
Uncertainty Analysis of an Optoelectronic Strain Measurement System for Flywheel Rotors



Abstract
:1. Introduction
2. State of the Art of Optoelectronic Strain Measurement
- Paint edge characteristics;
- Chrome paint and CFRP reflectivity;
- Illumination spot size;
- Photodetector angle;
- Illumination source power;
- Edge transition threshold detection.
2.1. Accuracy Requirements
3. Measurement Setup
4. Simulation Framework
4.1. Ray Tracing Simulation
4.2. Monte Carlo Method
5. Uncertainty Analysis
5.1. Paint Edge Characteristics
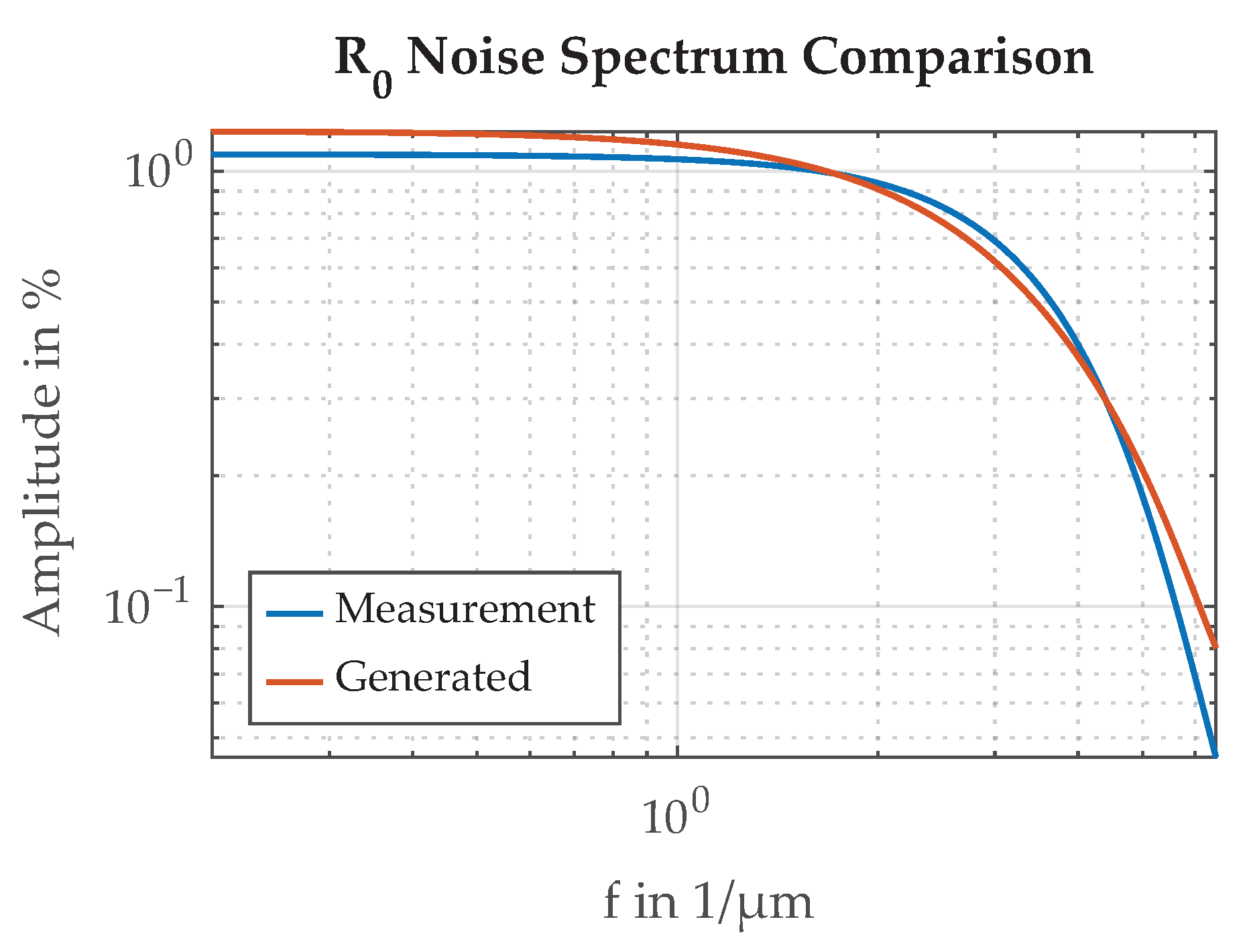
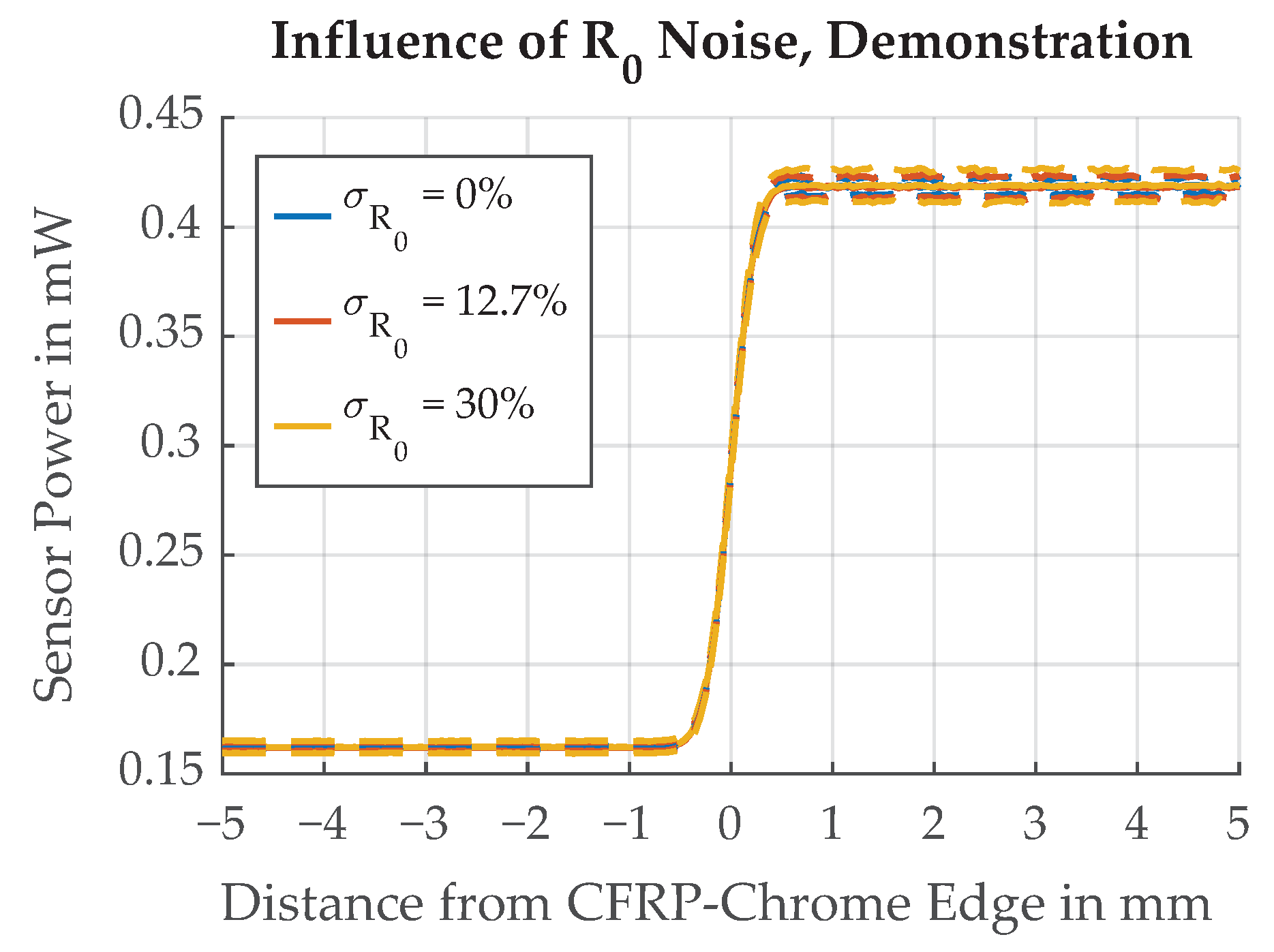
5.2. Chrome Paint and CFRP Reflectivity
5.3. Illumination Spot Size
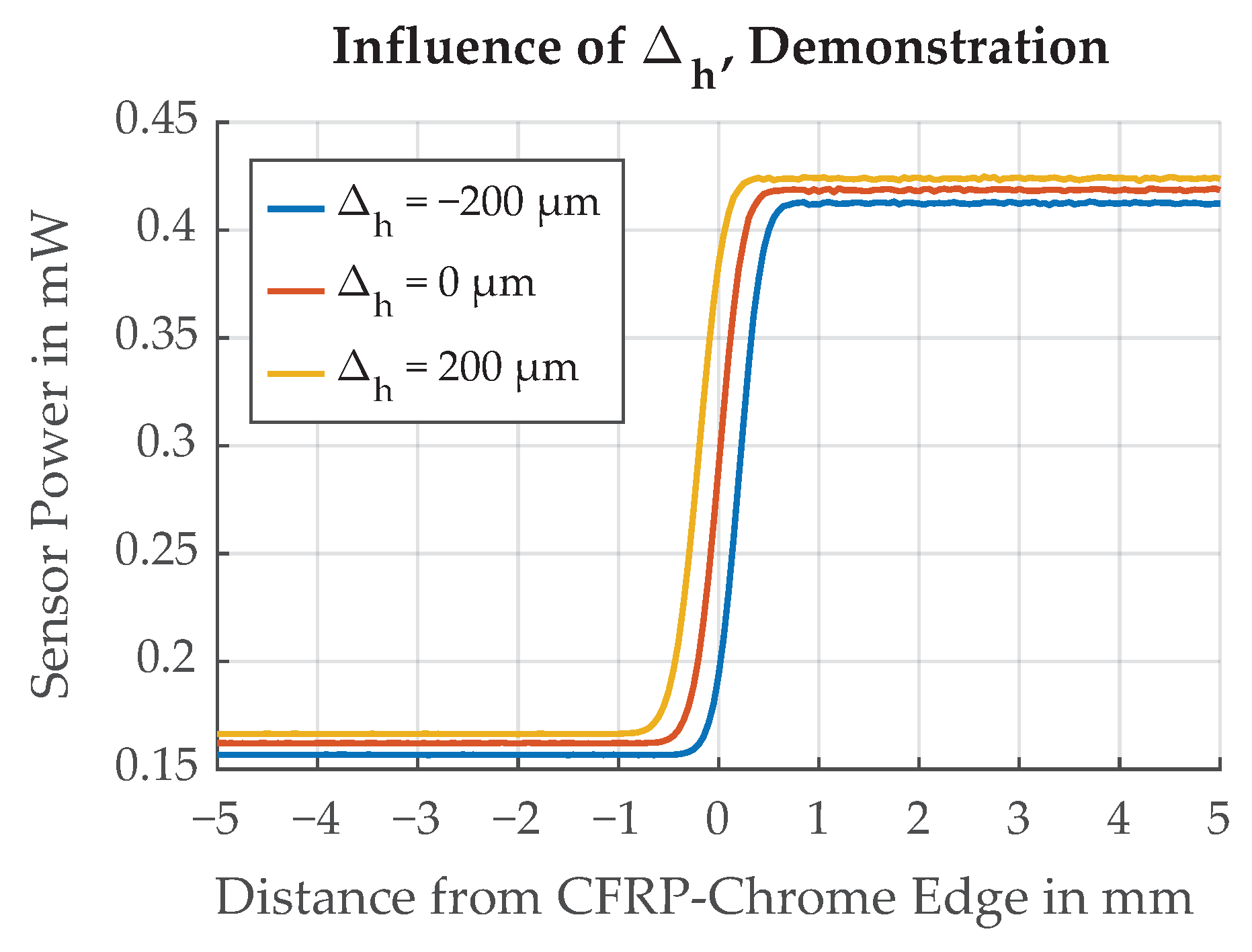
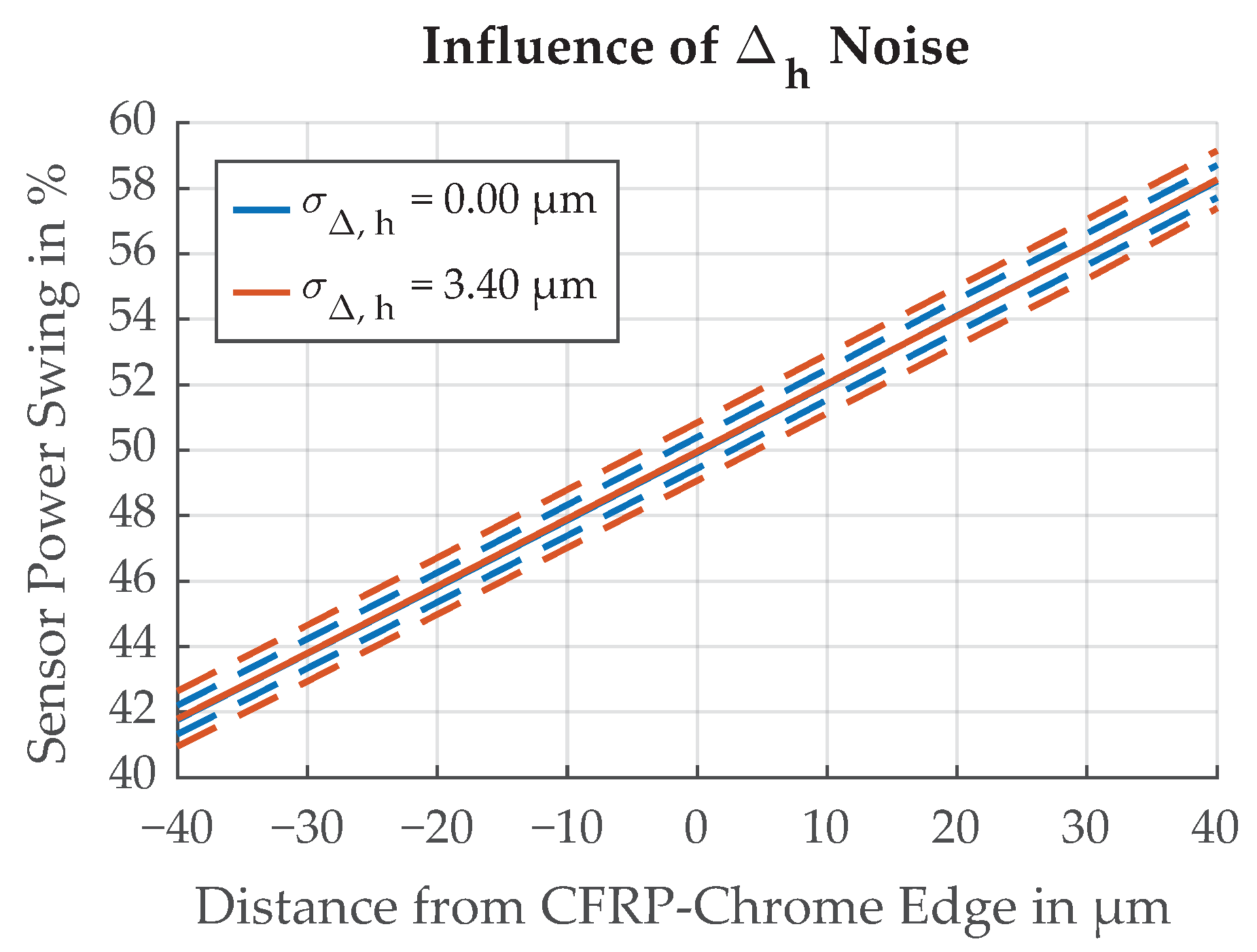
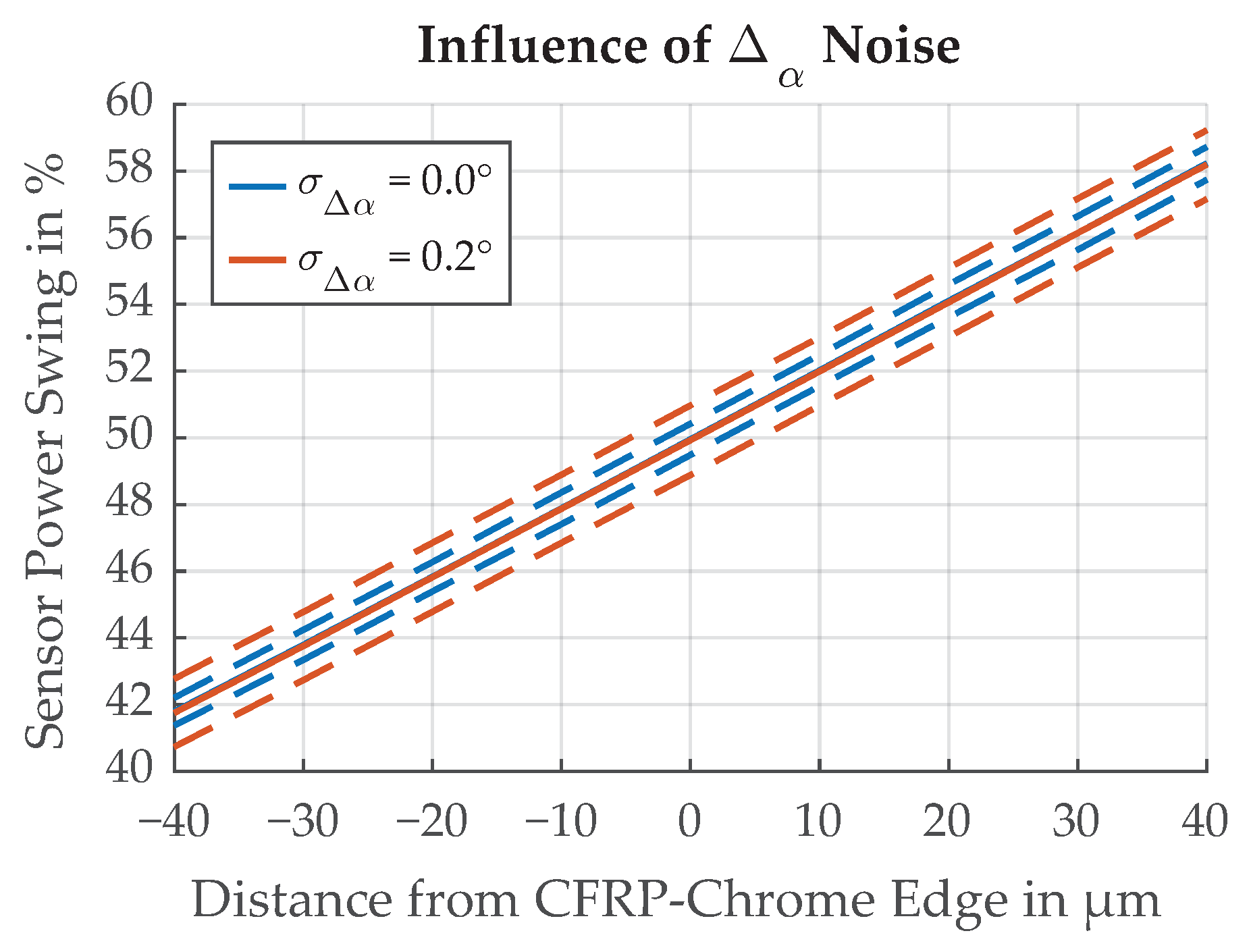
5.4. Photodetector Angle
5.5. Illumination Source Power
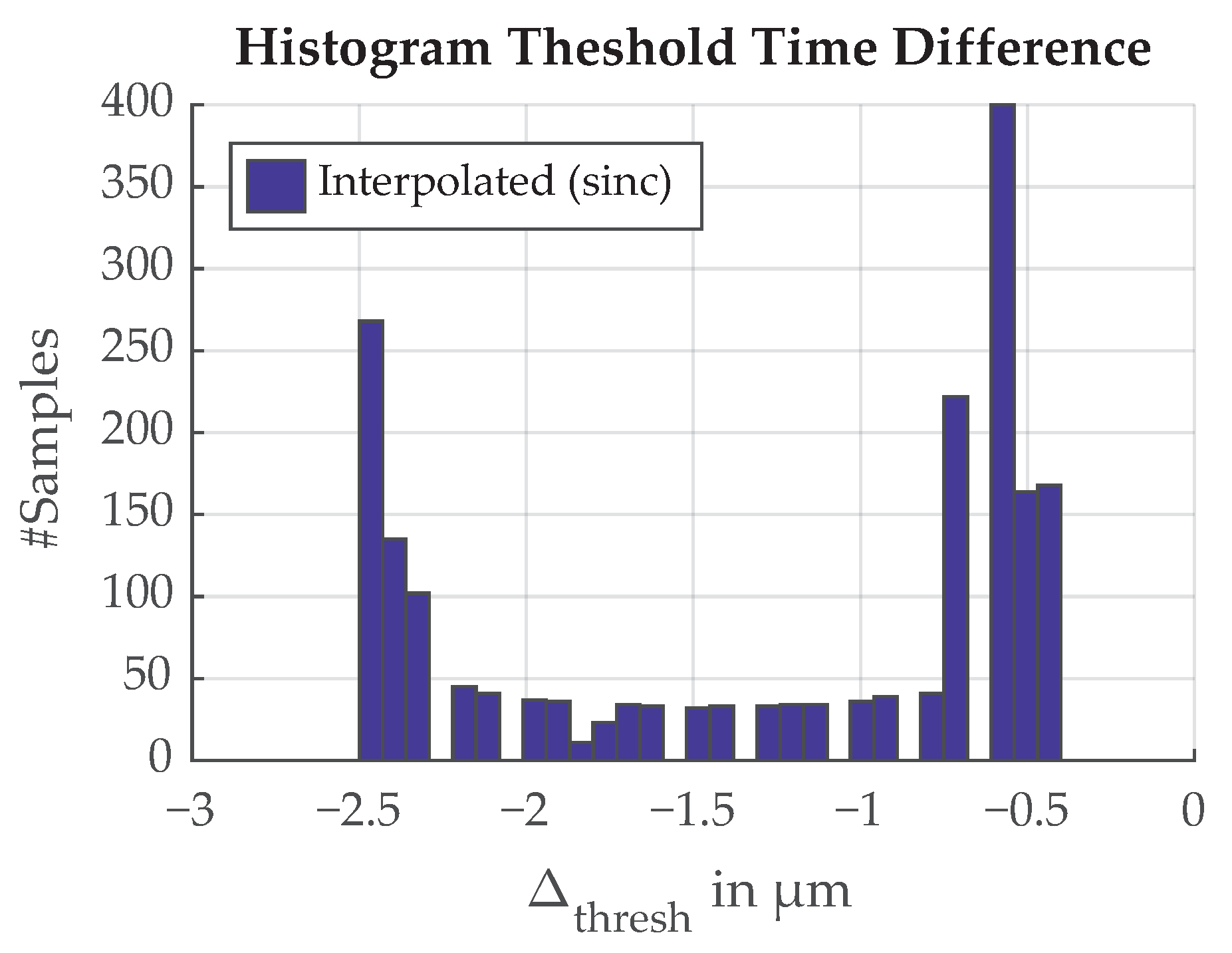
5.6. Edge Transition Threshold Detection
6. Conclusions and Summary
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| CFRP | Carbon fiber reinforced plastic |
