
In Situ Surface Defect Detection in Polymer Tube Extrusion: AI-Based Real-Time Monitoring Approach


Abstract
1. Introduction
2. Experimental Method
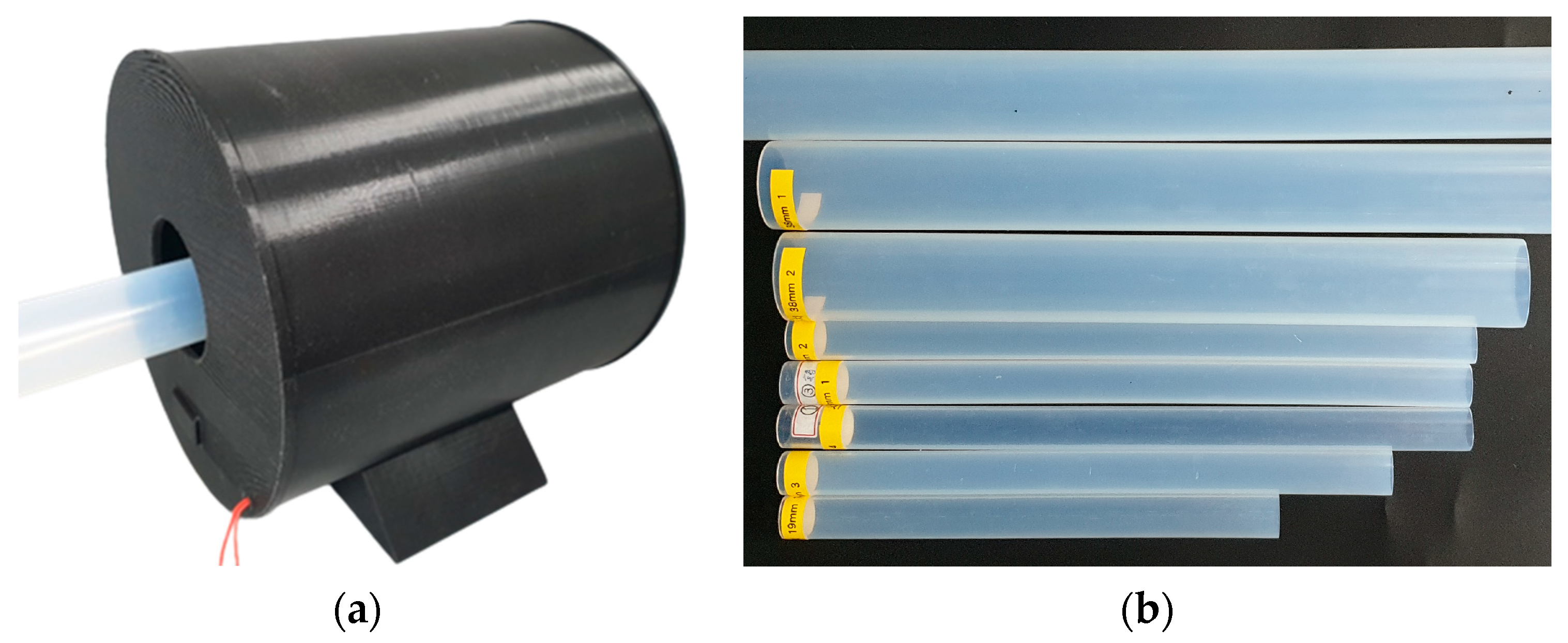
2.1. Defect Detection Target
2.2. AI Algorithm for Defect Detection
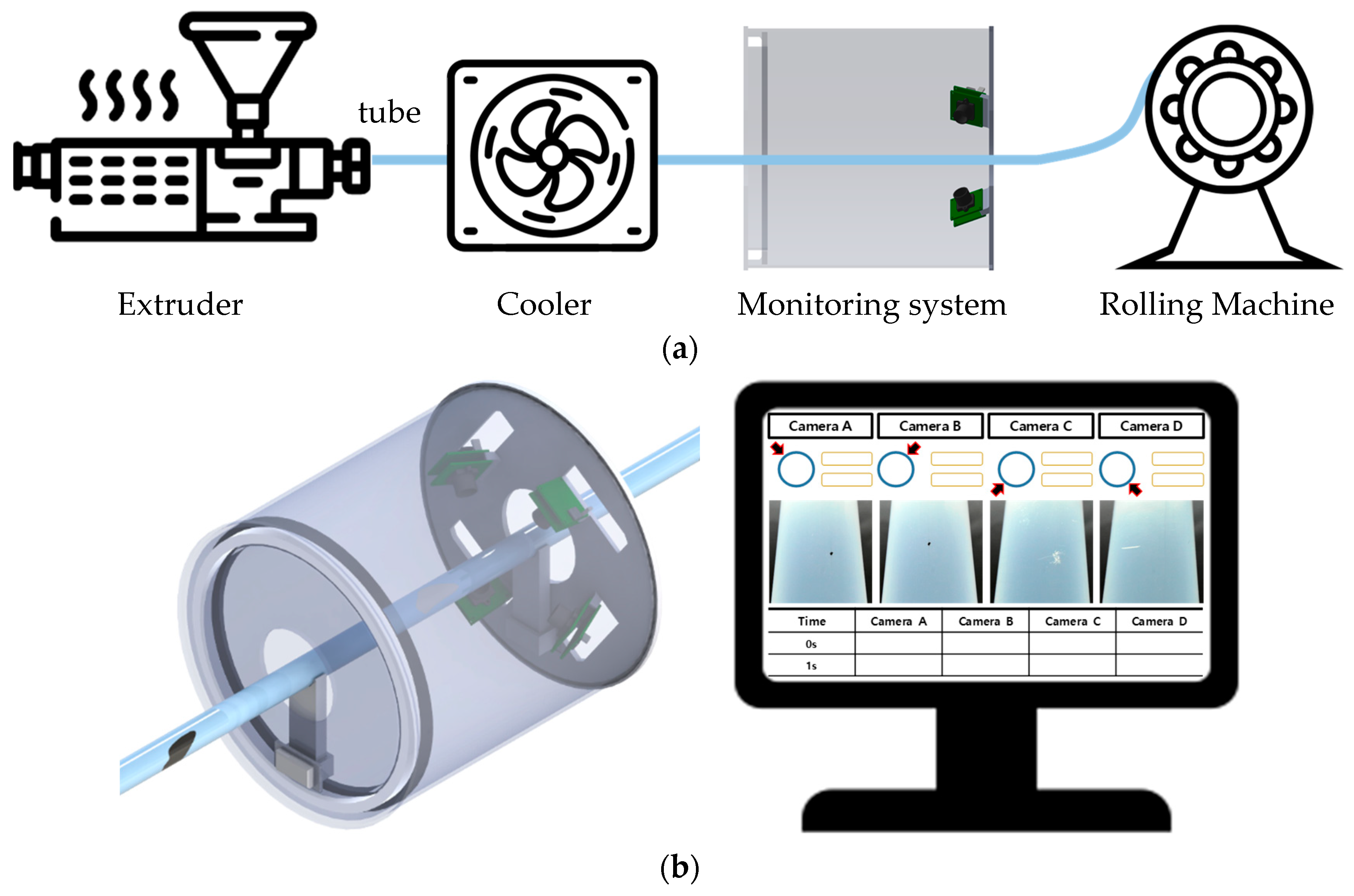
2.3. Development of Monitoring Housing
2.4. Defect Monitoring Technology Implementation
2.5. Validation of Trained Model
3. Experimental Results
4. Conclusions
- -
- With the convergence of appropriate camera placement and AI networks, a synergistic effect can be achieved to facilitate the prompt response of aging workers to defects.
- -
- An immediate response to defects minimizes facility downtime and enhances the productivity of manufacturing industries.
- -
- Real-time monitoring technology with adaptive features and superior performance can mitigate the negative impact of decreased visual perception in aging workers and is expected to improve quality consistency and quality management efficiency.
