Abstract
The study of reliability, availability and control of industrial manufacturing machines is a constant challenge in the industrial environment. This paper compares the results offered by several maintenance strategies for multi-stage industrial manufacturing machines by analysing a real case of a multi-stage thermoforming machine. Specifically, two strategies based on preventive maintenance, Preventive Programming Maintenance (PPM) and Improve Preventive Programming Maintenance (IPPM) are compared with two new strategies based on predictive maintenance, namely Algorithm Life Optimisation Programming (ALOP) and Digital Behaviour Twin (DBT). The condition of machine components can be assessed with the latter two proposals (ALOP and DBT) using sensors and algorithms, thus providing a warning value for early decision-making before unexpected faults occur. The study shows that the ALOP and DBT models detect unexpected failures early enough, while the PPM and IPPM strategies warn of scheduled component replacement at the end of their life cycle. The ALOP and DBT strategies algorithms can also be valid for managing the maintenance of other multi-stage industrial manufacturing machines. The authors consider that the combination of preventive and predictive maintenance strategies may be an ideal approach because operating conditions affect the mechanical, electrical, electronic and pneumatic components of multi-stage industrial manufacturing machines differently.
1. Introduction
The industrial production environment is becoming increasingly competitive, reliable and optimised. Industrial environments comprise several coordinated production lines and supplementary services that work towards achieving their production objectives.
Production processes are usually made up of several operation steps. Depending on the design of the production system, a common solution proposes using the same single-stage machines for each operation step. These days, there is another increasingly popular alternative based on multi-stage machines, in which the same machine carries out all the production phases.
From a maintenance viewpoint, in case of using single stage machines for different operation steps, any failure in one of the machines in a phase does not necessarily imply a production stoppage, although it may mean a temporary loss of the line’s production capacity. However, in industrial production systems based on multi-stage machines, a multi-stage machine is a machine that performs different consecutive operations within a production process. In this case, a failure in any machine component means a complete stoppage of the production line. As a result, the study of component reliability and availability is critical in this type of machine.
Multi-stage machines are used in many industrial processes such as ultrasonic cleaning machines, terrine thermoforming machines, transfer solutions in packaging, fruit sorters, control solutions at logistic warehouse inputs and outputs.
Maintenance and availability monitoring strategies have evolved with time and changes in machine manufacturing technology. Preventive maintenance strategies are currently known to be the most popular [1]. In industrial machines, besides maintenance strategies based on predictive maintenance [2,3], statistical studies have also been carried out for prescriptive maintenance [3], conceptualisation based on Cyber-Physical Systems, artificial intelligence, Big Data [4] or even Digital Twin (DT) modelling [5].
1.1. Preventive Programming Maintenance (PPM)
This is the most popular maintenance strategy in the industrial environment. Taghipour, S. [6] studied this strategy by monitoring the degradation of components in production lines, using an exponential model to obtain the best maintenance strategy. Duffuaa, S. [7], however, related the study of PPM to monitoring and process decisions on a single-stage machine.
The study of the reliability of multi-stage machines provides interesting information for decision-making and PPM strategies. This strategy has already been used in studies by Panagiotis, H. [8] and Ahmadi, A. [9], which showed a model of machine reliability monitoring in which decisions on preventive or corrective maintenance were made based on observed reliability, although they did not consider the cost of maintenance. Zhen Hu [10] uses the health index to assess the remaining component lifetime on manufacturing lines.
David, J. [11] suggested PPM modelling based on knowledge of all the times involved in the repair and commissioning of the machine. Each component has its own Mean Time To Repair (MTTR) depending on its availability, installation difficulty and configuration (see Equation (1)). This analysis may reflect critical values that may affect the maintenance strategy for each component.
Liberopoulos, G. [12] analysed the reliability and availability of a process based on the reliability and availability of each component susceptible to failure or wear and tear.
1.2. Improvement Preventive Programming Maintenance (IPPM)
This is based on the PPM strategy. This maintenance strategy minimises component replacement times and increases component safety stock, resulting in a minimum MTTR value and increasing component availability. Gharbia, A. [13] analysed the relationship between stock cost and scheduled preventive maintenance time. This maintenance strategy is widely used on intensively operated multi-stage machines. A shutdown due to an unexpected failure entails high opportunity costs. IPPM is used for all components or for components with a high replenishment time.
1.3. Algorithm Life Optimisation Programming (ALOP)
This is a proposed maintenance strategy that aims to improve the maintenance of the machines by making decisions based on analysing sensor signals and a predictive algorithm of the state of the most relevant components.
Knowledge of the wear and tear of components is a difficult task to model. Studies by A Molina and G Weichhart used information from specific sensors at strategic locations on machines or systems, which provided information related to production status, such as Desing S3-RF (sustainable, smart, sensing, reference framework) [14,15]. Decisions were made by computing the data obtained. As a complement, Molina, A. [16] developed the Sensing, Smart and Sustainable studies, where he introduced the environmental factor in the monitoring and managing of Cyber-Physical Systems (CPS).
Satish T S Bukkapatnam suggested the use of specific sensors for anomaly–fault detection in processes [17]. P Ponce proposed studies using sensors and artificial intelligence [18] for the agri-food industry. Ponce, P., Miranda, J. and Molina, A. [19] proposed using sensors, the interrelation of their measurements with the machine components and a data computation system as a strategy to learn about the real state of the machine components.
1.4. Digital Behaviour Twin (DBT)
Introducing Industry 4.0 in production processes paves the way for Smart Manufacturing [20,21] in the industry. In manufacturing multi-stage machines, DBT allows the study of new strategies based on collecting and processing data and defining standard behaviour patterns, which are then compared with real behaviours. This strategy provides essential information for decision-making based on the analysis of current behaviour and comparison of sensor readings.
Using smart devices, cloud computing [22], the study of Machine to Machine (M2M) strategies [23], while maintaining a high level of security and data quality based on international standards [24,25] is indispensable to achieve the full potential of Industry 4.0. Alsharif, M. and Rawat, D.B. [26] propose cloud-base service architecture form managing machine learning models that best fit different Internet of Things (IoT) device operational configurations for security. The necessary traceability in the value chain is possible with the application of the so-called Industry 4.0 [27,28,29].
Moreover, the conception of Cyber-Physical Systems (CPS) [30,31,32], Mixed-Criticality Systems (MCS) [33] or Industrial Cyber-Physical Systems (ICPS) [34] have prompted a change in the definition of systems, their monitoring and study to obtain the best information and interaction in real-time between a physical system and the monitoring, data computation, communication and interrelation with other systems [35]. K Meng’s paper, called Smart Recovery Decision-Making (SRDM) [36], uses data computation for end-of-life prediction of products.
Decision-making based on accumulated knowledge by the design and assessment of behavioural models is possible thanks to Behavioural Design Encapsulations defined by Stary, C. [37]. They are based on the reconfiguration of patterns with the accumulated knowledge of experience.
The emergence of the DT concept has made it possible to know and digitally simulate the behaviour of the physical model, and therefore improve control over the reliability and availability of equipment, as JdA Bertazzi [38] points out. However, for its application in multi-stage machines, a study and precise modeling of the physical behavior is required, in addition to subsequent adjustments and, finally, the verification that the model responds in the same way as the real model to external changes, boundary conditions or production [39,40,41,42].
Some studies define Evolutionary Digital Twin (EDT) as a parallel and complementary digital approach to DT and the real model [43]. Thus, knowledge of reality is also used as a source of learning for the system. This study allows the response of the model to be more flexible and adaptive to changes through supervised learning.
In a study by Wright, L. and Davison, S. [44], a DT is defined as an executable virtual model of a physical part or system. The digital model must then include the equations of the physical system and sensors that provide feedback on the real behaviour. Therefore, a DT can report on the correct or incorrect performance, decision-making or even prediction of the machine’s lifetime. The study also indicates that to achieve a behavioural model with DT, it must have sensors, be accurate in its calculations and be quick to suggest decisions.
Studies by Chakraborty, S. and Adhikari, S. [45] propose the modelling of a DT through the parallel study of response prediction and reality learning. A DT is used to simulate the behaviour of machines [46]. The study by Ritou, M. [47] defines the concept of “digital shadow” as a model that extracts information from the physical system, computes the values and proposes decisions on the state of the machines.
Few references dedicated to maintenance management in industrial manufacturing multi-stage machines have been found during the search for references.
1.5. Methodology of the Case Studied
This paper, however, studies a real case of a multi-stage thermoforming machine with a capacity of six terrines per cycle and a cycle time of 4 s. Four maintenance strategies were studied for one year: two usual preventive maintenance strategies (PPM and IPPM) and two predictive maintenance proposals (ALOP and DBT), adapted to Multi-Stage Machines technology.
The work carried out in this research is based on the use of four different maintenance strategies whose operation was observed for one year. The thermoforming multi-stage machine was working continuously 8 h a day, Monday to Friday, for a year. To carry out the work, the following steps were followed in order:
- Conceptualisation of the machine. In this section, the most important components, whose reliability, efficiency and availability were to be studied, were selected;
- Analysis of the causes and consequences of a failure in the selected components. (See Table 1);
 Table 1. Basic decomposition of components and faults in a multi-stage thermoforming machine.
Table 1. Basic decomposition of components and faults in a multi-stage thermoforming machine. - Proposition of individual maintenance times per component, as well as equations for calculating reliability, efficiency and availability;
- Proposition and location of appropriate sensors whose values are associated with the proper functioning of the components;
- Proposition and development of algorithms for ALOP and DBT strategies;
- Location of a master linear axis for the case of DBT, by means of which the study is related to the position of the encoder and subsequently converted to units of time;
- Configuration of the Programmable Logic Controller (PLC) datalogger function and record all the relevant values in each strategy;
- Recording of the failures and errors detected in ALOP and DBT;
- Evaluation of the results obtained.
The objectives proposed in this study are:
- Obtain a systematic approach to managing the maintenance of multi-stage machines, so that it can allow their use not only in the case studied;
- Evaluate and compare the results that are obtained with the different of maintenance strategies;
- Propose a maintenance strategy for the detection of unexpected failures that cause manufacturing without expected quality or production stoppage.
