1. Introduction
The Industry 4.0 (I4.0) concept is taking over classical paradigms that once fuelled the advancements in manufacturing processes. Industry 4.0 was coined to describe the immediate need for economic, sociological, and political changes. Those necessities stem from end-users, who are the drivers of the industry, as short product development periods, individualization on demand, flexibility, decentralization and resource efficiency are sought after [
1].
The I4.0 concept includes mainly enabling technologies, such as Cyber-Physical Systems (CPS), Internet of Things (IoT) and cloud computing [
2]. The first one describes the ability to intertwine the physical properties of a system coupled with advanced computational algorithms. A well-known example is the field of Predictive Maintenance [
3], which informs the user of an impending service. The IoT relates to the interconnection of various devices that rely on sensory, communication, networking, and information processing technologies [
2]. Sensor networks can gather data regarding the manufacturing process and then later use that data to optimize the process. Cloud computing refers to sharing documents, servitization, collaboration, distributed production and resource optimization [
4]. The main advantage of cloud computing is the scalability of resources, which means that extra computing power is ensured if additional demand arises [
5].
Simultaneously with the requirements that drive the I4.0 concept, a need for more advanced logistics systems has arisen to cope with the rising trends of E-commerce [
6] and the concerning trends of workforce deficiency and ageing [
7]. Those challenges can be overcome by introducing more advanced warehousing systems and methods along with (robot) assisted Order-Picking (OP) systems. Hence, the Logistics 4.0 (L4.0) term has been coined based on the Industry 4.0 term [
8,
9]. Logistics 4.0 describes advanced usage of various technological advancements such as those in Industry 4.0, such as smart devices, wearables, IoT and other CPS, which aim to reorganize some of the basic concepts of Logistics [
9].
While both the I4.0 and L4.0 concepts aim toward reducing physical work and increasing automation, that is not always possible. In industrial environments, as in logistics processes, manual labour remains ever-present. This holds especially true for processes that cannot be fully automated for various reasons, e.g., over-complexity or costs of the automated solution, items that require a lot of customization, custom-crafted (hand-made) products, etc. In this case, the quality of products or services is directly dependent on assembly workers or order-pickers. Therefore, there is a need to create a multi-skilled workforce capable of performing multiple tasks, or invest in worker-assisted systems [
10]. By investing in enabling technologies, not only does worker productivity and product quality rise, but ergonomics can also be improved significantly [
11]. Assembly workers and order-pickers are exposed daily to the dangers of work-related musculoskeletal disorders (MSD) and back health problems [
12].
Cohen et al. [
13] noted that considerable efficiency improvements could be achieved by introducing I4.0 concepts into manual assembly stations. In their work, they have implemented an Assembly System 4.0 framework based on I4.0 concepts on a multi-model batch production flow line for industrial refrigerator manufacturers. They follow four main I4.0 principles: connectivity, information, knowledge and smartness. They note that the Self-Adapting Smart System (SASS), adapting using acquired information during the operation coupled with continuous support to the operators, will increase flexibility, agility, scalability, and productivity significantly.
A systematic literature review on the topic of worker assistance systems in manufacturing has been presented by Mark et al. [
14]. The authors define worker assistance systems as “technical systems that support the worker during manufacturing or assembly tasks without replacing him, without overruling him and without posing any danger to the worker”. They divide the existing literature on assistance systems into three categories: (1) Sensorial, which extends the sensing capabilities; (2) Physical, which extends physical capabilities; and (3) Cognitive, which extends cognitive capabilities such as “orient” or “decide”. In the sense of aiding assembly processes in manual assembly workstations, the most used systems are various head-mounted devices (augmented and mixed reality [
15]), tablets [
16], various projection systems [
17] and motion sensing devices [
18]. The information regarding assembly processes can be displayed in the form of animation, graphic notes, speech, etc. In addition, exoskeletons [
19] and robotic co-workers [
20] can be introduced to reduce the workload on workers; however, this exceeds the scope of this paper.
