
A Review on Fast Tomographic Imaging Techniques and Their Potential Application in Industrial Process Control

 ,
,  ,
,  , ,
, , 
 ,
, 
Abstract
:1. Introduction
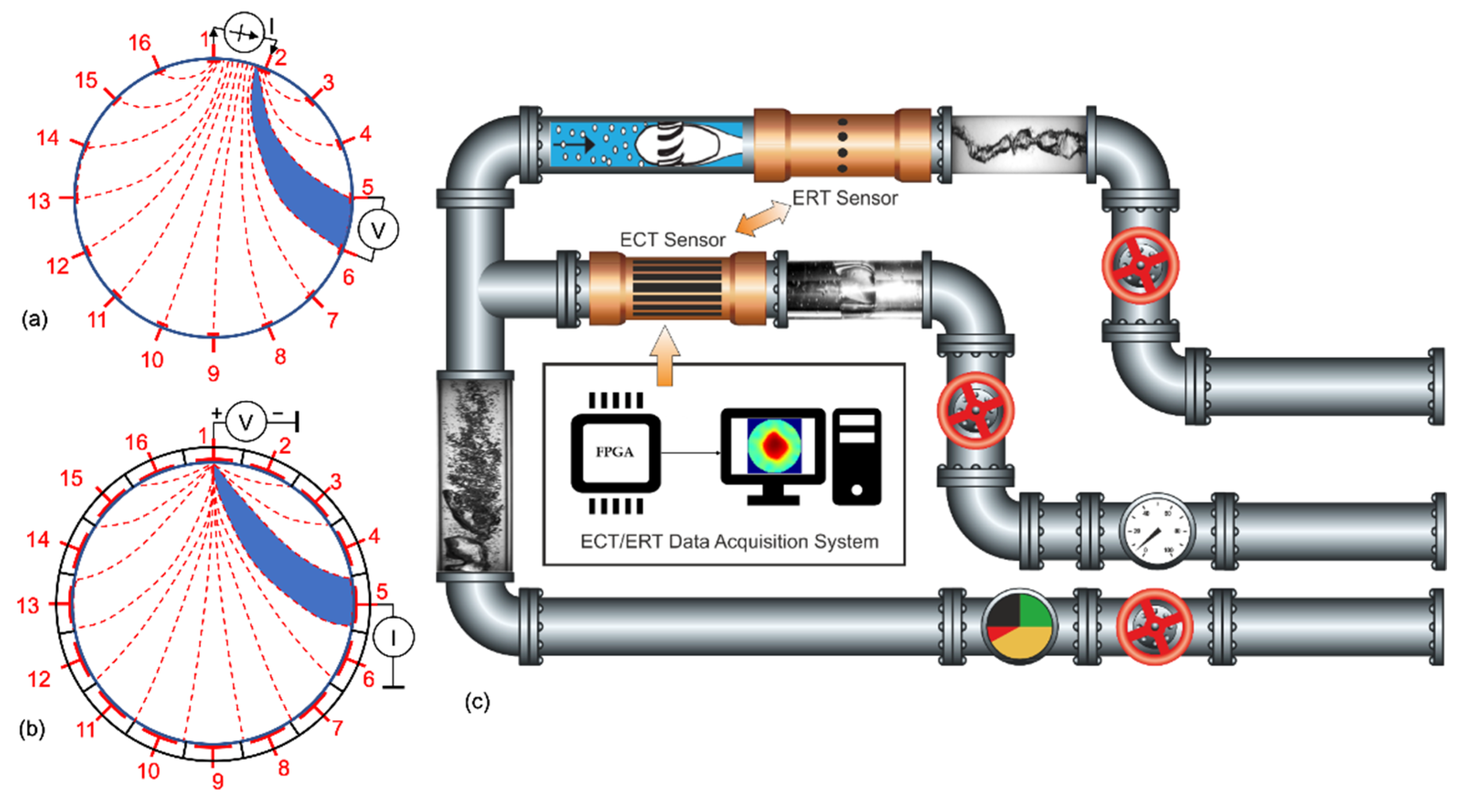
2. Electrical Resistance and Electrical Capacitance Tomography
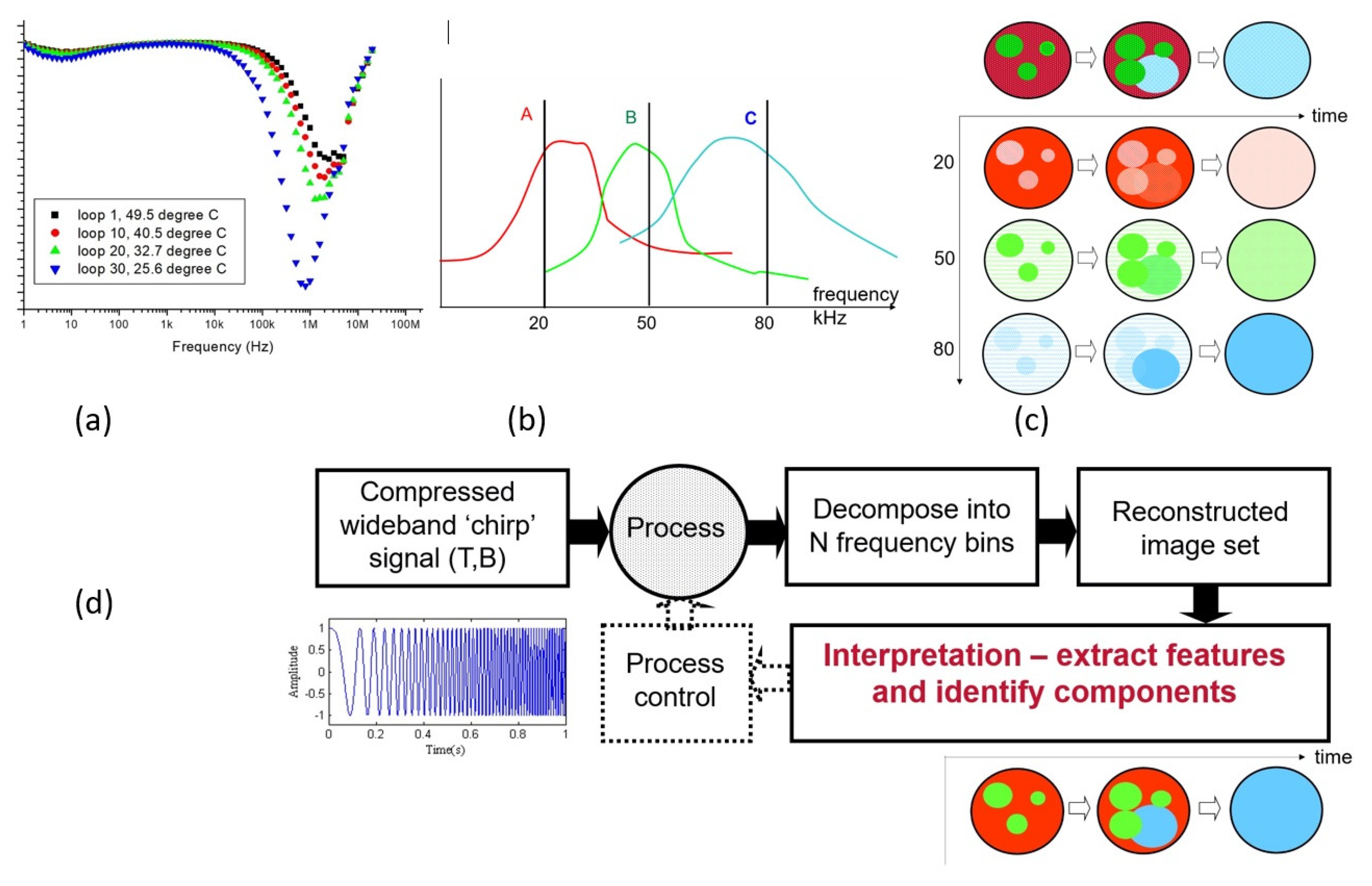
3. Multi-Spectral and Spectro-Tomography
4. Wire-Mesh Sensors
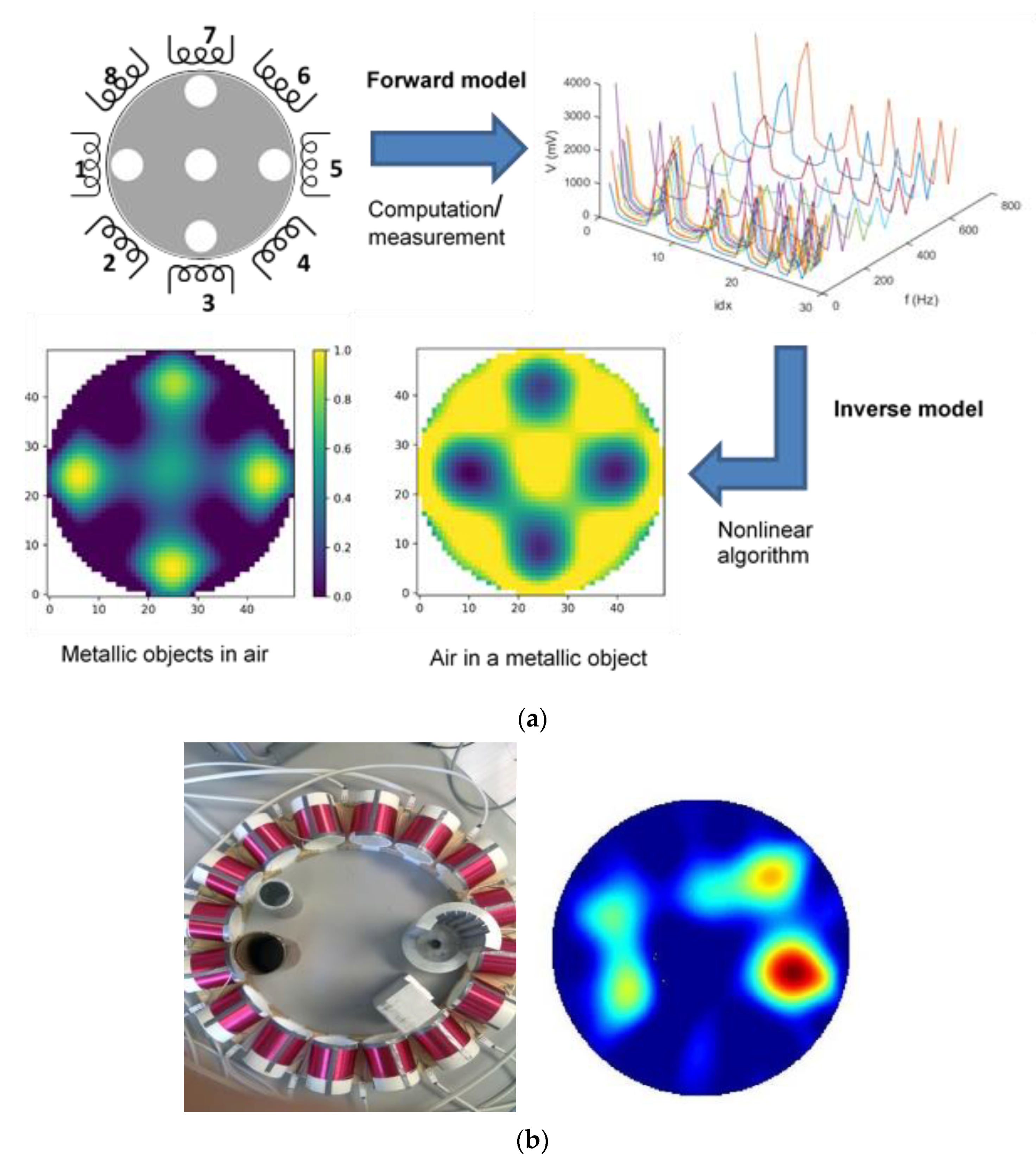
5. Magnetic Induction Tomography
6. Contactless Inductive Flow Tomography
7. Microwave Tomography
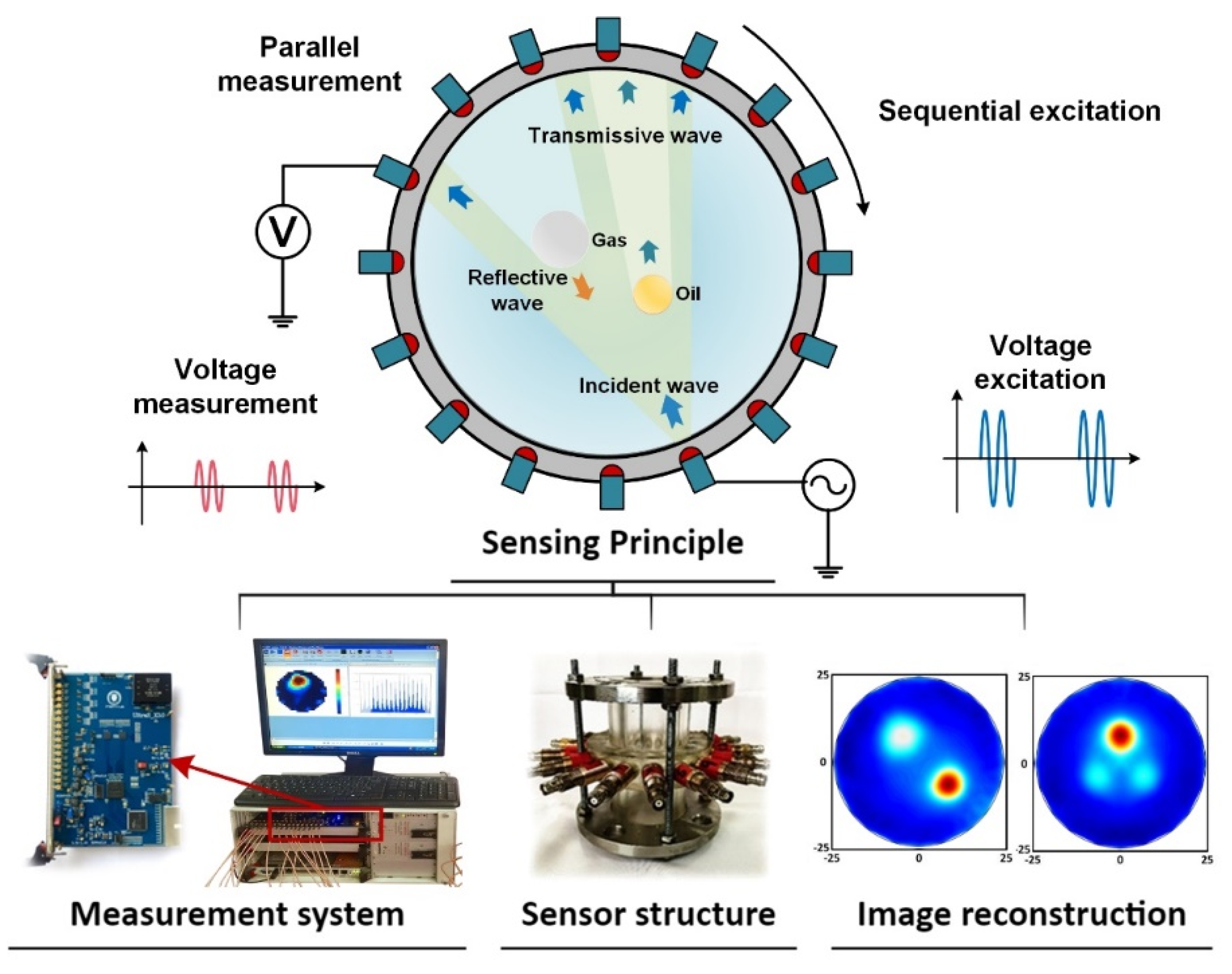
8. Ultrasound Tomography
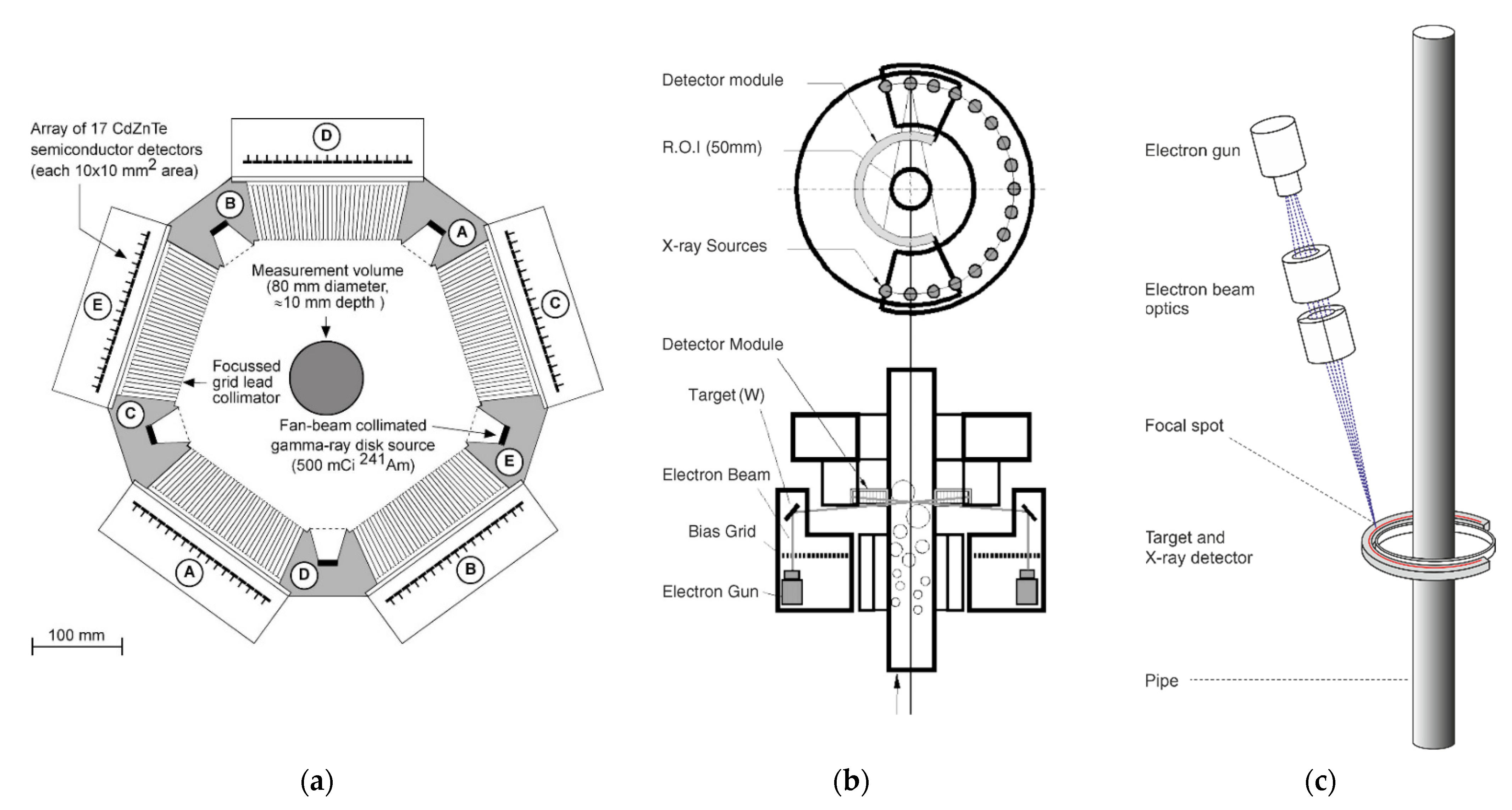
9. X-ray and Gamma Ray Tomography
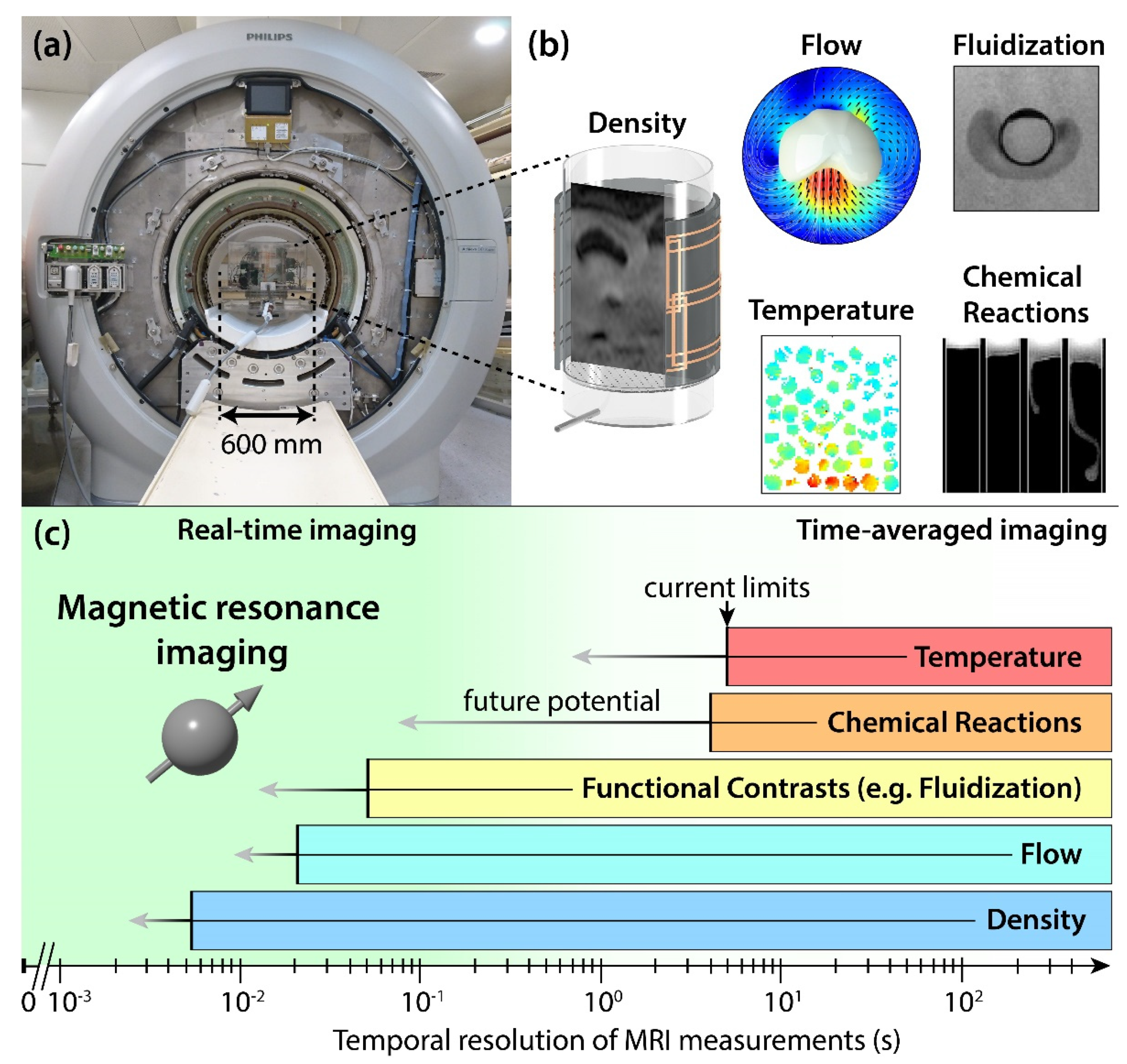
10. Magnetic Resonance Imaging
11. Conclusions and Outlook
Author Contributions
Funding
Conflicts of Interest
References
- Barrett, H.H.; Swindell, W. Radiological Imaging: The Theory of Image Formation, Detection, and Processing, 1st ed.; Academic Press: New York, NY, USA, 1996. [Google Scholar]
- ISO 15708-2:2017; Non-Destructive Testing—Radiation Methods for Computed Tomography—Part 2: Principles, Equipment and Samples. ISO: London, UK, 2017.
- Beck, M.S.; Williams, R. (Eds.) Process Tomography: Principles, Techniques and Applications; Butterworth-Heinemann: Oxford, UK, 1995. [Google Scholar]
- Wang, M. (Ed.) Industrial Process Tomography—Systems and Applications, 2nd ed.; Elsevier-Woodhead Publishing: Amsterdam, The Netherlands, 2022. [Google Scholar]
- Scott, D.M.; McCann, H. (Eds.) Process Imaging for Automatic Control; CRC Press-Taylor & Francis: Boca Raton, FL, USA, 2005. [Google Scholar]
- Wei, K.; Qiu, C.H.; Primrose, K. Super-sensing technology: Industrial applications and future challenges of electrical tomography. Phys. Eng. Sci. 2016, 374, 20150328. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Drury, R.; Hunt, A.; Brusey, J. Identification of horizontal slug flow structures for application in selective cross-correlation metering. Flow Meas. Instrum. 2019, 66, 141–149. [Google Scholar] [CrossRef]
- Sattar, M.A.; Garcia, M.M.; Banasiak, R.; Portela, L.M.; Babout, L. Electrical resistance tomography for control applications: Quantitative study of the gas-liquid distribution inside a cyclone. Sensors 2020, 20, 6069. [Google Scholar] [CrossRef] [PubMed]
- Rymarczyk, T.; Kłosowski, G.; Hoła, A.; Sikora, J.; Wołowiec, T.; Tchórzewski, P.; Skowron, S. Comparison of machine learning methods in electrical tomography for detecting moisture in building walls. Energies 2021, 14, 2777. [Google Scholar] [CrossRef]
- Hosseini, M.; Kaasinen, A.; Link, G.; Lahivaara, T.; Vauhkonen, M. Electrical capacitance tomography to measure moisture distribution of polymer foam in a microwave drying process. IEEE Sens. J. 2021, 21, 18101–18114. [Google Scholar] [CrossRef]
- Wang, Q.; Wang, M.; Wei, K.; Qiu, C. Visualization of gas-oil-water flow in horizontal pipeline using dual-modality electrical tomographic systems. IEEE Sens. J. 2017, 17, 8146–8156. [Google Scholar] [CrossRef]
- Qiu, C.; Hoyle, B.S.; Podd, F.J.W. Engineering and application of a dual-modality process tomography system. Flow Meas. Instrum. 2007, 18, 247–254. [Google Scholar] [CrossRef]
- Jia, J.; Wang, M.; Schlaberg, H.I.; Li, H. A novel tomographic sensing system for high electrically conductive multiphase flow measurement. Flow Meas. Instrum. 2010, 21, 184–190. [Google Scholar] [CrossRef]
- Tan, C.; Shen, Y.; Smith, K.; Dong, F.; Escudero, J. Gas-liquid flow pattern analysis based on graph connectivity and graph-variate dynamic connectivity of ERT. IEEE Trans. Instrum. Meas. 2019, 68, 1590–1601. [Google Scholar] [CrossRef]
