
Online Monitoring of Sourdough Fermentation Using a Gas Sensor Array with Multivariate Data Analysis

 , ,
, ,  , ,
, ,  and
and
Abstract
:1. Introduction
- A multivariate data analysis approach for the sourdough fermentation process.
- A correlation of features from the online GSA measurement values with offline measurements of the process variables.
- Creation of prediction models with a parametric regression approach.
2. Methods and Materials
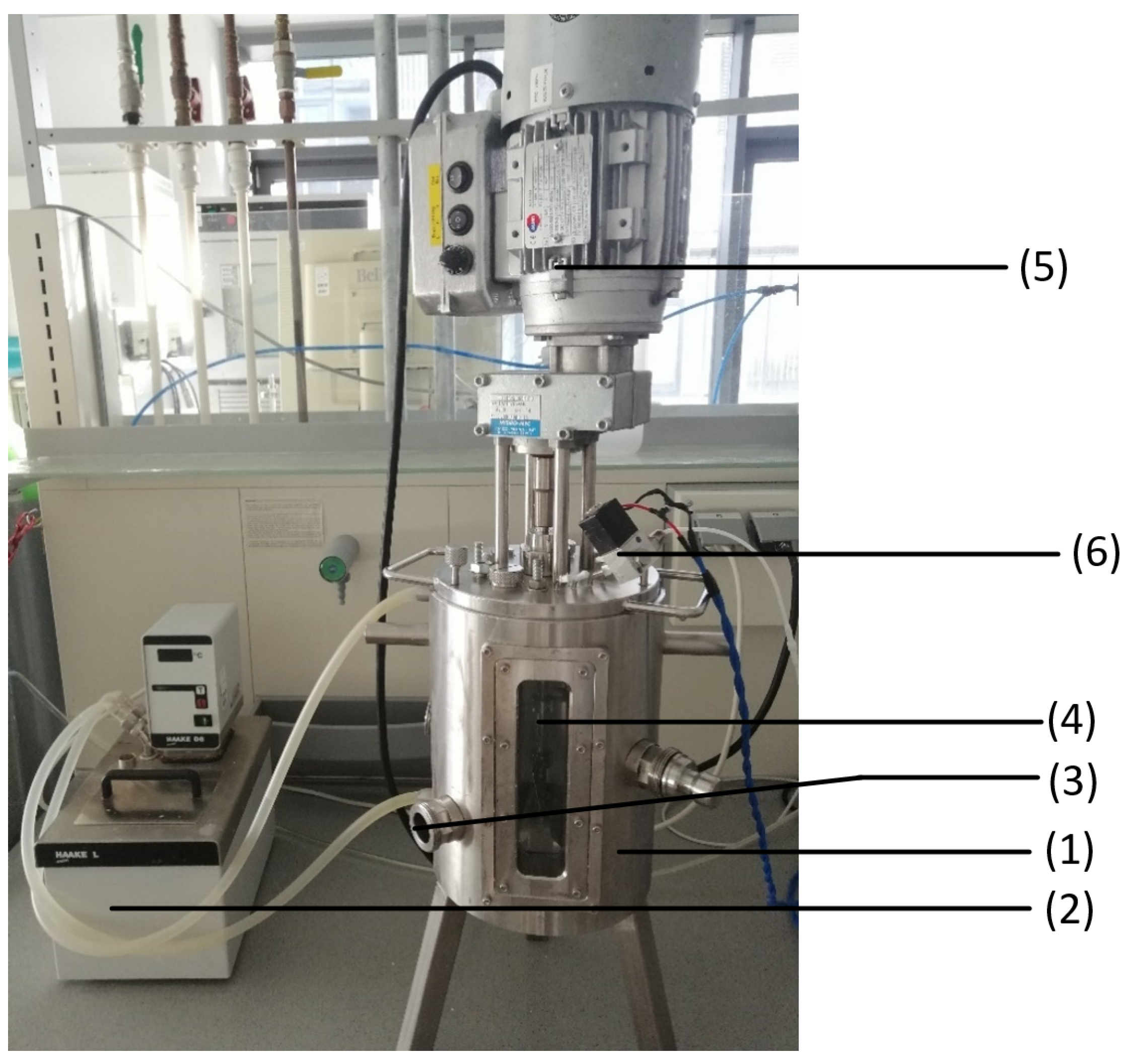
2.1. Sourdough Fermentation
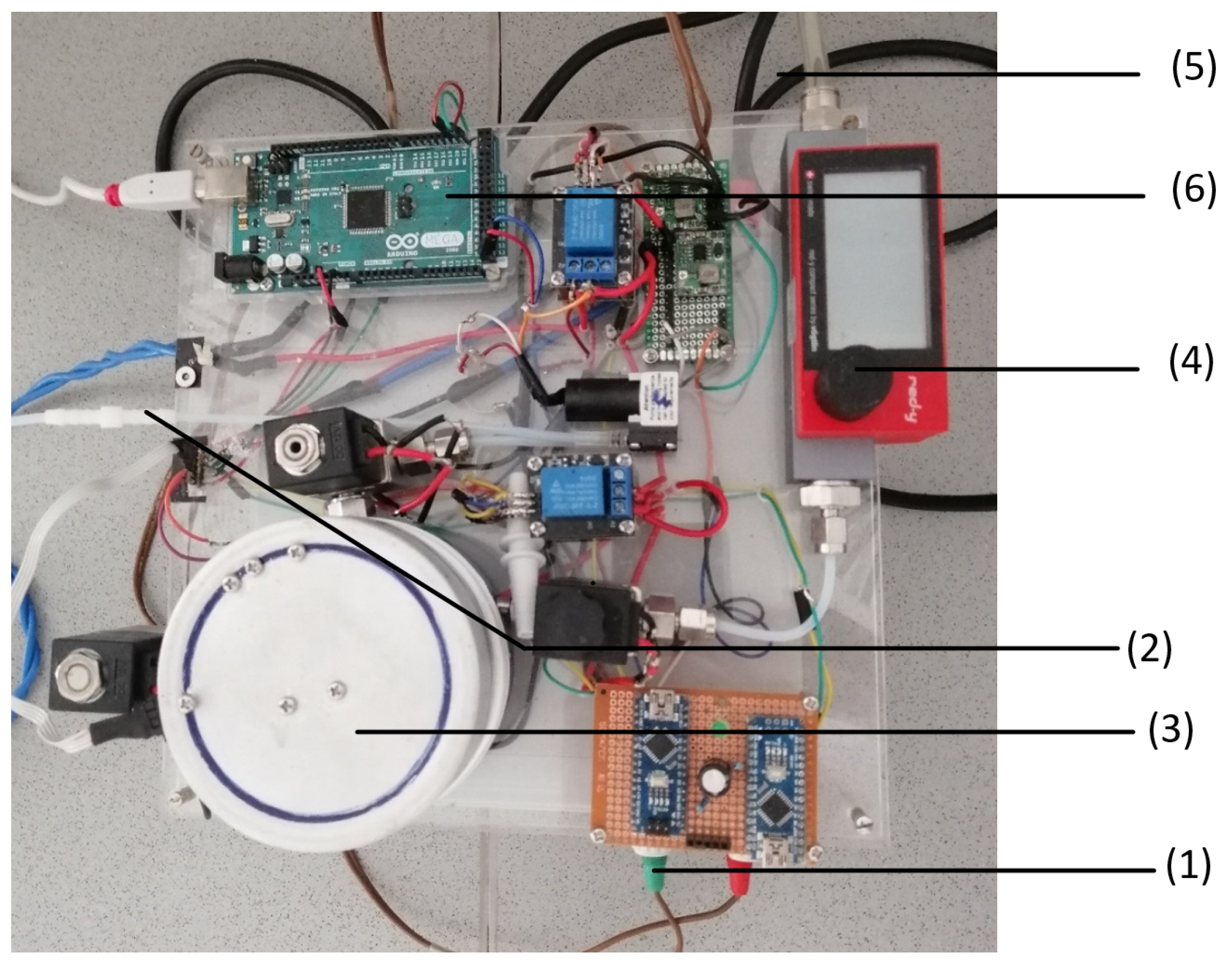
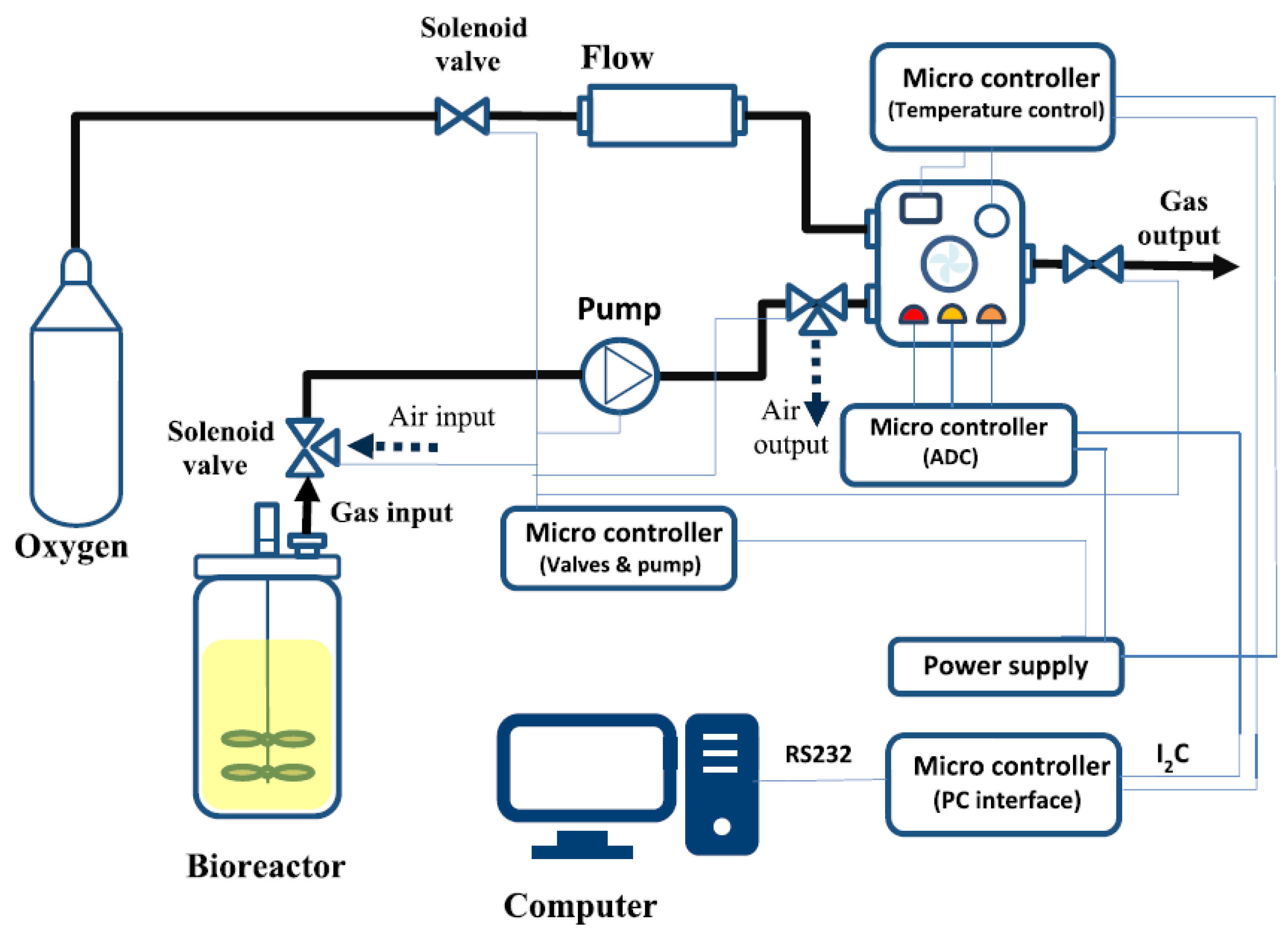
2.2. Gas Sensor Array System
- The sensor features are filtered for the time corresponding to the taking of the offline sample (dependent variable). The offline values for pH and acidity and the corresponding GSA outputs were used as inputs for the regression equations. Two regression equations were established, one for each feature the regression was based on. For the sensor features, the feature values were adjusted by subtracting the baseline value of the GSA measurement from the feature value. The regression equation for the peak height and peak area regression are shown in Equations (2) and (3):with C as the predicted value for the dependent variable, Kn as the regression parameters, BL as the baseline, PH for peak height, and PA for peak area. After evaluating the sensor features separately and combined in our calibrations, we decided to use peak height because it delivered better results. We refer to this method as the sensor signal method.
