
High-Sensitivity Ultrasonic Guided Wave Monitoring of Pipe Defects Using Adaptive Principal Component Analysis

 ,
, 
Abstract
:1. Introduction
- In the continuous monitoring of a pipe, there is still a probability that the instrument will produce large noise while working normally;
- Slight differences in the monitoring signals exist at different times of the day, and due to the influence of temperature on the materials, the guided wave propagation is affected too [16].
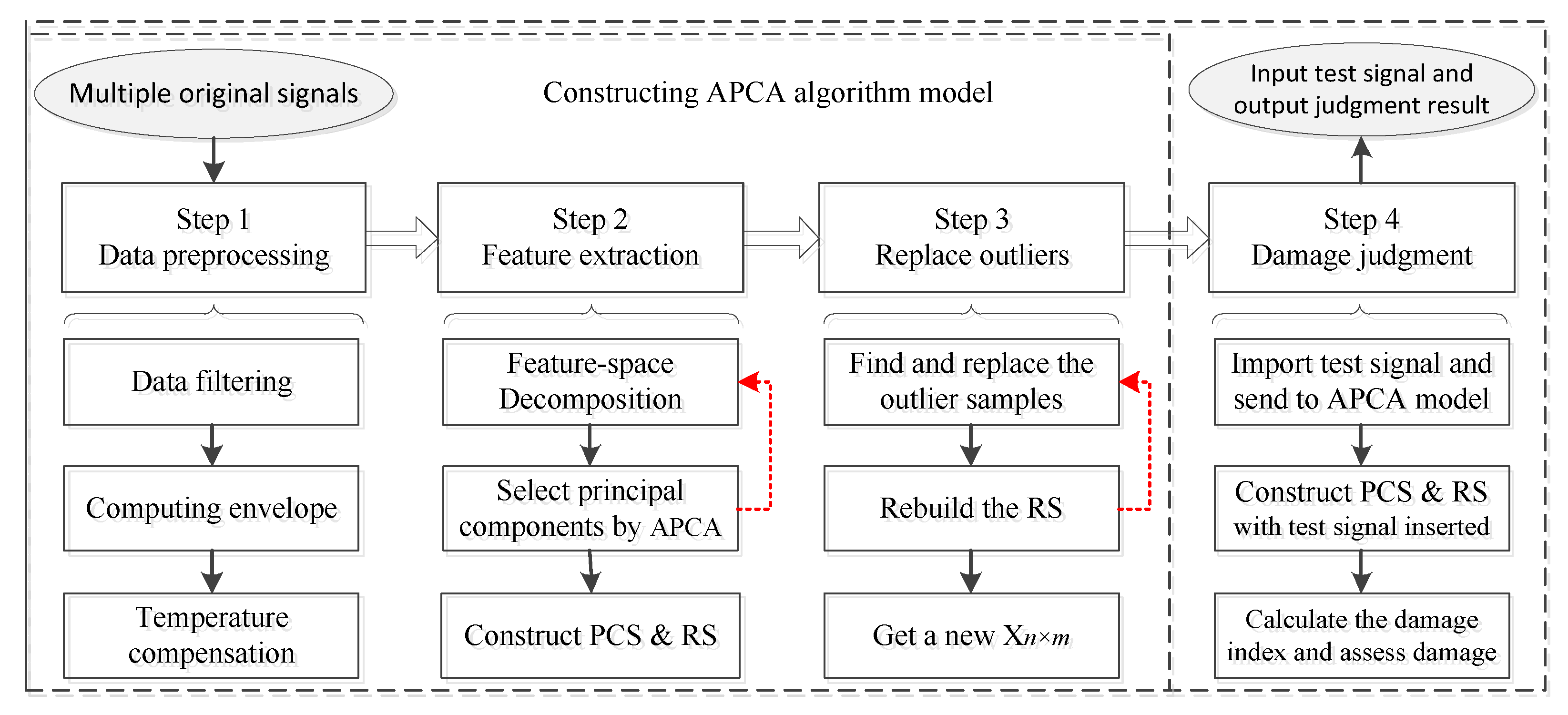
2. Signal Processing Methods
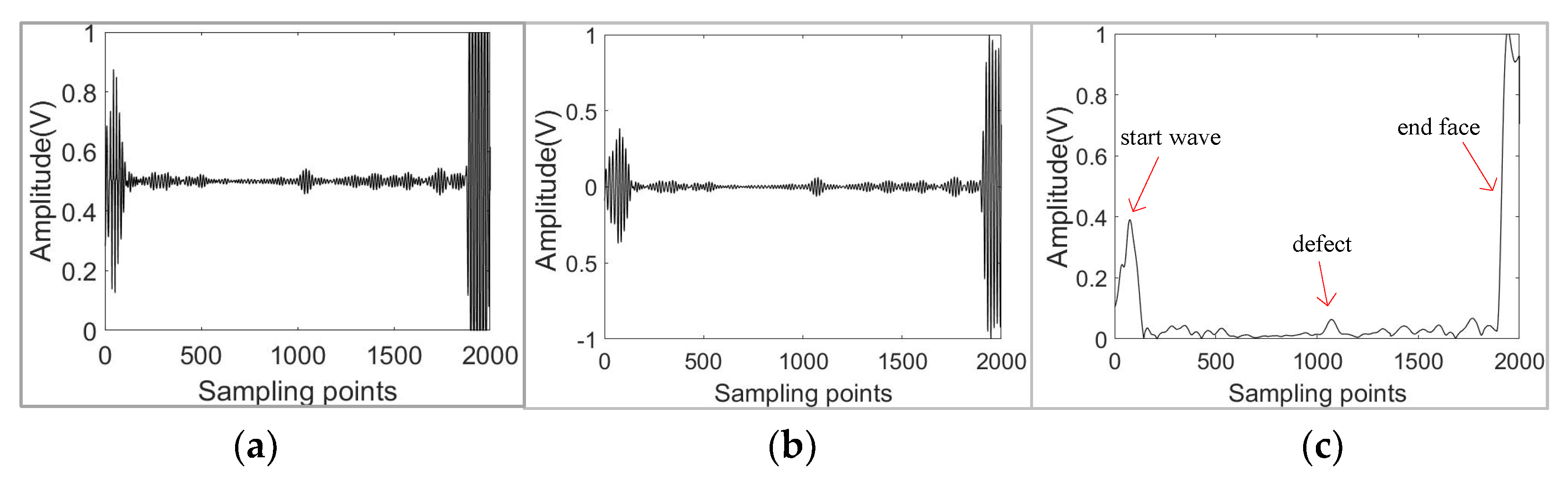
2.1. Pre-Processing
2.2. Feature Decomposition
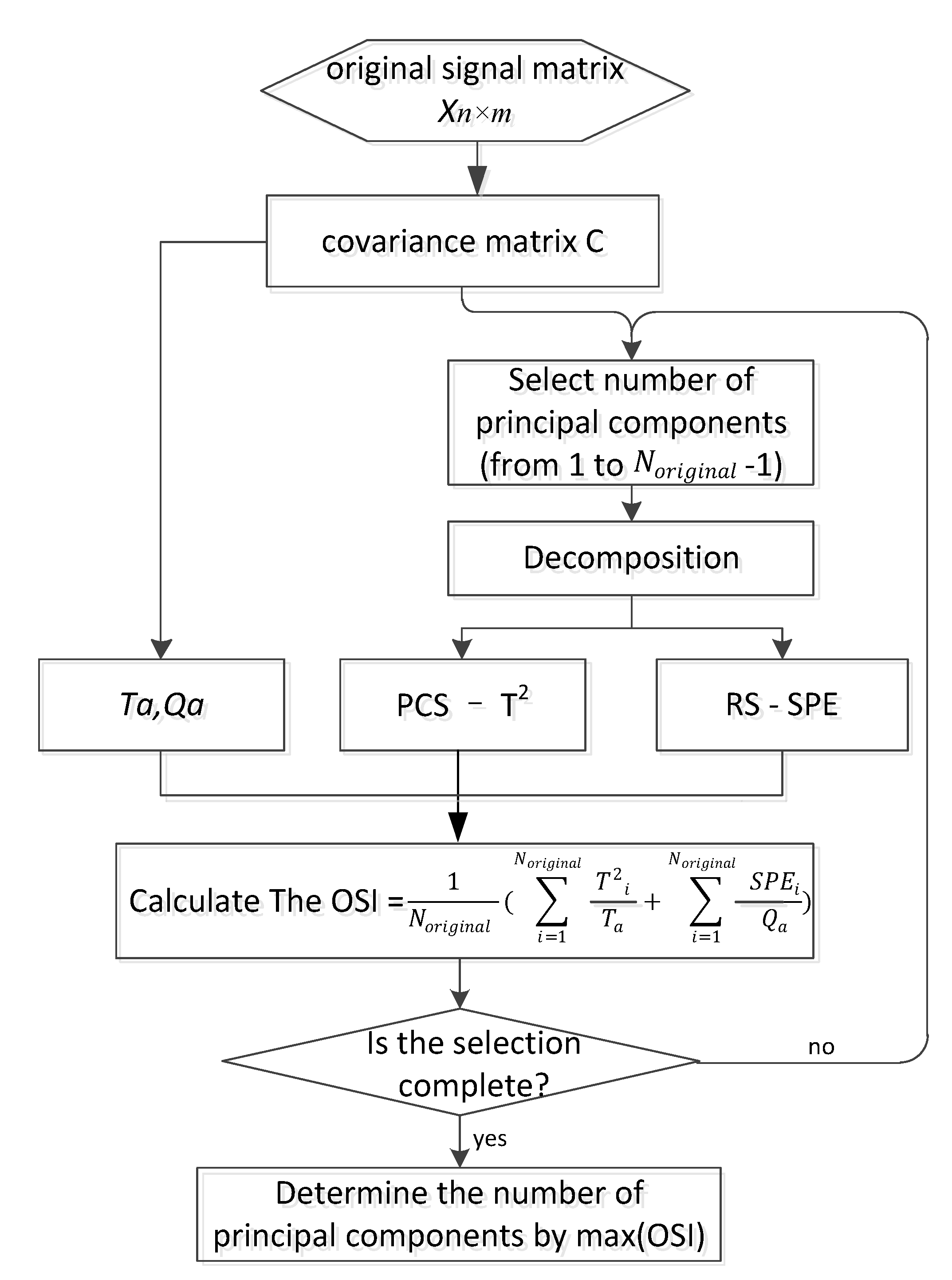
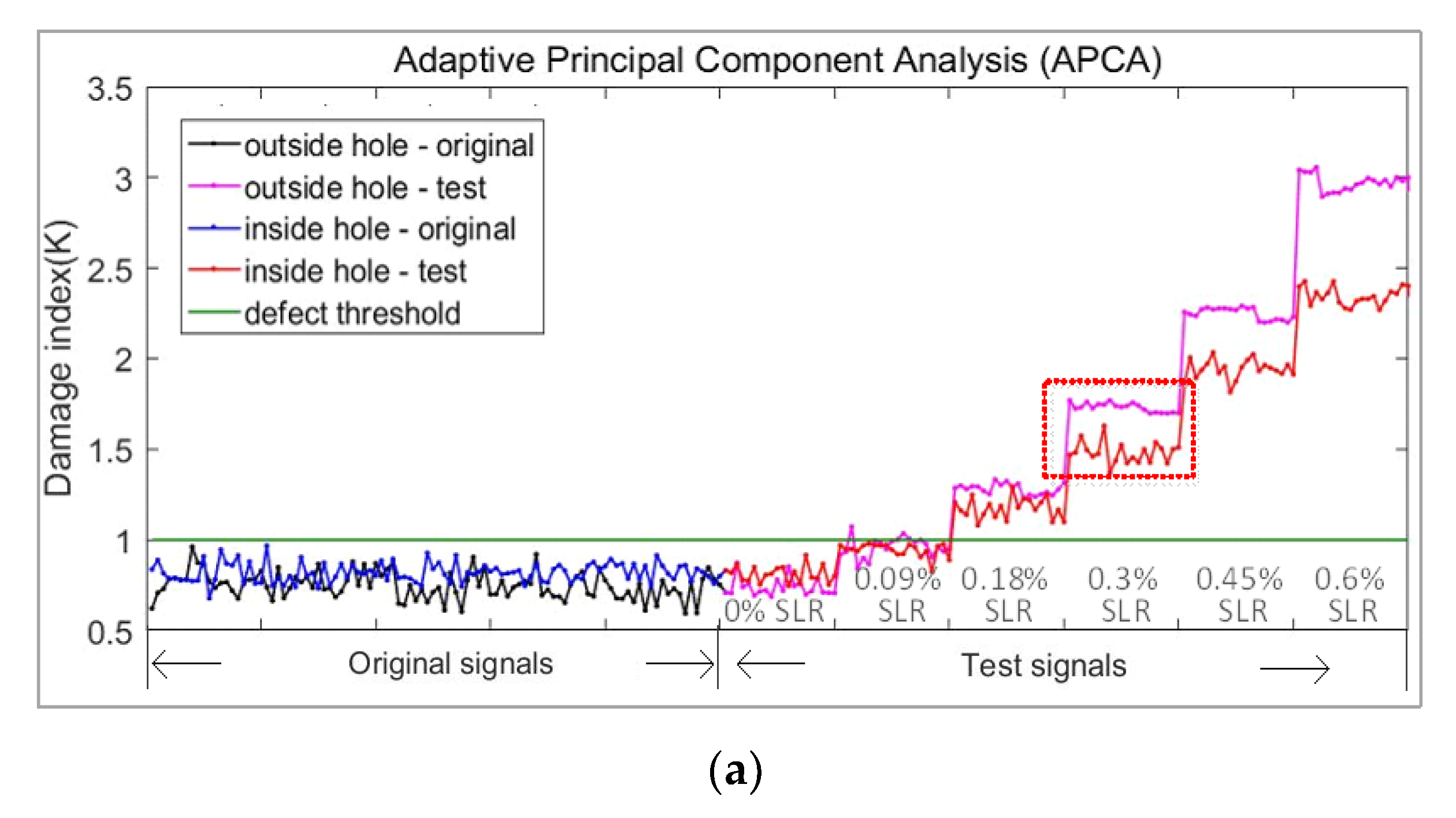
2.3. Adaptive Principal Component Analysis
2.4. Post-Processing
2.5. Damage Judgment
3. Experiments and Results
