
Brief Review of Vibrothermography and Optical Thermography for Defect Quantification in CFRP Material




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
1.1. Factors Affecting the Accuracy of the Defect Quantification
1.2. Fabrication of Controlled Defects for Thermographic Inspection
2. Vibrothermography and Optical Thermography Overview
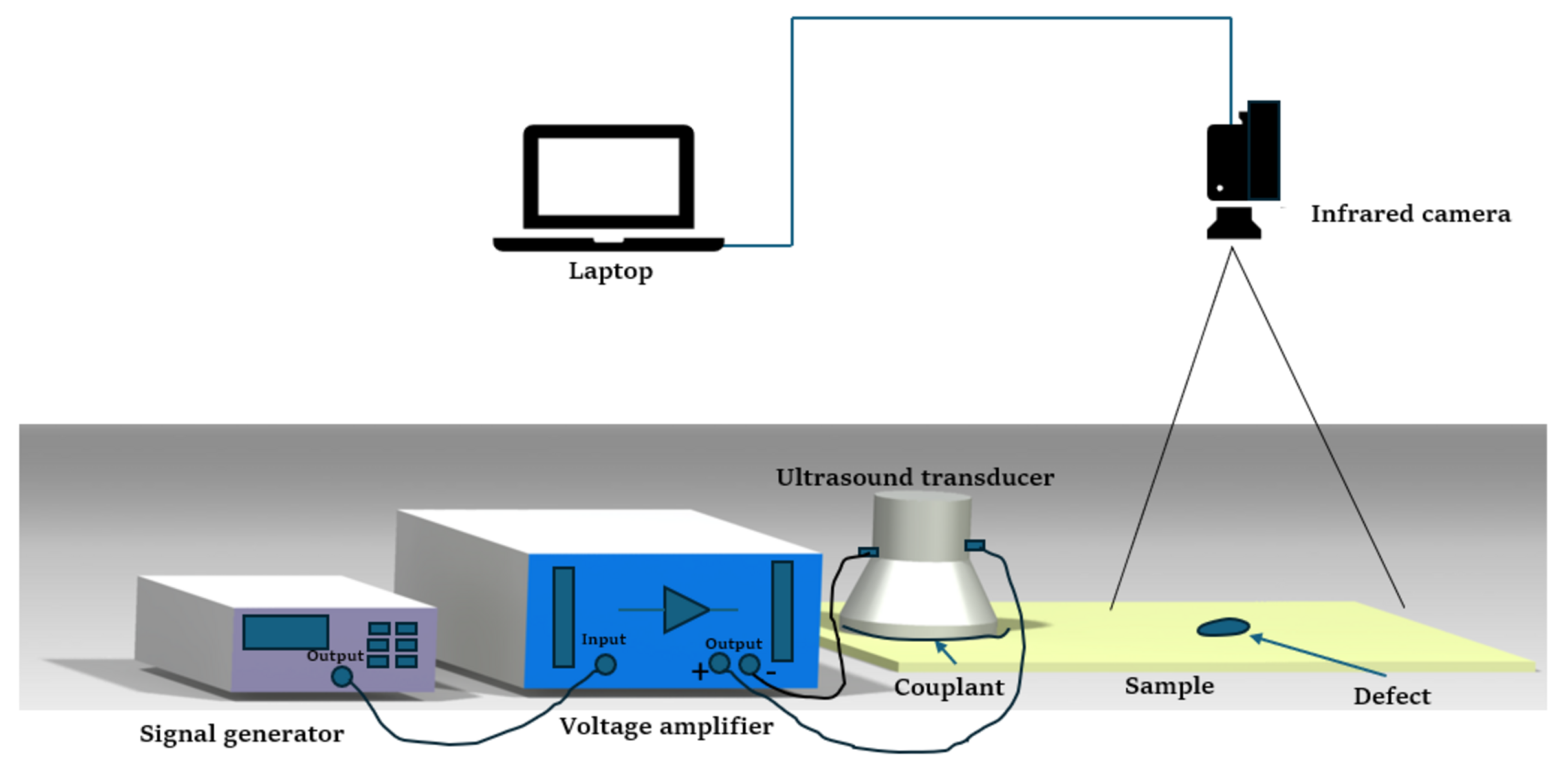
2.1. Vibrothermography Overview
2.1.1. Basic Principles of Vibrothermography
2.1.2. Heat Generation on the Vibrothermography
2.1.3. Frequency Dependence in Vibrothermography
2.2. Optical Thermography Overview
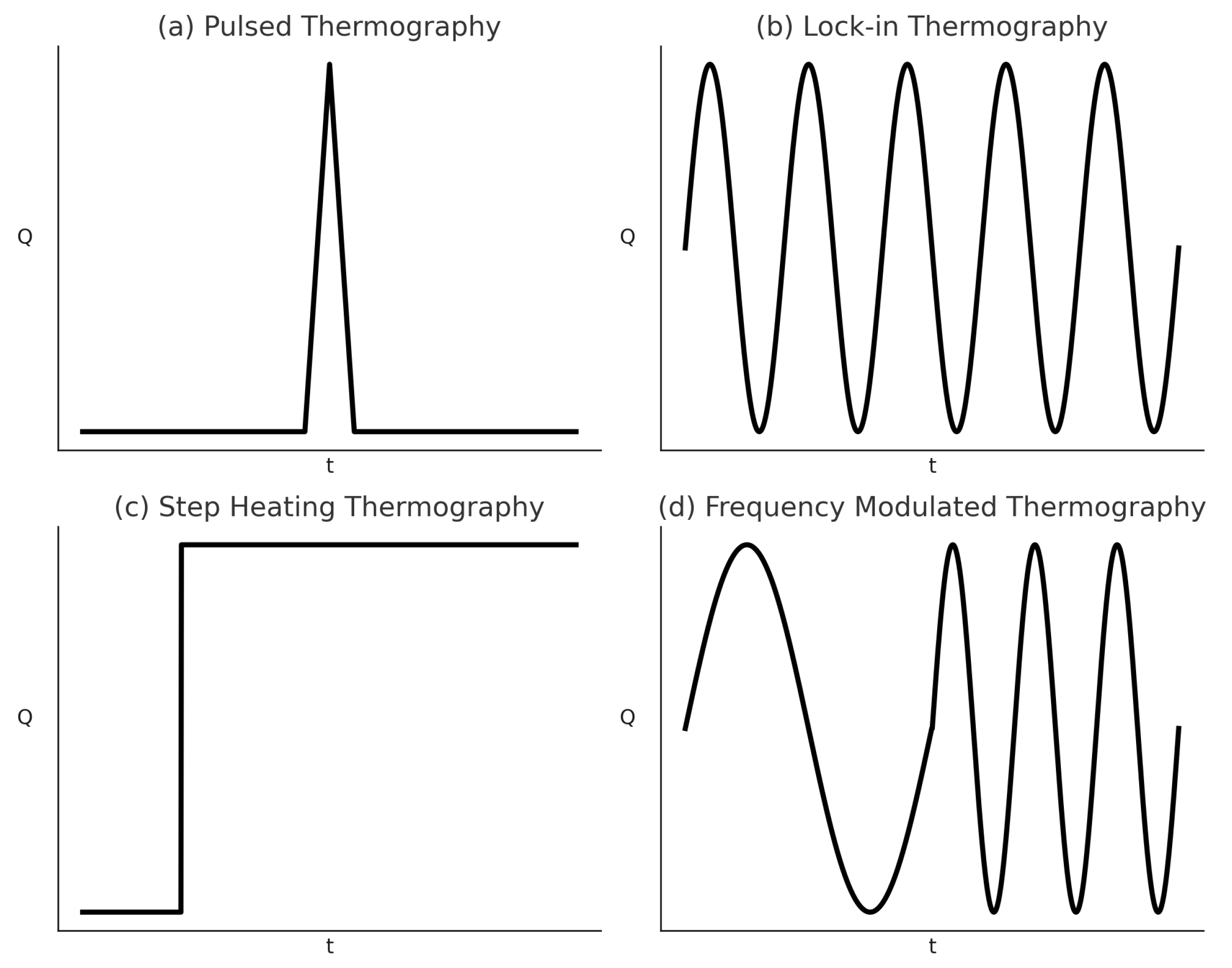
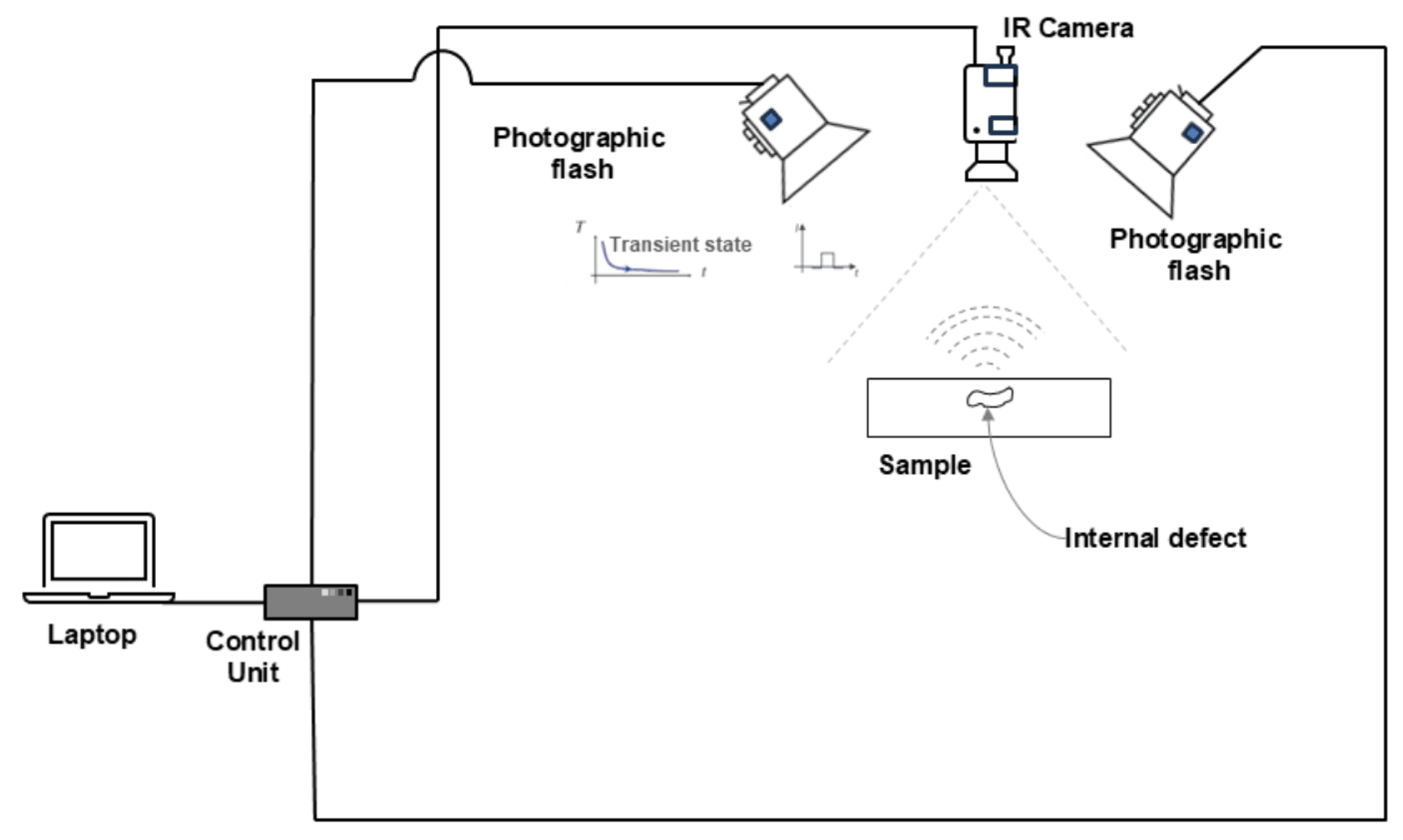
2.2.1. Variants of the Optical Thermography
2.2.2. The Basic Principle of Pulsed Thermography
2.2.3. Basic Principle of Lock-In Thermography
2.2.4. Basic Principle of Frequency-/Phase-Modulated Thermography
2.2.5. Basic Principle of Long-Pulse Thermography and Step-Heating Thermography
3. Damage Quantification by Vibrothermography and Optical Thermography
3.1. Damage Quantification by Vibrothermography
3.2. Defect Quantification Using Optical Thermography
3.2.1. Heat Conduction Models for Defect Quantification
3.2.2. Lateral Defect Quantification on Composite Material Using Optical Thermography
3.2.3. Defect-Depth Quantification on Composite Material Using Optical Thermography
3.2.4. Simultaneous Quantification of Lateral and Depth Defects Using Optical Thermography
4. Discussion
4.1. Challenges and Limitations in Thermographic Defect Quantification
4.2. Future Directions
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Qing, X.; Liao, Y.; Wang, Y.; Chen, B.; Zhang, F.; Wang, Y. Machine learning based quantitative damage monitoring of composite structure. Int. J. Smart Nano Mater. 2022, 13, 167–202. [Google Scholar] [CrossRef]
- Ribeiro Junior, R.F.; Gomes, G.F. On the use of machine learning for damage assessment in composite structures: A review. Appl. Compos. Mater. 2024, 31, 1–37. [Google Scholar] [CrossRef]
- Ghobadi, A. Common type of damages in composites and their inspections. World J. Mech. 2017, 7, 24–33. [Google Scholar] [CrossRef]
- Johnson, M.; Sridharan, S. Delamination in compressively loaded composite laminates. In Proceedings of the 39th AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Conference and Exhibit, Long Beach, CA, USA, 20–23 April 1998; pp. 2690–2700. [Google Scholar]
- Garg, A.C. Delamination—A damage mode in composite structures. Eng. Fract. Mech. 1988, 29, 557–584. [Google Scholar] [CrossRef]
- Idarraga, G.; Jalalvand, M.; Fotouhi, M.; Meza, J.; Wisnom, M.R. Gradual failure in high-performance unidirectional thin-ply carbon/glass hybrid composites under bending. Compos. Struct. 2021, 271, 114128. [Google Scholar] [CrossRef]
- Su, Z.; Ye, L. Identification of Damage Using Lamb Waves: From Fundamentals to Applications; Springer Science & Business Media: Berlin, Germany, 2009; Volume 48. [Google Scholar]
- Balasubramaniam, K.; Sikdar, S.; Ziaja, D.; Jurek, M.; Soman, R.; Malinowski, P. A global-local damage localization and quantification approach in composite structures using ultrasonic guided waves and active infrared thermography. Smart Mater. Struct. 2023, 32, 035016. [Google Scholar] [CrossRef]
- Yoon, M.; Heider, D.; Gillespie, J., Jr.; Ratcliffe, C.; Crane, R. Local damage detection using the two-dimensional gapped smoothing method. J. Sound Vib. 2005, 279, 119–139. [Google Scholar] [CrossRef]
- Saha, N.; Roy, P.; Topdar, P. Damage detection in composites using non-destructive testing aided by ANN technique: A review. J. Thermoplast. Compos. Mater. 2023, 36, 4997–5033. [Google Scholar] [CrossRef]
- Khan, A.; Shin, J.K.; Lim, W.C.; Kim, N.Y.; Kim, H.S. A deep learning framework for vibration-based assessment of delamination in smart composite laminates. Sensors 2020, 20, 2335. [Google Scholar] [CrossRef]
- Wang, B.; Zhong, S.; Lee, T.L.; Fancey, K.S.; Mi, J. Non-destructive testing and evaluation of composite materials/structures: A state-of-the-art review. Adv. Mech. Eng. 2020, 12, 1687814020913761. [Google Scholar] [CrossRef]
