
Experimental Study on Two-Dimensional Rotatory Ultrasonic Combined Electrochemical Generating Machining of Ceramic-Reinforced Metal Matrix Materials

Abstract
:1. Introduction
2. Design of 2D-RUCEGM System
2.1. Fundamentals of RUCEGM
2.2. Analysis of the Coupling Relationship between Ultrasonic Parameters and Electrolytic Parameters in Machining Process
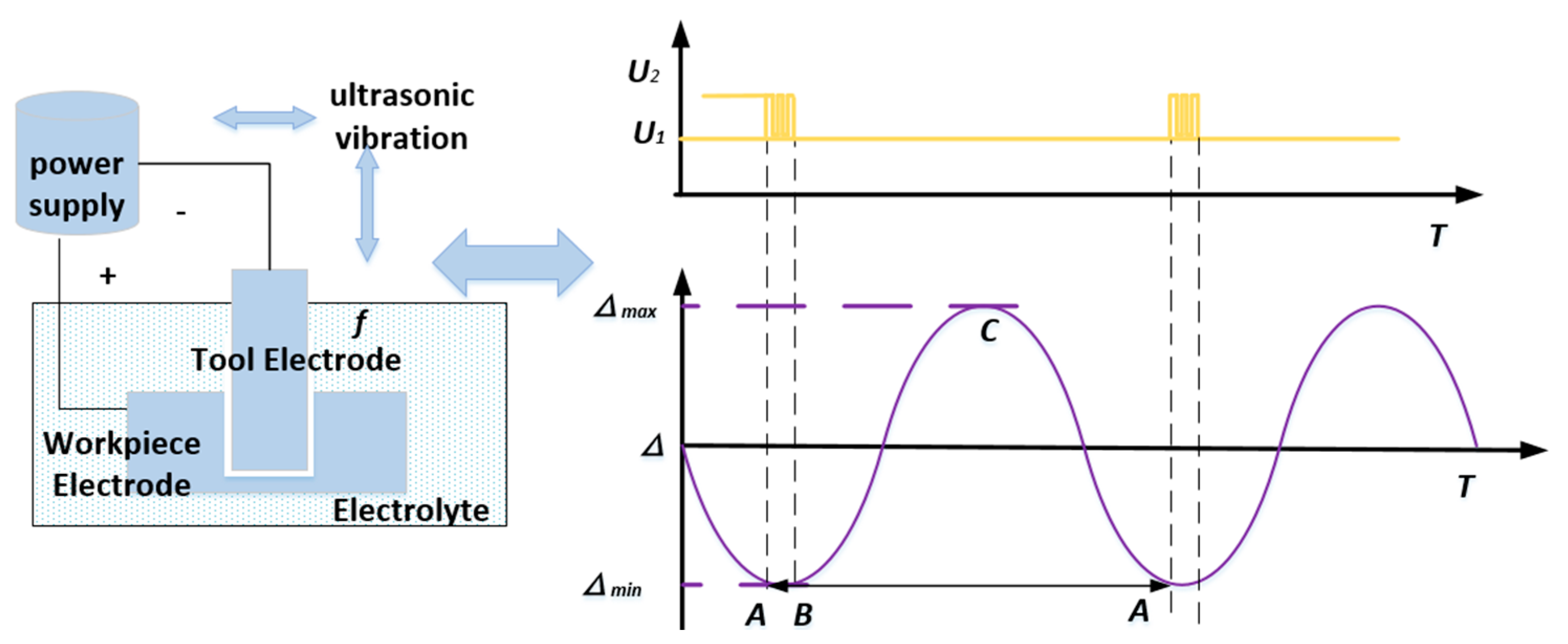
- (1)
- The partial discharge state of ultrasonic modulation variable voltage, shown in section AB in Figure 3, is accompanied by high-speed electrolytic dissolution of the anode workpiece. During machining, when the coupling main vibration drives the cathode tool to approach the anode workpiece to the minimum machining gap, the power supply outputs high-frequency and high-voltage pulse electrical parameters (, the discharge voltage in the figure) with the aim of forming a single or continuous forced spark discharge in the dangerous point area where bubbles are relatively concentrated in the machining gap; quickly removing materials in the dangerous point area; expanding the machining gap; and dispersing and removing the accumulated bubbles and electric corrosion products via the high-speed flowing electrolyte from the machining area.
- (2)
- The ultrasonic-assisted high-efficiency electrochemical machining state, as shown in the BCA section. In this state process, the power supply outputs constant voltage electrical parameters (, the electrolysis voltage in the figure), accompanied by ultrasonic high-frequency vibrations. The state can be subdivided into the two processes described below.
