
Wet Process Phosphoric Acid Purification Using Functionalized Organic Nanofiltration Membrane


 ,
,
Abstract
1. Introduction
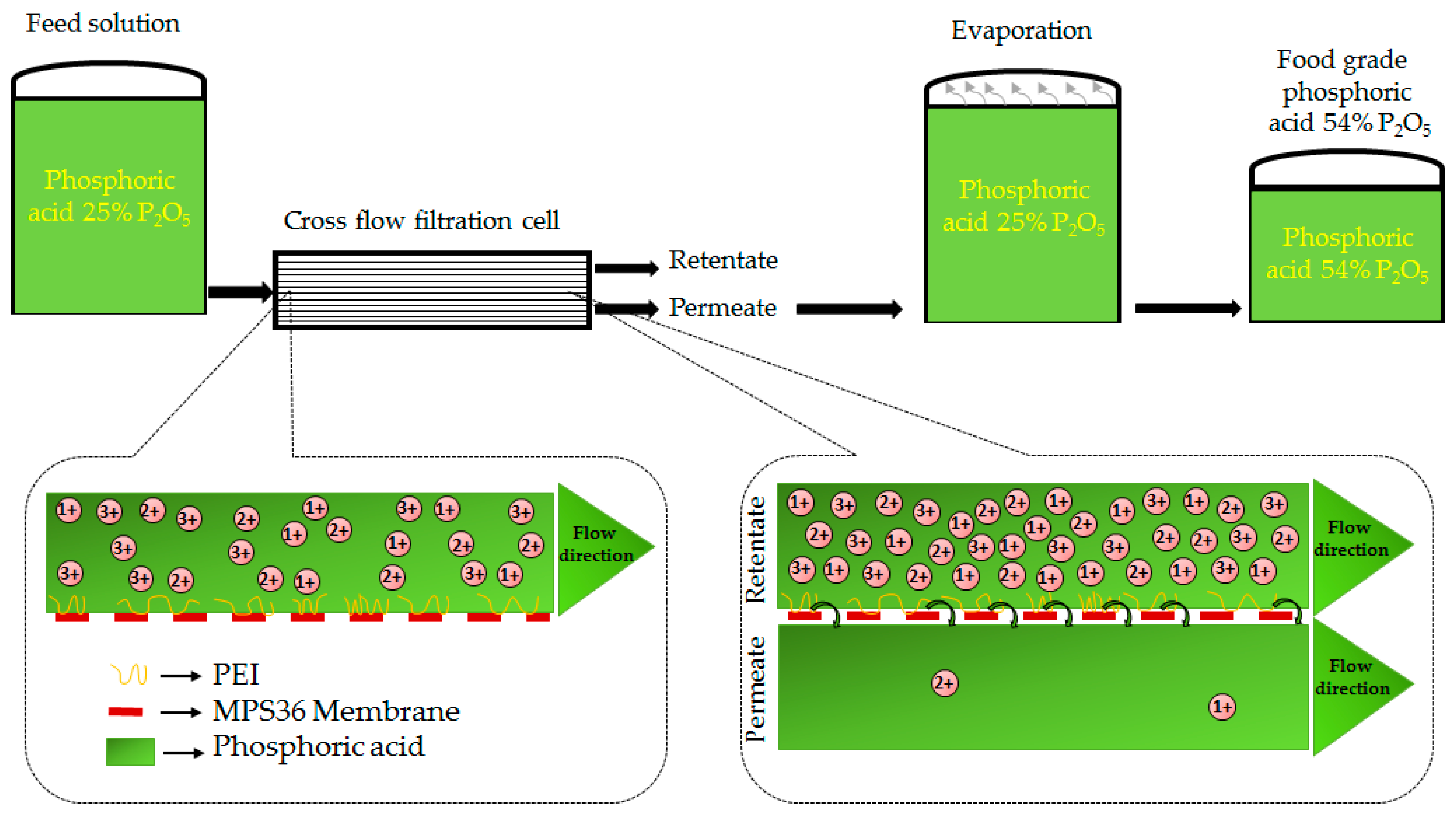
- Purification of PA by membrane treatment.
- Concentration of treated PA up to 54% P2O5.
2. Materials and Methods
- PA purification by a modified nanofiltration membrane to remove impurities;
- Concentration of purified PA by evaporation.