- Towsyfyan, H.; Biguri, A.; Boardman, R.; Blumensath, T. Successes and challenges in non-destructive testing of aircraft composite structures. Chin. J. Aeronaut. 2020, 33, 771–791. [Google Scholar] [CrossRef]
- Gholizadeh, S. A review of non-destructive testing methods of composite materials. Procedia Struct. Integr. 2016, 1, 50–57. [Google Scholar] [CrossRef]
- Yang, R.; He, Y. Optically and non-optically excited thermography for composites: A review. Infrared Phys. Technol. 2016, 75, 26–50. [Google Scholar] [CrossRef]
- Sarhadi, A.; Albuquerque, R.Q.; Demleitner, M.; Ruckdäschel, H.; Eder, M.A. Machine learning based thermal imaging damage detection in glass-epoxy composite materials. Compos. Struct. 2022, 295, 115786. [Google Scholar] [CrossRef]
- He, Y.; Deng, B.; Wang, H.; Cheng, L.; Zhou, K.; Cai, S.; Ciampa, F. Infrared machine vision and infrared thermography with deep learning: A review. Infrared Phys. Technol. 2021, 116, 103754. [Google Scholar] [CrossRef]
- Zhang, X.; He, Y.; Chady, T.; Tian, G.; Gao, J.; Wang, H.; Chen, S. CFRP impact damage inspection based on manifold learning using ultrasonic induced thermography. IEEE Trans. Ind. Inform. 2018, 15, 2648–2659. [Google Scholar] [CrossRef]
- Anwar, M.; Mustapha, F.; Abdullah, M.N.; Mustapha, M.; Sallih, N.; Ahmad, A.; Mat Daud, S.Z. Defect Detection of GFRP Composites through Long Pulse Thermography Using an Uncooled Microbolometer Infrared Camera. Sensors 2024, 24, 5225. [Google Scholar] [CrossRef]
- Popow, V.; Gurka, M. Full factorial analysis of the accuracy of automated quantification of hidden defects in an anisotropic carbon fibre reinforced composite shell using pulse phase thermography. NDT E Int. 2020, 116, 102359. [Google Scholar] [CrossRef]
- Qu, Z.; Jiang, P.; Zhang, W. Development and application of infrared thermography non-destructive testing techniques. Sensors 2020, 20, 3851. [Google Scholar] [CrossRef]
- Yang, M.; Chang, H.; Zhang, X.; Fu, G.; Zhu, X. Infrared Identification and Detection of Internal Water Defects in Navigable Aircraft Composite Materials. In Proceedings of the 6th China Aeronautical Science and Technology Conference, CASTC 2023, Lecture Notes in Mechanical Engineering, Wuzhen, China, 26–27 September 2023; Springer: Singapore, 2023. [Google Scholar]
- Aldave, I.J.; Bosom, P.V.; González, L.V.; De Santiago, I.L.; Vollheim, B.; Krausz, L.; Georges, M. Review of thermal imaging systems in composite defect detection. Infrared Phys. Technol. 2013, 61, 167–175. [Google Scholar] [CrossRef]
- Ebrahimi, S.; Fleuret, J.; Klein, M.; Théroux, L.D.; Georges, M.; Ibarra-Castanedo, C.; Maldague, X. Robust principal component thermography for defect detection in composites. Sensors 2021, 21, 2682. [Google Scholar] [CrossRef] [PubMed]
- Heslehurst, R.B. Defects and Damage in Composite Materials and Structures; CRC Press: Boca Raton, FL, USA, 2014; Volume 19. [Google Scholar]
- Zarei, A.; Farahani, S.; Pilla, S. An experimental study on the manufacturing of engineered defects in composite plates. Compos. Part C Open Access 2022, 9, 100327. [Google Scholar] [CrossRef]
- Liu, B.; Zhang, H.; Fernandes, H.; Maldague, X. Quantitative evaluation of pulsed thermography, lock-in thermography and vibrothermography on foreign object defect (FOD) in CFRP. Sensors 2016, 16, 743. [Google Scholar] [CrossRef] [PubMed]
- Andleeb, Z.; Malik, S.; Hussain, G.; Khawaja, H.; Roemer, J.; Boiger, G.; Moatamedi, M. Multiphysics study of infrared thermography (IRT) applications. Int. J. Multiphys. 2020, 14, 249–271. [Google Scholar]
- Shang, S.; Yun, G.J.; Qiao, P. Delamination identification of laminated composite plates using a continuum damage mechanics model and subset selection technique. Smart Mater. Struct. 2010, 19, 055024. [Google Scholar] [CrossRef]
- Ptaszek, G.; Cawley, P.; Almond, D.; Pickering, S. Artificial disbonds for calibration of transient thermography inspection of thermal barrier coating systems. NDT E Int. 2012, 45, 71–78. [Google Scholar] [CrossRef]
