
Industrial Needs in the Fields of Artificial Intelligence, Internet of Things and Edge Computing

 ,
,  ,
,  ,
,  ,
,  ,
, 
Abstract
1. Introduction
- An analysis on which are the current enterprise management systems that production companies use nowadays and up to what extent they use data transfer automatization and their associated functionalities;
- An analysis of companies’ needs and challenges in terms of both training and technology in the fields of IoT/IIoT, EC, and AI to successfully implement the Industry 4.0 vision;
- An analysis of the practical skills that industrial workers should have in the fields of IoT, EC, and AI;
- A starting point for the development of training curricula to help industrial companies to fill the identified skill gaps and, thus, enable them to address the identified challenges.
2. The State of the Art about the Needs of the Industry of the Future
- Standardization of systems and building a reference architecture;
- Efficient management;
- Establishment of a comprehensive and reliable industrial broadband infrastructure;
- Safety and security;
- Organization and design of work;
- Staff training and continuing professional development;
- Establishing a regulatory framework;
- Improving the efficiency of resource use.
3. Work Methodology
3.1. Steps of the Work
3.2. Literature Review and Consultations with Experts
3.3. Questionnaire Development
- Multiple choice questions with predefined answers:
- o
- Yes; No; No, but we want to implement it—For business management and data flow systems;
- o
- Yes; No; Plan to have; Not relevant—For systems functionalities;
- o
- Important; Less important; Not relevant—For challenges;
- o
- Implemented in our company; We want to implement; Not relevant—For Industry 4.0 solutions.
- Open questions.
- Questions with predefined answers based on an extended Likert scale [25] with the following answers: not at all, to a small extent, to some extent, to a moderate extent, to a great extent, to a very great extent—For employees’ skills.
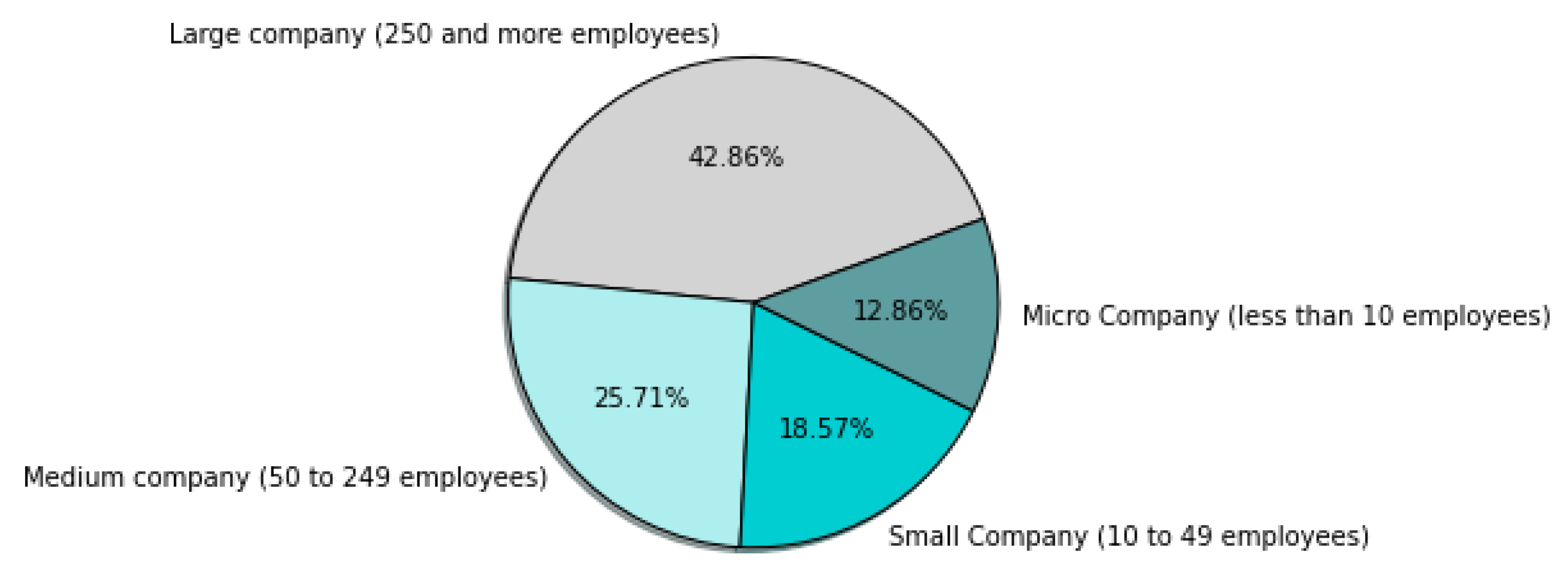
- Company size
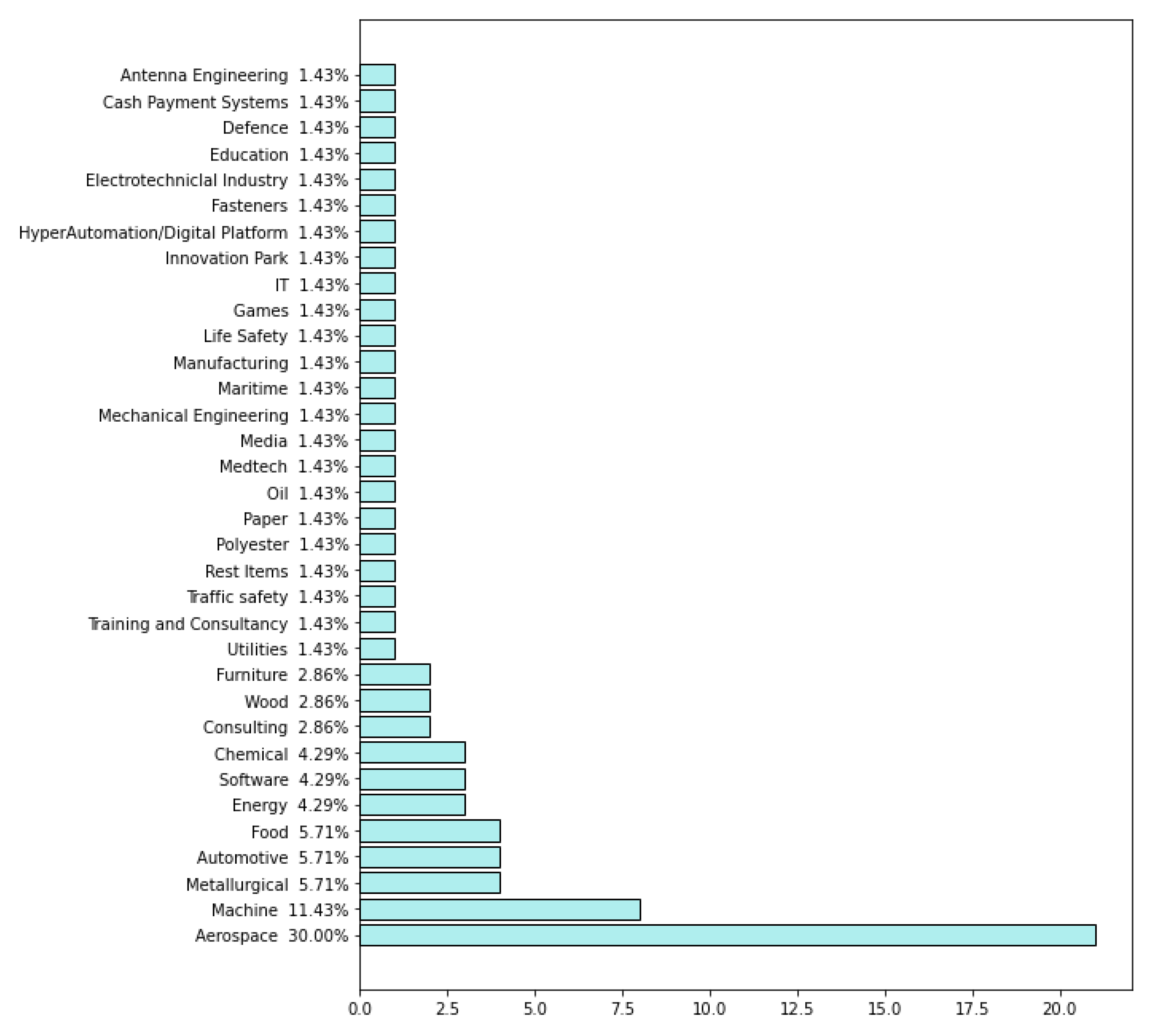
- Industry
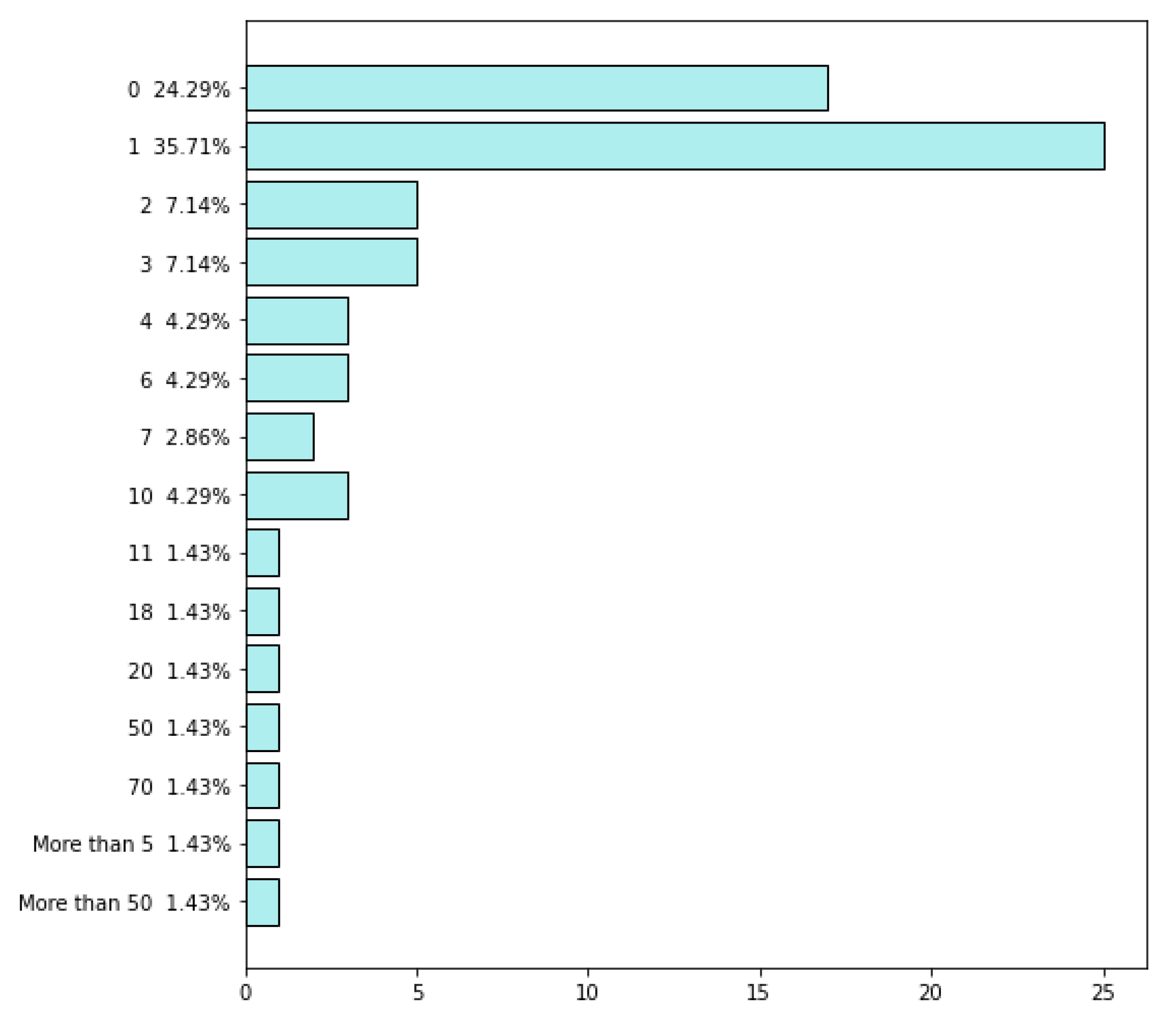
- How many production machines do you have?