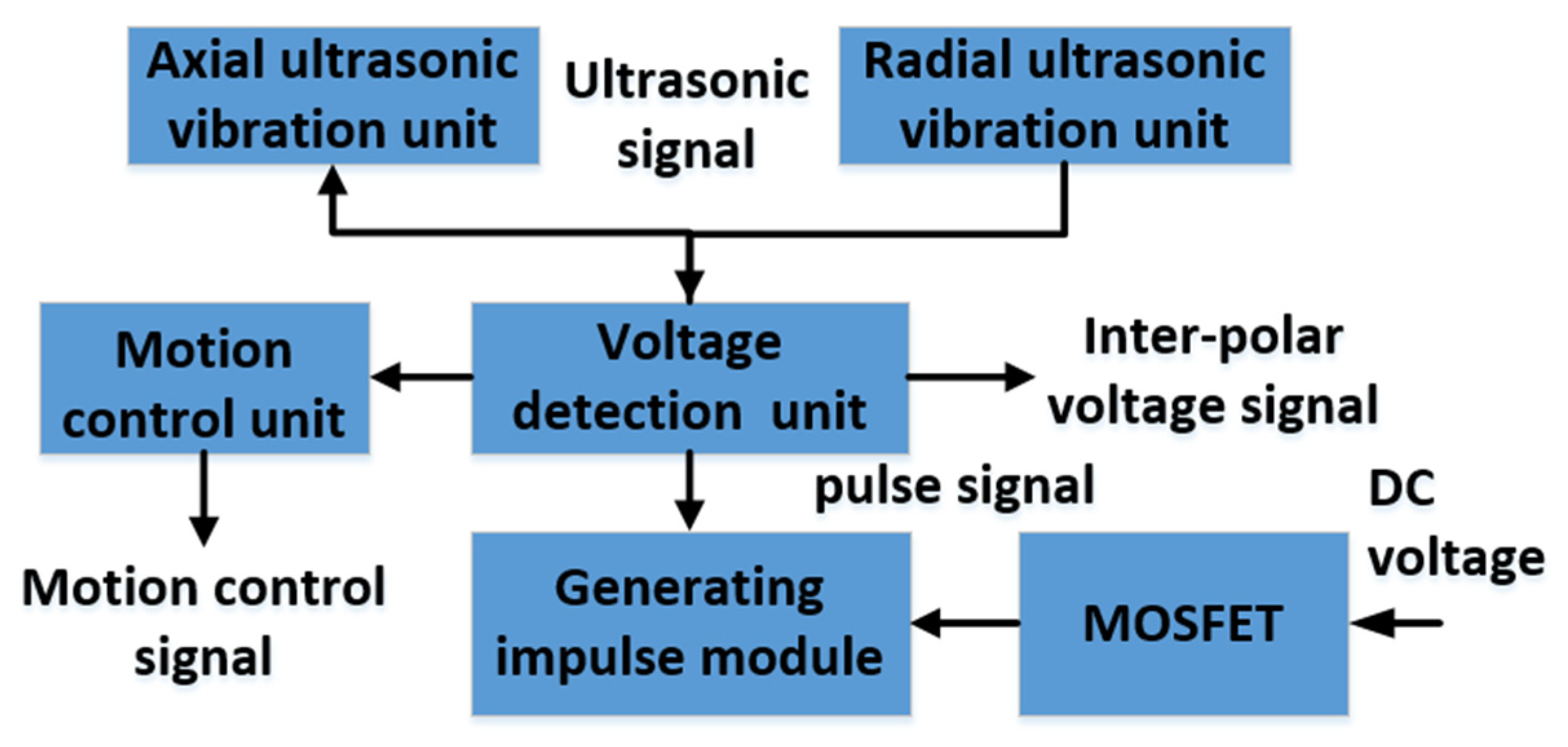
2.3. Composition of the Machining System
- (1)
- When there is only ultrasonic vibration of the rotating axis (z-direction), that is, when the side surface is machined by 1D ultrasonic vibration, the tool and the workpiece are always in contact and the machining gap in combined electrochemical machining is difficult to utilize; therefore, only the end face of the tool can be selected for replication-forming machining.
- (2)
- When there is synchronous ultrasonic vibration along the z- and x-axes or the z- and y-axes, the vibrations in the machining direction of the side surface of the 2D ultrasonic vibration tool ensure the