1. Introduction
There is a tendency to lower the weight of structures—hence a noticeable interest in using thin-walled components. Such structures are usually made of materials such as aluminum and titanium alloys, although some advanced materials also are used such as nickel alloys or else some grades of stainless steel [
1]. Based on forecasts, it is expected that interest in thin-wall structures will continue at a high level in the coming years. This is due to the lack of alternative materials for high-temperature components such as turbines or aerostructure engines [
2]. Various definitions of thin-walled components are available—involving the dimensions of the semi-finished product. For cylindrical elements, there is a definition saying that if the ratio of wall thickness to the diameter of the semi-finished product is less than 1/10 then the element is defined as thin-walled. For plates, it is assumed that if the ratio between the length of the shorter side and the wall thickness is in the range of between 1/100 and 1/5, then one has a thin-walled element [
3,
4].
One of the main types of machining used to manufacture such parts—often of complex shape—is milling. There are many undesirable phenomena, and one of them is vibration, which has a negative effect on the quality of the machined surface. Vibrations are caused by moving parts. During milling, each element affects the rigidity of the system machine–tool holder–workpiece–tool [
5]. The vibrations strongly affect the surface roughness and have a significant impact on tool life [
6]. Cutting parameters, machining strategies and the cutting tools used are just a few of the factors that have an impact on vibration [
7]. All machine components have natural frequencies, i.e., frequencies at which the system vibrates when brought out of equilibrium [
8]. A typical classification of vibrations distinguishes free, forced and self-excited vibrations, which are caused by oscillation of friction values and cutting forces; there are also forces transferring energy from the drive to the machine system [
8,
9]. In the milling process, the most common type of vibrations are self-excited chatter vibrations [
10]—characterized by the fact that they arise suddenly and reach full scale in unstable system [
11]. Chatter vibrations during the milling process are manifested by the occurrence of characteristic notching, i.e., characteristic surface irregularities. Their formation can be caused by the instability of both the workpiece and the tool [
12,
13,
14,
15,
16,
17,
18]. The effect of chatter vibration is the reduction of machining productivity and dimensional accuracy, deterioration of the quality of the machined surface, reduction of tool life and production of excessive spindle noise [
12,
13,
14]. Identifying the stability of machining processes can be accomplished using a variety of analysis methods and calculations for measuring vibration during machining involving acceleration sensor, dynamometers and microphones [
18,
19,
20,
21].
In engineering research, most of the signal variables are in analog form, while modern measurement equipment allows digital representation of the signal. The digital representation of an analog signal often affects the characteristics of the signal; hence, it is necessary to understand the basic principles of signal processing [
17]. A key tool in signal analysis, as well as in the control of the processing process, is FFT (Fast Fourier Transform) analysis [
18,
22]. FFT is unable to represent signal changes over time and only shows an averaged value—the main problem with using this tool [
23]. For this reason, the Short-Time Fourier-Transform (STFT) can be used as an alternative tool to present a full spectrum of changes during processing. The principle of the STFT is based on the Discrete Fourier Transform (DFT), which represents the frequency and phase components of a time-dependent signal segment. A discrete STFT can be obtained by using equal segmentation with overlap windowing techniques and performing a DFT [
24].
Using spectrogram graphs to study conditions during processing is becoming more common—although this tool is not as widely used as the Fast Fourier Transform. Wan and coworkers [
25] presented time–frequency spectrograms of the resultant force for parameters in the stable and unstable operating range during the milling of carbon fiber-reinforced plastic. Li and coworkers [
26] described the possibility of using spectrograms during vibration control in the grinding process and correlated the results so obtained with micro-surface topography. The Short-Time Fourier-Transform can also be used to control the turning process. Yan and coworkers [
27] provided an approach based on using the spectrogram to evaluate the vibration frequency of a workpiece made of reinforced steel during the turning process and correlated the results with the roughness parameters obtained. During the machining of thin-walled workpieces, vibrations may appear irregularly or may be increased due to the reduced stiffness of the workpiece [
1].
We inferred from the publications cited above that it might be worthwhile to use STFT in the milling process of thin-walled structures. STFT will allow providing information on the course of vibrations along the entire length of the specimen.
The main purpose of our study is the determination of the vibration distribution and evaluation of the stability of the milling process of parts with vertical thin walls—using tools designed for various machining methods. We obtain spectrograms of the sample acceleration’s vibration signal in the coordinate system of component axes during the milling of thin-walled structures. The input variables are the type of material used (titanium or nickel alloys), the cutting strategy (larger involvement of the face part or larger involvement of the cylindrical part) and the type of cutting tool (general purpose, performance machining and high-speed machining).
2. Materials and Methods
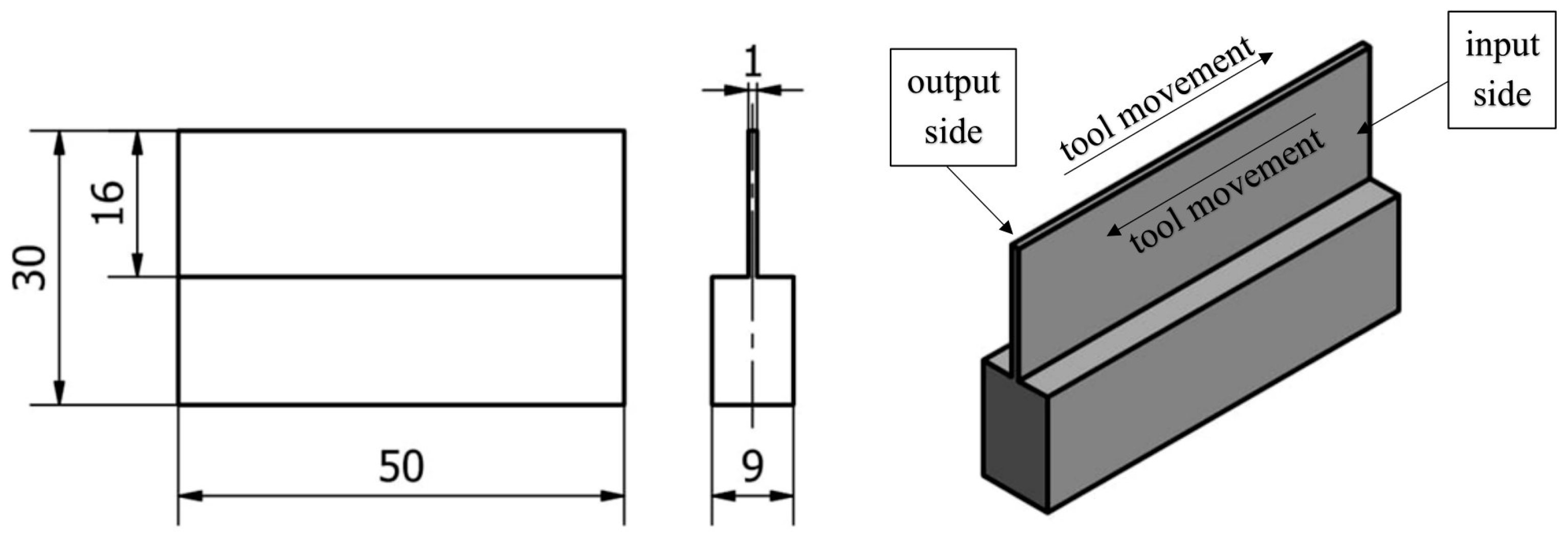
The results presented in this paper are part of a broader study. The input factors used here were the workpiece material, the machining strategies and the cutting tools used to machine vertical thin-walled parts. On this basis, we have milled samples with thin vertical walls. Appropriate vibration tests were carried out for samples so prepared. From the obtained waveforms, we have created vibration spectrograms of the sample’s acceleration along the three component axes. A diagram presenting the test object along with the input and output factors is shown in
Figure 1.
A 10 mm-thick sheet of metal was used for the samples, first ground to a dimension of 9 mm on both sides using a SGA3063AHD surface grinder manufactured in Poland by the company Jazon. Then, semi-finished samples with dimensions of 31 × 51 mm were cut using a WaterJet HWE-P 1520 machine tool supplied by the German company H. G. Ridder Automatisierungs GmbH. In the last step, the overall dimension was carried out on a DMC 1150 V machine (manufactured and provided by German company DMG Mori), resulting in cubes with dimensions of 30 × 50 mm. In the next stage, samples were milled with thin vertical walls—according to the methodology described below, see
Figure 2. A vertical wall with a thickness of 1 mm was made along the entire length of the specimen equal to 50 mm and a height equal to 16 mm. The shapes of the semi-finished product and the finished sample dimensions are constant factors in our study.
Another parameter that provides pertinent information on the samples is the material removal rate (MMR) called below Q, which provides the amount of material removed from the workpiece relative to the amount of initial material. It is defined in terms of the feed rate V
f (mm/rev), the cut depth a
p (mm) and the radial depth a
e (mm), [
28] according to the following relation Equation (1):
In our experiments—regardless of the machining strategy—we have maintained Q = 2.03 cm3⁄min.
From the group of titanium alloys, we have used Ti6Al4V grade 5, an alloy quite often used [
29,
30], applicable both in aircraft structures and in engines [
31]. This alloy in its annealed state is suitable for applications where the temperature does not exceed 400 °C. It is highly machinable, provides moldability and can be welded by conventional processes [
32]. From nickel superalloys, we have chosen Inconel 625. It is a nickel–chromium–molybdenum alloy with the addition of niobium. Molybdenum stiffens the alloy substrate, resulting in high strength without the need for hardening by heat treatment. Inconel 625 is resistant to corrosive environments, including pitting and crevice corrosion [
33]. The chemical compositions and mechanical properties of our materials are provided in
Table 1,
Table 2,
Table 3 and
Table 4.
We have used several types of cutting tools. Machining was carried out with three 10 mm diameter monolithic milling tools designed for different machining methods—a general purpose tool (for a wide range of materials), as well as a performance tool and a speed tool, which are designed only for machining titanium and nickel alloys [
34,
35,
36].
Table 5 shows the tools adopted for the experiment. The geometry specifications of each tool are shown in
Table 6.