3. Results and Discussion
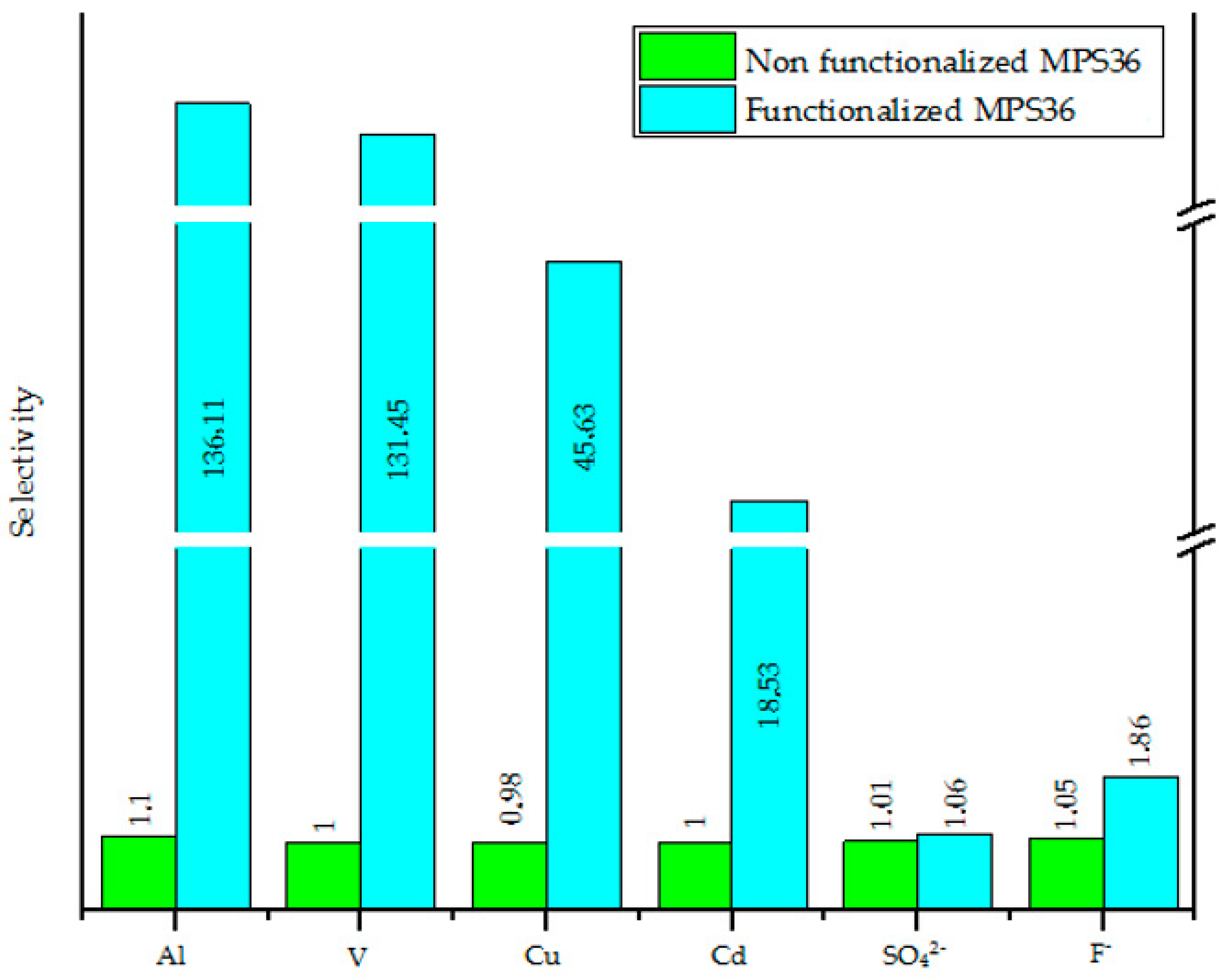
3.1. The Effect of PEI on Membrane Permeability and Selectivity
3.1.1. Analysis of Membrane Selectivity
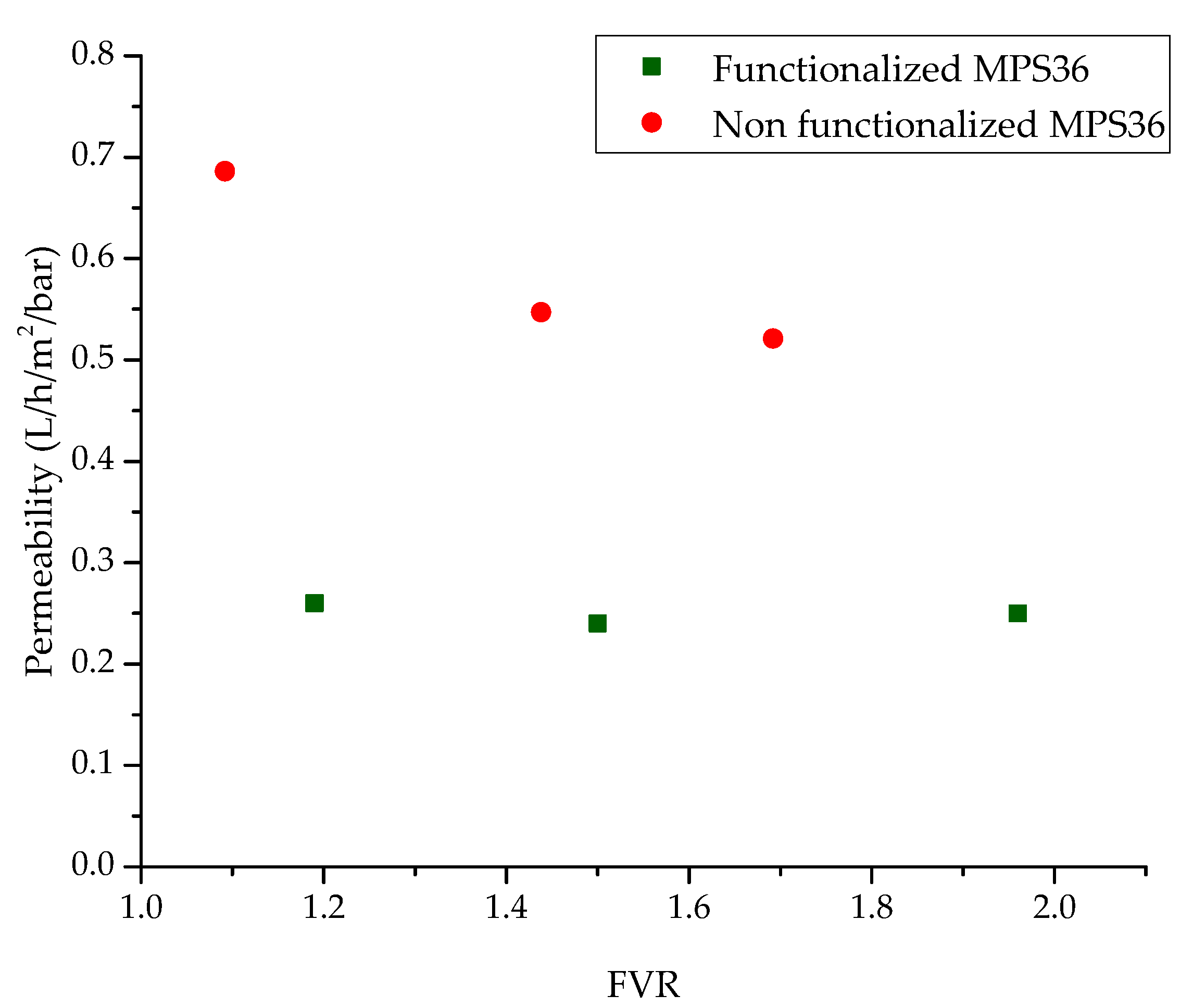
3.1.2. Analysis of Membrane Permeability
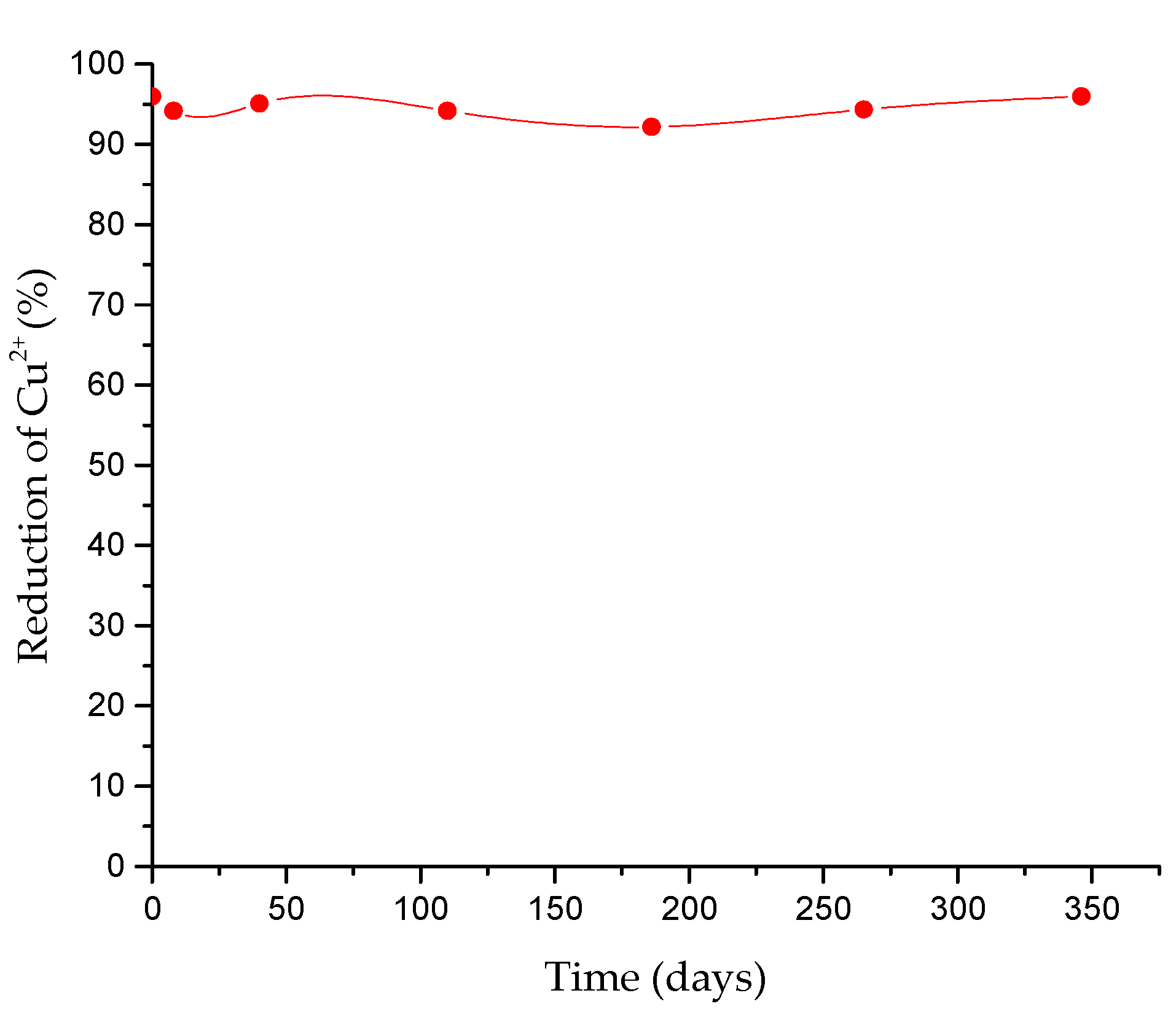
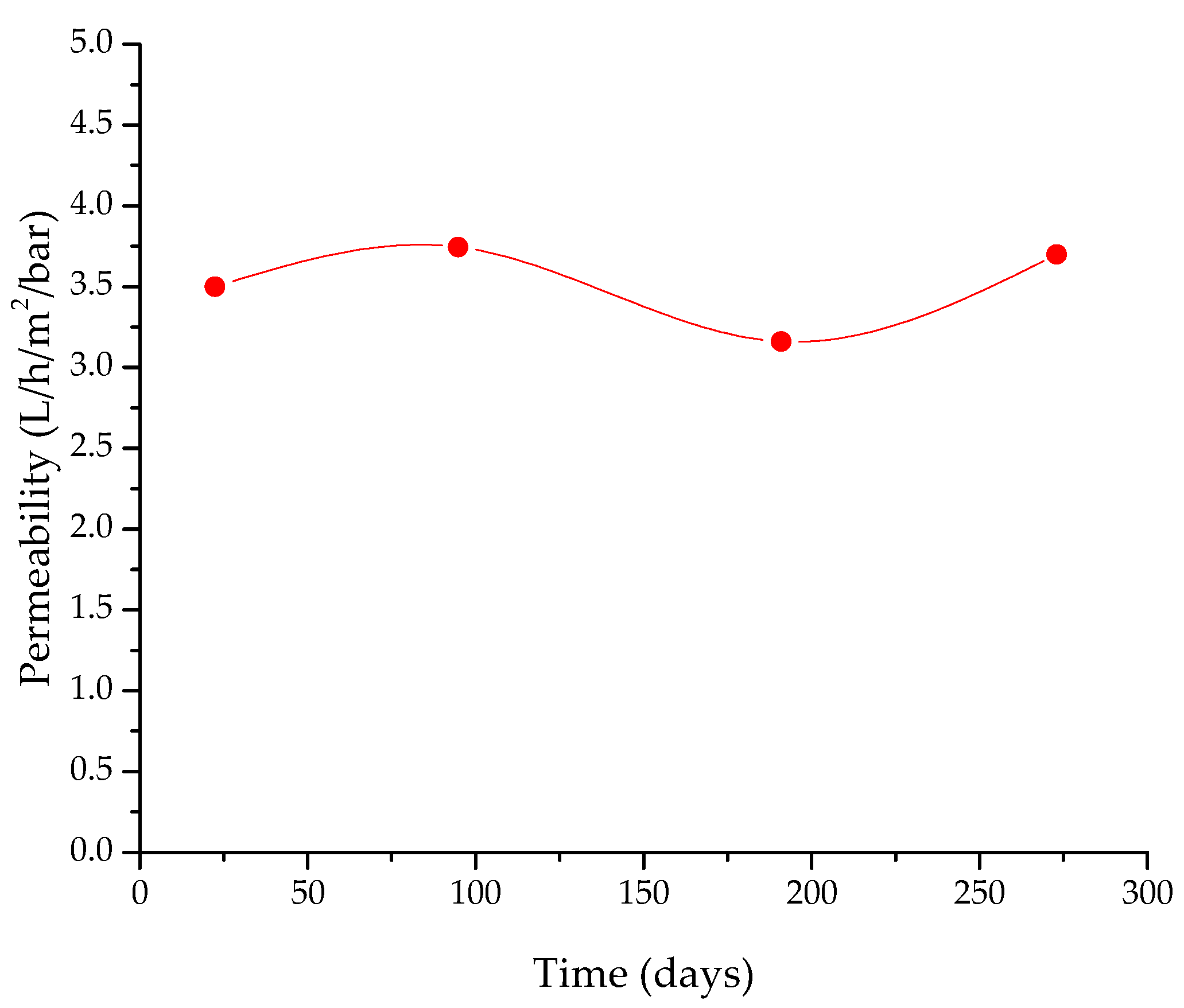
3.2. Stability of Functionalized Membrane
3.3. Purification of Phosphoric Acid
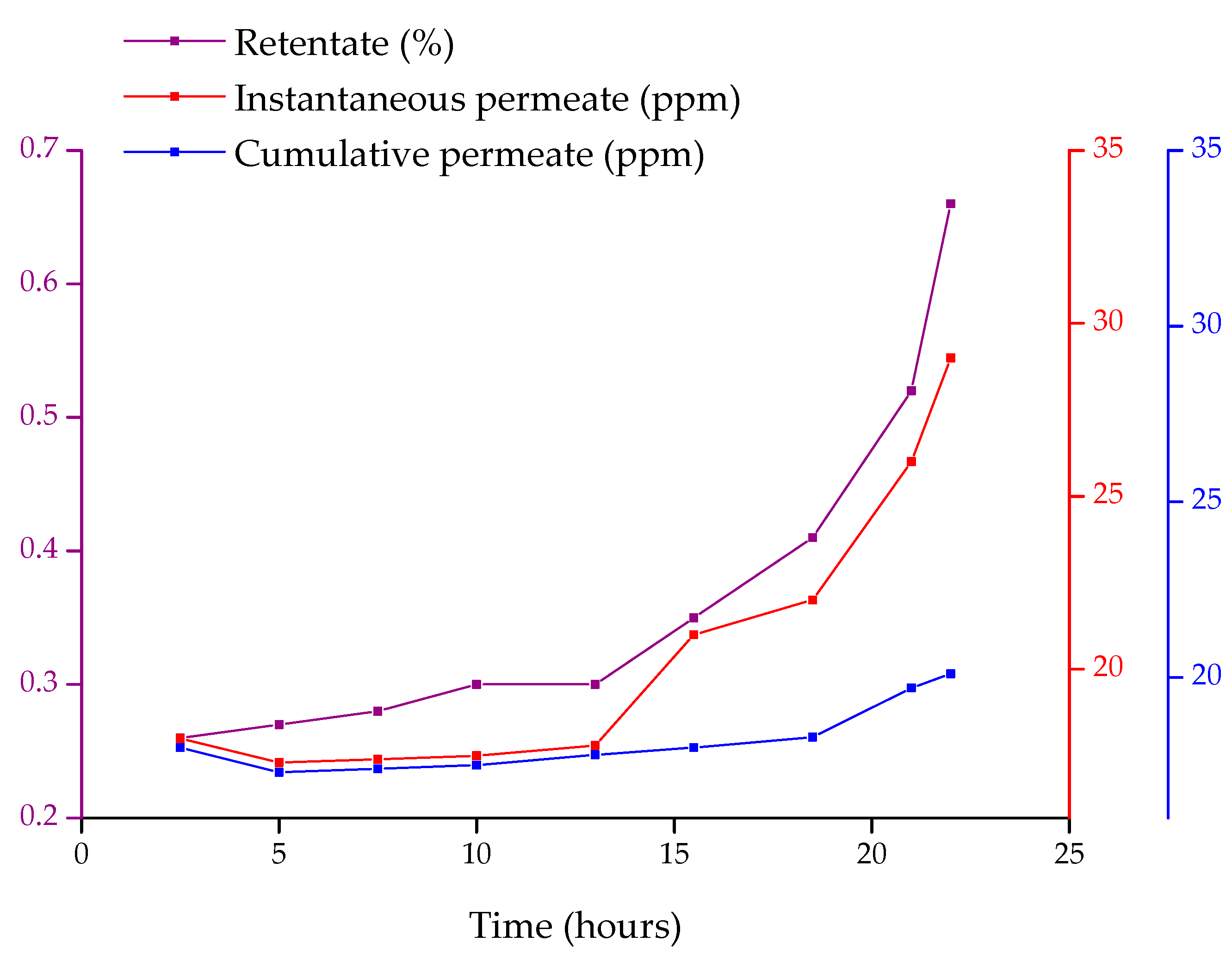
3.4. Concentration Polarization
3.5. Evaporation of Purified Phosphoric Acid
3.6. Industrial Pilot Scale
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Boulkroune, N.; Meniai, A.H. Modeling Purification of Phosphoric Acid Contaminated with Cadmium by Liquid-liquid Extraction. Energy Procedia 2012, 18, 1189–1198. [Google Scholar] [CrossRef][Green Version]
- González, M.P.; Navarro, R.; Saucedo, I.; Avila, M.; Revilla, J.; Bouchard, C. Purification of phosphoric acid solutions by reverse osmosis and nanofiltration. Desalination 2002, 147, 315–320. [Google Scholar] [CrossRef]
- Abdel-Ghafar, H.M.; Abdel-Aal, E.A.; Ibrahim, M.A.M.; El-Shall, H.; Ismail, A.K. Purification of high iron wet-process phosphoric acid via oxalate precipitation method. Hydrometallurgy 2019, 184, 1–8. [Google Scholar] [CrossRef]
- Kijkowska, R.; Pawlowska-Kozinska, D.; Kowalski, Z.; Jodko, M.; Wzorek, Z. Wet-process phosphoric acid obtained from Kola apatite. Purification from sulphates, fluorine, and metals. Sep. Purif. Technol. 2019, 28, 197–205. [Google Scholar] [CrossRef]
- Elleuch, M.B.C.; Amor, M.B.; Pourcelly, G. Phosphoric acid purification by a membrane process: Electrodeionization on ion-exchange textiles. Sep. Purif. Technol. 2006, 51, 285–290. [Google Scholar] [CrossRef]