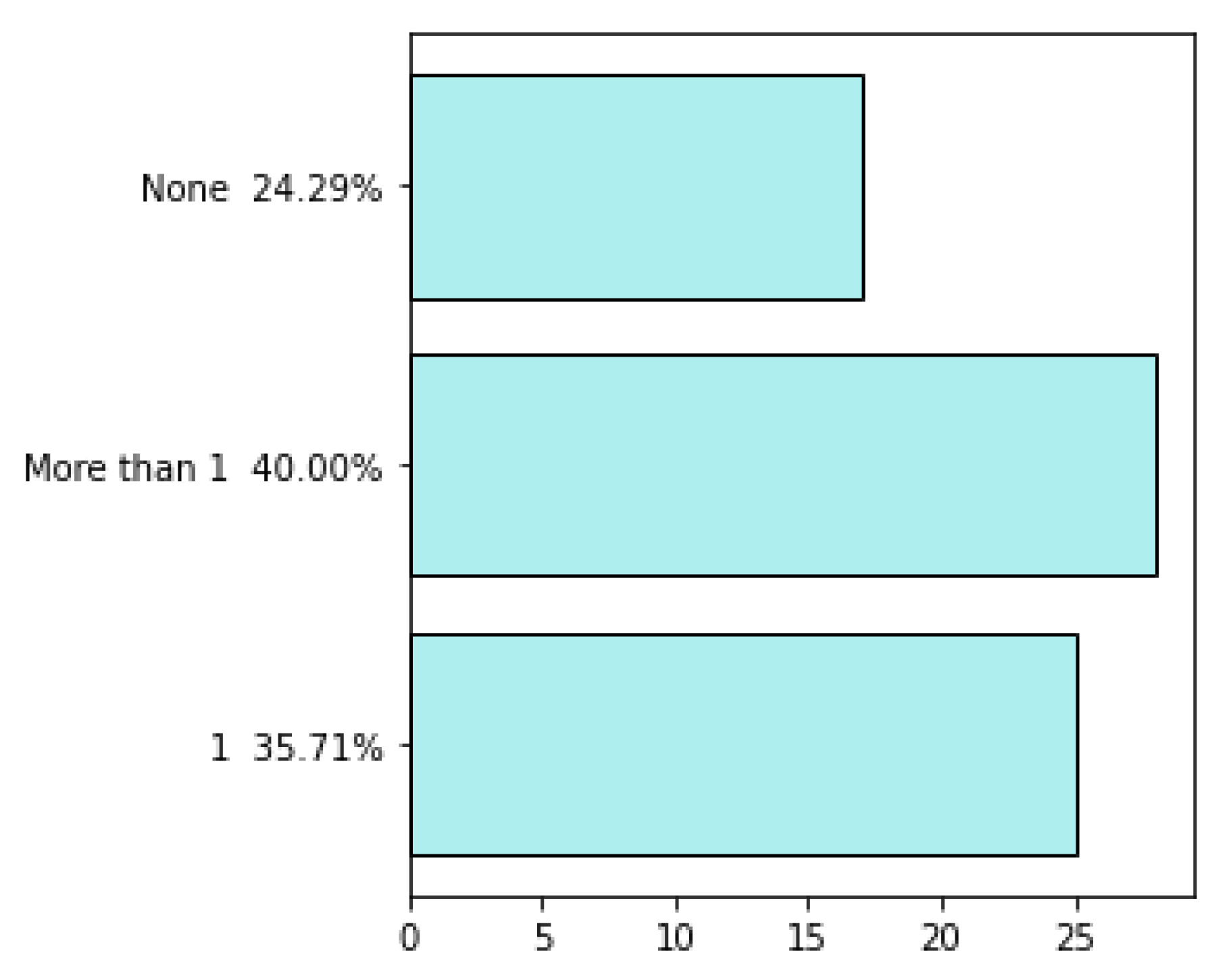
- How many production sites do you have?
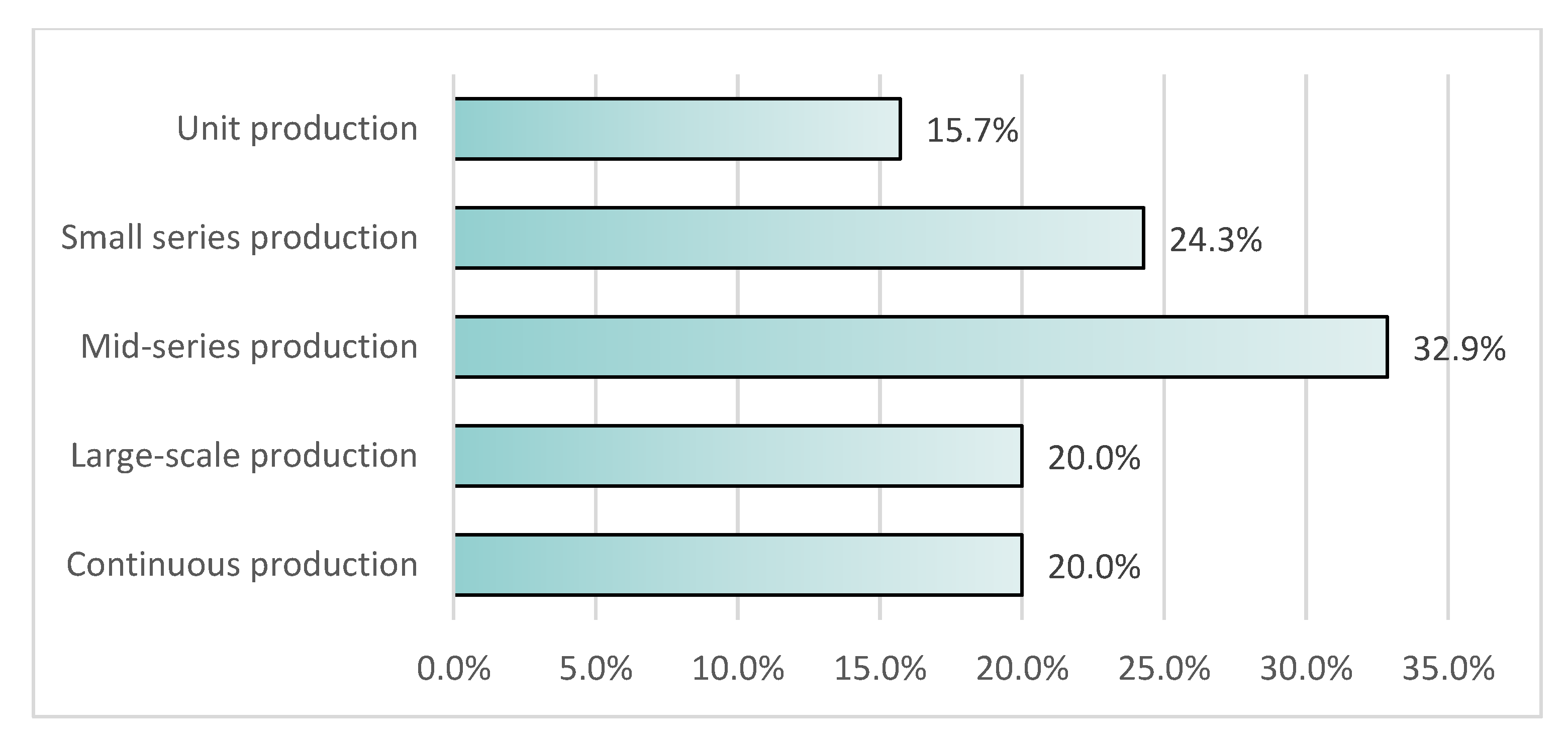
- Production type
- In which country (countries) the company operates?
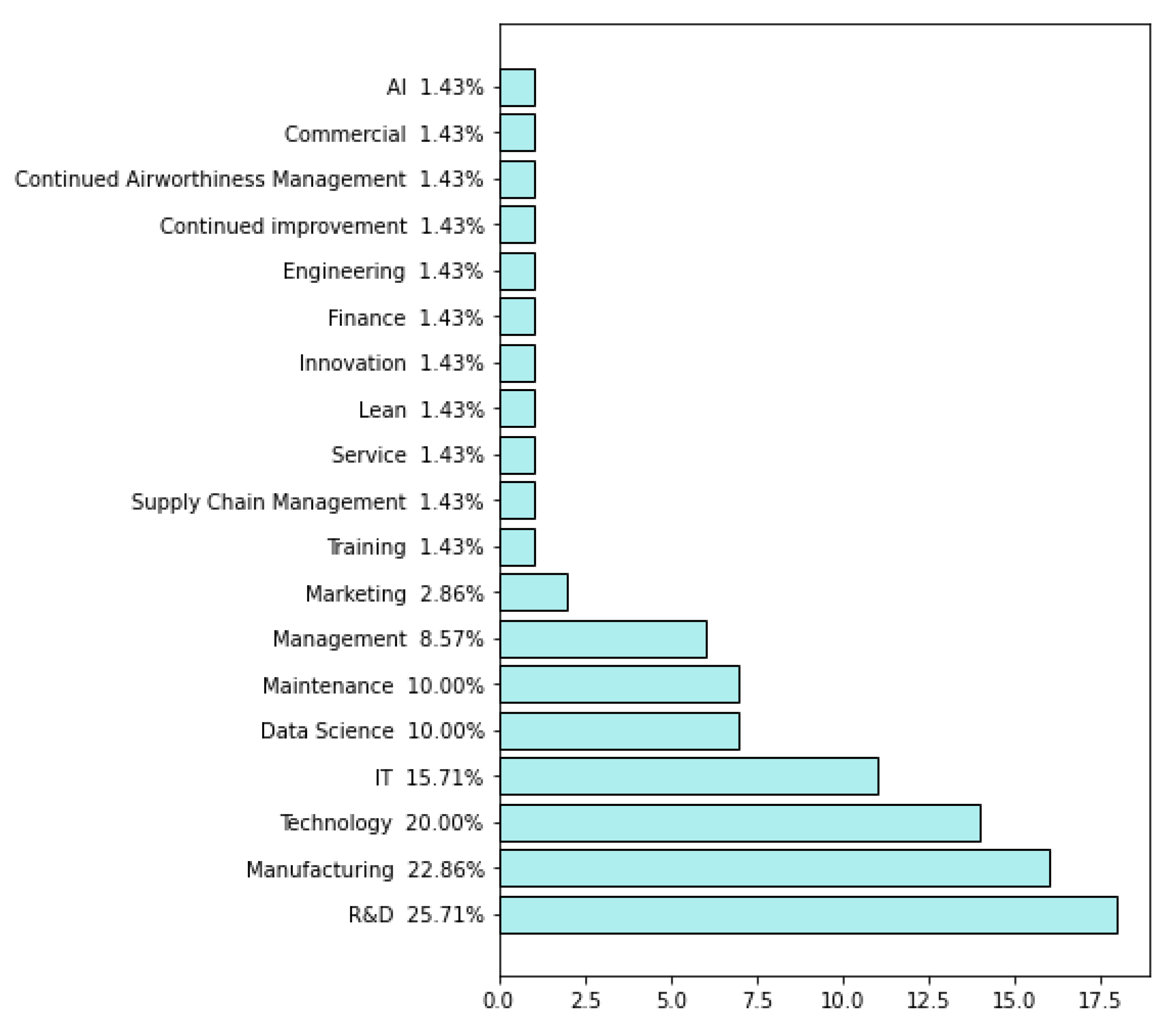
- In what department do you work?
- 8
- Do you use ERP system—Enterprise Resource Planning System?
- 9
- What ERP system do you use?
- 10
- Do you use MIS system—Management Information System?
- 11
- What MIS system do you use?
- 12
- Do you use MES system—Manufacturing Execution System?
- 13
- What MES system do you use?
- 14
- Do you use CRM system—Customer Relationship Management System?
- 15
- What CRM system do you use?
- 16
- Do you automatically transfer data between the internal systems?
- 17
- Do you automatically transfer data from the system to supplier?
- 18
- What type of data would you like to transfer automatically?
- 19
- Does your client automatically transfer data to your system?
- 20
- Do you automatically collect process data coming from different sensors in the system?
- 21
- What are the data you automatically collect?
- 22
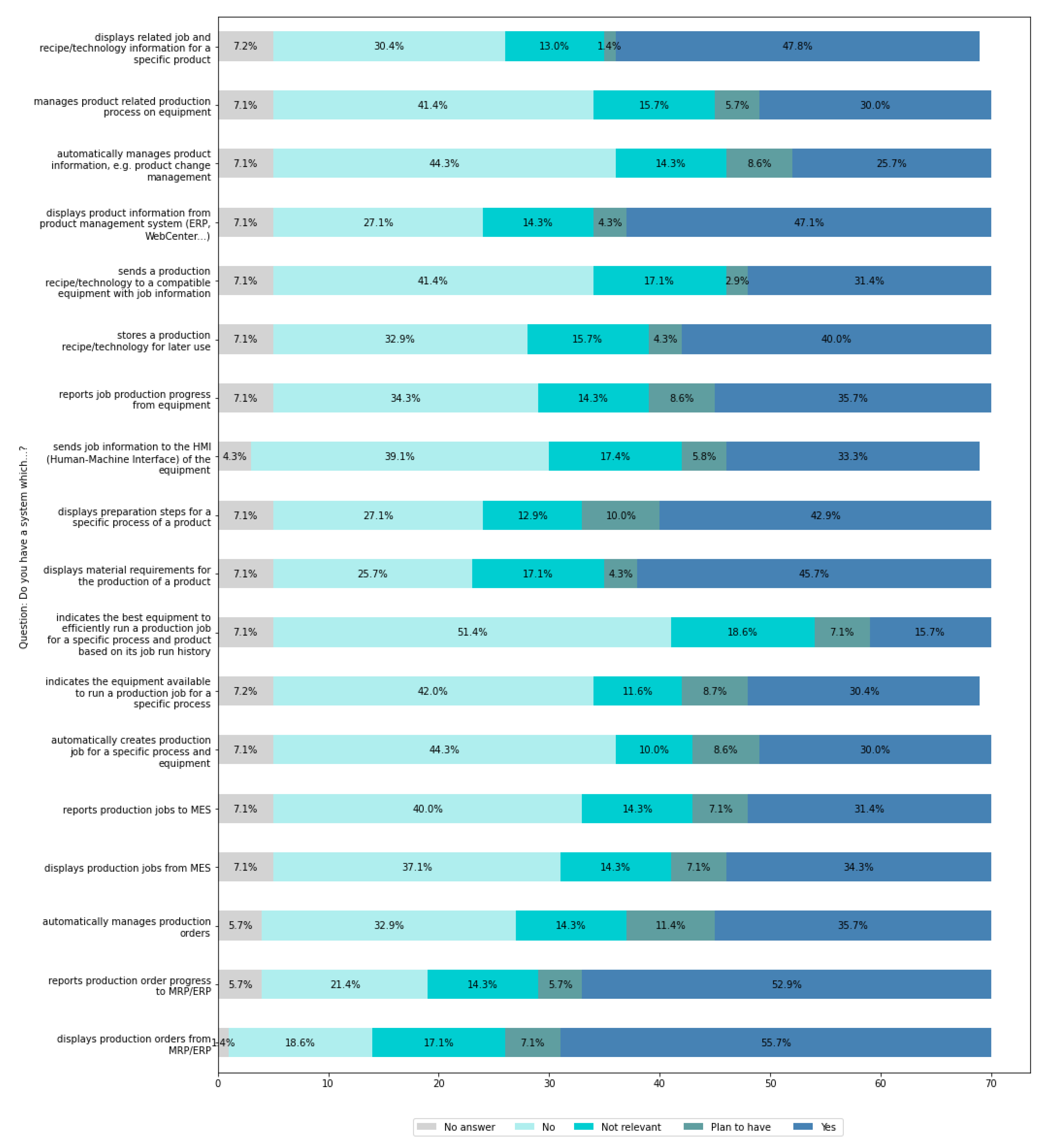
- Do you have a system which…?