electrolysis action in the machining gap, and the generating machining can only be conducted on the side surface of the tool.
3. Experimental Analyses
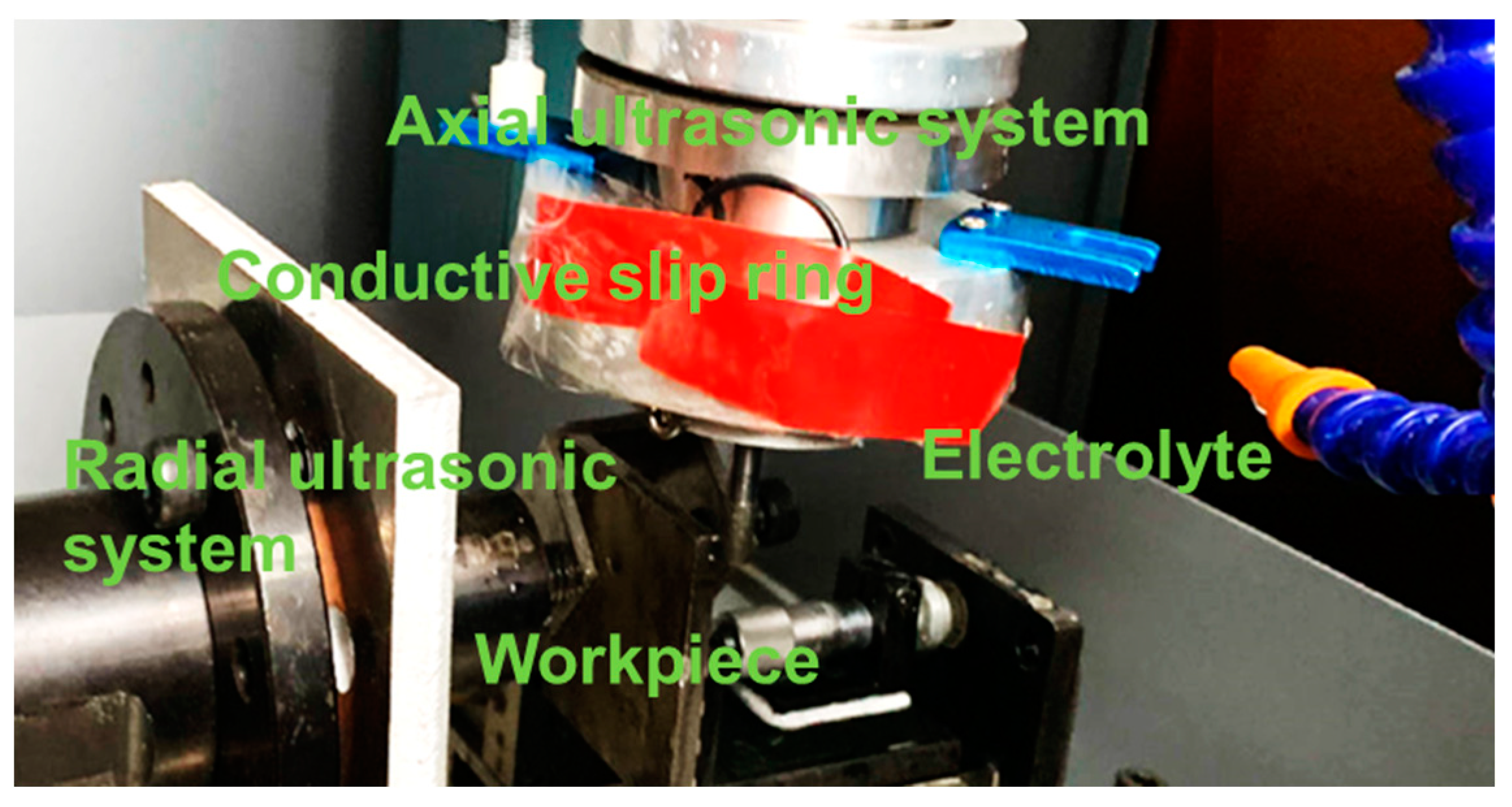
3.1. Experiment Equipments
3.2. Experimental Process and Analyses
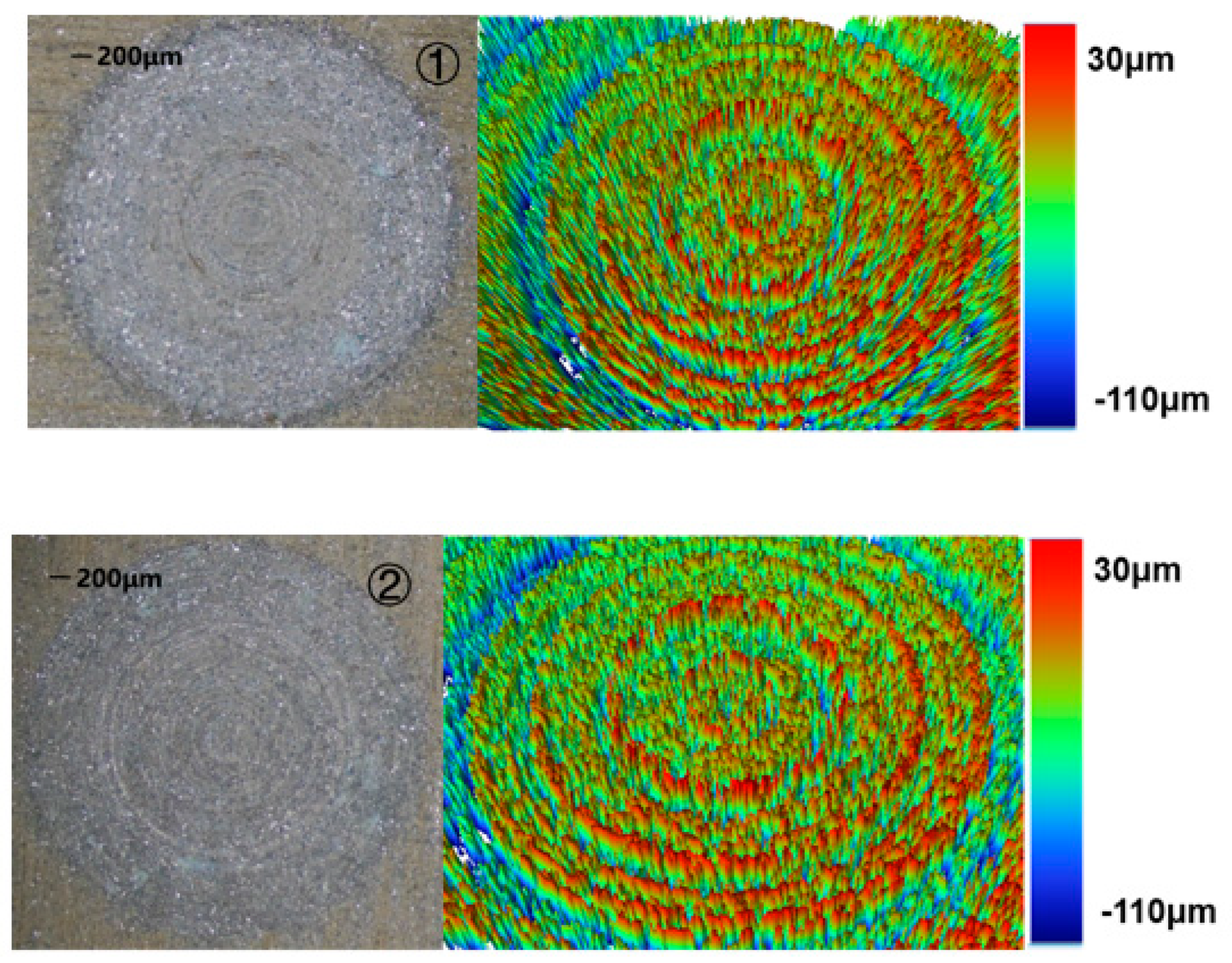
3.2.1. Influence of Different Machining Methods on Machining Quality
3.2.2. Influence of Pulse Voltage on Machining Effect
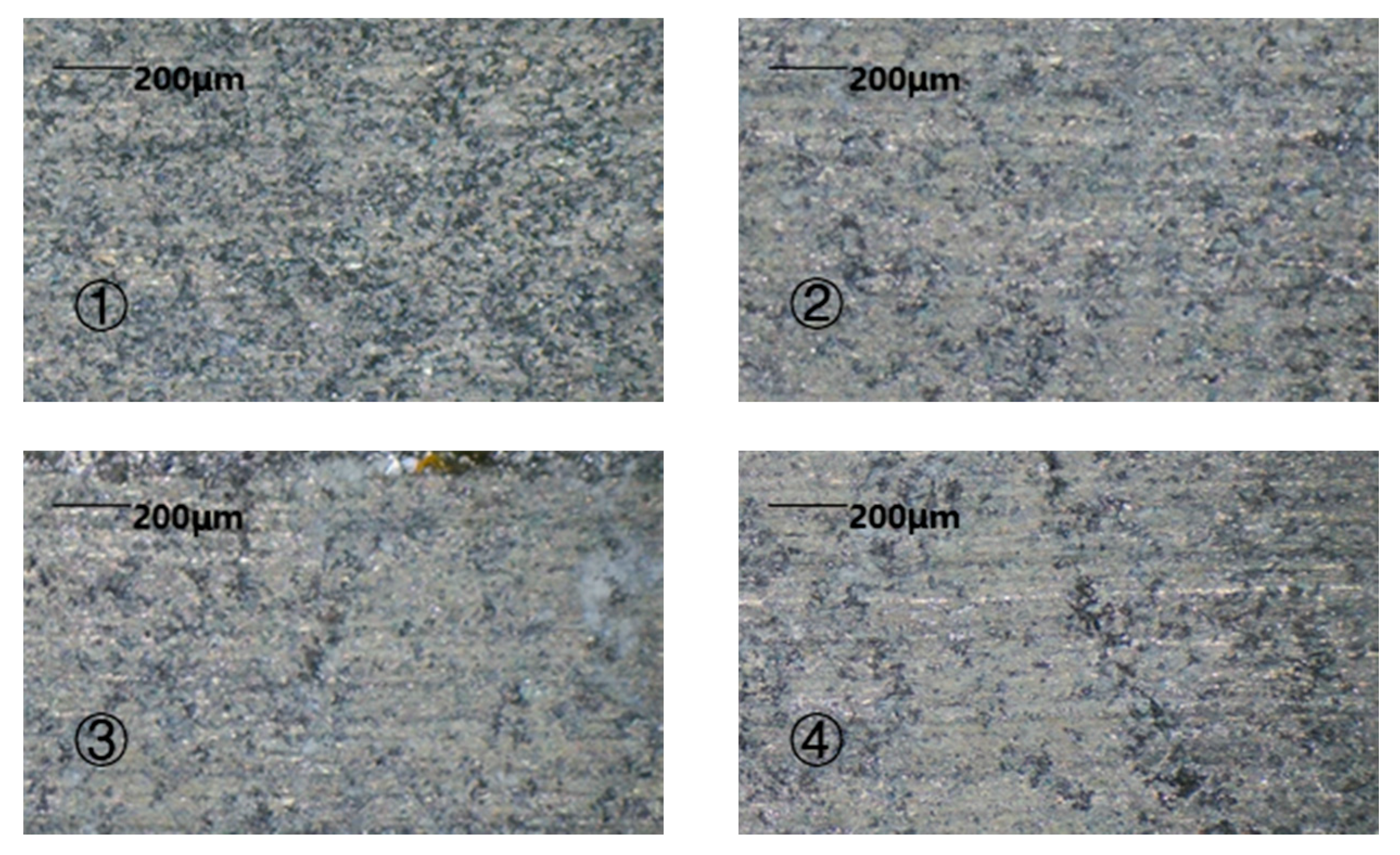
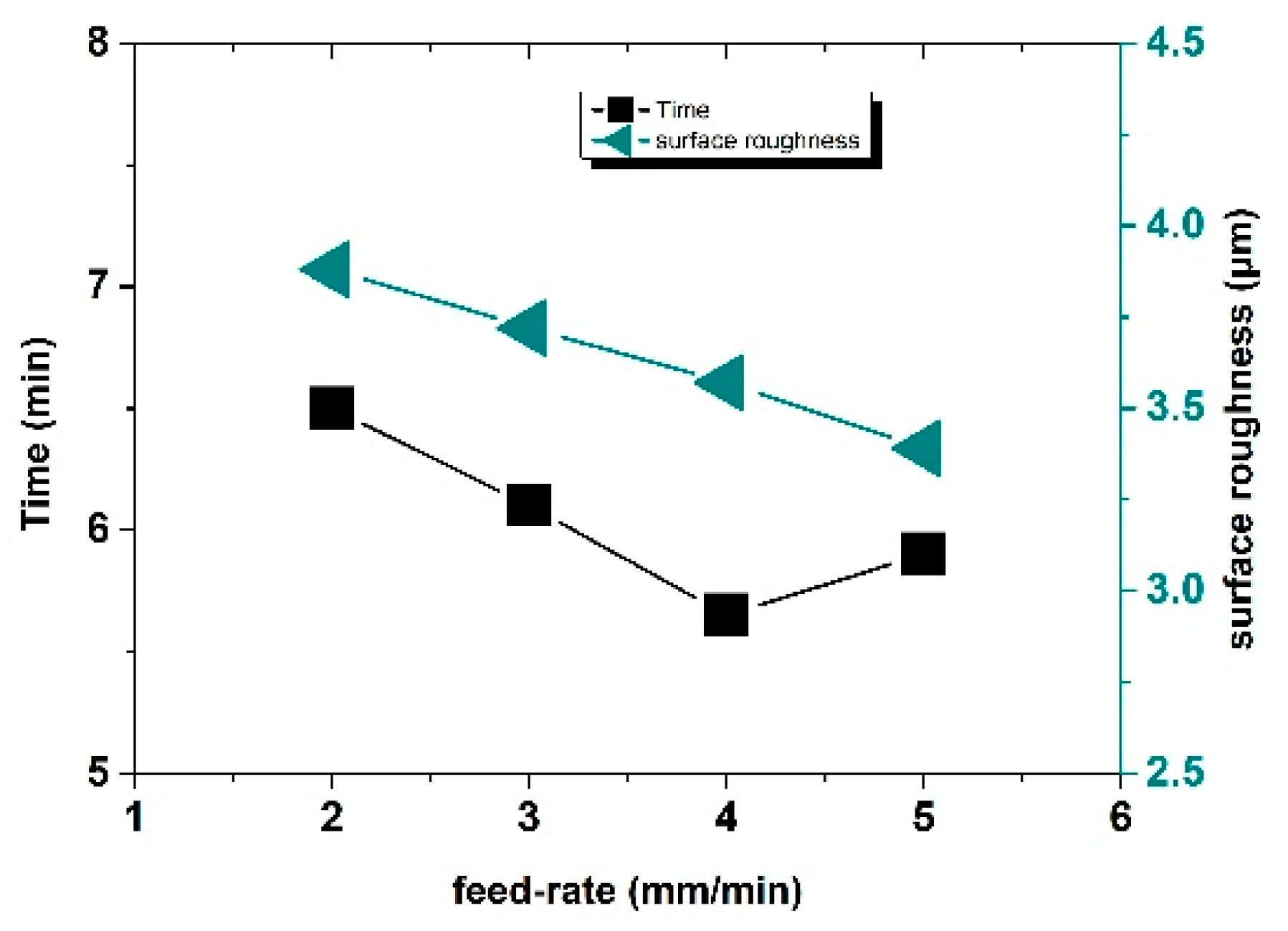
3.2.3. Influence of Feed Rate on Machining Effect
4. Conclusions
- (1)
- By comparing the experiments on 1D- and 2D-RUCEGM, we found that the groove machined by 2D-RUCEGM showed higher precision and smooth plane and bottom surface and edge, accompanied by machining accuracy, which was increased by about 21%, and the machining time was reduced by about 20%.
- (2)
- When other experimental parameters were kept constant, the machining efficiency was proportional to the voltage, which is consistent with the theoretical analysis of material removal. However, with the increase in electrolytic voltage, the phenomenon of stray corrosion became more severe, the machining quality decreased, and the electrolytic etching energy per time unit increased. When the voltage surpassed the 6 V, the phenomenon of spark discharge occurred in the machining process and the machining accuracy decreased.
- (3)
- Under the conditions whereby other experimental parameters were kept constant, a faster feed rate under the same electrolyte condition improved the machining efficiency. When there was inter-pole voltage detection to evaluate short circuit, machining could still be completed stably and efficiently with reducing short circuits, even though the upper limit of feed rate was exceeded. However, if the feed rate continued to increase, although the machining can still be completed, the number of short-circuit regressions increased and the machining efficiency was gradually reduced; the optimal feed rate is 4 mm/min.