Significant in our work was the cutting strategy. Two different approaches were used to utilize the capabilities of the cutting tool. In the first approach, it was decided to engage the face part of the tool to a larger extent by using a depth of cut of 4 mm and a radial depth of 2 mm. The second approach involved the cylindrical part of the tool to a larger extent using a depth of cut equal to 16 mm and a radial depth of 0.5 mm.
Table 7 shows the cutting parameters adopted for each of the samples made. The adopted feed rate V
f was constant for all cases and equaled 255 mm/min while the cutting speed V
c was in the middle of the speed range provided for each of the cutting tools used by their manufacturer. Thus, the cutting speed equaled 100 m/min for the titanium alloy and 40 m/min for the nickel alloy. Due to the higher stiffness of the nickel alloy, lower cutting speeds had to be used. The parameters adopted during the experiment were within the range recommended for use during machining.
SILUB MAX two-component water–oil emulsion was used—following the cutting tool manufacturer’s recommendations. The coolant meets the requirements of TRGS 611 and is designed for general applications including milling of materials such as titanium and nickel alloy under extreme conditions [
37]. A mixture of 15 vol.% oil and 85 vol.% water was used when machining the samples.
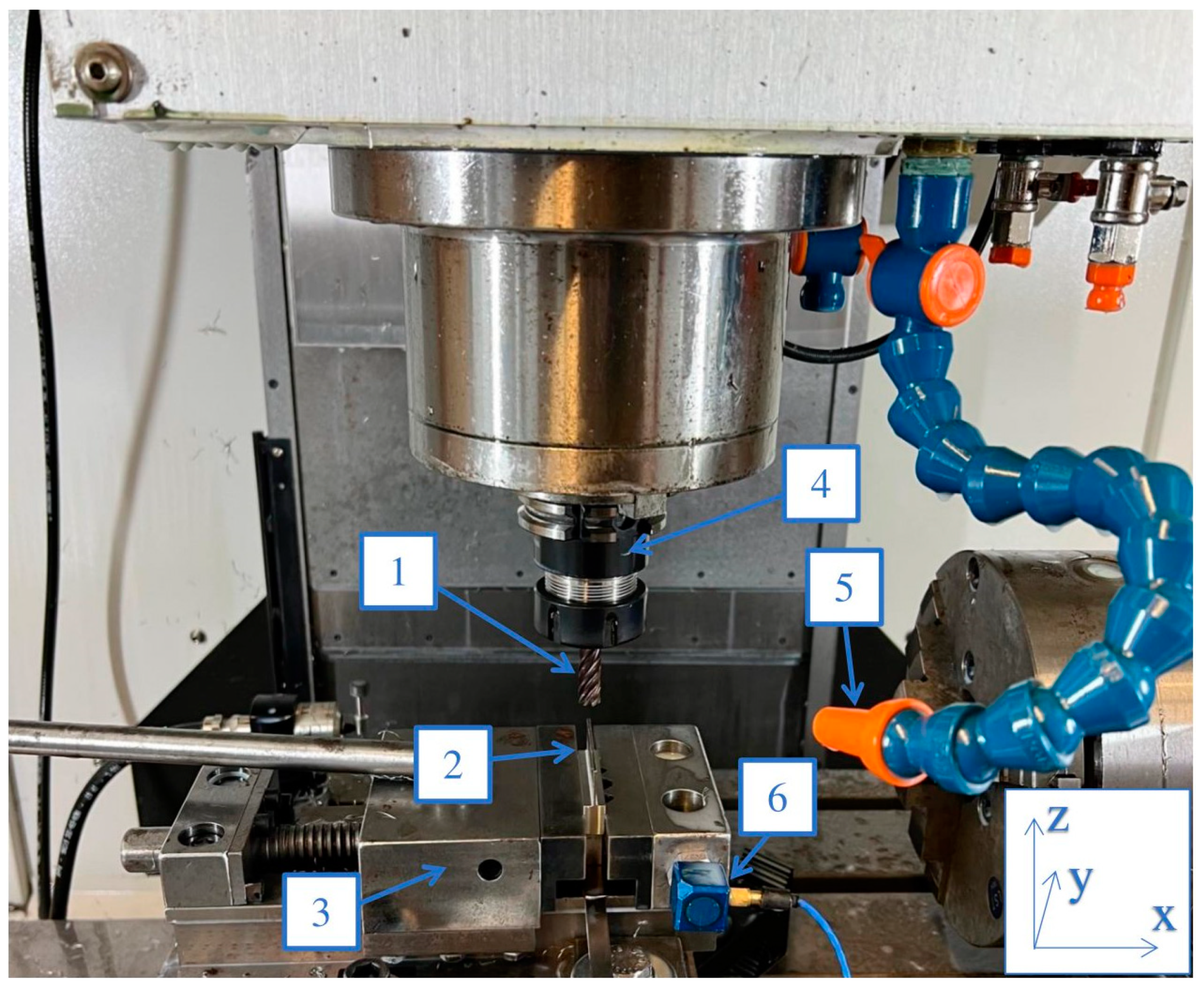
The samples were made on a Mikron VCE 600 Pro numerically controlled milling machine manufactured by GF Machining Solutions (Switzerland), supplied with iTNC530 control software developed by Heideinhain (Germany). The prepared semi-finished product, in the form of a cube measuring 9 mm × 30 mm × 50 mm, was mounted in a vise at 10 mm of the specimen height. During the execution of samples with thin vertical walls, the vibration sensor was mounted on a vise. The tools were mounted in an ER32 tool holder using a ϕ = 10 mm precision collet, and the tool overhang was constant for all tools. The experimental setup and method of mounting the sensor are shown in