- Kryszyn, J.; Wanta, D.M.; Smolik, W.T. Gain adjustment for signal-to-noise ratio improvement in electrical capacitance tomography system EVT4. IEEE Sens. J. 2017, 17, 8107–8116. [Google Scholar] [CrossRef]
- Kim, B.S.; Khambampati, A.K.; Jang, Y.J.; Kim, K.Y.; Kim, S. Image reconstruction using voltage-current system in electrical impedance tomography. Nucl. Eng. Des. 2014, 278, 134–140. [Google Scholar] [CrossRef]
- Wang, B.; Hu, Y.; Ji, H.; Huang, Z.; Li, H. A novel electrical resistance tomography system based on C4D technique. IEEE Trans. Instrum. Meas. 2013, 62, 1017–1024. [Google Scholar] [CrossRef]
- Wajman, R.; Banasiak, R.; Babout, L. On the use of a rotatable ect sensor to investigate dense phase flow: A feasibility study. Sensors 2020, 20, 4854. [Google Scholar] [CrossRef] [PubMed]
- Banasiak, R.; Wajman, R.; Sankowski, D.; Soleimani, M. Three-dimensional nonlinear inversion of electrical capacitance tomography data using a complete sensor model. Prog. Electromagn. Res. 2010, 100, 219–234. [Google Scholar] [CrossRef] [Green Version]
- Wang, F.; Marashdeh, Q.; Fan, L.S.; Warsito, W. Electrical capacitance volume tomography: Design and applications. Sensors 2010, 10, 1890–1917. [Google Scholar] [CrossRef]
- Wang, H.; Yang, W. Application of electrical capacitance tomography in circulating fluidised beds—A review. Appl. Therm. Eng. 2020, 176, 115311. [Google Scholar] [CrossRef]
- Wang, H.; Yang, W. Application of electrical capacitance tomography in pharmaceutical fluidised beds—A review. Chem. Eng. Sci. 2021, 231, 116236. [Google Scholar] [CrossRef]
- Wahab, Y.A.; Rahim, R.A.; Rahiman, M.H.F.; Aw, R.S.; Yunus, R.M.; Goh, C.L.; Rahim, H.A.; Ling, L.P. Non-invasive process tomography in chemical mixtures—A review. Sens. Actuators B Chem. 2015, 210, 602–617. [Google Scholar] [CrossRef]
- Cui, Z.; Wang, Q.; Xue, Q.; Fan, W.; Zhang, L.; Cao, Z.; Sun, B.; Wang, H.; Yang, W. A review on image reconstruction algorithms for electrical capacitance/resistance tomography. Sens. Rev. 2016, 36, 429–445. [Google Scholar] [CrossRef]
- Wei, K.; Qiu, C.H.; Soleimani, M.; Primrose, K. ITS reconstruction tool-suite: An inverse algorithm package for industrial process tomography. Flow Meas. Instrum. 2015, 46, 292–302. [Google Scholar] [CrossRef] [Green Version]
- Khan, T.A.; Ling, S.H. Review on electrical impedance tomography: Artificial intel-ligence methods and its applications. Algorithms 2019, 12, 88. [Google Scholar] [CrossRef] [Green Version]
- Tan, C.; Lv, S.; Dong, F.; Takei, M. Image reconstruction based on convolutional neural network for electrical resistance tomography. IEEE Sens. J. 2019, 19, 196–204. [Google Scholar] [CrossRef]
- Banasiak, R.; Wajman, R.; Jaworski, T.; Fiderek, P.; Fidos, H.; Nowakowski, J.; Sankowski, D. Study on two-phase flow regime visualization and identification using 3D electrical capacitance tomography and fuzzy-logic classification. Int. J. Multiph. Flow 2014, 58, 1–14. [Google Scholar] [CrossRef]
- Romanowski, A. Big data-driven contextual processing methods for electrical capacitance tomography. IEEE Trans. Ind. Inform. 2019, 15, 1609–1618. [Google Scholar] [CrossRef]
- Dickin, F.J.; Hoyle, B.S.; Hunt, A.; Huang, S.M.; Ilyas, O.; Lenn, C.; Waterfall, R.C.; Williams, R.A.; Xie, C.G.; Beck, M.S. Tomographic imaging of industrial process equipment—techniques and applications. IEE Proc. G-Circuits Devices Syst. 1992, 139, 72–82. [Google Scholar] [CrossRef]
- Hoyle, B.S.; Jia, X.; Podd, F.J.W.; Schlaberg, H.I.; Wang, M.; West, R.M.; Williams, R.A.; York, T.A. Design and application of a multi-modal process tomography system. Meas. Sci. Technol. 2001, 12, 1157–1165. [Google Scholar] [CrossRef]
- Industrial Tomography Systems, P2+ IPT Instrument. Available online: https://www.itoms.com/products/p2-electrical-resistance-tomography/ (accessed on 1 December 2021).
