
Statistical Data-Driven Model for Hardness Prediction in Austempered Ductile Irons


 ,
, 


Abstract
:1. Introduction
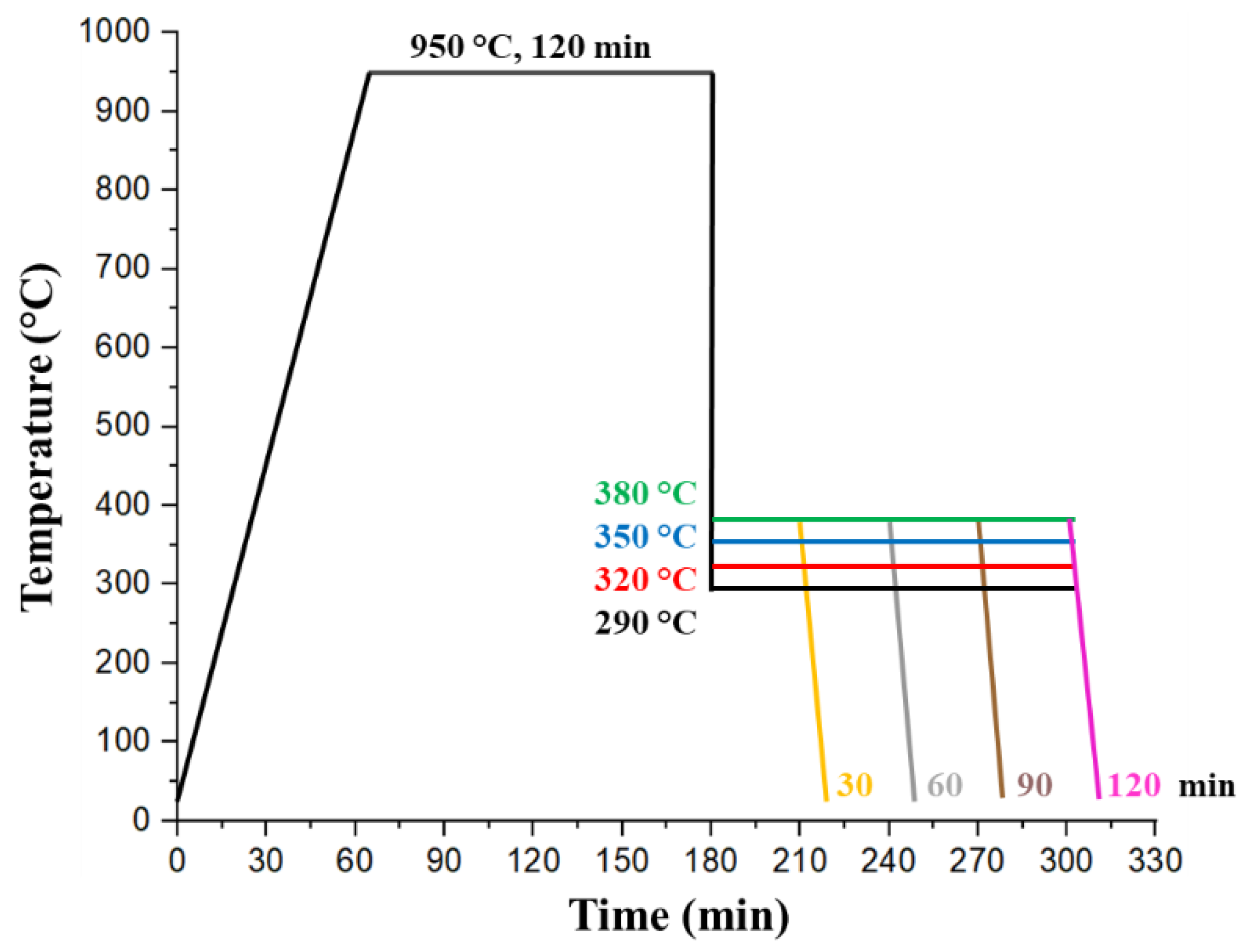
- Ductile iron is heated to an austenitizing temperature (Tγ), between 850 and 1200 °C, for a sufficient time so as to homogenize the austenitic microstructure.
- Subsequently, it is rapidly cooled in a molten salt bath to austempering temperature (TA), above the martensitic transformation onset temperature (TMs), between 250 and 450 °C, in order to avoid pearlitic transformation.
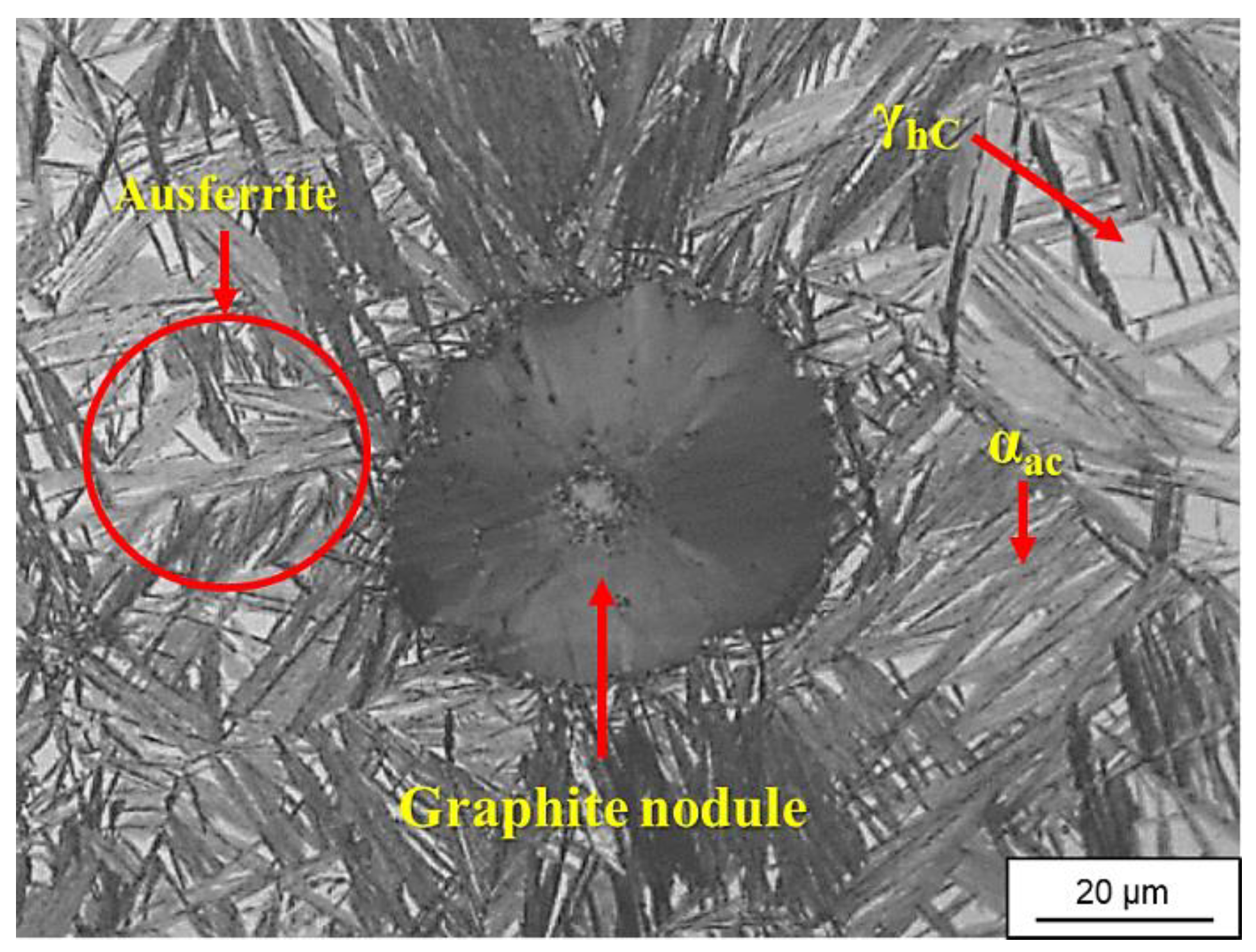
- Afterwards, material is isothermally kept at TA, for a certain austempering time (tA), to allow the formation of an ausferritic matrix. Finally, it is removed from the salt bath and air-cooled to room temperature.