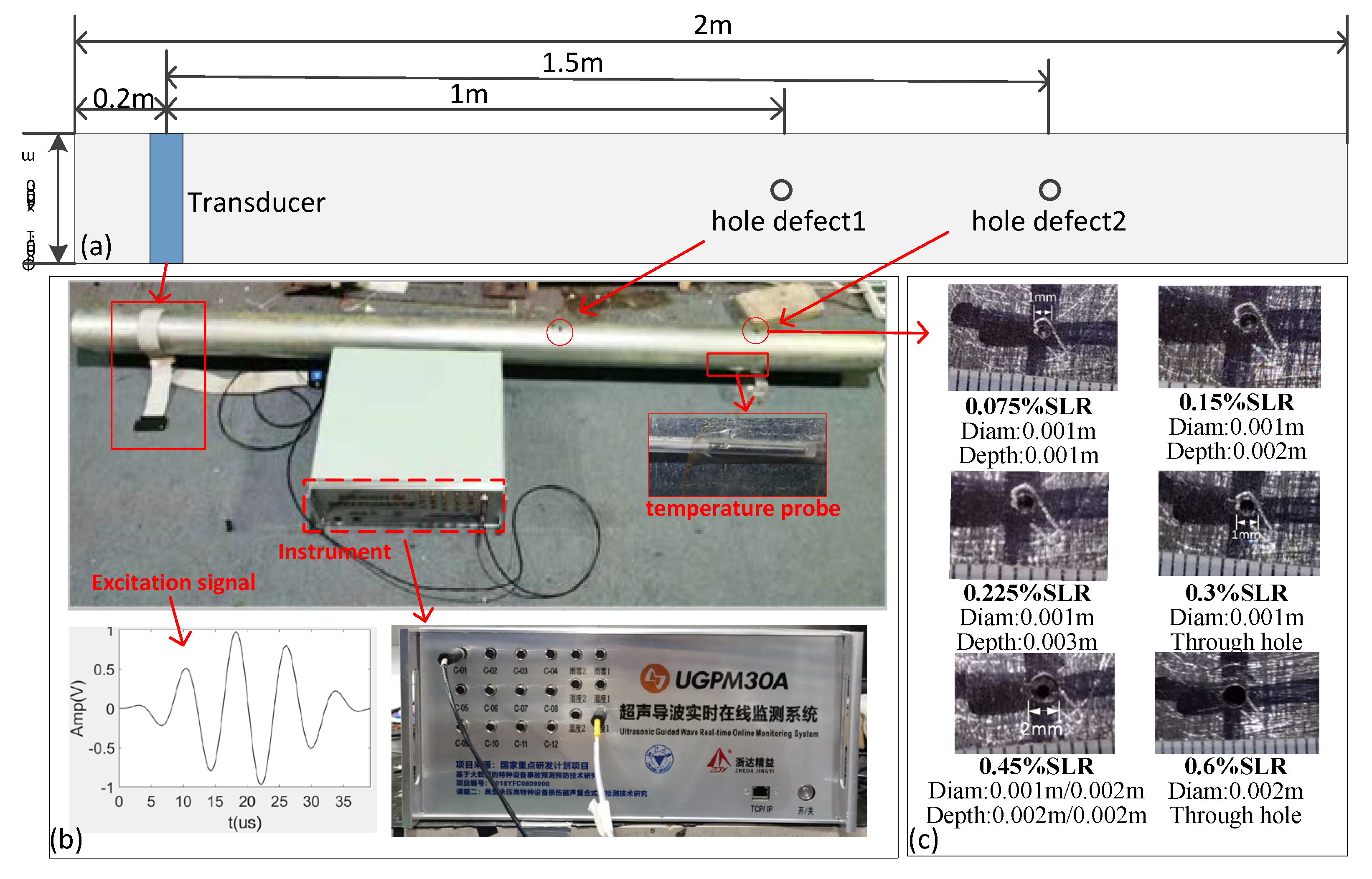
3.1. Experimental Introduction
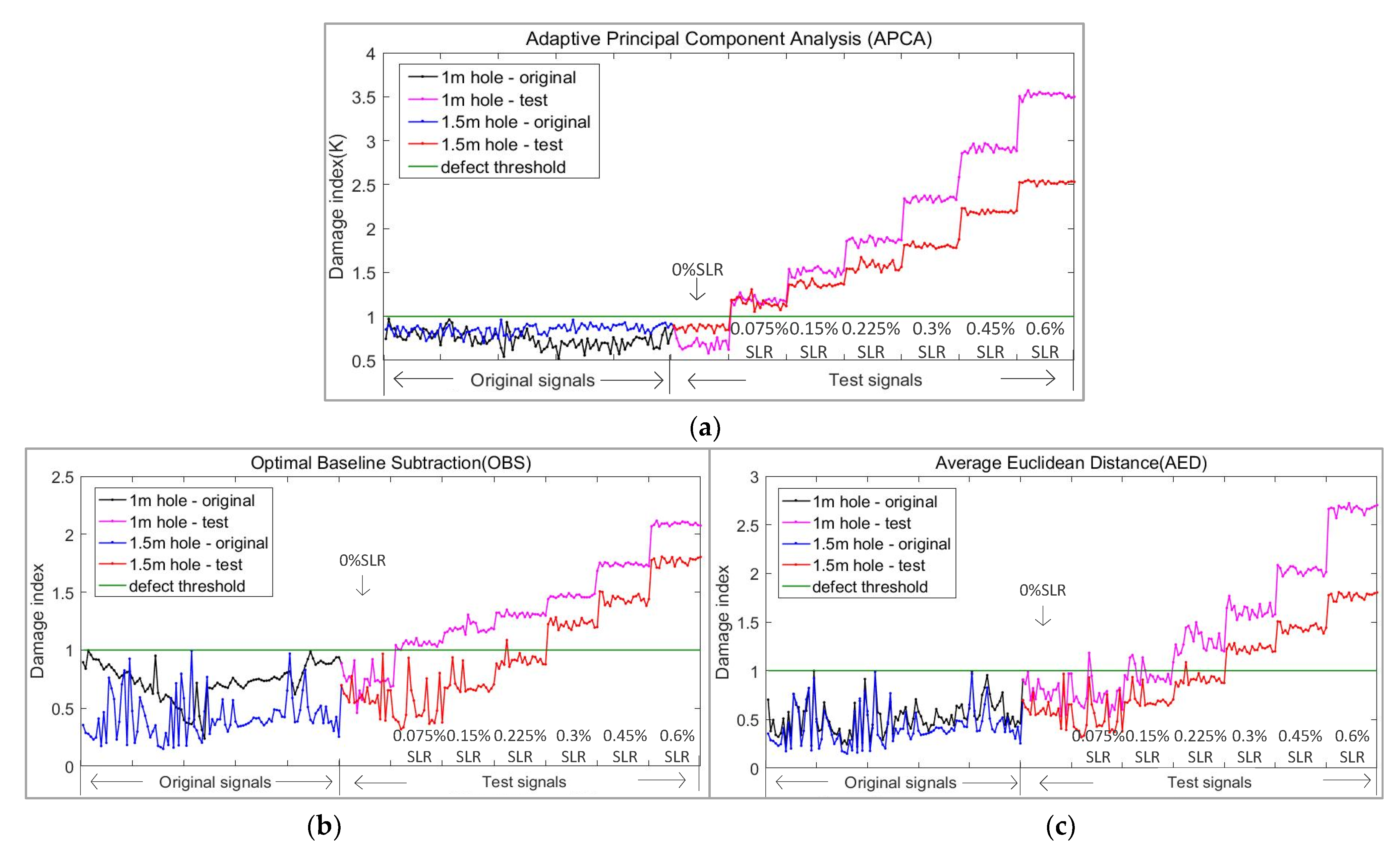
3.2. Straight Pipe Experiment
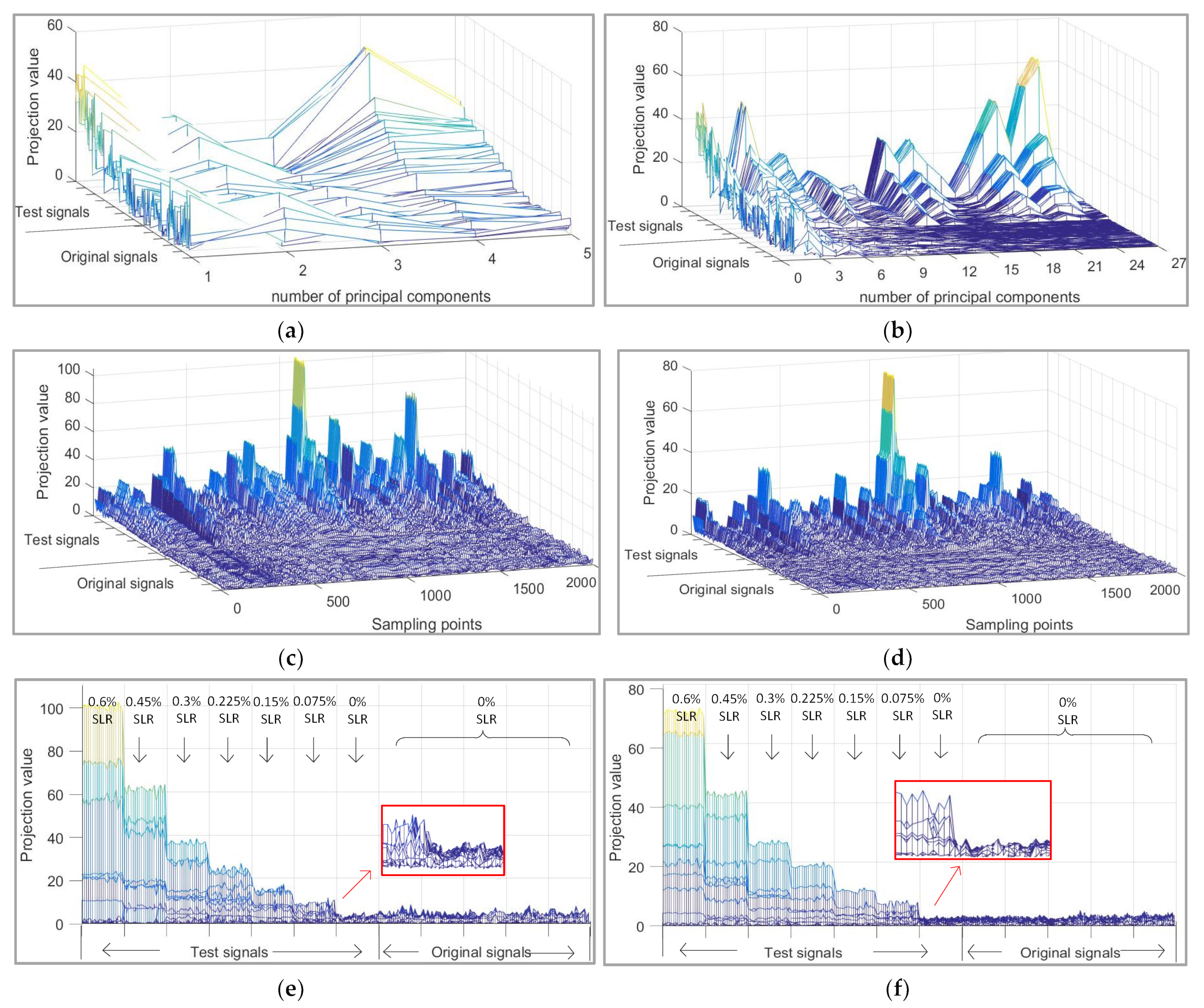
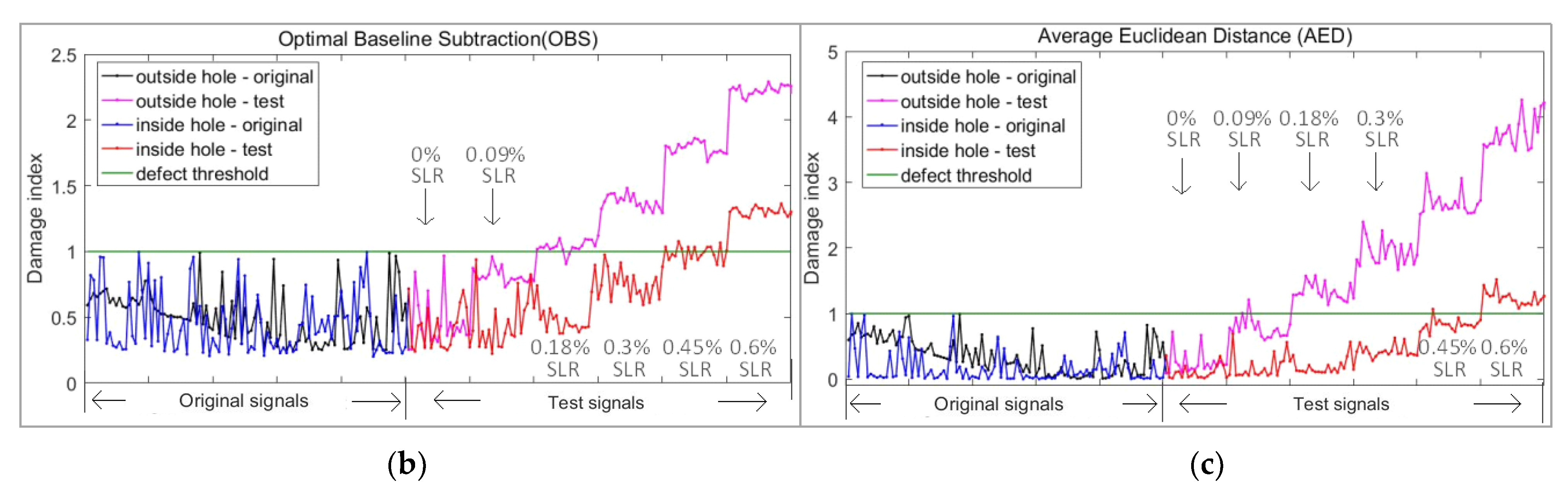
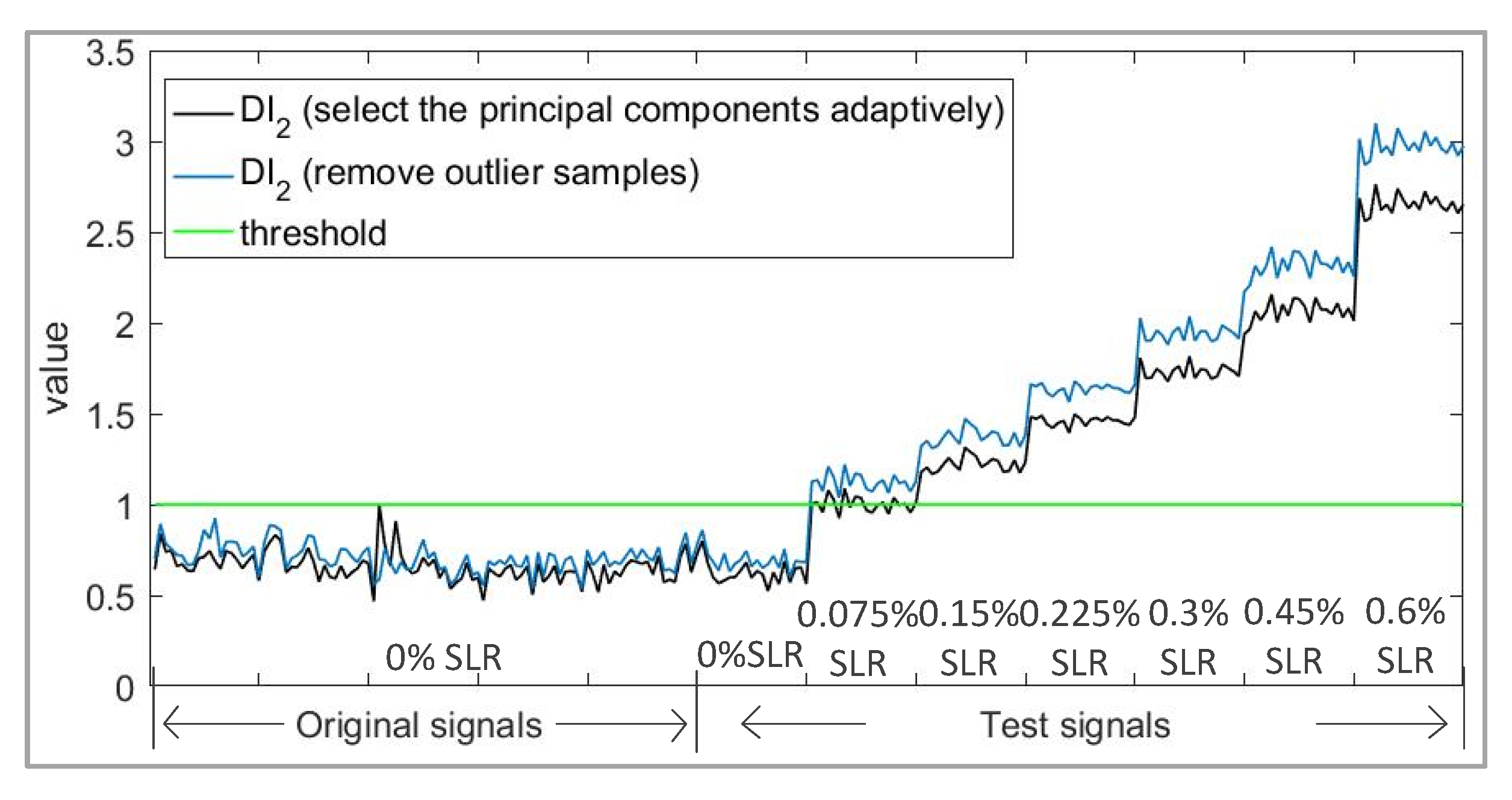
- OBS: First, we calculated the mean value of the original signals, then we subtracted it from all the signals; the max value of the subtraction result was then taken to represent a sample. The threshold was the max value of the subtraction result of original signals. The damage index can be obtained by Equation (28):where the means the original signals and test signals in the experiment, and the means the original signals. After the above processing, we can also obtain a damage index curve with a threshold of 1, as is shown in Figure 11b.