- Nahvi, M.; Hoyle, B.S. Wideband electrical impedance tomography. Meas. Sci. Technol. 2008, 19, 094011. [Google Scholar] [CrossRef]
- Nahvi, M.; Hoyle, B.S. Electrical impedance spectroscopy sensing for industrial processes. IEEE Sens. J. 2009, 9, 1808–1816. [Google Scholar] [CrossRef]
- Prasser, H.-M.; Böttger, A.; Zschau, J. A new electrode-mesh tomograph for gas-liquid flows. Flow Meas. Instrum. 1998, 9, 111–119. [Google Scholar] [CrossRef]
- Da Silva, M.J.; Schleicher, E.; Hampel, U. Capacitance wire-mesh sensor for fast measurement of phase fraction distributions. Meas. Sci. Technol. 2007, 18, 2245–2251. [Google Scholar] [CrossRef]
- Dos Santos, E.N.; Vendruscolo, T.P.; Morales, R.E.M.; Schleicher, E.; Hampel, U.; Da Silva, M.J. Dual-modality wire-mesh sensor for visualization of multiphase flows. Meas. Sci. Technol. 2015, 26, 105302. [Google Scholar] [CrossRef]
- Schäfer, T.; Schubert, M.; Hampel, U. Temperature grid sensor for the measurement of spatial temperature distributions. Sensors 2013, 13, 1593–1602. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Arlit, M.; Schleicher, E.; Hampel, U. Thermal anemometry grid sensor. Sensors 2017, 17, 1663. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kipping, R.; Brito, R.; Schleicher, E.; Hampel, U. Developments for the application of the wire-mesh sensor in industries. Int. J. Multiph. Flow 2016, 85, 86–95. [Google Scholar] [CrossRef]
- Wiedemann, P.; Döß, A.; Schleicher, E.; Hampel, U. Fuzzy flow pattern identification in horizontal air-water two-phase flow based on wire-mesh sensor data. Int. J. Multiph. Flow 2019, 117, 153–162. [Google Scholar] [CrossRef]
- Sahovic, B.; Atmani, H.; Sattar, M.A.; Garcia, M.M.; Schleicher, E.; Legendre, D.; Climent, E.; Zamanski, R.; Pedrono, A.; Babout, L.; et al. Controlled inline fluid separation based on smart process tomography sensors. Chem. Ing. Tech. 2020, 92, 554–563. [Google Scholar] [CrossRef] [Green Version]
- Telford, W.M.; Geldart, L.P.; Sheri, R.E.; Keys, D.A. Applied Geophysics; Section 3.5.4; Cambridge University Press: Cambridge, UK, 1976. [Google Scholar]
- Peyton, A.J.; Yu, Z.Z.; Lyon, G.; Al-Zeibak, S.; Ferreira, J.; Velez, J.; Linhares, F.; Borges, R.A.; Xiong, H.L.; Saunders, N.H.; et al. An overview of electromagnetic inductance tomography: Description of three different systems. Meas. Sci. Technol. 1996, 7, 261–271. [Google Scholar] [CrossRef]
- Binns, R.; Lyons, A.R.A.; Peyton, A.J.; Pritchard, W.D.N. Imaging molten steel flow profiles. Meas. Sci. Technol. 2001, 12, 1132–1138. [Google Scholar] [CrossRef]
- Terzija, N.; Yin, W.; Gerbeth, G.; Stefani, F.; Timmel, K.; Wondrak, T.; Peyton, A.J. Electromagnetic inspection of a two-phase flow of GaInSn and argon. Flow Meas. Instrum. 2011, 22, 10–16. [Google Scholar] [CrossRef]
- Soleimani, M.; Li, F.; Spagnul, S.; Palacios, J.; Barbero, J.I.; Gutiérrez, T.; Viotto, A. In-situ steel solidification imaging in continuous casting using magnetic induction tomography. Meas. Sci. Technol. 2020, 31, 065401. [Google Scholar] [CrossRef]
- Korjenevsky, A.; Cherepenin, V.; Sapetsky, S. Magnetic induction tomography: Experimental realization. Physiol. Meas. 2000, 21, 89–94. [Google Scholar] [CrossRef] [PubMed]
- Ma, X.; Peyton, A.J.; Higson, S.R.; Lyons, A.; Dickinson, S.J. Hardware and software design for an electromagnetic induction tomography (EMT) system for high contrast metal process applications. Meas. Sci. Technol. 2006, 17, 111–118. [Google Scholar] [CrossRef]