2. Materials and Methods
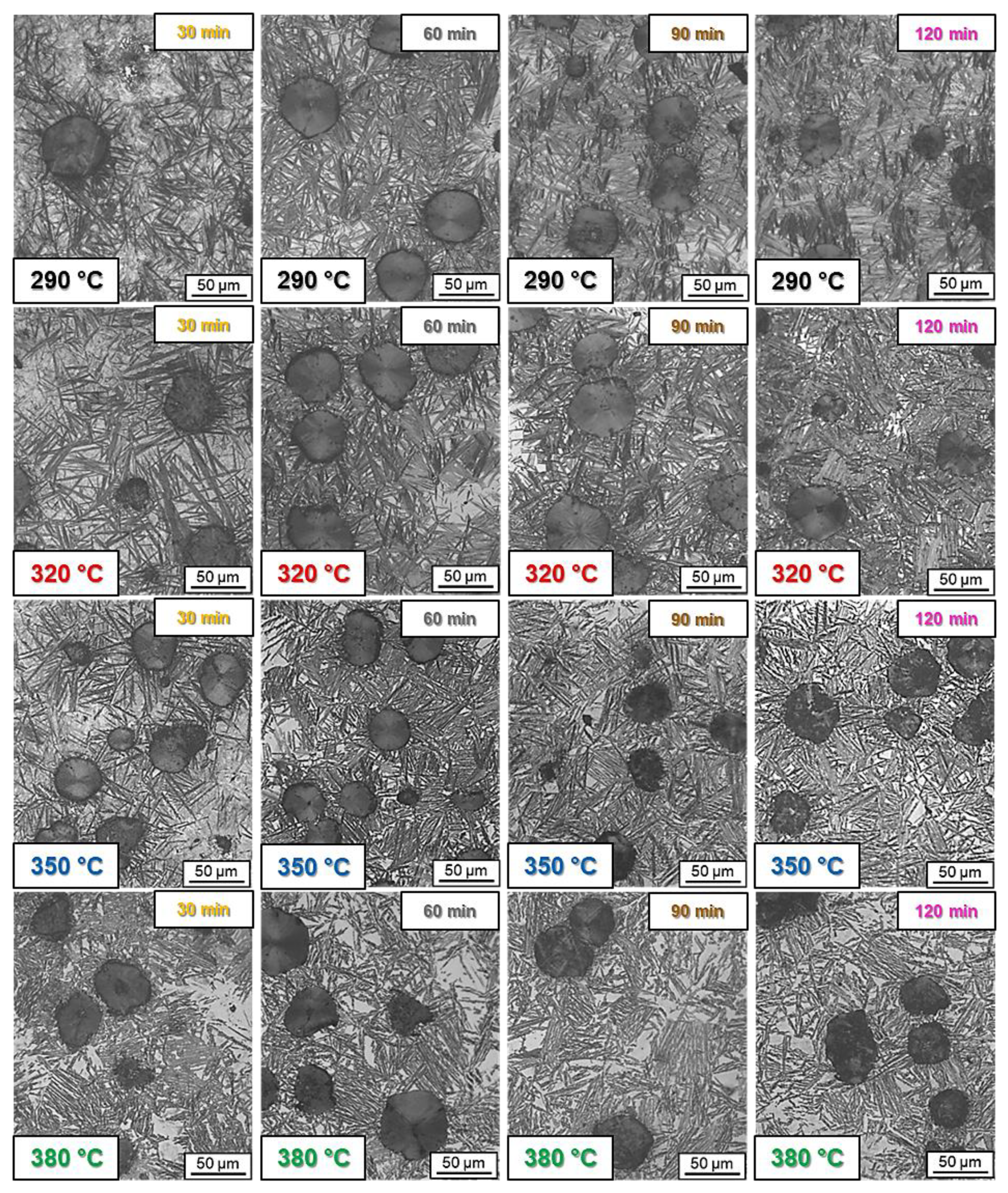
2.1. Heat Treatments
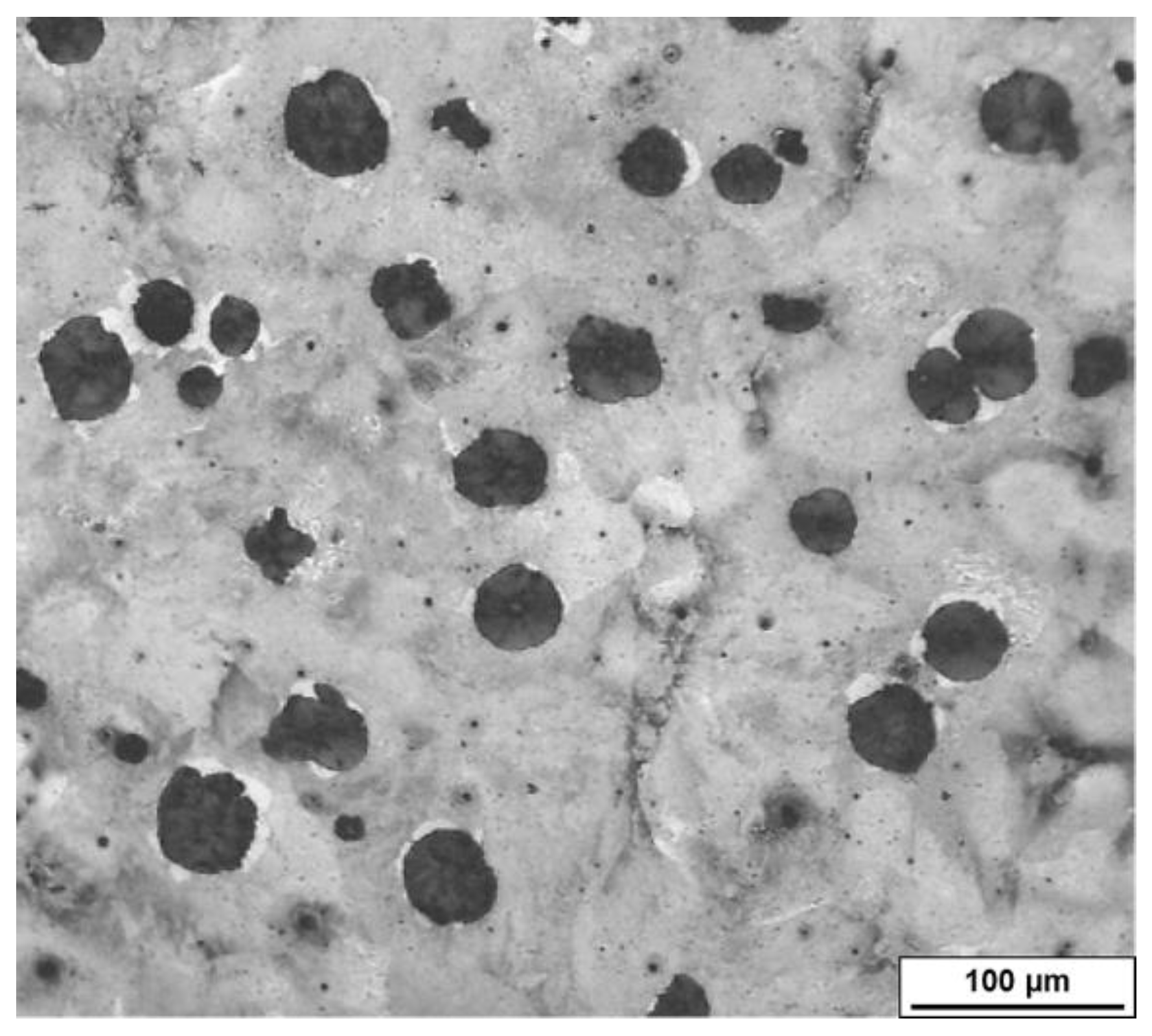
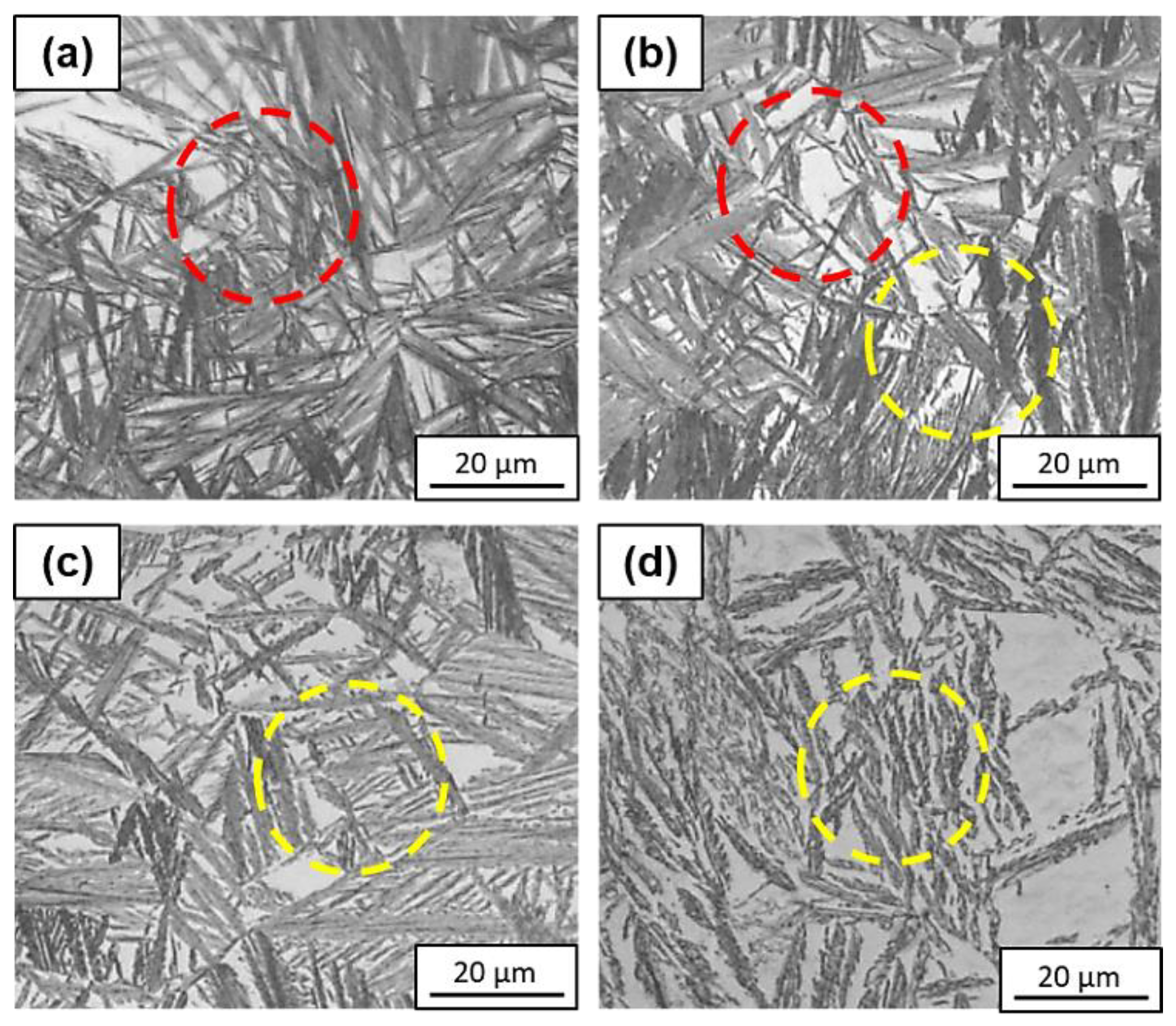
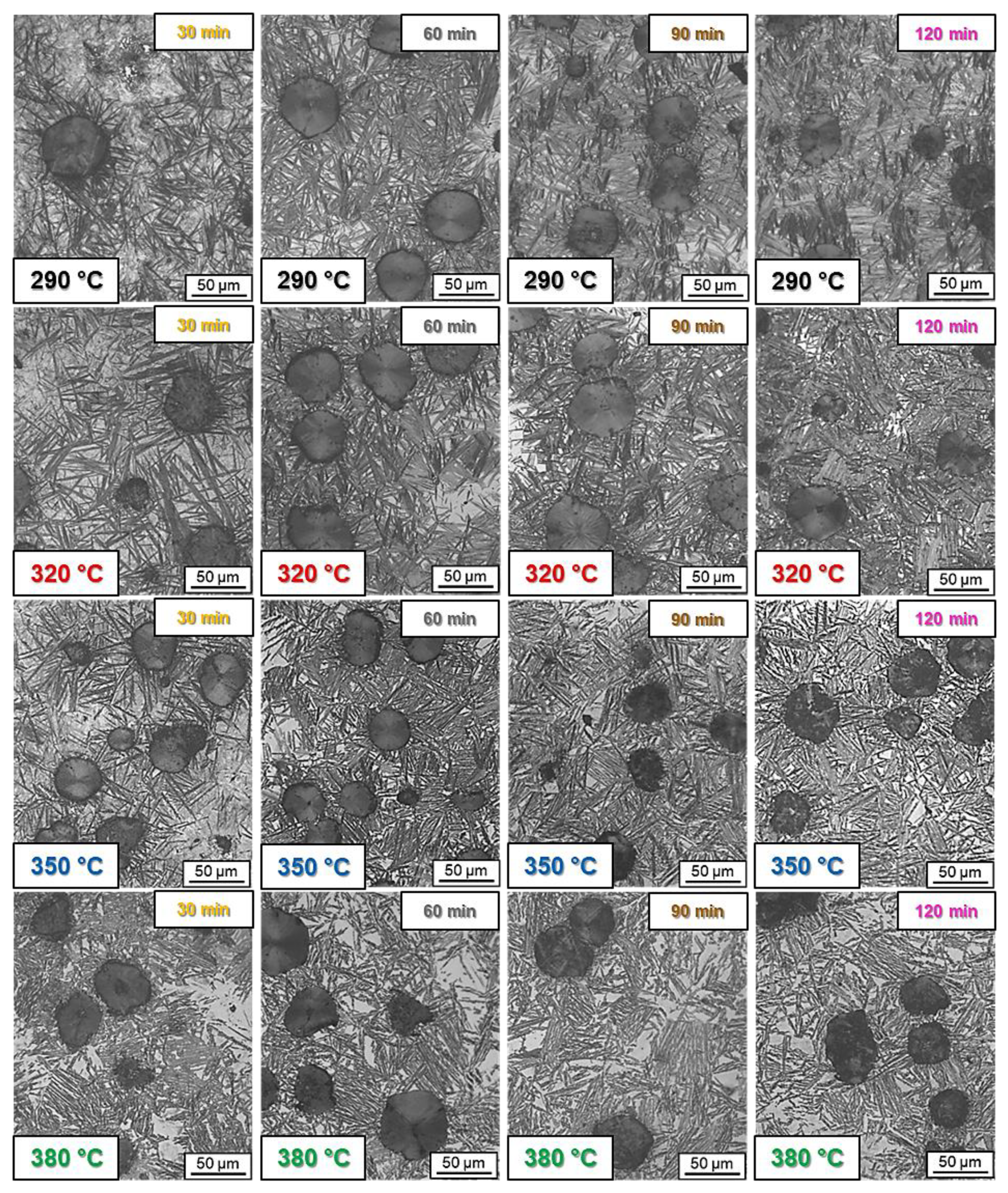
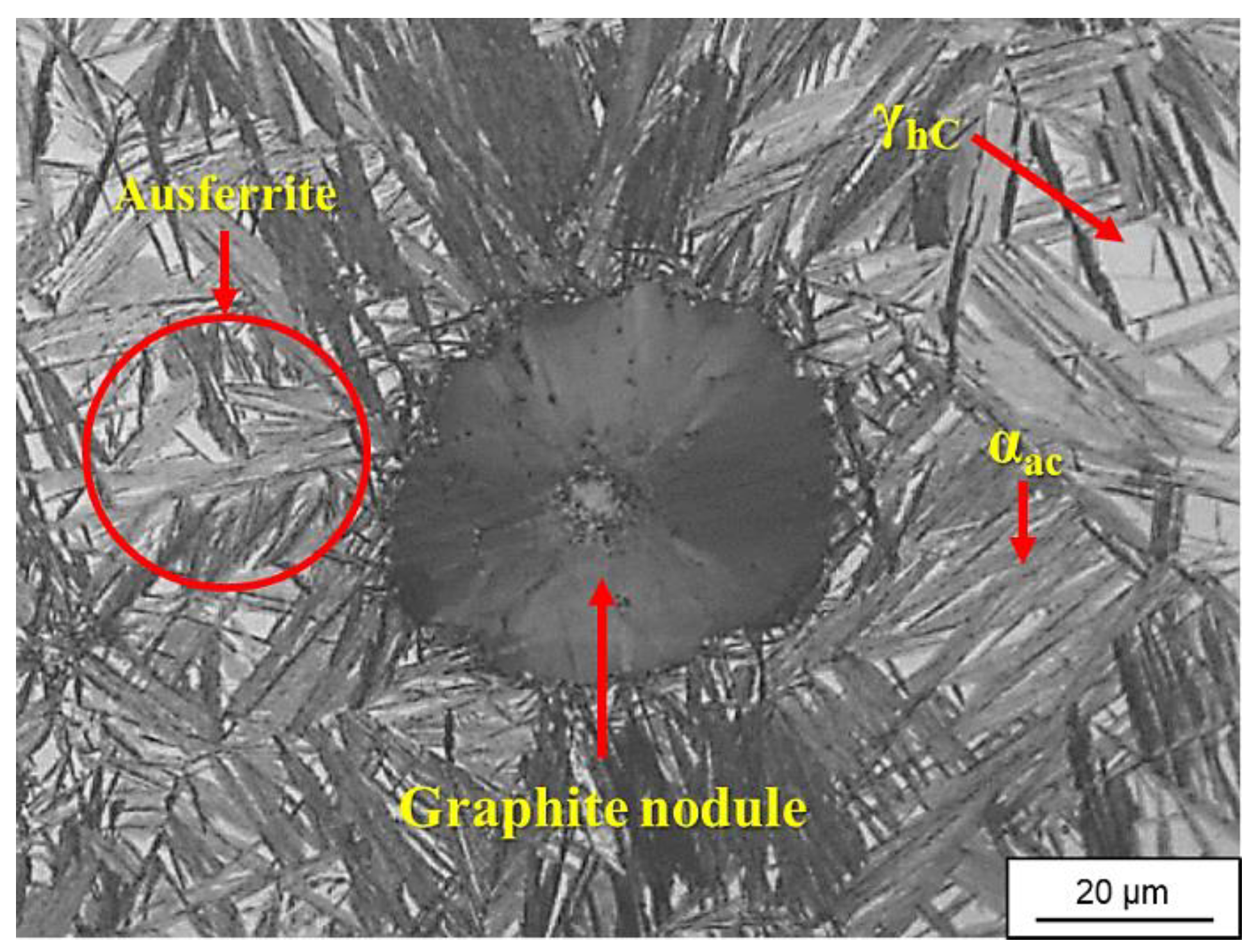
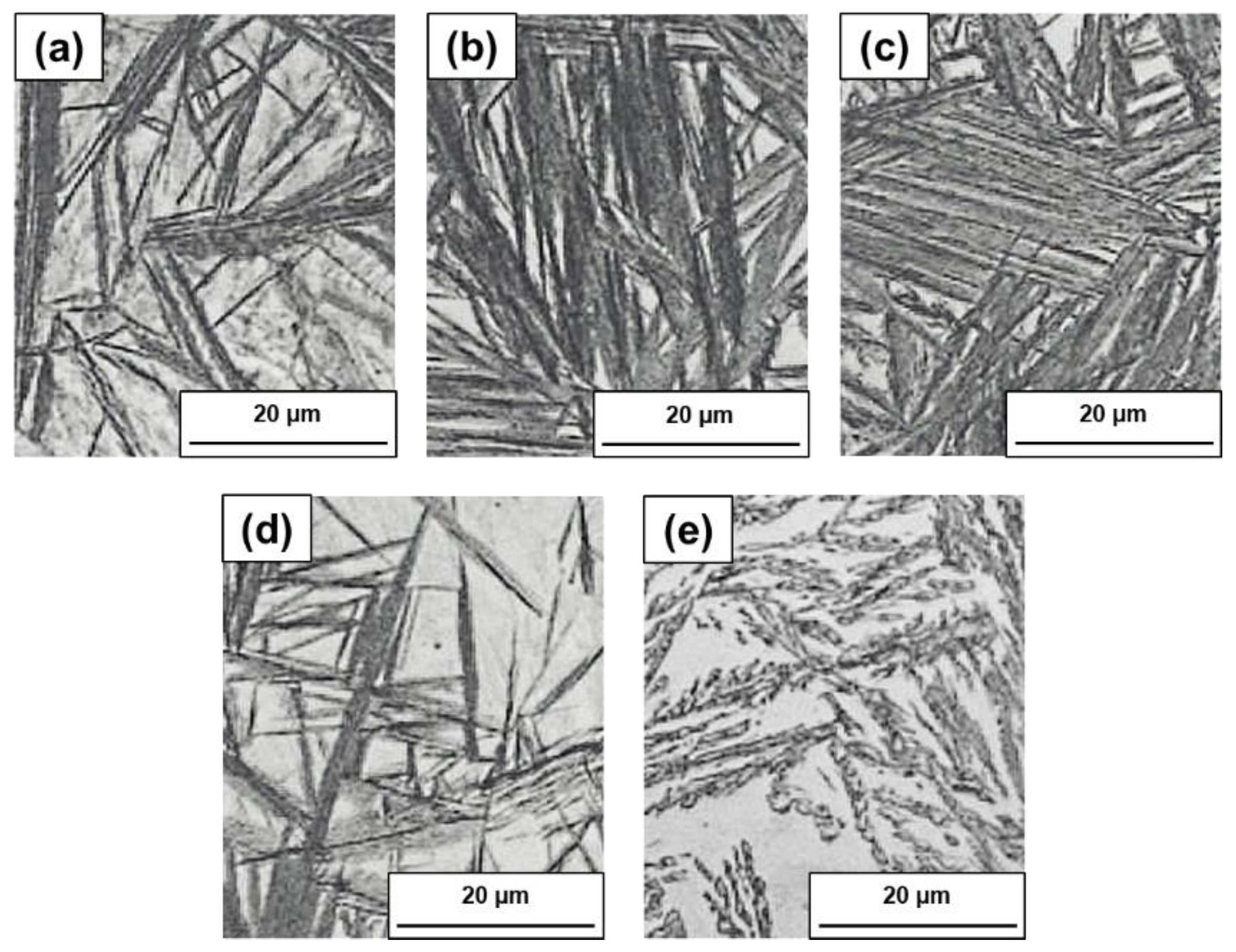
2.2. Microstructural Characterization
2.3. Hardness Tests
3. Results and Discussion
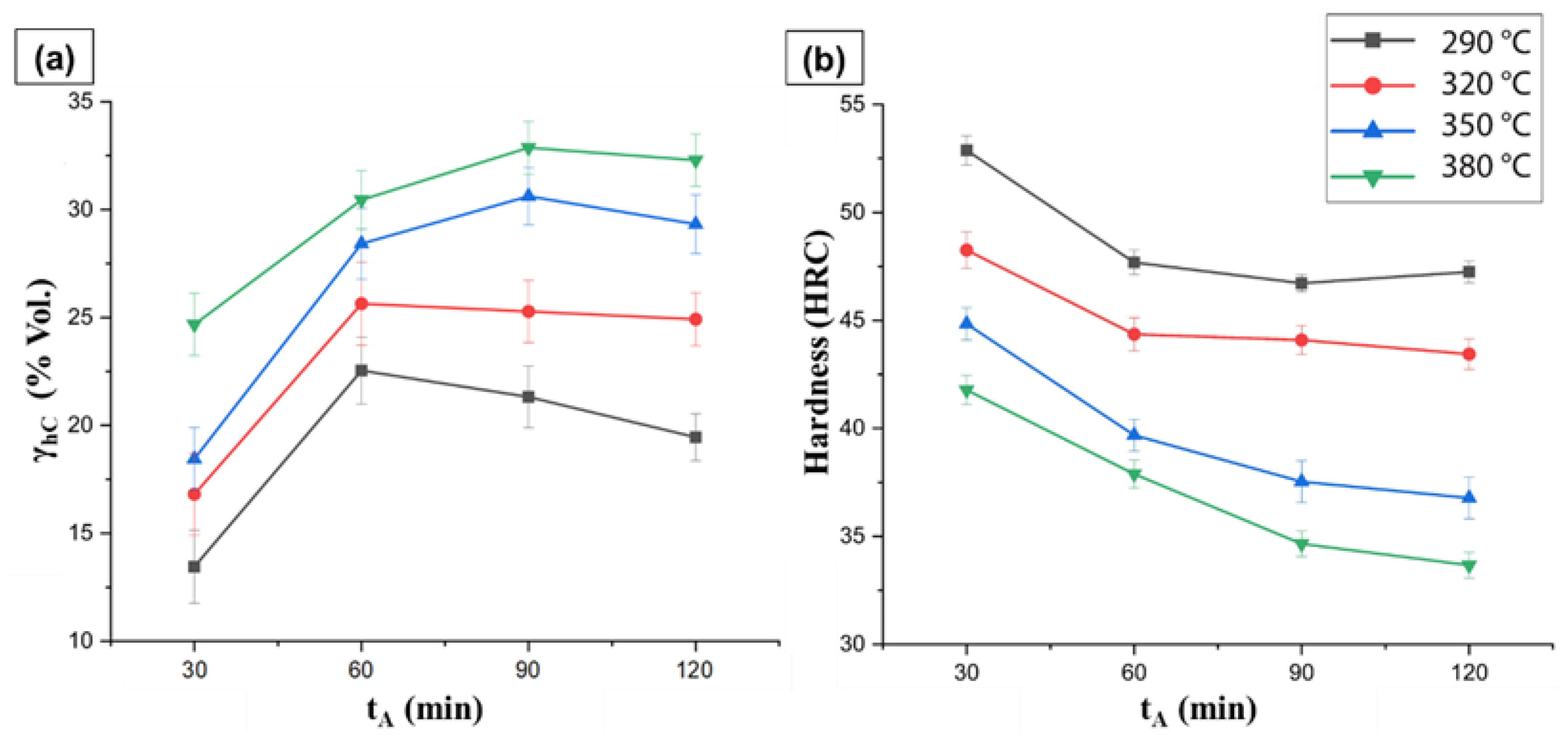
3.1. Microstructural Analysis and Hardness
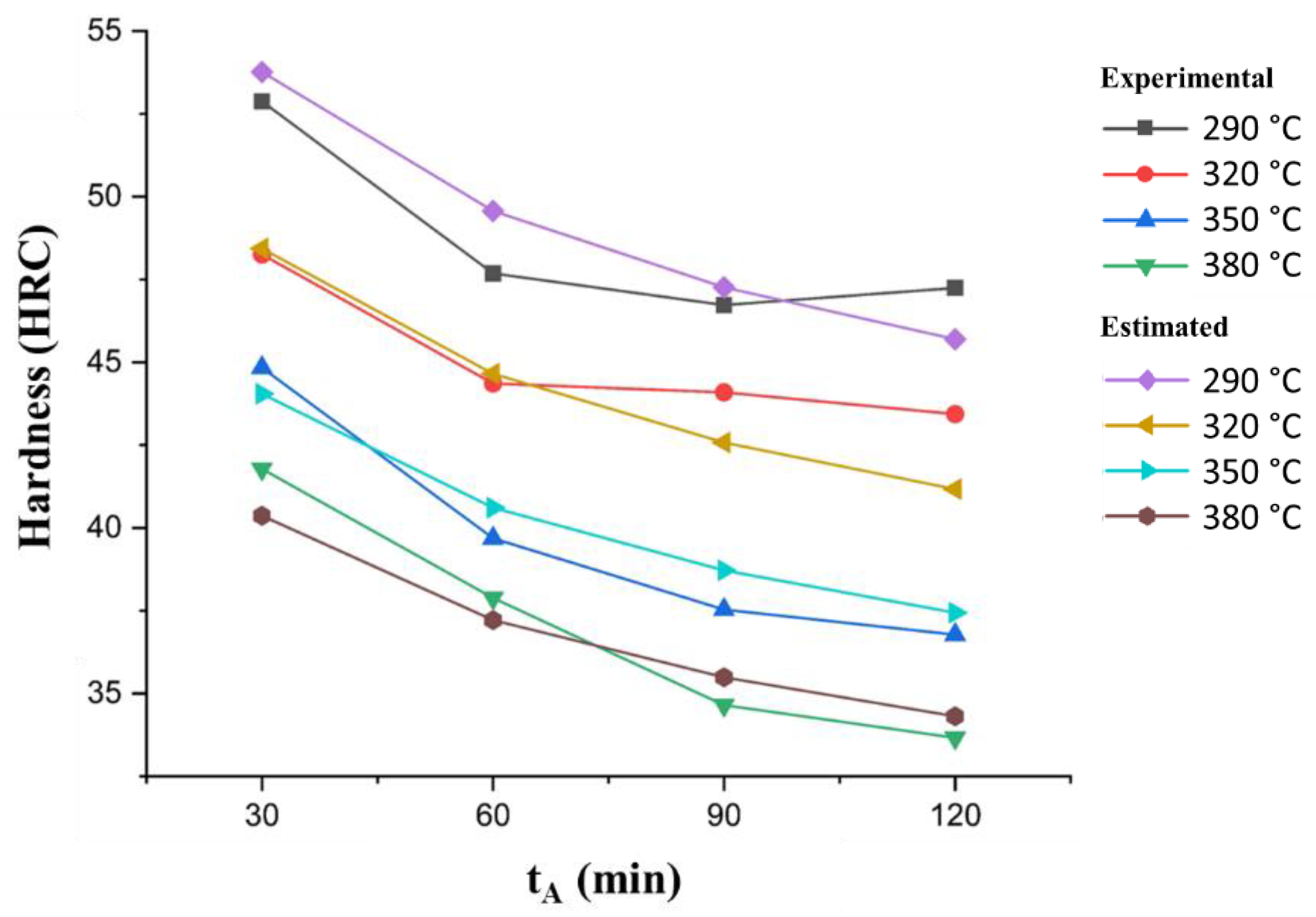
3.2. Mathematical Model
3.3. ANOVA
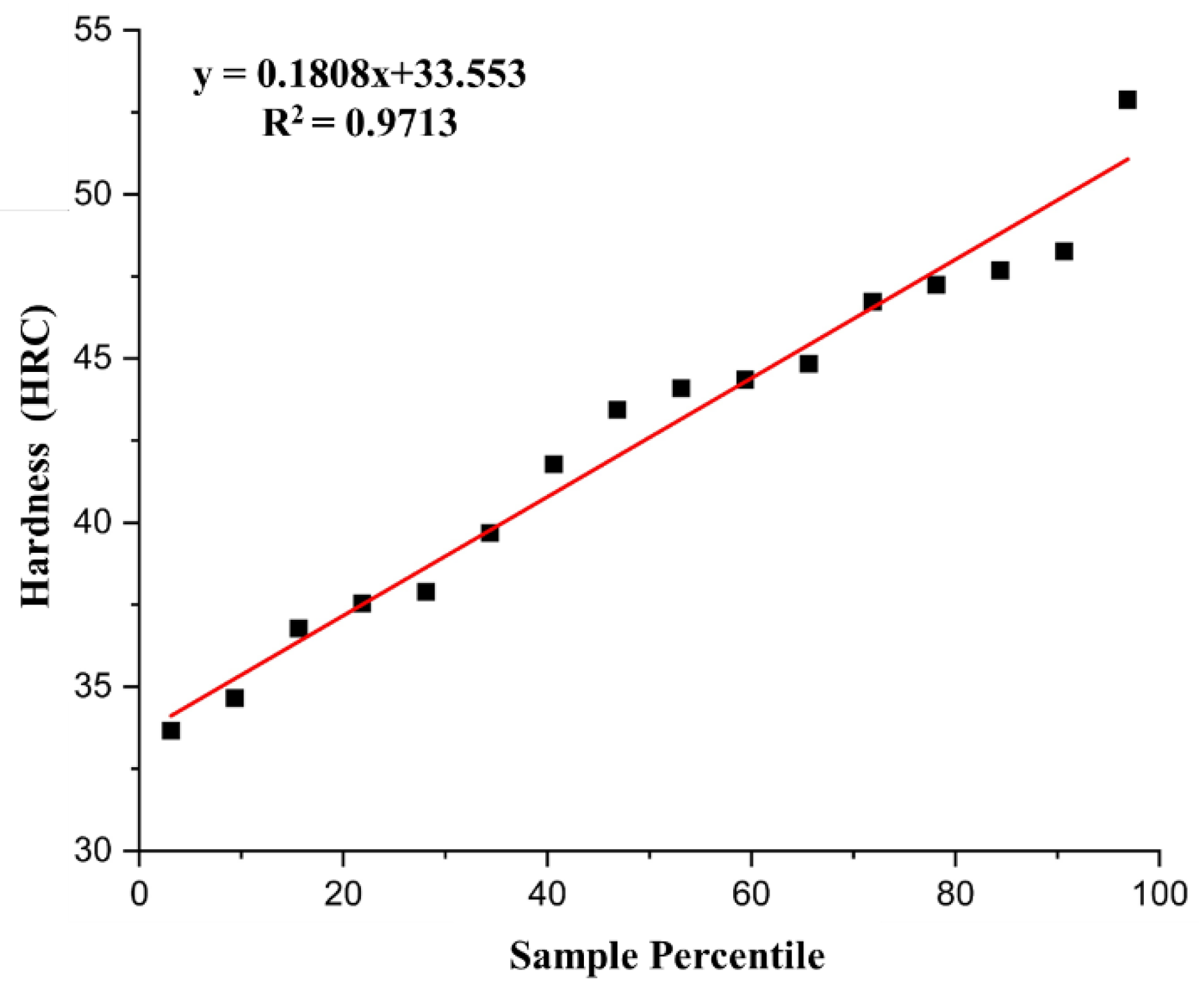
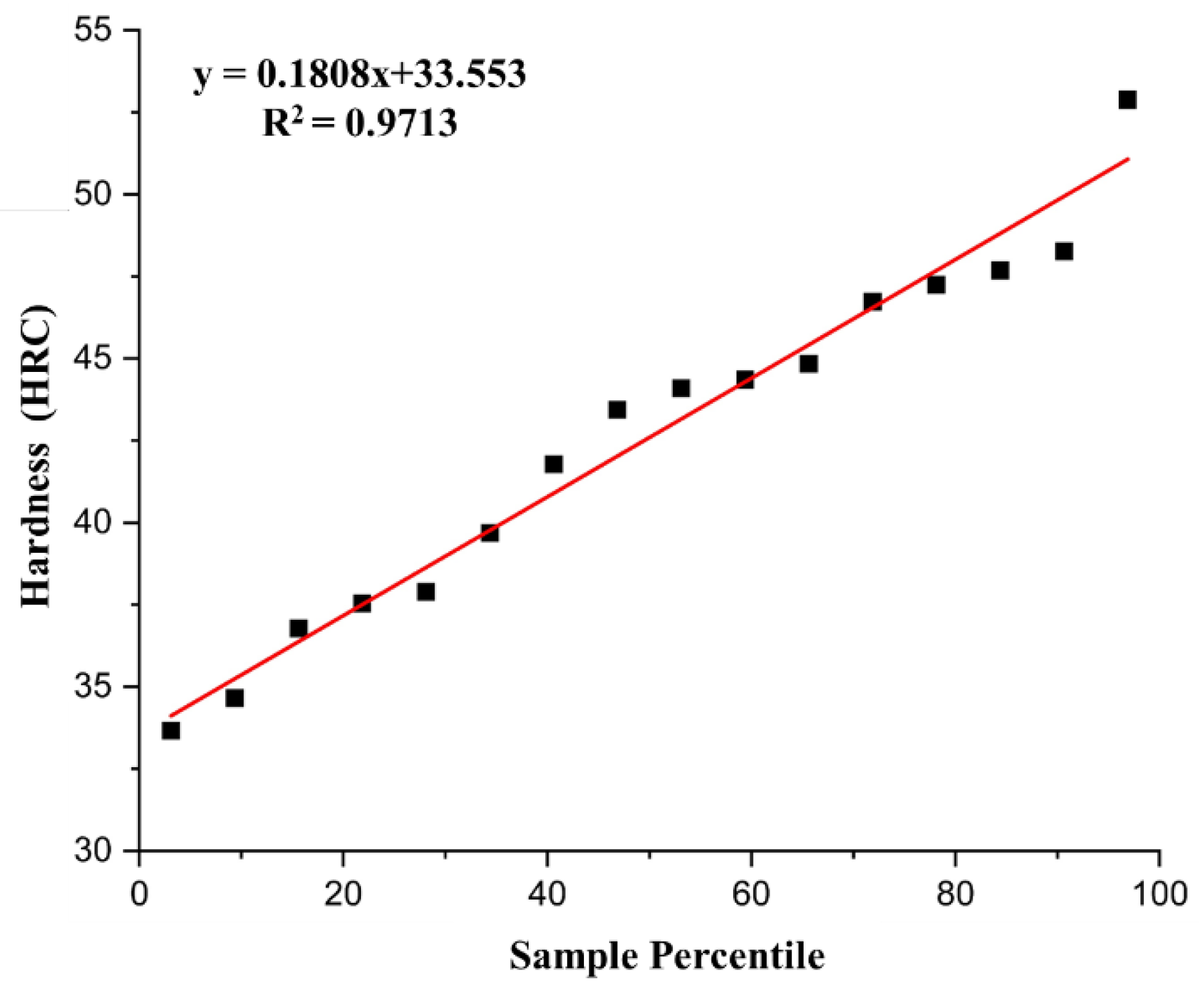
3.4. Least Squares Regression
3.5. Quantification of Error in Regressions
4. Conclusions
- The effect of austempering time and temperature on hardness shows an inversely proportional behavior, which was verified by the SDDM. This relationship is attributed to the microstructural characteristics acquired during the heat treatment.
- ANOVA quantifies the statistical influence of the time and temperature of tempering on the degree of hardness for ADI samples. The correlation study shows there is a strong inverse relationship between hardness and temperature, i.e., this is consistent with the microstructural characteristics found in the treatment. In the power regression model indicates that the multiple correlation between variables is around 97.57%, the adjusted coefficient of determination is 94.46% and the standard error is ±1.2845.
- By means of ANOVA, it was possible to quantify the significant influence of austempering time and temperature on the hardness degree of ductile iron samples. Multiple correlation among variables is about 97%. The correlation study shows there is a strong inverse relationship between hardness and temperature, i.e., the higher temperature lowered the hardness and vice versa. This is consistent with the microstructural characteristics found in the treatment.