The scientific community is studying augmented reality applications in aiding assembly workers thoroughly, as they are proving very prominent in the area [
21]. Moghaddam et al. [
22] showed that AR has recently been adopted as a novel experimental training technology for faster training and upskilling manufacturing workers, potentially reducing new hire training time by 50%. Furthermore, they note that error reduction by using the AR is also sustained after the AR support is removed. However, by introducing highly technological assistance systems into workplaces, one cannot expect an instant rise of productivity and error reduction, as user acceptance is crucial for the diffusion of new technologies and working environments [
23]. Furthermore, presenting information through AR plays an important role, as Wang et al. [
24] noted that by unintuitive expression of information, the guided assembly efficiency may be low, and the rate of operation error may be high. In a survey by Minow et al. [
25], which included 25 young people, who are not trained assembly workers, they found that the pick-to-light (PTL) system proved to be more helpful than an AR-aided solution.
Additionally, to improve workplace ergonomics and reduce the cognitive load, the effects of using AR on the eyes are usually neglected, along with the fact, that AR glasses are less or not appropriate for people who are already wearing prescription glasses. Marklin et al. [
26] noted that the decreased eye blink rate by using AR could lead to eye strain if used for prolonged periods without rest. Furthermore, wearing additional head devices for prolonged periods may cause neck fatigue. In that case, alternatives should be considered that do not require wearing additional hardware, such as PTL systems.
In intralogistics, and especially order-picking, there has been much effort to guide or automate the order-picking process, as it represents the most labour and time-intensive process in warehousing [
26]. An order-picker travels around the warehouse, collecting (picking) the items specified in the order. Interestingly, an order-picking process is similar to the assembly process, where both the order-picker and assembler must follow instructions to complete an order or a product. Furthermore, both processes suffer from similar problems—ergonomics, questions regarding productivity, error prevention and detection.
Winkelhaus et al. [
27] prepared a systematic review of existing order-picking techniques, comparing them by the level of automation for support and by the level of automation for substitution. Based on the I4.0 requirements, they conceptualized an Order-Picking 4.0 concept, which according to their definition, is a sociotechnical order picking system in which individual and heterogeneous customer orders are compiled efficiently and sustainably in small batch sizes from a large variety of goods in a warehouse. Thereby, Order Picking 4.0 considers high levels of automation of supportive and substitutive technologies, as well as human factor objectives. Based on that premise, Setayesh et al. [
28] studied human order-picker factors extensively, since OP is still mainly a manual process. They identified distinct failure modes that may contribute to picking errors, such as vision, hearing, complexity, skills, memory demand, mental fatigue, physical fatigue, physical workload, motivation, supervision, and communication.
Since the earliest orders for order-pickers were paper printed, the OP relied solely on his previous experience and memory of the warehouse layout. Today, various paperless technologies are implemented to reduce cognitive load and assist the order-picker, such as a barcode/RFID scanner, voice-control, pick-to-light (pick-by-light), augmented reality (AR), head-mounted displays (HMD), projection, etc. A paperless order picking system consists of devices designed to facilitate the work of operators, mainly in terms of getting information on the product to be picked and its storage location [
29]. Fager et al. [
30] compared the impact of four different picking information systems (pick-by-paper, pick-by-light, pick-by-voice and pick-by-HUD) for kit preparation and concluded that in a single-kit preparation, a PTL system was associated with the highest time efficiency of the four studied systems.