2. Case Studied
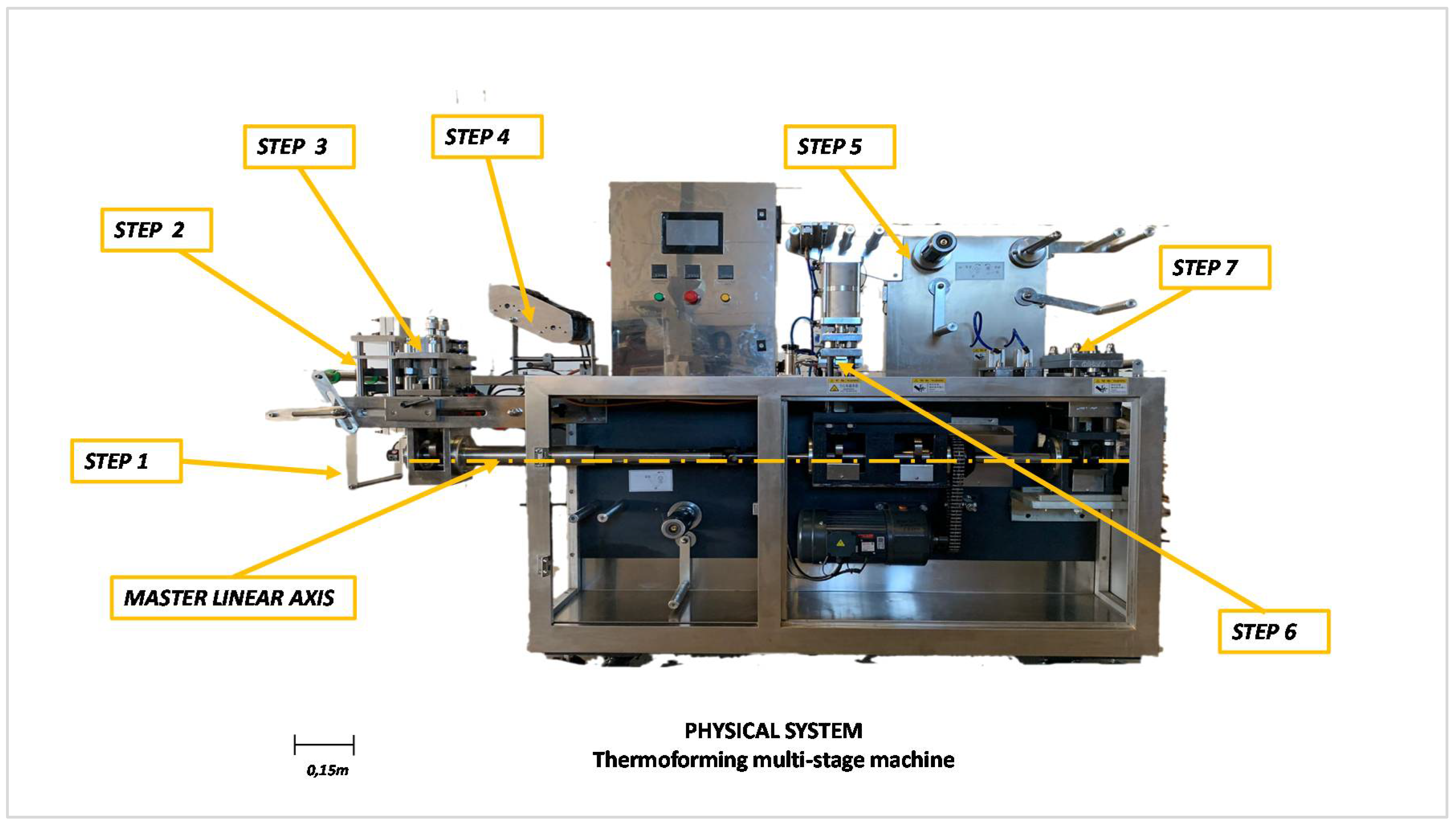
Production in small packages, known as single use, is increasingly present in the industrial environment. Commonly used products such as oil, vinegar, etc., are already marketed on a large scale by many industries that produce them in large production batches. Figure 1 shows an image of the multi-stage thermoforming machine studied in this article.
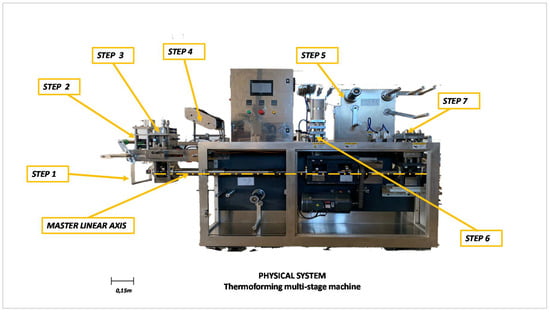
Figure 1.
A thermoforming multi-stage machine of 6 terrines per cycle.
This multi-stage thermoforming machine consists of:
- A structural, fixed part, usually not subject to wear and tear but must be adequately protected against corrosion and meet health and food standards;
- Electronic components, power actuators, servo drives, motors, gearboxes, variable speed drives, electrical and electronic devices, including the HMI operator terminal, which are usually 4.3, 7 and 10 inch touch screens;
- Mechanical components subject to movement, such as bearings, shafts, belts and cams. They are generally designed with fatigue-resistant materials but may be damaged by wear and tear and environmental conditions;
- The peristaltic and pneumatic drive system, with which the filling of the terrines and the upward and downward movements of sets of cylinders for adhesion, sealing, glueing and cutting of the terrines are produced, respectively. These systems have bronze bushings, which often suffer from wear and tear;
- A polymer roll dosing system for the top and bottom of the tray. The movement of these rollers is carried out as required at any given moment.
Improvements in process monitoring and technology have made this type of machine controllable by PLC that receive status signals from the field and act on the power actuators for the coordinated execution of all movements. The same technology can be used to manage the availability of the machine or its components.
Table 1 shows a basic decomposition of the components of the machine subject to failure in this paper. A distinction is made between static or moving elements, the possible fault source and the consequence of its failure.
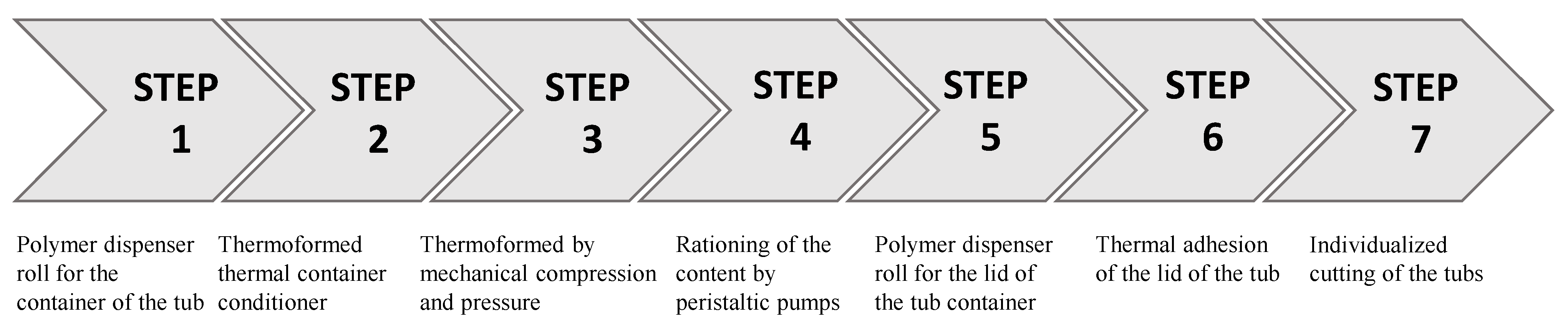
Multi-stage thermoforming machines are one of many multi-stage machines in industrial manufacturing processes. These machines comprise several sub-processes ranging from the management of the polymer film to the container and lid, including the dosage and final cut. Figure 2 shows the steps of this machine ordered sequentially.
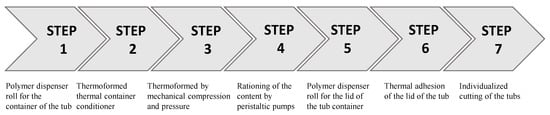
Figure 2.
Sub-process in thermoforming and terrine filling machines.
Production capacity can vary from 6 to 12 terrines in the last step, depending on whether the machine is designed for manufacturing 3, 6, 9 or up to 12 tubs simultaneously. Normally, production is carried out with thermoforming moulds of 2, 4, 6 and 12 tubs, composed of one or two rows according to the design of the multi-stage thermoforming machine, then in one cycle, up to 12 tubs can be manufactured simultaneously. This affects the size, the mould of the thermoformer, the number of peristaltic pumps, the rails for the row passage, the lid’s thermal bonder and the tub cutter’s size. Here, the thermoforming mould used is for six tubs, and the cycle time is 4 s.
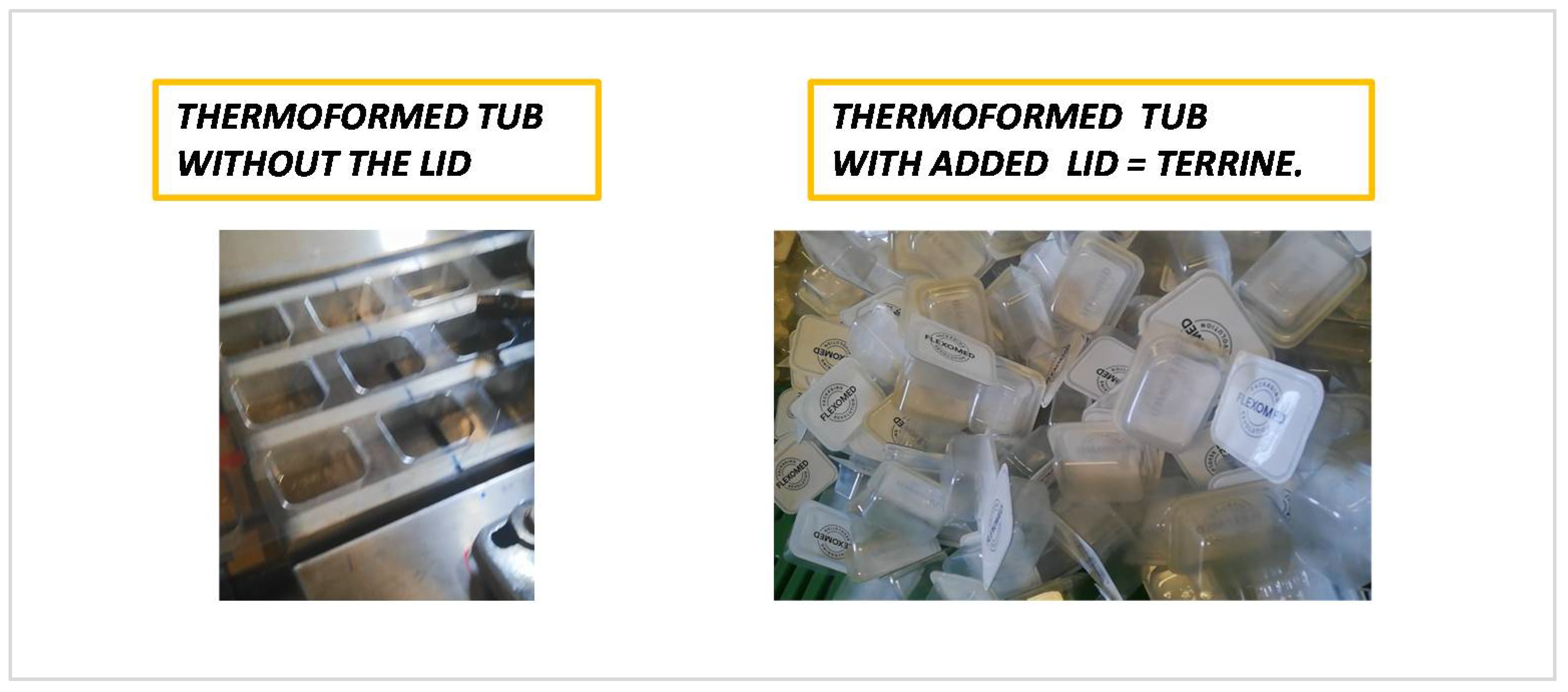
Figure 3 shows the terrine used. It is possible to see the lid and the tub. When the lid is added by Step six, terrine is obtained.