- -
- By implementing sophisticated yet simple real-time monitoring technologies, manufacturing industries can overcome limitations and promote coexistence with aging workers, securing market competitiveness.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Calzavara, M.; Battini, D.; Bogataj, D.; Sgarbossa, F.; Zennaro, I. Ageing workforce management in manufacturing systems: State of the art and future research agenda. Int. J. Prod. Res. 2020, 58, 729–747. [Google Scholar] [CrossRef]
- Ellis, R.D. Performance implications of older workers in technological manufacturing environments: A task-analysis/human reliability perspective. Int. J. Comput. Integr. Manuf. 1999, 12, 104–112. [Google Scholar] [CrossRef]
- Takahashi, T.; Kudo, Y.; Ishiyama, R. In Intelli-wrench: Smart navigation tool for mechanical assembly and maintenance. In Proceedings of the 24th ACM International Conference on Multimedia, Amsterdam, The Netherlands, 15–19 October 2016; Volume 2016, pp. 752–753. [Google Scholar]
- Cardás, T. Safer and Healthier Work at Any Age–Final Overall Analysis Report; Publications Office of the European Union: Luxembourg, 2016. [Google Scholar] [CrossRef]
- Peruzzini, M.; Pellicciari, M. A framework to design a human-centred adaptive manufacturing system for aging workers. Adv. Eng. Inform. 2017, 33, 330–349. [Google Scholar] [CrossRef]
- Thun, J.H.; Größler, A.; Miczka, S. The impact of the demographic transition on manufacturing: Effects of an ageing workforce in German industrial firms. J. Manuf. Technol. Manag. 2007, 18, 985–999. [Google Scholar] [CrossRef]
- Barrios, J.; Reyes, K.S. Bridging the Gap: Using Technology to Capture the Old and Encourage the New. IEEE Ind. Appl. Mag. 2016, 22, 40–44. [Google Scholar] [CrossRef]
- Bouma, H. Accommodating older people at work. Gerontechnology 2013, 11, 489–492. [Google Scholar] [CrossRef]
- Vogel, C.; Walter, C.; Elkmann, N. Safeguarding and supporting future human-robot cooperative manufacturing processes by a projection- and camera-based technology. Procedia Manuf. 2017, 11, 39–46. [Google Scholar] [CrossRef]
- Vogel, C.; Elkmann, N. Novel safety concept for safeguarding and supporting humans in human-robot shared workplaces with high-payload robots in industrial applications. In Proceedings of the Companion of the 2017 ACM/IEEE International Conference on Human-Robot Interaction, Vienna, Austria, 6–9 March 2017; pp. 315–316. [Google Scholar] [CrossRef]
- Arinez, J.F.; Chang, Q.; Gao, R.X.; Xu, C.; Zhang, J. Artificial intelligence in advanced manufacturing: Current status and future outlook. J. Manuf. Sci. Eng. 2020, 142, 110804. [Google Scholar] [CrossRef]
- Chien, C.-F.; Dauzère-Pérès, S.; Huh, W.T.; Jang, Y.J.; Morrison, J.R. Artificial intelligence in manufacturing and logistics systems: Algorithms, applications, and case studies. Int. J. Prod. Res. 2020, 58, 2730–2731. [Google Scholar] [CrossRef]
- Jovane, F.; Westkämper, E.; Williams, D.; Jovane, F.; Westkämper, E.; Williams, D. The ManuFuture road to high-adding-value competitive sustainable manufacturing. The ManuFuture Road: Towards Competitive and Sustainable High-Adding-Value. Manufacturing 2009, 149–163. [Google Scholar] [CrossRef]
- Krüger, J.; Lien, T.K.; Verl, A. Cooperation of human and machines in assembly lines. CIRP Ann. 2009, 58, 628–646. [Google Scholar] [CrossRef]
- Lei, H.; Wang, B.; Wu, H.; Wang, A. Defect Detection for Polymeric Polarizer Based on Faster R-CNN. J. Inf. Hiding Multim. Signal Process. 2018, 9, 1414–1420. [Google Scholar]
- Jiang, Q.; Tan, D.; Li, Y.; Ji, S.; Cai, C.; Zheng, Q. Object detection and classification of metal polishing shaft surface defects based on convolutional neural network deep learning. Appl. Sci. 2019, 10, 87. [Google Scholar] [CrossRef]
- Ministry of Trade, Industry and Energy, Core Engineering Composite Fluoropolymer Manufacturing Technology Development Technical Support Performance Report, 2003. Available online: https://scienceon.kisti.re.kr/srch/selectPORSrchReport.do?cn=TRKO201200005134# (accessed on 6 January 2024).
- Vergnes, B. Extrusion defects and flow instabilities of molten polymers. Int. Polym. Process. 2015, 30, 3–28. [Google Scholar] [CrossRef]
- Chemours, R. Extrusion Processing Guide, 2018. Available online: https://www.scribd.com/document/545512545/teflon-ptfe-ram-extrusion-guide (accessed on 6 January 2024).