- displays production orders from MRP/ERP
- reports production order progress to MRP/ERP
- automatically manages production orders
- displays production jobs from MES
- reports production jobs to MES
- automatically creates production job for a specific process and equipment
- indicates the equipment available to run a production job for a specific process
- indicates the best equipment to efficiently run a production job for a specific process and product based on its job run history
- displays material requirements for the production of a product
- displays preparation steps for a specific process of a product
- sends job information to the HMI (Human-Machine Interface) of the equipment
- reports job production progress from equipment
- stores a production recipe/technology for later use
- sends a production recipe/technology to a compatible equipment with job information
- displays product information from product management system (ERP, WebCenter…)
- automatically manages product information, e.g., product change management
- manages product related production process on equipment
- displays related job and recipe/technology information for a specific product
- 23
- Challenges connected with customer acquisition and contract planning
- Business analysis
- Relations with customers
- Lack of consumers behavior prediction
- Obtaining data from the market (competition, customers, potential customers, …)
- Business process monitoring
- Product design
- Process design
- Forecasting
- Production/operations planning
- Customer service
- External logistics
- 24
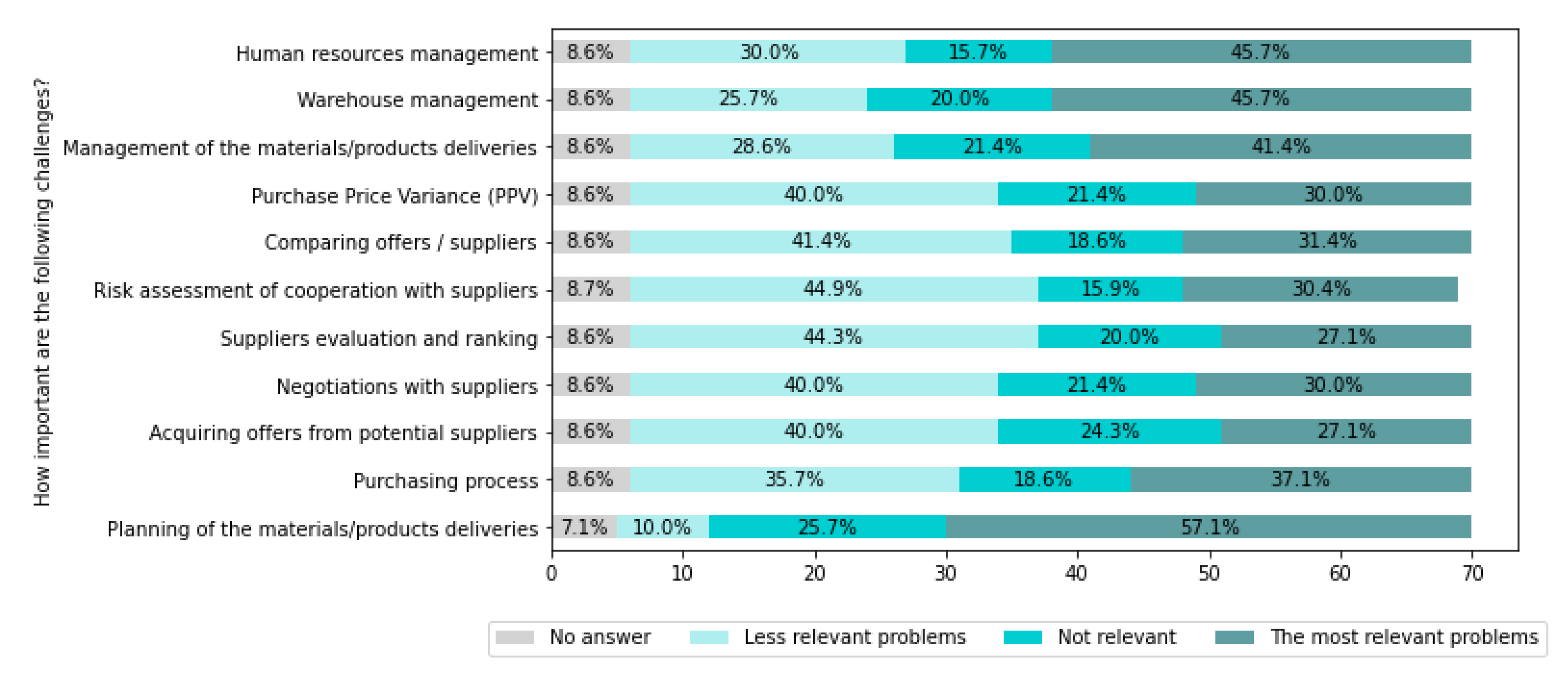
- Challenges connected with manufacturing process preparation
- Planning of the materials/products deliveries
- Purchasing process
- Acquiring offers from potential suppliers
- Negotiations with suppliers
- Suppliers’ evaluation and ranking
- Risk assessment of cooperation with suppliers
- Comparing offers/suppliers
- Purchase Price Variance (PPV)
- Management of the materials/products deliveries
- Warehouse management
- Human resources management
- 25
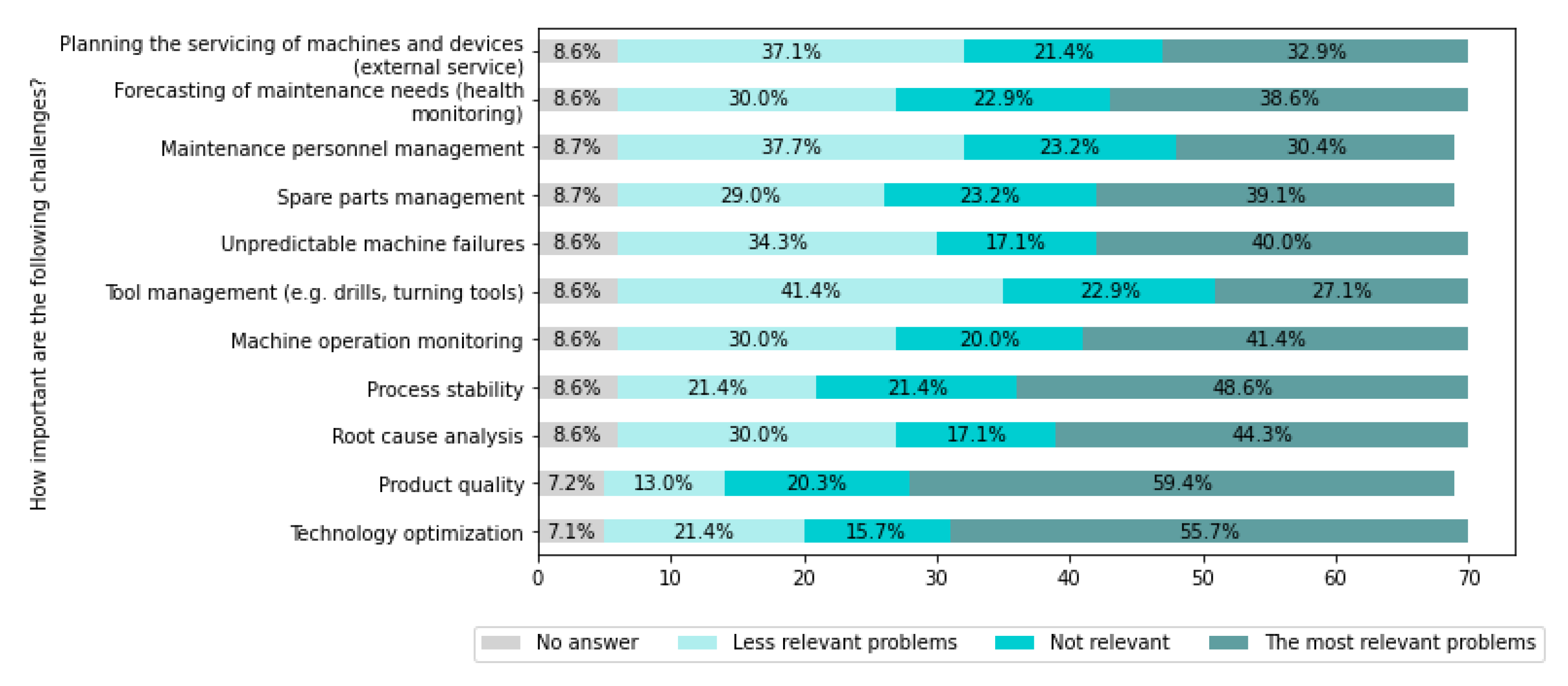
- Challenges connected with manufacturing process
- Technology optimization
- Product quality
- Root cause analysis
- Process stability
- Machine operation monitoring
- Tool management (e.g., drills, turning tools)
- Unpredictable machine failures
- Spare parts management
- Maintenance personnel management
- Forecasting of maintenance needs (health monitoring)
- Planning the servicing of machines and devices (external service)
- 26
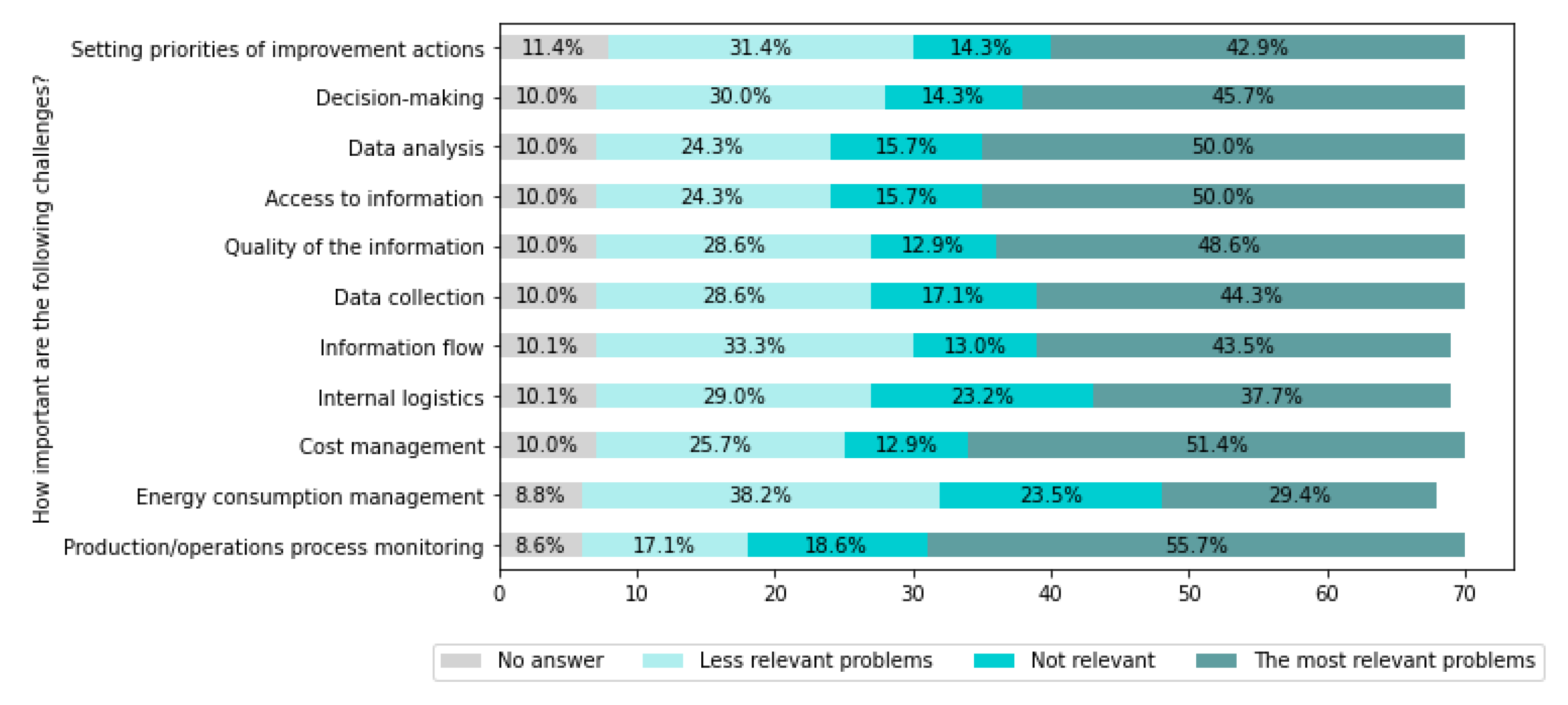
- Challenges connected with manufacturing process monitoring and improvement
- Production/operations process monitoring
- Energy consumption management
- Cost management
- Internal logistics
- Information flow
- Data collection
- Quality of the information
- Access to information
- Data analysis
- Decision-making
- Setting priorities of improvement actions
- 27
- Other company challenges
- 28
- What Industry 4.0 solutions are important for your company?