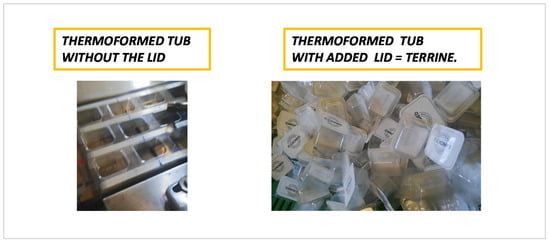
Figure 3.
Example of terrine obtained in the thermoforming multi-stage machine studied.
Standard operation requires the constant coordination of all sub-processes since a failure in one of them means production stoppage. There is a master linear axis (see Figure 1) in the lower part of the machine that runs from the thermal conditioner of the polymer for the thermoformer container to the cutter for finished tubs, which permits coordinated movements with cams in synchronised positions to ensure the process is controlled at a constant speed.
It can be understood that a critical component failure can lead to a failure of the whole machine either because it works without the necessary quality or because it cannot continue with the commissioned work.
The times involved in the study of the failures [11,12], are:
- TTRP: Time to replace a component;
- TTC: Time to configure;
- TTMA: Time to mechanical adjustment;
- TTPR: Time to provisioning;
- MTTR: Mean time to repair;
- MTTF: Mean time to failure;
- MTBF: Mean time between failure;
- TTLR: Line restart time, defined by expert knowledge;
- TLP: Time lost production.
3. Maintenance Strategies for the Multi-Stage Thermoforming Machine
The maintenances assessed in an initial phase on this multi-stage thermoforming machine have been PPM and IPPM. High levels of availability and efficiency are achieved. ALOP and DBT strategies have been assessed, and failures were detected before the static value of MTTF (see Table 2) determined by PPM and IPPM.
Table 2.
Thermoforming components times in seconds. Efficiency and availability in %.
3.1. PPM: Preventive Programming Maintenance
This strategy is based on using existing data from the usage of the machine. With the information gained from the usage of the machine, each component has its own time values (TTRP, TTC, TTMA, TTPR, MTTR, MTTF, MTBF, TTLP, TLP), and an individual value for availability and efficiency.
The results of setting the line restart time, TTLR, at 14.400 s and using stable market values (values obtained from manufacturers and experience) for the times in this machine are shown in Table 2:
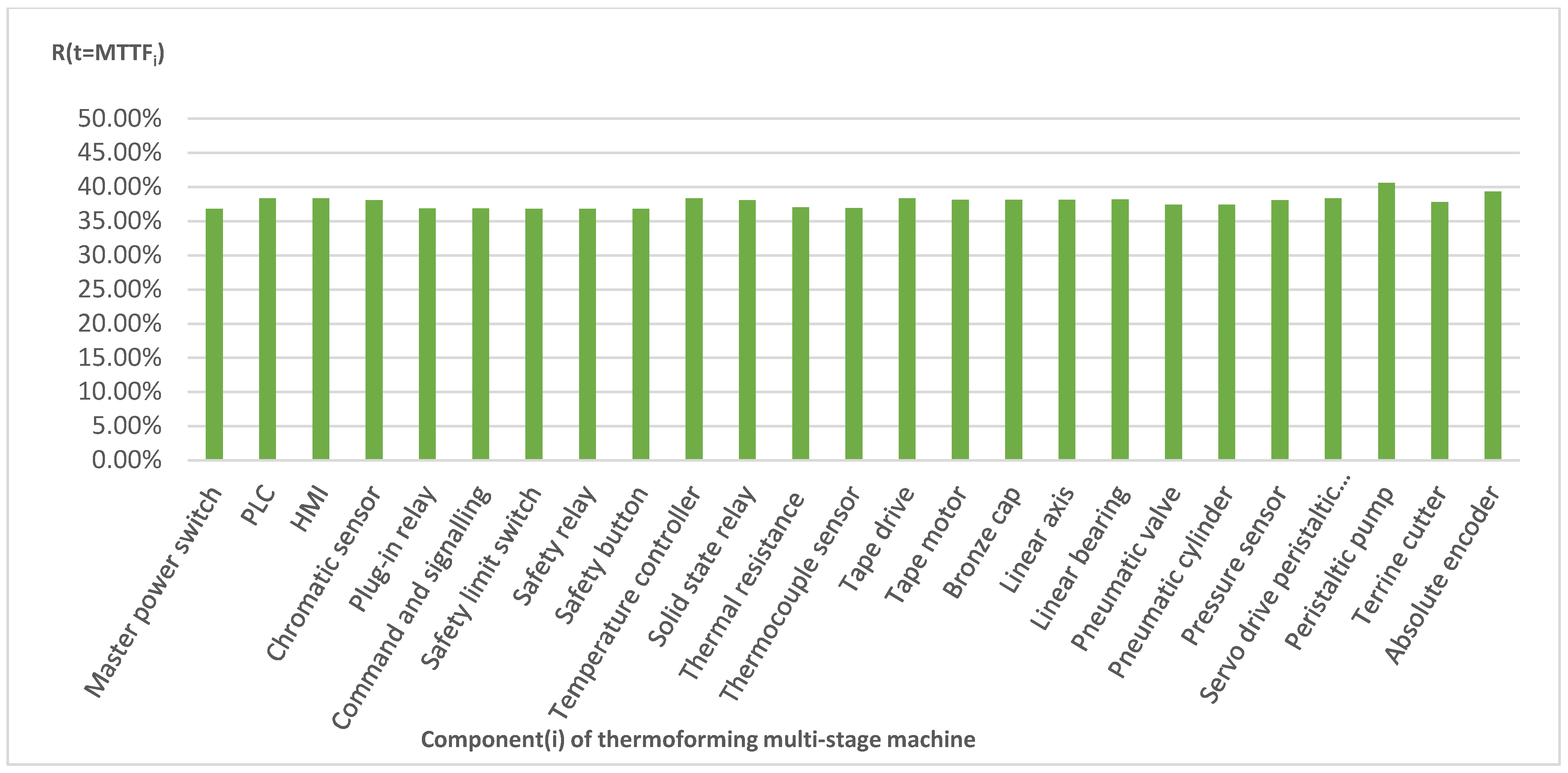
Using the exponential function given by expression 6, the reliability of all the components is calculated in a time equal to MTTF. Figure 4 shows the results.
where λ factor is the inverse value of MTBF [48] if we consider the constant fatigue of components.
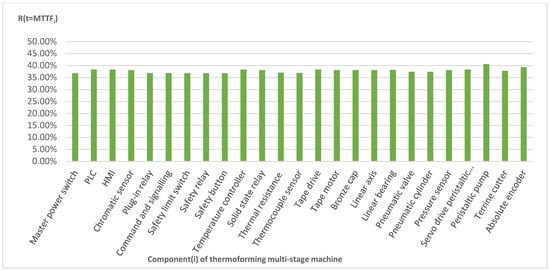
Figure 4.
Reliability calculated at MTTF with the exponential function (6) in the PPM strategy.
3.2. IPPM: Improvement Preventive Programming Maintenance
Table 2 shows the TTPR value for all items. It is a significant value when calculating the MTTR value (see Equation (2)).
The IPPM strategy is based on the TTPR of components that would considerably reduce the value of MTTR, and consequently, in the efficiency and availability values. Table 3 shows the results of substituting the TTPR for a residual search time in own stock. Then if the component fails and needs to be replaced, the TTPR value affects the MTTR very little and therefore increases the availability and efficiency of the machine (see Equations (4) and (5)).
Table 3.
Comparison of efficiency and availability between PPM and IPPM.
