


Tablets Made from Paper—An Industrially Feasible Approach

 , , ,
, , ,  and
and
Abstract
:1. Introduction
2. Results and Discussion
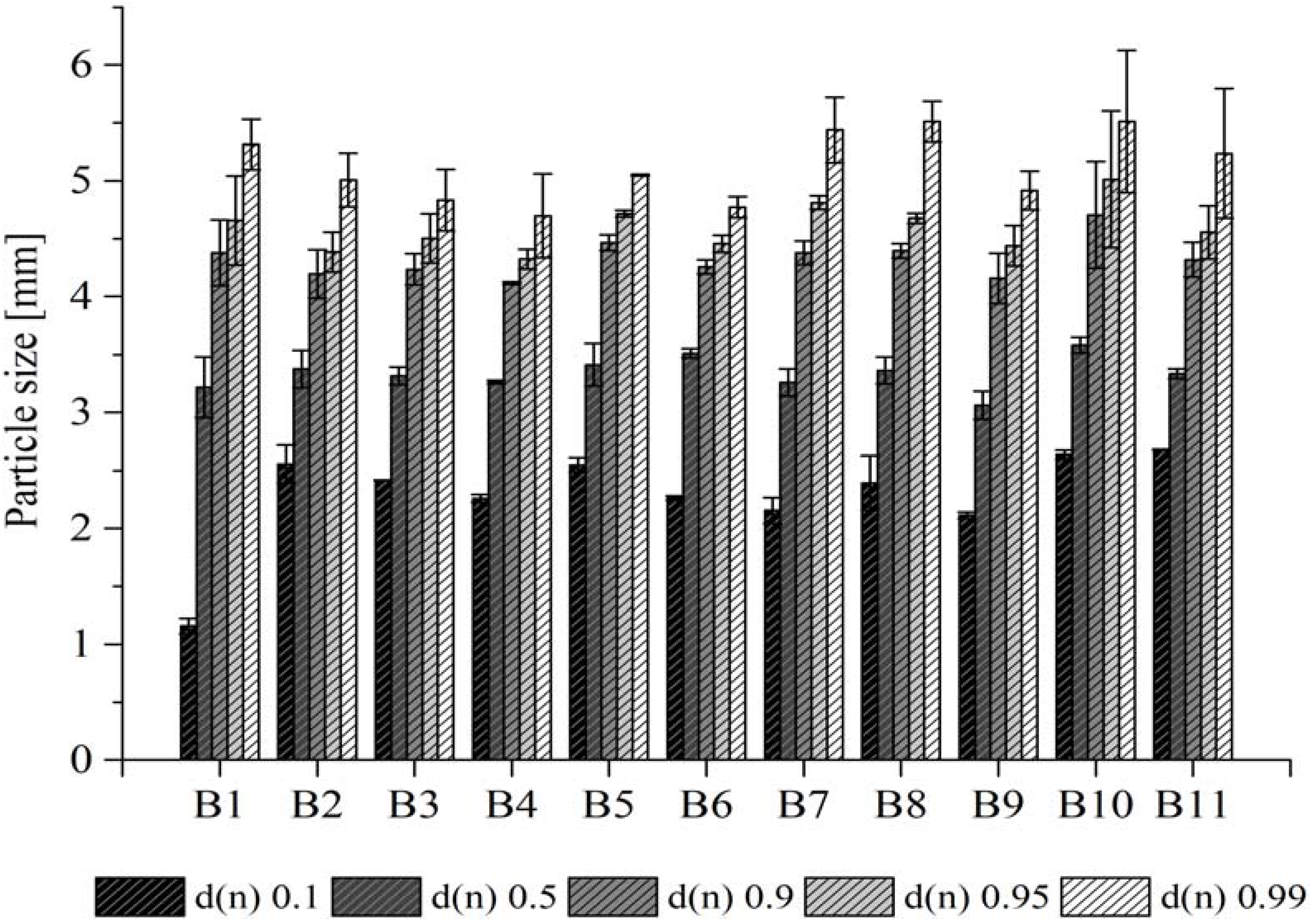
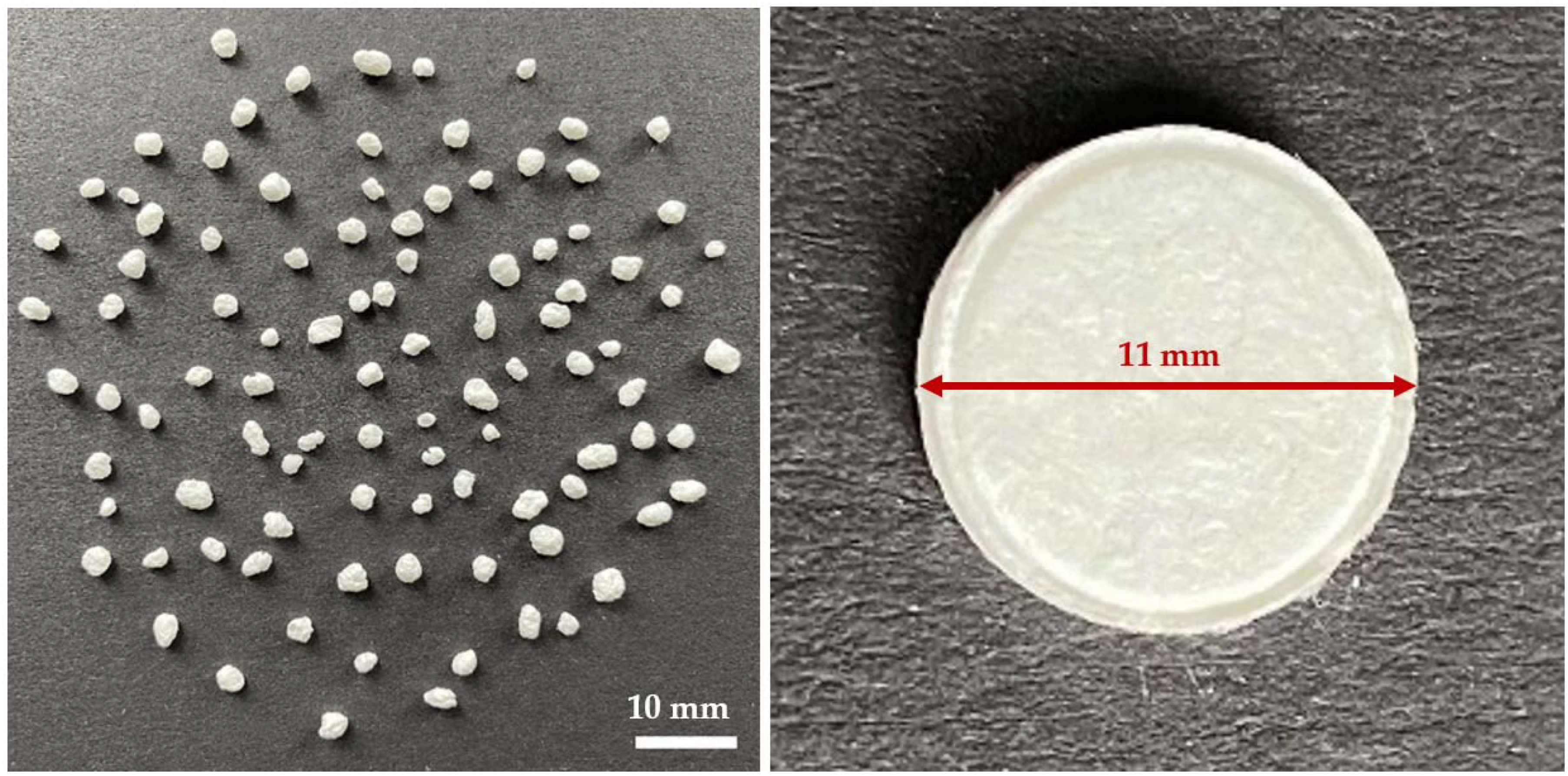
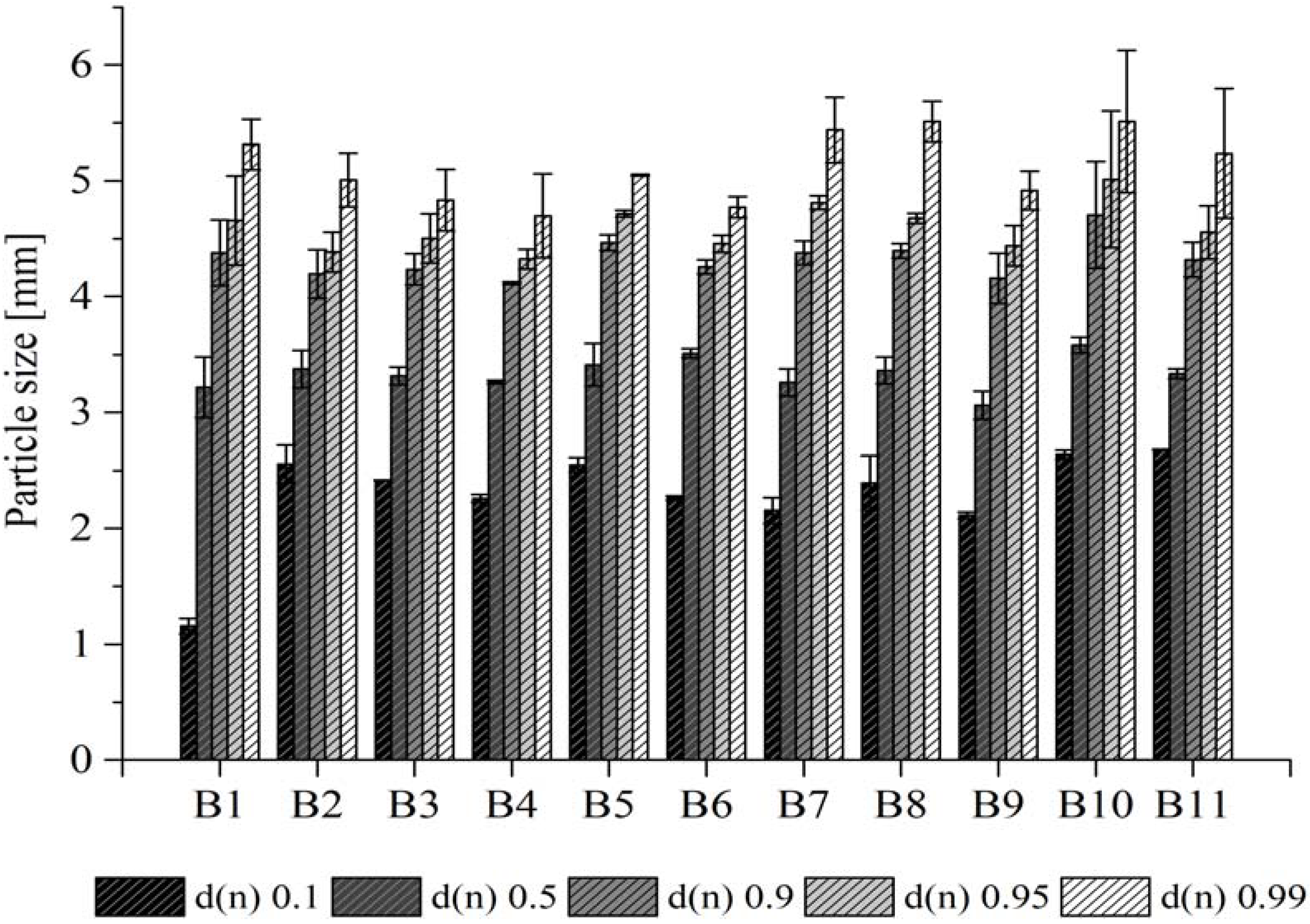
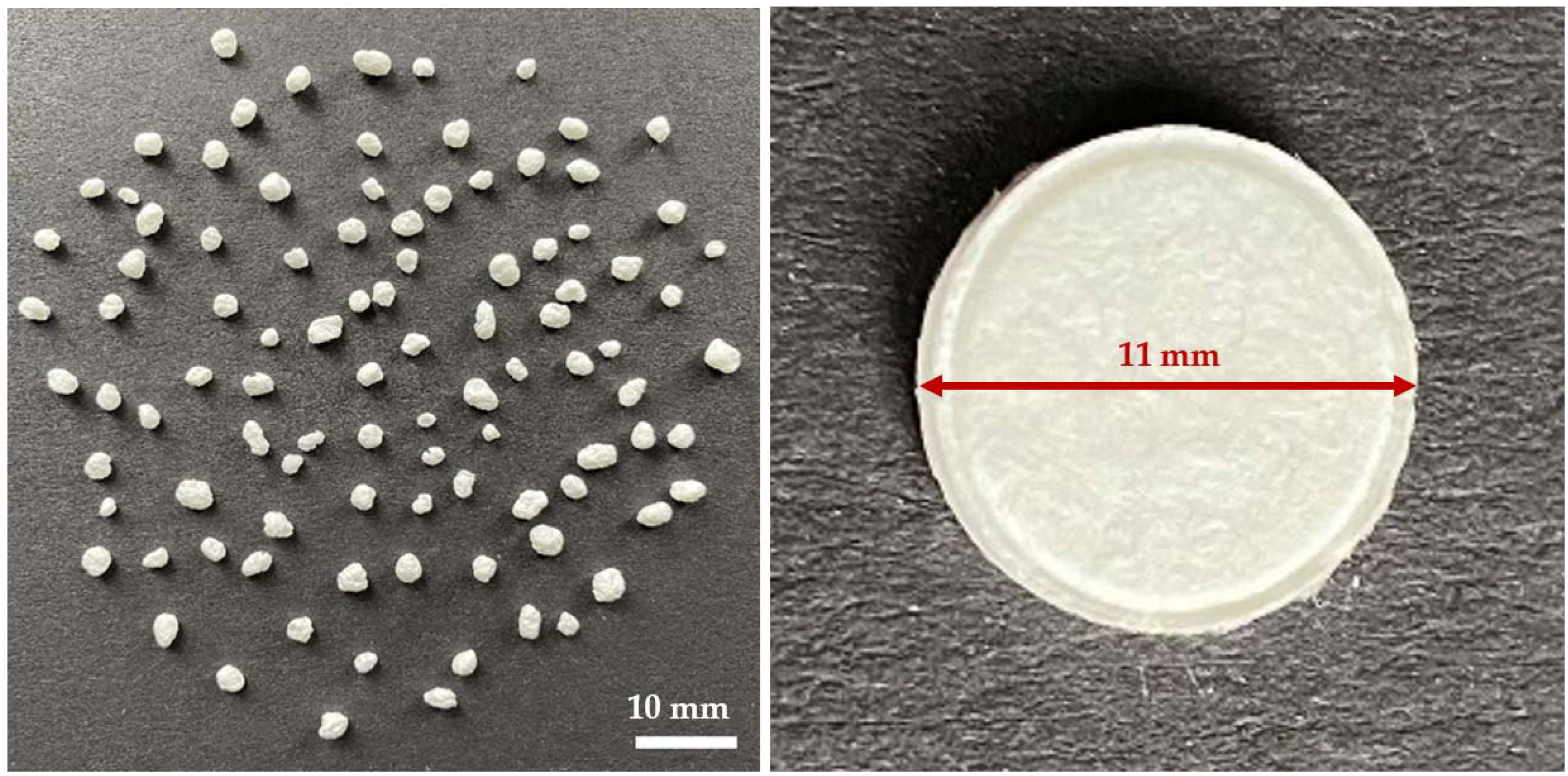
2.1. Preparation and Characterization of Paper Granules
2.2. Preparation and Characterization of Paper-Based Tablets Using the Produced Granules
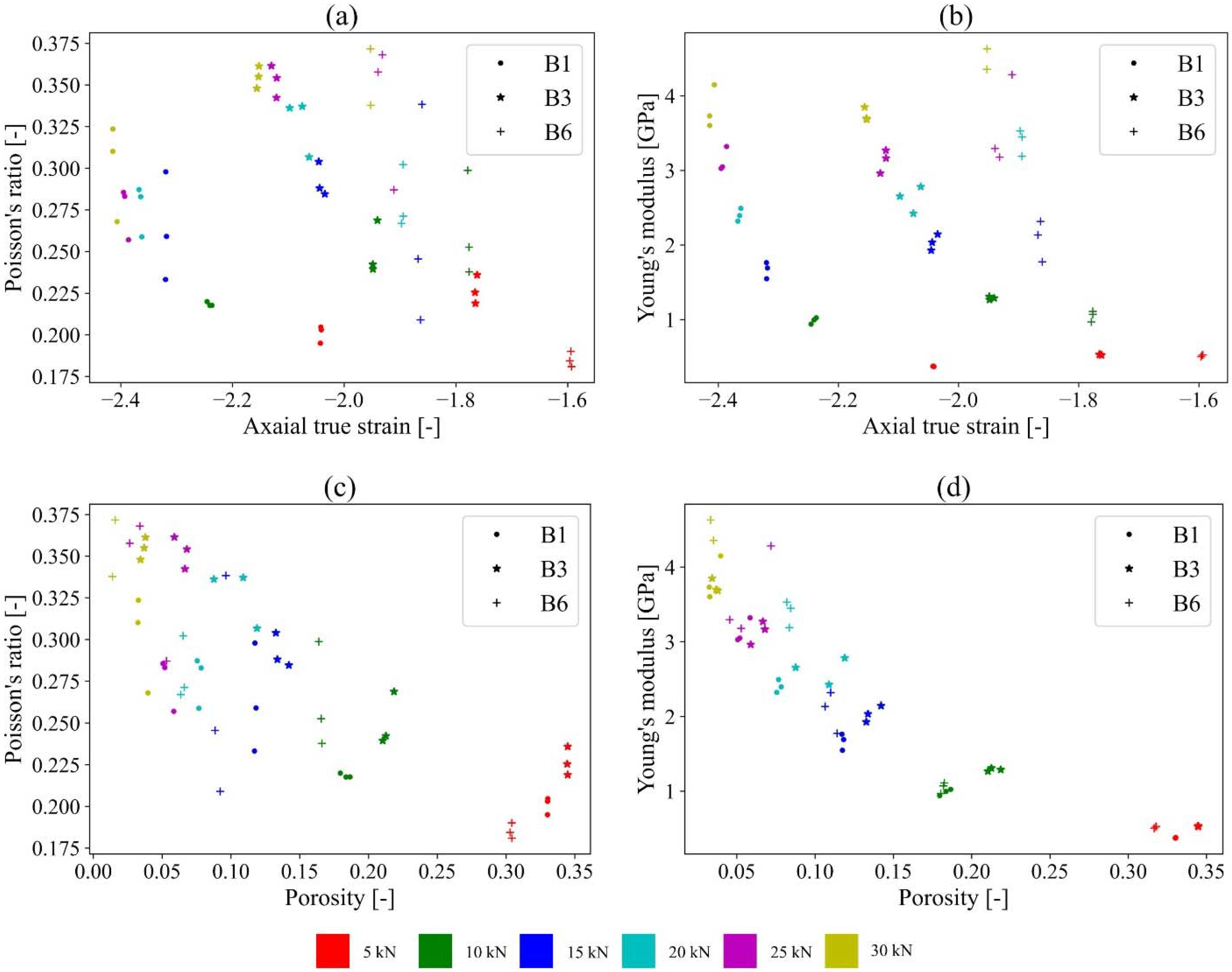
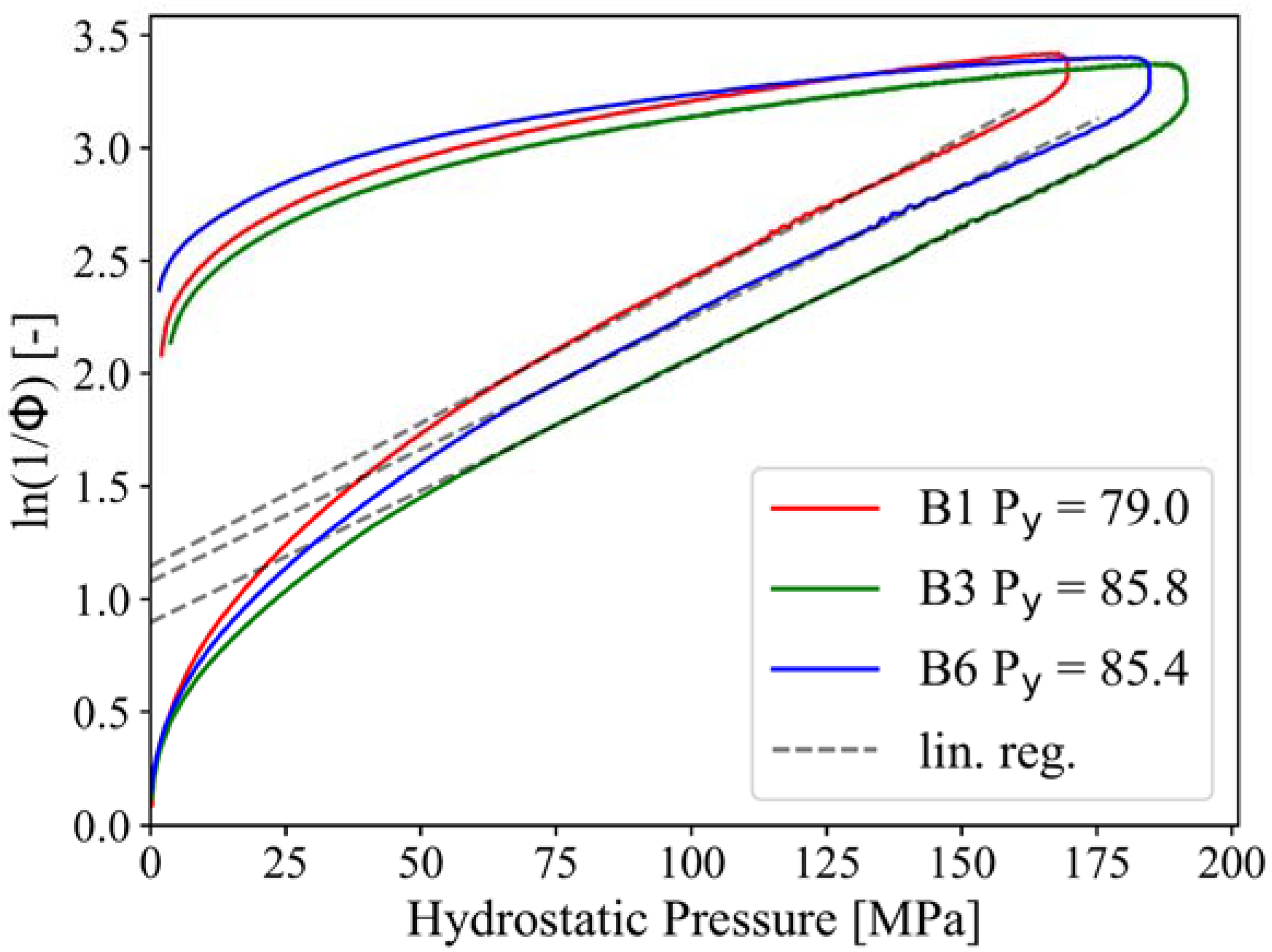
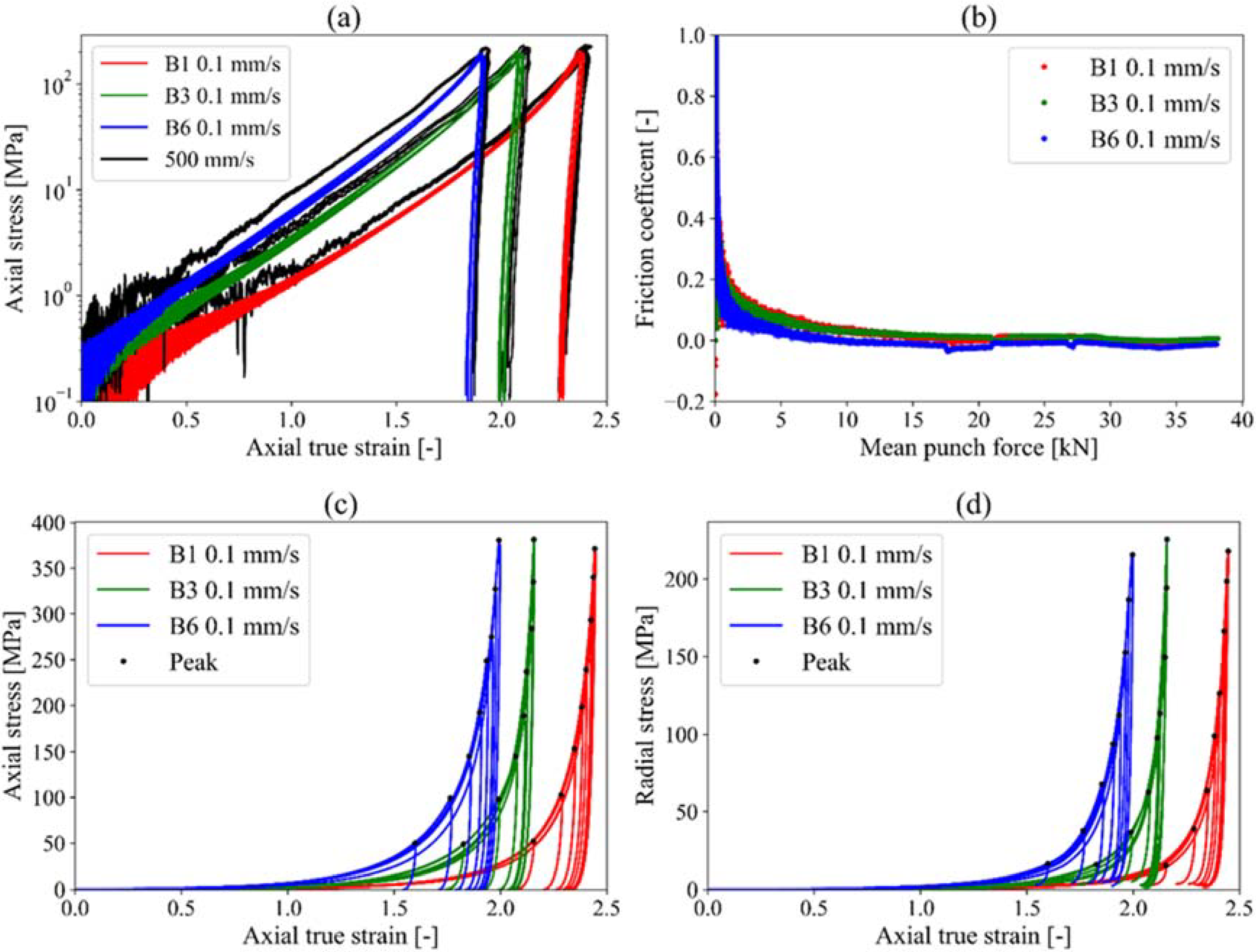
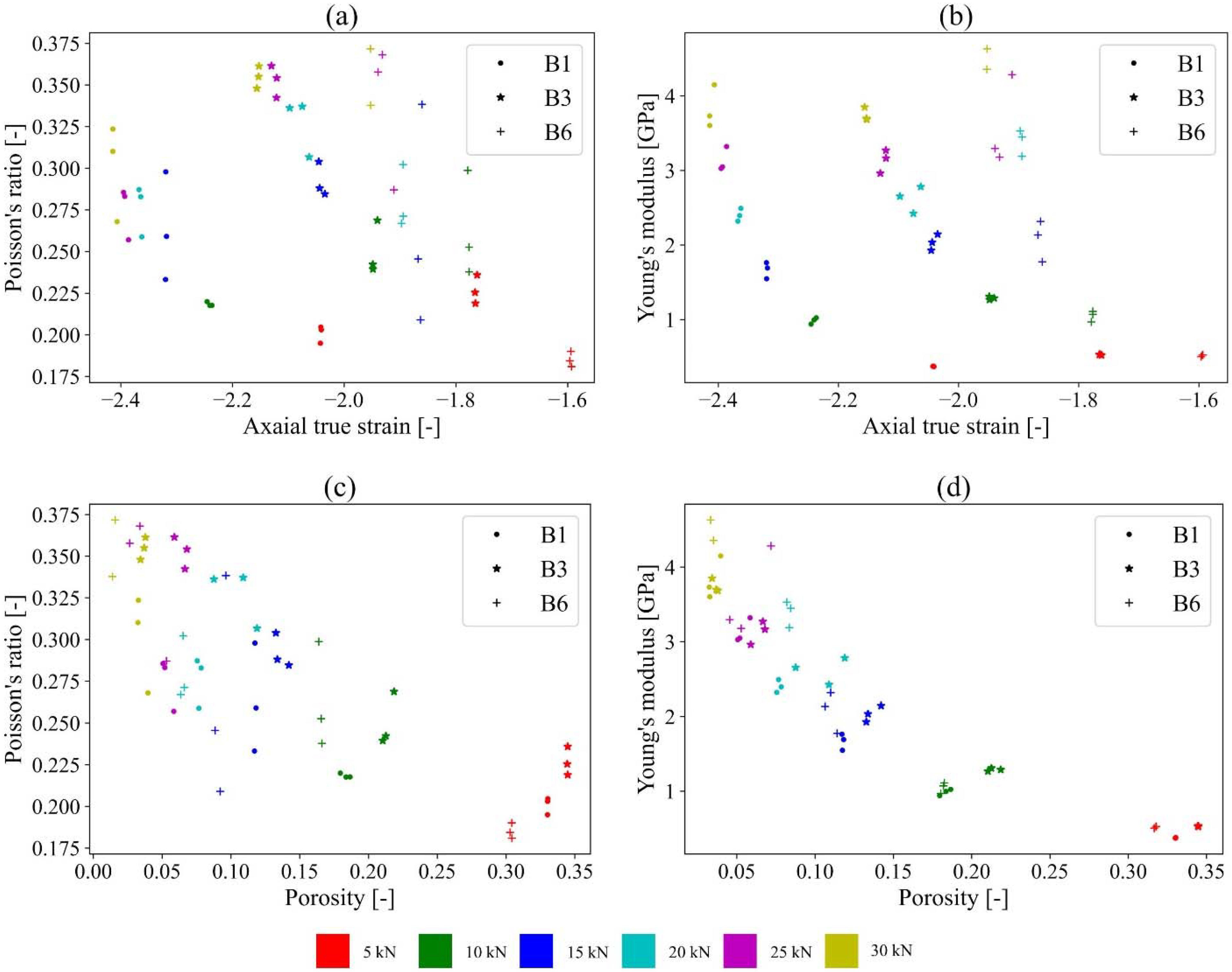
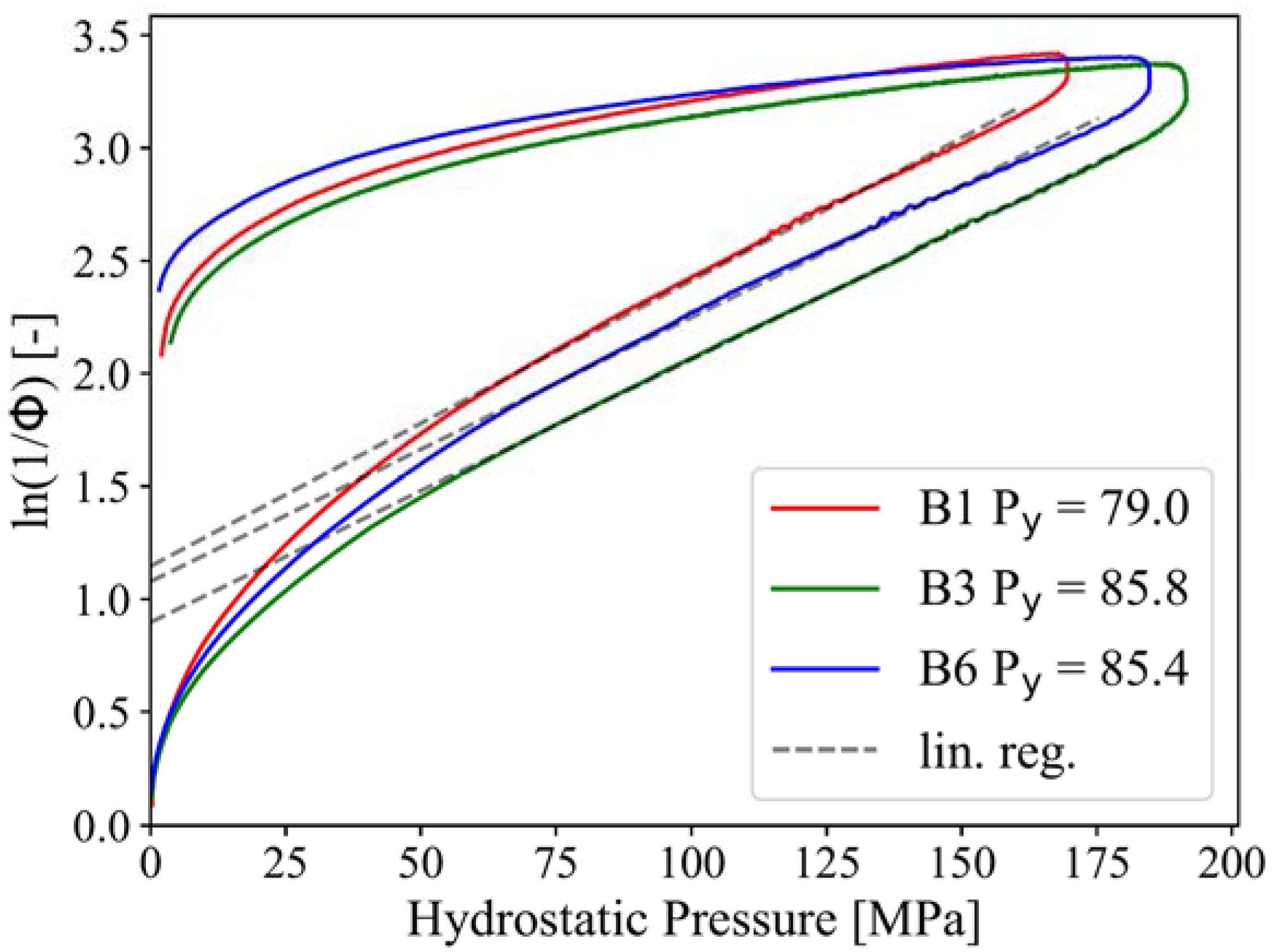