- Intelligent tool (e.g., drills, turning tools) management system
- Automated Guided Vehicles (AGV)
- Decision support systems
- Autonomous production systems with robots
- Business intelligence
- Predictive maintenance
- Intelligent process diagnosis
- Intelligent process supervision
- Big data analytics
- Automatic data collection
- Supervisory control and data acquisition (SCADA) system
- 29
- Other Industry 4.0 solutions implemented
- 30
- Other Industry 4.0 solutions which we want to implement
- 31
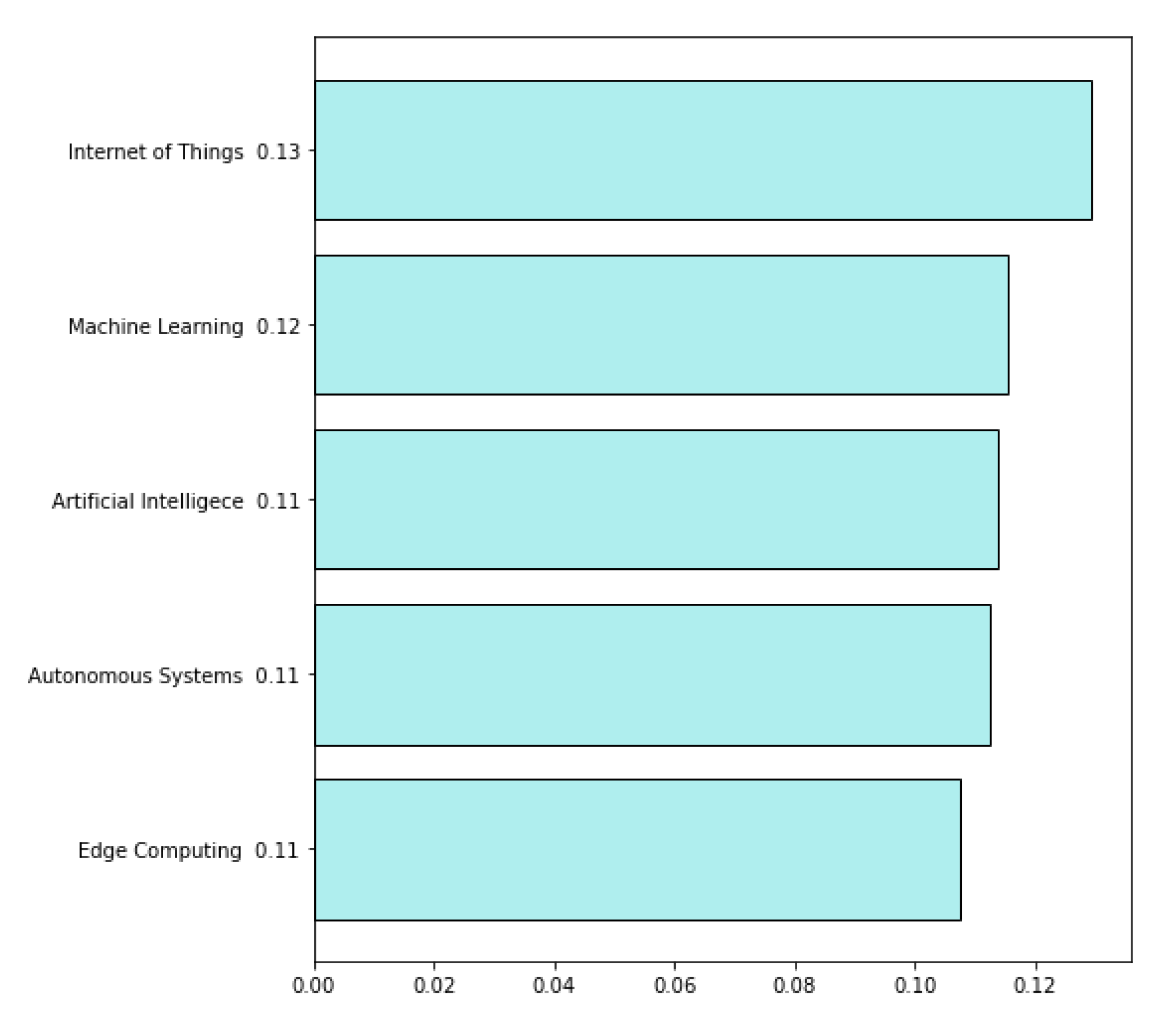
- To what extent your company has practical skills in the following technologies?
- Artificial Intelligence
- Machine Learning
- Internet of Things
- Edge Computing
- Autonomous Systems
- 32
- Which skills your company needs to deal with the current problems?
3.4. Survey
3.5. Survey Results Quantitative, Statistical and Qualitative Analysis
3.6. Development of Additional Questions
- How do you understand I4.0?
- What possibilities for I4.0 implementation do you see in your company?
- How do you understand IoT?
- How can IoT support manufacturing and company management in your company?
- How do you understand AI?
- How can AI support manufacturing and organization management in your company?
- How do you understand EC?
- How can EC support manufacturing and organization management in your company?
- What is your knowledge on condition monitoring and predictive maintenance?
- How do you see the possibilities of condition monitoring and predictive maintenance implementation in your company?
- What are your needs in the area of automated data collecting, analysis, and transfer between different internal IT systems in your company.
- What are your needs in the area of automated data collecting, analysis, and transfer between IT systems used in your company and IT systems used by external actors in the value chain (i.e., suppliers, customers)?
- What is your knowledge on ERP systems?
- What are the purposes and areas of the ERP systems and what are the system’s main functionalities?
- What are the barriers in your company in the implementation and effective use of ERP?
- What is your knowledge on MIS systems?
- What are the purposes and areas of the MIS systems and what are the system’s main functionalities?
- What are the barriers in your company in the implementation and effective use of MIS?
- What is your knowledge on MES systems?
- What are the purposes and areas of the MES systems and what are the system’s functionalities?
- What are the barriers in your company in the implementation and effective use of MES?
- What is your knowledge on CRM systems?
- What are the purposes and areas of the CRM systems and what are the systems functionalities?
- What are the barriers in your company in the implementation and effective use of CRM?
- What are the problems in building large-scale databases with different data from different sources?
- What methods do you use for data analysis?
- What is your experience in AI implementation in your professional career?
- What is your experience in IoT implementation in your professional career?
- What is your experience in EC implementation in your professional career?
- What was the most difficult to understand and to implement AI?
- What was the most difficult to understand and to implement IoT?
- What was the most difficult to understand and to implement EC?
- What are your current and future needs in knowledge and skills of your company employees to implement I4.0 solutions?
3.7. Interviews in Companies
3.8. Discussion
4. Results Presentation and Analysis
4.1. General Overview
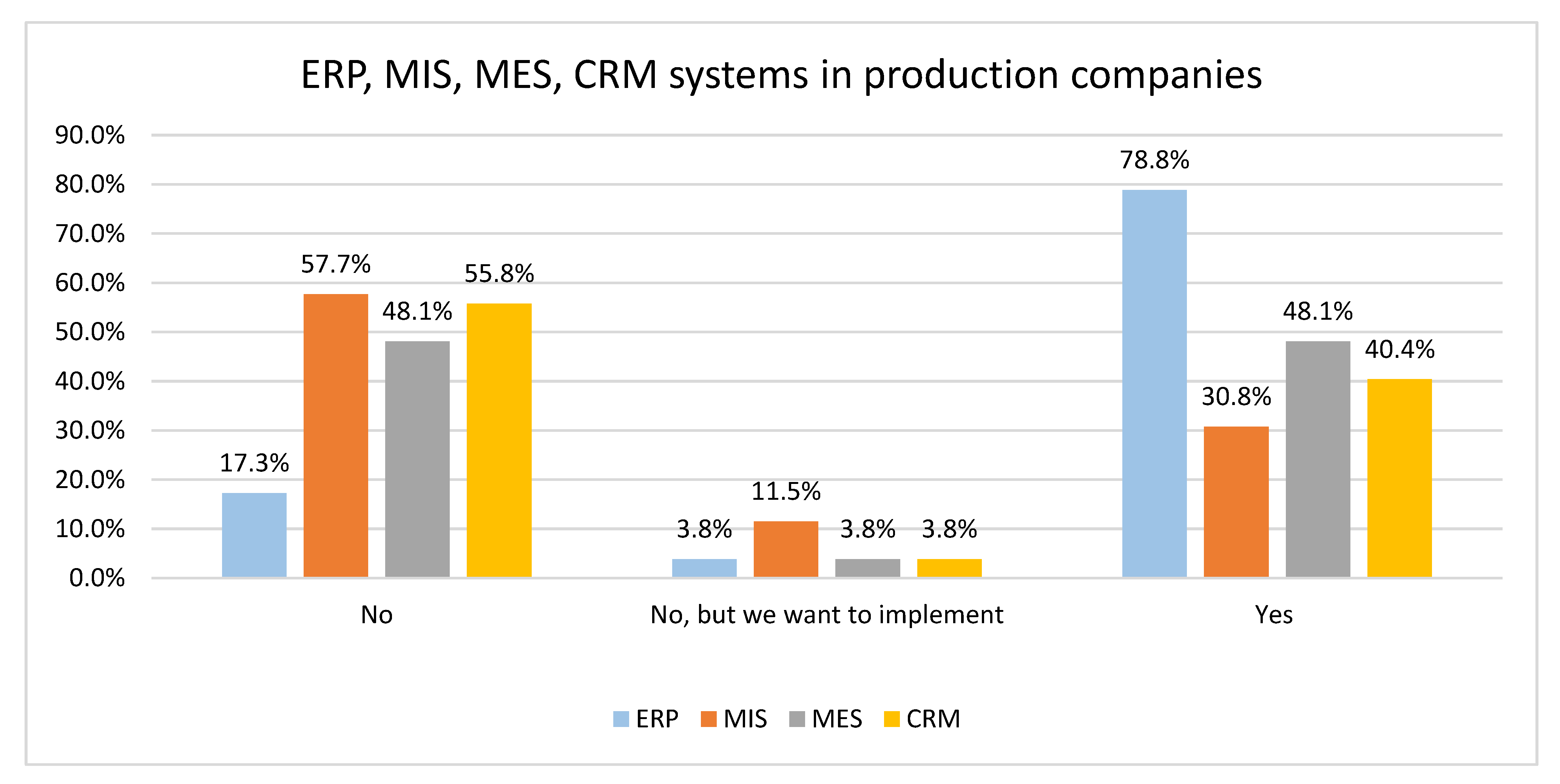
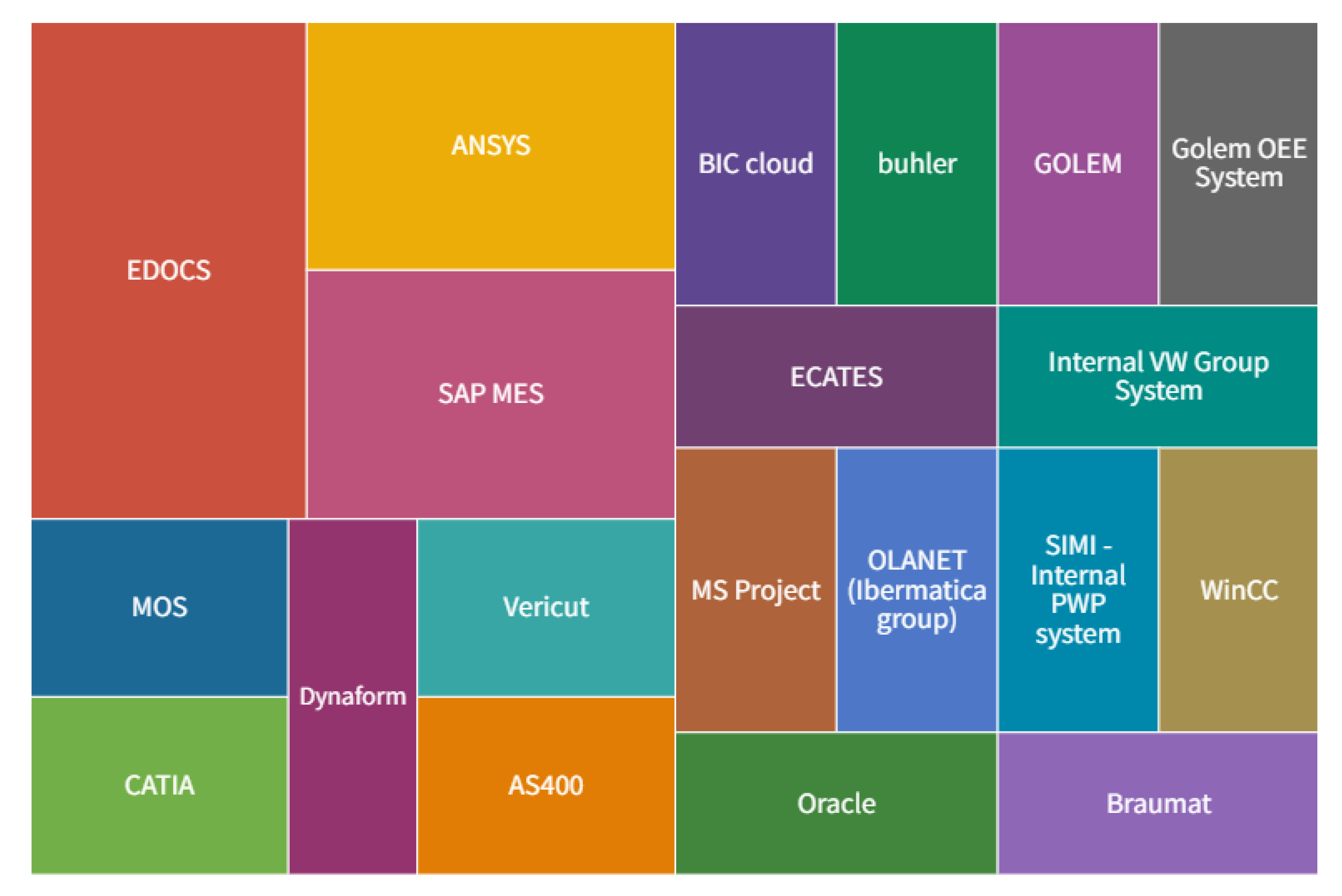
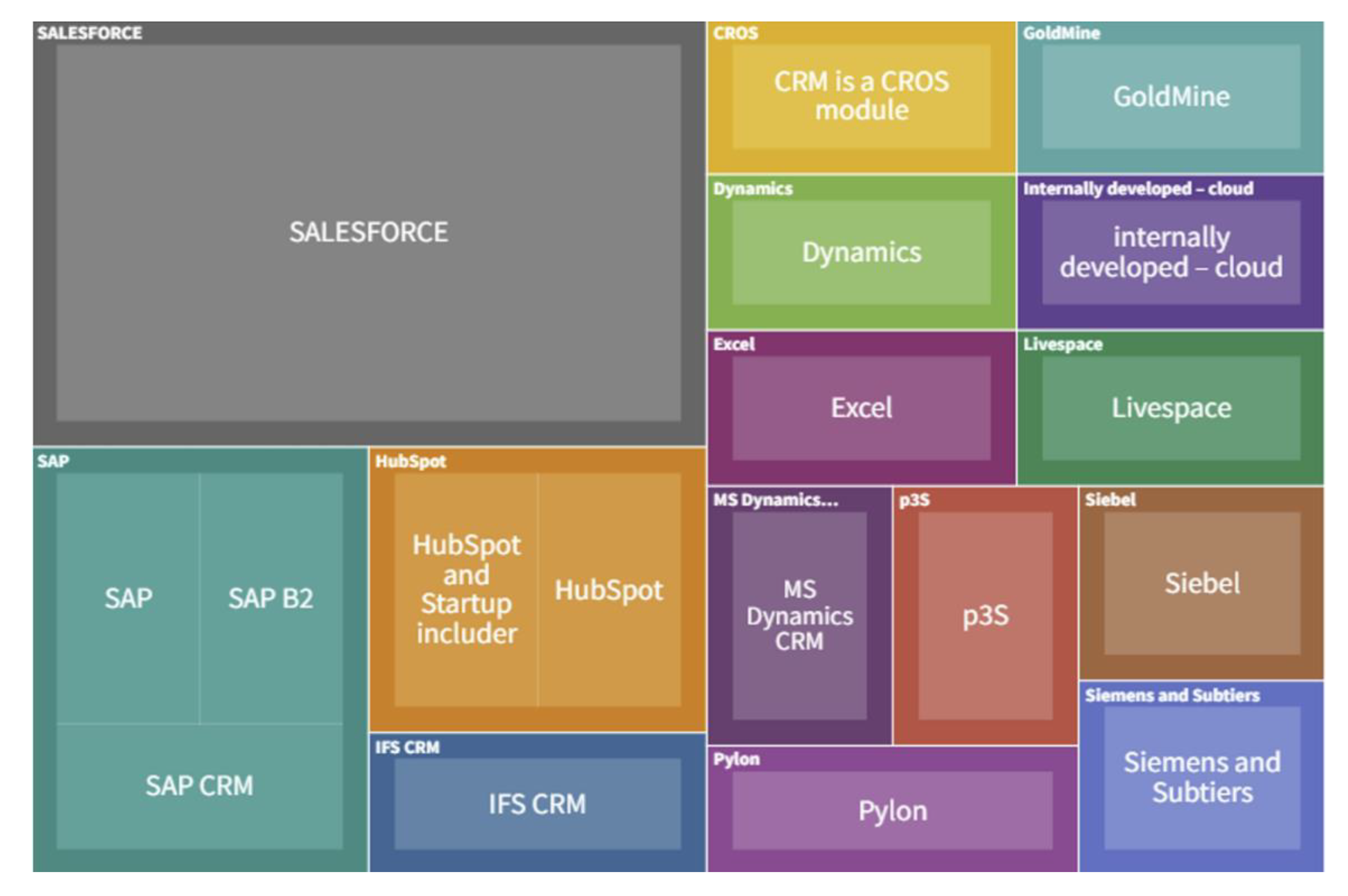
4.2. Systems Used in Companies
4.3. Automatization in Data Transfer
- Material requirements and orders,
- Demand, planning data, quality requirements.