- Wu, Z.; Tao, N.; Zhang, C.; Sun, J.G. Prediction of defect depth in GFRP composite by square-heating thermography. Infrared Phys. Technol. 2023, 130, 104627. [Google Scholar] [CrossRef]
- Fernandes, H.; Georges, M.; Crabus, G.; Ibarra-Castanedo, C.; Maldague, X. Comparison of active thermography techniques for the inspection and defect characterisation of carbon fiber composites. In Proceedings of the 23rd ABCM International Congress of Mechanical Engineering, Rio de Janeiro, Brazil, 6–11 December 2015. [Google Scholar]
- Deng, K.; Liu, H.; Yang, L.; Addepalli, S.; Zhao, Y. Classification of barely visible impact damage in composite laminates using deep learning and pulsed thermographic inspection. Neural Comput. Appl. 2023, 35, 11207–11221. [Google Scholar] [CrossRef]
- Tan, Y.V.; Lai, W.L.; Saeedipour, H.; Majid, M.S.A.; Goh, K.L. Experimental assessment of barely visible impact damage carbon fiber reinforced epoxy composite using ultrasound method. Mater. Open Res. 2023, 2, 5. [Google Scholar] [CrossRef]
- Katunin, A.; Dragan, K.; Dziendzikowski, M. Low-velocity impact damage identification of aircraft laminated structures based on wavelet analysis of modal shapes. Compos. Theory Pract. 2015, 15, 39–43. [Google Scholar]
- Henneke, E.; Jones, T. Detection of damage in composite materials by vibrothermography. In Nondestructive Evaluation and Flaw Criticality for Composite Materials; ASTM International: West Conshohocken, PA, USA, 1979. [Google Scholar]
- Mendioroz, A.; Celorrio, R.; Salazar, A. Ultrasound excited thermography: An efficient tool for the characterization of vertical cracks. Meas. Sci. Technol. 2017, 28, 112001. [Google Scholar] [CrossRef]
- de Oliveira, L.A.; Gomes, G.F.; Pereira, J.L.J.; Francisco, M.B.; Demarbaix, A.; Cunha, S.S., Jr. New trends of damage detection and identification based on vibrothermography in composite materials. J. Nondestruct. Eval. 2023, 42, 57. [Google Scholar] [CrossRef]
- Zweschper, T.; Dillenz, A.; Riegert, G.; Busse, G. Ultrasound thermography in NDE: Principle and applications. In Acoustical Imaging; Springer: Dordrecht, Ntherlands, 2004; pp. 113–120. [Google Scholar]
- Philippe, D.; Jean-Claude, G.; Daniel, S. Damage detection in composites by vibrothermography and local resonances. Mech. Ind. 2013, 14, 137–143. [Google Scholar] [CrossRef]
- Xu, C.; Xie, J.; Zhang, W.; Kong, Q.; Chen, G.; Song, G. Experimental investigation on the detection of multiple surface cracks using vibrothermography with a low-power piezoceramic actuator. Sensors 2017, 17, 2705. [Google Scholar] [CrossRef]
- Liu, P.; Xu, C.; Zhang, Y.; Chen, L.; Han, Y.; Liu, R.; Qin, Y. Detection and quantification of corrosion defects in CFRP-strengthened steel structures based on low-power vibrothermography. Nondestruct. Test. Eval. 2024, 40, 585–609. [Google Scholar] [CrossRef]
- Renshaw, J.; Chen, J.C.; Holland, S.D.; Thompson, R.B. The sources of heat generation in vibrothermography. NDT E Int. 2011, 44, 736–739. [Google Scholar] [CrossRef]
- Renshaw, J.; Holland, S.D.; Thompson, R.B.; Anderegg, J. Vibration-induced tribological damage to fracture surfaces via vibrothermography. Int. J. Fatigue 2011, 33, 849–857. [Google Scholar] [CrossRef]
- Chen, J.C.; Kephart, J.; Lick, K.; Riddell, W.T. Crack growth induced by sonic IR inspection. Nondestruct. Test. Eval. 2007, 22, 83–92. [Google Scholar] [CrossRef]
- Katunin, A.; Fidali, M. Self-heating of polymeric laminated composite plates under the resonant vibrations: Theoretical and experimental study. Polym. Compos. 2012, 33, 178–184. [Google Scholar] [CrossRef]
- Guo, X.; Zhu, L. Vibro-thermography of debonding defects in composite plates based on viscoelasticity heat. In Proceedings of the 14th Quantitative InfraRed Thermography Conference, Berlin, Germany, 25–29 June 2018; pp. 178–184. [Google Scholar]
- Katunin, A.; Wachla, D. Analysis of defect detectability in polymeric composites using self-heating based vibrothermography. Compos. Struct. 2018, 201, 760–765. [Google Scholar] [CrossRef]
