



An Innovative Study for Tool Wear Prediction Based on Stacked Sparse Autoencoder and Ensemble Learning Strategy



Abstract
Highlights
- The SSAE-BPNN models can be trained as multiple deep learning models with different predictive performance by using different activation function configurations of the hidden layer.
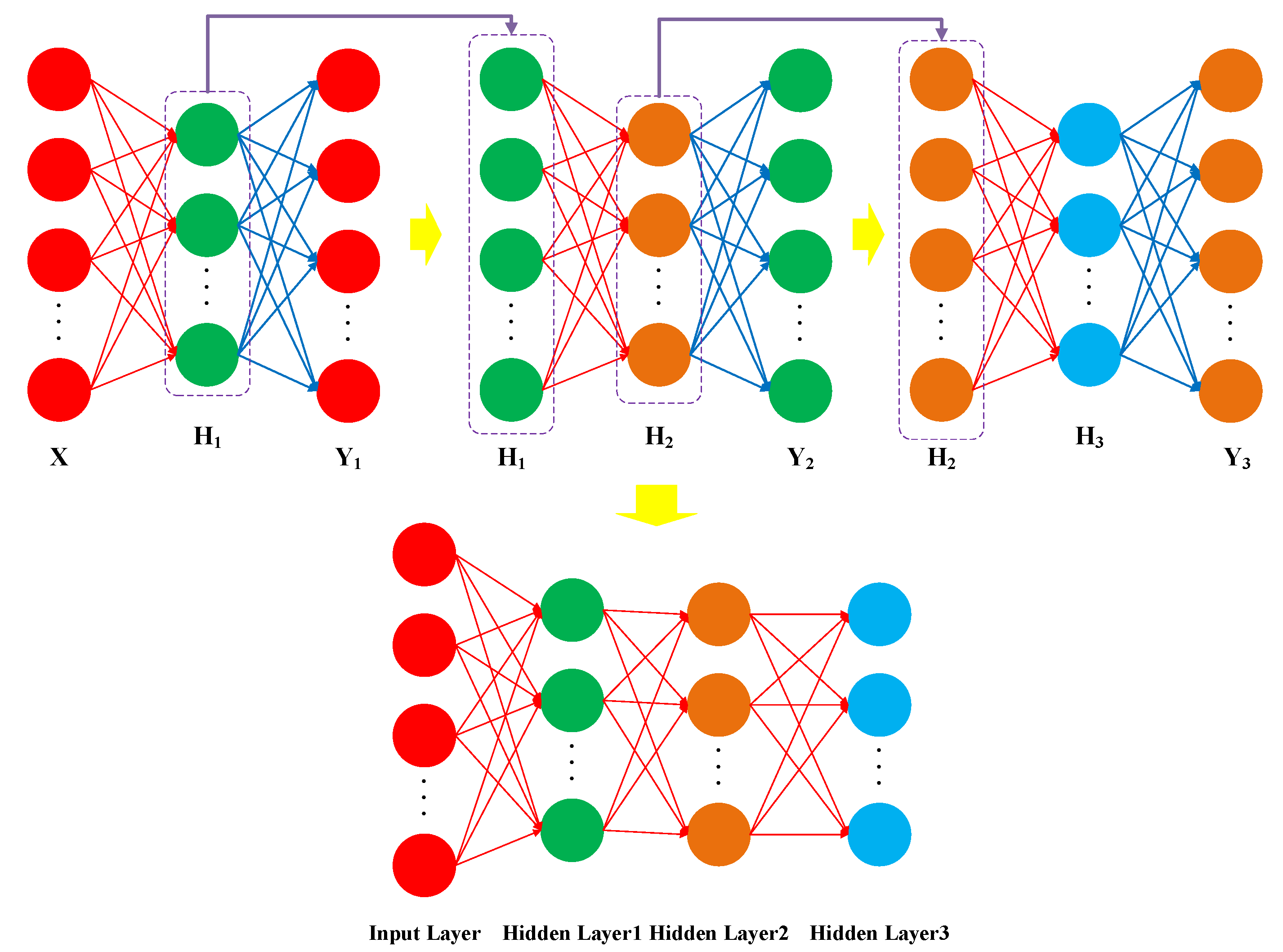
- The SSAE model can learn the deep fusion features that reflect the change of tool wear from the combination of multi-sensor sensitive features.