- AED: First, we calculated the mean value of the original signal, then we took the Euclidean distance between this and all signals. The damage index and threshold can be obtained by Equation (29):
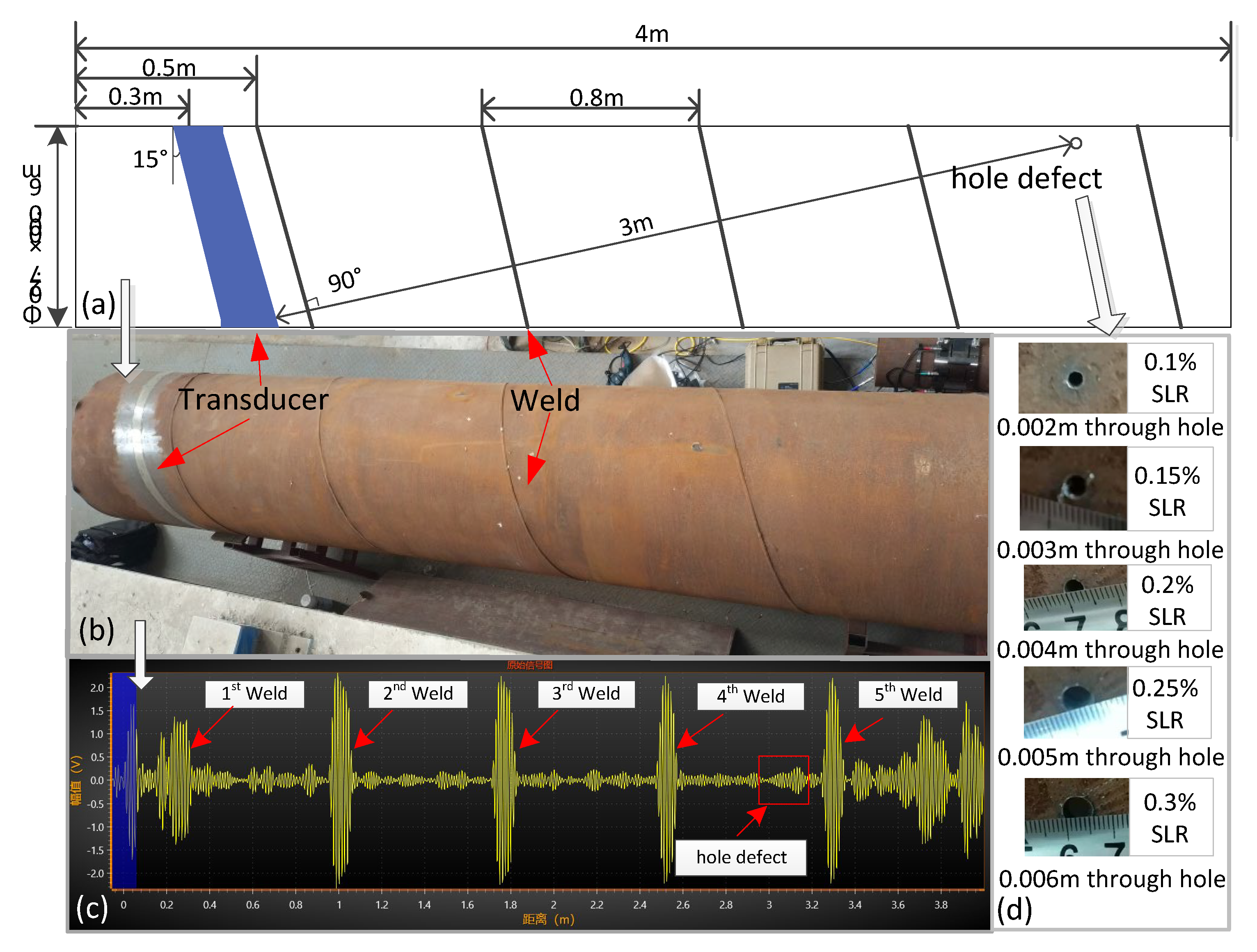
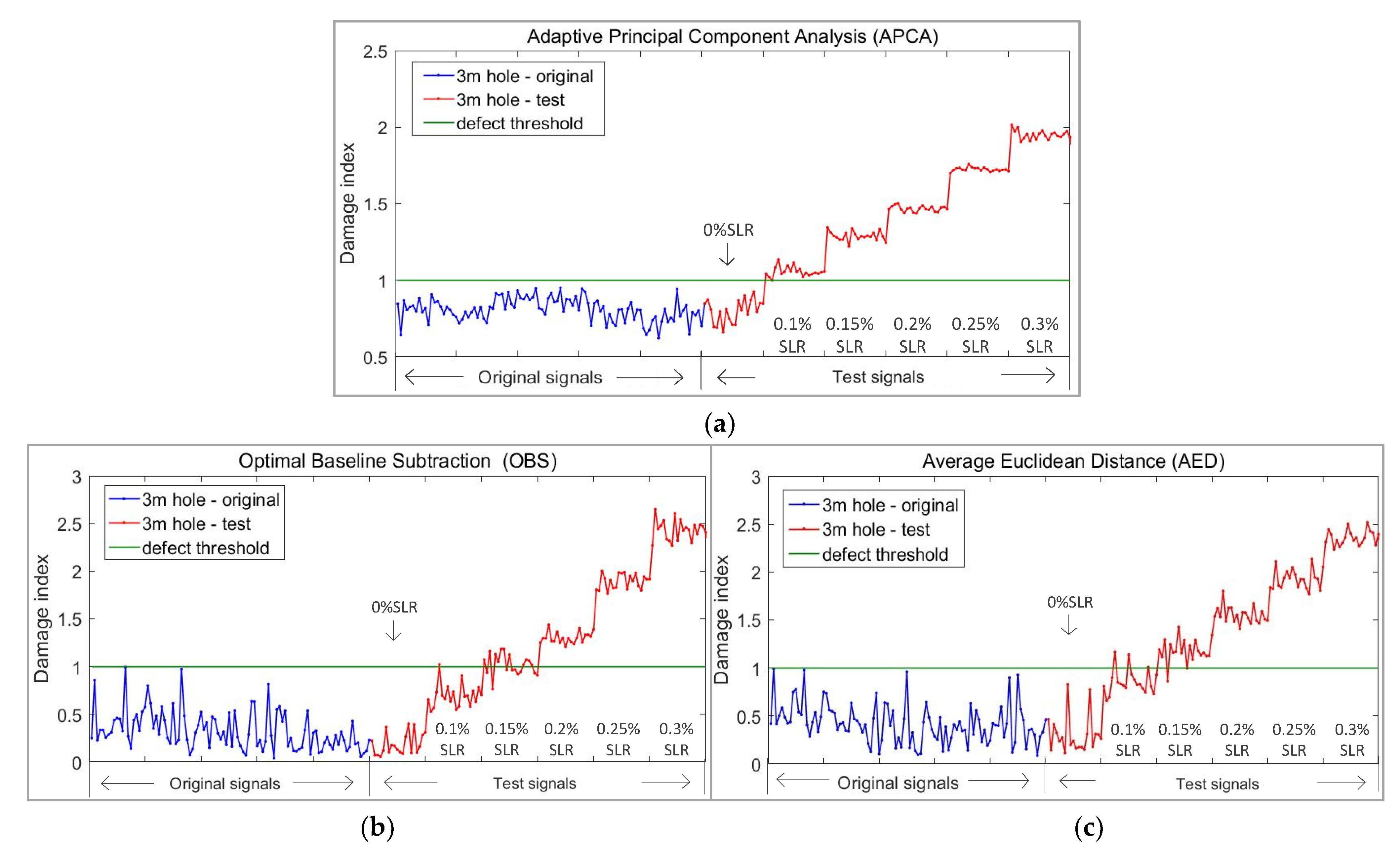
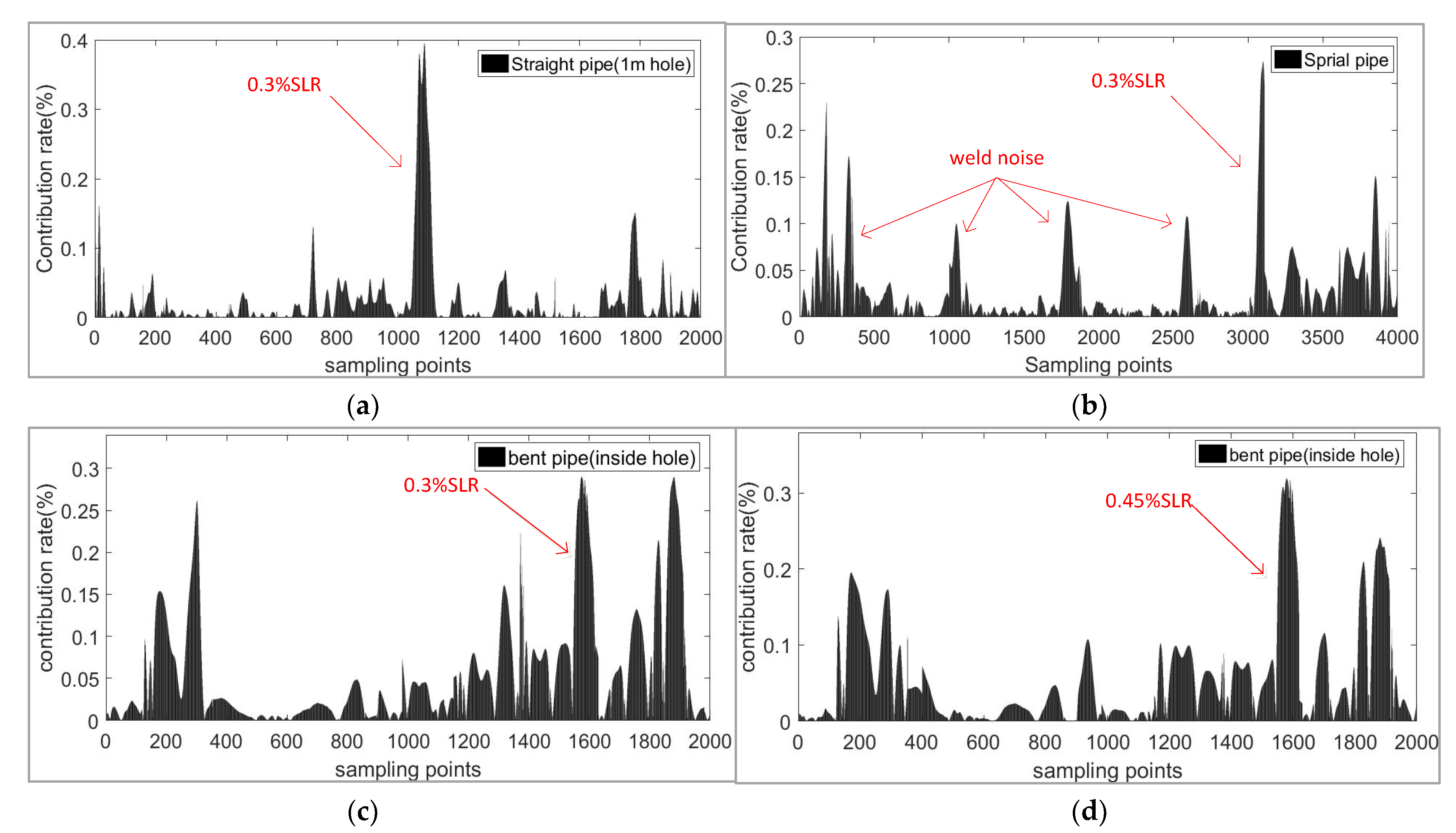
3.3. Spiral Pipe Experiment
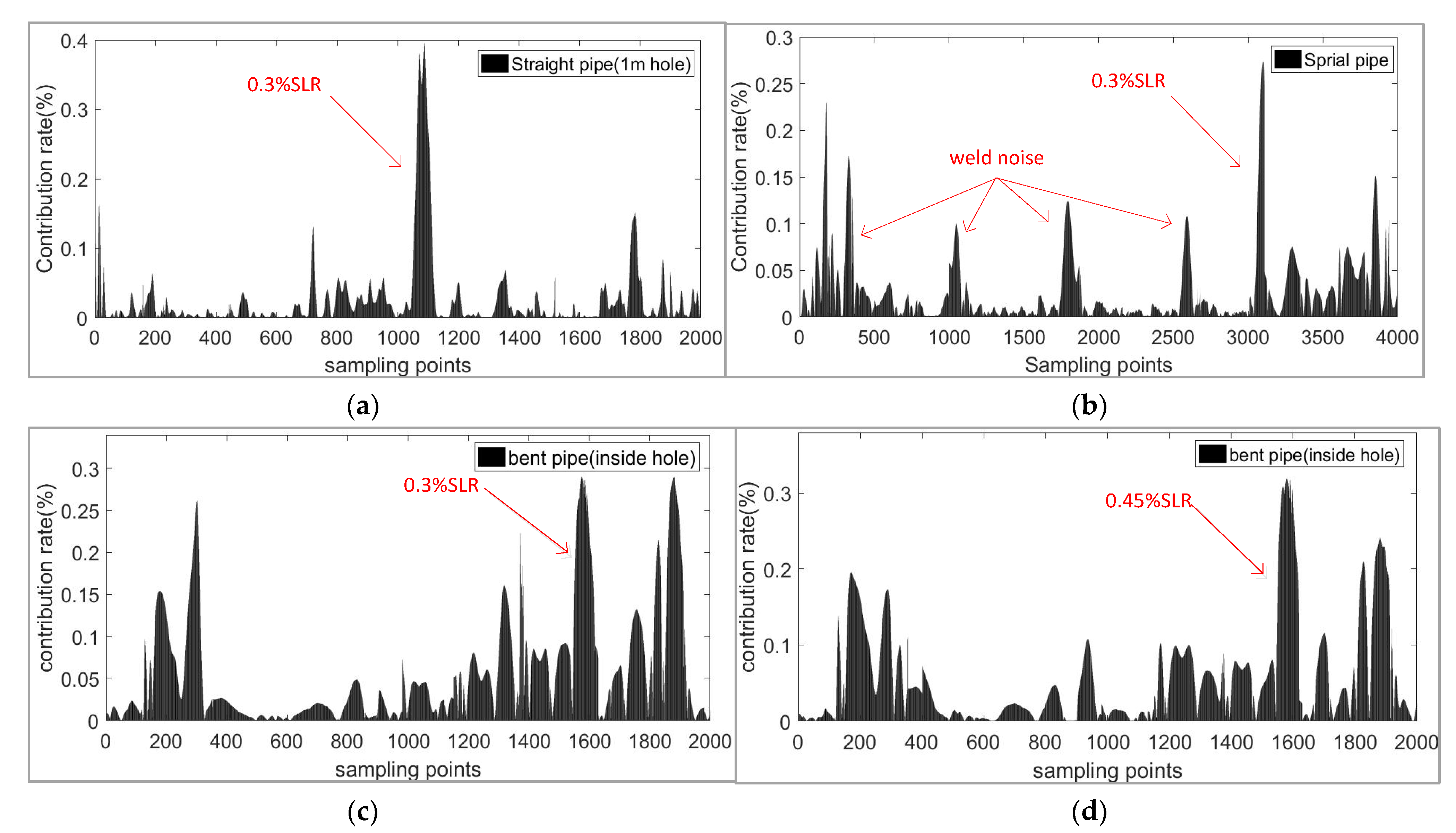
- Due to the introduction of the weld, the guided wave echo amplitude of a defect is lower, and the signal-to-noise ratio will also be affected.