- Arif, A.F.M.; Sheikh, A.K.; Qamar, S.Z.; Raza, M.K.; Al-Fuhaid, K.M. Product defects in aluminum extrusion and its impact on operational cost. In Proceedings of the 6th Saudi Engineering Conference, Dhahran, Saudi Arabia, 14–17 December 2002; KFUPM: Dhahran, Saudi Arabia, 2002; pp. 14–17. [Google Scholar]
- Khan, J.G.; Dalu, R.S.; Gadekar, S.S. Defects in extrusion process and their impact on product quality. Int. J. Mech. Eng. Robot. Res. 2014, 3, 187. [Google Scholar]
- Moon, J.Y.; Chon, Y.W.; Kim, H.J.; Hwang, Y.W. A study on improvement plan through analysis of chemical accidents in Korea. Korean J. Hazard. Mater. 2016, 4, 30–35. [Google Scholar]
- Oh, J.-K.; Yoon, E.S. Review of expert system applications to chemical process fault diagnosis. J. Inst. Control Robot. Syst. 1987, 674–679. [Google Scholar]
- Yun, J.P.; Jung, D.; Park, C. Surface defect inspection system for hot slabs. J. Inst. Control Robot. Syst. 2016, 22, 627–632. [Google Scholar] [CrossRef]
- Baygin, M.; Karakose, M.; Sarimaden, A.; Akin, E. Machine vision based defect detection approach using image processing. In Proceedings of the International Artificial Intelligence and Data Processing Symposium (IDAP), Malatya, Turkey, 16–17 September 2017; IEEE Publications: Piscataway, NJ, USA, 2017; pp. 1–5. [Google Scholar] [CrossRef]
- Glenn, J. YOLOv5. 2020. Available online: https://github.com/ultralytics/yolov5 (accessed on 6 January 2024).
- Zou, Z.; Chen, K.; Shi, Z.; Guo, Y.; Ye, J. Object Detection in 20 Years: A Survey. Proc. IEEE 2019, 111, 257–276. [Google Scholar] [CrossRef]
- Chondronasios, A.; Popov, I.; Jordanov, I. Feature selection for surface defect classification of extruded aluminum profiles. Int. J. Adv. Manuf. Technol. 2016, 83, 33–41. [Google Scholar] [CrossRef]
- Géron, A. Hands-On Machine Learning with Scikit-Learn, Keras, and TensorFlow; O’Reilly Media, Inc.: Sebastopol, CA, USA, 2022. [Google Scholar]
- Tao, X.; Wang, Z.; Zhang, Z.; Zhang, D.; Xu, D.; Gong, X.; Zhang, L. Wire defect recognition of spring-wire socket using multitask convolutional neural networks. IEEE Trans. Compon. Packag. Manuf. Technol. 2018, 8, 689–698. [Google Scholar] [CrossRef]
- Kim, J.; Seo, K. Performance analysis of data augmentation for surface defects detection. Trans. Korean Inst. Electr. Eng. 2018, 67, 669–674. [Google Scholar]
- Cubuk, E.D.; Zoph, B.; Mane, D.; Vasudevan, V.; Le, Q.V. Autoaugment: Learning augmentation strategies from data. In Proceedings of the IEEE/CVF Conference on Computer Vision and Pattern Recognition, Long Beach, CA, USA, 15–20 June 2019; pp. 113–123. [Google Scholar] [CrossRef]
- Lee, Y.E.; Choi, N.J.; Byun, Y.H.; Kim, D.W.; Kim, K.C. Rubber O-ring defect detection system using K-fold cross validation and support vector machine. J. Korean Soc. Vis. 2021, 19, 68–73. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Iteration | mAP of Train Data (%) | mAP of Test Data (%) |
|---|---|---|
| K = 1 | 99.4 | 99.3 |
| K = 2 | 99.4 | 99.4 |
| K = 3 | 99.5 | 99.3 |
| K = 4 | 99.4 | 99.2 |
| K = 5 | 98.9 | 99 |
| Average | 99.32 | 99.24 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jo, C.M.; Jang, W.K.; Seo, Y.H.; Kim, B.H. In Situ Surface Defect Detection in Polymer Tube Extrusion: AI-Based Real-Time Monitoring Approach. Sensors 2024, 24, 1791. https://doi.org/10.3390/s24061791
Jo CM, Jang WK, Seo YH, Kim BH. In Situ Surface Defect Detection in Polymer Tube Extrusion: AI-Based Real-Time Monitoring Approach. Sensors. 2024; 24(6):1791. https://doi.org/10.3390/s24061791
Chicago/Turabian StyleJo, Chun Muk, Woong Ki Jang, Young Ho Seo, and Byeong Hee Kim. 2024. "In Situ Surface Defect Detection in Polymer Tube Extrusion: AI-Based Real-Time Monitoring Approach" Sensors 24, no. 6: 1791. https://doi.org/10.3390/s24061791
APA StyleJo, C. M., Jang, W. K., Seo, Y. H., & Kim, B. H. (2024). In Situ Surface Defect Detection in Polymer Tube Extrusion: AI-Based Real-Time Monitoring Approach. Sensors, 24(6), 1791. https://doi.org/10.3390/s24061791