- The integrated learning model based on the stacking learning strategy used the SSE-BPNN models with different prediction performance as the primary learners and the Bayesian optimized GBD model as the secondary learner to construct the intergrated deep learning model for tool wear prediction.
- The proposed model further improved the predictive performance of tool wear prediction model based on deep learning method.
Abstract
1. Introduction
2. Architecture of the Proposed Method
2.1. Stacked Sparse Autoencoder
2.2. The Structural Framework of the Proposed Method
3. Milling Experiment and Data Acquisition
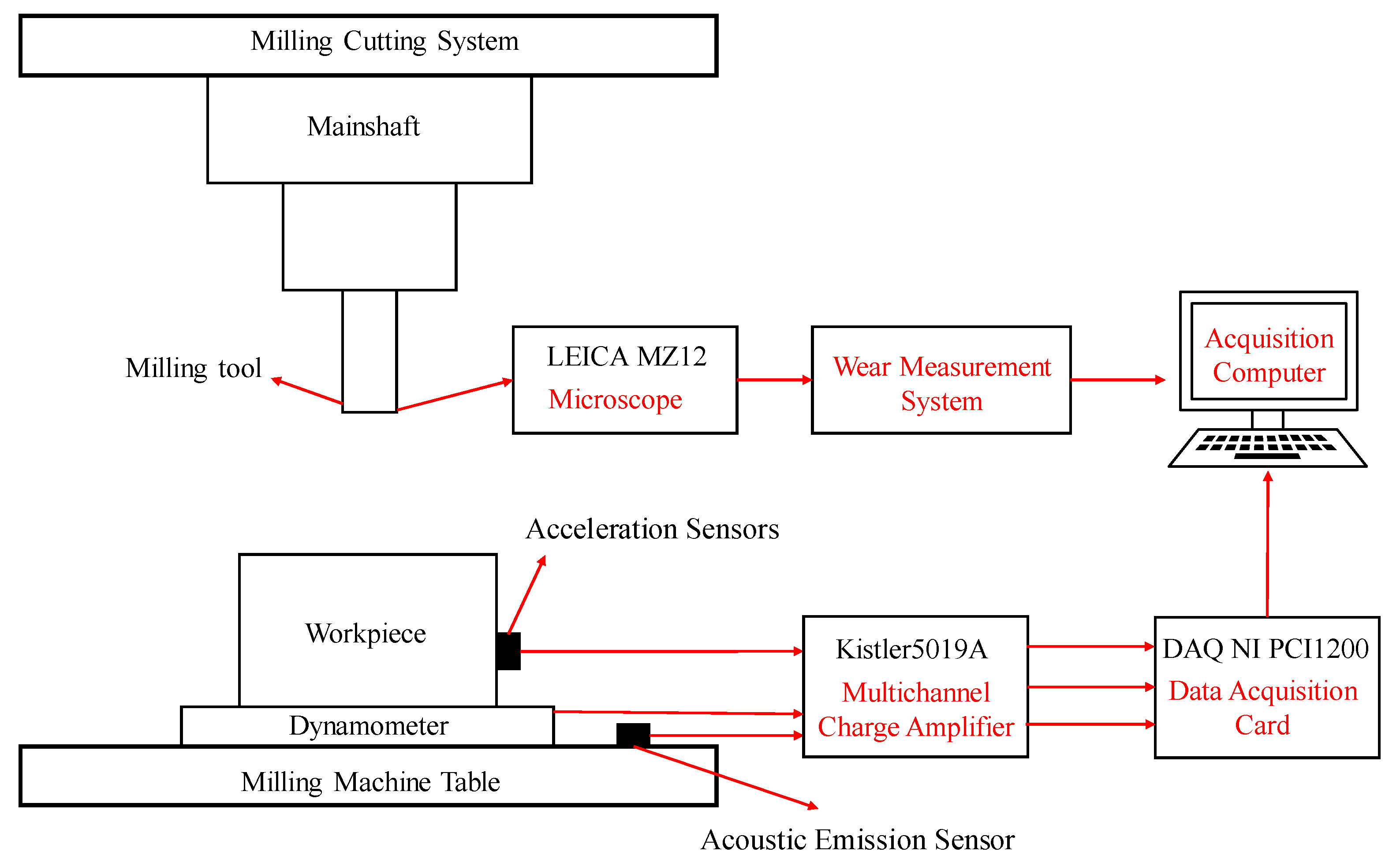
3.1. Milling Wear Experiment
3.2. Description of the Datasets
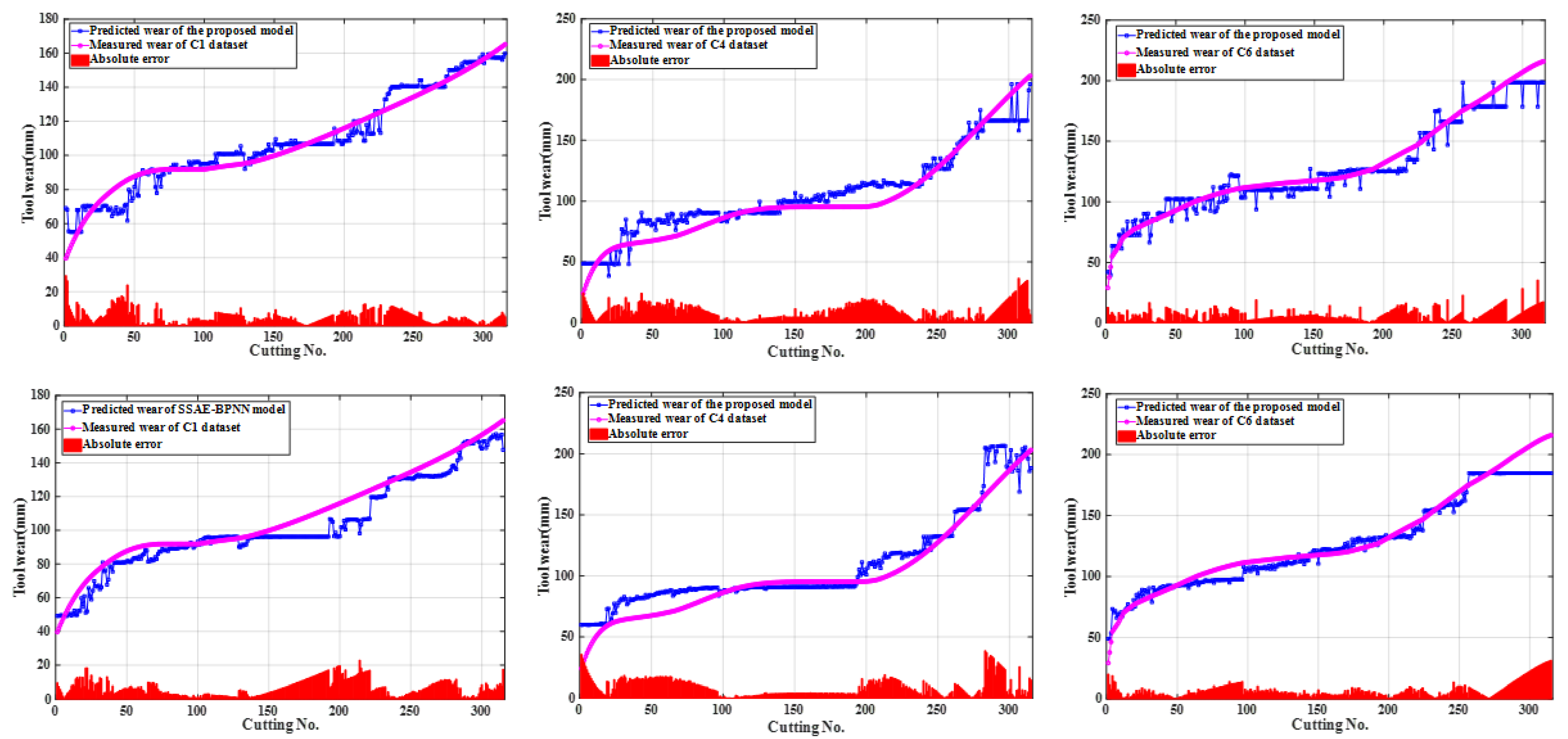
4. Results and Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| CNC | Computerized numerical control |
| SSAE | Stacked sparse autoencoder |
| BPNN | Backpropagation neural network |
| GBDT | Gradient boosting decision tree |
| PHM | Prognostics health management |
| SVM | Support vector machine |
| LSTM | Long-short term memory |
| ANN | Artificial neural network |
| SVR | Support vector regression |
| GPR | Gaussian process regression |
| AE | Autoencoder |
| RMSE | Root mean square error |
| PCA | Principal component analysis |
| R2 | Determination coefficient |
References
- Roblek, V.; Mesko, M.; Krapez, A. A Complex View of Industry 4.0. Sage Open 2016, 6, 2158244016653987. [Google Scholar] [CrossRef]
- Mohanraj, T.; Shankar, S.; Rajasekar, R.; Sakthivel, N.R.; Pramanik, A. Tool condition monitoring techniques in milling process—A review. J. Mater. Res. Technol. 2020, 9, 1032–1042. [Google Scholar] [CrossRef]
- Serin, G.; Sener, B.; Ozbayoglu, A.M.; Unver, H.O. Review of tool condition monitoring in machining and opportunities for deep learning. Int. J. Adv. Manuf. Technol. 2020, 109, 953–974. [Google Scholar] [CrossRef]