- Bonel, G.; Heughebaert, J.-C.; Chaabouni, M.; Ayedi, H. Process for Separating Impurities Based on Magnesium and Possibly Aluminum and Fluoride, from a Phosphoric Acid Prepared by a Wet Process. Patent No. FR2570363A1, 21 March 1986. [Google Scholar]
- Parks, K.L.; Clevenger, K.D.; McDonald, D.P. Removal of Magnesium and Aluminum Impurities from Wet Process Phosphoric Acid. Patent No. US4299804A, 10 November 1981. [Google Scholar]
- Habashi, F.; Awadalla, F.T. The Removal of Fluorine from Wet Process Phosphoric Acid. Sep. Sci. Technol. 1983, 18, 485–491. [Google Scholar] [CrossRef]
- Miguel, E.T.; Bibian, E.B.; Camanes, J.S.; Terren, P.A.; Fibla, V.M. Food-Pharmaceutical Quality Phosphoric Acid Preparation—By Treating Urea Phosphate with Nitric Acid, Then with Nitrous Acid, Passing Air and Reducing Nitrate with Saccharide(s) or Formic Acid. Patent No. FR2461679A1, 6 February 1981. [Google Scholar]
- Williams, T.A.; Cussons, F.M. Purification of Phosphoric Acid. Patent No. US3912803A, 14 October 1975. [Google Scholar]
- Wiewiorowski, T.K.; Mollere, P.D.; Astley, V.C.; Dyer, D.M. Phosphoric Acid Crystallization Process. Patent No. US4655789A, 7 April 1987. [Google Scholar]
- Wiewiorowski, T.K.; Astley, V.C. Phosphoric Acid Crystallization Process. Patent No. US4655790A, 7 April 1987. [Google Scholar]
- Pavonet, E.W. Method for Purifying Phosphoric Acid. Patent No. US3970741A, 20 July 1976. [Google Scholar]
- Koopman, C.; Witkamp, G.J. Extraction of lanthanides from the phosphoric acid production process to gain a purified gypsum and a valuable lanthanide by-product. Hydrometallurgy 2000, 58, 51–60. [Google Scholar] [CrossRef]
- Koopman, C.; Witkamp, G.J. Ion exchange extraction during continuous recrystallization of CaSO4 in the phosphoric acid production process: Lanthanide extraction efficiency and CaSO4 particle shape. Hydrometallurgy 2002, 63, 137–147. [Google Scholar] [CrossRef]