2.3. Mechanical Behaviour of Paper Granules under Compression
3. Materials and Methods
3.1. Materials
3.2. Methods
3.2.1. Production of Paper Granules
3.2.2. Characterization of Paper Granules
Particle Size and Shape Analysis
Determination of Bulk and Tapped Density
Determination of Angle of Repose
3.2.3. Production of Tablets Made from Paper
3.2.4. Characterization of Tablets Made from Paper
Thickness
Mass Uniformity
Friability
Resistance to Crushing
Disintegration
Mechanical Behavior of Paper Granules under Compression
3.2.5. Statistical Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Homayun, B.; Lin, X.; Choi, H.-J. Challenges and Recent Progress in Oral Drug Delivery Systems for Biopharmaceuticals. Pharmaceutics 2019, 11, 129. [Google Scholar] [CrossRef]
- Lemke, S.; Strätling, E.J. SmartFilms-Oral and Peroral Films for Optimized Delivery of Nanoparticulate or Amorphous Drugs; Controlled Release Society Local Chapter: Saarbrücken, Germany, 2016; Volume 7. [Google Scholar]
- Lemke, S.; Strätling, E.J.; Welzel, H.P. Cellulosefaserbasierte Trägermatrices (smartfilms) Zur Applikation Von Inhaltsstoffen Sowie Deren Herstellung. German Patent Application DE102016000541A1, 20 July 2017. [Google Scholar]
- Stumpf, F.; Keck, C.M. Tablets made from paper. Int. J. Pharm. 2018, 548, 812–819. [Google Scholar]
