
A Soft Tactile Sensor Based on Magnetics and Hybrid Flexible-Rigid Electronics

 ,
,  and
and 
Abstract
:1. Introduction
2. Related Work and Our Contribution to the State of the Art
2.1. Transduction Methods and Sensor Design
2.2. Device Manufacturing and Miniaturization
3. Materials and Methods
3.1. Device Manufacturing
3.2. Rigid Chips with the Magnetoresistive Sensors
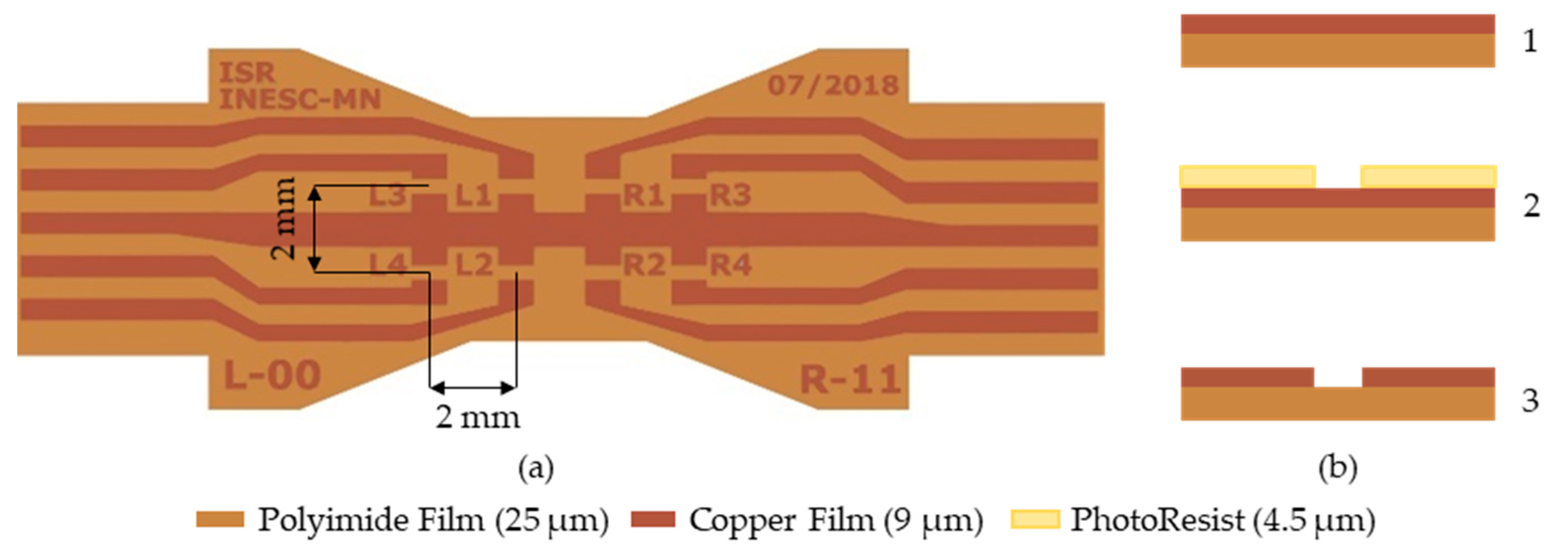
3.3. Flexible Printed Circuit Board
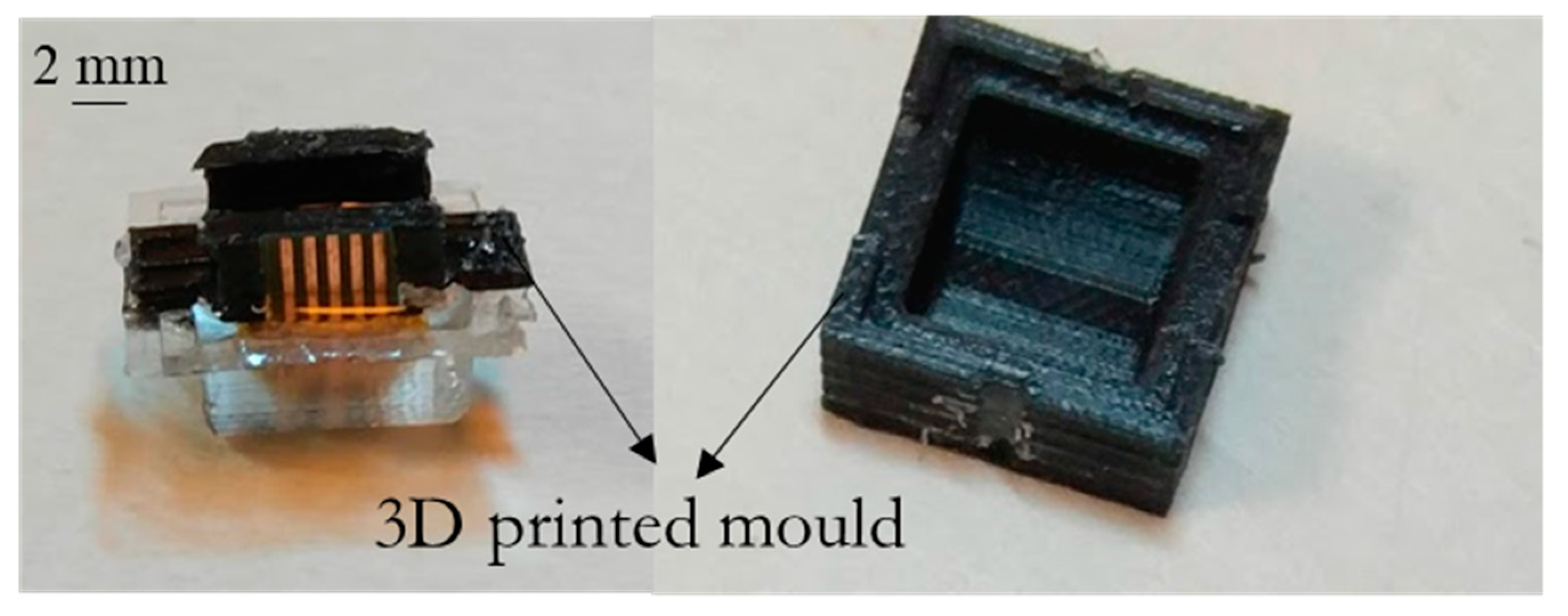
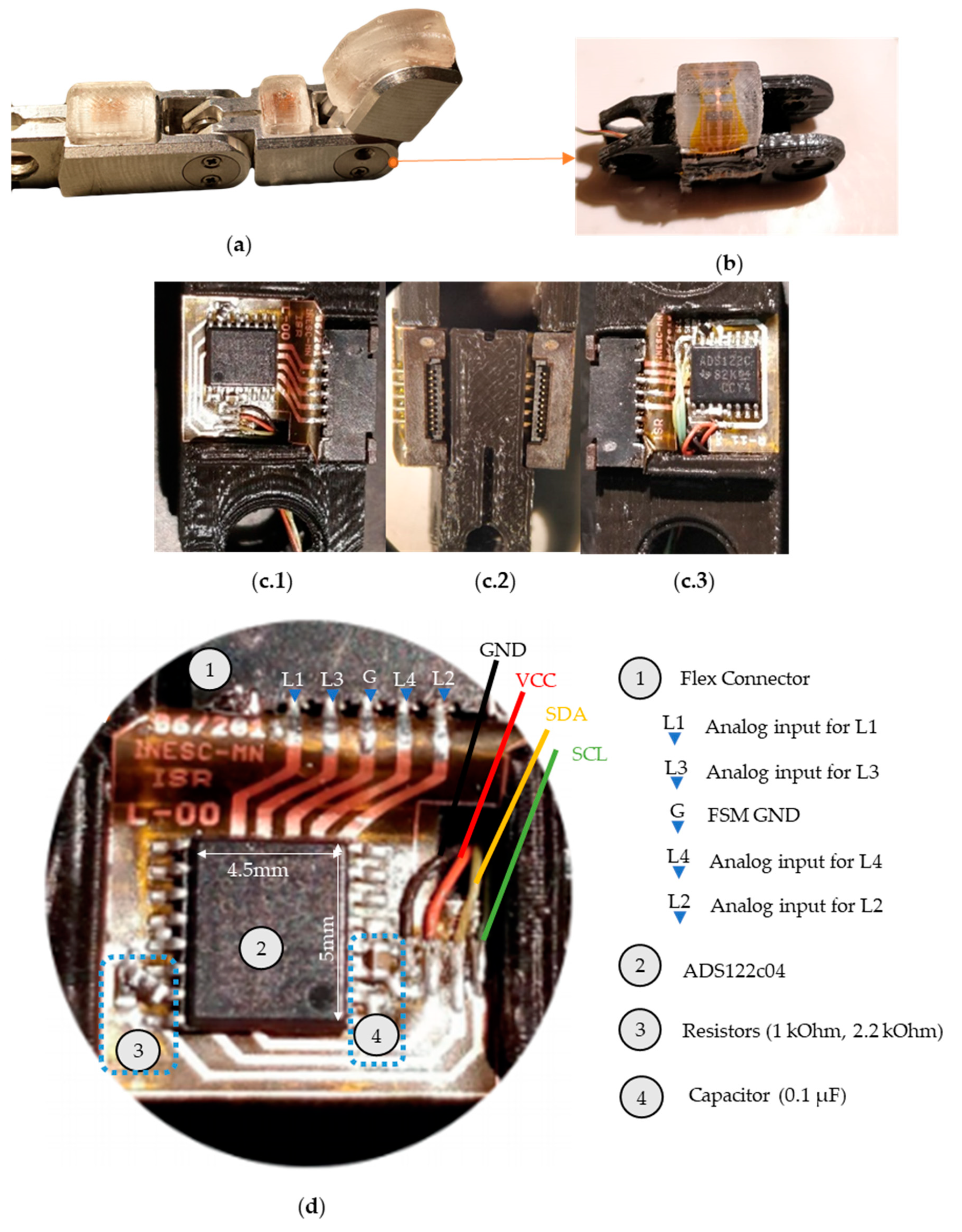
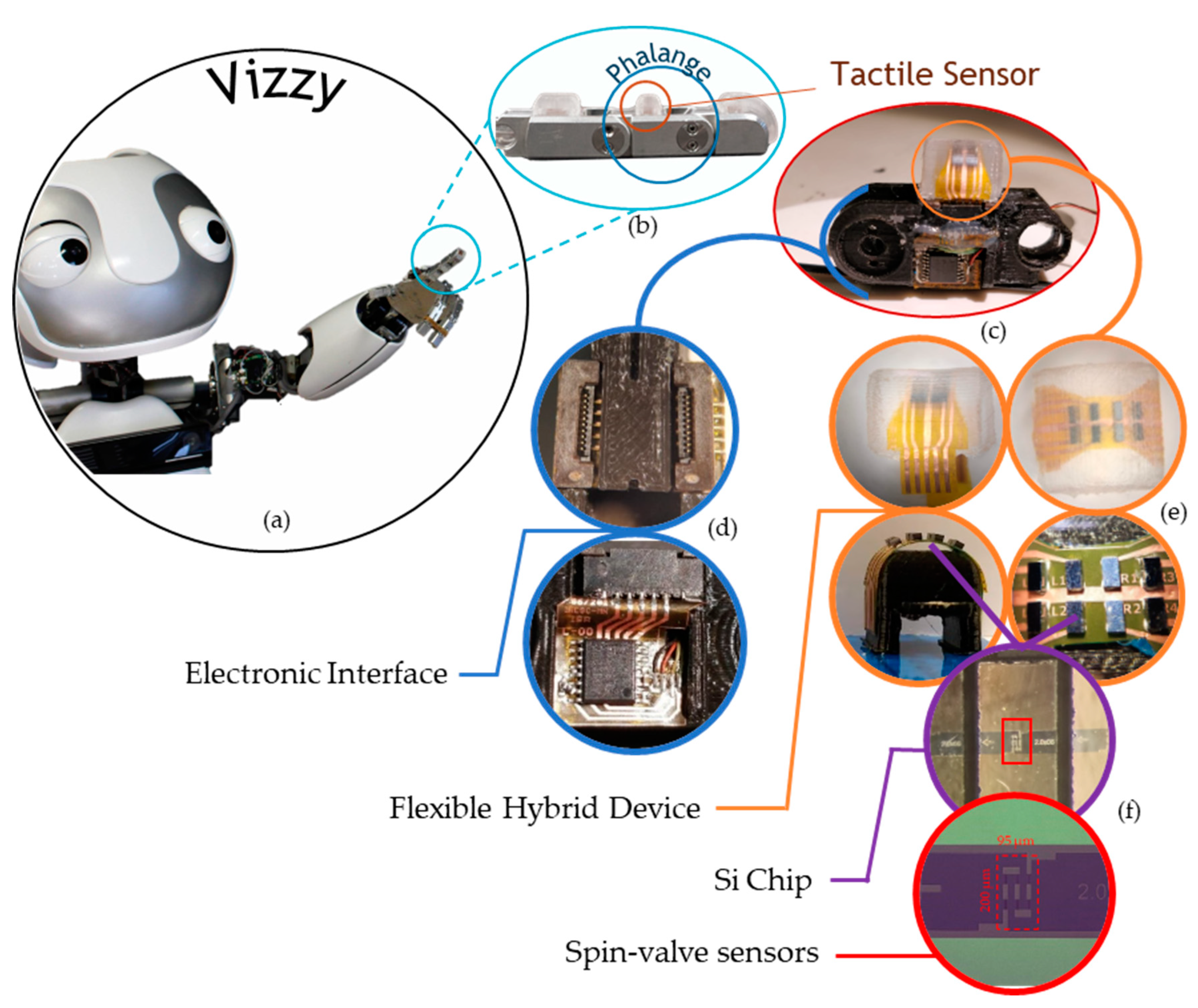
3.4. Polymeric Finger Part
3.5. Electronic Interface
4. Sensor Characterization
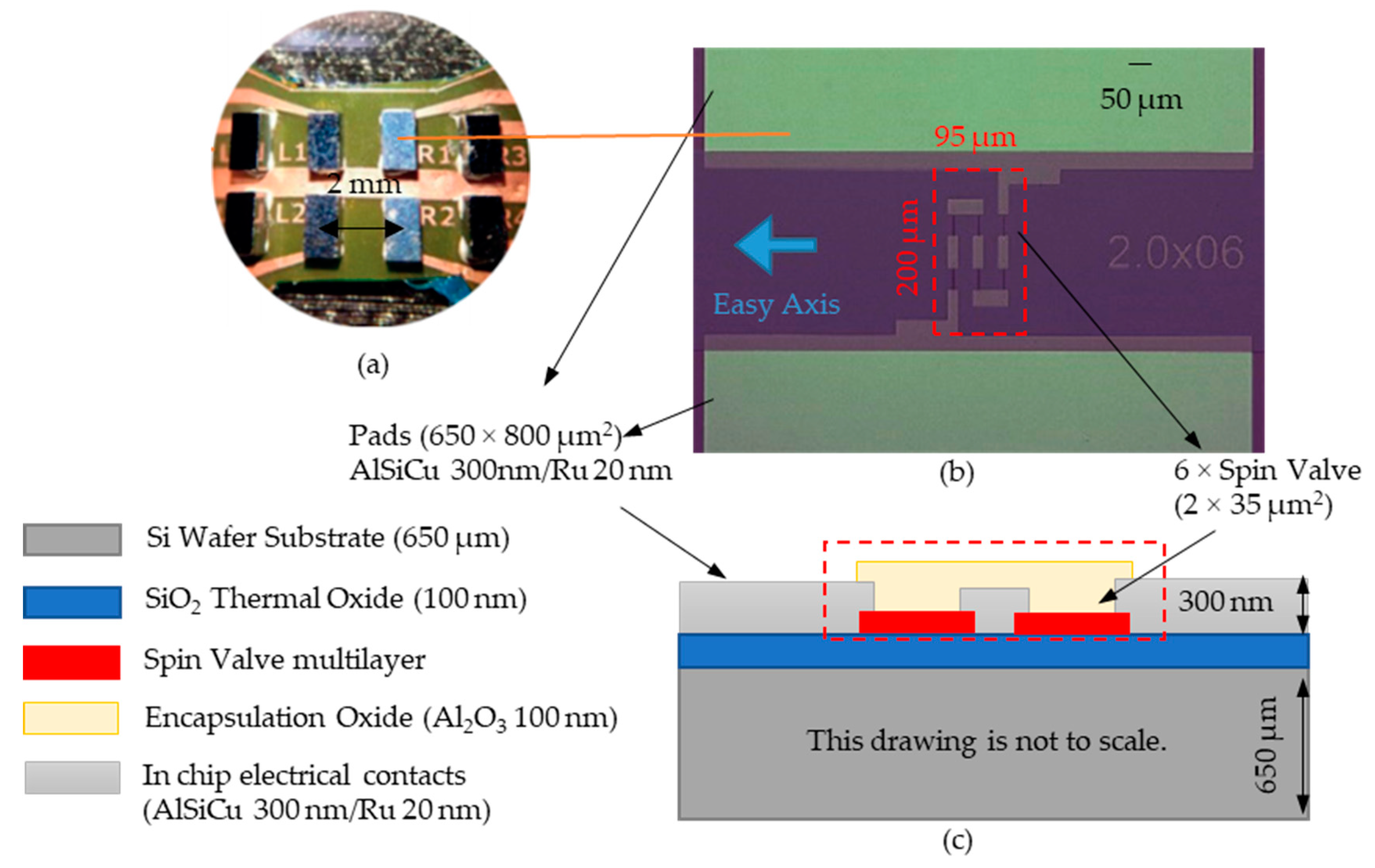
4.1. Si Chip
4.2. Si Chip Bonding to the FPC
 ) provided an electrical contact quality as good as when measuring directly on the contact pads of the chip. Lower NoiseP2P was achieved by increasing the temperature to 250 °C and time to 30 min (
) provided an electrical contact quality as good as when measuring directly on the contact pads of the chip. Lower NoiseP2P was achieved by increasing the temperature to 250 °C and time to 30 min (  ), resulting in a better contact quality than provided by the probes placed on the contact pads of the Si chip. Higher temperatures and longer time make the magnetoresistive sensor prone to inter-layer diffusion and consequent loss of signal, so these are suitable process parameters for bonding.
), resulting in a better contact quality than provided by the probes placed on the contact pads of the Si chip. Higher temperatures and longer time make the magnetoresistive sensor prone to inter-layer diffusion and consequent loss of signal, so these are suitable process parameters for bonding.4.3. Electronic Interface
 ) and the final device (
) and the final device (  ), an average increase of 25% is observed across all sensors (Figure 10), which considering the benefits of integration, is considered an acceptable trade-off.
