
Automatic Roll-Profile Positioning Detection System Based on Contact Sensor


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Measuring Device Design
2.1. Measurement Requirements
2.2. Principle of Measurement
2.3. Device Measurement Interface Design
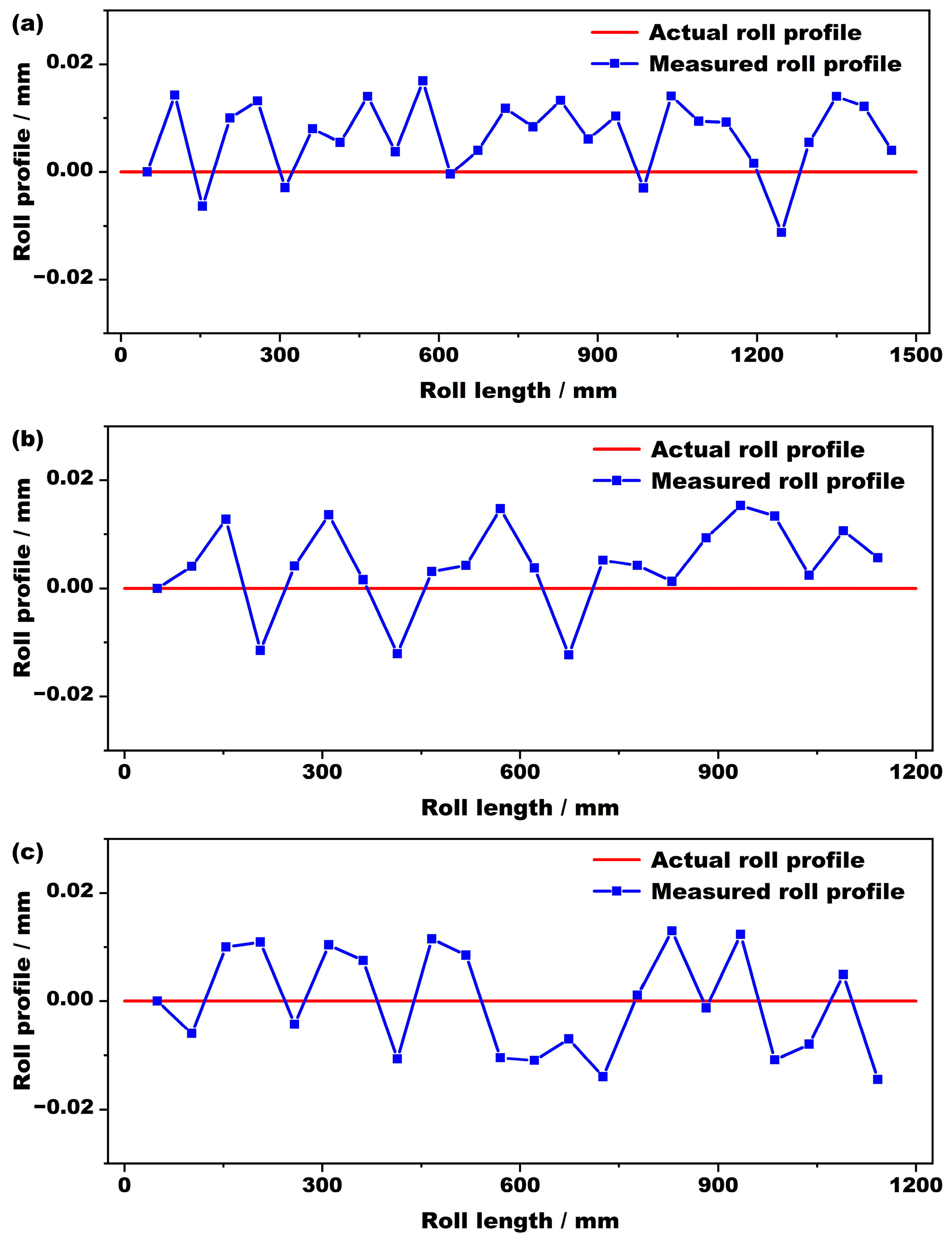
3. Detection System Error Analysis
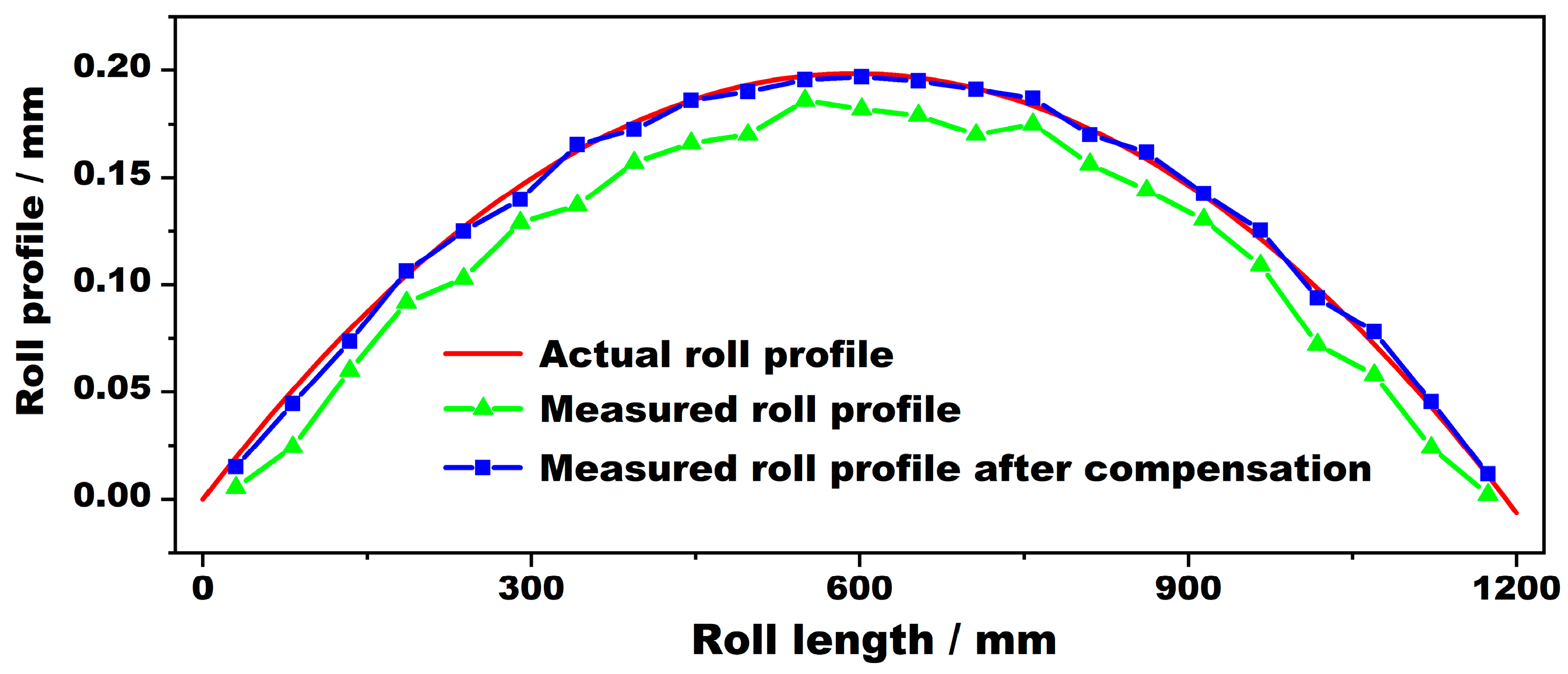
4. Roll-Profile Compensation
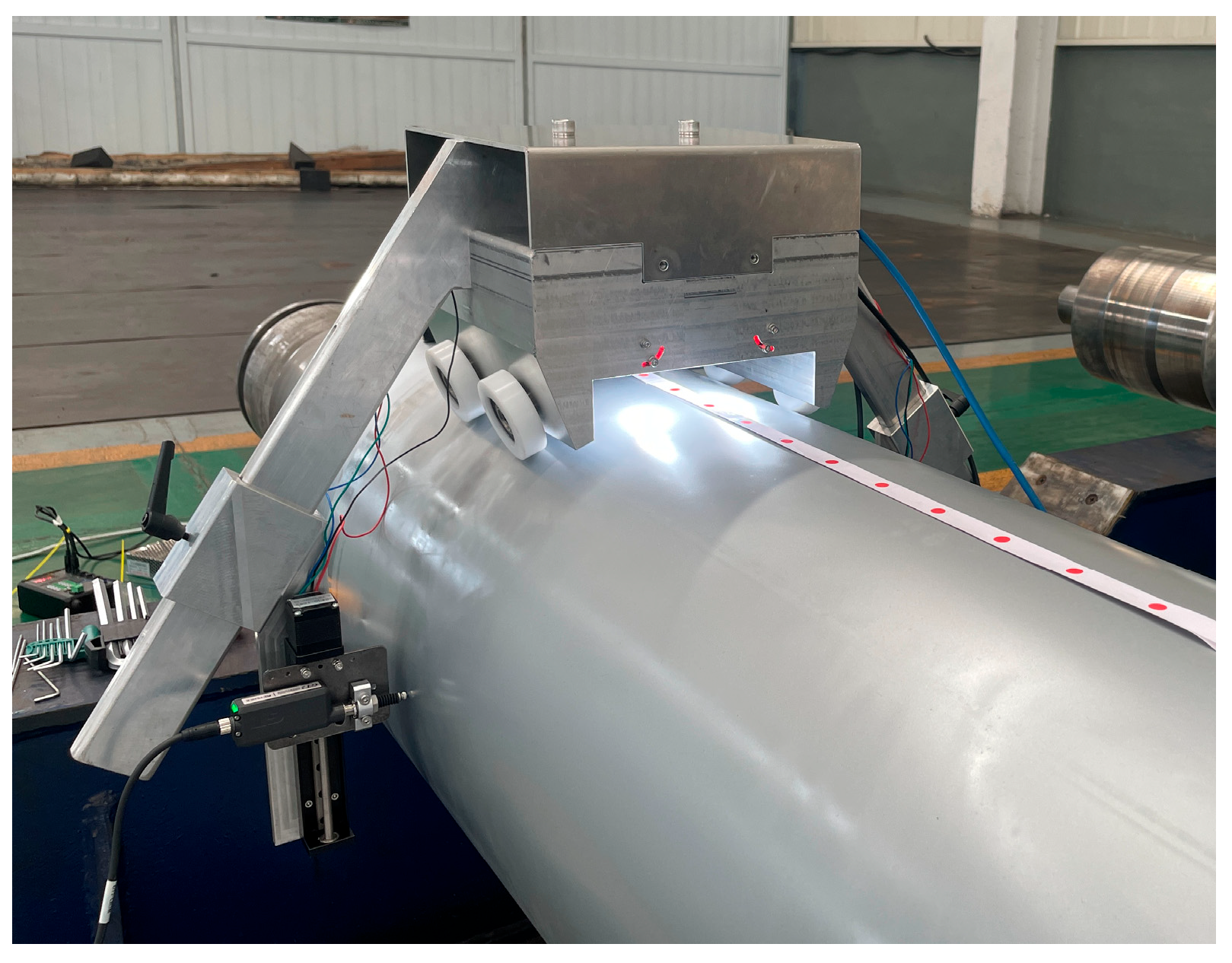
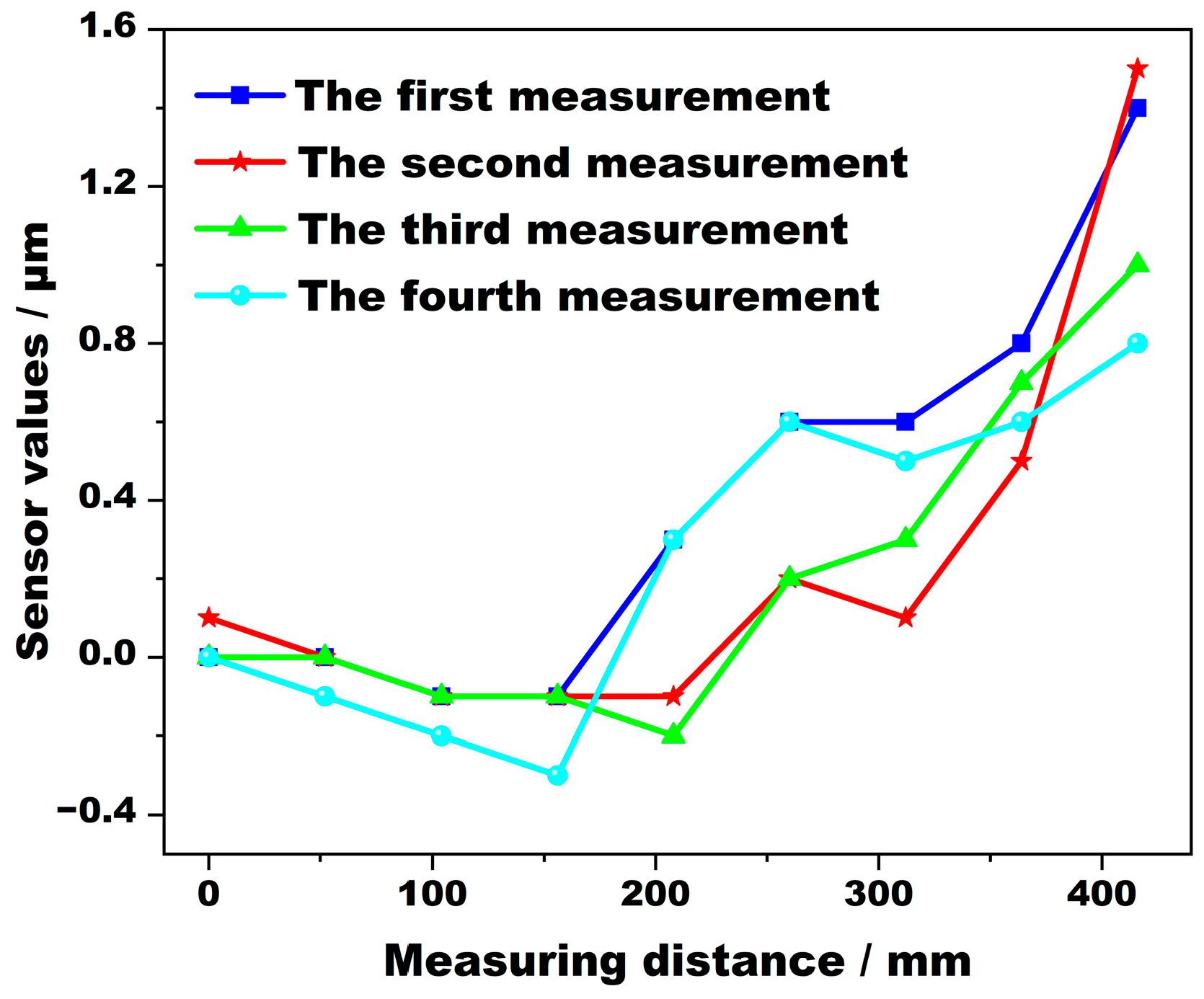
5. Detection System Test Experiment
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- John, S.; Sikdar, S.; Mukhopadhyay, A.; Pandit, A. Roll wear prediction model for finishing stands of hot strip mill. Ironmak. Steelmak. 2006, 33, 169–175. [Google Scholar] [CrossRef]
- Bataille, C.; Luc, E.; Bigerelle, M.; Deltombe, R.; Dubar, M. Rolls wear characterization in hot rolling process. Tribol. Int. 2016, 100, 328–337. [Google Scholar] [CrossRef]
- Phan, H.-T.; Tie, A.-K.; Kosasih, B.; Zhua, Q.; Grima, A.; Ta, T.-D. A study of abrasive wear on high speed steel surface in hot rolling by Discrete Element Method. Tribol. Int. 2017, 110, 66–76. [Google Scholar] [CrossRef]