- In the second method, the independent variables were determined using a PCA script on the six extracted features. The features were transformed into two principal components, with the values along the main axis as the output. This reduced the dimensionality of the six features as a collection of variables while maintaining the same length of values in the data matrix. Analogous to the first approach, the regression model was created using the transformed values of the two principal components as independent variables. We refer to this method as the PCA regression method. The regression equation is shown in Equation (4):
- For the third method, the raw data were split into datasets corresponding to the peak-shaped five-minute intervals extracted from the Matlab script. The feature extraction was not executed because enough data points per dataset had to remain for further data analysis. In the next step, a PCA script continuously analyzes all intervals of one fermentation to assign a score for each interval. The offline data were interpolated for each interval to correspond to the eigenvalues. The eigenvalues were analogous to the first approach as the independent variable for creating the process models. Only one principal component was considered an input for the regression model, because the first principal component had an explained variance over 99.5%. Therefore, the second principal component would add noise to the process model. Still, the initial vector for the model evaluation contains 120 values due to the transformation of the 5 min intervals. We refer to this method as the interval method. Equation (5) shows the corresponding regression formula.
2.3. Experiment Design
3. Results
3.1. Process Model Evaluation
3.2. Coefficient of Determination (
3.3. Validation of the Models
4. Discussion
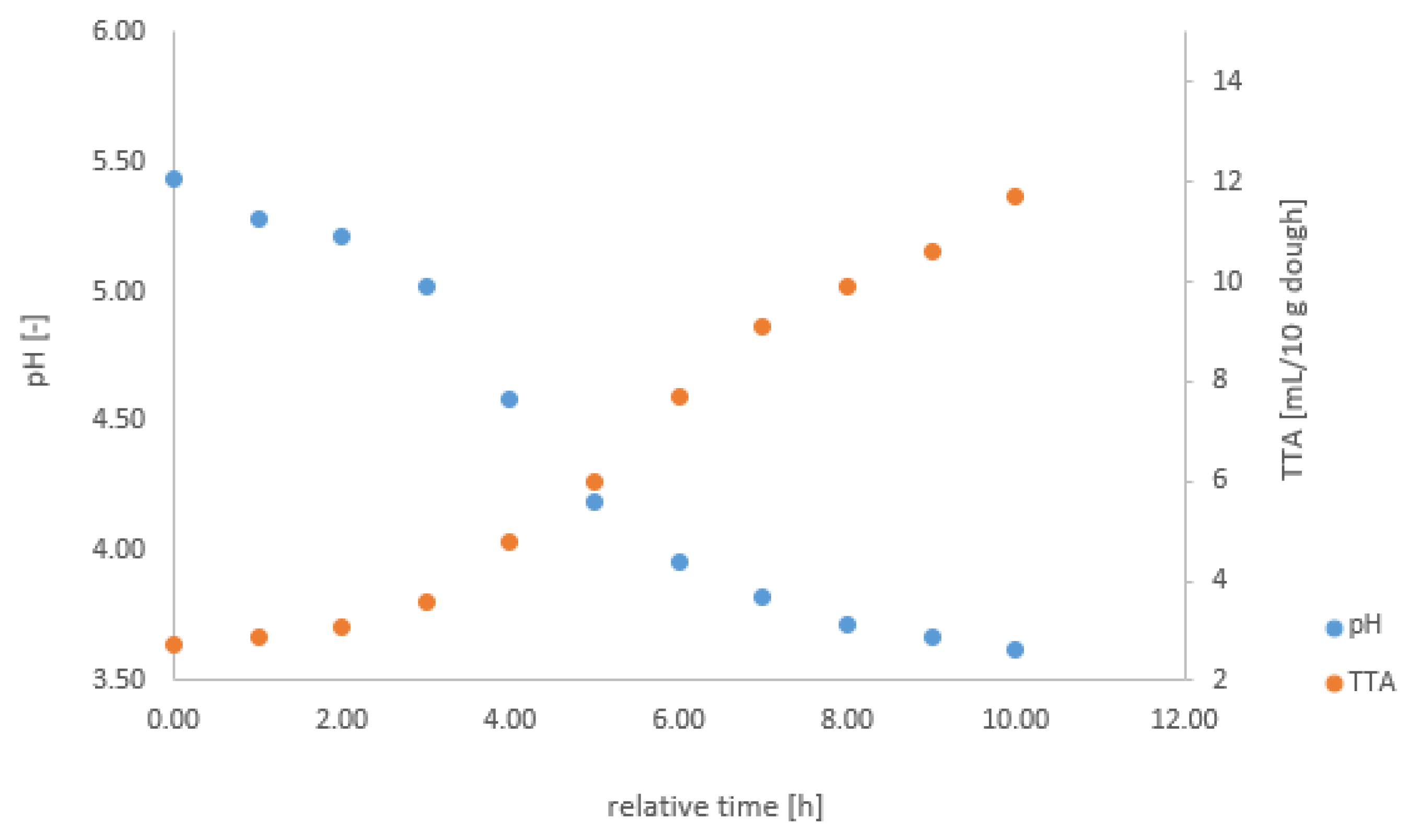
4.1. Offline Data of Sourdough Fermentation
4.2. Process Models
4.3. Threats to Validity
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| DY | Dough yield |
| GSA | Gas sensor array |
| HPLC | High-performance liquid chromatography |
| NaOH | Sodium hydroxide |
| PCA | Principal component analysis |
| Coefficient of determination | |
| RMSE | Root mean square error |
| TTA | Total titratable acids |
Appendix A. Used Materials and Equipment

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Instrument | Trade Name | Manufacturer |
|---|---|---|
| Balance | Electronic Balance UW4200H (accuracy: 0.01 g) | Shimadzu (Shimadzu Corporation, Kyoto, Japan) |
| Balance | M-power (accuracy: 0.01 g) | Sartorius (Sartorius AG, Göttingen, Germany) |
| Centrifuge | Mega Star 600R | VWR (VWR International LLC, Radnor, PA, USA) |
| Computer gas sensor | ThinkPad | Lenovo (Lenovo Group Limited, Hongkong, China) |
| Fermenter | Self-made | University of Hannover (Workshop of the Institute of Technical Chemistry of the University of Hannover, Hannover, Germany) |
| Freezer (−28 °C) | GN 2556-20C/001 | Liebherr (Liebherr-Hausgeräte GmbH, Ochenshausen, Germany) |
| Fridge | VWR | |
| Gas flow meter | Red-y compact series-2 | Vögtlin (Vögtlin Instruments GmbH, Muttenz, Switzerland) |
| HPLC autosampler | ProStar 410 AutoSampler | Varian (Varian Inc., Palo Alto, CA, USA (now: Agilent Technologies Inc., Santa Clara, CA, USA)) |
| HPLC column | RezexTM ROA-Organic Acid H+ (8 %) | Phenomenex (Phenomenex Inc., Aschaffenburg, Germany) |
| HPLC column thermostat | ERC (ERC GmbH, Riemerling, Germany) | |
| HPLC guard column | SecurityGuard Cartridge System | Phenomenex |
| HPLC solvent Delivery module | ProStar | Varian |
| HPLC vacuum degasser | Online degaser | Duratec (Duratec Analysentechnik GmbH, Hockenheim, Germany) |
| Magnetic stirrer | IKAmag RCT | IKA (IKA®-Werke GmbH & Co. KG), Staufen, Germany) |
