; Gunasekaran, A.; Gawankar, S.A. Sustainable Industry 4.0 Framework: A Systematic Literature Review Identifying the Current Trends and Future Perspectives. Process Saf. Environ. Prot. 2018, 117, 408–425. [Google Scholar] [CrossRef]
- ISO. ISO 14000—Management Environnemental. Available online: https://www.iso.org/fr/iso-14001-environmental-management.html (accessed on 15 April 2022).
- ISO. ISO 26000—Responsabilité Sociétale. Available online: https://www.iso.org/fr/iso-26000-social-responsibility.html (accessed on 15 April 2022).
- DocsRoom-European Commission. Available online: https://ec.europa.eu/docsroom/documents/9781/attachments/1/translations (accessed on 14 April 2022).
- Loi de Transition Energétique Pour la Croissance Verte. Available online: https://www.ecologie.gouv.fr/loi-transition-energetique-croissance-verte (accessed on 14 April 2022).
- Stratégie Nationale Bas-Carbone (SNBC). Available online: https://www.ecologie.gouv.fr/strategie-nationale-bas-carbone-snbc (accessed on 14 April 2022).
- France Stratégie. Available online: https://www.strategie.gouv.fr/reseau-france-strategie/plateforme-rse (accessed on 14 April 2022).
- Directive 2006/42/CE du Parlement européen et du Conseil du 17 mai 2006 relative aux machines et modifiant la directive 95/16/CE (refonte). In European Parliament; EU: Strasbourg, France, 2006; p. 157.
- Décret N° 2019-771 Du 23 Juillet 2019 Relatif Aux Obligations d’actions de Réduction de La Consommation d’énergie Finale Dans Des Bâtiments à Usage Tertiaire. In Journal Officiel de la République Française; République Française: Paris, France, 2019.
- Tzeng, G.-H.; Huang, J.-J. Multiple Attribute Decision Making: Methods and Applications; CRC Press: Boca Raton, FL, USA, 2011; ISBN 9781439861579. [Google Scholar]
- Berrah, L.; Mauris, G.; Montmain, J. Monitoring the Improvement of an Overall Industrial Performance Based on a Choquet Integral Aggregation. Omega 2008, 36, 340–351. [Google Scholar] [CrossRef]
- Saaty, T.L. Decision Making with the Analytic Hierarchy Process. Int. J. Serv. Sci. 2008, 1, 83–98. [Google Scholar] [CrossRef] [Green Version]
- Saaty, T.L.; Vargas, L.G. The Analytic Network Process. In Decision Making with the Analytic Network Process; International Series in Operations Research & Management Science; Springer: Boston, MA, USA, 2013; Volume 195, pp. 1–40. ISBN 9781461472780. [Google Scholar]
- Dossou, P.E. Development of a New Framework for Implementing Industry 4.0 in Companies, In Procedia Manufacturing; PROMFG_30434; Elsevier: Amsterdam, The Netherlands, 2019; Volume 38, pp. 573–580. [Google Scholar]
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}