- Data coming from monitoring, sensor data, machine data, pressures, flows, process parameters,
- Production, machine and component parameters, machine tools monitoring, speed, quantity,
- Data from machine reports in production integrated with the ERP system; the data is used, among others, to control/monitor the use and efficiency of machines and the consumption of materials in the production process,
- Units produced and quality defects,
- Test results, measurement results,
- Product process data (SPC, Field, downtimes. etc.),
- Critical process data (temp, pH, conductivity, pressure), energy consumptions, production data (volumes, performance, losses, security),
- Environmental condition data, asset condition data,
- Current, voltage, uses, time, date, air temperature, humidity, machine status,
- Data from ships (fuel, speed, position, etc.),
- OEE (Overall Equipment Effectiveness),
- Surveillance radars, MLAT, ADSB,
- GPS coordinates and several time corrections,
- Metadata,
- Conversations.
4.4. System Functions
4.5. Company Challenges
- customer acquisition and contract planning,
- manufacturing process preparation,
- manufacturing process realization,
- manufacturing process monitoring and improvement.
- Support maintenance line, associated logistics and spare parts control,
- Prediction of customers’ needs, btoc (business-to-consumer) and btob (business-to-business),
- Pricing,
- Challenges connected with corporates,
- Internal communication,
- Becoming an approved service center for a specific aircraft type,
- Greater demand the production,
- Industry 4.0 Solutions
- AI for behavioral analysis,
- Integration of machines for cutting upholstery fabrics with the ERP system (automatic sending of orders, reporting to ERP of order completion and the amount of material used),
- Virtual Assistants,
- AI Robots.
- Digital Paperless Technology, PMI,
- Asset Condition Monitoring and Tracking,
- Automatic data analysis between machine tools/Coordinate-measuring machine (CMM)/other measuring devices—data correlation and data cross,
- Further automation of production processes along with integration with the ERP system.
- The use of machine learning algorithms for more efficient preparation and management of technological data,
- AI transport trolleys.
- Programming, electronic hardware, and mechanical engineering, combined knowhow,
- Solving complex problems,
- Data science technology implementation, including AI to improve predictive maintenance,
- IT Development and Programming,
- skills required for professional profiles such as Data scientists, Digital architects, Full stack developers,
- Change management,
- Strategic Digital mindset,
- Designing solutions,
- Industrial automation skills, data security, IT,
- Artificial intelligence,
- Real Industrial IT—hardware and software,
- IoT knowledge to prepare functional diagrams of how systems should be connected (a lot of different equipment and systems),
- Greater openness on the part of top management.
5. Statistical Analysis of the Results
5.1. Purpose of Statistical Analysis
- the size of the company is related to the fact that the company has an ERP, MIS, MES, or CRM systems implemented,
- the size of the company is related to the fact that the company has automatic data transfer implemented,
- type of production carried out in the company is related to the fact that the company has an ERP, MIS, MES, or CRM systems implemented,
- type of production carried out in the company is related to the fact that the company has automatic data transfer implemented,
- number of machines the company has is related to the fact that the company has an ERP, MIS, MES, or CRM systems implemented,
- number of machines the company has is related to the fact that the company has automatic data transfer implemented.
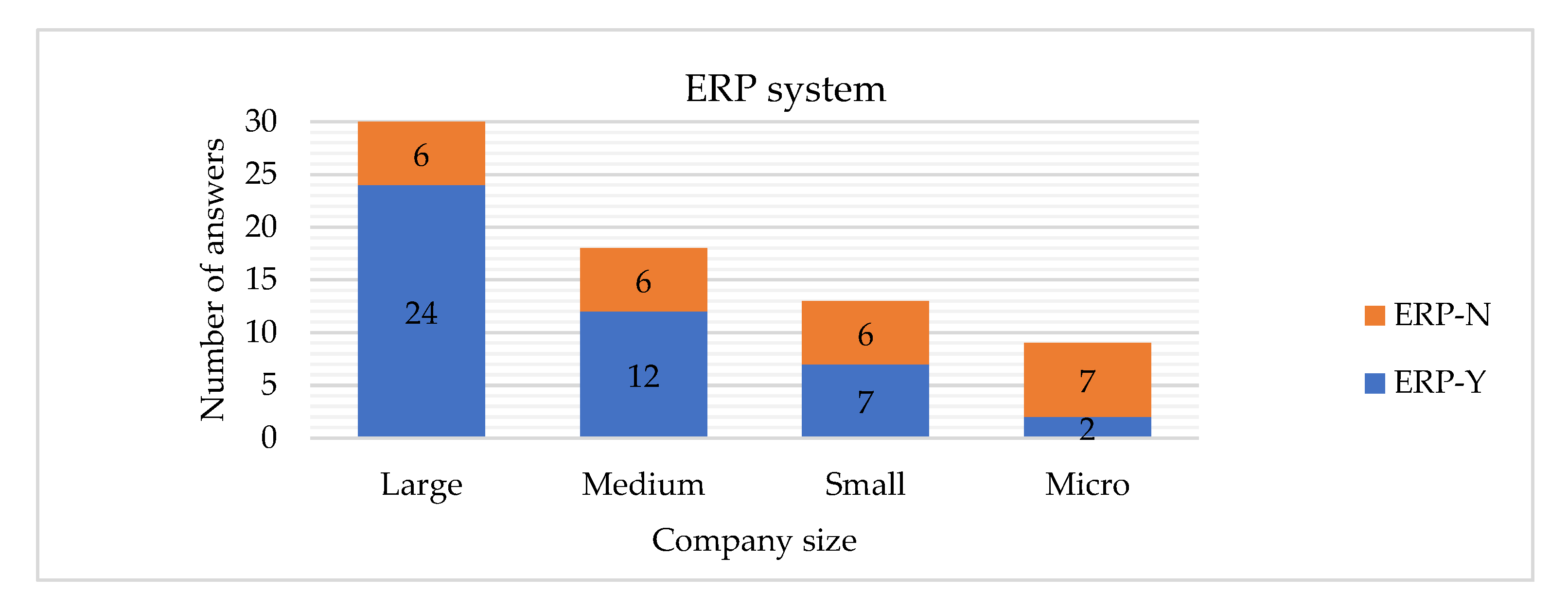
5.2. The Size of the Company and the Implemented ERP, MIS, MES, and CRM Systems
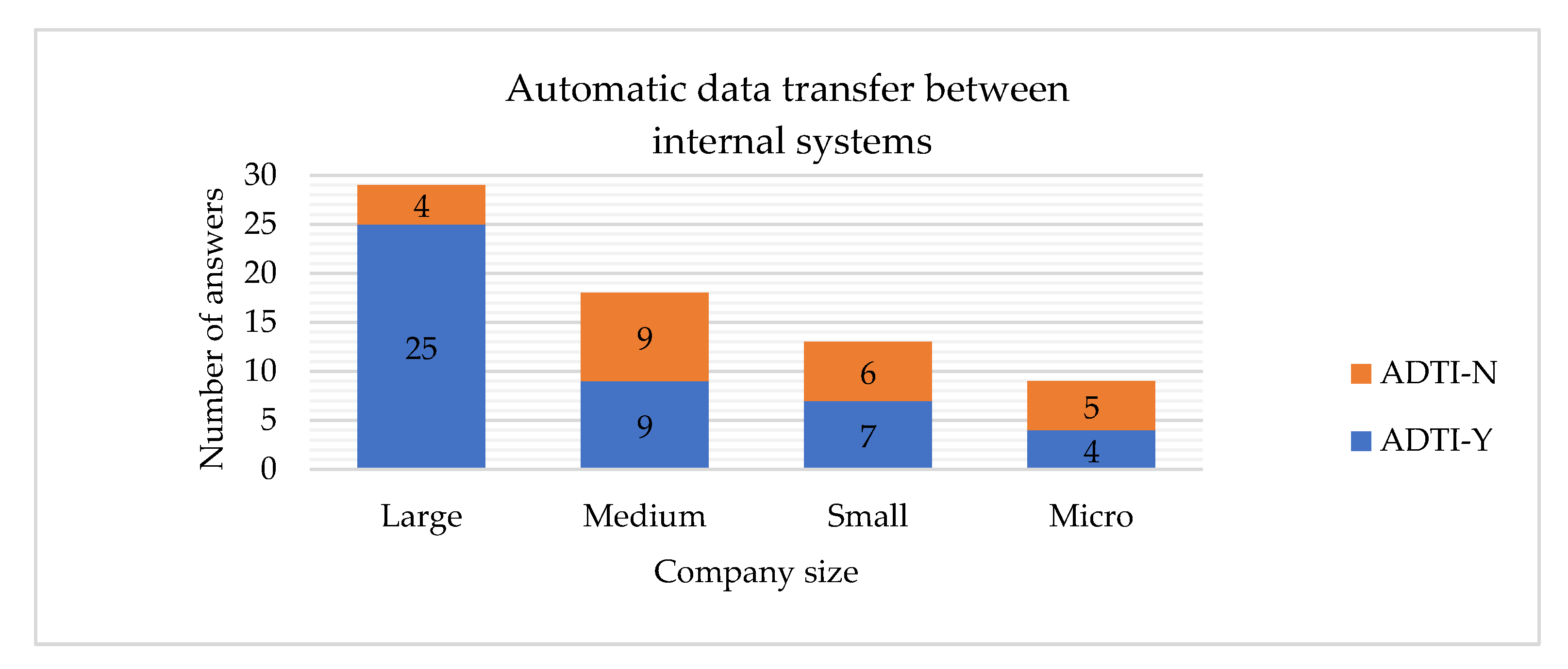
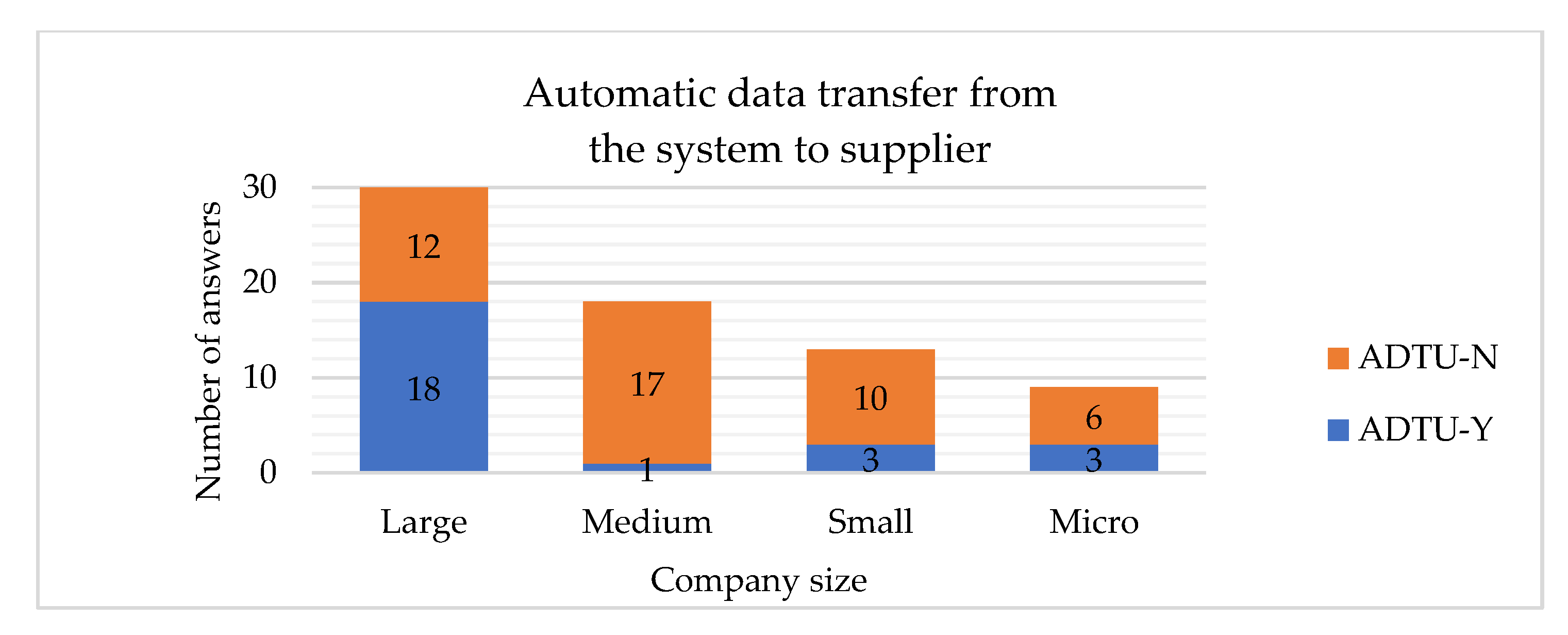
5.3. The Size of the Company and the Implemented Automatic Data Transfer Systems
5.4. The Production Type and the Implemented ERP, MIS, MES and CRM Systems
5.5. The Production Type and the Implemented Automatic Data Transfer Systems
5.6. The Number of Machines and the Implemented ERP, MIS, MES and CRM Systems
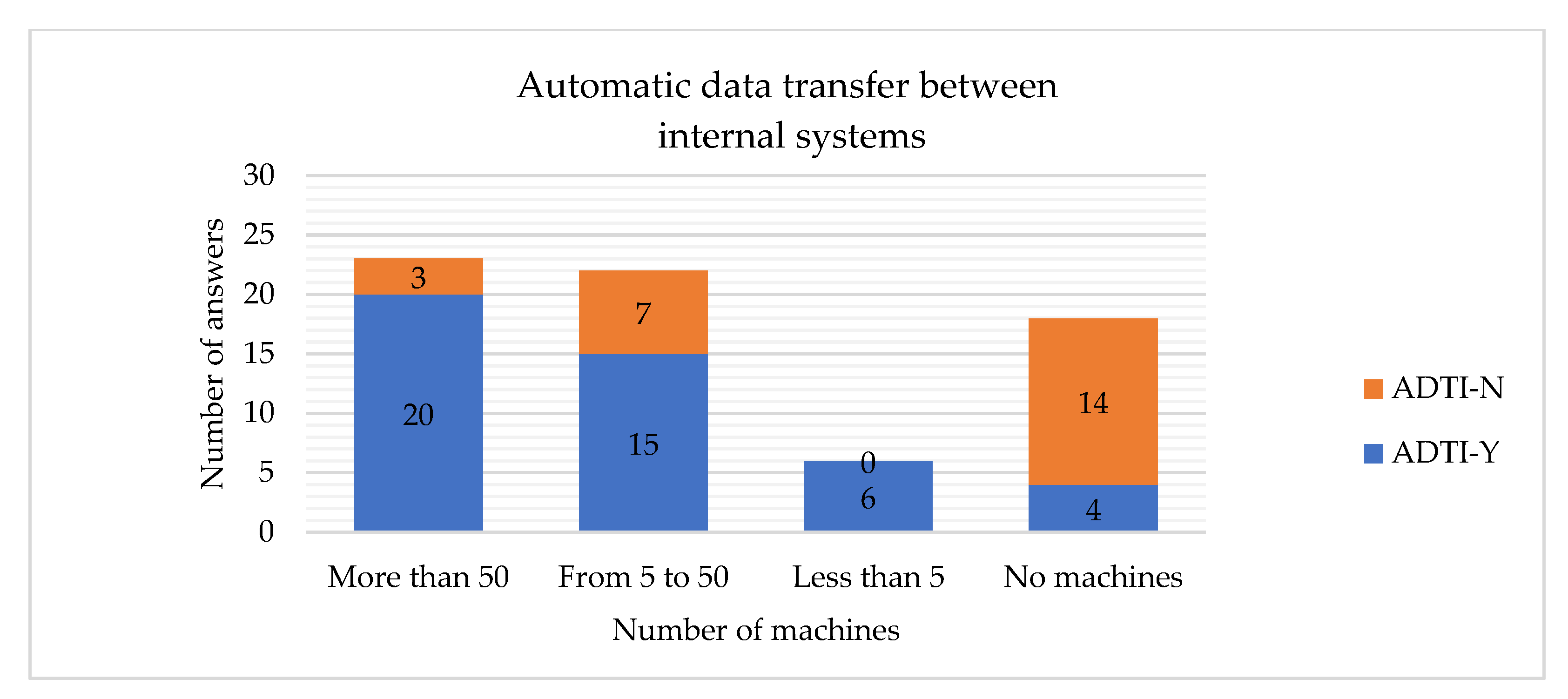
5.7. The Number of Machines and the Implemented Automatic Data Transfer Systems
5.8. Summary of the Statistical Analysis
- The size of the company is related to the fact that the company has an ERP system implemented—the bigger the company, the higher probability that it has an ERP system implemented,
- The size of the company is related to the fact that it has implemented an automatic data transfer system between internal systems and suppliers—if the company is large, it is more probable that it has such systems,
- type of production carried out in the company is not related to the fact that the company has an ERP, MIS, MES, or CRM systems implemented,
- type of production carried out in the company is not related to the fact that the company has automatic data transfer implemented,
- The number of the company’s machines is related to the fact that it has an ERP and MES systems implemented—more machines mean a higher probability of having an ERP or MES system implemented,
- The number of the company’s machines is related to the fact that it has automatic data transfer between internal systems and with supplier implemented—the highest is that the company has such systems implemented if the number of machines is between 5 and 50.
6. Presentation of the Interviews Results
- Developing the competence of low-level staff to operate ICT systems. The companies’ employees need the training and courses to gain the ability to use ICT systems. Employees should be properly educated on the basics and have a good perception of the problems/tasks he/she undertakes. They should be able to find solutions on his/her own and should have the ability to lifelong self-learning.
- Understanding the purpose and idea of Industry 4.0 by mid-level staff. Employees of companies need training and courses to be aware of the opportunities offered by Industry 4.0 technologies for specific areas of business activity and increasing work efficiency. The employees should have the ability to identify areas where I4.0 solutions can be implemented and what solutions should be implemented. The employees should know what are the possible benefits of implementing I4.0 technologies, in particular economical savings—all expenses have to be justified. They should have the knowledge of the latest technologies together with embedded systems.
- Acquisition of practical skills in using AI tools and methods by senior-level staff. In addition to seminars, discussions, and expert panels that help raise knowledge, training and practical courses related to specific tools and software are needed.
- Developing the soft skills of employees involved in implementing ICT and Industry 4.0 in the company. It is essential to raise awareness of the need to implement Industry 4.0 in the company and build an active participation culture. In addition, employees should have logical thinking and teamwork skills, competencies in interpersonal communication, self-motivation, self-organization, self-management, ability to establish relationships, decision-making ability, and perseverance. Moreover, the ability for problem-solving and critical thinking are indeed major assets for an employee.
- Virtual Reality in the direction of conducting simulations useful for the company’s engineers to test their designs and drawings and training employees to perform various industrial tasks such as manual assembly, maintenance of industrial equipment, robotic arm programming, etc.
- Automated processes using robots.