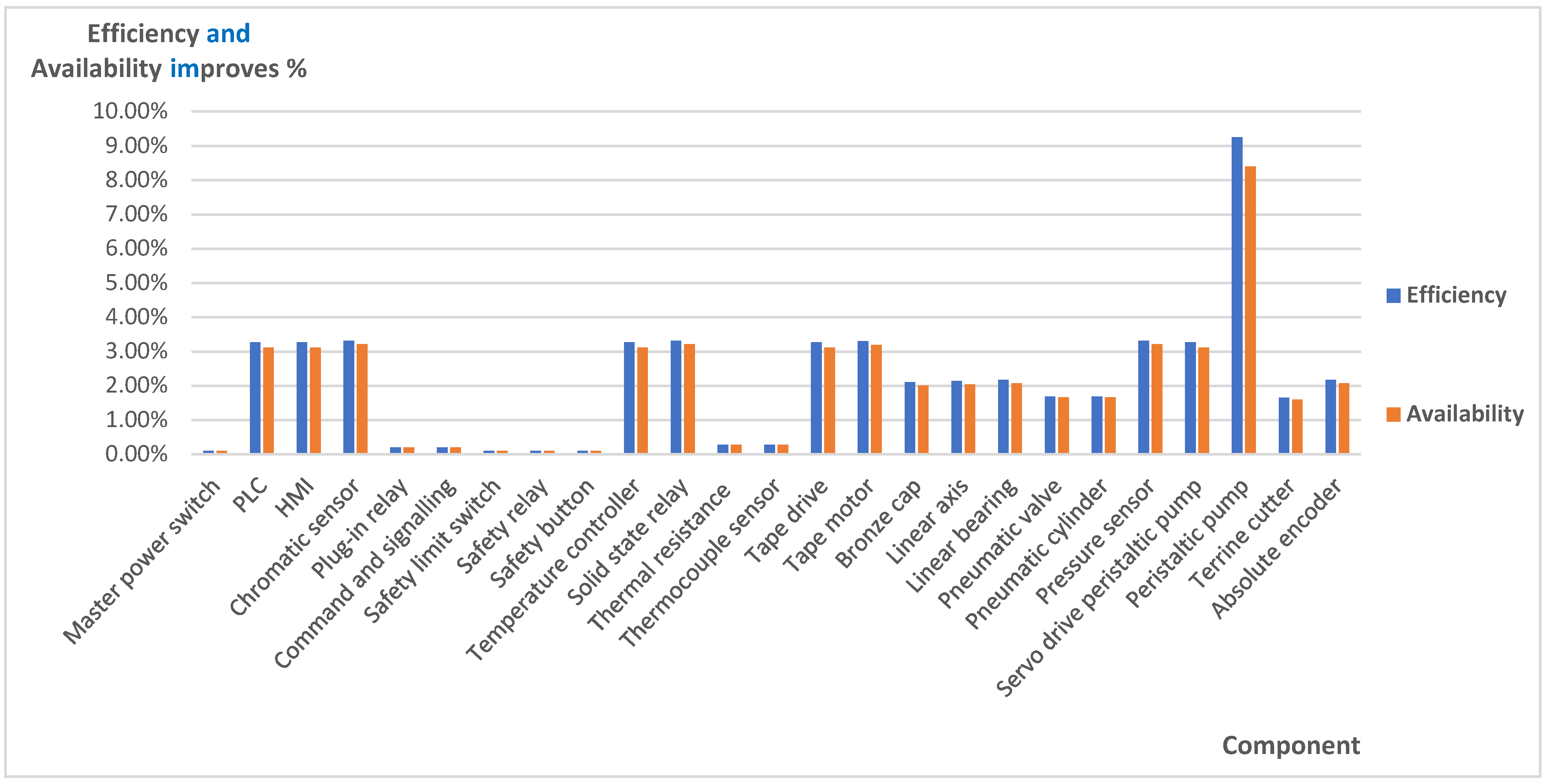
The results obtained reveal very high efficiency and availability values for PPM (see Table 2) and IPPM. Components with a high TTPR value improve their efficiency and availability values. Comparison of the results between the two provides a maximum increase in efficiency in 9.26% and availability by 8.4%. Figure 5 shows a comparison of these results.
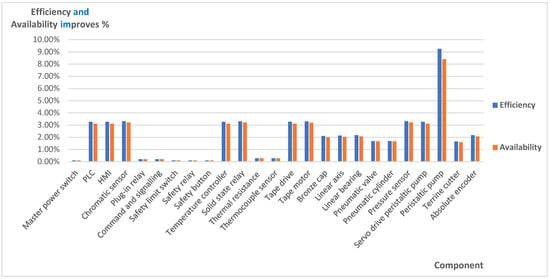
Figure 5.
Percentage of improvement in efficiency and availability using IPPM strategy in terms of PPM.
In other components such as 2, 3, 10, 11, 14, 15, 21 and 22 there has also been an increase in efficiency and availability above 3%.
The results obtained reveal that availability and efficiency improve with the implementation of the IPPM strategy.
The results show that electronic components such as the PLC, HMI, temperature controller, solid state relay, pressure sensor, servo drive form peristaltic pump, peristaltic pump and absolute encoder improve their availability with this strategy, while mechanical components such as the bronze cap, linear axis, linear bearing, pneumatic valve, pneumatic cylinder and terrine cutter partially improve their availability. Consideration of market conditions, transport problems, supply problems or health scares can increase the value of TTPR. These events do not affect the IPPM strategy because it is based on having the components in stock. To avoid affecting the PPM strategy, the TTPR value should be changed by frequently consulting the market for this time in all components. The availability and efficiency of the machine can be maintained in this case and do not decrease due to external causes if a failure occurs.
3.3. ALOP: Algorithm Life Optimisation Programming
The MTTF of each component can be changed with this strategy by analysing the behaviour of measurements from various sensors. This strategy would enable optimising the useful life of each component. This strategy is compatible with maintenance decisions, and conclusions of the previous strategy can be applied by the algorithm.
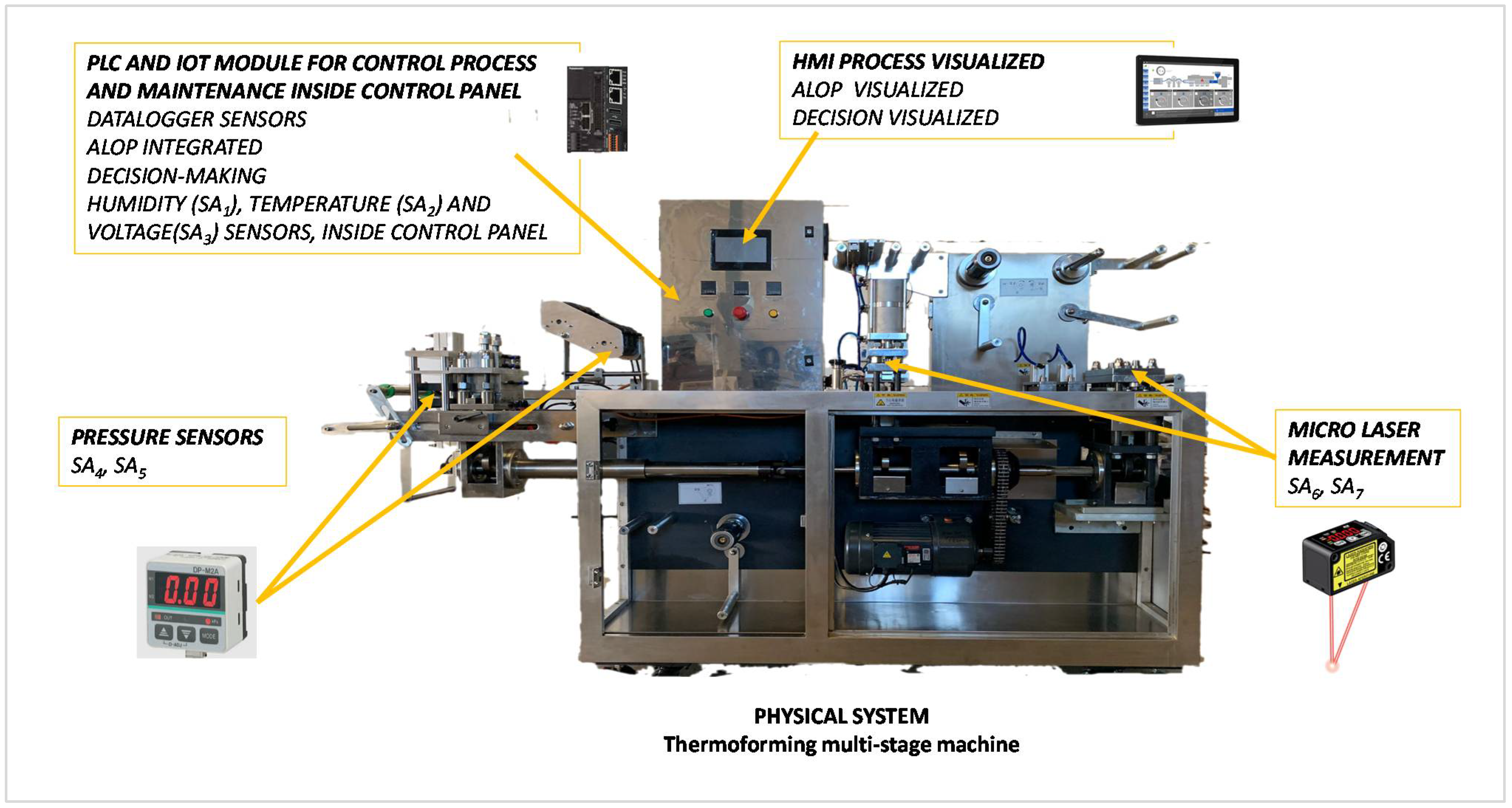
Figure 6 shows this model, in which the PLC that manages the process is the same equipment that manages the ALOP algorithm. It consists of sensors in specific parts of the multi-stage thermoforming machine. The real-time processing of the values measured by the sensors allows to know the status of the components and calculate the MTTF in real time. This quality allows a failure to be detected before it occurs. Compared to the PPM and IPPM strategies that keep the MTTF at a fixed value, this strategy detects failures before a static time (remember static MTTF in the PPM and IPPM strategies). The possibility of detecting failures before the fixed MTTF value proposed in PPM or IPPM causes the lower efficiency and availability values of this strategy compared to the two previous strategies (see Equations (4) and (5)).
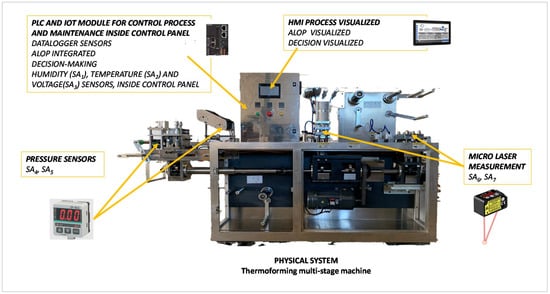
Figure 6.
The setup of ALOP strategy.
Table 4 contains the sensors used in the multi-stage thermoforming machine and the component group they affect.
Table 4.
Sensors and components used for the ALOP model.
All sensors provide an analogue output signal. A datalogger oversees monitoring, recording and treating the signals in real-time.
Mathematical Model of the Algorithm
The adoption of this model is based on the accumulated experience in the usage of the PPM and IPPM strategies in the multi-stage thermoforming machine. ALOP was implemented when specific components with available lifetimes according to their proposed MTTF in PPM or IPPM were experiencing unexpected failures. Poor knowledge of the causes of such failures and the impossibility of solving this problem with PPM or IPPM led to the creation of ALOP in an attempt to correct the MTTF value according to the reality measured by sensors reporting to the process control PLC.