| Microcontroller | Arduino Nano | Arduino (Arduino LLC, Somerville, MA, USA) |
| Microcontroller | Arduino Mega | Arduino |
| pH electrode | SenTix Sp | Xylem (Xylem Analytics Germany Sales GmbH & Co. KG, Weilheim, Germany) |
| pH electrode | SJ 114 | VWR |
| pH meter | inoLab® pH 730 | Xylem |
| Precision balance | Precisa 120A (accuracy: 0.1 mg) | Precisa (Precisa Gravimetrics AG, Dietikon, Switzerland) |
| Stirrer engine | Pabst & Fischer (Pabst & Fischer Elektromotoren e.K, Leonberg, Germany) | |
| Stirrer gear box | B311A-N06SN1B3 | Hydro-Mec (Hydro-Mec S.P.A, Sovizzo, Italy) |
| Ultrapure water system | PURELAB Classic | Elga (Elga LabWater/Veolia Water Technologies, Aubervilliers, France) |
| Vacuum pump | PC 3001 Vario select | Vacuubrand (Vacuubrand GmbH & Co. KG, Wertheim, Germany) |
| Vortex shaker | VF 2 | IKA |
| Water bath | Elmasonic S 100 H | Elma (Elma Schmidbauer GmbH, Singen, Germany) |
| Water bath (Fermenter) | Haake D8-G Thermostat Water Bath | Fisons (Fisons plc, Loughborough, UK) |
| Material | Trade Name | Manufacturer |
|---|---|---|
| Beaker 25 mL | Schott Duran | DWK (DWK Life Sciences GmbH, Wertheim, Germany) |
| Beaker 150 mL | Pyrex® France | Corning (Corning Inc., Corning, NY, USA) |
| Bulkhead bottle | Schott Duran | DWK |
| Burette 50 mL | Hirschmann® Burette | Hirschmann (Hirschmann Laborgeräte GmbH & Co. KG, Eberstadt, Germany) |
| Can for ultrapure water | Kautex (Kautex Maschinenbau GmbH, Bonn, Germany) | |
| Cap for HPLC vials | PP Screw Cap 9 mm | VWR |
| Dough scraper | Teigschaber Rot | Rösle (Rösle GmbH & Co. KG, Marktoberdorf, Germany) |
| Erlenmeyer flask 100 mL | Pyrex® France | Corning |
| Filter for HPLC Syringes (PP, 0.45 µm) | Spritzenfilter | Müller (Chromatographie Handel Müller GmbH, Fridolfing, Germany) |
| Folded filter (Diameter: 27 cm) | MN 615¼ | Macherey-Nagel (Macherey-Nagel GmbH & Co. KG, Düren, Germany) |
| Glass funnel | ||
| Glass stick | ||
| Hexagonal wrench | ||
| HPLC vials | VWR Cuvettes PMMA | VWR |
| Lint-free wipes | KimtechTM Science Delicate Task Wipes | Kimberly-Clark (Kimberly-Clark Professional, Koblenz, Germany) |
| Magnetic stirring bar | ||
| Magnetic stirring bar retriever | ||
| Measuring cup 1 L | BrandTM Messbecher | Brand (Brand GmbH & Co. KG, Wertheim, Germany) |
| Pipette 5 mL | Eppendorf Research plus | Eppendorf (Eppendorf AG, Hamburg, Germany) |
| Pipette tip 1 mL | Plastibrand® | Brand |
| Pipette tip 5 mL | epT.I.P.S.® 0.1–5 mL | Eppendorf |
| Plastic bowl | ||
| Plug of Fermenter port | ||
| Safe-lock tubes 2 mL | Eppendorf Tubes® | Eppendorf |
| Spatula | ||
| Spoon | ||
| Syringe HPLC 1 mL | HENKE-JECT® U-100 Insulin | Henke-Sass Wolf (Henke-Sass Wolf GmbH, Tuttlingen, Germany) |
| Vacuum filter | NylafloTM | Pall (Pall corporation, Port Washington, NY, US) |
| Volumetric flask 1 L | Hirschmann | |
| Watchglass |
| Chemical/Material | Trade Name | Manufacturer |
|---|---|---|
| D(+)-glucose anhydrous | AnalaR NORMAPUR | VWR |
| D(+)-maltose monohydrate | Fluka (Honeywell International Inc., Morristown, NJ, USA) | |
| Ethanol | LiChrosolv® Ethanol | Merck (Merck KGaA, Darmstadt, Germany) |
| Glycerol 86 % | ||
| L(+)-lithium lactate | Merck | |
| Perchloric acid 70 % | Perchloric Acid | Sigma-Aldrich (Sigma-Aldrich Chemie GmbH, Steinheim, Germany) |
| Potassium chloride | Normapur | VWR |
| Wholegrain rice flour | Bio Reismehl Vollkorn | Heimatsmühle (Heimatsmühle GmbH & Co. KG, Aaalen, Germany) |
| White rice flour | Biokorn Reismehl weiß | Heimatsmühle |
| Wheat flour | Weizenmehl weiß | Rettenmeier Mühle (Rettenmeier Mühle GmbH, Horb am Neckar, Germany) |
| Sodium acetate | Carl Roth | |
| Sodium hydroxide | EMPLURA ® Sodium Hydroxide Pellets | Merck |
| Sourdough starter | Reinzucht-Sauerteig-Reis | Böcker (Ernst Böcker GmbH & Co. KG, Minden, Germany) |