- Khaless, K.; Kossir, A. Process for Purifying Phosphoric Acid by Nanofiltration. Patent No. CA2870066A1, 12 September 2013. [Google Scholar]
- Navarro, R.; González, M.P.; Saucedo, I.; Avila, M.; Prádanos, P.; Martínez, F.; Martín, A.; Hernández, A. Effect of an Acidic Treatment on the Chemical and Charge Properties of a Nanofiltration Membrane. J. Membr. Sci. 2008, 307, 136–148. [Google Scholar] [CrossRef]
- Tanninen, J.; Mänttäri, M.; Nyström, M. Effect of electrolyte strength on acid separation with NF membranes. J. Membr. Sci. 2007, 294, 207–212. [Google Scholar] [CrossRef]
- Luo, D.; Liu, S.G.; Li, N.B.; Luo, E.Q. Water-soluble polymer dots formed from polyethyleneimines and glutathione as a fluorescent probe for mercury(II). Microchim. Acta 2018, 185, 284. [Google Scholar] [CrossRef] [PubMed]
- Nedel’ko, V.V.; Korsunskii, B.L.; Dubovitskii, F.I.; Gromova, G.L. The thermal degradation of branched polyethylenimine. Polym. Sci. USSR 1975, 17, 1697–1703. [Google Scholar] [CrossRef]
- Gao, J.; Sun, S.-P.; Zhu, W.-P.; Chung, T.-S. Green modification of outer selective P84 nanofiltration (NF) hollow fiber membranes for cadmium removal. J. Membr. Sci. 2016, 499, 361–369. [Google Scholar] [CrossRef]
- Aboulhassane, A.; Idrissi, A.N.E.; Bounou, Y.; Zakaria, D. 29% P2O5 Phosphoric Acid Desulphation: Improving the Performance of the Unit of Concentration. Am. J. Anal. Chem. 2019, 10, 65–75. [Google Scholar] [CrossRef]
- Najah Elidrissi, A.; Aboulhassane, A.; El Hadrami, A.; Dahbi, M.; Ibno Namr, K.; Zakaria, D. Calcite-based material for desulphation of the 29% in P2O5 phosphoric acid: Characterization, modelling and optimization. Nanotechnol. Environ. Eng. 2021, 6, 23. [Google Scholar] [CrossRef]