This algorithm proposes the calculation of reliability parameters such as MTTF by using the values of distributed sensors that provide information on physical magnitudes whose normality values are recorded. The aim is to compare and adjust the times before failure to then adjust the MTTF value for each component and calculate the component’s reliability using the exponential model. As a complement to the algorithm, a warning factor (WF) indicating an unacceptable value of a sensor will be proposed.
The application of this ALOP model focuses on components not kept in stock that cause machine downtime and whose failure causes a considerable TLP value (see Equation (2)). Components such as command and signalling (buttons, switches), a master power switch, plug-in relay and safety components do not apply to this model due to being components of very low cost and high availability of stock.
Equations (7) and (8) are proposed for the calculation of MMTFi(t). A step-by-step algorithm will then be proposed to enable decision-making:
where MTBFi is the mean time between failures of component “i”. This value is shown in Table 2, which results from adding the MTTF and MTTR values for each component proposed in the PPM and IPPM strategies. MTTRi is the mean time to repair a failure of equipment “i”. is a correction factor for component “i” that depends on the measurements of its associated sensors and is calculated every 100 machine cycles (Since the cycle time is 4 s (see the beginning of Section 2) and therefore 100 cycles correspond to 400 s, it is considered a reasonable time to take measurements on the sensors) and corresponds to the following equation:
where is the standard deviation at time “t” of the measurement of sensor “j” whose evolution can provide information on the reliability and availability status of component “i”. is the standard deviation at time “t + 100” of the measurement of sensor “j”, the evolution of which can provide information on the reliability and availability status of component “i”.
The risk function described in D M Frangopol’s study [49] is then used for each component:
where is the risk in economic terms based on the reliability of component “i” at time “t” and R(t,i) is the reliability of component “i” at time “t”, which is calculated using the exponential model , where λ coincides with where is the mean time between failures of the previous assessment time of component “i”. is considered constant and is the cost in economic terms of the TLP due to a failure to be repaired in component “i”.
The risk factor is used to advance sourcing decisions for component “i” even if the algorithm has not yet suggested it. It is essential to define risk margins for each component so the value of must be within the margins set by the user. The lower the reliability of a component , the higher its failure function . Therefore, the product between and the constant value will become larger and larger until it reaches (). Here, the component fails, and the value of is maximum (see Equation (9)). The comparison between is used as an indicator for the acquisition of component “i”.
The warning level or technical alarm WF is an inadmissible value for each sensor, set as a technical warning threshold indicating which components may be affected by the warning. This warning may lead to a decision to procure the component or replace it if it is in stock. A Gaussian distribution criterion based on the confidence level of the sample of values is used for verification. The following equation is used:
where expresses the confidence level or permissiveness of accepting or not accepting deviations from the mean measured value of each sensor. Following the Gaussian Normal distribution criterion, the smallest value of “c” is 0.67 [50], corresponding to a confidence level of 50% of the measured values. Each sensor can have a different value of ci depending of the dispersion of its measurements. In this study, was used for all “j” sensors, because it is a restrictive criterion in the Gaussian distribution, so that the algorithm will be more sensitive to variations that are far from the mean value of the sensor measurement.
Proposed ALOP algorithm:
- STEP 1.
- The time for evaluation and recalculation of values is set as t = 1000 s.
- STEP 2.
- From t = 0, values are taken from the “j” sensors measurements, SAj. every 10 s.
- STEP 3.
- And σj is calculated every 100 s.
- STEP 4.
- At t = 1000 s, is calculated for each component “i”.
- STEP 5.
- The values and are calculated.
- STEP 6.
- The value of is compared with and subsequently with .
- STEP 7.
- The risk factor of component “i” is calculated. It is compared to the cost of component “i”:
- STEP 8.
- If the notification for acquiring component “i” is initiated.
- STEP 9.
- If there are no warnings in Steps 7 and 8, compliance with the following is verified:
- STEP 10.
- At t = 1000 s, MTBF0 values are updated to MTBF1000 since the 1000 s that has elapsed is to be deducted from the mean time to failure of component “j”.
- STEP 11.
- Start the algorithm again at Step 2.
This algorithm was adjusted successively over 1 year. In the conclusions, the results of ALOP will be compared with DBT and the effectiveness of their respective algorithms.
3.4. DBT: Digital Behaviour Twin
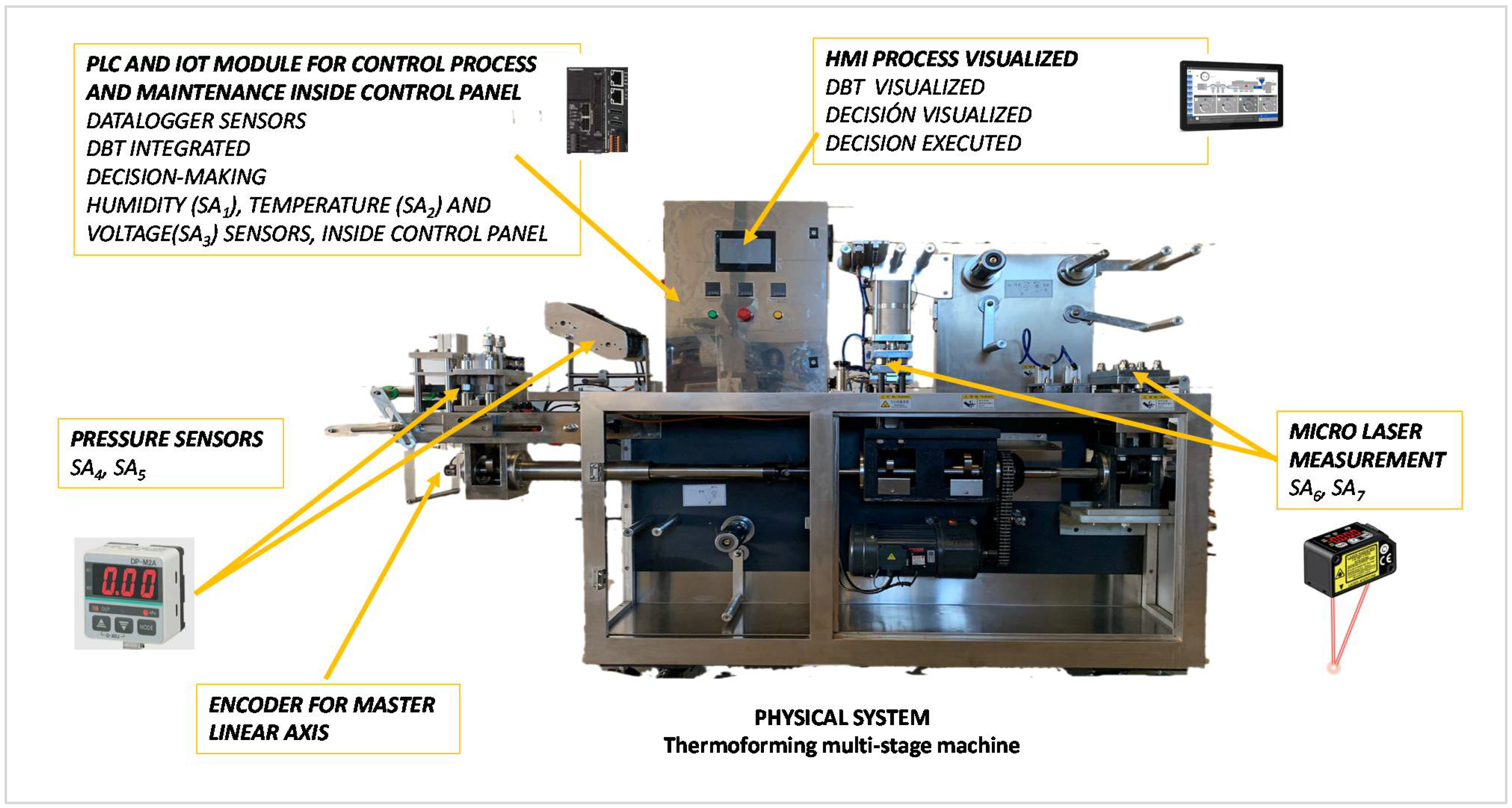
This strategy proposes using a real-time model that maps the outputs to actuators of the process control (PLC). The monitoring of these variables reports the real operating status of the machine in the order to know which commands are being executed, which field signals are being measured and their values. This strategy uses the position of the absolute encoder, which measures the position of the main shaft of this multi-stage machine. Depending on the position in each cycle, the commands representing the expected behaviour of the process are activated in a coordinated order.
Figure 7 shows the schematic of the DBT model setup for this strategy. It uses the same sensors as ALOP (see Table 4). In this strategy, the activations and deactivations of the actuators are monitored, and the sensor values and the position of the absolute encoder are compared with a so-called normal behaviour pattern. An essential difference to the ALOP strategy is the use of a different measurement scale. ALOP assesses the sensor measurements according to the time algorithm, whereas DBT uses the assessment of the sensor measurements in terms of the position taken by the absolute encoder (see item 25, Table 2).
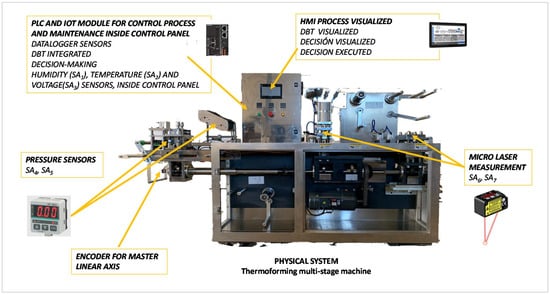
Figure 7.
The setup of the DBT maintenance strategy.
The DBT strategy proved to be efficient in this paper and can, therefore, be considered appropriate for developing maintenance strategies for other industrial multi-stage machines. The position of the main shaft of the machine is known through the encoder. The decision-making provided by the proposed DBT algorithm is performed on the time scale by converting the encoder position to time.
In this machine, a work cycle starts at position 0 and ends at position 999 of the absolute encoder. All sensor measurements are linked to machine actuators. They are then recorded and stored according to the encoder position. As a result, a behavioural pattern is obtained with sensor measurement values within the maximum and minimum thresholds and is considered the standard behavioural reference for the multi-stage thermoforming machine. During the normal operation of the machine, the real values are compared with the standard to determine whether the machine is working correctly. The strategy also studies the trend of sensor values and whether they show a potential risk to component lifetime or manufacturing quality.
If the encoder position indicates it and a “z” Actuator (ACZ) is activated, this input is represented with value one or zero if not activated. The SAi sensors in Table 4 provide measurements throughout the cycle regardless of activations or non-activations of the ACZ actuators. All SAi sensors have a nominal, minimum and maximum value. The decision to assess or replace the component is made based on the analysis of the measurement trend of its associated SAi sensors and the maximum and minimum values allowed for these measurements.