| Sulfuric acid 25% | EMSURE® Sulfuric Acid 25% | Merck |
| Software | Trade Name | Manufacturer |
|---|---|---|
| Integrated development environment software | Pycharm | JetBrains (JetBrains s.r.o., Prague, Czech Republic) |
| Interpreted general-purpose programming language | Python (Version 3.9) for Windows | Python Software Foundation (Python Software Foundation, Wilmington, DE, USA) |
| HPLC software | Galaxie Chromatography Data System | Varian |
| Numerical-computing -based programming language | Matlab2021a (Version 9.7) for Windows | MathWorks (The MathWorks Inc., Natick, MA, USA) |
| Spreadsheet software | Microsoft Excel | Microsoft (Microsoft Corporation, Redmond, WA, USA) |
| System software notebook | Windows 11 | Microsoft |
Appendix B. Procedures for Manual Measurement of pH and TTA
Appendix B.1. Determination of pH
Appendix B.2. Determination of TTA
References
- Arora, K.; Ameur, H.; Polo, A.; Di Cagno, R.; Rizzello, C.G.; Gobbetti, M. Thirty years of knowledge on sourdough fermentation: A systematic review. Trends Food Sci. Technol. 2021, 108, 71–83. [Google Scholar] [CrossRef]
- Stolz, P.; Boecker, G. Technology, properties and applications of sourdough products. Adv. Food Sci. 1996, 18, 234–236. [Google Scholar]
- Meng, X.; Kim, S.; Puligundla, P.; Ko, S. Carbon dioxide and oxygen gas sensors-possible application for monitoring quality, freshness, and safety of agricultural and food products with emphasis on importance of analytical signals and their transformation. J. Korean Soc. Appl. Biol. Chem. 2014, 57, 723–733. [Google Scholar] [CrossRef]
- Mei, C.; Yang, M.; Shu, D.; Jiang, H.; Liu, G. Monitoring the wheat straw fermentation process using an electronic nose with pattern recognition methods. Anal. Methods 2015, 7, 6006–6011. [Google Scholar] [CrossRef]
- Xu, M.; Wang, J.; Zhu, L. The qualitative and quantitative assessment of tea quality based on E-nose, E-tongue and E-eye combined with chemometrics. Food Chem. 2019, 289, 482–489. [Google Scholar] [CrossRef] [PubMed]
- Pinheiro, C.; Rodrigues, C.M.; Schaefer, T.; Crespo, J.G. Monitoring the aroma production during wine-must fermentation with an electronic nose. Biotechnol. Bioeng. 2002, 77, 632–640. [Google Scholar] [CrossRef]
- Zhang, S.M.; Yang, Y.; Ni, Y.Y. Combination of near infrared spectroscopy and electronic nose for alcohol quantification during the red wine fermentation. Spectrosc. Spectr. Anal. 2012, 32, 2997–3001. [Google Scholar]
- Genzardi, D.; Greco, G.; Núñez-Carmona, E.; Sberveglieri, V. Real Time Monitoring of Wine Vinegar Supply Chain through MOX Sensors. Sensors 2022, 22, 6247. [Google Scholar] [CrossRef] [PubMed]
- Oikonomou, P.; Raptis, I.; Sanopoulou, M. Monitoring and Evaluation of Alcoholic Fermentation Processes Using a Chemocapacitor Sensor Array. Sensors 2014, 14, 16258–16273. [Google Scholar] [CrossRef]
- Grote, B.; Zense, T.; Hitzmann, B. 2D-fluorescence and multivariate data analysis for monitoring of sourdough fermentation process. Food Control 2014, 38, 8–18. [Google Scholar] [CrossRef]
- Bolarinwa, I.F.; Hanis-Syazwani, M.G.; Muhammad, K. Optimisation of important processing conditions for rice bran sourdough fermentation using Lactobacillus plantarum. Foods Raw Mater. 2019, 7, 131–142. [Google Scholar] [CrossRef]
- Jiang, H.; Zhang, H.; Chen, Q.; Mei, C.; Liu, G. Recent advances in electronic nose techniques for monitoring of fermentation process. World J. Microbiol. Biotechnol. 2015, 31, 1845–1852. [Google Scholar] [CrossRef]
- Peris, M.; Escuder-Gilabert, L. On-line monitoring of food fermentation processes using electronic noses and electronic tongues: A review. Anal. Chim. Acta 2013, 804, 29–36. [Google Scholar] [CrossRef] [PubMed]