In a PTL system, operators are guided by the lights installed on the warehouse shelves. For each micro-location, a light turns on, corresponding to the order picker’s order list. A button must be pressed to complete a single pick, and, in some cases, the barcode must be scanned. The system is also capable of handling multiple order-pickers using different coloured lights. A traditional PTL system can be upgraded with RFID, where the button no longer must be pressed, but instead, the RFID tag must be read with the RFID scanner. According to Allesandro et al. [
31], the RFID reader can be mounted on the order picker’s glove, which means that both hands are free for picking. A PTL system is not necessarily stationary, as Su et al. [
32] presented a robotic-based PTL system, which is operated based on the mutual behaviour analysis of human and mobile robots. Their PTL system is mounted on KIVA inventory pods, which are storage racks that can be moved around using KIVA mobile robots. According to Battini et al. [
33], the main advantage of the PTL order-picking system is that only two types of technical errors can occur, compared to four in handheld barcode and RFID order-picking: (E1) Wrong item picked, but correct item confirmed error, and (E2) Wrong quantity picked error. In the RFID enhanced PTL application, (E2) can also occur, yet (E1) cannot, but an (E3) Wrong item picked, and the wrong item confirmed error can occur.
AR is also gaining the attention in OP applications, where its task is to convert logical information into visual guidance for an order-picker [
34]. The order-picker must wear specialized glasses, which leaves both hands free for order-picking. Despite its time efficiency picking accuracy and low chance of error, AR order picking is prone to tracking lost in the industrial scene, where there are no distinctive landmarks for orientation.
All those support systems cannot automate the order-picking or assembly processes yet help substantially, as they provide more information on the micro-location of the product to be picked or provide information for the product to be assembled. Furthermore, the initial training period can be reduced significantly, as the OP process is guided independently of the pre-knowledge of the system. The proposed paper attempts to combine PTL technology used in order-picking with a manual assembly workstation to increase worker productivity and reduce the possibility of errors.
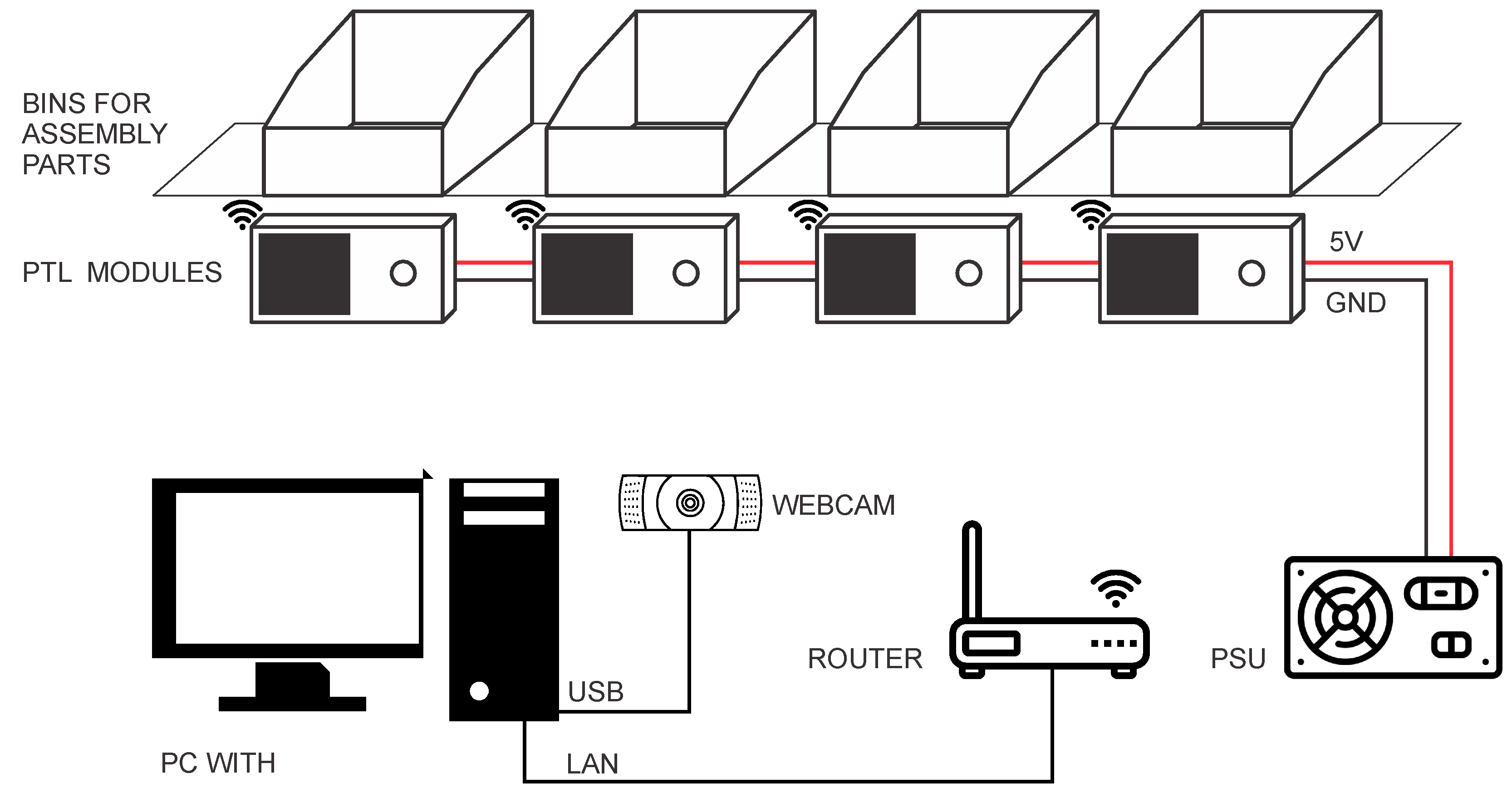
Inspired by the PTL method in the order-picking process, a prototype of an assembly assistance system based on PTL modules is presented in this paper. The proposed system guides the operator through the assembly process using a PC application and several PTL modules. A single PTL module is used for each assembly part. The PTL module consists of a microcontroller with an integrated Wi-Fi interface, a liquid crystal display (LCD) for displaying the current assembly component micro-location and quantity, and a pushbutton for acknowledging the picked object. The application on the PC guides the operator through the assembly process by showing all the necessary assembly steps and parts. Two-step verification is used to ensure that the correct part is picked out of the bin, first by checking that the correct pushbutton on the PTL module has been pressed and second by using a camera with a computer vision algorithm. The presented solution is adaptable in terms of needing multiple PTL modules for assembly operations that require a higher or lower number of assembly parts.
This paper is organized as follows. Related works are presented and analysed in
Section 2.
Section 3 presents the software and hardware setup of the proposed PTL-based assembly assistance system.
