


Maximum Acceptable Tilt Angle for Point Autofocus Microscopy


Abstract
:1. Introduction
2. Basic Principle and Optical Model
2.1. Measurement Principle of Point Autofocus Microscopy
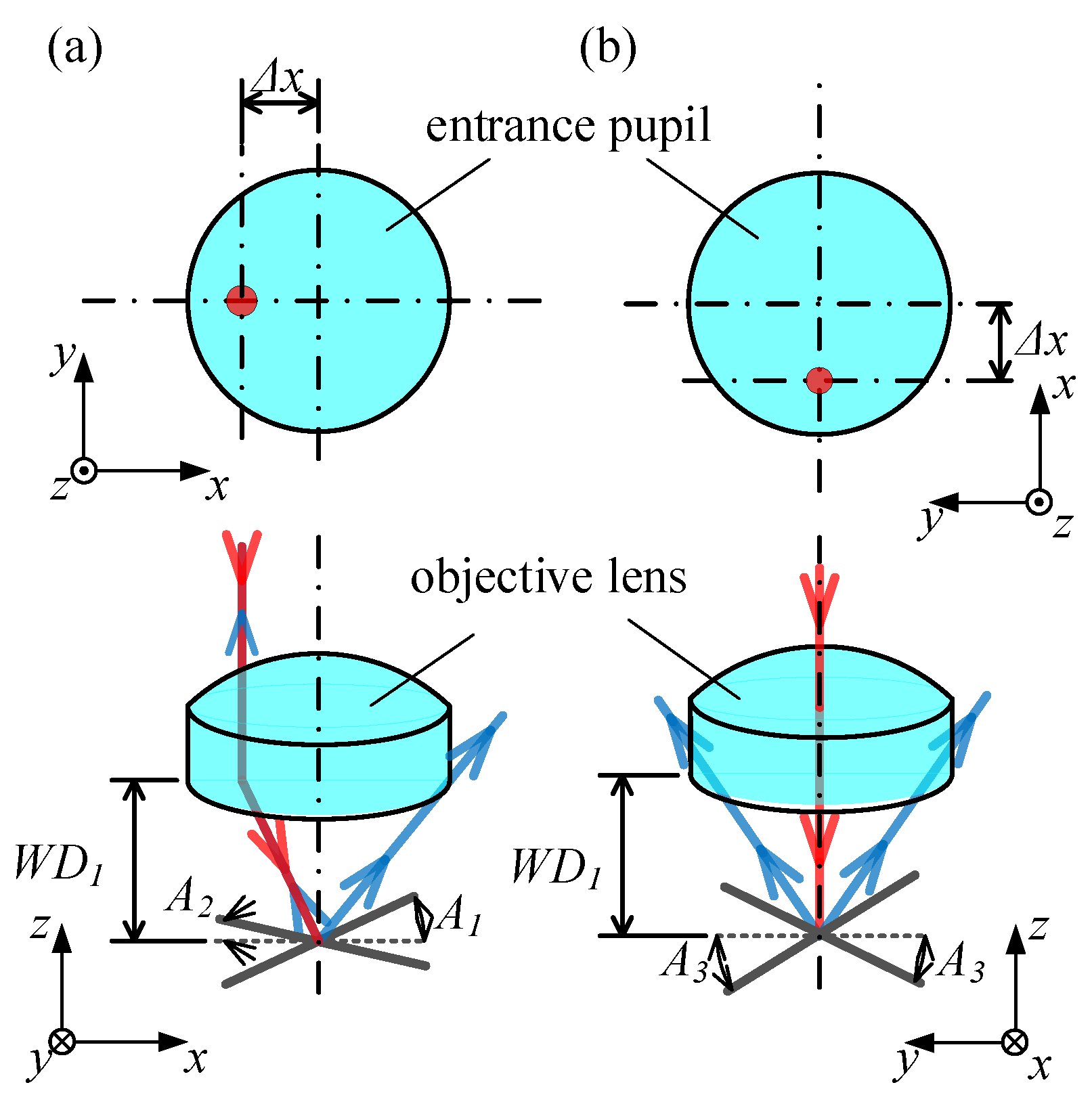
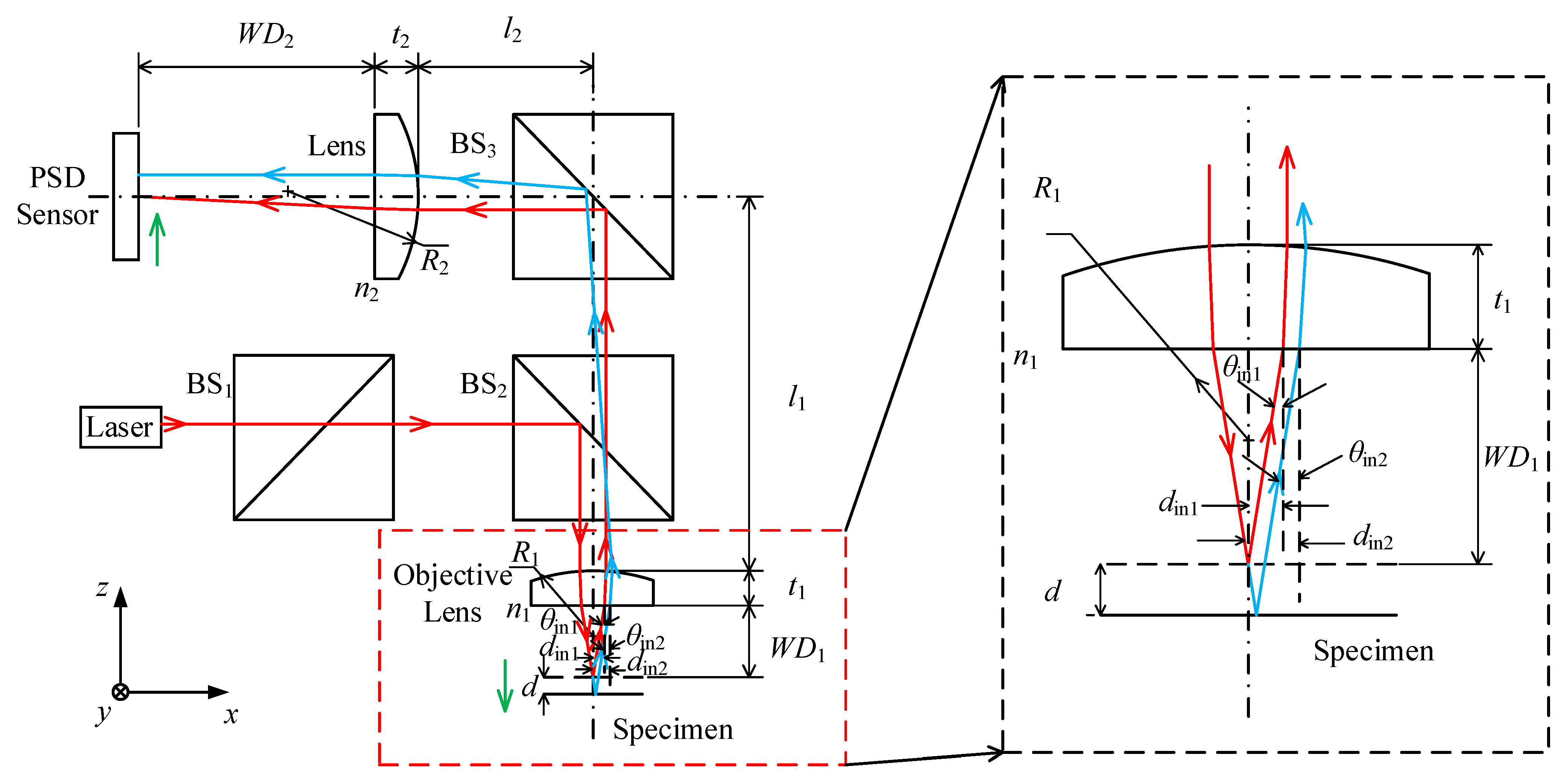
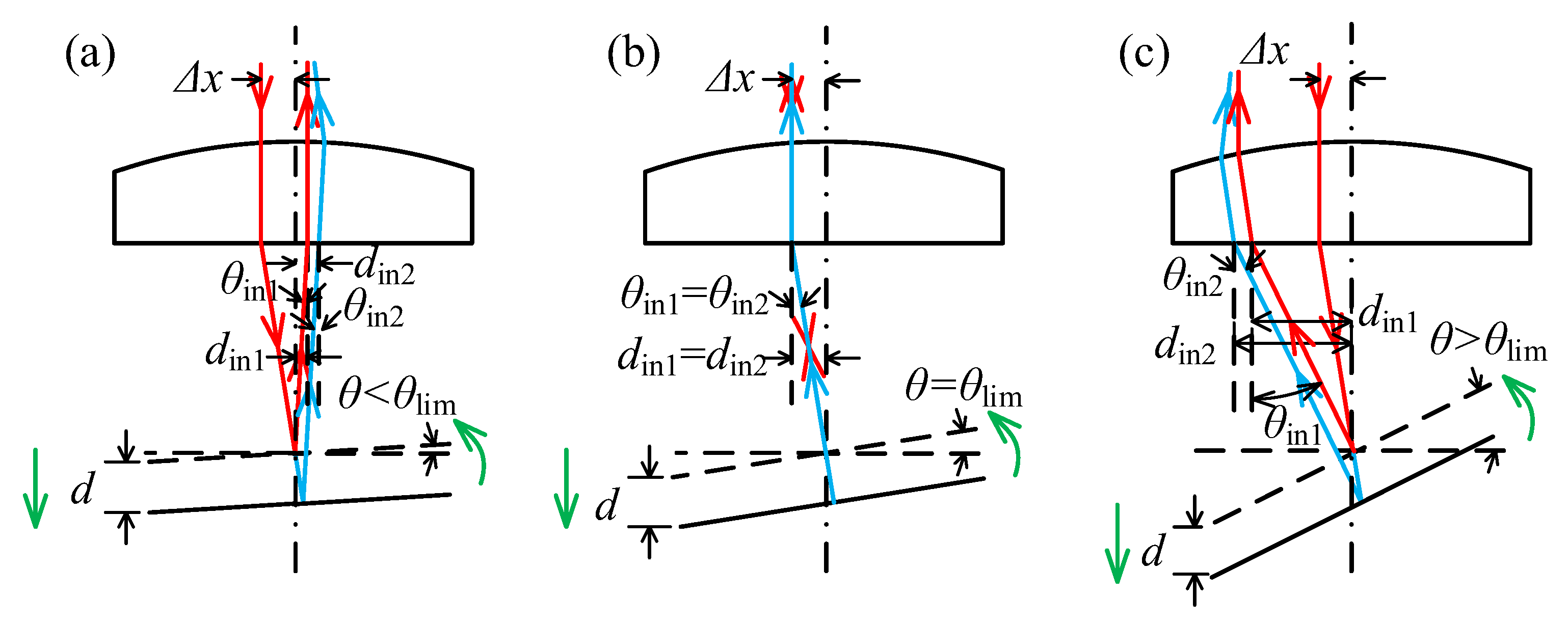
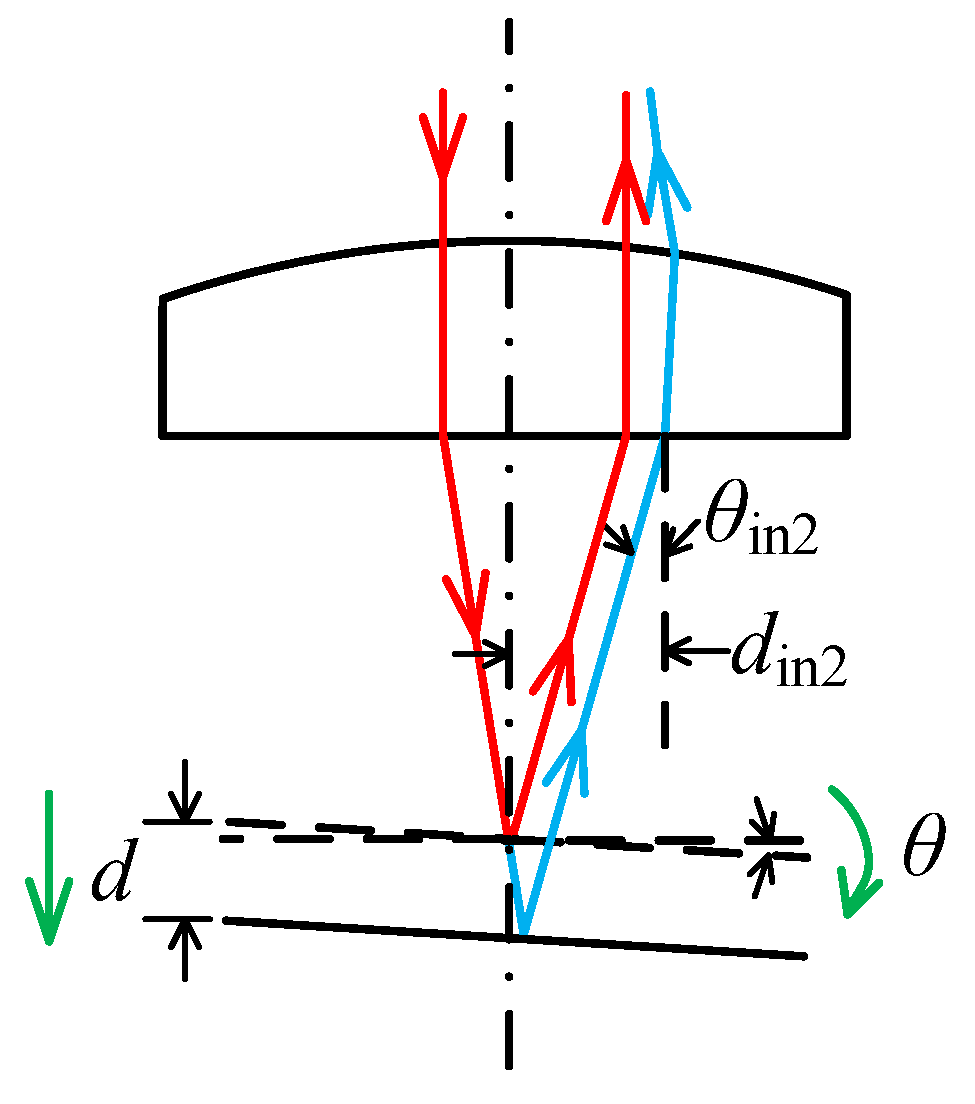
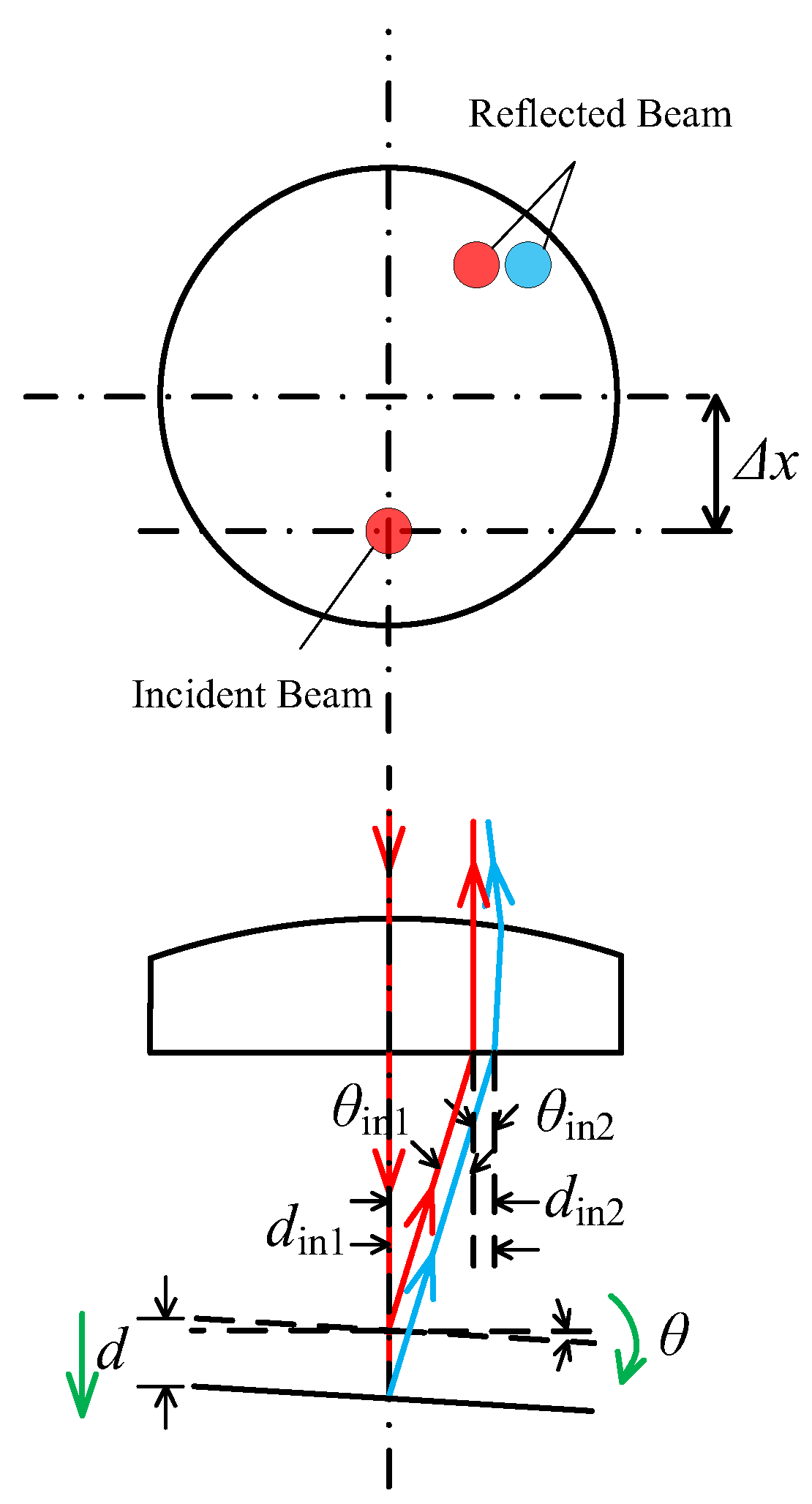
2.2. The Relationship between Laser Beam Offset and Maximum Acceptable Tilt Angles
3. Experimental Validation
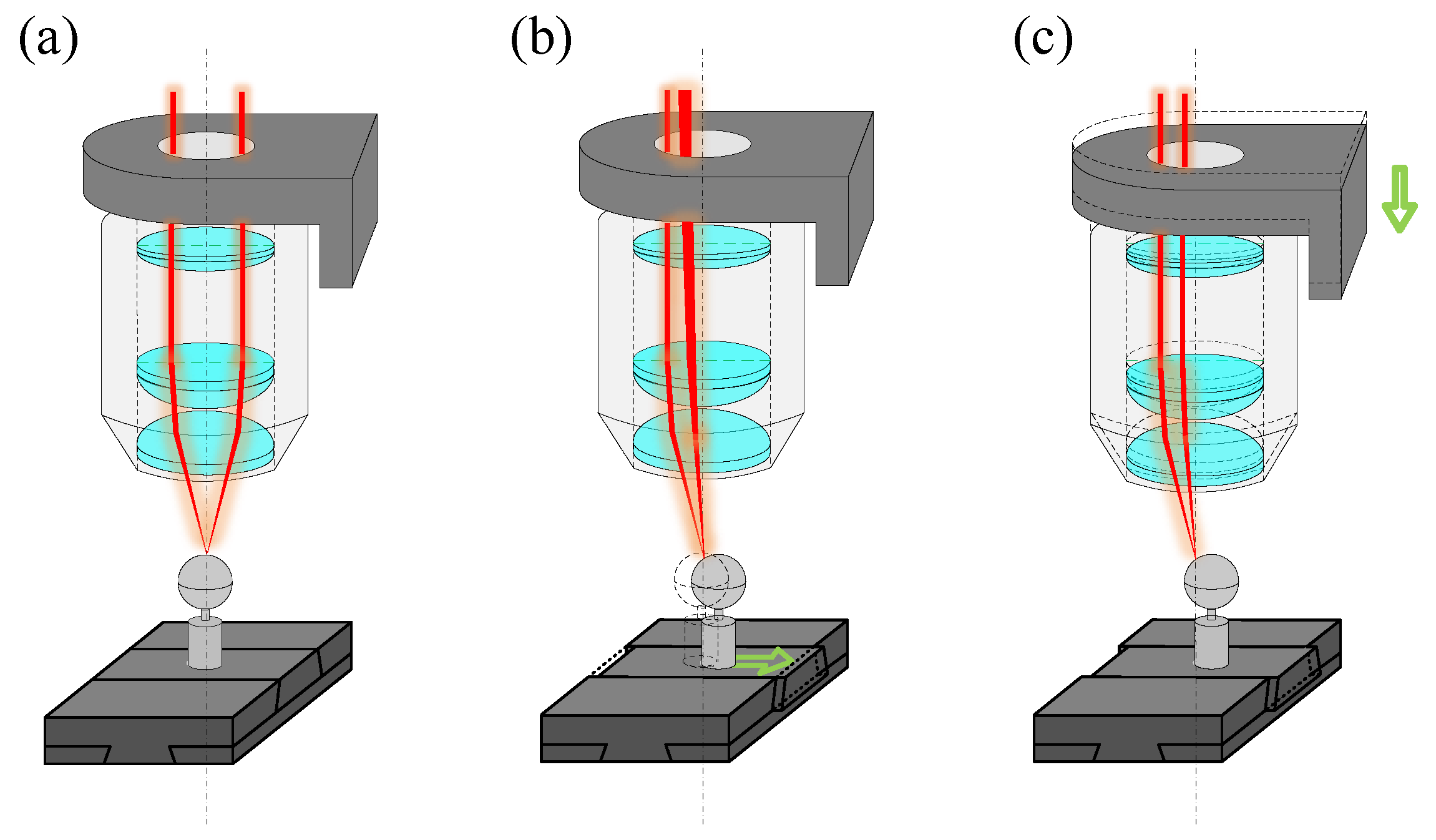
3.1. Experimental Method
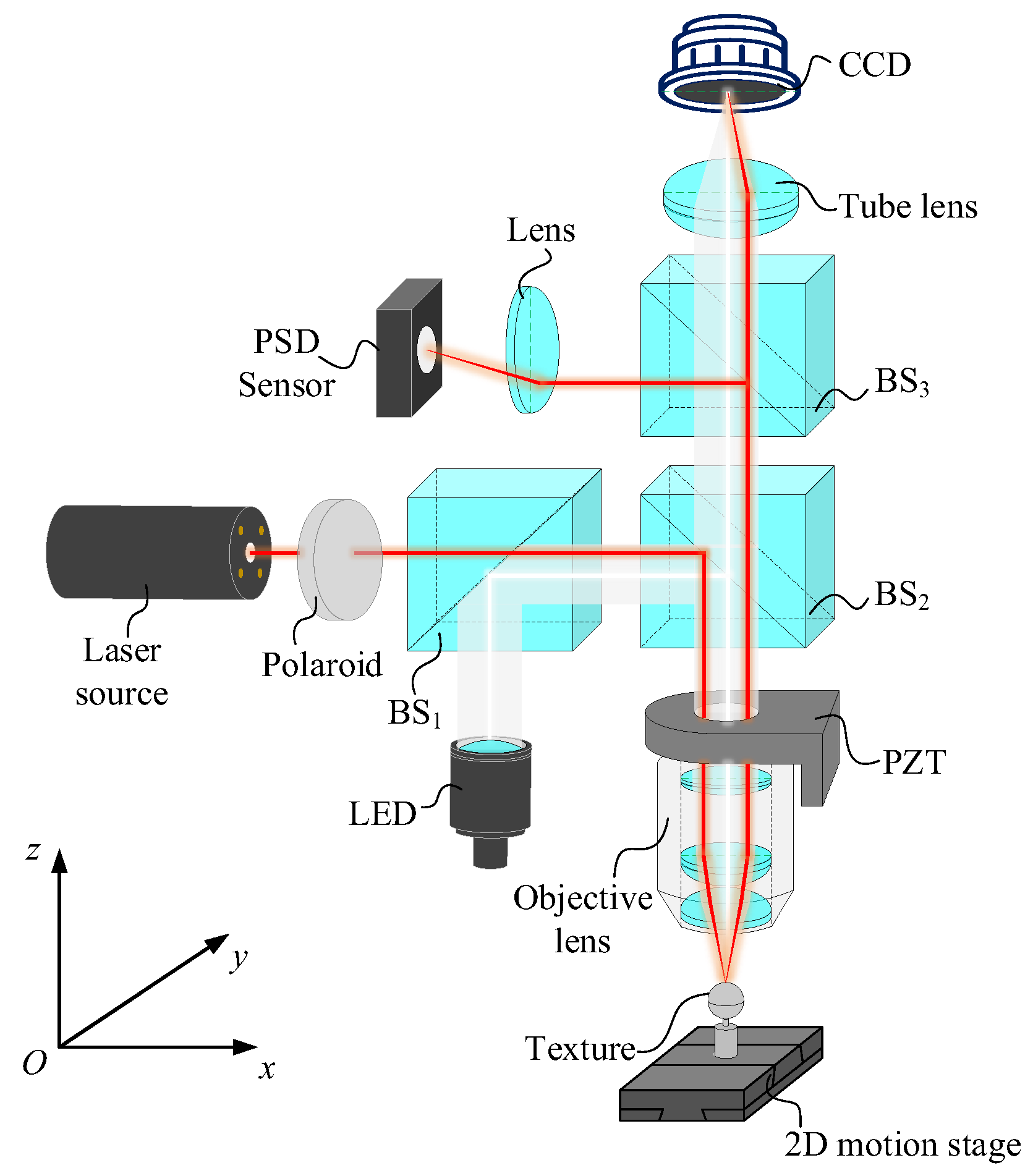
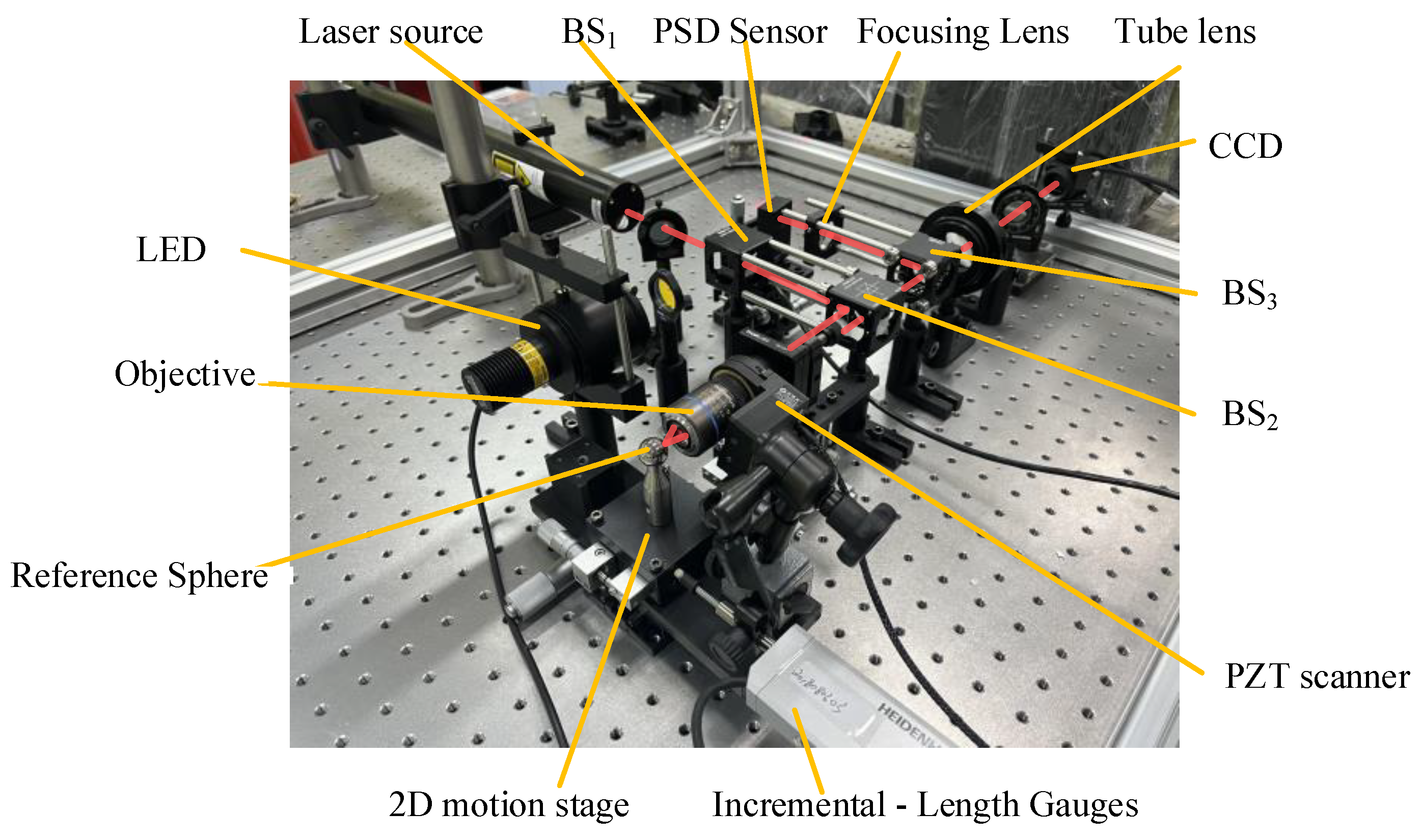
3.2. Experimental System
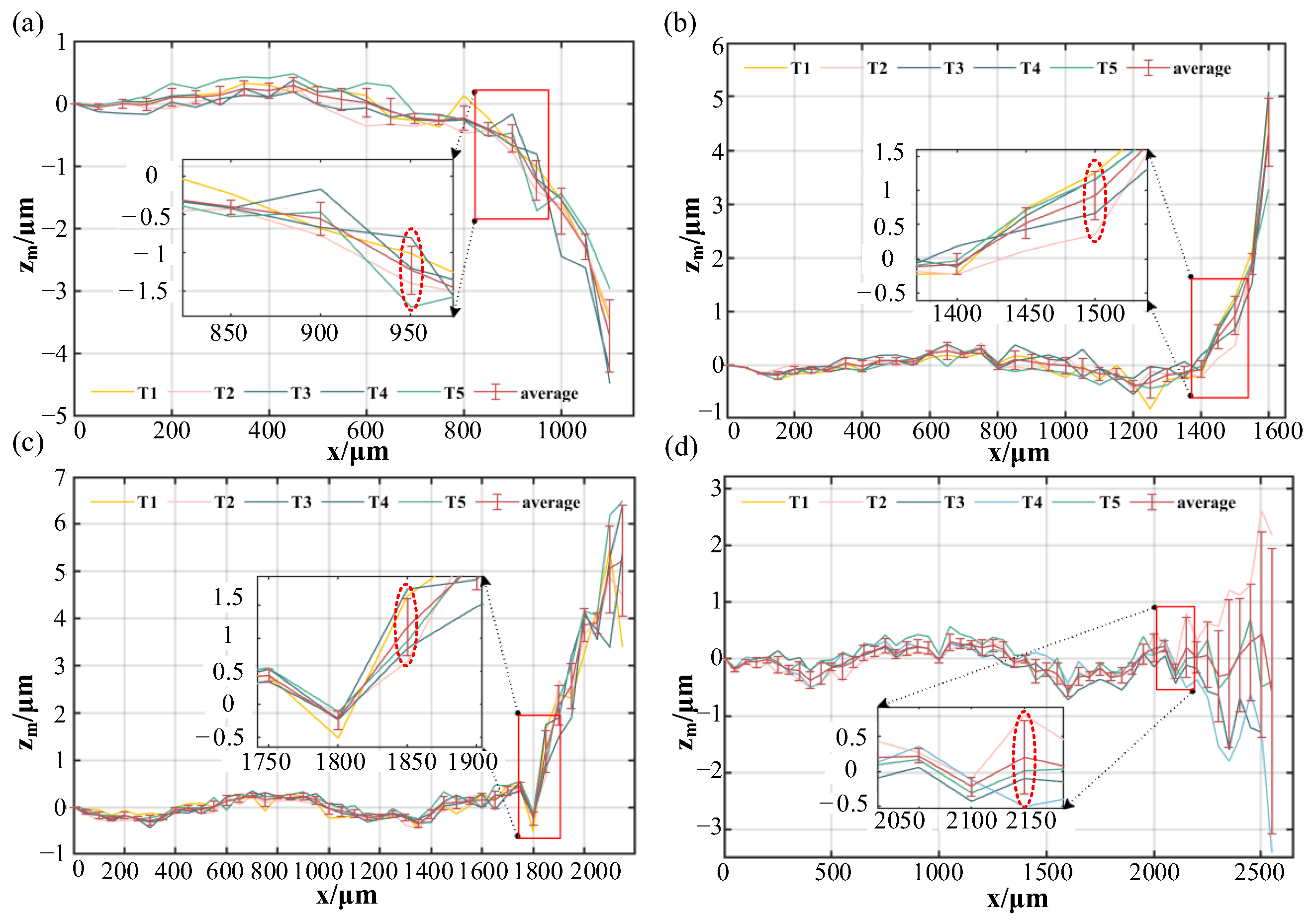
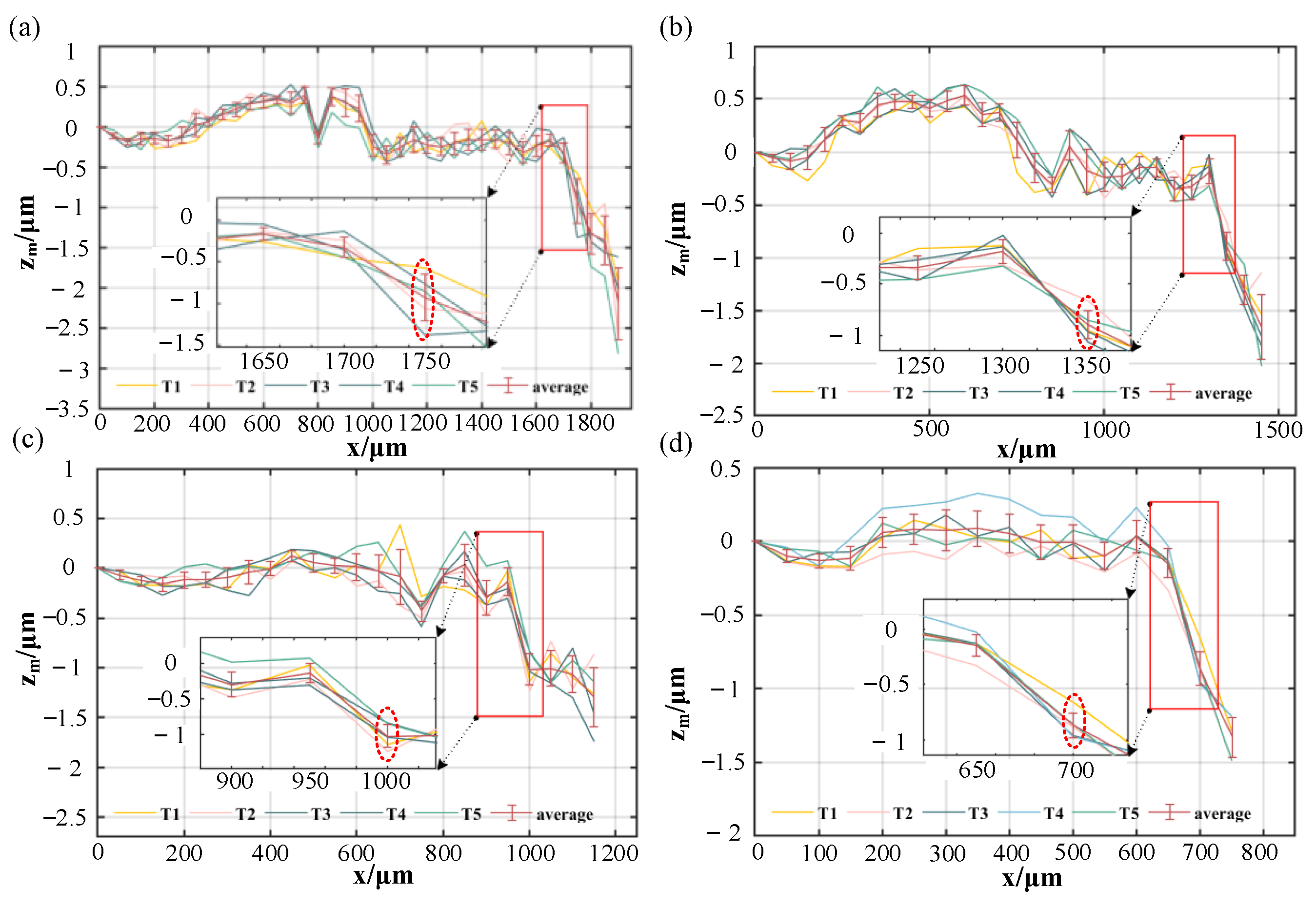
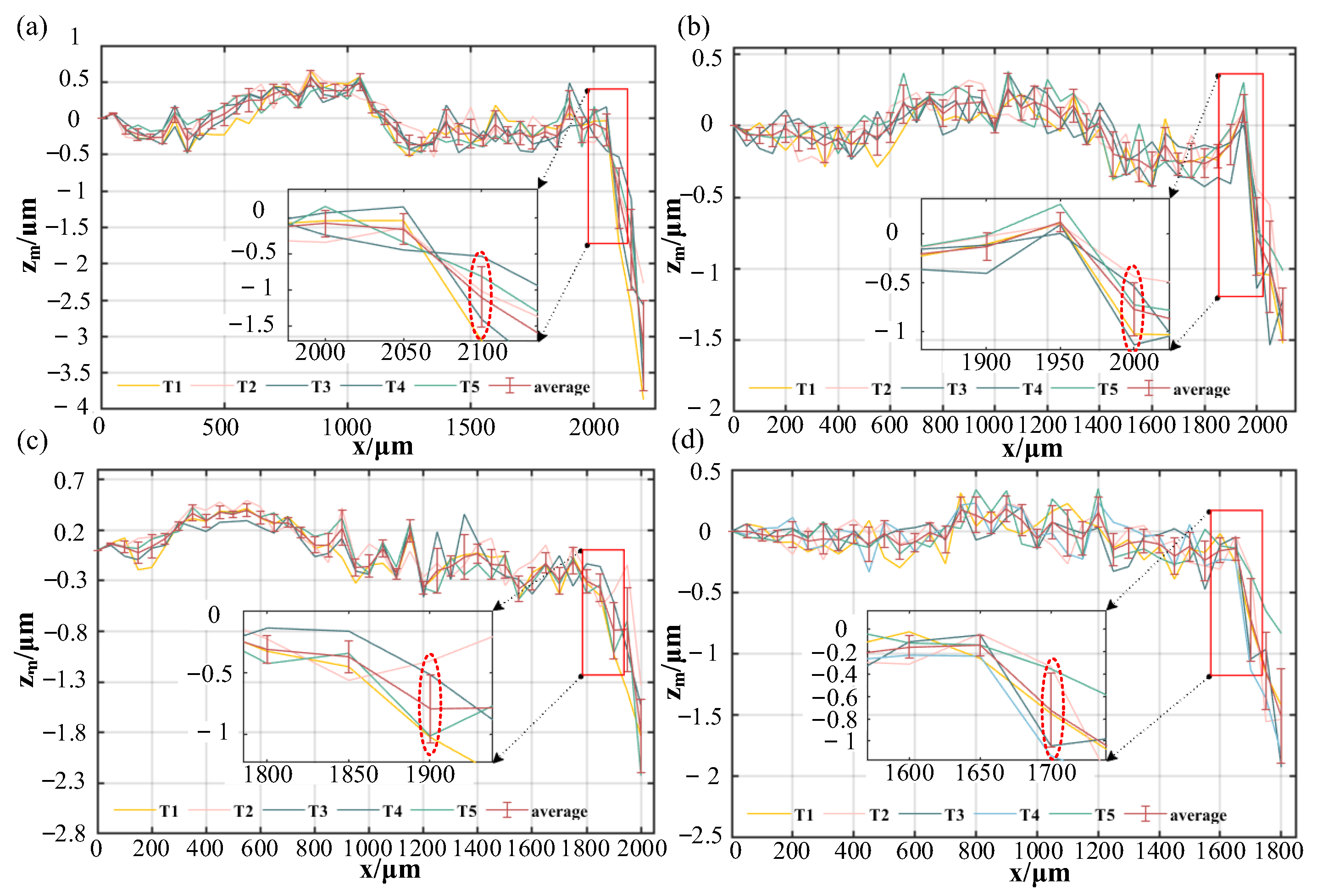