- Bisang, J.M.; Bogado, F.; Rivera, M.O.; Dorbessan, O.L. Electrochemical removal of arsenic from technical grade phosphoric acid. J. Appl. Electrochem. 2004, 34, 375–381. [Google Scholar] [CrossRef]
- Ren, Y.; Duan, X.; Wang, B.; Huang, M.; Li, J. Numerical and Experimental Investigation of Arsenic Removal Process from Phosphoric Acid by Vertical Zone Melting Technique. Ind. Eng. Chem. Res. 2012, 51, 4035–4040. [Google Scholar] [CrossRef]
- El-Asmy, A.A.; Serag, H.M.; Mahdy, M.A.; Amin, M.I. Purification of phosphoric acid by minimizing iron, copper, cadmium and fluoride. Sep. Purif. Technol. 2008, 61, 287–292. [Google Scholar] [CrossRef]
- Eyal, A.; Hajdu, K.; Baniel, A. Wet process phosphoric acid defluorination by amine-based extractants. Solvent Extr. Ion Exch. 1984, 2, 659–675. [Google Scholar] [CrossRef]
- Al-Fariss, T.F.; Ozbelge, H.O.; El-Shall, H.S. On the Phosphate Rock Beneficiation for the Production of Phosphoric Acid in Saudi Arabia. J. King Saud Univ. Eng. Sci. 1992, 4, 13–31. [Google Scholar] [CrossRef]
- Chaabouni, A.; Chtara, C.; Nzihou, A.; Feki, H. Study the Nature and the Effects of the Impurities of Phosphate Rock in the Plants of Production of Phosphoric Acid. J. Adv. Chem. 2008, 7, 1296–1299. [Google Scholar] [CrossRef]
- Sun, S.P.; Hatton, T.A.; Chung, T.S. Hyperbranched Polyethyleneimine Induced Cross-Linking of Polyamide−imide Nanofiltration Hollow Fiber Membranes for Effective Removal of Ciprofloxacin. Environ. Sci. Technol. 2011, 45, 4003–4009. [Google Scholar] [CrossRef] [PubMed]
- Diallo, H.; Rabiller-Baudry, M.; Khaless, K.; Chaufer, B. On the electrostatic interactions in the transfer mechanisms of iron during nanofiltration in high concentrated phosphoric acid. J. Membr. Sci. 2013, 427, 37–47. [Google Scholar] [CrossRef]