- Soleimani, M.; Lionheart, W.R.B. Absolute conductivity reconstruction in magnetic induction tomography using a nonlinear method. IEEE Trand. Med. Imaging 2006, 25, 1521–1530. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Muttakin, I.; Soleimani, M. Noninvasive conductivity and temperature sensing using magnetic induction spectroscopy imaging. IEEE Trans. Instrum. Meas. 2020, 70, 4500211. [Google Scholar] [CrossRef]
- Stefani, F.; Gerbeth, G. A contactless method for velocity reconstruction in electrically conducting fluids. Meas. Sci. Technol. 2000, 11, 758–765. [Google Scholar] [CrossRef]
- Stefani, F.; Gundrum, T.; Gerbeth, G. Contactless inductive flow tomography. Phys. Rev. E 2004, 70, 056306. [Google Scholar] [CrossRef] [Green Version]
- Ratajczak, M.; Gundrum, T.; Stefani, F.; Wondrak, T. Contactless inductive flow tomography: Brief history and recent developments in its application to continuous casting. J. Sens. 2014, 2014, 739161. [Google Scholar] [CrossRef]
- Jacobs, R.T.; Wondrak, T.; Stefani, F. Singularity consideration in the integral equations for contactless inductive flow tomography. COMPEL-Int. J. Comput. Math. Electr. Electron. Eng. 2018, 37, 1366–1375. [Google Scholar] [CrossRef]
- World Steel Association. World Steel in Figures 2021; World Steel Association: Brussels, Belgium, 2021. [Google Scholar]
- Zhang, L.; Thomas, B.G. State of the art in evaluation and control of steel clean-liness. ISIJ Int. 2003, 43, 271–291. [Google Scholar] [CrossRef] [Green Version]
- Stefani, F.; Gerbeth, G. On the uniqueness of velocity reconstruction in conducting fluids from measurements of induced electromagnetic fields. Inverse Probl. 2000, 16, 1–9. [Google Scholar] [CrossRef]
- Wondrak, T.; Ratajczak, M.; Gundrum, T.; Stefani, F.; Krauthäuser, H.G.; Jacobs, R.T. Increasing electromagnetic compatibility of contactless inductive flow tomography. In Proceedings of the Joint IEEE International Symposium on Electromagnetic Compatibility and EMC Europe (EMC 2015), Dresden, Germany, 16–22 August 2015. [Google Scholar] [CrossRef]
- Wondrak, T.; Galindo, V.; Gerbeth, G.; Gundrum, T.; Stefani, F.; Timmel, K. Contactless inductive flow tomography for a model of continuous steel casting. Meas. Sci. Technol. 2010, 21, 045402. [Google Scholar] [CrossRef]
- Wondrak, T.; Eckert, S.; Gerbeth, G.; Klotsche, K.; Stefani, F.; Timmel, K.; Peyton, A.J.; Terzija, N.; Yin, W.L. Combined Electromagnetic Tomography for Determining Two-phase Flow Characteristics in the Submerged Entry Nozzle and in the Mold of a Continuous Casting Model. Metall. Mater. Trans. B 2011, 42, 1201–1210. [Google Scholar] [CrossRef]
- Ratajczak, M.; Wondrak, T.; Stefani, F.; Eckert, S. Numerical and experimental investigation of the contactless inductive flow tomography in the presence of strong static magnetic fields. Magnetohydrodynamics 2015, 51, 461–471. [Google Scholar] [CrossRef]
- Ratajczak, M.; Wondrak, T. Analysis, design and optimization of compact ultra-high sensitivity coreless induction coil sensors. Meas. Sci. Technol. 2020, 31, 065902. [Google Scholar] [CrossRef]
- Ratajczak, M.; Wondrak, T.; Stefani, F. A gradiometric version of contactless inductive flow tomography: Theory and first applications. Philos. Trans. R. Soc. A 2016, 374, 20150330. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Glavinic, I.; Ratajczak, M.; Stefani, F.; Wondrak, T. Flow monitoring for continuous steel casting using Contactless Inductive Flow Tomography (CIFT). In Proceedings of the IFAC 2020 World Congress, Berlin, Germany, 12–17 July 2020. [Google Scholar] [CrossRef]
- Ratajczak, M.; Hernández, D.; Richter, T.; Otte, D.; Buchenau, D.; Krauter, N.; Wondrak, T. Measurement techniques for liquid metals. IOP Conf. Ser. Mater. Sci. Eng. 2017, 228, 012023. [Google Scholar] [CrossRef]