Table 5 shows the pattern of behaviour of the machine from encoder position 0 to 999. The study has evaluated both the state of the actuators and the value of the sensors every 10 incremental positions of the encoder.
Table 5.
Normal pattern of behaviour of multi-stage thermoforming machine.
The relevance of sensor measurements can be recognised by using the encoder position.
Therefore, this strategy allows maintenance to be managed by adjusting the operating time of components at the end of their useful life or when they may be damaged by external causes and need to be replaced.
DBT Mathematical Model
Since the normal behaviour pattern and the nominal, maximum and minimum values of the sensors at all encoder positions are known, Artificial Intelligence procedures are not necessary. This feature is considered an advantage of this strategy.
Proposed DBT algorithm:
- STEP 1.
- The assessment procedure starts every 10 encoder positions (EP10 to EP1000).
- STEP 2.
- An assessment is carried out every 10 positions:
- Actuator values ACz (binary value zero or one);
- Values of SAi sensors (analogue signals)
- STEP 3.
- Pattern checks:
- The ACz activations reading for the Encoder Position (EP) 10 value should coincide with the valid pattern (see Table 5)If not → PLC or encoder fault.
- The SAi sensor reading for the EP10 value should coincide with the valid standard (see Table 5)If not → Step 4.
- The ACz activations reading for the SAi value should coincide with the valid pattern (see Table 6)
Table 6. Comparison of unexpected failures detected for ALOP and DBT.If not → Step 4.
- STEP 4.
- Checking deviations of SAi sensors:where dmax and dmin are the maximum and minimum deviations allowed in the measurements of the “i” sensors.
- STEP 5.
- The trend is assessed by analysing the mean and standard deviation of the last 1000 cumulative measurements of the SAi value of sensor “i”, whose value is other than zero.
For this calculation, the SAi values that must have a defined value is different from than zero according to the behavioural pattern will be considered.
Based on the above values and assuming a Gaussian probability distribution, it is evaluated if the value is included in a statistical limit based on the previous measures.
If the trend is maintained, the algorithm calculates the time remaining before the SAi sensor measurement can indicate a failure and/or an undesired shutdown.
The result is studied on the encoder scale. Therefore, the result is obtained in the number of cycles missing for the measurement of a sensor to go beyond its limits. NCTFSAi is the number of cycles to failure indicated by the SAi sensor.
- STEP 6.
- Decision taking.
Once the study of the trend of the SAi sensor values in the encoder position has been completed, the relationship between the encoder position scale and the time is defined. In this case (see beginning of Section 2):
Expression (20) can calculate the number of cycles that can be performed with the sensor values within their maximum and minimum thresholds.
The DBT strategy and the encoder assessment scale in the maintenance management of the multi-stage thermoforming machine makes it possible to ascertain:
- Deviations in the measurements of the “j” sensors, whose relationship is established with the “i” items by Table 4;
- Whether the evolution of any of the “z” actuator activation/deactivation commands is correctly coordinated and is proceeding according to the normal pattern;
- If any of the measurements of the “j” sensors conform to the encoder position;
- If any of the measurements of the “j” sensors conform to the activation pattern of the “z” actuators at each encoder position;
- Whether the absolute encoder is providing the shaft position information correctly;
- Whether the process control, PLC, is executing the commands correctly according to the encoder position.
It also makes it possible to:
- Take early decisions on machine components and prevent unwanted faults by assessing the measurements of each sensor and observing the measurement trend;
- Know the planned production that can be performed without a failure;
- Adjust the dmax and dmin values for each SAi sensor, allowing the establishment of a confidence margin where the output meets industry quality standards;
- Very precise control of deviations from nominal measurements of the “j” sensors by being assessed only when indicated by the position of the encoder and the “z” actuators and the sensor shows a value other than zero (see Step 5 of the DBT algorithm).
4. Results and Conclusions
The ALOP and DBT strategies have been tested on the multi-stage thermoforming machine working continuously 8 h a day, Monday to Friday, for a year. Table 6 shows the number of unexpected failures, with information on the warnings of each algorithm and which have warned of a real failure, and which have not.
Unexpected failures can be detected with ALOP and DBT algorithms. However, the ALOP algorithm has shown false warnings. The authors consider this may be due to ALOP taking measurements from each sensor every 10 s, whereby the nominal measurement value of the sensor or zero value may be recorded. As a result, the dispersion of measurements may be excessive. Increasing this dispersion may cause false warnings (see expression 8). For the DBT model, the trend of the measurements is only assessed on the measured value, which will always be very close to the nominal value unless the sensor fails.
As a follow-up, the DBT algorithm has detected unexpected failures in mechanical items 16 and 18. Failures in affected components are detected if the deviations in the SA6 and SA7 sensors are greater than 0.5 mm. The detection of possible failures in mobile mechanical equipment requires a maintenance strategy in which the assessment of deviations is as accurate as possible, with DBT being the best alternative.
Item 25 (encoder) suffered an accidental mechanical shock. From that moment on, its operation was not correct as the commands executed to the actuators started to be carried out without the expected coordination. Step 3 of the DBT algorithm warned very quickly, in less than one cycle. ALOP did not detect it because it uses the SA1, SA2 and SA3 sensors for that component, and none of the three sensors noticed an anomaly in the measurements. As a consequence, the machine was stopped by an operator.
As both algorithms detected failures in some components, the MTTF was reduced. To manage the maintenance of this alteration, the MTTF value of components triggered component replacement decisions as the mean time to failure was reduced and, therefore, the component’s lifetime ended. Their Efficiency and Availability values changed (see Equations (4) and (5)).
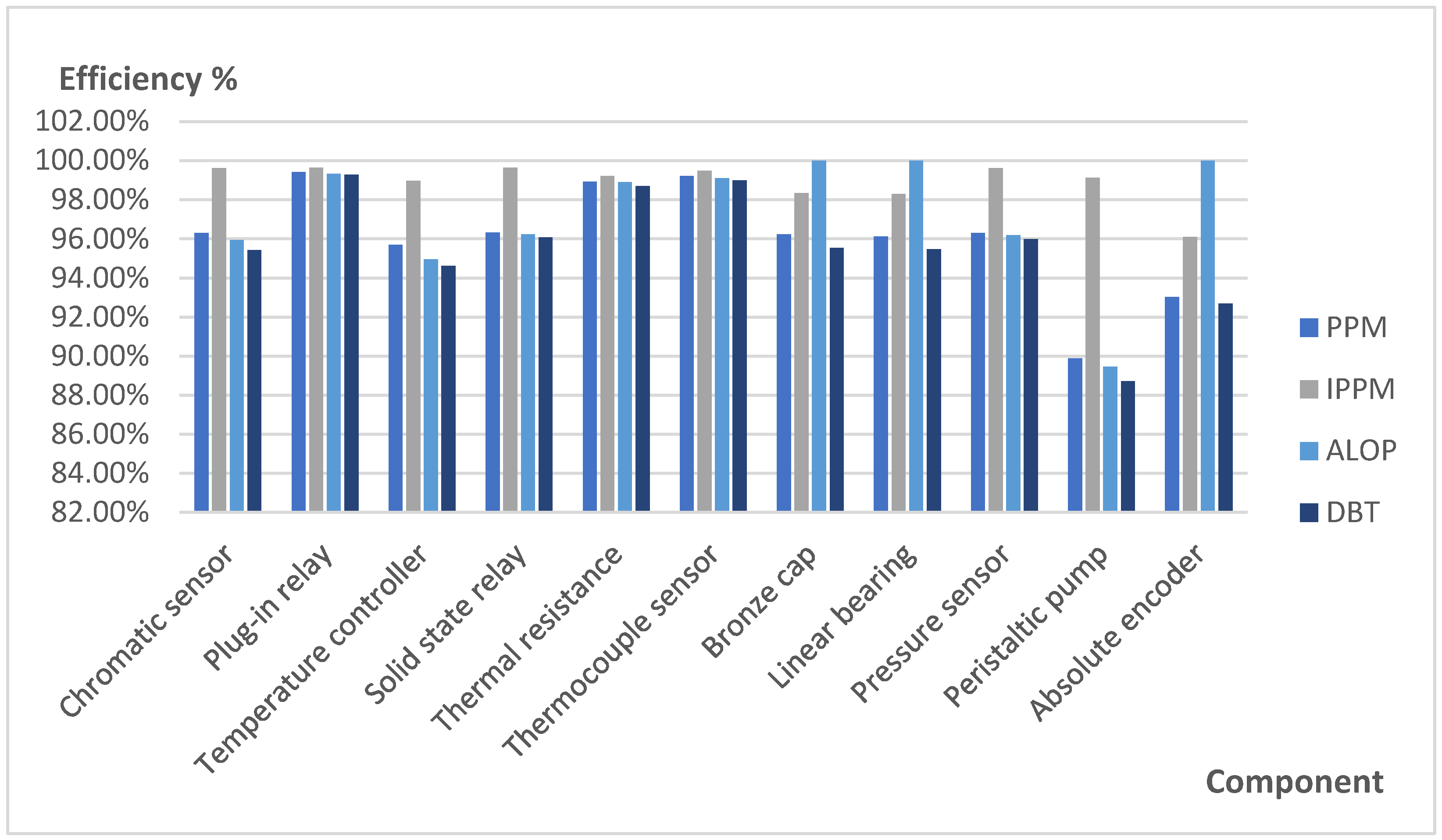
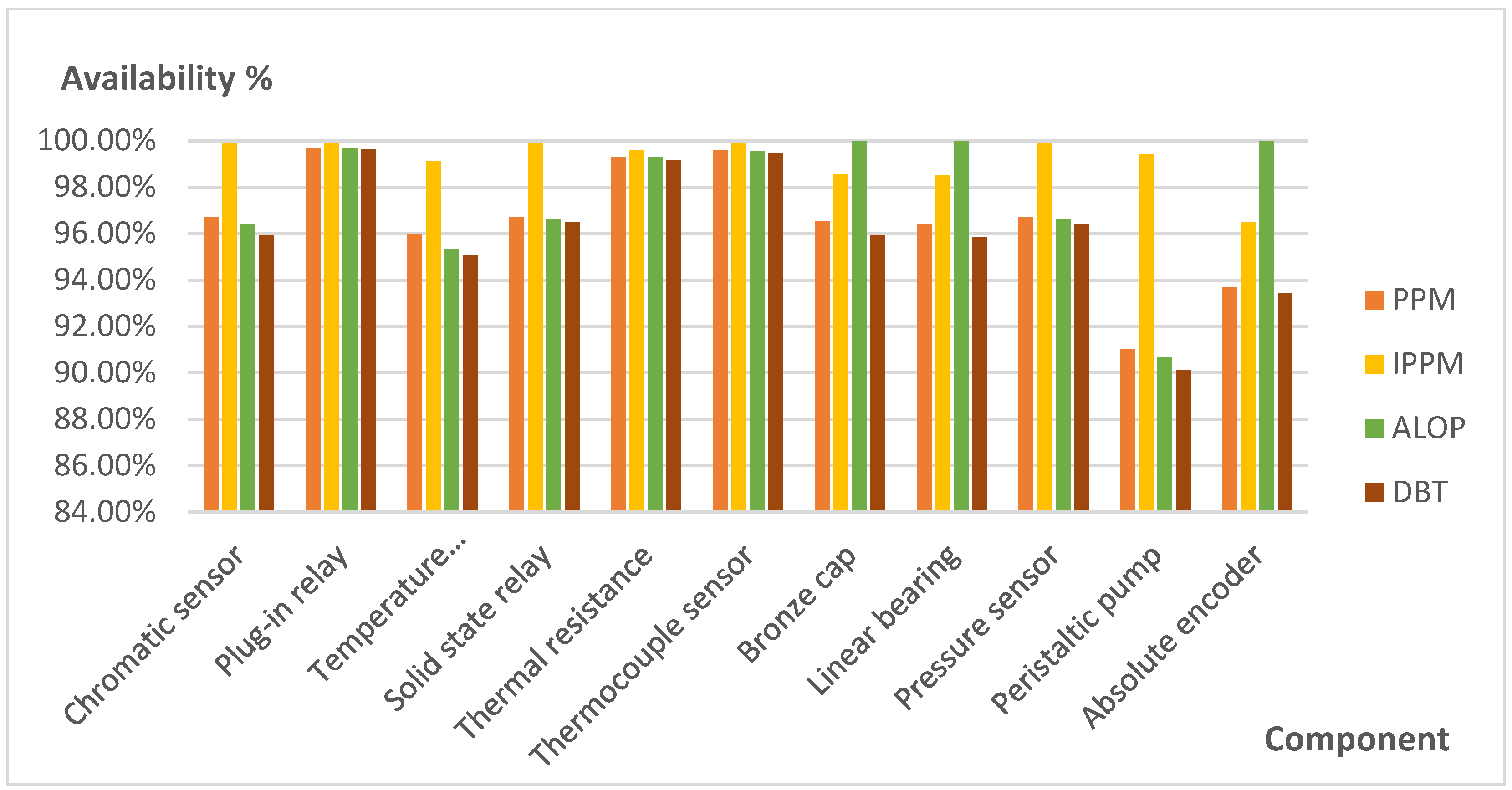
Figure 8 and Figure 9 show the comparison of Efficiency and Availability in percentage values of the components that presented unexpected failures detected by ALOP and DBT, and their values obtained in PPM and IPPM (see Table 3).