- Compared with the straight pipe, the pure guided wave mode on the spiral pipe is more difficult to excite in the spiral pipe.
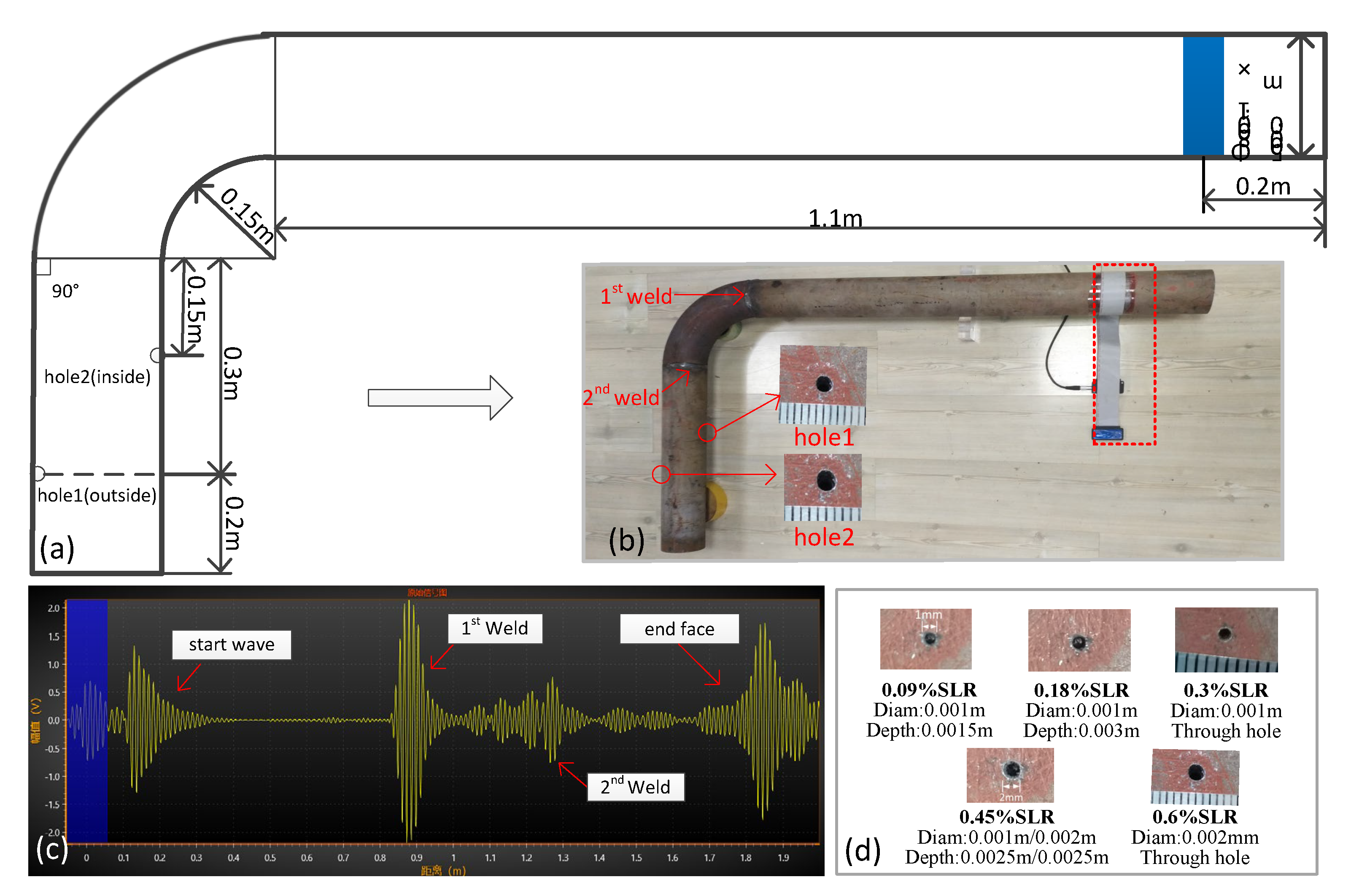
3.4. Bent Pipe Experiment
- Multiple reflections occur between two welds when the guided wave propagates; moreover, the propagation of guided waves in the bend region is often accompanied by the mode conversion and dispersion.