- Liao, X.P.; Zhou, G.; Zhang, Z.K.; Lu, J.; Ma, J.Y. Tool wear state recognition based on GWO-SVM with feature selection of genetic algorithm. Int. J. Adv. Manuf. Technol. 2019, 104, 1051–1063. [Google Scholar] [CrossRef]
- Sun, H.B.; Cao, D.L.; Zhao, Z.D.; Kang, X. A Hybrid Approach to Cutting Tool Remaining Useful Life Prediction Based on the Wiener Process. IEEE Trans. Reliab. 2018, 67, 1294–1303. [Google Scholar] [CrossRef]
- Twardowski, P.; Wiciak-Pikula, M. Prediction of Tool Wear Using Artificial Neural Networks during Turning of Hardened Steel. Materials 2019, 12, 3091. [Google Scholar] [CrossRef]
- Chen, S.H.; Luo, Z.R. Study of using cutting chip color to the tool wear prediction. Int. J. Adv. Manuf. Technol. 2020, 109, 823–839. [Google Scholar] [CrossRef]
- Han, D.; Qi, H.; Wang, S.; Hou, D.; Wang, C. Adaptive stepsize forward–backward pursuit and acoustic emission-based health state assessment of high-speed train bearings. Struct. Health Monit. 2024, 14759217241271036. [Google Scholar] [CrossRef]
- Liu, M.K.; Tseng, Y.H.; Tran, M.Q. Tool wear monitoring and prediction based on sound signal. Int. J. Adv. Manuf. Technol. 2019, 103, 3361–3373. [Google Scholar] [CrossRef]
- Shankar, S.; Mohanraj, T.; Rajasekar, R. Prediction of cutting tool wear during milling process using artificial intelligence techniques. Int. J. Comput. Inter. Manuf. 2019, 32, 174–182. [Google Scholar] [CrossRef]
- Kong, D.D.; Chen, Y.J.; Li, N.; Duan, C.Q.; Lu, L.X.; Chen, D.X. Tool Wear Estimation in End Milling of Titanium Alloy Using NPE and a Novel WOA-SVM Model. IEEE Trans. Instrum. Meas. 2020, 69, 5219–5232. [Google Scholar] [CrossRef]