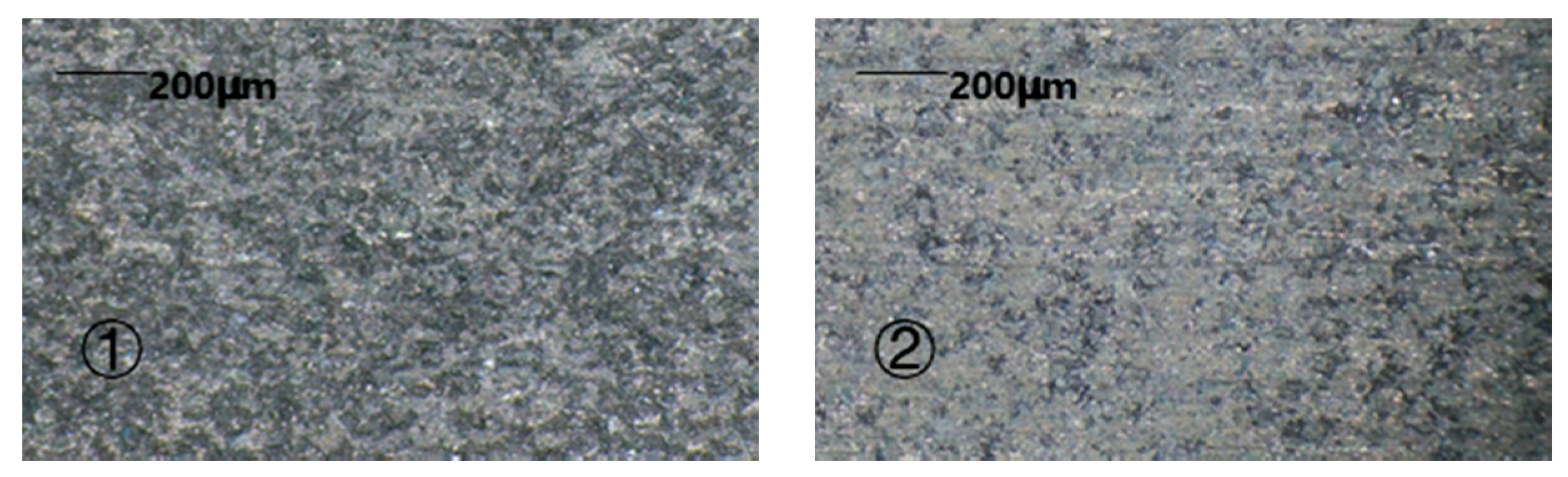
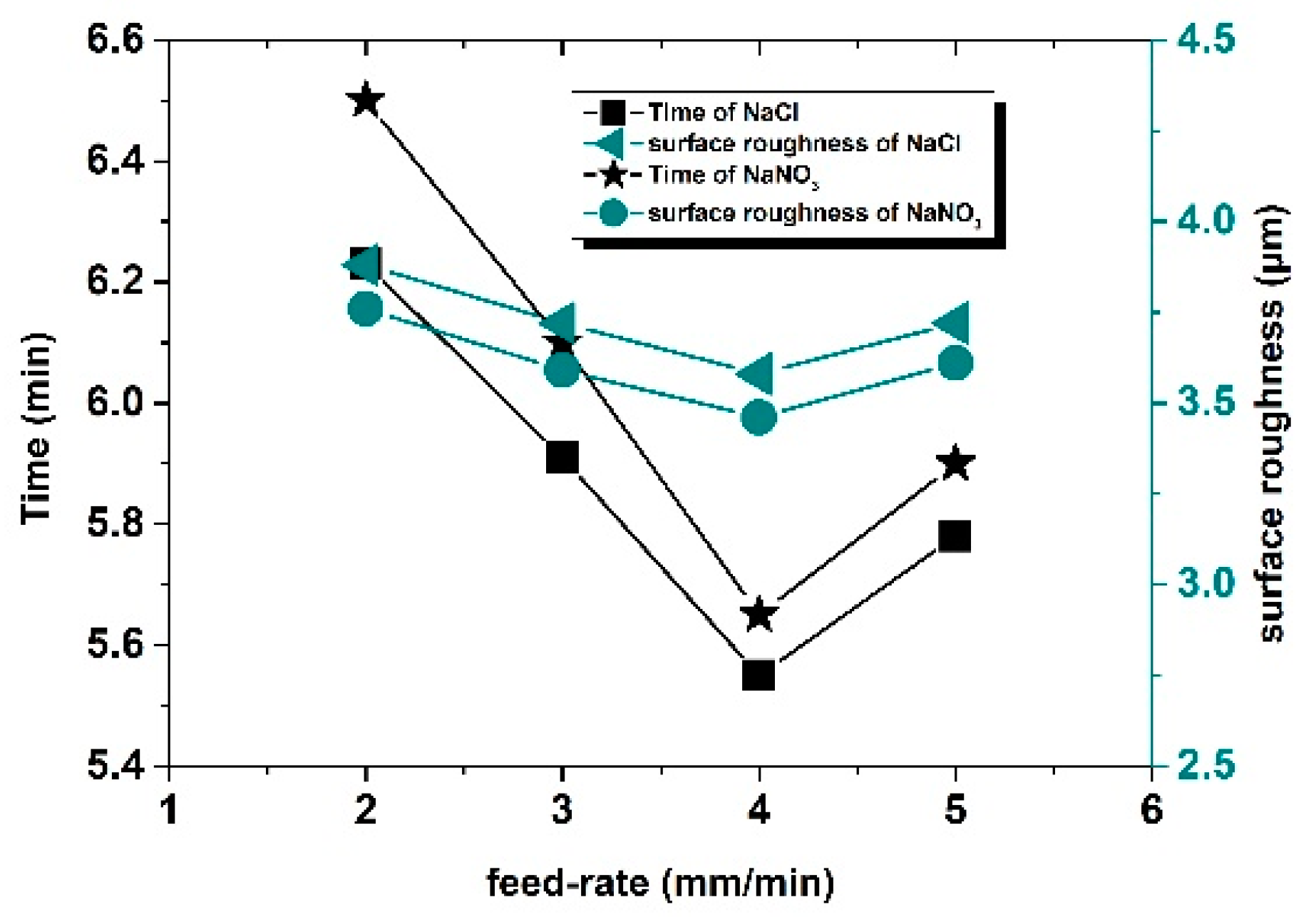
- (4)
- Different electrolyte conditions also have made a difference to the machining results. In this study, when comparing the machining results of NaCl and NaNO3, the machining time was reduced by about 2.5%, while the machining accuracy was decreased by 3.3% in the same concentration condition. Therefore, in the actual machining process, it is important to select the appropriate electrolyte to optimize the machining process in accordance with the specific needs of the workpiece.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Piconi, C.; Maccauro, G. Zirconia as a ceramic biomaterial. Biomaterials 1999, 20, 1–25. [Google Scholar] [CrossRef]
- Tawakoli, T.; Akbari, J.; Zahedi, A. Ultrasonic-assisted cylindrical grinding of alumina-zirconia ceramics. In Proceedings of theASME 2013 International Mechanical Engineering Congress and Exposition, San Diego, CA, USA, 15–21 November 2013; p. V02AT02A101. [Google Scholar]
- Inasaki, I. Grinding of hard and brittle materials. CIRP Ann. -Manuf. Technol. 1987, 36, 463–471. [Google Scholar] [CrossRef]
- Thoet, B.; Aspinwalld, K.; Wisem, L.H. Review onultrasonic machining. Int. J. Mach. Tools Manuf. 1998, 38, 239–255. [Google Scholar]
- Kataria, R.; Kumar, J.; Pabla, B.S. Experimental Investigation and Optimization of Machining Characteristics in Ultrasonic Machining of WC–Co Composite Using GRA Method. Mater. Manuf. Process. 2015, 31, 685–693. [Google Scholar] [CrossRef]
- Skoczypiec, S. Research on ultrasonically assisted electrochemical machining process. Int. J. Adv. Manuf. Technol. 2010, 52, 565–574. [Google Scholar] [CrossRef] [Green Version]
- Liew, P.J.; Yanj, W.; Kuriyagawa, T. Fabrication of deep micro-holes in rcaciion-bonded SiC by ultrasonic cavitation assisted micro-EDM. Int. J. Mach. Tools Manuf. 2014, 76, 13–20. [Google Scholar] [CrossRef]
- Abdo, B.M.A.; Anwar, S.; El-Tamimi, A.M. Machinability study of biolox forte ceramic by milling microchannels using rotary ul-trasonic machining. J. Manuf. Process. 2019, 43, 175–191. [Google Scholar] [CrossRef]
- Kuo, K.L. Experimental Investigation of Brittle Material Milling Using Rotary Ultrasonic Machining; Springer: London, UK, 2007. [Google Scholar]
- Li, S.; Wu, Y.; Yamamura, K.; Li, S.; Wu, Y.; Yamamura, K.; Nomura, M.; Fujii, T. Improving the grindability of titanium alloy Ti–6Al–4V with the assistance of ultrasonic vi-bration and plasma electrolytic oxidation. CIRP Ann. 2017, 66, 345–348. [Google Scholar] [CrossRef]
- Wang, H.; Ning, F.; Li, Y.; Hu, Y.; Cong, W. Scratching-induced surface characteristics and material removal mechanisms in rotary ultrasonic surface machining of CFRP. Ultrasonics 2019, 97, 19–28. [Google Scholar] [CrossRef] [PubMed]