| OESM | Optoelectronic strain measurement |
| ADC | Analog-to-digital converter |
| r | Radius in polar coordinates |
| Angle in polar coordinates | |
| D | Duty cycle |
| t | Time |
| u | Deformation |
| Radial strain | |
| Required resolution of the threshold position | |
| Number of lobes in the OESM pattern | |
| Standard deviation of a normal distribution | |
| Standard deviation of the edge noise | |
| Threshold position shift | |
| Standard deviation of the threshold position shift | |
| Reverse photo diode current | |
| Input resistance of the USB oscilloscope | |
| Battery voltage | |
| Incidence angle | |
| Emergent angle | |
| Emergent angle variation | |
| Standard deviation of emergent angle variation | |
| h | Distance between OESM sensor and flywheel surface |
| h variation | |
| Standard deviation of h variation | |
| Reflection coefficient | |
| Standard deviation of the reflection coefficient noise | |
| Laser power (optical) | |
| Standard deviation of laser power | |
| ADC sample period | |
| ADC sample frequency | |
| v | Paint edge Variant A or B |
| n | Variable source of uncertainty |
| Number of measurement to average |
References
- Jolly, M.; Prabhakar, A.; Sturzu, B.; Hollstein, K.; Singh, R.; Thomas, S.; Foote, P.; Shaw, A. Review of Non-destructive Testing (NDT) Techniques and their Applicability to Thick Walled Composites. Procedia CIRP 2015, 38, 129–136. [Google Scholar] [CrossRef] [Green Version]
- Katunin, A.; Wronkowicz-Katunin, A.; Dragan, K. Impact Damage Evaluation in Composite Structures Based on Fusion of Results of Ultrasonic Testing and X-ray Computed Tomography. Sensors 2020, 20, 1867. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- D’Accardi, E.; Palumbo, D.; Galietti, U. A Comparison among Different Ways to Investigate Composite Materials with Lock-In Thermography: The Multi-Frequency Approach. Materials 2021, 14, 2525. [Google Scholar] [CrossRef] [PubMed]
- Ha, S.K.; Kim, M.H.; Han, S.C.; Sung, T.H. Design and Spin Test of a Hybrid Composite Flywheel Rotor with a Split Type Hub. J. Compos. Mater. 2006, 40, 2113–2130. [Google Scholar] [CrossRef]