Figure 3.
The vibration signal occurring during machining was recorded using a circuit consisting of a PCB-356B08 vibration sensor manufactured by PCB Piezotronics Inc. (USA) connected to an NI USB-9162 measurement card. The card transmitted the signal to a computer. The signal was recorded in a measurement program prepared in the LabView environment. The system for measuring vibrations during sample processing is shown in
Figure 4.
The vibration sensor was calibrated according to the calibration data sheets provided by the manufacturer. The adopted values and data for the sensor are shown in
Table 8.
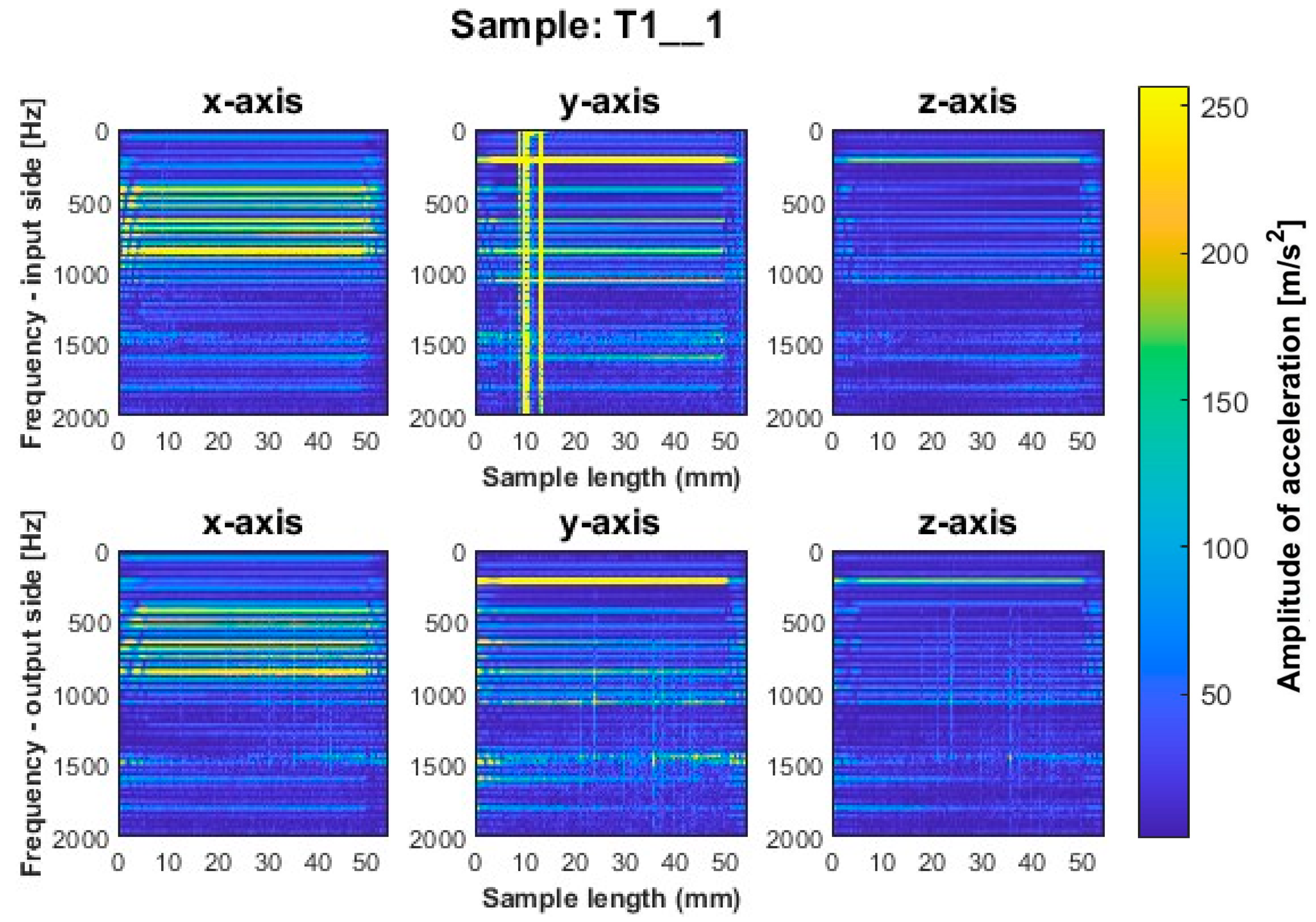
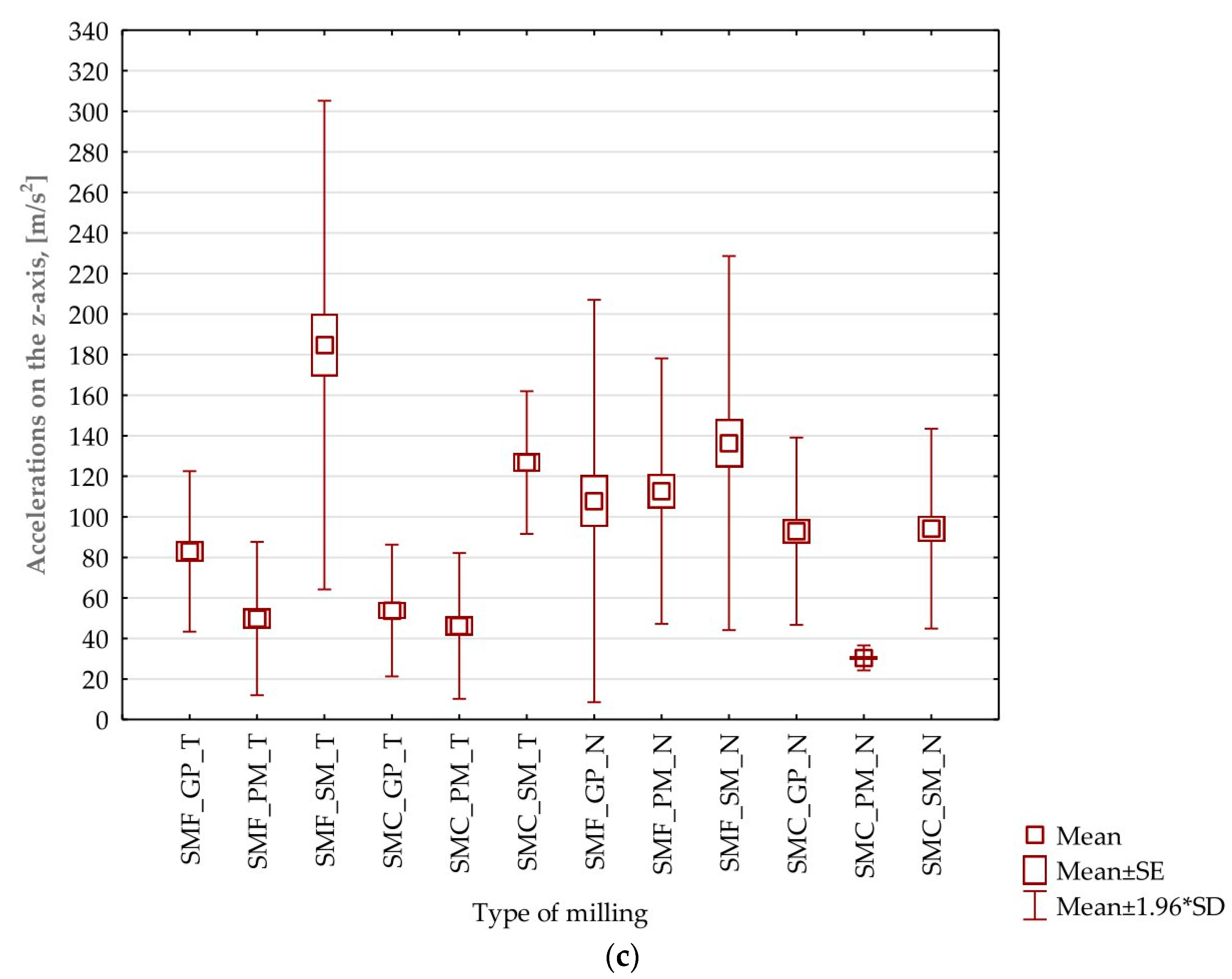
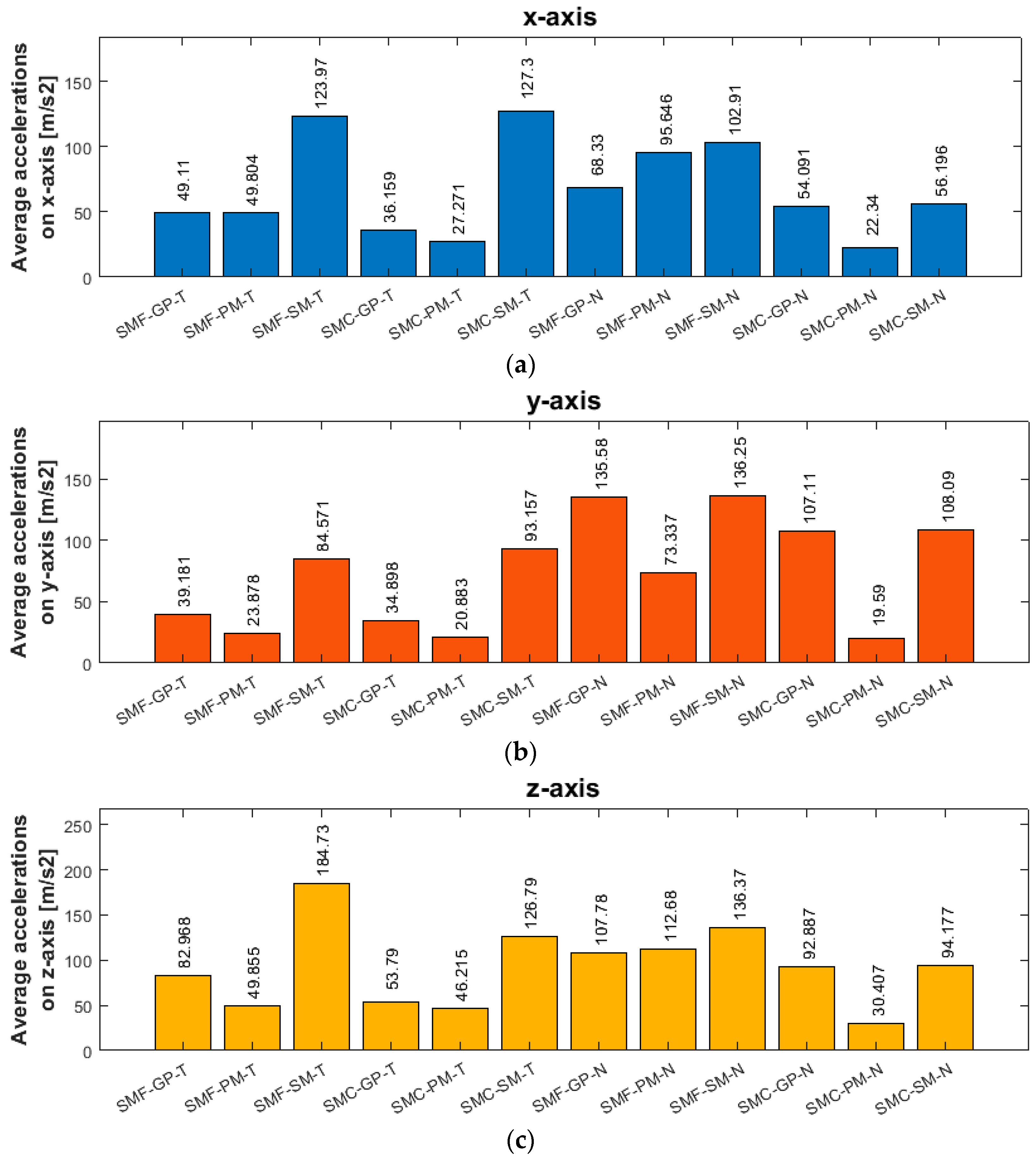
During the processing of the samples, the acceleration on each of the three axes of the coordinate system was recorded at a sampling rate of 25,000 Hz. In the first step, the original vibration waveforms were determined—which made it possible to follow the acceleration during each of the transitions along all the component axes of the x, y, and z coordinate systems. Then, the analysis of the results was performed using the Short-Time Fourier-Transform (STFT) program prepared in MatLAB R2020B (update 3—9.9.0.1538559) software. To evaluate the phenomena occurring during machining in specific areas of the machined surface, it is advantageous to correlate them with the conditions during machining. STFT provides an opportunity to achieve this goal since spectrograms with changes in amplitudes over time are visible. In the case of the classical Fourier analysis (DFT and FFT), only the average value for the entire process is obtained. It is for this reason that it was decided to use spectrograms in our study.