- Larsen, L.E.; Jacobi, J.H. Microwave scattering parameter imagery of an isolated canine kidney. Med. Phys. 1979, 6, 394–403. [Google Scholar] [CrossRef]
- Bolomey, J.C.; Izadnegahdar, A.; Jofre, L.; Pichot, C.; Peronnet, G.; Solaimani, M. Microwave diffraction tomography for biomedical applications. IEEE Trans. Microw. Theory Techn. 1982, 30, 1998–2000. [Google Scholar] [CrossRef] [Green Version]
- Bois, K.J.; Benally, A.D.; Zoughi, R. Microwave near-field reflection property analysis of concrete for material content determination. IEEE Trans. Instrum. Meas. 2000, 49, 49–55. [Google Scholar] [CrossRef] [Green Version]
- Catapano, I.; Di Napoli, R.; Soldovieri, F.; Bavusi, M.; Loperte, A.; Dumoulin, J. Structural monitoring via microwave tomography-enhanced GPR: The Montagnole test site. J. Geophys. Eng. 2012, 9, S100–S107. [Google Scholar] [CrossRef]
- Ahmed, S.S. Microwave imaging in security—Two decades of innovation. IEEE J. Microw. 2021, 1, 191–201. [Google Scholar] [CrossRef]
- Nyfors, E. Industrial microwave sensors—A review. Subsurf. Sens. Technol. Appl. 2000, 1, 23–43. [Google Scholar] [CrossRef]
- Wu, Z.; Wang, H. Microwave tomography for industrial process imaging: Example applications and experimental results. IEEE Antennas Propag. Mag. 2017, 59, 61–71. [Google Scholar] [CrossRef]
- Wu, Z. Developing a microwave tomographic system for multiphase flow imaging: Advances and challenges. Trans. Inst. Meas. Control. 2015, 37, 760–768. [Google Scholar] [CrossRef]
- Lähivaara, T.; Yadav, R.; Link, G.; Vauhkonen, M. Estimation of moisture content distribution in porous foam using microwave tomography with neural networks. IEEE Trans. Comput. Imaging 2020, 6, 1351–1361. [Google Scholar] [CrossRef]
- Yadav, R.; Omrani, A.; Link, G.; Vauhkonen, M.; Lähivaara, T. Microwave tomography using neural networks for its application in an industrial microwave drying system. Sensors 2021, 21, 6919. [Google Scholar] [CrossRef]
- Omrani, A.; Yadav, R.; Link, G.; Lähivaara, T.; Vauhkonen, M.; Jelonnek, J. An electromagnetic time-reversal imaging algorithm for moisture detection in polymer foam in an industrial microwave drying system. Sensors 2021, 21, 7409. [Google Scholar] [CrossRef]
- Jean-Michel, G.; Sabouroux, P.; Eyraud, C. Free space experimental scattering database continuation: Experimental set-up and measurement precision. Inverse Probl. 2005, 21, S117. [Google Scholar] [CrossRef]
- Gilmore, C.; Mojabi, P.; Zakaria, A.; Ostadrahimi, M.; Kaye, C.; Noghanian, S.; Shafai, L.; Pistorius, S.; LoVetri, J. A wideband microwave tomography system with a novel frequency selection procedure. IEEE Trans. Biomed. Eng. 2010, 57, 894–904. [Google Scholar] [CrossRef]
- Boero, F.; Fedeli, A.; Lanini, M.; Maffongelli, M.; Monleone, R.; Pastorino, M.; Randazzo, A.; Salvadè, A.; Sansalone, A. Microwave tomography for the inspection of wood materials: Imaging system and experimental results. IEEE Trans. Microw. Theory Tech. 2018, 66, 3497–3510. [Google Scholar] [CrossRef]
- Mojabi, P.; Ostadrahimi, M.; Shafai, L.; LoVetri, J. Microwave tomography techniques and algorithms: A review. In Proceedings of the 15th International Symposium on Antenna Technology and Applied Electromagnetics, Toulouse, France, 25–28 June 2012. [Google Scholar] [CrossRef]
- Franchois, A.; Pichot, C. Microwave imaging-complex permittivity reconstruction with a Levenberg-Marquardt method. IEEE Trans. Antennas Propag. 1997, 45, 203–215. [Google Scholar] [CrossRef]
- Abubakar, A.; van den Berg, P.M.; Semenov, S.Y. Two- and three-dimensional algorithms for microwave imaging and inverse scattering. J. Electromagn. Waves Appl. 2003, 17, 209–231. [Google Scholar] [CrossRef]