- Ning, F.D.; Wang, H.; Cong, W.L. Rotary ultrasonic machining of carbon fiber reinforced plastic composites: A study on fiber ma-terial removal mechanism through singlegrain scratching. Int. J. Adv. Manuf. Technol. 2019, 103, 1095–1110. [Google Scholar] [CrossRef]
- Wang, H.; Hu, Y.; Cong, W.; Hu, Z. A mechanistic model on feeding-directional cutting force in surface grinding of CFRP composites using rotary ultrasonic machining with horizontal ultrasonic vibration. Int. J. Mech. Sci. 2019, 155, 450–460. [Google Scholar] [CrossRef]
- Wang, H.; Hu, Y.; Cong, W.; Hu, Z.; Wang, Y. A novel investigation on horizontal and 3D elliptical ultrasonic vibrations in rotary ultrasonic surface machining of carbon fiber reinforced plastic composites. J. Manuf. Process. 2020, 52, 12–25. [Google Scholar] [CrossRef]
- Lu, K.; Tian, Y.; Liu, C.; Zhou, C.; Guo, Z.; Wang, F.; Zhang, D.; Shirinzadeh, B. Design of a novel 3D ultrasonic vibration platform with tunable characteristics. Int. J. Mech. Sci. 2020, 186, 105895. [Google Scholar] [CrossRef]
- Sadoun, A.M.; Najjar, I.; Abd-Elwahed, M.S.; Meselhy, A. Experimental study on properties of Al–Al2O3 nanocomposite hybridized by graphene nanosheets. J. Mater. Res. Technol. 2020, 9, 14708–14717. [Google Scholar] [CrossRef]
- Eltaher, M.A.; Wagih, A.; Melaibari, A.; Fathy, A.; Lubineau, G. Effect of Al2O3 particles on mechanical and tribological properties of Al–Mg du-al-matrix nanocomposites. Ceram. Int. 2019, 46, 5779–5787. [Google Scholar] [CrossRef]
- Sadoun, A.M.; Mohammed, M.M.; Elsayed, E.M.; Meselhy, A.F.; El-Kady, O.A. Effect of nano Al2O3 coated Ag addition on the corrosion resistance and electrochemical behavior of Cu-Al2O3 nanocomposites. J. Mater. Res. Technol. 2020, 9, 4485–4493. [Google Scholar] [CrossRef]
- Wang, Z.; Zhu, Y.; Fan, Z.; Yun, N. Mechanism and process study of ultrasonical combined synchro-nizing pulse electrochemical micro machining. In Proceedings of the 16th International Symposium on Electro-machining (ISEM XVI), Shanghai, China, 19–23 April 2010; pp. 351–355. [Google Scholar]
- Zhu, Y.; Shao, J.; Su, N.; Yun, N. Research on micro electro-discharged & electrolysis machining tech-nology modu-lated by synchronizing ultrasonic vibrating. J. Mech. Eng. 2014, 50, 185–192. [Google Scholar]
- Wang, H.; Pei, Z.J.; Cong, W. A Mechanistic Cutting Force Model Based on Ductile And Brittle Fracture Material Removal Modes For Edge Surface Grinding Of CFRP Com-Posites Using Rotary Ultrasonic Machining; Elsevier: Amsterdam, The Netherlands, 2020; p. 176. [Google Scholar]
- Krefting, D.; Mettin, R.; Lauterborn, W. High-speed observation of acoustic cavitation erosion in multibubble systems. Ultrason. Sonochemistry 2004, 11, 119–123. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Chen, W.; Zhu, Y. Study and experiment of forming law in ultrasonic assisted electrochemical machining. Modern Manuf. Eng. 2020, 8, 13–19. [Google Scholar]