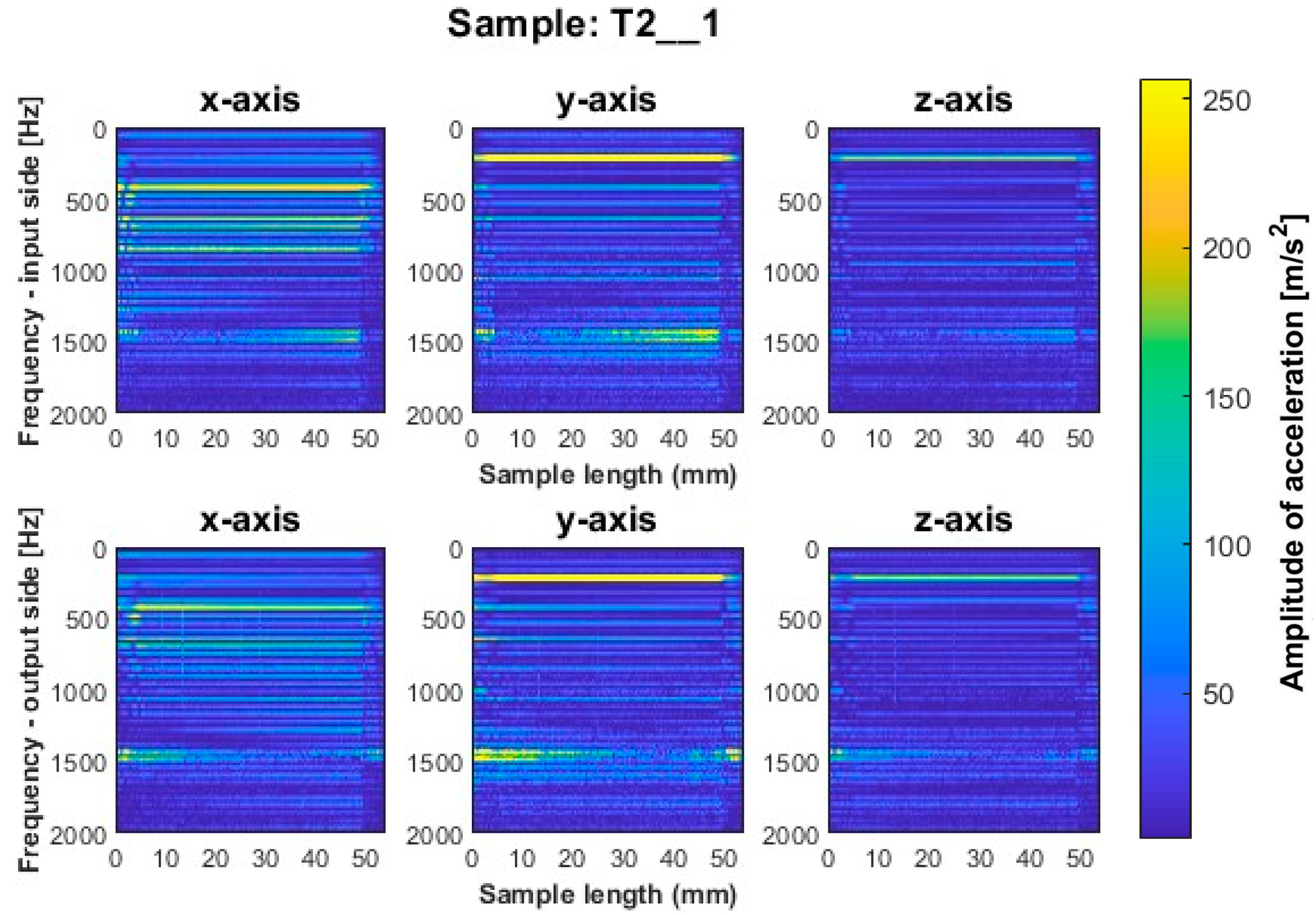
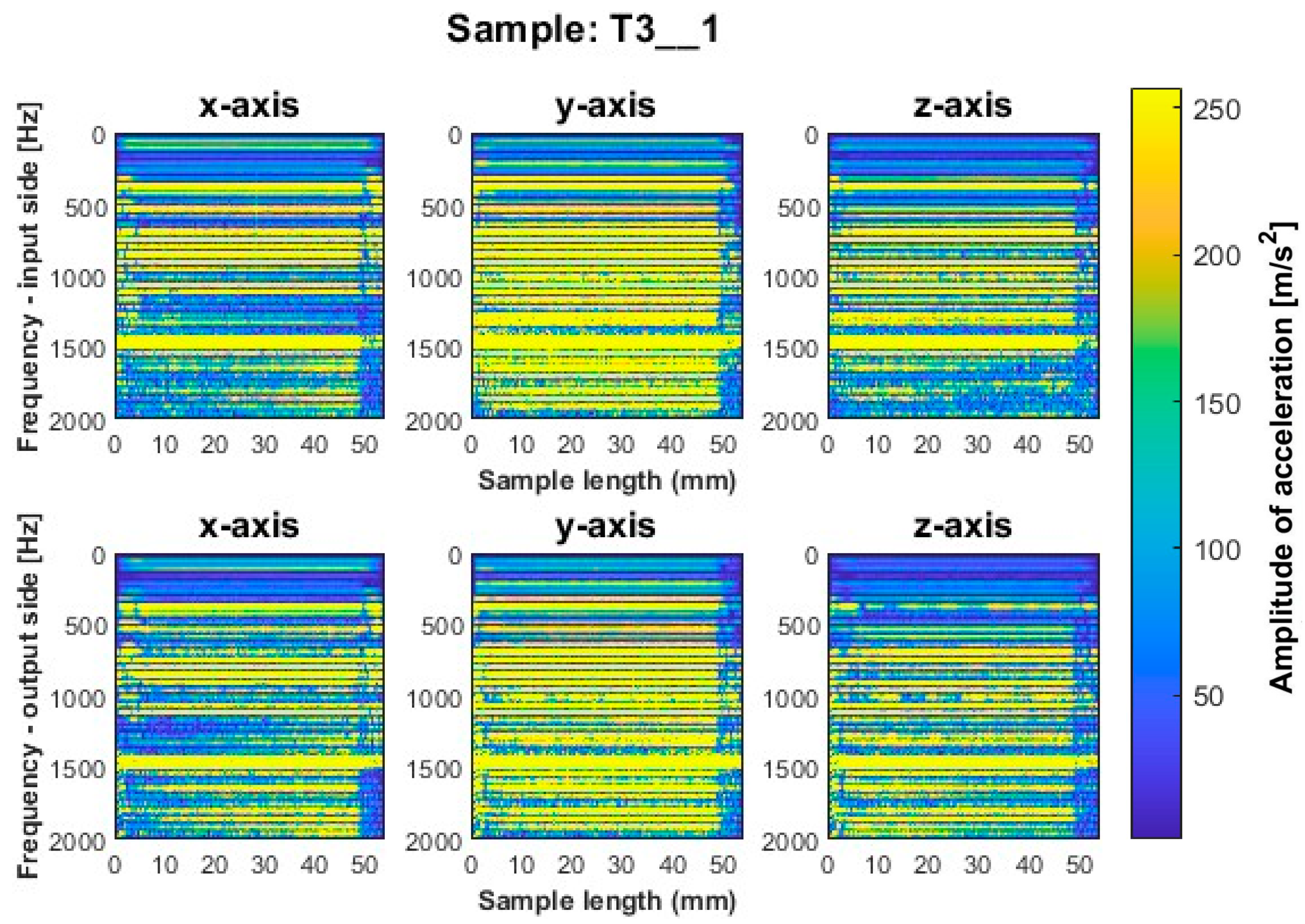
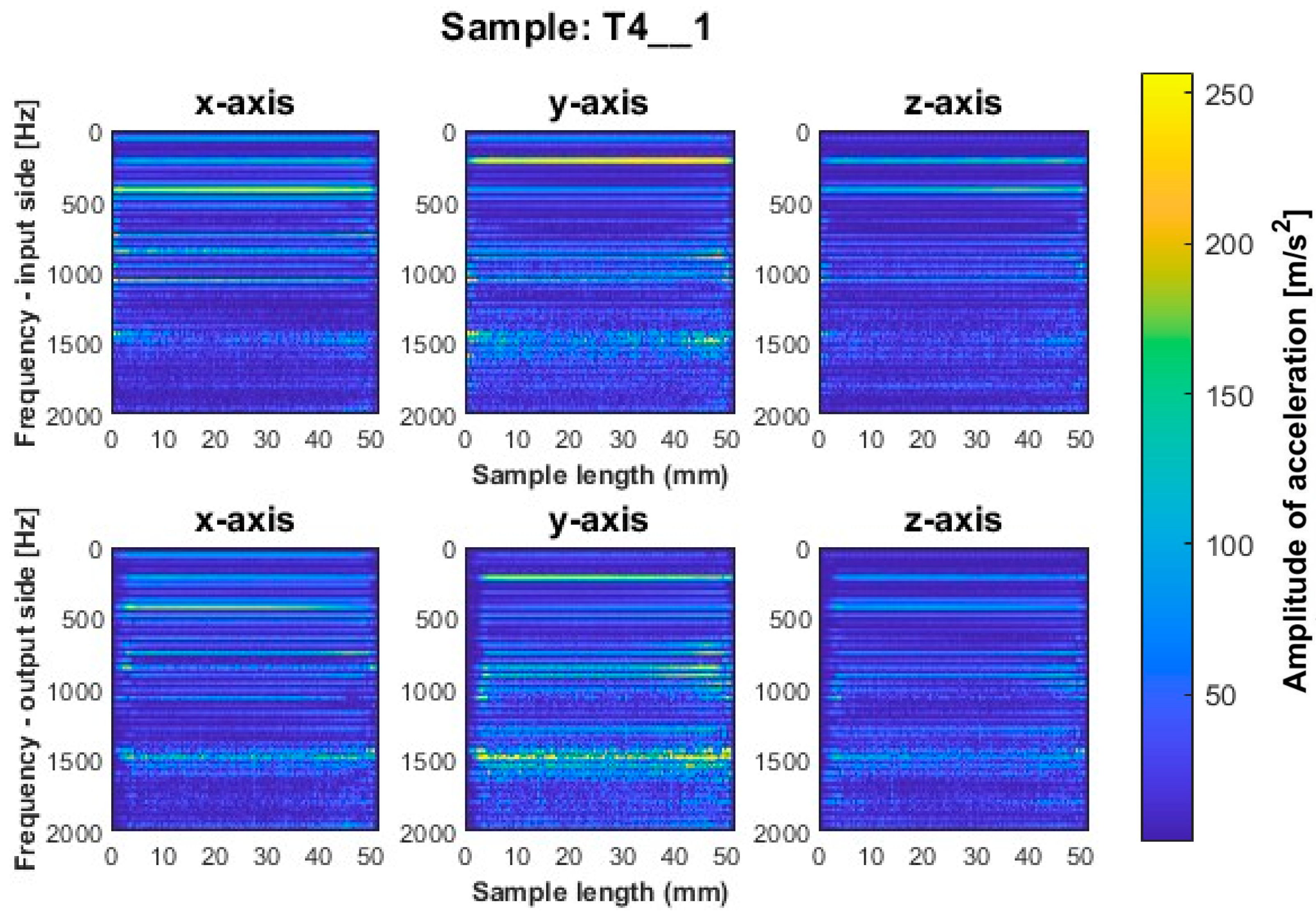
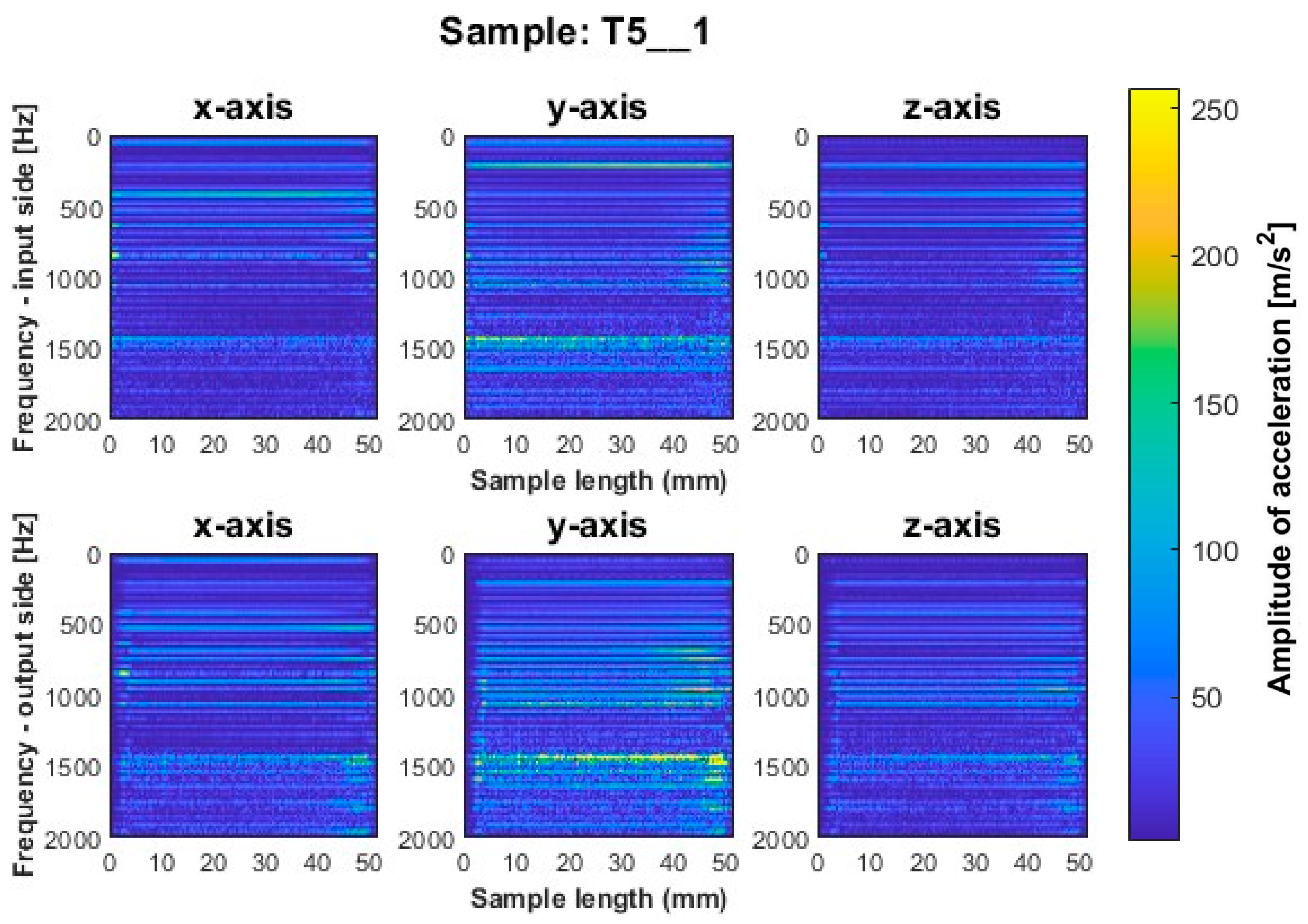
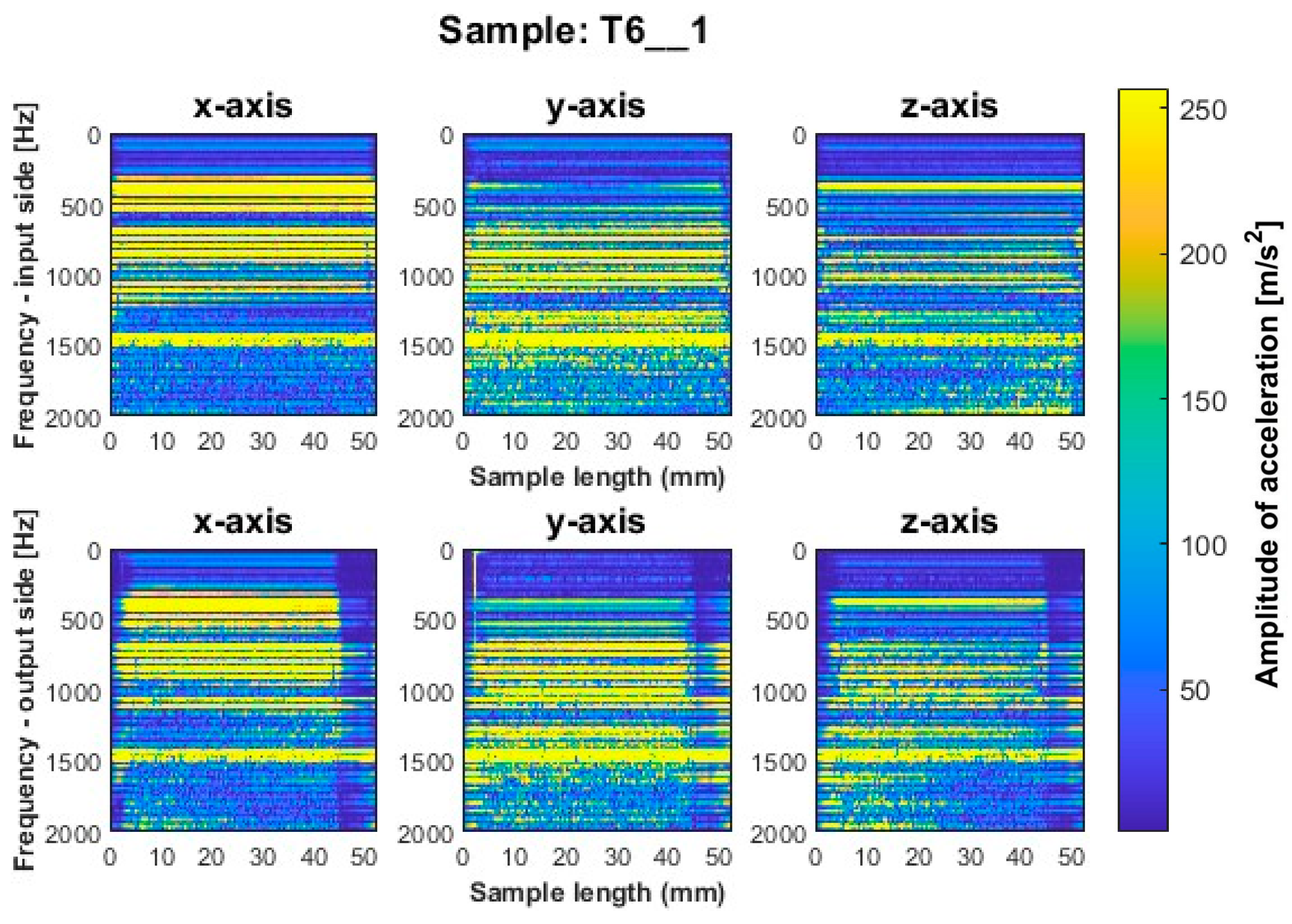
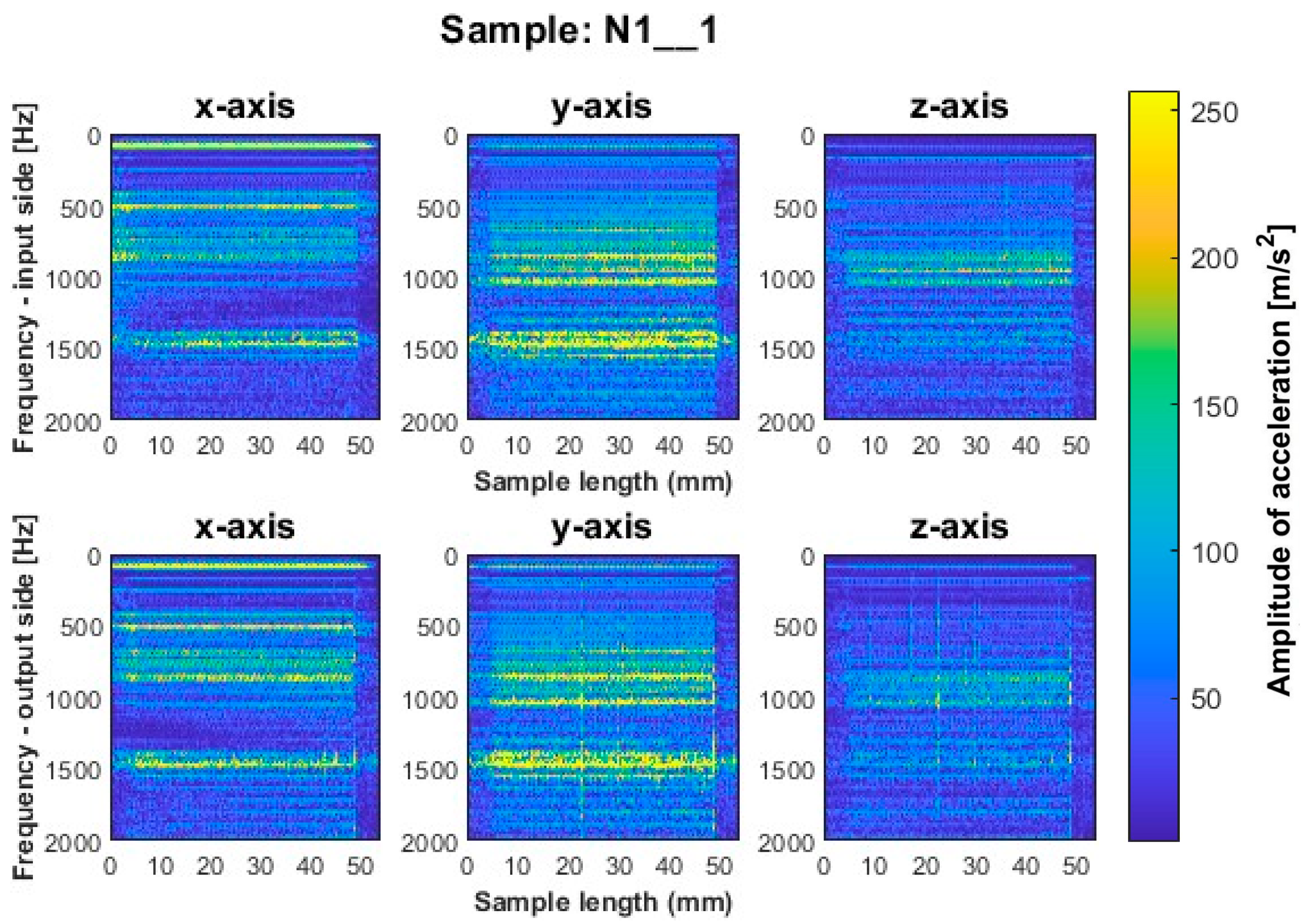
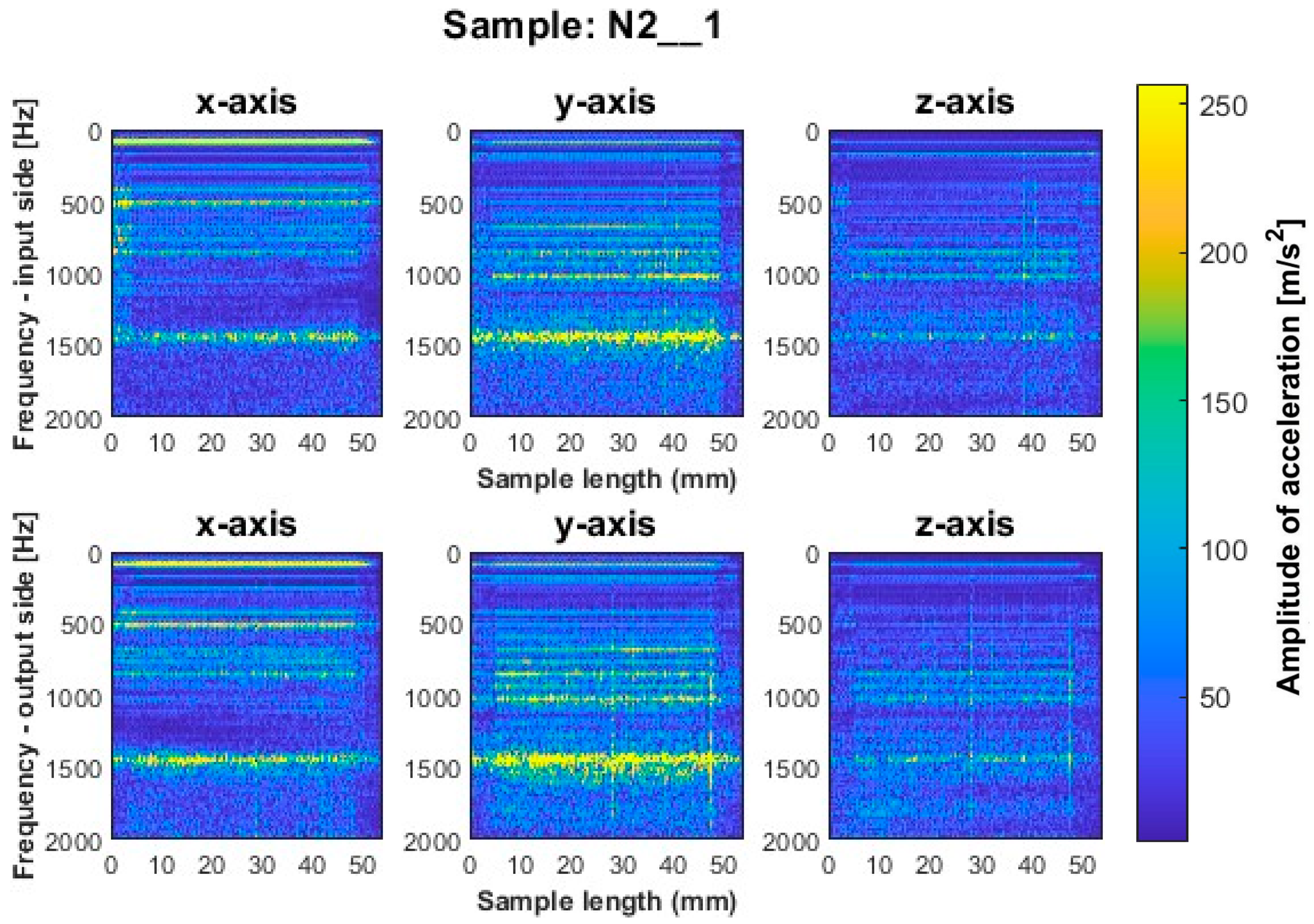
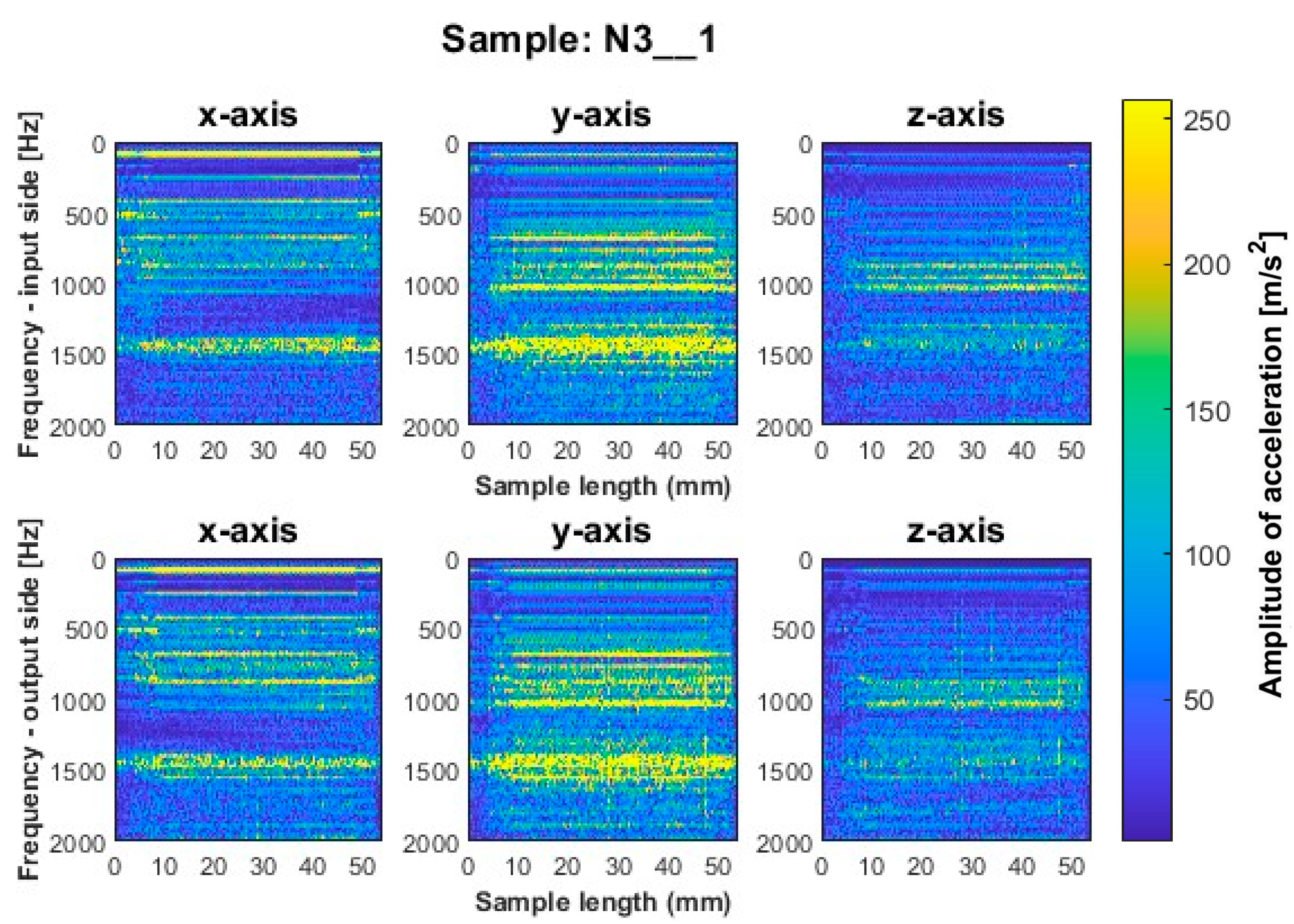
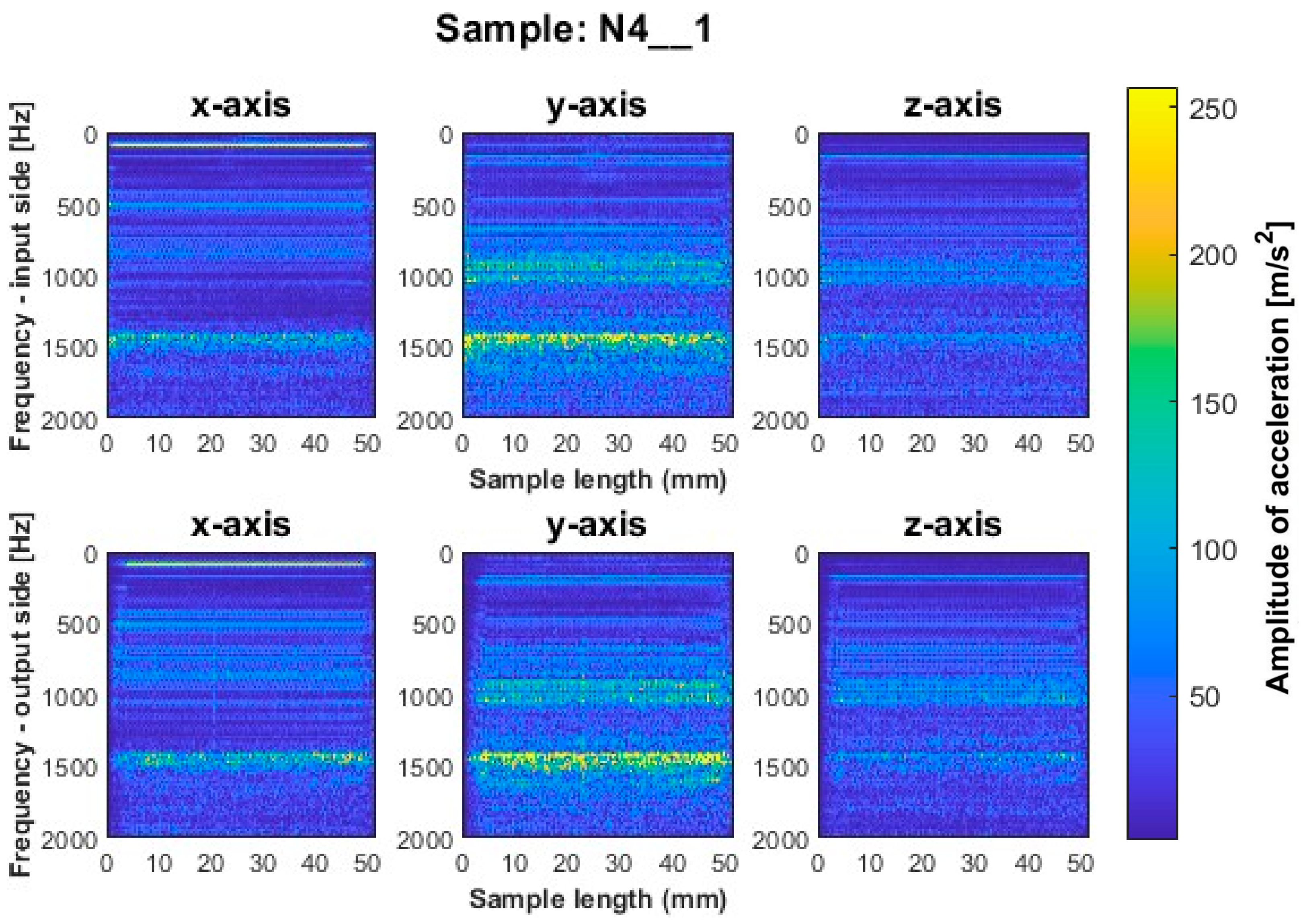
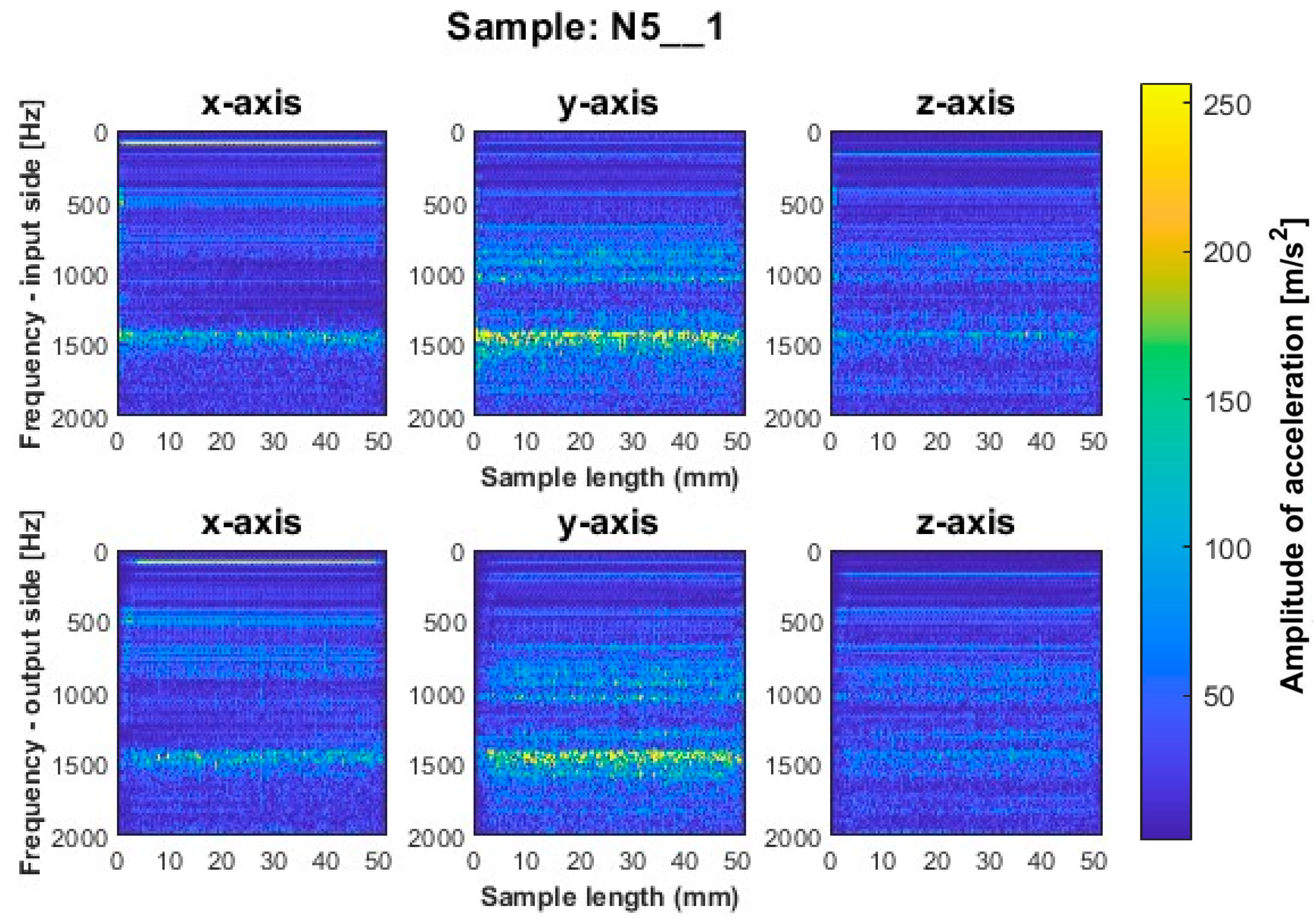
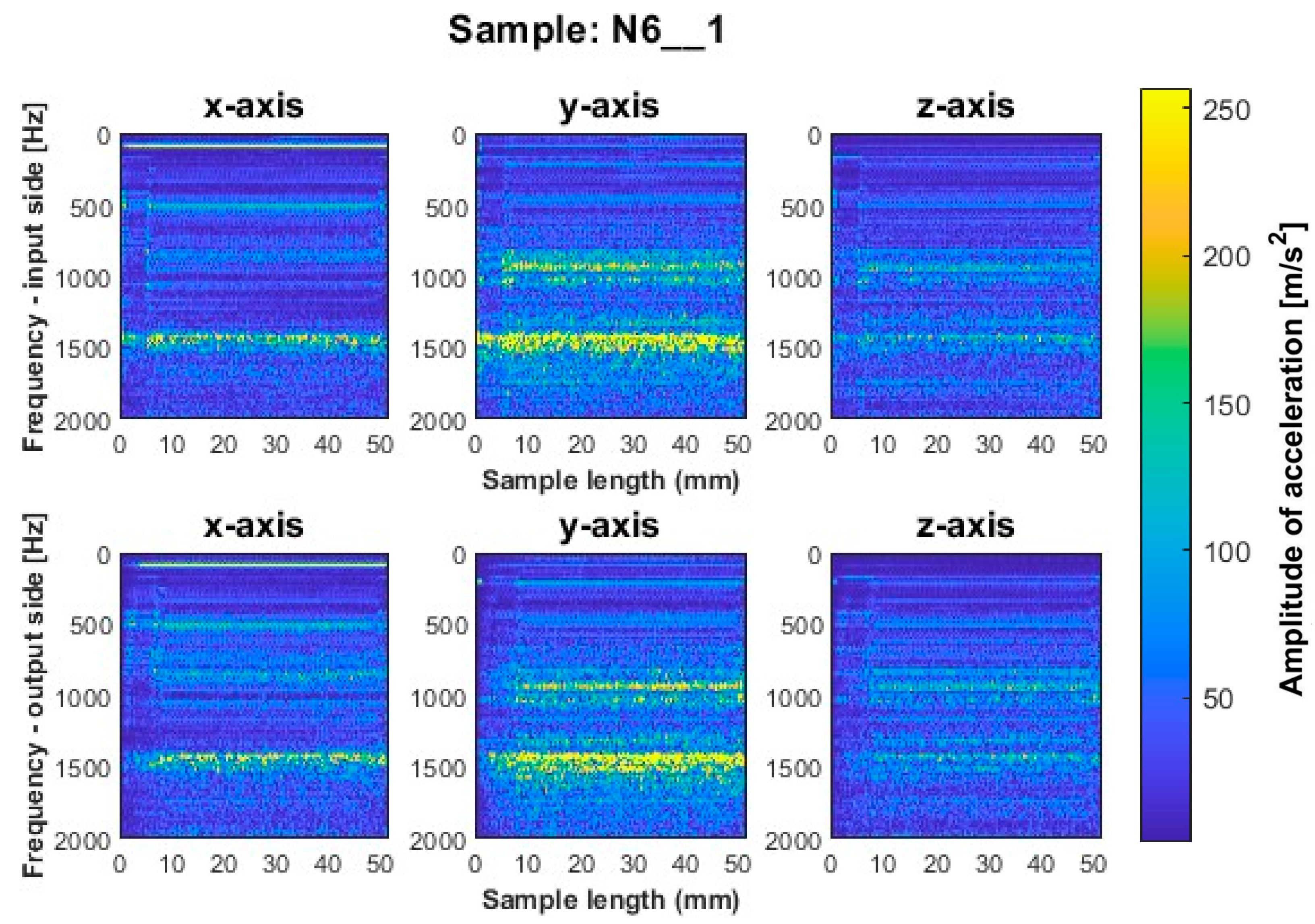
As part of the analysis of the results, the spectrograms of the sample acceleration vibration signal were determined to evaluate the conditions during sample machining for the entire frequency range for the last