- Kong, D.; Chen, Y.; Li, N. Monitoring tool wear using wavelet package decomposition and a novel gravitational search algorithm-least square support vector machine model. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2020, 234, 822–836. [Google Scholar] [CrossRef]
- Yang, Y.F.; Guo, Y.L.; Huang, Z.P.; Chen, N.; Li, L.; Jiang, Y.F.; He, N. Research on the milling tool wear and life prediction by establishing an integrated predictive model. Measurement 2019, 145, 178–189. [Google Scholar] [CrossRef]
- Kong, D.D.; Chen, Y.J.; Li, N.; Duan, C.Q.; Lu, L.X.; Chen, D.X. Relevance vector machine for tool wear prediction. Mech. Syst. Signal Process. 2019, 127, 573–594. [Google Scholar] [CrossRef]
- Kong, D.D.; Chen, Y.J.; Li, N. Gaussian process regression for tool wear prediction. Mech. Syst. Signal Process. 2018, 104, 556–574. [Google Scholar] [CrossRef]
- Aye, S.A.; Heyns, P.S. An integrated Gaussian process regression for prediction of remaining useful life of slow speed bearings based on acoustic emission. Mech. Syst. Signal Process. 2017, 84, 485–498. [Google Scholar] [CrossRef]
- Cai, W.L.; Zhang, W.J.; Hu, X.F.; Liu, Y.C. A hybrid information model based on long short-term memory network for tool condition monitoring. J. Intell. Manuf. 2020, 31, 1497–1510. [Google Scholar] [CrossRef]
- Li, H.; Wang, W.; Li, Z.W.; Dong, L.Y.; Li, Q.Z. A novel approach for predicting tool remaining useful life using limited data. Mech. Syst. Signal Process. 2020, 143, 106832. [Google Scholar] [CrossRef]
- Wu, X.Q.; Li, J.; Jin, Y.Q.; Zheng, S.X. Modeling and analysis of tool wear prediction based on SVD and BiLSTM. Int. J. Adv. Manuf. Technol. 2020, 106, 4391–4399. [Google Scholar] [CrossRef]
- Huang, Z.W.; Zhu, J.M.; Lei, J.T.; Li, X.R.; Tian, F.Q. Tool Wear Predicting Based on Multisensory Raw Signals Fusion by Reshaped Time Series Convolutional Neural Network in Manufacturing. IEEE Access 2019, 7, 178640–178651. [Google Scholar] [CrossRef]