- Wachla, D.; Katunin, A.; Wronkowicz-Katunin, A. Non-destructive testing of composite structures using self-heating based vibrothermography and dedicated benchmark. Compos. Theory Pract. 2019, 19, 143–149. [Google Scholar]
- Vaddi, J.S.; Holland, S.D.; Kessler, M.R. Loss modulus measurement of a viscoelastic polymer at acoustic and ultrasonic frequencies using vibrothermography. Measurement 2021, 168, 108311. [Google Scholar] [CrossRef]
- Pieczonka, Ł. The influence of excitation frequency on the effectiveness of vibrothermographic testing. Diagnostyka 2014, 15, 47–51. [Google Scholar]
- Solodov, I.; Bai, J.; Bekgulyan, S.; Busse, G. A local defect resonance to enhance acoustic wave-defect interaction in ultrasonic nondestructive evaluation. Appl. Phys. Lett. 2011, 99, 211911. [Google Scholar] [CrossRef]
- Solodov, I.; Rahammer, M.; Derusova, D.; Busse, G. Highly-efficient and noncontact vibro-thermography via local defect resonance. Quant. Infrared Thermogr. J. 2015, 12, 98–111. [Google Scholar] [CrossRef]
- Mignogna, R.; Green, R., Jr.; Duke, J., Jr.; Henneke, E.G., II; Reifsnider, K. Thermographic investigation of high-power ultrasonic heating in materials. Ultrasonics 1981, 19, 159–163. [Google Scholar] [CrossRef]
- Solodov, I.; Bai, J.; Busse, G. Resonant ultrasound spectroscopy of defects: Case study of flat-bottomed holes. J. Appl. Phys. 2013, 113, 223512. [Google Scholar] [CrossRef]
- Solodov, I.; Rahammer, M.; Gulnizkij, N. Highly-sensitive and frequency-selective imaging of defects via local defect resonance. e-J. Nondestruct. Test. 2014, 19, 12. [Google Scholar]
- Hettler, J.; Tabatabaeipour, M.; Delrue, S.; Van Den Abeele, K. Detection and characterization of local defect resonances arising from delaminations and flat bottom holes. J. Nondestruct. Eval. 2017, 36, 2. [Google Scholar] [CrossRef]
- Solodov, I.; Kreutzbruck, M. Resonant Defects: A new approach to highly-sensitive ultrasound-activated NDT techniques. In Proceedings of the 19th World Conference on Non-Destructive Testing, Munich, Germany, 13–17 June 2016; Available online: https://www.proceedings.com/content/040/040891webtoc.pdf (accessed on 22 January 2025).
- Segers, J.; Hedayatrasa, S.; Poelman, G.; Paepegem, W.V.; Kersemans, M. Probing the limits of full-field linear local defect resonance identification for deep defect detection. Ultrasonics 2020, 105, 106130. [Google Scholar] [CrossRef]
- Zdziebko, P.; Krzemiński, M.; Okoń, M.; Loi, G.; Aymerich, F.; Pieczonka, Ł.; Klepka, A. An Approach to the Automated Characterization of Out-of-Plane and In-Plane Local Defect Resonances. Materials 2023, 16, 3084. [Google Scholar] [CrossRef] [PubMed]
- Guo, X.; Zhu, L. Vibro-thermography of calibrated defects in hybrid plates focusing on viscoelastic heat generation. Quant. Infrared Thermogr. J. 2021, 18, 314–331. [Google Scholar] [CrossRef]
- Umar, M.; Vavilov, V.; Abdullah, H.; Ariffin, A. Ultrasonic infrared thermography in non-destructive testing: A review. Russ. J. Nondestruct. Test. 2016, 52, 212–219. [Google Scholar] [CrossRef]
- Wu, D.; Busse, G. Lock-in thermography for nondestructive evaluation of materials. Rev. Gen. Therm. 1998, 37, 693–703. [Google Scholar] [CrossRef]
- Zweschper, T.; Riegert, G.; Dillenz, A.; Busse, G. Ultrasound excited thermography-advances due to frequency modulated elastic waves. Quant. Infrared Thermogr. J. 2005, 2, 65–76. [Google Scholar] [CrossRef]
- Dillenz, A.; Busse, G.; Wu, D. Ultrasound lock-in thermography: Feasibilities and limitations. In Proceedings of the Diagnostic Imaging Technologies and Industrial Applications, Munich, Germany, 14–18 June 1999; Volume 3827, pp. 10–15. [Google Scholar]
- Rantala, J.; Wu, D.; Salerno, A.; Busse, G. Lock-in thermography with mechanical loss angle heating at ultrasonic frequencies. In Proceedings of the Quantitative InfraRed Thermography (QIRT96), Stuttgart, Germany, 2–5 September 1996; pp. 389–393. [Google Scholar]