pass—the finishing pass—which determines the surface of the finished product. The analysis of the last pass was presented for both the input side and the output side. To perform spectrograms, the built-in spectrogram function in MatLAB with the Hanning window was used. This window was selected because of its popularity in vibration tests during the milling process, which was apparently because of its good performance. This window is also a good choice because it features a falling profile that minimizes the effect of spectrum leakage. Spectrum leakage can cause unwanted artifacts and distortion of the frequency spectrum. Moreover, the Hanning window provides a good balance between time and frequency resolution. The frequency range of 0.5–5000 Hz was used to implement the window, in line with the frequency range of the vibration sensor. To perform this function, the signal from the entire transition was used, and the subsequent parameters depended on the “framelen” variable equal to 471 for titanium alloy and 295 for nickel alloys. These values were adopted since they are the number of samples per full period of vibration resulting from the spindle’s rotary motion. It was assigned as a variable value because subsequent parameters were dependent on it. Equation (2) below shows the line from MatLAB taken to prepare the spectrogram. Here “Data” is the input signal from the measurement; hann(4∙framelen) defines the window used and shows its length during the analysis; 2∙framelen is the offset between the consecutive segments of the signal (a value of 2∙framelen means that the segments will have 50% overlap); 4∙framelen is the length of the segment of the signal that will be subjected to the Fourier transform while fs is the data signal sampling frequency. We have:
In the above equation, Sw is defined as a matrix, which stores short-time spectra for individual segments of the signal, and W is a vector containing the values of time midpoints for each segment.