- Seesaard, T.; Wongchoosuk, C. Recent Progress in Electronic Noses for Fermented Foods and Beverages Applications. Fermentation 2022, 8, 302. [Google Scholar] [CrossRef]
- Yan, B.; Sadiq, F.; Fan, D.; Chen, W. Identification of Key Aroma Compounds in Type I Sourdough-Based Chinese Steamed Bread: Application of Untargeted Metabolomics Analysisp. Int. J. Mol. Sci. 2017, 20, 818. [Google Scholar] [CrossRef] [PubMed]
- Gan, Z.; Yang, Y.; Jing, L.; Yuanying, N. Using sensor and spectral analysis to classify botanical origin and determine adulteration of raw honey. J. Food Eng. 2016, 178, 151–158. [Google Scholar] [CrossRef]
- Zhu, X.; Rehman, K.U.; Wang, B.; Shahzad, M. Modern Soft-Sensing Modeling Methods for Fermentation Processes. Sensors 2020, 20, 1771. [Google Scholar] [CrossRef] [PubMed]
- Gonzalez Viejo, C.; Harris, N.; Fuentes, S. Quality Traits of Sourdough Bread Obtained by Novel Digital Technologies and Machine Learning Modelling. Fermentation 2022, 8, 516. [Google Scholar] [CrossRef]
- Mei, C.; Chen, Y.; Zhang, H.; Zhang, H.; Liu, G. Development of a multi-model strategy based soft sensor using gaussian process regression and principal component analysis in fermentation processes. Chem. Eng. Trans. 2017, 61, 385–390. [Google Scholar]
- Corsetti, A. Technology of Sourdough Fermentation and Sourdough Applications. In Handbook on Sourdough Biotechnology; Springer: New York, NY, USA, 2013; pp. 85–103. [Google Scholar]
- Wick, M.; Stolz, P.; Böcker, G.; Lebeault, J.-M. Influence of Several Process Parameters on Sourdough Fermentation. Acta Biotechnol. 2003, 23, 51–61. [Google Scholar] [CrossRef]
- Yousefi-Darani, A.; Babor, M.; Paquet-Durand, O.; Hitzmann, B. Model-based calibration of a gas sensor array for on-line monitoring of ethanol concentration in Saccharomyces cerevisiae batch cultivation. Biosyst. Eng. 2020, 198, 198–209. [Google Scholar] [CrossRef]
- Steinfurth, D.; Koehler, P.; Seling, S.; Muehling, K.H. Comparison of baking tests using wholemeal and white wheat flour. Eur. Food Res. Technol. 2012, 234, 845–851. [Google Scholar] [CrossRef]
- Omatu, S.; Yano, M. E-nose system by using neural networks. Neurocomputing 2016, 172, 394–398. [Google Scholar] [CrossRef]
- Xu, P.; Song, K.; Xia, X.; Chen, Y.; Qi, W.; Wei, G. Temperature and Humidity Compensation for MOS Gas Sensor Based on Random Forests. Intell. Comput. Networked Control Their Eng. Appl. 2017, 762, 135–145. [Google Scholar]
- Tudu, B.; Das, B.; Bhattacharyya, N.; Jana, A.; Ghosh, D.; Bandyopadhyay, R. Smell Peak Prediction During Black Tea Fermentation Process Using Time-Delay Neural Network on Electronic Nose Data. In Proceedings of the 2007 International Conference on Computing: Theory and Applications (ICCTA’07), Kolkata, India, 5–7 March 2007. [Google Scholar]
- Krupitzer, C.; Noack, T.; Borsum, C. Digital Food Twins Combining Data Science and Food Science: System Model, Applications, and Challenges. Processes 2022, 10, 1781. [Google Scholar] [CrossRef]

| Explanation | |
|---|---|
| A | Wholegrain rice flour (Heimatsmühle) |
| B | White wheat flour (Rettenmeier Mühle) |
| C | White rice flour (Heimatsmühle) |
| s1 | Starter batch 1 (3 November 2021–11 November 2021) |
| s2 | Starter batch 2 (16 November 2021–23 November 2021) |
| s3 | Starter batch 3 (24 November 2021–30 November 2021) |
| s4 | Starter batch 4 (1 December 2021–6 December 2021) |
| Fermentation | Temperature [°C] | Flour Type | Starter Batch |
|---|---|---|---|
| F1 | 28 | A | s1 |
| F2 | 32 | A | s1 |
| F3 | 30 | A | s1 |
| F4 | 28 | A | s1 |
| F5 | 32 | A | s2 |
| F6 | 28 | A | s2 |
| F7 | 32 | B | s2 |
| F8 | 28 | B | s2 |
| F9 | 32 | B | s3 |
| F10 | 28 | B | s3 |
| F11 | 30 | B | s3 |
| F12 | 32 | C | s3 |
| F13 | 28 | C | s3 |
| F14 | 32 | C | s4 |
| F15 | 28 | C | s4 |
| F16 | 30 | C | s4 |
| Fermentation | pH | |||||
|---|---|---|---|---|---|---|