- Elyayaoui, A.; Boulhassa, S.; Guillaumont, R. Complexes of cadmium with phosphoric acid. J. Radioanal. Nucl. Chem. 1990, 142, 403–415. [Google Scholar] [CrossRef]
- Senanayake, G.; Jayasekera, S.; Bandara, A.M.T.S.; Koenigsberger, E.; Koenigsberger, L.; Kyle, J. Rare earth metal ion solubility in sulphate-phosphate solutions of pH range −0.5 to 5.0 relevant to processing fluorapatite rich concentrates: Effect of calcium, aluminium, iron and sodium ions and temperature up to 80 °C. Miner. Eng. 2016, 98, 169–176. [Google Scholar] [CrossRef]
- Kim, E.; Osseo-Asare, K. Aqueous stability of thorium and rare earth metals in monazite hydrometallurgy: Eh–pH diagrams for the systems Th–, Ce–, La–, Nd–(PO4)–(SO4)–H2O at 25 °C. Hydrometallurgy 2012, 113–114, 67–78. [Google Scholar] [CrossRef]
- Wood, S.A. The aqueous geochemistry of the rare-earth elements and yttrium. Chem. Geol. 1990, 82, 159–186. [Google Scholar] [CrossRef]
- Habashi, F. Extractive metallurgy of rare earths. Can. Metall. Q. 2013, 52, 224–233. [Google Scholar] [CrossRef]
- Chinaryan, V.; Bazant, M.Z.; Rubinstein, I.; Zaltzman, B. Effect of concentration polarization on permselectivity. Phys. Rev. E 2014, 89, 012302. [Google Scholar] [CrossRef]
- Sablani, S.; Goosen, M.; Al-Belushi, R.; Wilf, M. Concentration polarization in ultrafiltration and reverse osmosis: A critical review. Desalination 2001, 141, 269–289. [Google Scholar] [CrossRef]
- Amin, M.I.; Ali, M.M.; Kamal, H.M.; Youssef, A.M.; Akl, M.A. Recovery of high grade phosphoric acid from wet process acid by solvent extraction with aliphatic alcohols. Hydrometallurgy 2010, 105, 115–119. [Google Scholar] [CrossRef]