As can be seen in Equation (2), four times “framelen” was taken for the Hanning window, while the overlap was twice the value of framelen and half of the length of the window. Signals from transitions that had a significant effect on the surface of the finished product were included in the analyses; hence, the last full transition for the input side and the output side were considered.
The classical STFT shows a plot of frequency amplitudes versus measurement time. Within the framework of this study, this value was related to the sample length S in terms of the feed rate V
f and time t Equation (3):
During the experiment, a constant feed rate value V
f = 255 mm/min was maintained. The time t in Equation (3) was calculated in terms of the length of the measurement signal L and the sampling frequency f
s adopted during the measurement, namely:
4. Summary and Concluding Remarks
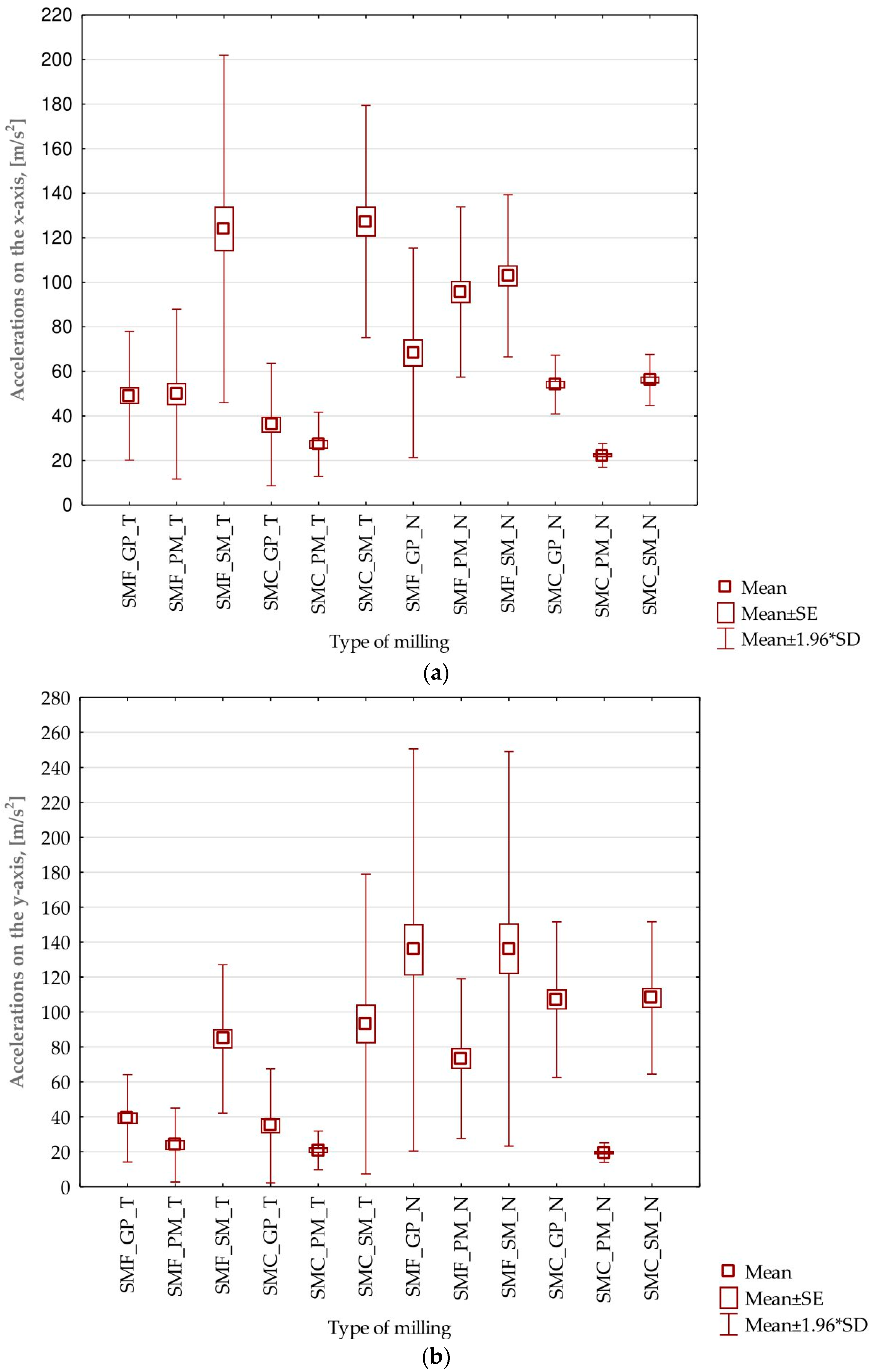
According to the plan, samples with vertical thin walls were milled under controlled machining conditions. During the milling of the samples, the acceleration vibrations of samples were measured on three axes of the coordinate system. The input factors were the material (titanium alloy or nickel alloy), the cutting tool (for general purpose, for high-performance machining and for high-speed machining) and the cutting strategy (side milling with larger involvement of the face part and with larger involvement of the cylindrical part). Based on the measurements performed, spectrograms of the unfiltered signal were prepared and are shown in relation to the length of the sample. The following conclusions seem worth noting.
Comparing the graphs obtained for the first input factor—the workpiece material—the process is more stable for the nickel alloy than for the titanium alloy samples. We have already discussed this above in terms of rigidity and hardness. For nickel alloy workpieces, the distribution of the acceleration frequency amplitudes on the input and output sides are very close to each other. For the assumed cutting conditions, instability of the process is observed during the milling of titanium alloy samples, seen as an irregular course of the amplitudes. The titanium alloy samples present the trend observed for the nickel alloy samples; on the input and output sides, there are similar values of the amplitudes of the acceleration vibration frequencies and their distribution along the length.
Focusing on the second input factor, namely the individual cutting tools and the spectrogram plots obtained for them, the lowest values of acceleration vibration frequency amplitudes are observed for the tool designed for high-performance machining, while the highest values are observed for the tool designed for high-speed machining. The geometry of tools designed for high-performance machining affects the stiffness of the tool and, consequently, the stability of machining. Future studies should focus on determining the interrelation between the stiffness of the tools used and the vibrations recorded.
The last variable factor was the cutting strategy. For both materials, samples made with the strategy with larger involvement of the cylindrical part (labeled 4 to 6) show higher stability and lower amplitude values compared to samples obtained by milling with greater involvement of the front part (labeled 1 to 3). Side milling with larger face part involvement shows a more irregular distribution of vibration amplitudes.
In the future, we would like to look for a correlation between the vibration plots obtained during machining with the cutting forces, as well as the surface topography and dimensional-shape accuracy of the finished product. Thus, our future plans include:
Experimenting with a larger number of samples;
Carrying out tests with different variances of cutting parameters;
Application of damping elements;
Checking different approaches to clamping the sample.
While metals have been used for thousands of years [
38], new original applications are reported in the literature. Thus, Pereira, Braga and Kubrusly [
39] describe an ultrasonic system capable of simultaneously power transferring and transmitting data through a set of two flat steel plates separated by a fluid layer—using a pair of co-axially aligned piezoelectric transducers on opposite sides of the barrier. Ioana and coworkers in Bucharest [
40] used physicochemical systems connected to a computer to optimize the melting of metals. Vaskeliene and her colleagues in Kaunas [
41] developed high-temperature ultrasonic transducers for non-destructive testing; the transducers are resistant to multiple heating-cooling cycles. Torokhtil and his colleagues in Rome [
42] developed a dielectric-loaded resonator for the determination of the root-mean-square surface roughness of metals. Alloy weld solidifications have been discussed by Messler Jr. and De Fazio [
43].
To take a broader view, let us consider teaching metals and their alloys as a part of teaching materials science and engineering and also teaching related subjects such as physics, mechanical engineering and chemistry. Recrystallization in metals and alloys has been explained using a simple analytical model by Monge and Worner [
44]. The corrosion of metals was discussed by Iribarren Laco and Iribarren Mateos [
45]. Titanium we have worked with is used in shape memory alloys—as explained by Wadood and Azair [
46].




 ,
, 






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}