4. Results and Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yu, Z.; Li, D.; Yang, J.; Zeng, Z.; Yang, X.; Li, J. Fabrication of micro punching mold for micro complex shape part by micro EDM. Int. J. Adv. Manuf. Technol. 2018, 100, 743–749. [Google Scholar] [CrossRef]
- Wang, D.; Yan, N.; Liu, H.; Li, C.; Yin, S.; Zhang, X. Study on microscopic fringe structured light measurement method for tiny and complex structural components. Appl. Phys. B 2022, 128, 207. [Google Scholar] [CrossRef]
- Geiger, M.; Kleiner, M.; Eckstein, R.; Tiesler, N.; Engel, U. Microforming. CIRP Ann. 2001, 50, 445–462. [Google Scholar] [CrossRef]
- Zeng, N.; Wu, P.; Wang, Z.; Li, H.; Liu, W.; Liu, X. A small-sized object detection oriented multi-scale feature fusion approach with application to defect detection. IEEE Trans. Instrum. Meas. 2022, 71, 3507014. [Google Scholar] [CrossRef]
- Luo, M.; Zhong, S. Non-Contact Measurement of Small-Module Gears Using Optical Coherence Tomography. Appl. Sci. 2018, 8, 2490. [Google Scholar] [CrossRef]
- Minetola, P.; Galati, M.; Calignano, F.; Iuliano, L.; Rizza, G.; Fontana, L. Comparison of dimensional tolerance grades for metal AM processes. Procedia CIRP 2020, 88, 399–404. [Google Scholar] [CrossRef]
- Kitsakis, K.; Kechagias, J.; Vaxevanidis, N.; Giagkopoulos, D. Tolerance Analysis of 3d-MJM parts according to IT grade. IOP Conf. Ser. Mater. Sci. Eng. 2016, 161, 012024. [Google Scholar] [CrossRef]
- Miura, K.; Tsukamoto, T.; Nose, A.; Takeda, R.; Ueda, S. Accuracy verification of gear measurement with a point autofocus probe. In Proceedings of the Euspen’s 18th International Conference and Exhibition, Venice, Italy, 4–8 June 2018. [Google Scholar]
- Hadian, H.; Piano, S.; Xiaobing, F.; Leach, R. Gear measurements using optical point autofocus profiling. In Proceedings of the EUSPEN’s 19th International Conference & Exhibition, Bilbao, Spain, 3–7 June 2019. [Google Scholar]