- Dumstorff, G.; Lang, W. Strain gauge printed on carbon weave for sensing in carbon fiber reinforced plastics. In Proceedings of the 2016 IEEE SENSORS, Orlando, FL, USA, 30 October–3 November 2016; pp. 1–3. [Google Scholar] [CrossRef]
- Karaş, B.; Beedasy, V.; Leong, Z.; Morley, N.A.; Mumtaz, K.; Smith, P.J. Integrated Fabrication of Novel Inkjet-Printed Silver Nanoparticle Sensors on Carbon Fiber Reinforced Nylon Composites. Micromachines 2021, 12, 1185. [Google Scholar] [CrossRef] [PubMed]
- Ferrero, C.; Genta, G.; Marinari, C. Experimental strain measurements on bare filament flywheels. Composites 1983, 14, 359–364. [Google Scholar] [CrossRef]
- Kroworz, A.; Katunin, A. Non-Destructive Testing of Structures Using Optical and Other Methods: A Review. Struct. Durab. Health Monit. 2018, 12, 1–18. [Google Scholar] [CrossRef]
- Wang, F.; Krause, S.; Hug, J.; Rembe, C. A Contactless Laser Doppler Strain Sensor for Fatigue Testing with Resonance-Testing Machine. Sensors 2021, 21, 319. [Google Scholar] [CrossRef] [PubMed]