- Stott, F.-H. The role of oxidation in the wear of alloys. Tribol. Int. 1998, 31, 61–71. [Google Scholar] [CrossRef]
- Özgür, A.; Uygun, Y.; Hütt, M.-T. A review of planning and scheduling methods for hot rolling mills in steel production. Comput. Ind. Eng. 2021, 151, 106606. [Google Scholar] [CrossRef]
- Lu, Y.; Chen, T.; Chen, J.; Zhang, J.; Tisler, A. Machine vision systems using machine learning for industrial product inspection. Mach. Vis. Three-Dimens. Imaging Syst. Insp. Metrol. II 2002, 4567, 161–170. [Google Scholar] [CrossRef]
- Goldshtein, A.-E.; Bulgakov, V.-F. Testing the inner diameter of pipes using the eddy-current method. Russ. J. Nondestruct. Test. 2013, 49, 650–656. [Google Scholar] [CrossRef]
- Wu, J.-H.; Chang, R.-S.; Su, S.-P. Triangulation-based laser range finder with CMOS image sensor in automotive field. Photonics Automob. 2005, 5663, 86–93. [Google Scholar] [CrossRef]
- Guo, Y.; Qu, W. An optical fiber sensor system of on-line detecting roll wear and software imitation. In Proceedings of the 2009 Second International Symposium on Computational Intelligence and Design, Changsha, China, 12–14 December 2009; Volume 2, pp. 103–106. [Google Scholar] [CrossRef]