- Robotic arms that bear intelligence and can function autonomously and be used for synchronization of production lines.
- Machine Learning for robots and product maintenance.
- Automated systems for machine retooling with intelligent decision support.
- The need for systems integration.
- Automated intralogistics systems.
- Development of I4.0 for product selling.
- Implementation of Business Intelligence for the Customers Journey.
- The need to overcome customers’ skepticism about data streams—edge data processing could help.
- Implementation of a more integrable antenna (plug & play) for IoT products.
- The mass-warning systems that incorporate sensors.
7. Discussion
7.1. Systems Implemented in the Companies
- Supervisory Control And Data Acquisition systems—SCADA,
- Enterprise Resource Planning—ERP,
- Manufacturing Execution System—MES,
- Project Management tools,
- Business Intelligence—BI,
- Management Information System—MIS,
- Databases—DBs,
- Customer Relationship Management—CRM,
- Computer-Aided Design—CAD,
- Data Analytics,
- Business Process Management—BPM,
- Information Security Management System—ISMS.
7.2. Company Approaches for Problems Solving
- Better decision-making about the quantity of raw material to be ordered and whether new supply chains are needed or a reduction in the number of suppliers.
- Greater customer satisfaction
- Adaptation of marketing campaigns according to market preferences.
- Better planning of the production process based on the number of products that will probably be sold.
7.3. Company Needs
8. Conclusions
8.1. General Conclusions
- Implementing an Employee Training and Development process with external teachers/researchers/domain experts by means of e-learning platforms. The flexibility provided by these platforms makes them very suitable in an industry context. Alternatively, it would be also possible to bring technology experts to industrial companies to identify and fill the knowledge gaps in a particular field.
- Fostering collaborations with academia. That is, promoting the mentoring of students’ thesis or partnering with universities in technology transfer projects.
- Using VR and AR solutions (see Section 7.2) to rapidly provide industry workers with valuable hands-on experiences to gain the necessary knowledge.
- Enriching the training of young engineers from the stage of higher education through a modern curriculum by exposing them to real-world (i.e., industry) use-cases and up-to-date technologies. These use cases could include some tasks that consisted of working side by side with industry employers. This would be aimed to strengthen the link between universities (who train useful employees for the industry) and industry (who push the technological boundaries in our society).
- In the IoT/IIoT domain: Acquisition of knowledge related to the operation and monitoring of modern automation and intralogistics systems.
- In the AI domain: Acquisition of practical skills and competencies in data engineering, data science, AI tools, and data analytics for data analysis (e.g., predictive maintenance, systems diagnosis) and decision making.
- In the EC domain: Implementation of data processing on the edge to increase data security and reduce latency.
8.2. Work Limitations
8.3. Future Research
Author Contributions
Funding

Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| ADTI | Automatic Data Transfer between the Internal systems |
| ADTU | Automatic Data Transfer from the system to supplier |
| AGVs | Automated Guided Vehicles |
| AI | Artificial Intelligence |
| AR | Augmented Reality |
| BI | Business Intelligence |
| BPM | Business Process Management |
| CACP | Customer Acquisition and Contract Planning |
| CAD | Computer-Aided Design |
| Chi-Sq | Pearson chi-square statistic |
| CMM | Coordinate-measuring machine |
| CPS | Cyber-Physical Systems |
| CRM | Customer Relationship Management |
| DB | Database |
| DF | Degrees of Freedom |
| EC | Edge Computing |
| ERP | Enterprise Resource Planning |
| I/O | Input-Output |
| I4.0 | Industry 4.0 |
| ICTs | Information and Communication Technologies |
| IEEMS | Intelligent Energy Efficiency Management System |
| IIoT | Industrial-Internet of Things |
| IoT | Internet of Things |
| ISMS | Information Security Management System |
| IT | Information Technology |
| M2M | Machine-to-Machine |
| MES | Manufacturing Execution System |
| MIS | Management Information System |
| MNE | Multi-National Enterprise |
| MP | Manufacturing Process |
| MPMI | Manufacturing Process Monitoring and Improvement |
| MPP | Manufacturing Process Preparation |
| MRO | Maintenance, Repair and Operations |
| OEE | Overall Equipment Effectiveness |
| PdM | Predictive Maintenance |
| PLANET4 | Practical Learning of Artificial Intelligence on the Edge for indusTry 4.0 |
| PLC | Programmable Logic Controller |
| PRZ | Rzeszów University of Technology |
| RUL | Remaining Useful Life |
| SCADA | Supervisory Control And Data Acquisition |
| SMEs | Small and Medium-sized Enterprises |
| UNIPI | University of Pisa |
| UOI | University of Ioannina |
| URL | Universitat Ramon Llull |
| VR | Virtual Reality |
Appendix A
- Developing the competencies of low-level staff to operate and use ICT systems—training and courses are needed to gain the ability to use ICT systems.
- Understanding the purpose and idea of Industry 4.0 by mid-level-staff—training and courses are needed to familiarize and understand the opportunities that Industry 4.0 technologies offer for specific areas of business operation and workplace efficiency increase.
- Acquisition of practical skills in using AI tools and methods by senior-level staff—in addition to seminars, discussions, and expert panels that help raise knowledge, training and practical courses related to specific tools and software are needed.
- Soft competencies—raising awareness of the need for Industrial 4.0 implementation in the company and building a culture of active participation in the implementation of ICT and Industry 4.0 technologies in the company is indispensable.
- Development of employees’ competencies in data engineering and data science.
- Support for human personnel by AI systems in data analysis and decision-making.
- Improving ICT and Industry 4.0 systems implementation process—quality and efficiency using standards and unified platforms.
- Advanced predictive maintenance systems, and systems for diagnosis and supervision of technological processes.
- Automated intralogistics systems.
- Automated systems for machines retooling with intelligent decision support.
- Development of knowledge and practical skills among employees in supplying AI methods and Industry 4.0 technology—in addition to seminars, discussions, and expert panels that help raise knowledge, training and practical courses related to specific tools and software are needed.
- Development of employees’ soft competencies such as: involvement, thinking logically and working as a team.
- Development of employees’ competencies in data engineering and data science.
- Improving ICT and Industry 4.0 systems implementation process—quality and efficiency using standards and unified platforms.
- Use of AI systems in data analysis and support for human employees in decision-making in products quality area—quality assurance.
- Advanced predictive maintenance systems, and systems for diagnosis and supervision of technological processes.
- Development of knowledge and practical skills among employees in applying AI methods and Industry 4.0 technology—in addition to seminars, discussions, and expert panels that help raise knowledge, training and practical courses related to specific tools and software are needed.
- Development of employees’ competencies in data engineering and data science: automated dashboards, automated reports.