- A model representing the numerical response of hardness degree as a function of time and temperature in the austempering treatment of ductile irons is presented. Model variability is 95.20% in the face of uncertainties, and according to Theorem 2, the proposed model can avoid excessive experimentation for this process. Additionally, quality of the data and model was analyzed, and confidence intervals were defined for both cases.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
Appendix B. Confidence Interval for Samples n < 30

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| TA (°C) | Hardness (Mean) | Sample Std. Dev. | Lower Limit (Li) | Upper Limit (Ui) | |
|---|---|---|---|---|---|
| 290 | 30 | 52.88 | 0.7043 | 52.4900 | 53.2700 |
| 60 | 47.69 | 0.5768 | 47.3673 | 48.0061 | |
| 90 | 46.73 | 0.4131 | 46.4979 | 46.9554 | |
| 120 | 47.25 | 0.5276 | 46.9545 | 47.5389 | |
| 320 | 30 | 48.26 | 0.8806 | 47.7723 | 48.7477 |
| 60 | 44.36 | 0.7944 | 43.9201 | 44.7999 | |
| 90 | 44.09 | 0.6933 | 43.7094 | 44.4773 | |
| 120 | 43.44 | 0.7366 | 43.0321 | 43.8479 | |
| 350 | 30 | 44.84 | 0.7744 | 44.4111 | 45.2689 |
| 60 | 39.69 | 0.7588 | 39.2651 | 40.1056 | |
| 90 | 37.53 | 1.0055 | 36.9765 | 38.0901 | |
| 120 | 36.78 | 0.9930 | 36.2301 | 37.3299 | |
| 380 | 30 | 41.78 | 0.6879 | 41.3991 | 42.1609 |
| 60 | 37.89 | 0.6717 | 37.5147 | 38.2587 | |
| 90 | 34.65 | 0.6093 | 34.3159 | 34.9907 | |
| 120 | 33.67 | 0.6230 | 33.3217 | 34.0117 |
Appendix C. Statistical Aspects of Least Squares Theory
| Coefficients | Standard Error | Probability | |||||
|---|---|---|---|---|---|---|---|
| 10.3930 | 0.1912 | 0.4373 | 23.7682 | 4.25954 × 10−12 | 9.4484 | 11.3377 | |
| −1.0599 | 0.0056 | 0.0745 | −14.2197 | 2.66365 × 10−9 | −1.2209 | −0.8989 | |
| −0.1173 | 0.00021 | 0.0144 | −8.1311 | 1.8708 × 10−6 | −0.1485 | −0.0861 |
| i | T (°C) | t (min) | Powers | Linear | Difference |
|---|---|---|---|---|---|