- Qiao, J.; Sun, C.; Cheng, X.; Yang, J.; Chen, N. Stainless steel cylindrical pot outer surface defect detection method based on cascade neural network. Meas. Sci. Technol. 2023, 35, 036201. [Google Scholar] [CrossRef]
- Bao, Y.; Zhou, Z.; Wei, S.; Xiang, J. Research on surface defect detection system and method of train bearing cylindrical roller based on surface scanning. J. Mech. Sci. Technol. 2023, 37, 4507–4519. [Google Scholar] [CrossRef]
- Xu, J.; Xu, F.; Lou, C.; Zhang, L.; Guo, H.; Zuo, D. An image fusion-based method for recovering the 3D shape of roll surface defects. Meas. Sci. Technol. 2023, 35, 025404. [Google Scholar] [CrossRef]
- Long, F.; Zheng, F.; Jia, P.; Xia, X.; Feng, Q. High-Precision Roll Measurement Method Based on Laser Polarization. Int. J. Precis. Eng. Manuf. 2024, 25, 2099–2110. [Google Scholar] [CrossRef]
- Wei, C.; Song, S.; Zhang, Y.; Ke, Q.; Tian, Y. A novel method for competitive failure behavior and mechanical degradation online monitoring of laser additive work roll under multidimensional damage. Eng. Fail. Anal. 2024, 157, 107897. [Google Scholar] [CrossRef]