- Dillenz, A.; Zweschper, T.; Busse, G. Burst phase-angle thermography with elastic waves. In Proceedings of the Thermosense XXIV, Orlando, FL, USA, 1–5 April 2002; Volume 4710, pp. 572–577. [Google Scholar]
- Ciampa, F.; Mahmoodi, P.; Pinto, F.; Meo, M. Recent advances in active infrared thermography for non-destructive testing of aerospace components. Sensors 2018, 18, 609. [Google Scholar] [CrossRef]
- Parker, W.; Jenkins, R.; Butler, C.; Abbott, G. Flash method of determining thermal diffusivity, heat capacity, and thermal conductivity. J. Appl. Phys. 1961, 32, 1679–1684. [Google Scholar] [CrossRef]
- Milne, J.; Reynolds, W. The non-destructive evaluation of composites and other materials by thermal pulse video thermography. In Proceedings of the Thermosense VII: Thermal Infrared Sensing for Diagnostics and Control, Cambridge, MA, USA, 23–26 October 1984; Volume 0520, pp. 119–122. [Google Scholar]
- Maldague, X. Theory and Practice of Infrared Technology for Nondestructive Testing; Wiley: New York, NY, USA, 2001. [Google Scholar]
- Pereira Barella, B.; Garcia Rosa, R.; Maira Barbosa de Oliveira, G.; Fernandes, H. Enhancing fault characterisation in composites using infrared thermography: A bee colony optimisation approach with self-organising maps. Quant. Infrared Thermogr. J. 2024, 1–19. [Google Scholar] [CrossRef]
- Doshvarpassand, S.; Wu, C.; Wang, X. An overview of corrosion defect characterization using active infrared thermography. Infrared Phys. Technol. 2019, 96, 366–389. [Google Scholar] [CrossRef]
- Carslaw, H.; Jaeger, J. Conduction of Heat in Solids; Oxford clarendon Press: Oxford, UK, 1959. [Google Scholar]
- Lau, S.; Almond, D.; Milne, J. A quantitative analysis of pulsed video thermography. NDT E Int. 1991, 24, 195–202. [Google Scholar] [CrossRef]
- An analytical study of the pulsed thermography defect detection limit. J. Appl. Phys. 2012, 111, 093510. [CrossRef]
- Meola, C.; Boccardi, S.; Carlomagno, G.M.; Boffa, N.D.; Monaco, E.; Ricci, F. Nondestructive evaluation of carbon fibre reinforced composites with infrared thermography and ultrasonics. Compos. Struct. 2015, 134, 845–853. [Google Scholar] [CrossRef]
- Zhang, H.; Sfarra, S.; Sarasini, F.; Ibarra-Castanedo, C.; Perilli, S.; Fernandes, H.; Duan, Y.; Peeters, J.; Avdelidis, N.P.; Maldague, X. Optical and mechanical excitation thermography for impact response in basalt-carbon hybrid fiber-reinforced composite laminates. IEEE Trans. Ind. Inform. 2017, 14, 514–522. [Google Scholar] [CrossRef]
- BuSSe, G.; Wu, D.; Karpen, W. Thermal wave imaging with phase sensitive modulated thermography. J. Appl. Phys. 1992, 71, 3962–3965. [Google Scholar] [CrossRef]
- Castanedo, C.I. Quantitative Subsurface Defect Evaluation by Pulsed Phase Thermography: Depth Retrieval with the Phase. Ph.D. Thesis, Universite Laval, Quebec City, QC, Canada, 2005. [Google Scholar]
- Tuli, S.; Chugh, S.; Chatterjee, K.; Palada, D.R.; Puttanguta, S. Thermal Wave Imaging of Defects in Bamboo. In Proceedings of the National Seminar & Exhibition on Non-Destructive Evaluation NDE, Trichy, India, 10–12 December 2009; pp. 190–193. [Google Scholar]
- Mulaveesala, R.; Tuli, S. Theory of frequency modulated thermal wave imaging for nondestructive subsurface defect detection. Appl. Phys. Lett. 2006, 89, 191913. [Google Scholar] [CrossRef]
- Tuli, S.; Mulaveesala, R. NDE for metals, composites and semiconductors by frequency modulated thermography. In Proceedings of the National Seminar on Non-Destructive Evaluation (NDE), Hyderabad, India, 7–9 December 2016. [Google Scholar]
- Rani, A.; Arora, V.; Ramachandra Sekhar, K.; Mulaveesala, R. Defect Detection Using Correlation Approach for Frequency Modulated Thermal Wave Imaging. In Modeling, Simulation and Optimization: Proceedings of CoMSO 2021; Springer: Singapore, 2022; pp. 231–239. [Google Scholar]
- Almond, D.P.; Angioni, S.L.; Pickering, S.G. Long pulse excitation thermographic non-destructive evaluation. NDT E Int. 2017, 87, 7–14. [Google Scholar] [CrossRef]