- Improving ICT and Industry 4.0 systems implementation process—quality and efficiency using standards and unified platforms for data collection and integration.
- Application of AI methods to prediction of faculty results at the end of the month and engine behavior during testing.
- Use of AI systems in data analysis and support for human employees in decision-making in current production management.
- Development of knowledge and practical skills among employees in applying AI methods and Industry 4.0 technology—in addition to seminars, discussions, and expert panels that help raise knowledge, training and practical courses related to specific tools and software are needed.
- Development of employees’ competencies in data engineering and data science: automated dashboards, automated reports.
- Development of employees’ competencies in Lean manufacturing, production understanding—OEE, etc., running projects using project management methods.
- Improving ICT and Industry 4.0 systems implementation process—quality and efficiency using standards and unified platforms for data collection and integration.
- Use of AI systems in data analysis and support for human employees in decision-making in technological processes.
- Development of employees’ soft competencies, such as involvement, ability to think logically, ability to work as a team, interpersonal communication, self-motivation and self-organization, ability to establish relationships, decision making and perseverance.
- Implementation of self-management for two manufacturing lines operating on a supplier-customer basis.
- Implementation of automatic quality control in different areas.
- Implementation of AI in scheduling optimization.
- Implementation of automatic data acquisition.
- Implementation of data analytics.
- Ability to identify areas where I4.0 solutions can be implemented.
- Knowledge about solutions that can be implemented.
- Knowledge about possible benefits of implementing I4.0 technologies, particularly economic savings—all expenses have to be justified.
- The need to identify important manufacturing process parameters to be monitored and then analyzed to support the decision-making process.
- The need for systems integration.
- The need to implement a system supporting the planning process.
- The need to monitor the condition of machines.
- Need for data-driven cause-and-effect analysis.
- Knowledge of AI capabilities and possible usage.
- Implementation of edge data processing to overcome customers’ scepticism about data streams.
- Implementation of local data analysis, eliminating the need to transmit data to a central office.
- Need for workers with more managerial skills, even at the cost of less specific expertise.
- Standardization of data extraction,
- Standardization of data analysis,
- Knowledge and possible applications of EC,
- The need for employees with a broader view of data, from data collection to its application.
- Ability to revamp older machines, allowing them to collect data.
- Ability to analyze the data captured from machines, monitoring different parameters necessary for compliance with current regulations.
- Knowledge of AI systems for taking decisions or helping human figures in detecting anomalies that need an intervention.
- Improvement of current professional figures, teaching them new technologies and their potential.
- Getting the correct quantity and quality of data (Guidelines for data collection).
- Guidelines for identifying the right technology for the right application scenarios for IoT.
- Data security, powering of EC entities, administration of these entities and in overall the retrofitting of all these systems are required for their success.
- Workers with the knowledge of the latest technologies together with embedded systems.
- Development of I4.0 for product selling.
- Implementation of Business Intelligence for the Customers Journey.
- Implementation of a more integrable antenna (plug & play) for IoT products.
- Employees with competencies in hardware and software as well as engineers with competencies in “market adoption” are needed.
- Employees with strong competencies in electronics, antennas and Radio Frequency, some knowledge of the wireless industry, radio protocols and their applications, English, and soft skills such as being a good listener, creative, etc., are needed.
- Implementation of I4.0 for producing polyester for swimming pools, which requires connecting machines, connecting the plants, having automated (interrelated) data and personalized robots (machines are not standardized).
- Implementation of IoT for machines maintenance (vibrations, etc.), emissions, and humidity.
- Implementation of automated processes using robots.
- Implementation of a centralized application/database for all the data (production data, production studies, quality data, etc.) of the MES; consumes, waste management, optimization, acetone distribution acetone, KPIs from PowerBI, etc.
- Digitalization of the complete data gathering process (still, some parts are performed with a pen and paper).
- Need for a standardized ERP.
- Effective implementation of MES. Current solutions lack adaptability to internal processes. They are focused on automation companies, mono-product, and mono-phase. In the case of different products and different phases, important changes have to be made (in terms of coding and for workers). The workers feel under surveillance, and they do not like it.
- Keep staff updated on the latest technologies by enabling them to participate in robot courses (by robot selling companies) and in exhibitions.
- Employees with programming and network skills and strong knowledge in automation for implementing Industry 4.0.
- Need for data science and data management skills.
- ERP system had to be adapted. They offer the tailoring of the ERP as a product for other companies.
- The mass-warning systems could incorporate sensors. Currently, the company has skills in that neither.
- Implementation of I4.0 for car production by connecting all production components from all production sites in the cloud, using cross-data analysis to optimize production and logistics, and creating information for management for decision making.
- Implementation of AI to improve production machines.
- Implementation of Machine Learning for robots and cars maintenance.
- Implementation of aggregated statistics (up to now, they are segregated by markets with different CRMs).
- There is a need for employees with knowledge in data analytics, AI and machine learning combined with business. Technologic solutions should be proposed based on the needs/strategy of the company. Studies should unify business world with software world and industry (agile), or fill the gap between them. Engineers should have more knowledge on business.
- The need for securing the company’s network with modern technologies, as the company is vulnerable to cyber-attacks: The hard recovery after undergoing relevant experiences in the past has proven the need for adopting and integrating advanced security systems in the company’s networks.
- The exploitation of Virtual Reality technology in the direction of conducting simulations useful for the company’s engineers to test their designs and drawings.
- The synchronization of production lines by using robotic arms that bear intelligence and be capable of functioning autonomously.
- Demand for automation in sharing and transferring data with a customer.
- Need for replacing old-fashioned systems that cannot adapt to the new era because compatibility issues emerge between different APIs.
- Developing state-of-the-art ERP systems that can cater to the company’s needs and tackle compatibility issues.
- Need for more high-skilled analytics experts.
- Need for people that could function as the liaison between the researcher on the domain of data analytics and the final product. A person that would understand both sides: the state-of-the-art in data analytics and the customer’s demands.
- Familiarization of all the employees with the cloud platforms. Employees should be flexible to work on any platform seamlessly.
- Development of ERP systems that are not just logistics tools but embrace AI technologies.
- The employees should know to program and understand how this process works. They should have a general perception of the process, know to code and be able to comply with a specific methodology.
- Need to invest (money and time) in ERP systems that provide a wide range of capabilities (not just financial management).
- Be trained on apprehending helpful information. Be familiar with extracting meaningful information from a vast amount of data.
- Employees should be adequately educated on the basics, have a good perception of the problems/tasks they undertake, be able to find solutions on their own, and should have the quality of lifelong self-learning. Moreover, the ability for problem-solving and critical thinking are indeed major assets for an employee.
References
- Schwab, K. The Fourth Industrial Revolution. Currency; World Economic Forum: Geneva, Switzerland, 2017. [Google Scholar]
- Gilchrist, A. Introducing Industry 4.0. In Industry 4.0; Apress: Berkeley, CA, USA, 2016; pp. 195–215. [Google Scholar] [CrossRef]
- Schlechtendahl, J.; Keinert, M.; Kretschmer, F.; Lechler, A.; Verl, A. Making existing production systems Industry 4.0-ready. Prod. Eng. 2015, 9, 143–148. [Google Scholar] [CrossRef]
- Tjahjono, B.; Esplugues, C.; Ares, E.; Pelaez, G. What does Industry 4.0 mean to Supply Chain? Procedia Manuf. 2017, 13, 1175–1182. [Google Scholar] [CrossRef]
- Matyi, H.; Veres, P.; Banyai, T.; Demin, V.; Tamas, P. Digitalization in Industry 4.0: The role of mobile devices. J. Prod. Eng. 2020, 23, 75–78. [Google Scholar] [CrossRef]
- Peres, R.S.; Dionisio Rocha, A.; Leitao, P.; Barata, J. IDARTS—Towards intelligent data analysis and real-time supervision for industry 4.0. Comput. Ind. 2018, 101, 138–146. [Google Scholar] [CrossRef]
- Zhang, J.; Yao, X.; Zhou, J.; Jiang, J.; Chen, X. Self-Organizing Manufacturing: Current Status and Prospect for Industry 4.0. In Proceedings of the 2017 5th International Conference on Enterprise Systems (ES), Beijing, China, 22–24 September 2017; pp. 319–326. [Google Scholar] [CrossRef]
- Mohamed, N.; Al-Jaroodi, J.; Lazarova-Molnar, S. Leveraging the Capabilities of Industry 4.0 for Improving Energy Efficiency in Smart Factories. IEEE Access 2019, 7, 18008–18020. [Google Scholar] [CrossRef]
- Yan, J.; Meng, Y.; Lu, L.; Li, L. Industrial Big Data in an Industry 4.0 Environment: Challenges, Schemes, and Applications for Predictive Maintenance. IEEE Access 2017, 5, 23484–23491. [Google Scholar] [CrossRef]
- Yin, S.; Kaynak, O. Big Data for Modern Industry: Challenges and Trends [Point of View]. Proc. IEEE 2015, 103, 143–146. [Google Scholar] [CrossRef]
- Sittón-Candanedo, I.; Alonso, R.S.; Rodríguez-González, S.; García Coria, J.A.; De La Prieta, F. Edge Computing Architectures in Industry 4.0: A General Survey and Comparison. In Proceedings of the 14th International Conference on Soft Computing Models in Industrial and Environmental Applications (SOCO 2019), Seville, Spain, 13–15 May 2019; Advances in Intelligent Systems and Computing. Martínez Álvarez, F., Troncoso Lora, A., Sáez Muñoz, J., Quintián, H., Corchado, E., Eds.; Springer: Cham, Switzerland, 2020; Volume 950, pp. 121–131. [Google Scholar] [CrossRef]
- Atzori, L.; Iera, A.; Morabito, G. The Internet of Things: A survey. Comput. Netw. 2010, 54, 2787–2805. [Google Scholar] [CrossRef]
- Gilchrist, A. Industry 4.0; Apress: Berkeley, CA, USA, 2016. [Google Scholar] [CrossRef]
- Shi, W.; Cao, J.; Zhang, Q.; Li, Y.; Xu, L. Edge Computing: Vision and Challenges. IEEE Internet Things J. 2016, 3, 637–646. [Google Scholar] [CrossRef]
- Lee, J.; Davari, H.; Singh, J.; Pandhare, V. Industrial Artificial Intelligence for industry 4.0-based manufacturing systems. Manuf. Lett. 2018, 18, 20–23. [Google Scholar] [CrossRef]
- Bauer, W.; Schlund, S.; Hornung, T.; Schuler, S. Digitalization of industrial value chains—A review and evaluation of existing use cases of Industry 4.0 in Germany. Logforum 2018, 14, 331–340. [Google Scholar] [CrossRef]
- Davies, R.; Coole, T.; Smith, A. Review of Socio-technical Considerations to Ensure Successful Implementation of Industry 4.0. Procedia Manuf. 2017, 11, 1288–1295. [Google Scholar] [CrossRef]
- Masood, T.; Sonntag, P. Industry 4.0: Adoption Challenges and Benefits for SMEs. Comput. Ind. 2020, 121, 103261. [Google Scholar] [CrossRef]
- Zhou, K.; Liu, T.; Zhou, L. Industry 4.0: Towards future industrial opportunities and challenges. In Proceedings of the 2015 12th International Conference on Fuzzy Systems and Knowledge Discovery (FSKD), Zhangjiajie, China, 15–17 August 2015. [Google Scholar]
- Mohamed, M. Challenges and Benefits of Industry 4.0: An overview. Int. J. Supply Oper. Manag. 2018, 5, 256–265. [Google Scholar] [CrossRef]
- Ras, E.; Wild, F.; Stahl, C.; Baudet, A. Bridging the Skills Gap of Workers in Industry 4.0 by Human Performance Augmentation Tools: Challenges and Roadmap. In Proceedings of the 10th International Conference on PErvasive Technologies Related to Assistive Environments, New York, NY, USA, 21 March 2017; pp. 428–432. [Google Scholar]
- Wolf, M.; Kleindienst, M.; Ramsauer, C.; Zierler, C.; Winter, E. Current and future industrial challenges: Demographic change and measures for elderly workers in industry 4.0. Int. J. Eng. 2018, 16, 67–76. [Google Scholar]
- Frank, A.G.; Dalenogare, L.S.; Ayala, N.F. Industry 4.0 technologies: Implementation patterns in manufacturing companies. Int. J. Prod. Econ. 2019, 210, 15–26. [Google Scholar] [CrossRef]
- Dogea, R.; Stolt, R. Identifying Challenges Related to Industry 4.0 in Five Manufacturing Companies. Procedia Manuf. 2021, 55, 328–334. [Google Scholar] [CrossRef]
- Likert, R. A Technique for the Measurement of Attitudes. Arch. Psychol. 1932, 22, 5–55. [Google Scholar]
- Gärtner, B.; Feldbauer-Durstmüller, B.; Duller, C. Enterprise Size Impact on the ERP System Implementation; Social Science Research Network: Rochester, NY, USA, 2013. [Google Scholar]
- Azevedo, F.; Reis, J.L. Big Data Analysis in Supply Chain Management in Portuguese SMEs “Leader Excellence”. J. Inform. Syst. Eng. 2019, 4, em0096. [Google Scholar] [CrossRef]
- Dec, G.; Stadnicka, D.; Paśko, Ł.; Mądziel, M.; Figliè, R.; Mazzei, D.; Tyrovolas, M.; Stylios, C.; Navarro, J.; Solé-Beteta, X. Role of Academics in Transferring Knowledge and Skills on Artificial Intelligence, Internet of Things and Edge Computing. Sensors 2022, 22, 2496. [Google Scholar] [CrossRef]
- Paśko, Ł.; Mądziel, M.; Stadnicka, D.; Dec, G.; Carreras-Coch, A.; Solé-Beteta, X.; Pappa, L.; Stylios, C.; Mazzei, D.; Atzeni, D. Plan and Develop Advanced Knowledge and Skills for Future Industrial Employees in the Field of Artificial Intelligence, Internet of Things and Edge Computing. Sustainability 2022, 14, 3312. [Google Scholar] [CrossRef]
- Top 20 Cyber Attacks on Industrial Control System. Available online: https://waterfall-security.com/20-attacks/ (accessed on 10 January 2022).