| 1 | 350 | 168 | 35.9894 | 33.8796 | 2.1098 |
| 2 | 429 | 52 | 33.2836 | 31.6430 | 1.6406 |
| 3 | 301 | 74 | 46.4906 | 47.2279 | 0.7373 |
| 4 | 382 | 58 | 37.1604 | 37.5154 | 0.3550 |
| 5 | 424 | 58 | 33.2709 | 31.8813 | 1.3896 |
| 6 | 442 | 81 | 30.6134 | 27.8089 | 2.8045 |
| 7 | 213 | 36 | 72.9883 | 61.7717 | 11.2166 |
| 8 | 246 | 125 | 54.1428 | 50.9300 | 3.2127 |
| 9 | 358 | 47 | 40.8000 | 41.5277 | 0.4839 |
| 10 | 331 | 145 | 38.8478 | 38.0861 | 0.6808 |
References
- Du, Y.; Wang, X.; Zhang, D.; Wang, X.; Ju, C.; Jiang, B. A superior strength and sliding-wear resistance combination of ductile iron with nanobainitic matrix. J. Mater. Res. Technol. 2021, 11, 1175–1183. [Google Scholar] [CrossRef]
- Artola, G.; Gallastegi, I.; Izaga, J.; Barreña, M.; Rimmer, A. Austempered ductile iron (ADI) alternative material for high-performance applications. Int. J. Metalcast. 2017, 11, 131–135. [Google Scholar] [CrossRef]
- Eraslan, D.; Balcı, A.; Çetin, B.; Ucak, N.; Çiçek, A.; Yılmaz, O.D.; Davut, K. Machinability evaluations of austempered ductile iron and cast steel with similar mechanical properties under eco-friendly milling conditions. J. Mater. Res. Technol. 2021, 11, 1443–1456. [Google Scholar] [CrossRef]
- Larumbe, L.H.; Delgado, E.H.; Alvarez-Vera, M.; Villanueva, P.P. Forming process using austempered ductile iron (ADI) in an automotive Pitman arm. Int. J. Adv. Manuf. Technol. 2017, 91, 569–575. [Google Scholar] [CrossRef]
- Wang, B.; Qiu, F.; Barber, G.C.; Pan, Y.; Cui, W.; Wang, R. Microstructure, wear behavior and surface hardening of austempered ductile iron. J. Mater. Res. Technol. 2020, 9, 9838–9855. [Google Scholar] [CrossRef]
- Fraś, E.; Górny, M.; Lopez, H. Thin Wall Ductile Iron Castings as Substitutes for Aluminium Alloy Castings. Arch. Metall. Mater. 2014, 59, 459–465. [Google Scholar] [CrossRef]