- Wei, Y.; Xiao, Y. Improving defect visibility for composites with long pulse thermography. Compos. Struct. 2024, 342, 118241. [Google Scholar] [CrossRef]
- Santo, A.; Khor, W.; Ciampa, F. Statistical and Machine Learning-Based Imaging with Long Pulse Thermography for the Detection of Real-Life Defects in Cfrp Composites. J. Nondestruct. Eval. 2025, 44, 6. [Google Scholar] [CrossRef]
- Tromaras, A.; Kappatos, V. Exploring step-heating and lock-in thermography NDT using one-sided inspection on low-emissivity composite structures for new rail carbodies. Sensors 2022, 22, 8195. [Google Scholar] [CrossRef]
- Nategh, K.; Farahani, M. Defect detection in thermography non-destructive testing by means of signal processing and K-Means clustering. Nondestruct. Test. Eval. 2024, 1–25. [Google Scholar] [CrossRef]
- Zhao, S.X.; Han, X.; Favro, L.D.; Newaz, G.; Thomas, R.L. Composite delamination depth profiling in sonic-IR imaging. In Proceedings of the AIP Conference Proceedings. American Institute of Physics, Burlington, VT, USA, 17–22 July 2011; pp. 533–539. [Google Scholar]
- Obeidat, O.; Yu, Q.; Han, X. Analytical model for depth profiling using sonic IR NDE. NDT E Int. 2018, 100, 11–19. [Google Scholar] [CrossRef]
- Wei, Q.; Huang, J.; Zhu, J.; Zhuo, L.; Li, C. Experimental investigation on detection of coating debonds in thermal barrier coatings using vibrothermography with a piezoceramic actuator. NDT E Int. 2023, 137, 102859. [Google Scholar] [CrossRef]
- Huang, J.; Wei, Q.; Zhuo, L.; Zhu, J.; Li, C.; Wang, Z. Detection and quantification of artificial delaminations in CFRP composites using ultrasonic thermography. Infrared Phys. Technol. 2023, 130, 104579. [Google Scholar] [CrossRef]
- Xu, J.; Wang, H.; Duan, Y.; He, Y.; Chen, S.; Zhang, Z. Terahertz imaging and vibro-thermography for impact response in carbon fiber reinforced plastics. Infrared Phys. Technol. 2020, 109, 103413. [Google Scholar] [CrossRef]
- Liu, B.; Wei, Q.; Zhu, J.; Zhuo, L.; Song, G.; Xiang, L.; Hu, M. Barely visible impact damage detection in CFRP composite using vibrothermography with narrowband sweep excitation. Infrared Phys. Technol. 2024, 139, 105339. [Google Scholar] [CrossRef]
- Sharma, M.; Bose, T. Detection of barely visible impact damage in composite structures using backward sweep vibro-thermography technique utilizing asymmetry in local defect resonance. Res. Nondestruct. Eval. 2024, 35, 1–19. [Google Scholar] [CrossRef]
- He, Y.; Chen, S.; Zhou, D.; Huang, S.; Wang, P. Shared excitation based nonlinear ultrasound and vibrothermography testing for CFRP barely visible impact damage inspection. IEEE Trans. Ind. Inform. 2018, 14, 5575–5584. [Google Scholar] [CrossRef]
- Liu, P.; Xu, C.; Zhang, Y.; Chen, L.; Liu, R.; Wang, L.; Zhao, Q. A combined inspection technique for debonding defects in CFRP-strengthened steel structures based on leaky Lamb wave and low-power vibrothermography. J. Therm. Anal. Calorim. 2024, 1–19. [Google Scholar] [CrossRef]
- Manohar, A.; di Scalea, F.L. Modeling 3D heat flow interaction with defects in composite materials for infrared thermography. NDT E Int. 2014, 66, 1–7. [Google Scholar] [CrossRef]
- Almond, D.P.; Delpech, P.; Beheshtey, M.H.; Wen, P. Quantitative determination of impact damage and other defects in carbon fiber composities by transient thermography. In Proceedings of the Nondestructive Evaluation of Materials and Composites, Scottsdale, Arizona, 3–5 December 1996; Volume 2944. [Google Scholar] [CrossRef]
- Almond, D.; Hamzah, R.; Delpech, P.; Wen, P.; Beheshty, M.; Saintey, M. Experimental investigations transient thermography. In Proceedings of the 3rd Quantitative InfraRed Thermography Conference, Stuttgart, Germany, 2–5 September 1996; Volume 1, pp. 233–238. [Google Scholar]
- Saintey, M.; Almond, D.P. Defect sizing by transient thermography. II. A numerical treatment. J. Phys. Appl. Phys. 1995, 28, 2539. [Google Scholar] [CrossRef]
- Sharath, D.; Menaka, M.; Venkatraman, B. Defect characterization using pulsed thermography. J. Nondestruct. Eval. 2013, 32, 134–141. [Google Scholar] [CrossRef]