- Zhou, Y.Q.; Xue, W. A Multisensor Fusion Method for Tool Condition Monitoring in Milling. Sensors 2018, 18, 3866. [Google Scholar] [CrossRef] [PubMed]
- Hu, M.; Ming, W.W.; An, Q.L.; Chen, M. Tool wear monitoring in milling of titanium alloy Ti-6Al-4 V under MQL conditions based on a new tool wear categorization method. Int. J. Adv. Manuf. Technol. 2019, 104, 4117–4128. [Google Scholar] [CrossRef]
- Caggiano, A. Tool Wear Prediction in Ti-6Al-4V Machining through Multiple Sensor Monitoring and PCA Features Pattern Recognition. Sensors 2018, 18, 823. [Google Scholar] [CrossRef]
- Wang, J.J.; Xie, J.Y.; Zhao, R.; Mao, K.Z.; Zhang, L.B. A New Probabilistic Kernel Factor Analysis for Multisensory Data Fusion: Application to Tool Condition Monitoring. IEEE Trans. Instrum. Meas. 2016, 65, 2527–2537. [Google Scholar] [CrossRef]
- Stavropoulos, P.; Papacharalampopoulos, A.; Vasiliadis, E.; Chryssolouris, G. Tool wear predictability estimation in milling based on multi-sensorial data. Int. J. Adv. Manuf. Technol. 2016, 82, 509–521. [Google Scholar] [CrossRef]
- Sun, H.B.; Zhang, J.D.; Mo, R.; Zhang, X.Z. In-process tool condition forecasting based on a deep learning method. Robot. Comput. Integr. Manuf. 2020, 64, 101924. [Google Scholar] [CrossRef]
- Zhu, K.P.; Li, G.H.; Zhang, Y. Big Data Oriented Smart Tool Condition Monitoring System. IEEE Trans. Ind. Inform. 2020, 16, 4007–4016. [Google Scholar] [CrossRef]
- Qiao, H.H.; Wang, T.Y.; Wang, P. A tool wear monitoring and prediction system based on multiscale deep learning models and fog computing. Int. J. Adv. Manuf. Technol. 2020, 108, 2367–2384. [Google Scholar] [CrossRef]