- Subrahmanyeswari, C.D.; Prasanth, Y.; Sameeda, R. Formulation and development of efavirenz tablets by paper technique using co-solvency method. Int. J. Curr. Pharm. Res. 2019, 11, 87–92. [Google Scholar] [CrossRef]
- Ornik, J.; Knoth, D.; Koch, M.; Keck, C.M. Terahertz-spectroscopy for non-destructive determination of crystallinity of L-tartaric acid in smartFilms® and tablets made from paper. Int. J. Pharm. 2020, 581, 119253. [Google Scholar]
- Shanmugam, S. Granulation techniques and technologies: Recent progresses. BioImpacts 2015, 5, 55–63. [Google Scholar]
- Stumpf, F. Tabletten Aus Papier—Tablets Made from Paper—Zur Oralen Applikation Schwerlöslicher Wirkstoffe. Ph.D. Thesis, Philipps-Universität Marburg, Marburg, Germany, 2019. [Google Scholar]
- Santomaso, A.C.; Baggio, R.; Zorzi, F.; Salviulo, G.; Realdon, N.; Franceschinis, E. Sugars with different thickening power in high shear granulation. Powder Technol. 2017, 317, 391–399. [Google Scholar]
- C.H. Beck. European Pharmacopeia, 8th ed.; 2.09: Pharmaceutical Technical Procedures; C.H. Beck: Nördlingen, Germany, 2016. [Google Scholar]
- Wang, Z.; Pan, Z.; He, D.; Shi, J.; Sun, S.; Hou, Y. Simulation Modeling of a Pharmaceutical Tablet Manufacturing Process via Wet Granulation. Complexity 2019, 2019, 3659309. [Google Scholar] [CrossRef]
- Mazel, V.; Busignies, V.; Diarra, H.; Tchoreloff, P. On the links between elastic constants and effective elastic behavior of pharmaceutical compacts: Importance of Poisson’s ratio and use of bulk modulus. J. Pharm. Sci. 2013, 102, 4009–4014. [Google Scholar]
- Chopra, R.; Michael Newton, J.; Alderborn, G.; Podczeck, F. Preparation of pellets of different shape and their characterization. Pharm. Dev. Technol. 2001, 6, 495–503. [Google Scholar]
- Sappi etc.Printer Tech Tips—Cause & Effects of Static Electricity in Paper. Available online: Sappi-Printer-Tech-Tips-Cause-And-Effects-Of-Static-Electricity-In-Paper.pdf (accessed on 1 January 2012).