- Zhu, P.; Wu, D.; Yin, L.; Han, W. Quantitative detection of defect size based on infrared thermography: Temperature integral method. Opt. Express 2022, 30, 9119–9136. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Tian, G.; Meo, M.; Ciampa, F. Image processing based quantitative damage evaluation in composites with long pulse thermography. Ndt E Int. 2018, 99, 93–104. [Google Scholar] [CrossRef]
- Rajic, N. Principal component thermography for flaw contrast enhancement and flaw depth characterisation in composite structures. Compos. Struct. 2002, 58, 521–528. [Google Scholar] [CrossRef]
- Ardebili, A.; Kaveh, A.; Alaei, M.H.; Eskandari Jam, J.; Jafari, M. Health monitoring of the composite honeycomb insulation panels using thermographic image processing. Nondestruct. Test. Eval. 2024, 1–19. [Google Scholar] [CrossRef]
- Zou, H.; Hastie, T.; Tibshirani, R. Sparse principal component analysis. J. Comput. Graph. Stat. 2006, 15, 265–286. [Google Scholar] [CrossRef]
- Tang, Q.; Bu, C.; Liu, Y.; Qi, L.; Yu, Z. A new signal processing algorithm of pulsed infrared thermography. Infrared Phys. Technol. 2015, 68, 173–178. [Google Scholar] [CrossRef]
- Tang, Q.; Dai, J.; Liu, J.; Liu, C.; Liu, Y.; Ren, C. Quantitative detection of defects based on Markov–PCA–BP algorithm using pulsed infrared thermography technology. Infrared Phys. Technol. 2016, 77, 144–148. [Google Scholar] [CrossRef]
- Yousefi, B.; Sfarra, S.; Castanedo, C.I.; Maldague, X.P. Comparative analysis on thermal non-destructive testing imagery applying Candid Covariance-Free Incremental Principal Component Thermography (CCIPCT). Infrared Phys. Technol. 2017, 85, 163–169. [Google Scholar] [CrossRef]
- Weng, J.; Zhang, Y.; Hwang, W.S. Candid covariance-free incremental principal component analysis. IEEE Trans. Pattern Anal. Mach. Intell. 2003, 25, 1034–1040. [Google Scholar] [CrossRef]
- Yousefi, B.; Sfarra, S.; Sarasini, F.; Castanedo, C.I.; Maldague, X.P. Low-rank sparse principal component thermography (sparse-PCT): Comparative assessment on detection of subsurface defects. Infrared Phys. Technol. 2019, 98, 278–284. [Google Scholar] [CrossRef]
- Wu, J.Y.; Sfarra, S.; Yao, Y. Sparse Principal Component Thermography for Structural Health Monitoring of Composite Structures. IFAC-Pap. 2018, 51, 855–860. [Google Scholar] [CrossRef]
- Huang, Y.; Chen, C.L.; Chiang, C.H. Analyzing a series of thermal infrared images to identify defects using a hybrid approach that combines robust principal component analysis and image segmentation. NDT E Int. 2023, 137, 102818. [Google Scholar] [CrossRef]
- Jie, J.; Dai, S.; Hou, B.; Zhang, M.; Zhou, L. Defect detection in composite products based on sparse moving window principal component thermography. Adv. Polym. Technol. 2020, 2020, 4682689. [Google Scholar] [CrossRef]
- Liu, W.; Hou, B.; Wang, Y.; Yao, Y.; Zhou, L. Sparse structural principal component thermography for defect signal enhancement in subsurface defects detection of composite materials. J. Nondestruct. Eval. 2022, 41, 8. [Google Scholar] [CrossRef]
- Lou, Z.; Hao, W.; Lu, S.; Sun, P.; Wang, Y.; Deprizon, S. Thermal-Imaging-Based PCA Method for Monitoring Process Temperature. Processes 2023, 11, 589. [Google Scholar] [CrossRef]
- Liu, K.; Li, Y.; Yang, J.; Liu, Y.; Yao, Y. Generative principal component thermography for enhanced defect detection and analysis. IEEE Trans. Instrum. Meas. 2020, 69, 8261–8269. [Google Scholar] [CrossRef]
- Liu, K.; Ma, Z.; Liu, Y.; Yang, J.; Yao, Y. Enhanced defect detection in carbon fiber reinforced polymer composites via generative kernel principal component thermography. Polymers 2021, 13, 825. [Google Scholar] [CrossRef]
- Schölkopf, B.; Smola, A.; Müller, K.R. Nonlinear component analysis as a kernel eigenvalue problem. Neural Comput. 1998, 10, 1299–1319. [Google Scholar] [CrossRef]
- Kim, K.I.; Jung, K.; Kim, H.J. Face recognition using kernel principal component analysis. IEEE Signal Process. Lett. 2002, 9, 40–42. [Google Scholar]