- Martinez-Arellano, G.; Terrazas, G.; Ratchev, S. Tool wear classification using time series imaging and deep learning. Int. J. Adv. Manuf. Technol. 2019, 104, 3647–3662. [Google Scholar] [CrossRef]
- Huang, Z.; Zhu, J.; Lei, J.; Li, X.; Tian, F. Tool wear predicting based on multi-domain feature fusion by deep convolutional neural network in milling operations. J. Intell. Manuf. 2020, 31, 953–966. [Google Scholar] [CrossRef]
- Chen, Y.X.; Jin, Y.; Jiri, G. Predicting tool wear with multi-sensor data using deep belief networks. Int. J. Adv. Manuf. Technol. 2018, 99, 1917–1926. [Google Scholar] [CrossRef]
- He, Z.; Shi, T.; Xuan, J. Milling tool wear prediction using multi-sensor feature fusion based on stacked sparse autoencoders. Measurement 2022, 190, 110719. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experimental Conditions | Parameters |
|---|---|
| CNC machine tool | Roders Tech RFM 760 |
| Workpiece material | Stainless steel (HRC52) |
| Spindle speed | 10,400 RPM |
| Feed rate | 1555 mm/min |
| radial depth of cut | 0.125 mm |
| axial depth of cut | 0.2 mm |
| Sampling frequency | 50 kHz |
| Correlation Coefficient | Neuron Nodes of SSAE | Neuron Nodes of BPNN | RMSE | Parameters |
|---|---|---|---|---|
| 0.6 | 118-88-36-15 | 15-30-1 | 10.25 | β = 0.2765, ρ = 0.8019 |
| 0.7 | 98-68-50-19 | 19-30-1 | 10.6 | β = 0.9511, ρ = 0.8962 |
| 0.8 | 58-43-25-15 | 15-30-1 | 9.25 | β = 0.4377, ρ = 0.7854 |
| Evaluation Index | Activation Function | ||||
|---|---|---|---|---|---|
| Sigmoid | Hard_Sigmoid | Tanh | Softsign | Sin | |
| RMSE | 9.25 | 9.56 | 29.46 | 19.39 | 47.36 |
| Models | Nodes of Network | Activation Function | Learning_Rate | Hyperparameters |
|---|---|---|---|---|
| PCA + BPNN | 5-10-1 | Sigmoid | 0.010 | Epochs = 1000, Batch_size = 15 |
| PCA + SVR | / | RBF | / | Gamma = 0.075, C = 643 |
| PCA + Xgboost | / | / | 0.012 | Min_child_weight = 2, Colsample_bytree = 0.53, Max_depth = 1, N_estimtors = 400, Subsample = 0.31 |