- Goergen, F.; Mevissen, D.; Masaggia, S.; Veneri, E.; Brimmers, J.; Brecher, C. Contact Fatigue Strength of Austempered Ductile Iron (ADI) in Gear Applications. Metals 2020, 10, 1147. [Google Scholar] [CrossRef]
- Chen, X.R.; Zhai, Q.J.; Dong, H.; Dai, B.H.; Mohrbacher, H. Molybdenum alloying in cast iron and steel. Adv. Manuf. 2020, 8, 3–14. [Google Scholar] [CrossRef] [Green Version]
- Meier, L.; Hofmann, M.; Saal, P.; Volk, W.; Hoffmann, H. In Situ Measurement of Phase Transformation Kinetics in Austempered Ductile Iron. Mater. Charact. 2013, 85, 124–133. [Google Scholar] [CrossRef]
- Guilemany, J.M.; Llorca, N. Mechanism of bainitic transformation in compacted graphite cast irons. Metall. Trans. A 1990, 21, 895–899. [Google Scholar] [CrossRef]
- Rouns, T.N.; Rundman, K.B. Constitution of Austempered ductile Iron and the Kinetics of Austempering. AFS Trans. 1987, 95, 851–887. [Google Scholar]
- Sikora, J.; Rivera, G.; Biloni, H. Metallographic study of the eutectic solidification of gray, vermicular and nodular cast iron. In Proceedings of the 29th Annual Conference of Metallurgists, Hamilton, ON, Canada, 27–29 August 1990; pp. 280–288. [Google Scholar]
- Yescas, M.A.; Bhadeshia, H.K.D.H.; MacKay, D.J. Estimation of the amount of retained austenite in austempered ductile irons using neural networks. Mater. Sci. Eng. A 2013, 311, 162–173. [Google Scholar] [CrossRef]
- Zahiri, S.H.; Pereloma, E.V.; Davies, C.H.J. Model for prediction of processing window for austempered ductile iron. Mater. Sci. Technol. 2002, 18, 1163–1167. [Google Scholar] [CrossRef]
- Bayati, H.; Elliott, R. The Concept of an Austempered Heat Treatment Processing Window. Inter. J. Cast Metals Res. 1999, 11, 413–417. [Google Scholar] [CrossRef]
- Cekic, O.E.; Sidjanin, L.; Rajnovic, D. Austempering kinetics of Cu-Ni alloyed austempered Ductile Iron. Met. Mater. Int. 2014, 20, 1131–1138. [Google Scholar] [CrossRef]
- Ławrynowicz, Z. Ausferritic or bainitic transformation in ADI. Adv. Mater. Sci. 2014, 13, 9–18. [Google Scholar] [CrossRef] [Green Version]