- Miura, K.; Nose, A. Accuracy verification of a point autofocus instrument for freeform 3D measurement. In Proceedings of the 20th International Symposium on Advances in Abrasive Technology, Okinawa, Japan, 3–6 December 2017; pp. 1080–1084. [Google Scholar]
- Thomas, M.; Su, R.; de Groot, P.; Leach, R. Optical topography measurement of steeply-sloped surfaces beyond the specular numerical aperture limit. In Proceedings of the Optics and Photonics for Advanced Dimensional Metrology, Online, 6–10 April 2020; pp. 29–36. [Google Scholar]
- Chen, S.; Lu, W.; Guo, J.; Zhai, D.; Chen, W. Flexible and high-resolution surface metrology based on stitching interference microscopy. Opt. Lasers Eng. 2022, 151, 106915. [Google Scholar] [CrossRef]
- Liu, M.Y.; Cheung, C.F.; Feng, X.; Wang, C.J.; Leach, R.K. A self-calibration rotational stitching method for precision measurement of revolving surfaces. Precis. Eng. 2018, 54, 60–69. [Google Scholar] [CrossRef]
- Liu, M.Y.; Cheung, C.F.; Cheng, C.H.; Su, R.; Leach, R.K. A Gaussian process and image registration based stitching method for high dynamic range measurement of precision surfaces. Precis. Eng. 2017, 50, 99–106. [Google Scholar] [CrossRef]
- Keller, F.; Stein, M. A reduced self-calibrating method rotary table error motions. Meas. Sci. Technol. 2023, 34, 065015. [Google Scholar] [CrossRef]
- Nikolaev, N.; Petzing, J.; Coupland, J. Focus variation microscope: Linear theory and surface tilt sensitivity. Appl. Opt. 2016, 55, 3555–3565. [Google Scholar] [CrossRef] [PubMed]