- Boschini, F.; Delaval, V.; Traina, K.; Vandewalle, N.; Lumay, G. Linking flowability and granulometry of lactose powders. Int. J. Pharm. 2015, 494, 312–320. [Google Scholar] [CrossRef]
- Chen, H.; Wang, C.; Liu, S.; Sun, C.C. Development of piroxicam mini-tablets enabled by spherical cocrystallization. Int. J. Pharm. 2020, 590, 119953. [Google Scholar]
- Fu, Y.; Jeong, S.H.; Park, K. Fast-melting tablets based on highly plastic granules. J. Control. Release 2005, 109, 203–210. [Google Scholar]
- Loscertales, H.R.; Modamio, P.; Lastra, C.F.; Mariño, E.L. Assessing the stability of lamotrigine dispersible/chewable tablets when stored in blister punch cards. Curr. Med. Res. Opin. 2017, 33, 949–953. [Google Scholar]
- Alanazi, F.K. Utilization of date syrup as a tablet binder, comparative study. Saudi Pharm. J. 2010, 18, 81–89. [Google Scholar] [CrossRef]
- Cabiscol, R.; Finke, J.H.; Zetzener, H.; Kwade, A. Characterization of Mechanical Property Distributions on Tablet Surfaces. Pharmaceutics 2018, 10, 184. [Google Scholar] [CrossRef]
- Shang, C.; Sinka, I.C.; Pan, J. Constitutive model calibration for powder compaction using instrumented die testing. Exp. Mech. 2012, 52, 903–916. [Google Scholar]
- Leuenberger, H.; Rohera, B.D. Fundamentals of powder compression. I. The compactibility and compressibility of pharmaceutical powders. Pharm. Res. 1986, 3, 12–22. [Google Scholar]
- Mazel, V.; Busignies, V.; Diarra, H.; Tchoreloff, P. Measurements of elastic moduli of pharmaceutical compacts: A new methodology using double compaction on a compaction simulator. J. Pharm. Sci. 2012, 101, 2220–2228. [Google Scholar]
- Ghori, M.U. Powder Compaction: Compression Properties of Cellulose Ethers. Br. J. Pharm. 2016, 1, 19–29. [Google Scholar] [CrossRef]
- Sugimoto, M.; Narisawa, S.; Matsubara, K.; Yoshino, H.; Nakano, M.; Handa, T. Development of manufacturing method for rapidly disintegrating oral tablets using the crystalline transition of amorphous sucrose. Int. J. Pharm. 2006, 320, 71–78. [Google Scholar] [CrossRef]
- Cundall, P.A. (Ed.) A computer model for simulating progressive, large-scale movement in blocky rock system. In Proceedings of the International Symposium on Rock Mechanics, Nancy, France, 4–6 October 1971. [Google Scholar]
- Moghaddam, M.; Darvizeh, R.; Davey, K.; Darvizeh, A. Scaling of the powder compaction process. Int. J. Solids Struct. 2018, 144, 192–212. [Google Scholar]
- Sinka, C. Modelling powder compaction. Kona 2007, 25, 4–22. [Google Scholar]
- Han, L.H.; Elliott, J.A.; Bentham, A.C.; Mills, A.; Amidon, G.E.; Hancock, B.C. A modified Drucker-Prager Cap model for die compaction simulation of pharmaceutical powders. Int. J. Solids Struct. 2008, 45, 3088–3106. [Google Scholar]
- Diarra, H.; Mazel, V.; Boillon, A.; Rehault, L.; Busignies, V.; Bureau, S.; Tchoreloff, P. Finite Element Method (FEM) modeling of the powder compaction of cosmetic products: Comparison between simulated and experimental results. Powder Technol. 2012, 224, 233–240. [Google Scholar]
- Krok, A.; Peciar, M.; Fekete, R. Numerical investigation into the influence of the punch shape on the mechanical behavior of pharmaceutical powders during compaction. Particuology 2014, 16, 116–131. [Google Scholar]
- Drucker, D.C.; Prager, W. Soil mechanics and plastic analysis or limit design. Q. Appl. Math. 1952, 10, 157–165. [Google Scholar]
- Drucker, D.C.; Gibson, R.E.; Henkel, D.J. Soil mechanics and work-hardening theories of plasticity. Trans. Am. Soc. Civ. Eng. 1957, 122, 338–346. [Google Scholar]
- Pelikh, O.; Eckert, R.W.; Pinnapireddy, S.R.; Keck, C.M. Hair follicle targeting with curcumin nanocrystals: Influence of the formulation properties on the penetration efficacy. J. Control. Release 2021, 329, 598–613. [Google Scholar]
- Aslani, A.; Jahangiri, H. Formulation, characterization and physicochemical evaluation of ranitidine effervescent tablets. Adv. Pharm. Bull. 2013, 3, 315–322. [Google Scholar] [CrossRef]