- Putatunda, S.K. Comparison of the mechanical properties of austempered ductile cast iron (ADI) processed by conventional and step-down austempering process. Mater. Manuf. Processes 2010, 25, 749–757. [Google Scholar] [CrossRef]
- Panneerselvama, S.; Martis, C.J.; Putatunda, S.K.; Boileau, J.M. An investigation on the stability of austenite in Austempered Ductile Cast Iron (ADI). Mater. Sci. Eng. 2015, 626, 237–246. [Google Scholar] [CrossRef]
- Pereira, L.N.D.G.; Medeiros, R.G.D.C.; Freitas, P.G.M.D.; Silva, C.F.D.; Silva, L.M.D.; Leal, R.H. Microstructural Evaluation of an Austempered Cast Iron Alloy. Mater. Res. 2022, 25. [Google Scholar] [CrossRef]
- Heshmat, M.; Adel, M. Investigating the effect of hot air polishing parameters on surface roughness of fused deposition modeling PLA products: ANOVA and regression analysis. Prog. Addit. Manuf. 2021, 6, 679–687. [Google Scholar] [CrossRef]
- Jha, P.; Kumar, D.; Mishra, V.K. Development of mathematical models to predict the density and hardness of Fe-ZrO2 composites. Adv. Mater. Process. Technol. 2021, 7, 1–15. [Google Scholar] [CrossRef]
- Leonzio, G. ANOVA analysis of an integrated membrane reactor for hydrogen production by methane steam reforming. Int. J. Hydrogen Energy 2019, 44, 11535–11545. [Google Scholar] [CrossRef]
- Nandagopal, K.; Kailasanathan, C. Analysis of mechanical properties and optimization of gas tungsten arc welding (GTAW) parameters on dissimilar metal titanium (6Al4V) and aluminium 7075 by taguchi and ANOVA techniques. J. Alloys Compd. 2016, 682, 503–516. [Google Scholar] [CrossRef]
- Sivaiah, P.; Chakradhar, D. Modeling and optimization of sustainable manufactu- ring process in machining of 17-4 PH stainless steel. Measurement 2019, 134, 142–152. [Google Scholar] [CrossRef]