| Peak Height | Peak Area | |||||
| SSE (-) | RMSE (-) | % Error | SSE (mL/10 g) | RMSE (mL/10 g) | % Error | |
| F1 | 0.02 | 0.04 | 2.2 | 0.06 | 0.08 | 3.1 |
| F2 | 0.04 | 0.07 | 3.3 | 0.06 | 0.08 | 3.8 |
| F3 | 0.07 | 0.08 | 4.0 | 0.04 | 0.06 | 2.5 |
| F4 | 0.11 | 0.09 | 4.7 | 0.24 | 0.14 | 7.1 |
| F5 | 0.06 | 0.08 | 4.0 | 0.22 | 0.15 | 7.4 |
| F6 | 0.02 | 0.04 | 1.9 | 0.03 | 0.06 | 2.8 |
| F7 | 0.16 | 0.12 | 6.3 | 0.19 | 0.14 | 6.9 |
| F8 | 0.05 | 0.07 | 3.7 | 0.03 | 0.06 | 2.9 |
| F9 | 0.04 | 0.07 | 3.3 | 0.06 | 0.08 | 3.8 |
| F10 | 0.03 | 0.05 | 2.5 | 0.01 | 0.03 | 1.4 |
| F11 | 0.10 | 0.1 | 5.1 | 0.27 | 0.17 | 8.3 |
| F12 | 0.04 | 0.07 | 2.6 | 0.20 | 0.14 | 7.1 |
| F13 | 0.06 | 0.08 | 4.0 | 0.08 | 0.09 | 4.4 |
| F14 | 0.11 | 0.1 | 5.2 | 0.60 | 0.25 | 12 |
| F15 | 0.10 | 0.1 | 4.9 | 0.45 | 0.21 | 11 |
| F16 | 0.03 | 0.05 | 2.6 | 0.52 | 0.23 | 9.2 |
| TTA | ||||||
| F1 | 0.61 | 0.25 | 3.5 | 1.2 | 0.35 | 7.7 |
| F2 | 5.5 | 0.74 | 7.4 | 3.8 | 0.62 | 6.2 |
| F3 | 2.44 | 0.47 | 5.9 | 2.84 | 0.53 | 5.3 |
| F4 | 1.77 | 0.38 | 6.4 | 2.16 | 0.42 | 7.1 |
| F5 | 0.98 | 0.31 | 3.1 | 1.54 | 0.39 | 3.9 |
| F6 | 0.48 | 0.21 | 2.8 | 1.16 | 0.34 | 4.5 |
| F7 | 1.53 | 0.39 | 4.3 | 2.71 | 0.52 | 5.8 |
| F8 | 0.69 | 0.26 | 3.8 | 3.09 | 0.56 | 7.9 |
| F9 | 0.66 | 0.26 | 2.9 | 1.25 | 0.35 | 3.9 |
| F10 | 1.11 | 0.33 | 5.1 | 1.68 | 0.41 | 6.3 |
| F11 | 3.43 | 0.59 | 6.5 | 4.07 | 0.64 | 7.1 |
| F12 | 0.67 | 0.26 | 5.7 | 1.54 | 0.39 | 6.0 |
| F13 | 1.89 | 0.43 | 8.7 | 2.18 | 0.47 | 9.3 |
| F14 | 0.3 | 0.17 | 2.7 | 1.54 | 0.39 | 6.0 |
| F15 | 0.57 | 0.24 | 5.3 | 1.53 | 0.39 | 8.7 |
| F16 | 0.32 | 0.18 | 3.6 | 1.15 | 0.34 | 7.5 |
| Fermentation | pH | TTA | ||||
|---|---|---|---|---|---|---|
| SSE (-) | RMSE (-) | % Error | SSE (mL/10 g) | RMSE (mL/10 g) | % Error | |
| A 28 °C | 0.16 | 0.08 | 4.2 | 5.68 | 0.51 | 7.3 |
| A 32 °C | 0.17 | 0.09 | 4.4 | 4.43 | 0.45 | 6.4 |
| A * (F2/F6) | 0.5 | 0.15 | 7.5 | 26.13 | 1.09 | 16 |
| B 28 °C | 0.13 | 0.08 | 3.9 | 6.03 | 0.52 | 7.5 |
| B 32 °C | 0.29 | 0.12 | 5.8 | 10.84 | 0.7 | 10 |
| B * (F7/F10) | 0.38 | 0.13 | 6.6 | 6.32 | 0.54 | 7.7 |
| C 28 °C | 0.16 | 0.08 | 4.2 | 5.68 | 0.51 | 7.3 |
| C 32 °C | 0.17 | 0.09 | 4.4 | 4.43 | 0.45 | 6.4 |
| C * (F13/F16) | 1.21 | 0.23 | 12 | 1.33 | 0.25 | 3.5 |
| Fermentation | pH | TTA | ||||
|---|---|---|---|---|---|---|
| SSE (-) | RMSE (-) | % Error | SSE (mL/10 g) | RMSE (mL/10 g) | % Error | |
| F1 | 2.48 | 0.14 | 7.1 | 54.67 | 0.67 | 9.6 |
| F2 | 3.46 | 0.17 | 8.4 | 62.27 | 0.71 | 10 |
| F3 | 3.40 | 0.17 | 8.4 | 93.91 | 0.88 | 13 |
| F4 | 2.14 | 0.12 | 6.1 | 60.77 | 0.65 | 9.2 |
| F5 | 2.60 | 0.15 | 7.3 | 31.69 | 0.51 | 7.3 |
| F6 | 3.98 | 0.18 | 9.0 | 48.02 | 0.63 | 9.0 |
| F7 | 13.01 | 0.33 | 16 | 104.66 | 0.93 | 13 |
| F8 | 2.55 | 0.14 | 7.2 | 17.65 | 0.38 | 5.4 |
| F9 | 1.93 | 0.13 | 6.3 | 58.54 | 0.69 | 9.9 |
| F10 | 1.62 | 0.12 | 5.8 | 6.74 | 0.24 | 3.4 |
| F11 | 22.16 | 0.43 | 21 | 214.30 | 1.33 | 19 |
| F12 | 5.18 | 0.21 | 10 | 53.77 | 0.66 | 9.5 |
| F13 | 2.33 | 0.14 | 6.9 | 39.41 | 0.57 | 8.1 |
| F14 | 5.00 | 0.21 | 11 | 16.42 | 0.38 | 5.5 |
| F15 | 3.02 | 0.16 | 7.9 | 15.41 | 0.36 | 5.1 |
| F16 | 5.51 | 0.21 | 11 | 13.45 | 0.33 | 4.7 |
| Fermentation | pH | TTA | ||||
|---|---|---|---|---|---|---|
| SSE (-) | RMSE (-) | % Error | SSE (mL/10 g) | RMSE (mL/10 g) | % Error | |
| A 28 °C | 7.20 | 0.17 | 8.6 | 152.73 | 0.79 | 11 |
| A 32 °C | 10.24 | 0.21 | 10 | 120.76 | 0.70 | 10 |
| B 28 °C | 8.24 | 0.18 | 9.2 | 110.11 | 0.67 | 9.6 |
| B 32 °C | 25.68 | 0.32 | 16 | 502.25 | 1.43 | 21 |
| C 28 °C | 34.48 | 0.39 | 20 | 280,00 | 1.12 | 16 |
| C 32 °C | 15.96 | 0.26 | 13 | 170.31 | 0.85 | 12 |
| Fermentation | [-] | |||
|---|---|---|---|---|
| pH | TTA | |||
| Peak Height | Peak Area | Peak Height | Peak Area | |
| F1 | 0.995 | 0.986 | 0.991 | 0.982 |