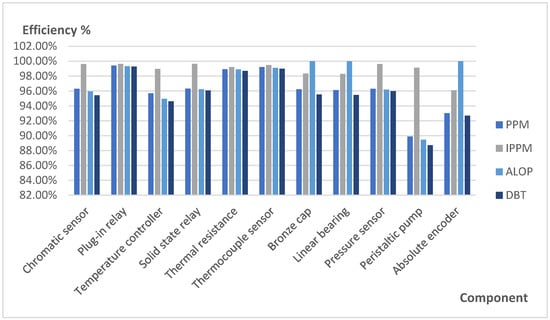
Figure 8.
Comparison of efficiency values in affected components.
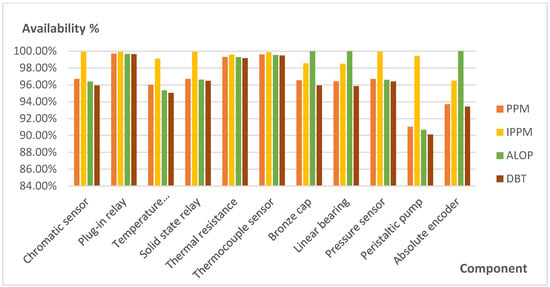
Figure 9.
Comparison of availability values in affected components.
The detection of failures before the MTTF stated in the PPM and IPPM strategies is the consequence of the decrease in the efficiency and availability values of the affected components. However, the relevance of the decrease in the values can be compared to the advantages of detecting a failure before an unexpected stoppage and the opportunity costs it may entail (proposed for future research).
The study of maintenance strategies for multi-stage machines can be an avenue for future research. Through the results obtained, a solution is offered for unexpected failure detection, which for this type of machine is of great importance. With the results obtained, these conclusions can be drawn:
- The algorithms proposed for the ALOP and DBT strategies show favorable results, and their use can be proposed for managing the maintenance of other multi-stage machines;
- Because multi-stage machines require better maintenance control to detect unexpected failures, ALOP and DBT can be proposed as suitable strategies for this type of machine;
- Unexpected failures can be detected with ALOP and DBT strategies. The authors consider that both strategies complement PPM or IPPM, and their combined study could be an avenue for future research;
- The accuracy of the measurement evaluation procedure of the DBT strategy allows the detection of faults in moving mechanical components with very low deviations from nominal values;
- Knowledge of a normal operating pattern of machines is a very reliable source of knowledge for maintenance management. It allows the best assessment of component lifetime by setting limit deviations (dmax and dmin) (See Step 4 in the DBT algorithm) on sensor-measured values, based on the quality standards of each industry;
- The detection of unexpected mechanical or electronic components failures may be due to alterations of environmental operating conditions and non-recommended voltage values;
- The knowledge of the production that can be performed without failures is only achieved with the DBT model;
- The IPPM application offers improvements of efficiency and availability and minimises MTTR, but stock costs can grow;
- Improvements in the efficiency and availability of the electronic components (see components 2, 3, 4, 10, 11, 14, 15, 21 and 22 in Figure 5) and partially the mechanical components (see components 10, 16, 17, 18, 19 and 23 in Figure 5) are noticeable. As with PPM, this strategy also fails to detect unexpected failures;
- Applying PM techniques based on the time scale is interesting if the SAi sensor values provide constant and similar measurements throughout the process. Otherwise, the dispersion in values may not correctly reflect reality. On multi-stage thermoforming machines, it is very beneficial to evaluate the measurements on the scale of the encoder positions and then decide on the time scale.
The authors consider the following avenues for future research:
- Comparative study between the decrease in efficiency and availability by applying ALOP and DBT strategies, and the benefits of detecting unexpected failures compared with static value of MMTF provided by the PPM and IPPM strategies;
- Study of the application of different maintenance strategies for each kind of component in the same multi-stage machine;
- Study of the cost of the different maintenance strategies in a multi-stage machine.
Author Contributions
Conceptualisation, F.J.Á.G.; methodology, F.J.Á.G.; validation, F.J.Á.G. and D.R.S.; formal analysis, F.J.Á.G.; investigation, F.J.Á.G. and D.R.S.; resources, F.J.Á.G.; writing—original draft preparation, F.J.Á.G.; writing—review and editing, F.J.Á.G. and D.R.S.; visualisation, F.J.Á.G.; supervision, F.J.Á.G.; funding acquisition, F.J.Á.G. and D.R.S. All authors have read and agreed to the published version of the manuscript.
Funding
This study has been carried out through the Research Project GR-18029 linked to the VI Regional Research and Innovation Plan of the Regional Government of Extremadura.