- Montes-Gonzaález, F.A.; Rodriáguez-Rosales, N.A.; Ortiz-Cuellar, J.C.; Muñiz-Valdez, C.R.; Goámez-Casas, J.; Galindo-Valdeás, J.S.; Goámez-Casas, O. Experimental analysis and mathematical model of FSW parameter effect on the corrosion rate of Al 6061-t6-Cu C11000 joints. Crystal 2021, 11, 294. [Google Scholar] [CrossRef]
- Chandran, S.; Rajesh, R.; Anand, M.D. Analysis of mechanical properties and optimization of laser beam welding parameters on dissimilar metal titanium (Ti6Al4V) and aluminium (A6061) by factorial and ANOVA techniques. Mater. Today Proc. 2021, 42, 508–514. [Google Scholar] [CrossRef]
- Choi, S.S. Evaluating the effect of specimen thickness on fatigue crack growth in AZ31 alloy using ANOVA. J. Korean Soc. Manufact. Process Eng. 2020, 19, 9–16. [Google Scholar] [CrossRef]
- Sudha, G.; Stalin, B.; Ravichandran, M. Optimization of powder metallurgy parameters to obtain low corrosion rate and high compressive strength in Al-MoO3 composites using SN ratio and ANOVA analysis. Mater. Res. Express 2019, 6, 096520. [Google Scholar] [CrossRef]
- Kalpanapriya, D.; Pandian, P. Fuzzy hypothesis testing of ANOVA model with fuzzy data. Int. J. Mod. Eng. Res. 2012, 2, 2951–2956. [Google Scholar]
- Savangouder, R.V.; Patra, J.C.; Bornand, C. Artificial neural network-based modeling for prediction of hardness of austempered ductile iron. In Proceedings of the International Conference on Neural Information Processing, Sydney, Australia, 12–15 December 2019; pp. 405–413. [Google Scholar]
- Savangouder, R.V.; Patra, J.C.; Bornand, C. Prediction of hardness of austempered ductile iron using enhanced multilayer perceptron based on chebyshev expansion. In Proceedings of the International Conference on Neural Information Processing, Sydney, Australia, 12–15 December 2019; pp. 414–422. [Google Scholar]
- ASTM A536-84; Standard Specification for Ductile Iron Castings. ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM E8/E8M-21; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2021.