Section 4 demonstrates the use of the system by giving an example of the assembly process of the Gillux-Puzzle mind game and some experimental results obtained using volunteer assemblers. Some pointers to future work are provided in the conclusion.
2. Related Works
The following section presents and analyses the closest related works from advanced manual assembly stations coupled with various assistive systems.
Bortolini et al. [
35] proposed a Self-Adaptive Smart Assembly System (SASAS) capable of improving worker ergonomics by using two motion axes to position an easy-access fast-picking area for the fast-moving parts and a third axis for the reconfiguration of the working area height. The system has been tested in a full-scale assembly of an industrial chiller, showing that the SASAS prototype reduced the assembly cycle time and operator movements during the assembly process. This led to an increase in productivity by up to 70%. Even though the user still relies on his/her own assembly knowledge, the SASAS shows that considerable improvements can be made by reorganizing the assembly station’s layout. In [
36], the authors further enhanced the original SASAS prototype and proposed a general framework guiding toward A3s (adaptive automation assembly systems) effective design and validation. The enhanced SASAS enables real-time reconfiguration based on the current assembly process. This is performed by using servosystems operated with a MATLAB-based GUI. Additionally, a motion analysis system has been employed to evaluate user ergonomics. In their second study, up to 38.6% reduction of assembly cycle time has been achieved with an improvement in the ergonomic work condition (REBA index reduction) of up to 15%. Turk et al. [
10] presented a self-configurable assembly workstation using I4.0 technologies. The workstation is controlled by a smart algorithm that controls the smart workstation, enabling technologies and digital instructions for assembly tasks. Their smart assembly station is self-configurable and answers to the needs of individual ergonomic worker requirements, according to gender and body height (constitution). The assembly instructions are displayed via LPM software and pick-by-light technology (laser pointer), showing the correct section of the bin where the current part is stored. The workbench’s height, lighting and grab bins with parts and rotation of the assembly nest are controlled using a smart algorithm. Due to the simple usage of the system, thorough training pre-operation is not necessary. In a laboratory experiment, they compared the traditional assembly workstation and their smart manual assembly workstation for two different sample products made from LEGOs and evaluated the ergonomics of both systems. They concluded that the number of errors has been reduced by 72%, and while the overall assembly time in SAW was lower than in traditional WS, they have shown that the SMAW instruction program issued instruction slower than the worker’s skills permitted. The ergonomics score was much higher than those in TWS, since the smart algorithm optimizes the layout of the worktable. Yin et al. [
37] presented an interaction-free assembly assistance tool (SARAMS) that monitors an operators’ hand activity and process completeness, to recognize the assembly state and provide the operator with instructions accordingly. Users are only issued with the augmented contents when they get stuck or go wrong in an assembly process. An assembly process completeness inspection is based on image feature matching. A prototype system requires only a head-worn device, freeing both hands for the assembly. The system has been evaluated on a 15-part product. The authors concluded that the proposed system had realized all its desired properties, including automatic monitoring, adaptive assistance, higher interaction efficiency and integrated hardware setup. Lai et al. [