Acknowledgments
The authors wish to thank the European Regional Development Fund “Una manera de hacer Europa” for their support towards this research. This study has been carried out through the Research Project GR-18029 linked to the VI Regional Research and Innovation Plan of the Regional Government of Extremadura.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Hoffmann Souza, M.L.; Da Costa, C.A.; Oliveira Ramos, G.D.; Da Rosa Righi, R. A survey on decision-making based on system reliability in the context of Industry 4.0. J. Manuf. Syst. 2020, 56, 133–156. [Google Scholar] [CrossRef]
- Cavalieri, S.; Salafia, M.G. A Model for Predictive Maintenance Based on Asset Administration Shell. Sensors 2020, 20, 6028. [Google Scholar] [CrossRef] [PubMed]
- Baum, J.; Laroque, C.; Oeser, B.; Skoogh, A.; Subramaniyan, M. Applications of Big Data analytics and Related Technologies in Maintenance—Literature-Based Research. Machines 2018, 6, 54. [Google Scholar] [CrossRef] [Green Version]
- Bouabdallaoui, Y.; Lafhaj, Z.; Yim, P.; Ducoulombier, L.; Bennadji, B. Predictive Maintenance in Building Facilities: A Machine Learning-Based Approach. Sensors 2021, 21, 1044. [Google Scholar] [CrossRef]
- Tan, Y.; Yang, W.; Yoshida, K.; Takakuwa, S. Application of IoT-Aided Simulation to Manufacturing Systems in Cyber-Physical System. Machines 2019, 7, 2. [Google Scholar] [CrossRef] [Green Version]
- Ghaleb, M.; Taghipour, S.; Sharifi, M.; Zolfagharinia, H. Integrated production and maintenance scheduling for a single degrading machine with deterioration-based failures. Comput. Ind. Eng. 2020, 143, 106432. [Google Scholar] [CrossRef]
- Duffuaa, S.; Kolus, A.; Al-Turki, U.; El-Khalifa, A. An integrated model of production scheduling, maintenance and quality for a single machine. Comput. Ind. Eng. 2020, 142, 106239. [Google Scholar] [CrossRef]
- Panagiotis, H.T.; Arvanitoyannis, J.S.; Varzakas, T.H. Reliability and maintainability analysis of cheese (feta) production line in a Greek medium-size company: A case study. J. Food Eng. 2009, 94, 233–240. [Google Scholar] [CrossRef]
- Rahmati, S.H.A.; Ahmadi, A.; Karimi, B. Developing simulation-based optimization mechanism for a novel stochastic reliability centered maintenance problem. Sci. Iran. E 2018, 25, 2788–2806. [Google Scholar] [CrossRef] [Green Version]
- Niu, G.C.; Wang, Y.; Hu, Z.; Zhao, Q.; Hu, D.M. Application of AHP and EIE in Reliability Analysis of Complex Production Lines Systems. Math. Probl. Eng. 2019, 2019, 7238785. [Google Scholar] [CrossRef] [Green Version]
- Jiři, D.; Tuhý, T.; Jančíková, Z.K. Method for optimizing maintenance location within the industrial plant. Int. Sci. J. Logist. 2019, 6, 55–62. [Google Scholar] [CrossRef]
- Liberopoulos, G.; Tsarouhas, P. Reliability analysis of an automated pizza production line. J. Food Eng. 2005, 69, 79–96. [Google Scholar] [CrossRef]
- Gharbi, A.; Kenne, J.-P.; Beit, M. Optimal safety stocks and preventive maintenance periods in unreliable manufacturing systems. Int. J. Prod. Econ. 2007, 107, 422–434. [Google Scholar] [CrossRef] [Green Version]
- Mauricio-Moreno, H.; Miranda, J.; Chavarría, D.; Ramírez-Cadena, M.; Molina, A. Design S3-RF (Sustainable x Smart x Sensing—Reference Framework) for the Future Manufacturing Enterprise. Science Direct. IFAC Pap. Line 2015, 48, 58–63. [Google Scholar] [CrossRef]
- Weichhart, G.; Molina, A.; Chen, D.; Whitman, L.E.; Vernadat, F. Challenges and current developments for Sensing, Smart and Sustainable Enterprise Systems. Comput. Ind. 2016, 79, 34–46. [Google Scholar] [CrossRef]
- Miranda, J.; Pérez-Rodríguez, R.; Borja, V.; Wright, P.K.; Molina, A. Integrated Product, Process and Manufacturing System Development Reference Model to develop Cyber-Physical Production Systems–The Sensing, Smart and Sustainable Microfactory Case Study. Science Direct. FAC Pap. Line 2017, 50, 13065–13071. [Google Scholar] [CrossRef]
- Botch, B.; Rajagopal, V.; Bukkapatnam, S.T. Process-machine interactions and a multi-sensor fusion approach to predict surface roughness in cylindrical plunge grinding process. Procedia Manuf. 2018, 26, 700–711. [Google Scholar] [CrossRef]
- Miranda, J.; Ponce, P.; Molina, A.; Wright, P. Sensing, smart and sustainable technologies for Agri-Food 4.0. Comput. Ind. 2019, 108, 21–36. [Google Scholar] [CrossRef]
- Ponce, P.; Meier, A.; Miranda, J.; Molina, A.; Peffer, T. The Next Generation of Social Products Based on Sensing, Smart and Sustainable (S3) Features: A Smart Thermostat as Case Study. Science Direct. IFAC Pap. Line 2019, 52, 2390–2395. [Google Scholar] [CrossRef]
- Alcácer, V.; Cruz-Machado, V. Scanning the Industry 4.0: A Literature Review on Technologies for Manufacturing Systems. Eng. Sci. Technol. Int. J. 2019, 22, 899–919. [Google Scholar] [CrossRef]
- Phuyal, S.; Bista, D.; Bista, R. Challenges, Opportunities and Future Directions of Smart Manufacturing: A State of Art Review. Sustain. Futures 2020, 2, 100023. [Google Scholar] [CrossRef]
- Longfei, H.; Mei, X.; Bin, G. Internet-of-things enabled supply chain planning and coordination with big data services: Certain theoretic implications. J. Manag. Sci. Eng. 2020, 5, 1–22. [Google Scholar] [CrossRef]
- Singh, A.; Payal, A.; Bharti, S. A walkthrough of the emerging IoT paradigm: Visualizing inside functionalities, key features, and open issues. J. Netw. Comput. Appl. 2019, 143, 111–151. [Google Scholar] [CrossRef]
- Kim, S.; Pérez Del Castillo, R.; Caballero, I.; Lee, J.; Lee, C.; Lee, D.; Lee, S.; Mate, A. Extending Data Quality Management for Smart Connected Product Operations. IEEE Access 2019, 7, 144663–144678. [Google Scholar] [CrossRef]
- Perez-Castillo, R.; Carretero, A.G.; Rodriguez, M.; Caballero, I.; Piattini, M. Data Quality Best Practices in IoT Environments. In Proceedings of the International Conference on the Quality of Information and Communications Technology, Coimbra, Portugal, 4–7 September 2018. [Google Scholar] [CrossRef]
- Alsharif, M.; Rawat, D.B. Study of Machine Learning for Cloud Assisted IoT Security as a Service. Sensors 2021, 21, 1034. [Google Scholar] [CrossRef] [PubMed]
- Luque, A.; Estela Peralta, M.; De las Heras, A.; Córdoba, A. State of the Industry 4.0 in the Andalusian food sector. Proc. Manuf. 2017, 13, 1199–1205. [Google Scholar] [CrossRef]
- Corallo, A.; Latino, M.E.; Menegoli, M. From Industry 4.0 to Agriculture 4.0: A Framework to Manage Product Data in Agri-Food Supply Chain for Voluntary Traceability. Int. J. Nutr. Food Eng. 2018, 12, 5. [Google Scholar]
- Short, A.R.; Leligou, H.C.; Theocharis, E. Execution of a Federated Learning process within a smart contract. In Proceedings of the 2021 IEEE International Conference on Consumer Electronics (ICCE), Las Vegas, NV, USA, 10–12 January 2021. [Google Scholar] [CrossRef]
- Escobar, L.; Carvajal, L.; Naranjo, J.; Ibarra, A.; Villacís, C.; Zambrano, M.; Galárraga, F. Design and implementation of complex systems using Mechatronics and Cyber-Physical Systems approaches. In Proceedings of the International Conference on Mechatronics an Automation, Takamatsu, Japan, 6–9 August 2017. [Google Scholar]
- Jamaludin, J.; Mohd Rohani, J. Cyber-Physical System (CPS): State of the Art. In Proceedings of the 2018 International Conference on Computing, Electronic and Electrical Engineering (ICE Cube), Quetta, Pakistan, 12–13 November 2018. [Google Scholar] [CrossRef]
- Villarreal Lozanoa, C.; Kathiresh Vijayan, K. Literature review on Cyber Physical Systems Design. Procedia Manuf. 2020, 45, 295–300. [Google Scholar] [CrossRef]
- Capota, E.A.; Sorina Stangaciu, C.; Victor Micea, M.; Curiac, D.-I. Towards mixed criticality task scheduling in cyber physical systems: Challenges and perspectives. J. Syst. Softw. 2019, 156, 204–216. [Google Scholar] [CrossRef]
- Colombo, A.W.; Karnouskos, S.; Kaynak, O.; Shi, Y.; Yin, S. Industrial Cyberphysical Systems: A Backbone of the Fourth Industrial Revolution. IEEE Ind. Electron. Mag. 2017, 11, 6–16. [Google Scholar] [CrossRef]
- Iqbal, R.; Doctor, F.; More, B.; Mahmud, S.; Yousuf, U. Big Data analytics and Computational Intelligence for Cyber–Physical Systems: Recent trends and state of the art applications. Future Gener. Comput. Syst. 2020, 105, 766–778. [Google Scholar] [CrossRef] [Green Version]
- Meng, K.; Cao, Y.; Peng, X.; Prybutok, V.; Youcef-Toumi, K. Smart recovery decision-making for end-of-life products in the context of ubiquitous information and computational intelligence. J. Clean. Prod. 2020, 272, 122804. [Google Scholar] [CrossRef]
- Stary, C. Digital Twin Generation: Re-Conceptualizing Agent Systems for Behavior-Centered Cyber-Physical System Development. Sensors 2021, 21, 1096. [Google Scholar] [CrossRef]
- Schützer, K.; De Andrade Bertazzia, J.; Sallati, C.; Anderl, R.; Zancul, E. Contribution to the development of a Digital Twin based on product lifecycle to support the manufacturing process. Procedia CIRP 2019, 84, 82–87. [Google Scholar] [CrossRef]
- Ganguli, R.; Adhikari, S. The digital twin of discrete dynamic systems: Initial approaches and future challenges. Appl. Math. Model. 2020, 77, 1110–1128. [Google Scholar] [CrossRef]
- Xia, K.; Sacco, C.; Kirkpatrick, M.; Saidy, C.; Nguyen, L.; Kircaliali, A.; Harik, R. A digital twin to train deep reinforcement learning agent for smart manufacturing plants: Environment, interfaces and intelligence. J. Manuf. Syst. 2021, 58, 210–230. [Google Scholar] [CrossRef]
- Liu, M.; Fang, S.; Dong, H.; Xu, C. Review of digital twin about concepts, technologies, and industrial applications. J. Manuf. Syst. 2021, 58, 346–361. [Google Scholar] [CrossRef]
- Ritto, T.G.; Rochinha, F.A. Digital twin, physics-based model, and machine learning applied to damage detection in structures. Mech. Syst. Signal Process. 2021, 155, 107614. [Google Scholar] [CrossRef]
- Lin, T.Y.; Jia, Z.; Yang, C.; Xiao, Y.; Lan, S.; Shi, G.; Zeng, B.; Li, H. Evolutionary digital twin: A new approach for intelligent industrial product development. Adv. Eng. Inform. 2021, 47, 101209. [Google Scholar] [CrossRef]
- Wright, L.; Davidson, S. How to tell the difference between a model and a digital twin. Adv. Modeling Simul. Eng. Sci. 2020, 7, 13. [Google Scholar] [CrossRef]
- Chakraborty, S.; Adhikari, S. Machine learning based digital twin for dynamical systems with multiple time-scales. Comput. Struct. 2021, 243, 106410. [Google Scholar] [CrossRef]
- Latifa, H.; Starly, B. A Simulation Algorithm of a Digital Twin for Manual Assembly Process. Procedia Manuf. 2020, 48, 932–939. [Google Scholar] [CrossRef]
- Ladj, A.; Wang, Z.; Meski, O.; Belkadi, F.; Ritou, M.; Da Cunha, C. A knowledge-based Digital Shadow for machining industry in a Digital Twin perspective. J. Manuf. Syst. 2021, 58, 168–179. [Google Scholar] [CrossRef]
- Lemonte, A.J. A new exponential-type distribution with constant, decreasing, increasing, upside-down bathtub and bathtub-shaped failure rate function. Comput. Stat. Data Anal. 2013, 62, 149–170. [Google Scholar] [CrossRef]
- Yang, D.Y.; Frangopol, D.M.; Han, X. Error analysis for approximate structural life-cycle reliability and risk using machine learning methods. Struct. Saf. 2021, 89, 102033. [Google Scholar] [CrossRef]
- Masachusetts Institute of Technology. Available online: https://news.mit.edu/2012/explained-sigma-0209 (accessed on 30 September 2021).
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).