- Čatipović, N.; Živković, D.; Dadić, Z. The effect of Molybdenum and Manganese on the Mechanical Properties of Austempered Ductile Iron. Teh. Vjesn. 2018, 25, 635–642. [Google Scholar]
- Lacaze, J.; Sertucha, J. Effect of Cu, Mn and Sn on pearlite growth kinetics in as-cast ductile irons. Int. J. Cast Metals Res. 2016, 29, 74–78. [Google Scholar] [CrossRef] [Green Version]
- Lacaze, J.; Sertucha, J. Effect of tin on the phase transformations of cast irons. J. Phase Equilib. Diffus. 2017, 38, 743–749. [Google Scholar] [CrossRef] [Green Version]
- Lacaze, J.; Sertucha, J.; Larrañaga, P.; Suárez, R. Combined Effects of Copper and Tin at Intermediate Level of Manganese on the Structure and Properties of As-Cast Nodular Graphite Cast Iron. Arch. Metall. Mater. 2017, 62, 825–831. [Google Scholar] [CrossRef] [Green Version]
- Hegde, A.; Sharma, S. Machinability study of manganese alloyed austempered ductile iron. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 338. [Google Scholar] [CrossRef]
- Chawla, V.; Batra, U.; Puri, D.; Chawla, A. To Study the effect of Austempering Temperature on Fracture Behaviour of Ni-Mo Austempered Ductile Iron (ADI). J. Miner. Mater. Charact. Eng. 2008, 7, 307–316. [Google Scholar] [CrossRef]
- Krzyńska, A.; Kochanski, A. Properties and Structure of High-Silicone Austempered Ductile Iron. Arch. Foundry Eng. 2014, 14, 91–94. [Google Scholar] [CrossRef]
- Konečná, R.; Nicoletto, G.; Fintová, S.; Bubenko, L. Threshold for fatigue crack growth and crack paths in heat treated nodular cast iron. In Proceedings of the 4th International Conference of Crack Paths, Gaeta, Italy, 19–21 September 2012; pp. 385–392. [Google Scholar]
- Yi, P.; Guo, E.; Wang, L.; Feng, Y.; Wang, C. Microstructure and mechanical properties of two-step Cu-alloyed ADI treated by different second step austempering temperatures and times. China Foundry 2019, 16, 342–351. [Google Scholar] [CrossRef] [Green Version]
- Olawale, J.O.; Oluwasegun, K.M. Austempered Ductile Iron (ADI): A Review. Mater. Perform. Charact. 2016, 5, 289–311. [Google Scholar] [CrossRef]
- Cruz Ramírez, A.; Colin García, E.; Chávez Alcalá, J.F.; Téllez Ramírez, J.; Magaña Hernández, A. Evaluation of CADI Low Alloyed with Chromium for Camshafts Application. Metals 2022, 12, 249. [Google Scholar] [CrossRef]
- Parhad, P.; Likhite, A.; Bhatt, J.; Peshwe, D. Optimization of isothermal transformation period for Austempered Ductile Iron. Metall. Foundry Eng. 2018, 43, 313. [Google Scholar] [CrossRef]
- Balos, S.; Rajnovic, D.; Dramicanin, M.; Labus, D.; Eric-Cekic, O.; Grbovic-Novakovic, J.; Sidjanin, L. Abrasive wear behaviour of ADI material with various retained austenite content. Int. J. Cast Metals Res. 2016, 29, 187–193. [Google Scholar] [CrossRef]
- Landesberger, M.; Koos, R.; Hofmann, M.; Li, X.; Boll, T.; Petry, W.; Volk, W. Phase Transition Kinetics in Austempered Ductile Iron (ADI) with Regard to Mo Content. Materials 2020, 13, 5266. [Google Scholar] [CrossRef]
- Li, X.; Wagner, J.N.; Stark, A.; Koos, R.; Landesberger, M.; Hofmann, M.; Fan, G.; Gan, W.; Petry, W. Carbon Redistribution Process in Austempered Ductile Iron (ADI) During Heat Treatment—APT and Synchrotron Diffraction Study. Metals 2019, 9, 789. [Google Scholar] [CrossRef] [Green Version]
- Abioye, A.; Atanda, P.; Abioye, O.; Afolalu, A.; Dirisu, J. Microstructural Characterization and Some Mechanical Behaviour of Low Manganese Austempered Ferritic Ductile Iron. Int. J. Appl. Eng. Res. 2017, 12, 14435–14441. [Google Scholar]
- Wang, B.; Barber, G.C.; Tao, C.; Sun, X.; Ran, X. Characteristics of tempering response of austempered ductile iron. J. Mater. Res. Technol. 2018, 7, 198–202. [Google Scholar] [CrossRef]
- Akinribide, O.J.; Olusunle, S.O.O.; Akinwamide, S.O.; Babalola, B.J.; Olubambi, P.A. Impact of heat treatment on mechanical and tribological behaviour of unalloyed and alloyed ductile iron. J. Mater. Res. Technol. 2021, 14, 1809–1819. [Google Scholar] [CrossRef]
- Parzych, S.; Dziurka, R.; Goły, M.; Kulinowski, B. Effect of austempering temperature on the microstructure and retained austenite of cast bainitic steel used for frogs in railway crossovers. Arch. Metall. Mater. 2020, 4, 1463–1468. [Google Scholar]
- Sellamuthu, P.; Samuel, D.G.; Dinakaran, D.; Premkumar, V.P.; Li, Z.; Seetharaman, S. Austempered Ductile Iron (ADI): Influence of Austempering Temperature on Microstructure, Mechanical and Wear Properties and Energy Consumption. Metals 2018, 8, 53. [Google Scholar] [CrossRef] [Green Version]
- Cisneros, M.; Campos, R.; Castro, M.; Pérez, M. Austempering kinetics in Cu-Mo alloyed ductile iron: A diatrometric study. Adv. Mater. Res. 1997, 4, 415–420. [Google Scholar] [CrossRef]
- Spiegel, M.R.; Stephens, L.J. Estadística, 6th ed.; Mc Graw Hill Global Education Holdings: New York, NY, USA, 2018. [Google Scholar]
- Montgomery, D.C. Diseño y Análisis de Experimentos, 2nd ed.; Limusa Wiley: Mexico City, Mexico, 2004. [Google Scholar]
- Spiegel, M.R.; John, J.; Srinivasan, R. Probabilidad y Estadística, 4th ed.; Mc Graw Hill: New York, NY, USA, 2013. [Google Scholar]
- Chapra, S.C.; Canale, R.P.; Ruiz, R.S.G. Métodos Numéricos Para Ingenieros, 7th ed.; Mc Graw Hill Education: New York, NY, USA, 2015; pp. 372–375. [Google Scholar]
- Chiniforush, E.A.; Rahimi, M.A.; Yazdani, S. Dry sliding wear of Ni alloyed austempered ductile iron. China Foundry 2016, 13, 361–367. [Google Scholar] [CrossRef] [Green Version]
- Bendikiene, R.; Ciuplys, A.; Cesnavicius, R.; Jutas, A.; Bahdanovich, A.; Marmysh, D.; Nasan, A.; Shemet, L.; Sherbakov, S. Influence of Austempering Temperatures on the Microstructure and Mechanical Properties of Austempered Ductile Cast Iron. Metals 2021, 11, 967. [Google Scholar] [CrossRef]
- García, E.C.; Cruz Ramírez, A.; Castellanos, G.R.; Alcalá, J.F.C.; Ramírez, J.T.; Hernández, A.M. Heat Treatment Evaluation for the Camshafts Production of ADI Low Alloyed with Vanadium. Metals 2021, 11, 1036. [Google Scholar] [CrossRef]




| C | Si | Mn | P | S | Cr | Cu | Sn | Mg | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 3.250 | 2.600 | 0.850 | 0.018 | 0.013 | 0.080 | 0.710 | 0.015 | 0.053 | 92.411 |
| Variables | Temperature (°C) | Time (min) | Hardness |
|---|---|---|---|
| Temperature (°C) | 1.0000 | 0.0000 | −0.8511 |
| Time (min) | 0.0000 | 1.0000 | −0.4573 |
| Hardness | −0.8511 | −0.4573 | 1.0000 |
| Variables | Relationship | Increase |
|---|---|---|
| Hardness–Temperature | Strong | Negative |
| Hardness–Time | Weak | Negative |
| Temperature–Time | Null | Null |
| Variable | Variation (Sum of Squares) Quadratic Sum | Mean Quadratic | Probability | |||
|---|---|---|---|---|---|---|
| Temperature | 328.47185 | 3.00 | 109.49062 | 122.55530 | 0.0000001 | 3.86255 |
| Time | 110.62773 | 3.00 | 36.87591 | 41.27603 | 0.0000138 | 3.86255 |
| Error | 8.04058 | 9.00 | 0.89340 | |||
| Total | 447.14016 | 15.00 |
| Regression Statistics | Values |
|---|---|
| 0.9757 | |
| 0.9520 | |
| 0.9446 | |
| 1.2845 | |
| n | 16 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodríguez-Rosales, N.A.; Montes-González, F.A.; Gómez-Casas, O.; Gómez-Casas, J.; Galindo-Valdés, J.S.; Ortiz-Cuellar, J.C.; Martínez-Villafañe, J.F.; García-Navarro, D.; Muñiz-Valdez, C.R. Statistical Data-Driven Model for Hardness Prediction in Austempered Ductile Irons. Metals 2022, 12, 676. https://doi.org/10.3390/met12040676
Rodríguez-Rosales NA, Montes-González FA, Gómez-Casas O, Gómez-Casas J, Galindo-Valdés JS, Ortiz-Cuellar JC, Martínez-Villafañe JF, García-Navarro D, Muñiz-Valdez CR. Statistical Data-Driven Model for Hardness Prediction in Austempered Ductile Irons. Metals. 2022; 12(4):676. https://doi.org/10.3390/met12040676
Chicago/Turabian StyleRodríguez-Rosales, Nelly Abigaíl, Félix Alan Montes-González, Oziel Gómez-Casas, Josué Gómez-Casas, Jesús Salvador Galindo-Valdés, Juan Carlos Ortiz-Cuellar, Jesús Fernando Martínez-Villafañe, Daniel García-Navarro, and Carlos Rodrigo Muñiz-Valdez. 2022. "Statistical Data-Driven Model for Hardness Prediction in Austempered Ductile Irons" Metals 12, no. 4: 676. https://doi.org/10.3390/met12040676