38] proposed a smart instruction system with the support of AR and deep learning-based tool detection, which is intended to improve the worker’s performance through assistive instructions (texts, videos, 3D animations). The developed system consists of multi-modal AR instructions and a tool detector. The hardware portion of the system comprises two cameras, used to capture the worktable surface from two perspectives to prevent a mix-up of tools and parts in addition to AR glasses worn by the assembly worker. The tool detector was developed using a Faster R-CNN model trained on a CAD-based synthetic tool dataset, which detects real physical tools with an average precision of 84.7%. It is used to prevent misusing assembly tools. The proposed system performance is evaluated on a CNC carving machine assembly by comparing the manual assembly instructions to the instructions issued by the AR. The manual and the proposed solution are compared in terms of completion time and assembly errors, which show a 33.2% and 32.4% reduction, respectively. Wang et al. [
39] proposed a novel platform for remote collaboration based on AR, designed to assist industrial assembly tasks remotely. A remote expert sees the AR replica of the worktable plane, whilst the worker is presented with visual clues from the remote expert. They compare two methods of presenting the helpful information to the assembly worker: sharing AR annotations and Gaze Control (GC). The first refers to drawing shapes around the object that requires interaction, while the second refers to sharing a remote expert’s head pointer. The experiments showed that the GC is a superior guidance option since users are pointed to a certain point more clearly than by AR annotations. Ojer et al. [
40] have developed a projection-based AR assistance system for manual Printed Circuit Board (PCB) assembly, which consist of an illumination system, a 2D high-resolution image acquisition setup a screen and a projector. No AR glasses are needed, which reduces worker eye strain, yet the illumination of the worktable area must ensure that the light from the projector remains predominant. Their system supports dynamic projection of the instructions, updated in real-time, as well as performing the verification of the operator’s current operation. Since the instructions are simple, they are presented in the form of rectangle bounds around the components to be assembled in the next step. The system showed that compared to the original PCB assembly procedure, less errors occurred, especially when workers are faced with a new PCB type. Sorostinean et al. [
41] presented an extensive assembly assistance system, which consists of several assistive technologies, such as an object and hand movement sensor, eye tracking and GSR biosensor, a posture and facial expression sensor and a large touchscreen embedded in the tabletop. The AAS tabletop is divided into an assembly area, a components storage area and a video instruction display area. Additionally, the user is presented with voice instructions and user interaction buttons, which allow the user to play/repeat instructions or go to the previous or next instruction. In this work, they extend their previous contributions with a system state predictor based on decision trees with ensemble learning that can provide support via adaptive instruction considering the current assembly progress. The prediction is based on past assembly processes of a certain product, where a model is used to determine the most likely next assembly step, given the current assembly stage. The goal of a state predictor is to support inexperienced workers in their pre-operation stage without a human trainer and assist experienced workers in the manufacturing process. Their results have shown that ensemble learning with decision tree components is best suited for adaptive assembly support systems.