- Rashidi, S.; Rajamani, R.-K. HPGR rolls surface wear: In-line scanning of a laboratory-scale HPGR. Min. Metall. Explor. 2020, 37, 239–249. [Google Scholar] [CrossRef]
- Guo, Y.; Wei, L.; Dai, X. Designing of a CCD Sensor for On-Line Non-Touch Monitoring Roller Wear. Key Eng. Mater. 2011, 474, 1893–1896. [Google Scholar] [CrossRef]
- Guo, Y.; Wang, Y. Optical fiber on-line detection system for non-touch monitoring roller shape. J. Phys. Conf. Ser. 2006, 48, 892–896. [Google Scholar] [CrossRef]
- Wei, L.; Guo, Y. Real-time non-contact optical detection system for roller deformation based on artificial neural network. Optik 2015, 126, 2291–2294. [Google Scholar] [CrossRef]
- Guo, Y.; Wang, Y.; Liu, X. Real-time optical detection system for monitoring roller condition with automatic error compensation. Opt. Lasers Eng. 2014, 53, 69–78. [Google Scholar] [CrossRef]
- Wei, L.; Guo, Y. On-line monitoring system for roller wear with axes shift compensation based on laser-linear charge coupled device. Opt. Eng. 2013, 52, 043604. [Google Scholar] [CrossRef]
- Teir, L.; Lindstedt, T.; Widmaier, T.; Hemming, B.; Brand, U.; Fahrbach, M.; Peiner, E.; Lassila, A. In-line measurement of the surface texture of rolls using long slender piezoresistive microprobes. Sensors 2021, 21, 5955. [Google Scholar] [CrossRef]
- Armstrong, D.-A. High accuracy roll inspection-a new concept in roll measurement. Steel Times Int. 1989, 13, 40. [Google Scholar]
- Magdeev, V.-S. Increasing the resolving power of instruments for measuring diameters using a rolling roller. Meas. Tech. 1990, 33, 304–306. [Google Scholar] [CrossRef]




Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, J.; Huang, H.; Hu, Q. Automatic Roll-Profile Positioning Detection System Based on Contact Sensor. Sensors 2024, 24, 7606. https://doi.org/10.3390/s24237606
Zheng J, Huang H, Hu Q. Automatic Roll-Profile Positioning Detection System Based on Contact Sensor. Sensors. 2024; 24(23):7606. https://doi.org/10.3390/s24237606
Chicago/Turabian StyleZheng, Jiali, Huagui Huang, and Qiwei Hu. 2024. "Automatic Roll-Profile Positioning Detection System Based on Contact Sensor" Sensors 24, no. 23: 7606. https://doi.org/10.3390/s24237606
APA StyleZheng, J., Huang, H., & Hu, Q. (2024). Automatic Roll-Profile Positioning Detection System Based on Contact Sensor. Sensors, 24(23), 7606. https://doi.org/10.3390/s24237606