- Zhang, Y.; Xu, Z.; Zhu, D.; Xing, J. Tube electrode high-speed electrochemical discharge drilling using low-conductivity salt solution. Int. J. Mach. Tools Manuf. 2015, 92, 10–18. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Characteristics |
|---|---|
| Workpiece | SiCp/Al composite, 65%; size, 30 mm × 30 mm × 8 mm. |
| Tool electrode | Diamond diameter: 6 mm; grain density, 100 mesh. |
| Electrolyte | NaNO3 mass fraction, 8%; grinding material, 400-mesh silicon carbide. |
| Electrolytic voltage | Duty cycle, 50%; voltage, 5 V. |
| Ultrasonic amplitude | Axial ultrasonic amplitude, 6 μm; radial ultrasonic amplitude, 3 μm. |
| Feed rate | 5 mm/min. |
| Spindle speed | 3000 r/min. |
| Item | Characteristics |
|---|---|
| Workpiece | SiCp/Al composite, 65%; size, 30 mm × 30 mm × 8 mm. |
| Tool electrode | Diamond diameter, 6mm; grain density, 100 mesh. |
| Electrolyte | NaNO3 mass fraction, 8%; grinding material, 400-mesh silicon carbide. |
| Pulse voltage | Duty cycle, 50%; voltage: 3 V, 4 V, 5 V, and 6 V. |
| Ultrasonic amplitude | Axial ultrasonic amplitude, 6 μm; radial ultrasonic amplitude, 3 μm. |
| Feed rate | 4 mm/min. |
| Spindle speed | 3000 r/min. |
| Item | Characteristics |
|---|---|
| Workpiece | SiCp/Al composite, 65%; size, 30 mm × 30 mm × 8 mm. |
| Tool electrode | Diamond diameter, 6 mm; grain density, 100 mesh. |
| Electrolyte | NaNO3 mass fraction, 8%; grinding material, 400-mesh silicon carbide. |
| Pulse voltage | Duty cycle, 50%; voltage, 5 V. |
| Ultrasonic amplitude | Axial ultrasonic amplitude, 6 μm; radial ultrasonic amplitude, 3 μm. |
| Feed rate | 2 mm/min, 3 mm/min, 4 mm/min, 5 mm/min. |
| Spindle speed | 3000 r/min. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, W.; Li, J.; Zhu, Y. Experimental Study on Two-Dimensional Rotatory Ultrasonic Combined Electrochemical Generating Machining of Ceramic-Reinforced Metal Matrix Materials. Sensors 2022, 22, 877. https://doi.org/10.3390/s22030877
Chen W, Li J, Zhu Y. Experimental Study on Two-Dimensional Rotatory Ultrasonic Combined Electrochemical Generating Machining of Ceramic-Reinforced Metal Matrix Materials. Sensors. 2022; 22(3):877. https://doi.org/10.3390/s22030877
Chicago/Turabian StyleChen, Wanwan, Jing Li, and Yongwei Zhu. 2022. "Experimental Study on Two-Dimensional Rotatory Ultrasonic Combined Electrochemical Generating Machining of Ceramic-Reinforced Metal Matrix Materials" Sensors 22, no. 3: 877. https://doi.org/10.3390/s22030877
APA StyleChen, W., Li, J., & Zhu, Y. (2022). Experimental Study on Two-Dimensional Rotatory Ultrasonic Combined Electrochemical Generating Machining of Ceramic-Reinforced Metal Matrix Materials. Sensors, 22(3), 877. https://doi.org/10.3390/s22030877