- Jiang, Q.; Yan, X. Parallel PCA–KPCA for nonlinear process monitoring. Control Eng. Pract. 2018, 80, 17–25. [Google Scholar] [CrossRef]
- Miao, C.; Lv, Z. Nonlinear chemical processes fault detection based on adaptive kernel principal component analysis. Syst. Sci. Control Eng. 2020, 8, 350–358. [Google Scholar] [CrossRef]
- Candès, E.J.; Li, X.; Ma, Y.; Wright, J. Robust principal component analysis? J. ACM 2011, 58, 1–37. [Google Scholar] [CrossRef]
- Ma, S.; Aybat, N.S. Efficient optimization algorithms for robust principal component analysis and its variants. Proc. IEEE 2018, 106, 1411–1426. [Google Scholar] [CrossRef]
- Zhu, P.; Cheng, Y.; Bai, L.; Tian, L. Local sparseness and image fusion for defect inspection in eddy current pulsed thermography. IEEE Sens. J. 2018, 19, 1471–1477. [Google Scholar] [CrossRef]
- Wang, M.; Gao, B.; Wu, T.; Hu, B.; Liu, L. Defect depth retrieval method based on nonlinear transformation for pulsed thermographic inspection. Int. J. Therm. Sci. 2020, 149, 106196. [Google Scholar] [CrossRef]
- Sun, J. Analysis of pulsed thermography methods for defect depth prediction. J. Heat Transfer. 2006, 128, 329–338. [Google Scholar] [CrossRef]
- Maldague, X.; Marinetti, S. Pulse phase infrared thermography. J. Appl. Phys. 1996, 79, 2694–2698. [Google Scholar] [CrossRef]
- Maldague, X.; Galmiche, F.; Ziadi, A. Advances in pulsed phase thermography. Infrared Phys. Technol. 2002, 43, 175–181. [Google Scholar] [CrossRef]
- D’Accardi, E.; Palano, F.; Tamborrino, R.; Palumbo, D.; Tatì, A.; Terzi, R.; Galietti, U. Pulsed phase thermography approach for the characterization of delaminations in CFRP and comparison to phased array ultrasonic testing. J. Nondestruct. Eval. 2019, 38, 1–12. [Google Scholar] [CrossRef]
- Xu, L.; Hu, J. A method of defect depth recognition in active infrared thermography based on GRU networks. Appl. Sci. 2021, 11, 6387. [Google Scholar] [CrossRef]
- Wei, Y.; Zhang, S.; Luo, Y.; Ding, L.; Zhang, D. Accurate depth determination of defects in composite materials using pulsed thermography. Compos. Struct. 2021, 267, 113846. [Google Scholar] [CrossRef]
- Zeng, Z.; Li, C.; Tao, N.; Feng, L.; Zhang, C. Depth prediction of non-air interface defect using pulsed thermography. NDT E Int. 2012, 48, 39–45. [Google Scholar] [CrossRef]
- Wei, Y.; Su, Z.; Mao, S.; Zhang, D. An infrared defect sizing method based on enhanced phase images. Sensors 2020, 20, 3626. [Google Scholar] [CrossRef]
- D’Accardi, E.; Palumbo, D.; Galietti, U. Experimental procedure to assess depth and size of defects with pulsed thermography. J. Nondestruct. Eval. 2022, 41, 41. [Google Scholar] [CrossRef]
- Liu, P.; Xu, C.; Zhang, Y.; Qin, Y.; Xu, Y.; Xie, J.; Song, G. Low-power vibrothermography detection technique for surface cracks on composite sucker rod. Smart Mater. Struct. 2023, 32, 035034. [Google Scholar] [CrossRef]
- Grosso, M.; Margarit-Mattos, I.C.; R. Pereira, G. Pulsed thermography inspection of composite anticorrosive coatings: Defect detection and analysis of their thermal behavior through computational simulation. Materials 2020, 13, 4812. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hidayat, Z.; Avdelidis, N.P.; Fernandes, H. Brief Review of Vibrothermography and Optical Thermography for Defect Quantification in CFRP Material. Sensors 2025, 25, 1847. https://doi.org/10.3390/s25061847
Hidayat Z, Avdelidis NP, Fernandes H. Brief Review of Vibrothermography and Optical Thermography for Defect Quantification in CFRP Material. Sensors. 2025; 25(6):1847. https://doi.org/10.3390/s25061847
Chicago/Turabian StyleHidayat, Zulham, Nicolas P. Avdelidis, and Henrique Fernandes. 2025. "Brief Review of Vibrothermography and Optical Thermography for Defect Quantification in CFRP Material" Sensors 25, no. 6: 1847. https://doi.org/10.3390/s25061847
APA StyleHidayat, Z., Avdelidis, N. P., & Fernandes, H. (2025). Brief Review of Vibrothermography and Optical Thermography for Defect Quantification in CFRP Material. Sensors, 25(6), 1847. https://doi.org/10.3390/s25061847