4. Results
The system was tested using Gillux-Puzzle (
Figure 9) mind game. Gillux-Puzzle is a mind game that includes 16 wooden parts (
Figure 10) and a baseboard with 49 fields. The parts must be stacked on the base board in two levels so that one field (between 1 and 49) remains visible. There are 49 different possible solutions. Without graphical instructions, this mind game is quite challenging to assemble.
Although the presented system is designed for the guided assembly of industrial products, the test users were not assembling an industrial product but a mind game. The assembly process of a mind game does not require specific personal skills and tools, as is usually the case with industrial products; therefore, results between the test users are more comparable. We tested the presented system to identify differences in assembly times using original instructions and a guided system with and without Pick-to-Light technology. The test users were not professional assemblers but students at our faculty. They represent a novice assembler who has not yet acquired specific assembly skills.
Figure 11 shows the process of solving the Gillux-Puzzle for field 18. The new part is displayed in green in each assembly step, while all previous ones are in orange. The green part is the one the assembler must take out of the corresponding bin in each assembly step and place correctly on the baseboard.
Figure 12 shows the GUI seen by the assembler during the assembly of the Gillux-Puzzle. Step number 14 (out of 17) is shown. The “Part” field shows the part needed by the assembler in the current step. If the option “Pick To Light module” is enabled, then the main application sends the information to the corresponding PTL module (in this case, PTL module number 4), and the LCD of this module displays the value 1 (
Figure 13). The user has to remove one part from the associated bin and confirm the removal by pressing a button on the PTL module. The part detection process is then started (if the “Part detection” option is enabled). The main application enables the Next (Previous) button when the correct part is detected (
Figure 14), allowing the assembler to move to the next (previous) assembly step. In the presented example, part number 4 was detected (
Figure 14) during the detection phase.
Table 3 shows the content of the Excel document file located in the folder with the images of the assembly steps (
Figure 11). The document links the individual assembly steps with PTL modules.
4.1. Assembly Approaches
Eighteen volunteer assemblers (students) have tested the system. Each assembler carried out the following three assembly approaches:
The assembler has been issued the original instructions from the Gillux-Puzzle manufacturer. In this case, only the correct arrangement of parts in the 1st and 2nd levels is provided (
Figure 15). The order of assembly in each level is not predefined and is, therefore, up to each user.
The assembler has been issued the guided instructions on the touchscreen monitor, but the PTL modules remain disabled. The assembly sequence is determined.
The assembler has been issued the guided instructions, shown on the touchscreen monitor, along with the PTL modules.
Each assembler performed three repetitions of the stated assembly approaches.