- Thomas, M.; Su, R.; De Groot, P.; Coupland, J.; Leach, R. Surface measuring coherence scanning interferometry beyond the specular reflection limit. Opt. Express 2021, 29, 36121–36131. [Google Scholar] [CrossRef] [PubMed]
- Gao, S.; Felgner, A.; Hueser, D.; Wyss, S.; Brand, U. Characterization of the maximum measurable slope of optical topography measuring instruments. In Proceedings of the Optical Measurement Systems for Industrial Inspection XIII, Munich, Germany, 26–29 June 2023; pp. 576–582. [Google Scholar]
- Leach, R. Optical Measurement of Surface Topography; Springer: Berlin/Heidelberg, Germany, 2011; Volume 8. [Google Scholar]
- Maculotti, G.; Feng, X.; Su, R.; Galetto, M.; Leach, R. Residual flatness and scale calibration for a point autofocus surface topography measuring instrument. Meas. Sci. Technol. 2019, 30, 075005. [Google Scholar] [CrossRef]
- Başkal, S.; Kim, Y. Lens optics and the continuity problems of the ABCD matrix. J. Mod. Opt. 2014, 61, 161–166. [Google Scholar] [CrossRef]
- Martin-Sanchez, D.; Li, J.; Marques, D.M.; Zhang, E.Z.; Munro, P.R.T.; Beard, P.C.; Guggenheim, J.A. ABCD transfer matrix model of Gaussian beam propagation in Fabry-Perot etalons. Opt. Express 2022, 30, 46404–46417. [Google Scholar] [CrossRef] [PubMed]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Olympus LMPlanFL N 50 × Object Lens | Units | |
|---|---|---|
| NA | 0.5 | |
| Working Distance | 10.6 | mm |
| Focal Length | 3.6 | mm |
| Resolution | 0.67 | μm |
| Precision Balls | Units | |
|---|---|---|
| Diameter | 15.8756 | mm |
| Roundness | 0.06 | μm |
| P73.Z200S | Units | |
|---|---|---|
| Travel | 200 | μm |
| Resolution | 5.5 | nm |
| Positioning Error | ±0.6 | μm |
| Repeatability | ±0.5 | μm |
| PDP90A | Units | |
|---|---|---|
| Saturation Power | 100 | μw |
| Minimum Power | 20 | μw |
| Resolution | 0.75 | μm |
| Sensor Size | 9 × 9 | mm |
| MT 2500 | Units | |
|---|---|---|
| Measurement Range | 25 | mm |
| Position Error | 0.2 | μm |
| Repeatability | 0.02 | μm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, H.; Li, Q.; Shi, Z. Maximum Acceptable Tilt Angle for Point Autofocus Microscopy. Sensors 2023, 23, 9655. https://doi.org/10.3390/s23249655
Song H, Li Q, Shi Z. Maximum Acceptable Tilt Angle for Point Autofocus Microscopy. Sensors. 2023; 23(24):9655. https://doi.org/10.3390/s23249655
Chicago/Turabian StyleSong, Huixu, Qingwei Li, and Zhaoyao Shi. 2023. "Maximum Acceptable Tilt Angle for Point Autofocus Microscopy" Sensors 23, no. 24: 9655. https://doi.org/10.3390/s23249655
APA StyleSong, H., Li, Q., & Shi, Z. (2023). Maximum Acceptable Tilt Angle for Point Autofocus Microscopy. Sensors, 23(24), 9655. https://doi.org/10.3390/s23249655