- Zhong, Y.; Lambert, M.; Lesselier, D.; Chen, X. A new integral equation method to solve highly nonlinear inverse scattering problems. IEEE Trans. Antennas Propag. 2016, 64, 1788–1799. [Google Scholar] [CrossRef]
- Yadav, R.; Omrani, A.; Vauhkonen, M.; Link, G.; Lähivaara, T. Microwave tomography for moisture level estimation using Bayesian framework. In Proceedings of the 15th European Conference on Antennas and Propagation (EuCAP), Dusseldorf, Germany, 22–26 March 2021. [Google Scholar] [CrossRef]
- Omrani, A.; Yadav, R.; Link, G.; Vauhkonen, M.; Lähivaara, T.; Jelonnek, J. A combined microwave imaging algorithm for localization and moisture level estimation in multilayered media. In Proceedings of the 15th European Conference on Antennas and Propagation (EuCAP), Dusseldorf, Germany, 22–26 March 2021; pp. 1–5. [Google Scholar] [CrossRef]
- Wei, Z.; Chen, X. Physics-inspired convolutional neural network for solving full-wave inverse scattering problems. IEEE Trans. Antennas Propag. 2019, 67, 6138–6148. [Google Scholar] [CrossRef]
- Che, H.Q.; Wang, H.G.; Ye, J.M.; Yang, W.Q.; Wu, Z.P. Application of microwave tomography to investigation the wet gas-solids flow hydrodynamic characteristics in a fluidized bed. Chem. Eng. Sci. 2018, 180, 20–32. [Google Scholar] [CrossRef] [Green Version]
- Meaney, P.; Hartov, A.; Raynolds, T.; Davis, C.; Richter, S.; Schoenberger, F.; Geimer, S.; Paulsen, K. Low cost, high performance, 16-channel microwave measurement system for tomographic applications. Sensors 2020, 20, 5436. [Google Scholar] [CrossRef]
- Yadav, R.; Omrani, A.; Link, G.; Vauhkonen, M.; Lähivaara, T. Correlated sample-based prior in Bayesian inversion framework for microwave tomography. IEEE Trans. Antennas Propag. 2022. [Google Scholar] [CrossRef]
- Xu, L.; Han, Y.; Xu, L.; Yang, J. Application of ultrasonic tomography to monitoring gas/liquid flow. Chem. Eng. Sci. 1997, 52, 2171–2183. [Google Scholar] [CrossRef]
- Tan, C.; Murai, Y.; Liu, W.; Tasaka, Y.; Dong, F.; Takeda, Y. Ultrasonic Doppler technique for application to multiphase flows: A review. Int. J. Multiph. Flow 2021, 144, 103811. [Google Scholar] [CrossRef]
- Goh, C.L.; Ruzairi, A.R.; Hafiz, F.R.; Tee, Z.C. Ultrasonic tomography system for flow monitoring: A review. IEEE Sens. J. 2017, 17, 5382–5390. [Google Scholar] [CrossRef]
- Li, W.; Hoyle, B.S. Ultrasonic process tomography using multiple active sensors for maximum real-time performance. Chem. Eng. Sci. 1997, 52, 2161–2170. [Google Scholar] [CrossRef]
- Langener, S.; Musch, T.; Ermert, H.; Vogt, M. Simulation of full-angle ultrasound process tomography with two-phase media using a ray-tracing technique. In Proceedings of the IEEE International Ultrasonic Symposium, Chicago, IL, USA, 3–6 September 2014; pp. 57–60. [Google Scholar] [CrossRef]
- Murakawa, H.; Shimizu, T.; Eckert, S. Development of a high-speed ultrasonic tomography system for measurements of rising bubbles in a horizontal cross-section. Measurement 2021, 182, 109654. [Google Scholar] [CrossRef]
- Tan, C.; Li, X.; Liu, H.; Dong, F. An ultrasonic transmission/reflection tomography system for industrial multiphase flow imaging. IEEE Trans. Ind. Electron. 2019, 66, 9539–9548. [Google Scholar] [CrossRef]
- Koulountzios, P.; Rymarczyk, T.; Soleimani, M. Ultrasonic time-of-flight computed tomography for investigation of batch crystallisation processes. Sensors 2021, 21, 639. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Dong, F.; Tan, C. Multifrequency ultrasonic tomography for oil-gas-water three-phase distribution imaging using transmissive attenuation spectrum. IEEE Trans. Instrum. Meas. 2021, 70, 4502711. [Google Scholar] [CrossRef]