4.2. Results Using Original Instructions (OI)
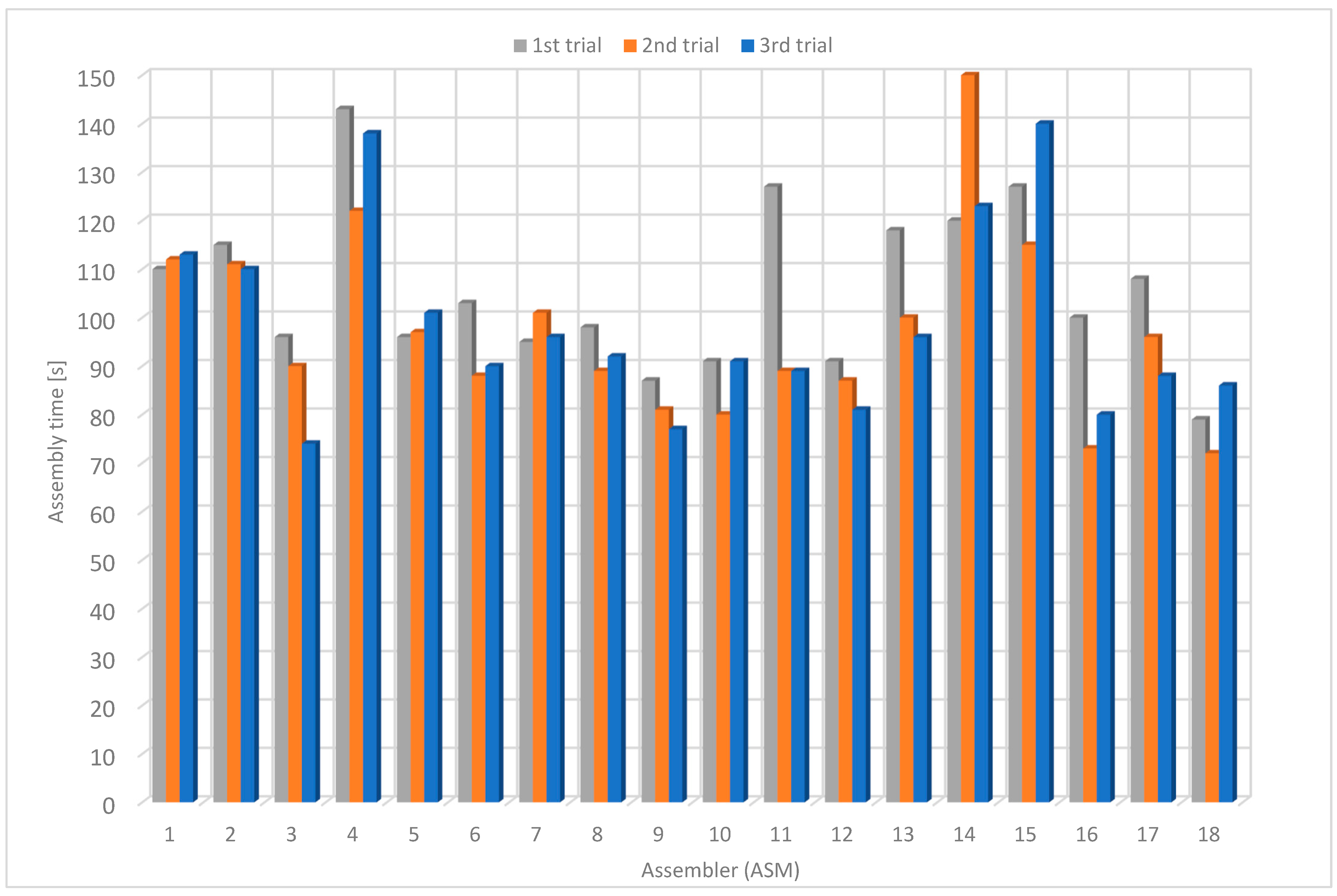
On average, the assemblers required 149 s on the first trial, 137 s on the second trial and 117 s on the third one (
Table 4). The average assembly time was 134 s. The average assembly time was reduced by about 22 % from the first to the third attempt. The highest measured assembly time was 253 s, and the lowest was 80 s. On the third trial, the average assembly time was 117 s, the maximum 212 s and the minimum 80 s (
Figure 16).
4.3. Results Using Guided Instructions without P2L Modules (P2L w/o P2L)
Using the guided instructions without P2L modules, the average assembly time in the first trial was 106 s, in the second one 97 s and in the third one 98 s (
Table 5). The average assembly time was 100 s. The assembly time decreased by approximately 7% from the first to the third trial. In the last trial, the maximum assembly time was 140 s, the minimum was 74 s, and the average was 98 s (
Figure 17). Compared to the original instructions, the average assembly time was about 25% shorter, while the assembly time in the third (last) experiment was about 16% shorter.