- The guided wave will focus on the outer surface of the elbow region, making it more difficult to monitor the inner surface [42].
3.5. Defect Localization
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rizzo, P.; Marzani, A.; Bruck, J. Ultrasonic guided waves for nondestructive evaluation/structural health monitoring of trusses. Meas. Sci. Technol. 2010, 21, 045701. [Google Scholar]
- Cong, M.; Wu, X.; Qiang, C. A longitudinal mode electromagnetic acoustic transducer (EMAT) based on a permanent magnet chain for pipe inspection. Sensors 2016, 16, 740. [Google Scholar] [CrossRef] [Green Version]
- Chukwuemeka, O.S.; Muhammad, A.K.; Andrew, S. Review of Current Guided Wave Ultrasonic Testing (GWUT) Limitations and Future Directions. Sensors 2021, 21, 811. [Google Scholar]
- Ma, J.; Lowe, M.J.S.; Simonetti, F. Feasibility study of sludge and blockage detection inside pipes using guided torsional waves. Meas. Sci. Technol. 2007, 18, 2629. [Google Scholar] [CrossRef]
- Liu, B.; He, L.Y.; Zhang, H.; Cao, Y.; Fernandes, H. The axial crack testing model for long distance oil-gas pipeline based on magnetic flux leakage internal inspection method. Measurement 2017, 103, 275–282. [Google Scholar] [CrossRef] [Green Version]
- Chu, Z.; Jiang, Z.; Mao, Z.; Shen, Y.; Gao, J.; Dong, S. Low-power eddy current detection with 1-1 type magnetoelectric sensor for pipeline cracks monitoring. Sens. Actuators A Phys. 2021, 318, 112496. [Google Scholar] [CrossRef]
- Hu, G.; Li, G.; Zhao, S.; Zhu, J.; Luo, P. Research on digital radiography and application of industrial pipeline with insulation layer. China Equip. Eng. 2021, 11, 168. [Google Scholar]
- Li, S.; Tang, Z.; Lu, F.; Luo, S.; Chen, H.; Wu, J. Pipeline damage monitoring cloud system based on ultrasonic guided wave. Nondestruct. Test. 2018, 40, 37–41. [Google Scholar]
- Bertoncini, F.; Cappelli, M.; Cordella, F.; Raugi, M. An Online Monitoring Technique for Long-Term Operation Using Guided Waves Propagating in Steel Pipe. J. Nucl. Eng. Radiat. Sci. 2017, 3, 4. [Google Scholar] [CrossRef]
- Lowe, P.S.; Lais, H.; Paruchuri, V.; Gan, T.H. Application of Ultrasonic Guided Waves for Inspection of High Density Polyethylene Pipe Systems. Sensors 2020, 20, 3184. [Google Scholar] [CrossRef] [PubMed]
- Jacques, R.C.; de Oliveira, H.H.; dos Santos, R.W.; Clarke, T.G. Design and In Situ Validation of a Guided Wave System for Corrosion Monitoring in Coated Buried Steel Pipes. J. Nondestruct. Eval. 2019, 38, 65. [Google Scholar] [CrossRef]
- Miorelli, R.; Fisher, C.; Kulakovskyi, A.; Chapuis, B.; Mesnil, O.; D’almeida, O. Defect sizing in guided wave imaging structural health monitoring using convolutional neural networks. NDT E Int. 2021, 122, 102480. [Google Scholar] [CrossRef]
- World Factory. Pipeline Corrosion Detection of SwRI Magnetostrictive Long Distance Ultrasonic Guided Wave Detection System. Available online: https://chanpin.gongchang.com/show/905753698/ (accessed on 22 June 2021).
- Rose, J.L.; Cho, Y.; Avioli, M.J. Next generation guided wave health monitoring for long range inspection of pipes. J. Loss Prev. Process Ind. 2009, 22, 1010–1015. [Google Scholar] [CrossRef]
- Jacob, D.; Peter, C. Independent Component Analysis for Improved Defect Detection in Guided Wave Monitoring. Proc. IEEE 2016, 104, 1620–1630. [Google Scholar]
- Konstantinidis, G.; Drinkwater, B.W.; Wilcox, P.D. The temperature stability of guided wave structural health monitoring systems. Smart Mater. Struct. 2006, 15, 967. [Google Scholar] [CrossRef]
- Tang, Z.; Lu, F. Technical Principles and Applications of Ultrasonic Guided Wave in Pipeline Non-destructive Testing; Metallurgical Industry Press: Beijing, China, 2019; pp. 91–113. [Google Scholar]
- Clarke, T.; Simonetti, F.; Cawley, P. Guided wave health monitoring of complex structures by sparse array systems: Influence of temperature changes on performance. J. Sound Vib. 2010, 329, 2306–2322. [Google Scholar] [CrossRef]
- Yinghui, L.; Michaels, J.E. A methodology for structural health monitoring with diffuse ultrasonic waves in the presence of temperature variations. Ultrasonics 2005, 43, 717–731. [Google Scholar]
- Han, L.; Wang, Q.; Yang, Q.; Fan, X. Leakage detection and location analysis of underwater gas pipeline based on distributed optical fiber sensing. Chin. J. Sens. Actuators 2015, 28, 1097–1102. [Google Scholar]
- Li, P.; Li, J.; Wen, Y.; Yang, J.; Wen, J. Distributed monitoring system for leakage of water pipe network. J. New Ind. 2011, 1, 50–57. [Google Scholar]
- Fan, S.; Hao, D.; Feng, Y.; Xia, K.; Yang, W. A Hybrid Model for Air Quality Prediction Based on Data Decomposition. Information 2021, 12, 210. [Google Scholar] [CrossRef]
- Eybpoosh, M.; Bergés, M.; Noh, H.Y. Nonlinear feature extraction methods for removing temperature effects in multi-mode guided-waves in pipes. Proc. SPIE 2015, 9437, 16. [Google Scholar]
- Ruiz, M.; Mujica, L.; Sierra-Perez, J.; Pozo, F.; Rodellar, J. Multiway principal component analysis contributions for structural damage localization. Struct. Health Monit. 2018, 17, 1151–1165. [Google Scholar] [CrossRef] [Green Version]
- Wu, J.; Tang, Z.; Lv, F.; Yang, K.; Yun, C.B.; Duan, Y. Ultrasonic guided wave-based switch rail monitoring using independent component analysis. Meas. Sci. Technol. 2018, 29, 11. [Google Scholar] [CrossRef]
- Abdelgawad, A.; Mahmud, A.; Yelamarthi, K. Butterworth Filter Application for Structural Health Monitoring. Int. J. Handheld Comput. Res. 2016, 7, 15–29. [Google Scholar] [CrossRef]
- Pavlopoulou, S.; Staszewski, W.J.; Soutis, C. Evaluation of instantaneous characteristics of guided ultrasonic waves for structural quality and health monitoring. Struct. Control. Health Monit. 2013, 20, 937–955. [Google Scholar] [CrossRef]
- Wang, Y.; Huo, F.; Wang, H.; Sun, X.; Xu, Y.; Yue, Y. Effect of high temperature on electromagnetic ultrasonic detection and its compensation algorithm. Transducer Microsyst. Technol. 2020, 39, 114–117, 121. [Google Scholar]
- Alcala, C.F.; Dunia, R.; Qin, S.J. Monitoring of Dynamic Processes with Subspace Identification and Principal Component Analysis. IFAC Proc. Vol. 2012, 45, 684–689. [Google Scholar] [CrossRef]
- Sharifi, R.; Langari, L. Isolability of faults in sensor fault diagnosis. Mech. Syst. Signal Process. 2011, 25, 2733–2744. [Google Scholar] [CrossRef]