| F2 | 0.993 | 0.990 | 0.952 | 0.969 |
| F3 | 0.984 | 0.971 | 0.990 | 0.967 |
| F4 | 0.978 | 0.952 | 0.972 | 0.965 |
| F5 | 0.987 | 0.956 | 0.993 | 0.989 |
| F6 | 0.997 | 0.993 | 0.994 | 0.985 |
| F7 | 0.969 | 0.961 | 0.988 | 0.978 |
| F8 | 0.987 | 0.992 | 0.988 | 0.947 |
| F9 | 0.991 | 0.989 | 0.994 | 0.989 |
| F10 | 0.993 | 0.998 | 0.98 | 0.969 |
| F11 | 0.977 | 0.94 | 0.967 | 0.961 |
| F12 | 0.988 | 0.944 | 0.988 | 0.972 |
| F13 | 0.981 | 0.976 | 0.943 | 0.934 |
| F14 | 0.969 | 0.827 | 0.994 | 0.971 |
| F15 | 0.969 | 0.854 | 0.98 | 0.947 |
| F16 | 0.993 | 0.848 | 0.991 | 0.969 |
| Validations | pH | TTA | ||||
|---|---|---|---|---|---|---|
| SSE (-) | RMSE (-) | % Error | SSE (mL/10 g) | RMSE (mL/10 g) | % Error | |
| A 32 °C | ||||||
| F5 with F2 | 2.30 | 0.48 | 25 | 24.16 | 1.55 | 15 |
| F2 with F5 | 2.80 | 0.53 | 26 | 65.61 | 2.56 | 26 |
| A 28 °C | ||||||
| F4 with F1 | 1.35 | 0.34 | 17 | 18.14 | 1.23 | 20 |
| F1 with F4 | 0.17 | 0.13 | 6.5 | 3.43 | 0.59 | 8.4 |
| B 32 °C | ||||||
| F9 with F7 | 0.88 | 0.30 | 14 | 22.91 | 1.51 | 17 |
| F7 with F9 | 1.75 | 0.42 | 21 | 14.59 | 1.21 | 13 |
| B 28 °C | ||||||
| F10 with F8 | 0.59 | 0.24 | 12 | 13.53 | 1.16 | 18 |
| F8 with F10 | 0.40 | 0.20 | 9.9 | 4.13 | 0.64 | 9.2 |
| C 32 °C | ||||||
| F14 with F12 | 1.09 | 0.33 | 16 | 13.18 | 1.15 | 14 |
| F12 with F14 | 4.67 | 0.68 | 27 | 4.12 | 0.64 | 14 |
| C 28 °C | ||||||
| F13 | 1.17 | 0.34 | 17 | 5.86 | 0.77 | 17 |
| F15 | 3.46 | 0.59 | 29 | 8.65 | 0.93 | 19 |
| Validations | pH | TTA | ||||
|---|---|---|---|---|---|---|
| SSE (-) | RMSE (-) | % Error | SSE (mL/10 g) | RMSE (mL/10 g) | % Error | |
| Validation of A 30 °C with | ||||||
| A 28 °C | 0.19 | 0.13 | 6.5 | 7.13 | 0.8 | 10 |
| A 32 °C | 0.75 | 0.26 | 13 | 25.35 | 1.52 | 19 |
| A * (F2/F6) | 0.5 | 0.15 | 7.5 | 8.75 | 0.89 | 11 |
| Validation of B 30 °C with | ||||||
| B 28 °C | 1.17 | 0.33 | 16 | 28.71 | 1.62 | 20 |
| B 32 °C | 0.38 | 0.19 | 9.3 | 1.84 | 0.41 | 5.1 |
| B * (F7/F10) | 0.76 | 0.26 | 13 | 29.27 | 1.63 | 20 |
| Validation of C 30 °C with | ||||||
| C 28 °C | 0.19 | 0.13 | 6.5 | 7.13 | 0.8 | 10 |
| C 32 °C | 0.68 | 0.25 | 12 | 9.98 | 0.95 | 12 |
| C * (F13/F16) | 0.8 | 0.27 | 13 | 2.73 | 0.5 | 6.2 |
| Validations | pH | TTA | ||||
|---|---|---|---|---|---|---|
| SSE (-) | RMSE (-) | % Error | SSE (mL/10 g) | RMSE (mL/10 g) | % Error | |
| A 30 °C with A 32 °C | 31.01 | 0.50 | 25 | 927.55 | 2.76 | 39 |
| C 32 °C with A 32 °C | 31.40 | 0.37 | 18 | 7869.90 | 5.79 | 83 |
| B 30 °C with B 28 °C | 29.66 | 0.49 | 25 | 433.64 | 1.89 | 27 |
| B 28 °C with C 28 °C | 52.66 | 0.46 | 23 | 674.81 | 1.66 | 24 |
| C 30 °C with C 28 °C | 13.01 | 0.33 | 16 | 86.39 | 0.84 | 12 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Anker, M.; Yousefi-Darani, A.; Zettel, V.; Paquet-Durand, O.; Hitzmann, B.; Krupitzer, C. Online Monitoring of Sourdough Fermentation Using a Gas Sensor Array with Multivariate Data Analysis. Sensors 2023, 23, 7681. https://doi.org/10.3390/s23187681
Anker M, Yousefi-Darani A, Zettel V, Paquet-Durand O, Hitzmann B, Krupitzer C. Online Monitoring of Sourdough Fermentation Using a Gas Sensor Array with Multivariate Data Analysis. Sensors. 2023; 23(18):7681. https://doi.org/10.3390/s23187681
Chicago/Turabian StyleAnker, Marvin, Abdolrahim Yousefi-Darani, Viktoria Zettel, Olivier Paquet-Durand, Bernd Hitzmann, and Christian Krupitzer. 2023. "Online Monitoring of Sourdough Fermentation Using a Gas Sensor Array with Multivariate Data Analysis" Sensors 23, no. 18: 7681. https://doi.org/10.3390/s23187681
APA StyleAnker, M., Yousefi-Darani, A., Zettel, V., Paquet-Durand, O., Hitzmann, B., & Krupitzer, C. (2023). Online Monitoring of Sourdough Fermentation Using a Gas Sensor Array with Multivariate Data Analysis. Sensors, 23(18), 7681. https://doi.org/10.3390/s23187681