4.4. Results Using Guided Instructions with P2L Modules (GI w/P2L)
Using the guided instructions with P2L modules, the average assembly time for the first trial was 107 s, for the second trial 92 s and for the third trial 88 s (
Table 6). The average assembly time was 96 s. The assembly time decreased by about 18% from the first to the third trial. The maximum assembly time was 115 s, and the minimum was 81 s (
Figure 18). Compared to the original instructions, the average time is shorter by about 29%, while the assembly time in the third (last) trial is shorter by about 25%. Compared to guided instructions without P2L modules, the average assembly time is shorter by about 5%, while the assembly time in the third trial is shorter by approximately 10%.
4.5. Comparison of Average Assembly Times
The average assembly times using the described methods are presented in
Figure 19. The average time using the first method (OI) is 134 s, using the second one (GI w/o P2L) is 100 s and using the third one (GI w/o P2L) is 96 s. The results show that the lowest product assembly times were achieved using P2L modules. Most assemblers achieve a much shorter assembly time using the P2L method than using original instructions. Using the P2L modules, the assembly time was up to 30% shorter than using the original instructions and up to 10% shorter than using the guided instructions without the P2L modules.
The results show that, in general, the assembly time decreases with repetition. With each attempt, the user acquires specific skills, which are put into practice in the next attempt. In most cases, the average assembly time using the third procedure is shorter than the second one.
The assemblers reported that they felt uncomfortable using the first method and felt time pressure to assemble the product as quickly as possible. In addition, the users tried to assemble the puzzle in different ways, as reflected by the different assembly times. Due to the similarity between objects, the workers sometimes took out the wrong pieces, which generated additional time delays.
Similar issues were not detected by using the guided assembly workstation, which is designed to prevent such events. The workers felt more secure and self-confident, and their stress levels were much lower due to reassurance during the assembly process. Although the assembly sequence is well-defined, there are delays in finding the parts. However, the time to find parts is reduced by repetition, as users eventually remember where each assembly part is located.
The third procedure is the fastest, although there is no significant time difference compared to the second procedure. The system directs the assembler to find the required assembly part quickly. However, the assemblers reported that the assembly time increased as they often forgot to confirm the removal of the part on the PTL module. They realized this when they wanted to move to the next assembly step, which was impossible since the Next button was disabled.
5. Conclusions
This paper presents a prototyping system that enables guided assembly of new products using pick-to-light technology. The presented solution demonstrates that the technology, used primarily in warehouse systems, can also be applied usefully in the product assembly process. The presented system is useful in the case of the assembly process of complex products containing a large number of components. Although only 16 modules were used in the presented example, the system is scalable, and can easily be upgraded to a larger number of modules. Although the example presented does not illustrate the process of assembling an industrial product, the mind game is an excellent example of a product that is difficult to assemble without graphical instructions or prior practice. The main application is designed to be universal. In the case of another product assembly, the application does not need to be modified; just a few files and images have to be added to the appropriate folder. This is only the case when computer vision is not used. However, if computer vision is used, the process is much more complex, as many images have to be captured for each part, then the parts have to be manually labelled in the images, and finally, the neural network has to be trained.
The Assembly process using PTL modules is faster than the conventional approach since PTL modules direct the user quickly to the bin where the necessary components are placed. Part detection is useful in the first assembly of a product to check if the correct parts are placed into the bins; however, it is slightly less useful later in the assembly process since it slows down the assembly process and can therefore be skipped. Parts detection is much more useful in the inverse process, i.e., in a product’s disassembly process and filling the bins with parts. This part has not yet been implemented but is planned for the near future. During the system testing phase, we realized that the assembly procedure using PTL technology, but without removal confirmation, would be beneficial. We will add this option in an updated version of the main application.
In addition, the firmware of the PTL modules is planned to be modified. In the current version, the Wi-Fi network to which the PTL module connects is fixed in advance. In the upgraded version, the Wi-Fi network will be configurable using the web interface. Each PTL module will create an access point and web page through which it will be possible to select the network to which the PTL module should connect and set a password to access the selected network.
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}