- Meidan, Y.; Bohadana, M.; Mathov, Y.; Mirsky, Y.; Shabtai, A.; Breitenbacher, D.; Elovici, Y. N-BaIoT. Network based Detection of IoT Botnet Attacks Using Deep Autoencoders. IEEE Pervasive Comput. Spec. Issue-Secur. IoT 2018, 17, 12–22. [Google Scholar] [CrossRef]
- Koroniotis, N.; Moustafa, N.; Sitnikova, E.; Turnbull, B. Towards the development of realistic botnet dataset in the internet of things for network forensic analytics: Bot-iot dataset. Future Gener. Comput. Syst. 2019, 100, 779–796. [Google Scholar] [CrossRef]
- Ferrag, M.A.; Friha, O.; Hamouda, D.; Maglaras, L.; Janicke, H. Edge-IIoTset: A New Comprehensive Realistic Cyber Security Dataset of IoT and IIoT Applications for Centralized and Federated Learning. IEEE Access 2022, 100, 40281–40306. [Google Scholar] [CrossRef]
- Al-Hawawreh, M.; Sitnikova, E.; Aboutorab, N. X-IIoTID: A connectivity-and device-agnostic intrusion dataset for industrial Internet of Things. IEEE Internet Things J. 2021, 9, 3962–3977. [Google Scholar] [CrossRef]
- Alem, S.; Espes, D.; Martin, E.; Nana, L.; De Lamotte, F. A Hybrid Intrusion Detection System in Industry 4.0 Based on ISA95 Standard. In Proceedings of the 2019 IEEE/ACS 16th International Conference on Computer Systems and Applications (AICCSA), Abu Dhabi, United Arab Emirates, 3–7 November 2019; pp. 1–8. [Google Scholar]
- Mourtzis, D.; Angelopoulos, K.; Zogopoulos, V. Mapping Vulnerabilities in the Industrial Internet of Things Landscape. Procedia CIRP 2019, 84, 265–270. [Google Scholar] [CrossRef]
- Anton, S.D.D.; Strufe, M.; Schotten, H.D. Modern Problems Require Modern Solutions: Hybrid Concepts for Industrial Intrusion Detection. arXiv 2019, arXiv:1905.05984. [Google Scholar]
- Zielinski, E.; Schulz-Zander, J.; Zimmermann, M.; Schellenberger, C.; Ramirez, A.; Zeiger, F.; Mormul, M.; Hetzelt, F.; Beierle, F.; Klaus, H.; et al. Secure Real-Time Communication and Computing Infrastructure for Industry 4.0—Challenges and Opportunities. In Proceedings of the 2019 International Conference on Networked Systems (NetSys), Munich, Germany, 18–21 March 2019; pp. 1–6. [Google Scholar]
- Lalos, A.S.; Kalogeras, A.P.; Koulamas, C.; Tselios, C.; Alexakos, C.; Serpanos, D. Secure and Safe IIoT Systems via Machine and Deep Learning Approaches. In Security and Quality in Cyber-Physical Systems Engineering; Biffl, S., Eckhart, M., Lüder, A., Weippl, E., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 443–470. ISBN 978-3-030-25312-7. [Google Scholar]
- Anagnostopoulos, C.; Alexakos, C.; Fournaris, A.; Koulamas, C.; Kalogeras, A. Responding to Failure Events in the Manufacturing Environment. In Proceedings of the 5th International Conference of Engineering Against Failure (ICEAF-V 2018), MATEC Web Conference, Chios Island, Greece, 20–22 June 2018; Volume 188, p. 05006. [Google Scholar] [CrossRef]
- Kamat, P.; Sugandhi, R. Anomaly Detection for Predictive Maintenance in Industry 4.0—A Survey. In Proceedings of the 6th International Conference on Energy and City of the Future (EVF’2019), E3S Web Conference, Pune, India, 18–20 December 2020; Volume 170, p. 02007. [Google Scholar] [CrossRef]
- How Artificial Intelligence Works in Quality Control. Available online: https://www.automationworld.com/factory/sensors/article/21198005/how-artificial-intelligence-works-in-quality-control (accessed on 11 January 2022).
- Industrial, Factory & Construction Accident Statistics. Available online: https://www.trantercleere.co.uk/accident-at-work/factory-accident-claims/industrial-factory-construction-accident-statistics (accessed on 9 January 2022).
- Karadimas, D.; Panagiotou, C.; Gialelis, J.; Koulamas, C.; Koubias, S. Process Based Machine Learning for Energy Optimization in Industrial Enterprises. In Proceedings of the 2021 10th Mediterranean Conference on Embedded Computing (MECO), Budva, Montenegro, 7–10 June 2021; pp. 1–4. [Google Scholar]
- Taranenko, L. Machine Learning Demand Forecasting Methods for Sales Prediction in 2021. Available online: https://mobidev.biz/blog/machine-learning-methods-demand-forecasting-retail (accessed on 30 April 2022).
- The Manufacturing Skills Gap: What Is It? Available online: https://www.manufacturing.net/labor/article/21627393/the-manufacturing-skills-gap-what-is-it (accessed on 10 January 2022).
- Kozłowski, E.; Antosz, K.; Mazurkiewicz, D.; Sęp, J.; Żabiński, T. Integrating advanced measurement and signal processing for reliability decision-making. Eksploat. Niezawodn. Maint. Reliab. 2021, 23, 777–787. [Google Scholar] [CrossRef]
- Jasiulewicz-Kaczmarek, M.; Legutko, S.; Kluk, P. Maintenance 4.0 technologies—New opportunities for sustainability driven maintenance. Manag. Prod. Eng. Rev. 2020, 11, 74–87. [Google Scholar] [CrossRef]
- Amruthnath, N.; Gupta, T. A research study on unsupervised machine learning algorithms for early fault detection in predictive maintenance. In Proceedings of the 2018 5th International Conference on Industrial Engineering and Applications (ICIEA), Singapore, 26–28 April 2018; pp. 355–361. [Google Scholar] [CrossRef]
- Dabbish, L.; Stuart, C.; Tsay, J.; Herbsleb, J. Social coding in GitHub: Transparency and collaboration in an open software repository. In Proceedings of the ACM 2012 Conference on Computer Supported Cooperative Work, Seattle, WA, USA, 11–15 February 2012. [Google Scholar]
- Nelson, M.J.; Hoover, A.K. Notes on using Google Colaboratory in AI education. In Proceedings of the 2020 ACM Conference on Innovation and Technology in Computer Science Education, Trondheim, Norway, 15–19 June 2020. [Google Scholar]
- Sicilia, M.-A.; García-Barriocanal, E.; Sánchez-Alonso, S. Community curation in open dataset repositories: Insights from Zenodo. Procedia Comput. Sci. 2017, 106, 54–60. [Google Scholar] [CrossRef]
- Corea, F. An Introduction to Data: Everything You Need to Know About AI: Big Data and Data Science; Springer Nature Switzerland AG: Geneva, Switzerland, 2019. [Google Scholar]
- Szyszka, G.; Kwiatanowski, D.; Sęp, J.; Antosz, K. Automatic compensation of errors of multi-task machines in the production of aero engine cases. Technol. Autom. Montażu 2021, 1, 29–39. [Google Scholar] [CrossRef]
- Trstenjak, M.; Opetuk, T.; Cajner, H.; Hegedić, M. Industry 4.0 Readiness Calculation—Transitional Strategy Definition by Decision Support Systems. Sensors 2022, 22, 1185. [Google Scholar] [CrossRef] [PubMed]






























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Company’s Challenges | The Group to Which a Challenge Has Been Assigned | Citations | Industry 4.0 Technologies |
|---|---|---|---|
| Implementation Costs | CACP | [18,20,21] | - |
| Implementation Time | CACP, MPP | [18,19,20,21] | - |
| Technology Knowledge | CACP, MPP | [18,19,20,21] | Business intelligence |
| Safety and security | CACP, MP | [19,21] | Smart Personal Protection Equipment Cybersecurity protocols |
| Establishment of a comprehensive and reliable industrial broadband infrastructure | MPMI | [19,20] | - |
| Horizontal and Vertical Integration | CACP, MP | [18,19,20,21,23] | Decision support systems |
| Traceability | MP, MPMI | [21,23] | Supervisory control and data acquisition (SCADA) system Automated Guided Vehicles (AGV) |
| Reduction of Energy Consumptions | MP, MPMI | [18,23] | Intelligent process supervision |
| Additive Manufacturing Implementation | MP | [18,20] | Additive Manufacturing |
| Predictive Maintenance | MPMI | [18,23] | Predictive maintenance |
| Simulation Implementation | MPP | [18,20,24] | Intelligent process diagnosis Intelligent tool (e.g., drills, turning tools) management system |
| Automated and Integrated Robots | MP, MPMI | [18,20,21] | Automatic data collection Autonomous production systems with robots |
| Big Data Analytics | MPMI | [18,19,20,21] | Big data analytics |
| Demographic Challenge | MP | [22] | Supporting technologies and assistance systems |
| Calculation Challenges | MPMI | [24] | Artificial Intelligence techniques |
| Data Management | MPMI | [24] | Product Lifecycle Management, CAD/CAM tools |
| Design Automation | CACP | [24] | IoT |
| Production Automation | MP | [24] | Machine Learning, Knowledge-Based Engineering, Digital technologies embedded in robots, IoT |
| System | Hypothesis | Results of Chi-Sq Analysis |
|---|---|---|
| ERP | H1 | Chi-Sq = 10.824; DF = 3; p-Value = 0.013 |
| MIS | H2 | Chi-Sq = 2.058; DF = 3; p-Value = 0.560 |
| MES | H3 | Chi-Sq = 5.074; DF = 3; p-Value = 0.166 |
| CRM | H4 | Chi-Sq = 0.996; DF = 3; p-Value = 0.802 |
| Automatic Data Transfer… | Hypothesis | Results of Chi-Sq Analysis |
|---|---|---|
| between the internal systems | H5 | Chi-Sq = 9.923; DF = 3; p-Value = 0.019 |
| from the system to supplier | H6 | Chi-Sq = 15.764; DF = 3; p-Value = 0.001 |
| from client to the system | H7 | Chi-Sq = 6.183; DF = 3; p-Value = 0.103 |
| Automatic data collection from sensors | H8 | Chi-Sq = 2.977; DF = 3; p-Value = 0.395 |
| System | Hypothesis | Results of Chi-Sq Analysis |
|---|---|---|
| ERP | H9 | Chi-Sq = 6.259; DF = 4; p-Value = 0.181 |
| MIS | H10 | Chi-Sq = 4.755; DF = 4; p-Value = 0.313 |
| MES | H11 | Chi-Sq = 7.041; DF = 4; p-Value = 0.134 |
| CRM | H12 | Chi-Sq = 1.913; DF = 4; p-Value = 0.752 |
| Automatic Data Transfer… | Hypothesis | Results of Chi-Sq Analysis |
|---|---|---|
| between the internal systems | H13 | Chi-Sq = 3.740; DF = 4; p-Value = 0.442 |
| from the system to supplier | H14 | Chi-Sq = 3.321; DF = 4; p-Value = 0.512 |
| from client to the system | H15 | Chi-Sq = 2.271; DF = 4; p-Value = 0.686 |
| Automatic data collection from sensors | H16 | Chi-Sq = 0.714; DF = 4; p-Value = 0.950 |
| System | Hypothesis | Results of Chi-Sq Analysis |
|---|---|---|
| ERP | H17 | Chi-Sq = 20.203; DF = 3; p-Value = 0.000 |
| MIS | H18 | Chi-Sq = 2.634; DF = 3; p-Value = 0.452 |
| MES | H19 | Chi-Sq = 7.277; DF = 3; p-Value = 0.064 |
| CRM | H20 | Chi-Sq = 6.574; DF = 3; p-Value = 0.087 |
| Automatic Data Transfer… | Hypothesis | Results of Chi-Sq Analysis |
|---|---|---|
| between the internal systems | H21 | Chi-Sq = 22.745; DF = 3; p-Value = 0.000 |
| from the system to supplier | H22 | Chi-Sq = 14.214; DF = 3; p-Value = 0.003 |
| from client to the system | H23 | Chi-Sq = 6.923; DF = 3; p-Value = 0.074 |
| Automatic data collection from sensors | H24 | Chi-Sq = 4.749; DF = 3; p-Value = 0.191 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stadnicka, D.; Sęp, J.; Amadio, R.; Mazzei, D.; Tyrovolas, M.; Stylios, C.; Carreras-Coch, A.; Merino, J.A.; Żabiński, T.; Navarro, J. Industrial Needs in the Fields of Artificial Intelligence, Internet of Things and Edge Computing. Sensors 2022, 22, 4501. https://doi.org/10.3390/s22124501
Stadnicka D, Sęp J, Amadio R, Mazzei D, Tyrovolas M, Stylios C, Carreras-Coch A, Merino JA, Żabiński T, Navarro J. Industrial Needs in the Fields of Artificial Intelligence, Internet of Things and Edge Computing. Sensors. 2022; 22(12):4501. https://doi.org/10.3390/s22124501
Chicago/Turabian StyleStadnicka, Dorota, Jarosław Sęp, Riccardo Amadio, Daniele Mazzei, Marios Tyrovolas, Chrysostomos Stylios, Anna Carreras-Coch, Juan Alfonso Merino, Tomasz Żabiński, and Joan Navarro. 2022. "Industrial Needs in the Fields of Artificial Intelligence, Internet of Things and Edge Computing" Sensors 22, no. 12: 4501. https://doi.org/10.3390/s22124501
APA StyleStadnicka, D., Sęp, J., Amadio, R., Mazzei, D., Tyrovolas, M., Stylios, C., Carreras-Coch, A., Merino, J. A., Żabiński, T., & Navarro, J. (2022). Industrial Needs in the Fields of Artificial Intelligence, Internet of Things and Edge Computing. Sensors, 22(12), 4501. https://doi.org/10.3390/s22124501