- Emerson, R.P.; Bakis, C.E. Optoelectronic strain measurement for flywheels. Exp. Mech. 2002, 42, 237–246. [Google Scholar] [CrossRef]
- Rath, M.; Preßmair, R.; Schweighofer, B.; Brasseur, G. Feasibility Evaluation of Optoelectronic Strain Measurement for Flywheel Rotors. In Proceedings of the 2020 IEEE International Instrumentation and Measurement Technology Conference (I2MTC), Dubrovnik, Croatia, 25–28 May 2020; pp. 1–6. [Google Scholar] [CrossRef]
- Simpson, M.L.; Welch, D.E. Optoelectronic-strain-measurement system for rotating disks. Exp. Mech. 1987, 27, 37–43. [Google Scholar] [CrossRef]
- Lara-Molina, F.A.; Dourado, A.D.P.; Cavalini, A.A.; Steffen, V. Uncertainty Analysis Techniques Applied to Rotating Machines. In Rotating Machinery; Hailu, G., Ed.; IntechOpen: Rijeka, Croatia, 2020; Chapter 2. [Google Scholar] [CrossRef] [Green Version]
- Buchroithner, A.; Preßmair, R.; Haidl, P.; Wegleiter, H.; Thormann, B.; Kienberger, T.; Auer, P.; Domitner, J. Grid Load Mitigation in EV Fast Charging Stations