- Yu, T.; Cai, W. Simultaneous reconstruction of temperature and velocity fields using nonlinear acoustic tomography. Appl. Phys. Lett. 2019, 115, 104104. [Google Scholar] [CrossRef]
- Hounsfield, G.N. The EMI scanner. Proc. R. Soc.-Biol. Sci. 1977, 195, 281–289. [Google Scholar] [CrossRef]
- Boyd, D.P.; Lipton, M.J. Cardiac computed tomography. Proc. IEEE 1983, 71, 298–307. [Google Scholar] [CrossRef]
- Johansen, G.A.; Hampel, U.; Hjertaker, B.T. Flow imaging by high speed transmission tomography. Appl. Radiat. Isot. 2010, 68, 518–524. [Google Scholar] [CrossRef]
- Morton, E.J.; Luggar, R.D.; Key, M.J.; Kundu, A.; Távora, L.M.N.; Gilboy, W.B. Development of a high speed X-ray tomography system for multiphase flow imaging. IEEE Trans. Nucl. Sci. 1999, 46, 380–384. [Google Scholar] [CrossRef]
- Prasser, H.-M.; Misawa, M.; Tiseanu, I. Comparison between wire-mesh sensor and ultra-fast X-ray tomograph for an air–water flow in a vertical pipe. Flow Meas. Instrum. 2005, 16, 73–83. [Google Scholar] [CrossRef]
- Hori, K.; Fujimoto, T.; Kawanishi, K. Development of ultra-fast X-ray computed tomography scanner system. IEEE Trans. Nucl. Sci. 1998, 45, 2089–2094. [Google Scholar] [CrossRef]
- Mudde, R.F. Bubbles in a fluidized bed: A fast X-ray scanner. AIChE J. 2011, 57, 2684–2690. [Google Scholar] [CrossRef]
- Fischer, F.; Hampel, U. Ultra fast electron beam x-ray computed tomography for two-phase flow measurement. Nucl. Eng. Des. 2010, 240, 2254–2259. [Google Scholar] [CrossRef] [Green Version]
- Windisch, D.; Bieberle, M.; Bieberle, A.; Hampel, U. Control concepts for image-based structure tracking with ultrafast electron beam X-ray tomography. Trans. Inst. Meas. Control 2020, 42, 691–703. [Google Scholar] [CrossRef]
- Penn, A.; Tsuji, T.; Brunner, D.O.; Boyce, C.M.; Pruessmann, K.P.; Müller, C.R. Real-time probing of granular dynamics with magnetic resonance. Sci. Adv. 2017, 3, e1701879. [Google Scholar] [CrossRef] [Green Version]
- Rabi, I.I.; Zacharias, J.R.; Millman, S.; Kusch, P. A new method of measuring nuclear magnetic moment. Phys. Rev. 1938, 53, 318. [Google Scholar] [CrossRef]
- Lauterbur, P.C. Image formation by induced local interactions: Examples employing nuclear magnetic resonance. Nature 1973, 242, 190–191. [Google Scholar] [CrossRef]
- Haacke, E.M.; Brown, R.W.; Thompson, M.R.; Venkatesan, R. Magnetic Resonance Imaging: Physical Principles and Sequence Design; John Wiley & Sons: New York, NY, USA, 1999. [Google Scholar]
- Sederman, A.J. Magnetic resonance imaging. In Woodhead Publishing Series in Electronic and Optical Materials, Industrial Tomography; Systems and Applications; Wang, M., Ed.; Woodhead Publishing: Oxford, UK, 2015; pp. 109–133. [Google Scholar]
- Tsuji, T.; Penn, A.; Hattori, T.; Pruessmann, K.P.; Müller, C.R.; Oshitani, J.; Washino, K.; Tanaka, T. Mechanism of anomalous sinking of an intruder in a granular packing close to incipient fluidization. Phys. Rev. Fluids 2021, 6, 064305. [Google Scholar] [CrossRef]
- Rotzetter, P.; Pruessmann, K.P.; Müller, C.R.; Penn, A. Magnetic resonance thermometry of gas-solid systems. Chem. Ing. Tech. 2020, 92, 155–1190. [Google Scholar] [CrossRef]
- Evans, R.; Timmel, C.R.; Hore, P.J.; Britton, M.M. Magnetic resonance imaging of the manipulation of a chemical wave using an inhomogeneous magnetic field. J. Am. Chem. Soc. 2006, 128, 7309–7314. [Google Scholar] [CrossRef] [PubMed]
- Stehling, M.K.; Turner, R.; Mansfield, P. Echo-planar imaging: Magnetic resonance imaging in a fraction of a second. Science 1991, 254, 43–50. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pruessmann, K.P.; Weiger, M.; Scheidegger, M.B.; Boesiger, P. SENSE: Sensitivity encoding for fast MRI. Magn. Reson. Med. 1999, 42, 952–962. [Google Scholar] [CrossRef]