- Zhichao, L.; Xuefeng, Y. Ensemble learning model based on selected diverse principal component analysis models for process monitoring. J. Chemom. 2018, 32, 6. [Google Scholar]
- Lam, K.C.; Hu, T.S.; Ng, S.T. Using the principal component analysis method as a tool in contractor pre-qualification. Constr. Manag. Econ. 2005, 23, 673–684. [Google Scholar] [CrossRef]
- Wang, J.; Qin, J.S. A new subspace identification approach based on principal component analysis. J. Proc. Cont. 2002, 12, 841–855. [Google Scholar] [CrossRef]
- Jansson, M.; Wahlberg, B. On consistency of subspace methods for system identification. Automatica 1998, 34, 1507–1519. [Google Scholar] [CrossRef]
- Sheng, Z.; Xie, Q.; Pan, C. Probability Theory and Mathematical Statistics; Higher Education Press: Beijing, China, 2020; ISBN 978-7-04-051660-9. [Google Scholar]
- Rose, L.J. Ultrasonic Wave in Solid Media; Cambridge University Press: Cambridge, UK, 1999; ISBN 052-1-640-432. [Google Scholar]
- Hayashi, T.; Tamayama, C.; Murase, M. Wave structure analysis of guided waves in a bar with an arbitrary cross section. Ultrasonics 2006, 44, 17–24. [Google Scholar] [CrossRef]
- Dong, W.R.; Shuai, J.; Kui, X.U. Numerical simulation study of detection in pipes using T(0,1) mode ultrasonic guided waves. Nondestruct. Test. 2008, 3, 149–152. [Google Scholar]
- Zhang, X.; Tang, Z.; Lv, F.; Pan, X. Helical comb magnetostrictive patch transducers for inspecting spiral welded pipes using flexural guided waves. Ultrasonics 2017, 74, 5. [Google Scholar] [CrossRef]
- Vinogradov, S. Tuning of Torsional Mode Guided Wave Technology for Screening of Carbon Steel Heat Exchanger Tubing. Mater. Eval. 2008, 66, 419–424. [Google Scholar]
- Oh, S.-B.; Cheong, Y.-M.; Lee, D.-H.; Kim, K.-M. Magnetostrictive Guided Wave Technique Verification for Detection and Monitoring Defects in the Pipe Weld. Materials 2019, 12, 867. [Google Scholar] [CrossRef] [Green Version]
- Qi, M.; Zhou, S.; Ni, J.; Li, Y. Investigation on ultrasonic guided waves propagation in elbow pipe. Int. J. Press. Vessel. Pip. 2016, 139–140, 250–255. [Google Scholar] [CrossRef]
- Liu, W.; Tang, Z.; Lv, F.; Zheng, Y.; Zhang, P.; Chen, X. Numerical Investigation of Locating and Identifying Pipeline Reflectors Based on Guided-Wave Circumferential Scanning and Phase Characteristics. Appl. Sci. 2020, 10, 1799. [Google Scholar] [CrossRef] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Signals | Defects | Distance (m) | Number of Signals | Temperature (°C) |
|---|---|---|---|---|
| Original signals | Before producing hole (0% SLR) | / | 100 | 21.4–24.6 |
| Test signals | Before producing hole (0% SLR) | 1 | 20 | 22.8–23.8 |
| Hole Defect 1 (0.075% SLR) | 1 | 20 | 21.2–22.2 | |
| Hole Defect 2 (0.15% SLR) | 1 | 20 | 24.8–25.2 | |
| Hole Defect 3 (0.225% SLR) | 1 | 20 | 23.3–24.5 | |
| Hole Defect 4 (0.3% SLR) | 1 | 20 | 23.3–23.6 | |
| Hole Defect 5 (0.45% SLR) | 1 | 20 | 22.9–23.9 | |
| Hole Defect 6 (0.6% SLR) | 1 | 20 | 23.8–24.6 |
| Signals | Defects | Distance (m) | Number of signals | Temperature (°C) |
|---|---|---|---|---|
| Original signals | Before producing hole (0% SLR) | / | 100 | 20.8–24.4 |
| Test signals | Before producing hole (0% SLR) | 1.5 | 20 | 23.2–23.5 |
| Hole defect 1 (0.075% SLR) | 1.5 | 20 | 23.5–24.3 | |
| Hole Defect 2 (0.15% SLR) | 1.5 | 20 | 23.5–24.1 | |
| Hole Defect 3 (0.225% SLR) | 1.5 | 20 | 23.8–24.6 | |
| Hole Defect 4 (0.3% SLR) | 1.5 | 20 | 22.2–22.8 | |
| Hole Defect 5 (0.45% SLR) | 1.5 | 20 | 22.4–23.6 | |
| Hole Defect 6 (0.6% SLR) | 1.5 | 20 | 22.4–23.0 |
| Algorithm | 0% SLR | 0.075% SLR | 0.15% SLR | 0.225% SLR | 0.3% SLR | 0.45% SLR | 0.6% SLR |
|---|---|---|---|---|---|---|---|
| Error | Accuracy | Accuracy | Accuracy | Accuracy | Accuracy | Accuracy | |
| APCA | 0% | 100% | 100% | 100% | 100% | 100% | 100% |
| OBS | 0% | 90% | 100% | 100% | 100% | 100% | 100% |
| AED | 0% | 5% | 30% | 100% | 100% | 100% | 100% |
| Algorithm | 0% SLR | 0.075% SLR | 0.15% SLR | 0.225% SLR | 0.3% SLR | 0.45% SLR | 0.6% SLR |
|---|---|---|---|---|---|---|---|
| Error | Accuracy | Accuracy | Accuracy | Accuracy | Accuracy | Accuracy | |
| APCA | 0% | 100% | 100% | 100% | 100% | 100% | 100% |
| OBS | 0% | 0% | 0% | 5% | 100% | 100% | 100% |
| AED | 0% | 0% | 0% | 5% | 100% | 100% | 100% |
| Algorithm | 0% SLR | 0.1% SLR | 0.15% SLR | 0.2% SLR | 0.25% SLR | 0.3% SLR |
|---|---|---|---|---|---|---|
| Error | Accuracy | Accuracy | Accuracy | Accuracy | Accuracy | |
| APCA | 0% | 95% | 100% | 100% | 100% | 100% |
| OBS | 0% | 5% | 60% | 100% | 100% | 100% |
| AED | 0% | 20% | 90% | 100% | 100% | 100% |
| Algorithm | 0% SLR | 0.09% SLR | 0.18% SLR | 0.3% SLR | 0.45% SLR | 0.6% SLR |
|---|---|---|---|---|---|---|
| Error | Accuracy | Accuracy | Accuracy | Accuracy | Accuracy | |
| APCA | 0% | 5% | 100% | 100% | 100% | 100% |
| OBS | 0% | 0% | 75% | 100% | 100% | 100% |
| AED | 0% | 5% | 100% | 100% | 100% | 100% |
| Algorithm | 0% SLR | 0.09% SLR | 0.18% SLR | 0.3% SLR | 0.45% SLR | 0.6% SLR |
|---|---|---|---|---|---|---|
| Error | Accuracy | Accuracy | Accuracy | Accuracy | Accuracy | |
| APCA | 0% | 0% | 100% | 100% | 100% | 100% |
| OBS | 0% | 0% | 0% | 0% | 40% | 100% |
| AED | 0% | 0% | 0% | 0% | 5% | 100% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, J.; Tang, Z.; Lv, F.; Yang, C.; Liu, W.; Zheng, Y.; Zheng, Y. High-Sensitivity Ultrasonic Guided Wave Monitoring of Pipe Defects Using Adaptive Principal Component Analysis. Sensors 2021, 21, 6640. https://doi.org/10.3390/s21196640
Ma J, Tang Z, Lv F, Yang C, Liu W, Zheng Y, Zheng Y. High-Sensitivity Ultrasonic Guided Wave Monitoring of Pipe Defects Using Adaptive Principal Component Analysis. Sensors. 2021; 21(19):6640. https://doi.org/10.3390/s21196640
Chicago/Turabian StyleMa, Junwang, Zhifeng Tang, Fuzai Lv, Changqun Yang, Weixu Liu, Yinfei Zheng, and Yang Zheng. 2021. "High-Sensitivity Ultrasonic Guided Wave Monitoring of Pipe Defects Using Adaptive Principal Component Analysis" Sensors 21, no. 19: 6640. https://doi.org/10.3390/s21196640
APA StyleMa, J., Tang, Z., Lv, F., Yang, C., Liu, W., Zheng, Y., & Zheng, Y. (2021). High-Sensitivity Ultrasonic Guided Wave Monitoring of Pipe Defects Using Adaptive Principal Component Analysis. Sensors, 21(19), 6640. https://doi.org/10.3390/s21196640