- JASP Team. JASP, Version 0.13.1; Computer Software. 2020. Available online: https://jasp-stats.org/ (accessed on 20 September 2022).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Batch Code | Sucrose Content (Dry Form) | Granulation Liquid |
|---|---|---|
| B1 | - | distilled water |
| B2 | 10% | distilled water |
| B3 | 20% | distilled water |
| B4 | 30% | distilled water |
| B5 | 40% | distilled water |
| B6 | 50% | distilled water |
| B7 | - | 10% sucrose solution |
| B8 | - | 20% sucrose solution |
| B9 | - | 30% sucrose solution |
| B10 | - | 40% sucrose solution |
| B11 | - | 50% sucrose solution |
| Batch Code | Feret’s Diameter (mm) | Bulk Density (g/cm3) | Tapped Density (g/cm3) | Hausner’s Ratio | Carr’s Index (%) | Angle of Repose |
|---|---|---|---|---|---|---|
| B1 | 3.0 ± 1.2 | 0.11 ± 0.003 | 0.13 ± 0.003 | 1.12 ± 0.01 | 11.4 ± 0.4 | 43° ± 4 |
| B2 | 3.4 ± 0.67 | 0.12 ± 0.001 | 0.14 ± 0.001 | 1.15 ± 0.00 | 13.3 ± 0.1 | 34° ± 4 |
| B3 | 3.3 ± 0.85 | 0.14 ± 0.003 | 0.15 ± 0.002 | 1.13 ± 0.04 | 11.7 ± 3.6 | 31° ± 0 |
| B4 | 3.2 ± 0.79 | 0.14 ± 0.01 | 0.17 ± 0.01 | 1.16 ± 0.02 | 13.8 ± 2.0 | 31° ± 0 |
| B5 | 3.4 ± 0.83 | 0.17 ± 0.008 | 0.20 ± 0.006 | 1.13 ± 0.00 | 11.4 ± 0.5 | 25° ± 5 |
| B6 | 3.3 ± 0.89 | 0.21 ± 0.005 | 0.22 ± 0.007 | 1.13 ± 0.03 | 11.9 ± 2.8 | 25° ± 5 |
| B7 | 3.3 ± 0.90 | 0.15 ± 0.015 | 0.18 ± 0.017 | 1.14 ± 0.00 | 13.0 ± 0.0 | 34° ± 4 |
| B8 | 3.3 ± 0.88 | 0.16 ± 0.004 | 0.18 ± 0.004 | 1.15 ± 0.01 | 13.1 ± 0.9 | 31° ± 0 |
| B9 | 3.0 ± 0.86 | 0.18 ± 0.001 | 0.20 ± 0.005 | 1.13 ± 0.03 | 11.8 ± 2.3 | 31° ± 0 |
| B10 | 3.55 ± 0.98 | 0.20 ± 0.017 | 0.22 ± 0.014 | 1.13 ± 0.03 | 11.7 ± 2.3 | 25° ± 5 |
| B11 | 3.41 ± 6.75 | 0.17 ± 0.016 | 0.20 ± 0.014 | 1.15 ± 0.02 | 13.4 ± 1.8 | 25° ± 5 |
| Batch Code | Thickness (mm) | Mass Uniformity (%) | Friability (%) | Hardness (N) | Disintegration |
|---|---|---|---|---|---|
| B1 | 1.8 ± 0.01 | 4.9 ± 2.8 | <0.001 | 20.8 ± 7.6 min.: 10.8 max.: 32.6 | all tablets disintegrated within 10 s |
| B2 | 1.3 ± 0.02 | 1.8 ± 1.6 | 0.14 | 51.5 ± 12.9 min.: 35.2 max.: 71.5 | all tablets disintegrated within 2 min |
| B3 | 1.7 ± 0.04 | 1.8 ± 1.6 | 0.23 | 112.8 ± 18.6 min.: 84.2 max.: 129.5 | all tablets disintegrated within 5 min |
| B4 | 1.8 ± 0.02 | 3.1 ± 1.8 | 0.03 | 123.4 ± 22.2 min.: 97 max.: 142 | all tablets disintegrated within 15 min |
| B5 | 2.0 ± 0.04 | 3.2 ± 2.9 | 0.09 | 154.2 ± 15.3 min.: 127.1 max.: 173.3 | all tablets disintegrated within 35 min |
| B6 | 3.3 ± 0.18 | 4.0 ± 2.9 | 0.10 | 250.3 ± 24.6 min.: 210.2 max.: 279 | all tablets disintegrated within 50 min |
| B7 | 1.4 ± 0.03 | 3.1 ± 1.9 | 0.11 | 71.1 ± 14.6 min.: 52.5 max.: 99.9 | all tablets disintegrated within 20 min |
| B8 | 1.8 ± 0.04 | 2.4 ± 2.1 | 0.04 | 166.1 ± 29.3 min.: 116.1 max.: 217.2 | all tablets disintegrated within 20 min |
| B9 | 1.9 ± 0.06 | 3.8 ± 2.3 | 0.01 | 221.7 ± 60.4 min.: 122.9 max.: 288.2 | all tablets disintegrated within 45 min |
| B10 | 2.0 ± 0.04 | 2.6 ± 2.1 | 0.14 | 258.6 ± 28 min.: 200.9 max.: 290.7 | all tablets disintegrated within 55 min |
| B11 | 2.0 ± 0.07 | 4.6 ± 2.3 | 0.01 | 271.5 ± 29.2 min.: 221.9 max.: 300 | all tablets disintegrated within 60 min |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abdelkader, A.; Moos, C.; Pelloux, A.; Pfeiffer, M.; Alter, C.; Kolling, S.; Keck, C.M. Tablets Made from Paper—An Industrially Feasible Approach. Pharmaceuticals 2022, 15, 1188. https://doi.org/10.3390/ph15101188
Abdelkader A, Moos C, Pelloux A, Pfeiffer M, Alter C, Kolling S, Keck CM. Tablets Made from Paper—An Industrially Feasible Approach. Pharmaceuticals. 2022; 15(10):1188. https://doi.org/10.3390/ph15101188
Chicago/Turabian StyleAbdelkader, Ayat, Christoph Moos, Adrien Pelloux, Marcus Pfeiffer, Christian Alter, Stefan Kolling, and Cornelia M. Keck. 2022. "Tablets Made from Paper—An Industrially Feasible Approach" Pharmaceuticals 15, no. 10: 1188. https://doi.org/10.3390/ph15101188
APA StyleAbdelkader, A., Moos, C., Pelloux, A., Pfeiffer, M., Alter, C., Kolling, S., & Keck, C. M. (2022). Tablets Made from Paper—An Industrially Feasible Approach. Pharmaceuticals, 15(10), 1188. https://doi.org/10.3390/ph15101188