- Holland, D.J.; Gladden, L.F. Less is more: How compressed sensing is transforming metrology in chemistry. Angew. Chem. 2014, 53, 13330–13340. [Google Scholar] [CrossRef]
- Bouchard, L.-S.; Burt, S.R.; Anwar, M.S.; Kovtunov, K.V.; Koptyug, I.V.; Pines, A. NMR imaging of catalytic hydrogenation in microreactors with the use of para-hydrogen. Science 2008, 319, 442–445. [Google Scholar] [CrossRef] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tomography Technique | Typical Temporal Resolution (≤) | Typical Spatial Resolution | Type of Inverse Problem | Costs | Intrusiveness and Robustness | Applications |
|---|---|---|---|---|---|---|
| ERT/ECT | 50 fps | ~5–10 mm | regularization method (e.g., Tikhonov) | low | non-intrusive | ECT: gas-solid flow, ERT: gas-liquid flow, moisture estimation dual modality: three-phase flow |
| Wire-mesh sensor | 10,000 fps | ~3 mm | none | medium | intrusive (wire electrodes in the process) | gas-liquid and liquid-liquid flows |
| Spectro-tomography | 100 fps | ~2 mm | conventional raw data available for any preferred reconstruction algorithm for each spectral point of interest | medium | usable for various modes; typically non-intrusive and robust | multi-component processes requiring information of spatial distribution with component identification |
| Magnetic induction tomography | 10 fps | ~2 mm | total variation regularization | low | non-intrusive | metallurgy and water cut metering in the oil and gas industry |
| CIFT | 1 fps | ~5–10 mm | linear inverse problem with Tikhonov regularization | medium | non-intrusive | liquid metal applications, no limit in temperature |
| Microwave tomography | 30 fps | ~5–10 mm | non-linear, ill-posed | medium | contactless, non-intrusive, and robust | medical and industrial process imaging |
| Ultrasound tomography | 600 fps | ~2 mm | total variation regularization/back projection | medium | non-intrusive | gas-liquid, liquid-liquid, liquid-solid flows |
| X-ray tomography | 8000 fps | ~1 mm | linear filtered back projection | expensive | non-intrusive | all types of flows and processes |
| Magnetic resonance imaging | 140 fps | ~0.5–3 mm | traditional MRI: discrete Fourier transform; parallel MRI: ill-conditioned inverse problem | expensive | non-intrusive | all types of flows and processes containing NMR active nuclei (1H, 13C, 19F) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hampel, U.; Babout, L.; Banasiak, R.; Schleicher, E.; Soleimani, M.; Wondrak, T.; Vauhkonen, M.; Lähivaara, T.; Tan, C.; Hoyle, B.; et al. A Review on Fast Tomographic Imaging Techniques and Their Potential Application in Industrial Process Control. Sensors 2022, 22, 2309. https://doi.org/10.3390/s22062309
Hampel U, Babout L, Banasiak R, Schleicher E, Soleimani M, Wondrak T, Vauhkonen M, Lähivaara T, Tan C, Hoyle B, et al. A Review on Fast Tomographic Imaging Techniques and Their Potential Application in Industrial Process Control. Sensors. 2022; 22(6):2309. https://doi.org/10.3390/s22062309
Chicago/Turabian StyleHampel, Uwe, Laurent Babout, Robert Banasiak, Eckhard Schleicher, Manuchehr Soleimani, Thomas Wondrak, Marko Vauhkonen, Timo Lähivaara, Chao Tan, Brian Hoyle, and et al. 2022. "A Review on Fast Tomographic Imaging Techniques and Their Potential Application in Industrial Process Control" Sensors 22, no. 6: 2309. https://doi.org/10.3390/s22062309
APA StyleHampel, U., Babout, L., Banasiak, R., Schleicher, E., Soleimani, M., Wondrak, T., Vauhkonen, M., Lähivaara, T., Tan, C., Hoyle, B., & Penn, A. (2022). A Review on Fast Tomographic Imaging Techniques and Their Potential Application in Industrial Process Control. Sensors, 22(6), 2309. https://doi.org/10.3390/s22062309