- Li, Y.L.; Xiang, S.; Zeng, H.T.; Wang, J.P.; Wang, Q.D. The Corrosion Behavior of 304L and 316L Stainless Steel in Food Grade Phosphoric Acid Solutions. AMM 2011, 109, 28–31. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristics | Filtration Pilot |
|---|---|
| Membrane surface (m2) | 1.6 |
| Alimentation capacity (L) | 100 |
| Pressure (bar) | Up to 40 |
| Flow rate (L/h) |
| Elements | Raw PA | Pretreated PA | Final Product | Reduction (%) |
|---|---|---|---|---|
| P2O5 (%) | 25.90 | 25.83 | 25.00 | 3.21 |
| (%) | 2.05 | 0.01 | 0.009 | 10.00 |
| Al (%) | 0.50 | 0.43 | 0.003 | 99.30 |
| Fe (%) | 0.28 | 0.27 | 0.001 | 99.63 |
| Ca (%) | 0.23 | 0.25 | 0.020 | 92.00 |
| Mg (%) | 0.39 | 0.41 | 0.004 | 99.02 |
| K (%) | 0.04 | - | 0.007 | 82.50 |
| Na (%) | 0.10 | - | 0.030 | 70.00 |
| Si (%) | 1.02 | - | 0.090 | 91.18 |
| F (%) | 1.57 | 0.10 | 0.050 | 50.00 |
| Cd (ppm) | 15.00 | 16.00 | 0.830 | 94.81 |
| Co (ppm) | 0.79 | 0.79 | 0.002 | 99.75 |
| Cr (ppm) | 240.00 | 215.00 | 0.780 | 99.64 |
| Cu (ppm) | 30.00 | 30.00 | 0.640 | 97.87 |
| Mn (ppm) | 14.00 | 14.00 | 0.150 | 98.93 |
| Mo (ppm) | 4.00 | 4.00 | 0.170 | 95.75 |
| V (ppm) | 208.00 | 187.00 | 1.350 | 99.28 |
| Zn (ppm) | 285.00 | 285.00 | 3.490 | 98.78 |
| As (ppm) | 17.00 | 3.00 | 3.00 | 0.00 |
| REEs (ppm) | 60.00 | 60.00 | 2.00 | 96.67 |
| Elements | Purified Concentrated PA 54% P2O5 |
|---|---|
| P2O5 (%) | 54.55 |
| Fe (%) | ND |
| Al (%) | ND |
| Mg (%) | ND |
| Na (%) | 0.06 |
| F (%) | ND |
| Cr (ppm) | 1.50 |
| Cd (ppm) | 2.00 |
| As (ppm) | ND |
| Elements | Raw PA | Pretreated PA | Final Product | Reduction (%) |
|---|---|---|---|---|
| P2O5 (%) | 25.90 | 25.83 | 25.15 | 2.63 |
| (%) | 2.05 | 0.01 | 0.009 | 10.00 |
| Al (%) | 0.50 | 0.43 | 0.001 | 99.77 |
| Fe (%) | 0.28 | 0.27 | 0.001 | 99.63 |
| Ca (%) | 0.23 | 0.25 | 0.010 | 96.00 |