| PCA + GBDT | / | 0.015 | Max_depth = 3, Max_features = 4, N_estimtors = 130 |
| Datasets | Hyperparameters of GBDT | |||
|---|---|---|---|---|
| Learning_Rate | Max_Depth | Max_Features | N_Estimators | |
| C1 | 0.53 | 12 | 1 | 400 |
| C4 | 0.66 | 5 | 2 | 330 |
| C6 | 0.86 | 9 | 2 | 320 |
| Model | C1 | C4 | C6 | |||
|---|---|---|---|---|---|---|
| RMSE | R2 | RMSE | R2 | RMSE | R2 | |
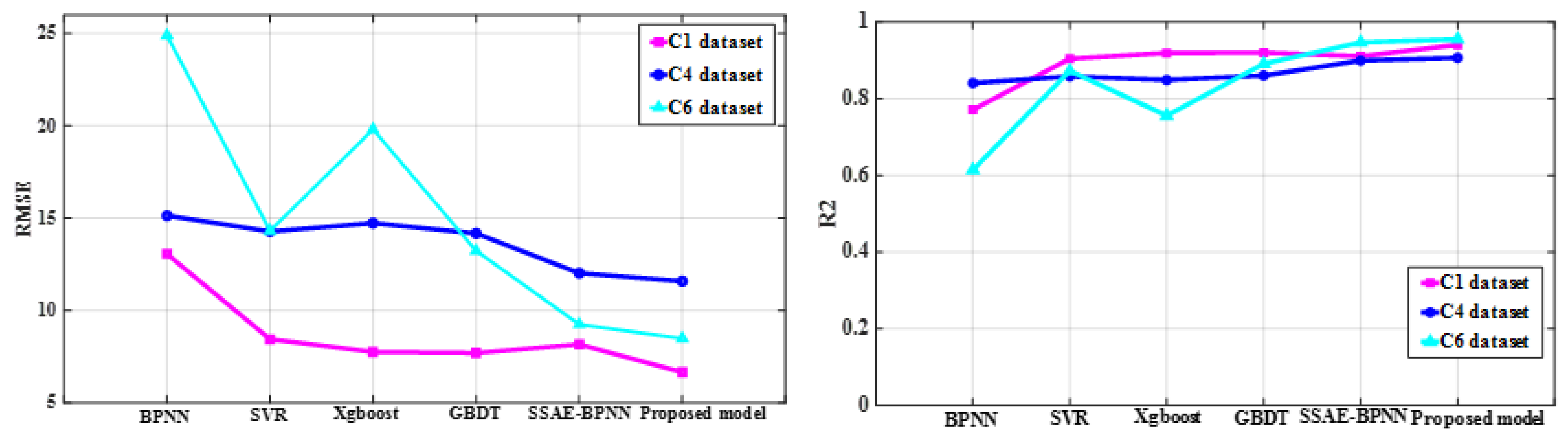
| PCA + BPNN | 13.0612 | 0.7712 | 15.1367 | 0.8407 | 24.8990 | 0.6141 |
| PCA + SVR | 8.4447 | 0.9044 | 14.2829 | 0.8582 | 14.3160 | 0.8724 |
| PCA + Xgboost | 7.7569 | 0.9193 | 14.7338 | 0.8491 | 19.8071 | 0.7558 |
| PCA + GBDT | 7.7035 | 0.9204 | 14.1754 | 0.8603 | 13.2319 | 0.8910 |
| SSAE-BPNN | 8.1644 | 0.9106 | 12.0244 | 0.8995 | 9.2474 | 0.9468 |
| Proposed model | 6.6576 | 0.9406 | 11.5857 | 0.9067 | 8.4880 | 0.9552 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, Z.; Shi, T.; Chen, X. An Innovative Study for Tool Wear Prediction Based on Stacked Sparse Autoencoder and Ensemble Learning Strategy. Sensors 2025, 25, 2391. https://doi.org/10.3390/s25082391
He Z, Shi T, Chen X. An Innovative Study for Tool Wear Prediction Based on Stacked Sparse Autoencoder and Ensemble Learning Strategy. Sensors. 2025; 25(8):2391. https://doi.org/10.3390/s25082391
Chicago/Turabian StyleHe, Zhaopeng, Tielin Shi, and Xu Chen. 2025. "An Innovative Study for Tool Wear Prediction Based on Stacked Sparse Autoencoder and Ensemble Learning Strategy" Sensors 25, no. 8: 2391. https://doi.org/10.3390/s25082391
APA StyleHe, Z., Shi, T., & Chen, X. (2025). An Innovative Study for Tool Wear Prediction Based on Stacked Sparse Autoencoder and Ensemble Learning Strategy. Sensors, 25(8), 2391. https://doi.org/10.3390/s25082391