Through Integration of a High-Performance Flywheel Energy Storage System with CFRP Rotor. In Proceedings of the 2021 IEEE Green Energy and Smart Systems Conference (IGESSC), Long Beach, CA, USA, 1–2 November 2021; pp. 1–8. [Google Scholar] [CrossRef]
- Emerson, R.; Bakis, C. Relaxation of press-fit interference pressure in composite flywheel assemblies. Int. SAMPE Symp. Exhib. 1998, 43, 1904–1915. [Google Scholar]
- Tzeng, J.T.; Moy, P. Composite Energy Storage Flywheel Design for Fatigue Crack Resistance. IEEE Trans. Magn. 2009, 45, 480–484. [Google Scholar] [CrossRef]
- Ha, S.K.; Han, H.H.; Han, Y.H. Design and Manufacture of a Composite Flywheel Press-Fit Multi-Rim Rotor. J. Reinf. Plast. Compos. 2008, 27, 953–965. [Google Scholar] [CrossRef]
- Ratner, J.; Chang, J.; Christopher, D. Composite flywheel rotor technology—A review. In Composite Materials: Testing and Design, Fourteenth Volume; ASTM Special Technical Publication: West Conshohocken, PA, USA, 2003; pp. 3–28. [Google Scholar]
- Genta, G. Kinetic Energy Storage—Theory and Practice of Advanced Flywheel Systems; Butterworth-Heinemann: London, UK, 1985. [Google Scholar] [CrossRef]
- Gates, T. The physical and chemical ageing of polymeric composites. In Ageing of Composites; Martin, R., Ed.; Woodhead Publishing Series in Composites Science and Engineering; Woodhead Publishing: Cambridge, UK, 2008; pp. 3–33. [Google Scholar] [CrossRef]
- Tzeng, J.T. Viscoelastic analysis of composite rotor for pulsed power applications. IEEE Trans. Magn. 2003, 39, 384–388. [Google Scholar] [CrossRef]
- Crooker, P.P.; Colson, W.B.; Blau, J. Representation of a Gaussian beam by rays. Am. J. Phys. 2006, 74, 722–727. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source Parameter | Source Symbol | Source Value | Threshold Position Uncertainty | Relative Contribution to Total (A) |
|---|---|---|---|---|
| µm | ||||
| Paint Edge Noise, Variant A | 18.6 | 82.8% | ||
| Paint Edge Noise, Variant B | 8.5 | |||
| Paint Reflectivity Noise | 12.7% | 5.4 | 7.0% | |
| Axial Height Noise | 4.1 | 4.0% | ||
| Sensor Angle Noise | 4.7 | 5.3% | ||
| Laser Power Noise | 0.26% | 1.7 | 0.7% | |
| ADC Threshold Detection Noise | 0.8 | 0.2% | ||
| Total, Variant A | = 20.4 | |||
| Total, Variant B | = 12.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rath, M.F.; Schweighofer, B.; Wegleiter, H. Uncertainty Analysis of an Optoelectronic Strain Measurement System for Flywheel Rotors. Sensors 2021, 21, 8393. https://doi.org/10.3390/s21248393
Rath MF, Schweighofer B, Wegleiter H. Uncertainty Analysis of an Optoelectronic Strain Measurement System for Flywheel Rotors. Sensors. 2021; 21(24):8393. https://doi.org/10.3390/s21248393
Chicago/Turabian StyleRath, Matthias Franz, Bernhard Schweighofer, and Hannes Wegleiter. 2021. "Uncertainty Analysis of an Optoelectronic Strain Measurement System for Flywheel Rotors" Sensors 21, no. 24: 8393. https://doi.org/10.3390/s21248393
APA StyleRath, M. F., Schweighofer, B., & Wegleiter, H. (2021). Uncertainty Analysis of an Optoelectronic Strain Measurement System for Flywheel Rotors. Sensors, 21(24), 8393. https://doi.org/10.3390/s21248393