| Mg (%) | 0.39 | 0.41 | 0.003 | 99.27 |
| K (%) | 0.04 | - | 0.005 | 87.50 |
| Na (%) | 0.10 | - | 0.020 | 80.00 |
| Si (%) | 1.02 | - | 0.050 | 95.10 |
| F (%) | 1.57 | 0.10 | 0.050 | 50.00 |
| Cd (ppm) | 15.00 | 16.00 | 0.500 | 96.88 |
| Co (ppm) | 0.79 | 0.79 | 0.002 | 99.75 |
| Cr (ppm) | 240.00 | 215.00 | 0.800 | 99.63 |
| Cu (ppm) | 30.00 | 30.00 | 0.700 | 97.67 |
| Mn (ppm) | 14.00 | 14.00 | 0.070 | 99.50 |
| Mo (ppm) | 4.00 | 4.00 | 0.170 | 95.75 |
| V (ppm) | 208.00 | 187.00 | 0.720 | 99.61 |
| Zn (ppm) | 285.00 | 285.00 | 1.650 | 99.42 |
| As (ppm) | 17.00 | 3.00 | 3.00 | 0.00 |
| REEs (ppm) | 60.00 | 60.00 | 1.00 | 98.33 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khaless, K.; Chanouri, H.; Amal, S.; Ouaattou, A.; Mounir, E.M.; Haddar, H.; Benhida, R. Wet Process Phosphoric Acid Purification Using Functionalized Organic Nanofiltration Membrane. Separations 2022, 9, 100. https://doi.org/10.3390/separations9040100
Khaless K, Chanouri H, Amal S, Ouaattou A, Mounir EM, Haddar H, Benhida R. Wet Process Phosphoric Acid Purification Using Functionalized Organic Nanofiltration Membrane. Separations. 2022; 9(4):100. https://doi.org/10.3390/separations9040100
Chicago/Turabian StyleKhaless, Khaoula, Hamza Chanouri, Said Amal, Abla Ouaattou, El Mahdi Mounir, Hicham Haddar, and Rachid Benhida. 2022. "Wet Process Phosphoric Acid Purification Using Functionalized Organic Nanofiltration Membrane" Separations 9, no. 4: 100. https://doi.org/10.3390/separations9040100
APA StyleKhaless, K., Chanouri, H., Amal, S., Ouaattou, A., Mounir, E. M., Haddar, H., & Benhida, R. (2022). Wet Process Phosphoric Acid Purification Using Functionalized Organic Nanofiltration Membrane. Separations, 9(4), 100. https://doi.org/10.3390/separations9040100