), an average increase of 25% is observed across all sensors (Figure 10), which considering the benefits of integration, is considered an acceptable trade-off.4.4. Experimental Setup
4.5. Simulating the Experimental Setup
4.5.1. Simulation Assumptions
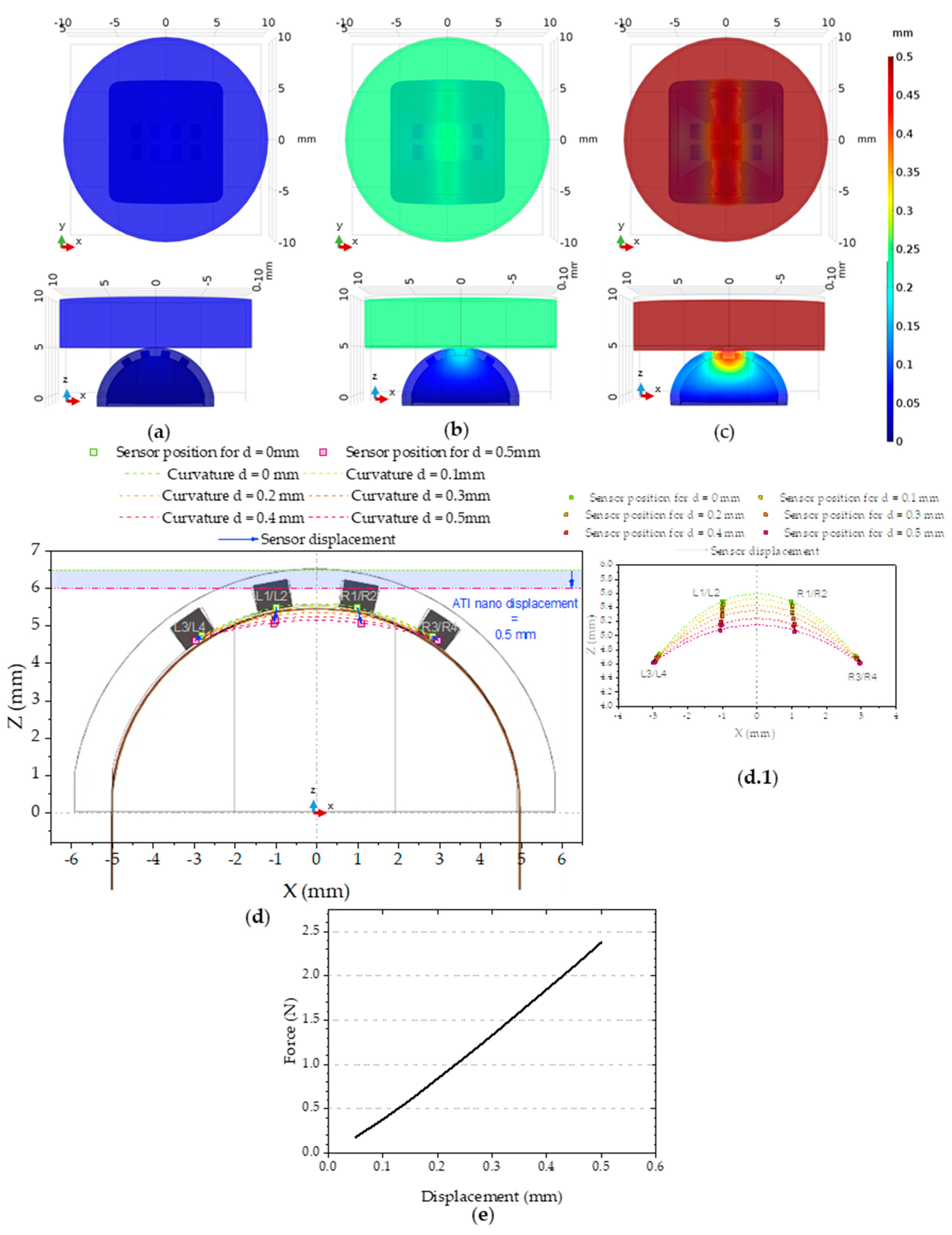
4.5.2. Mechanical Simulation
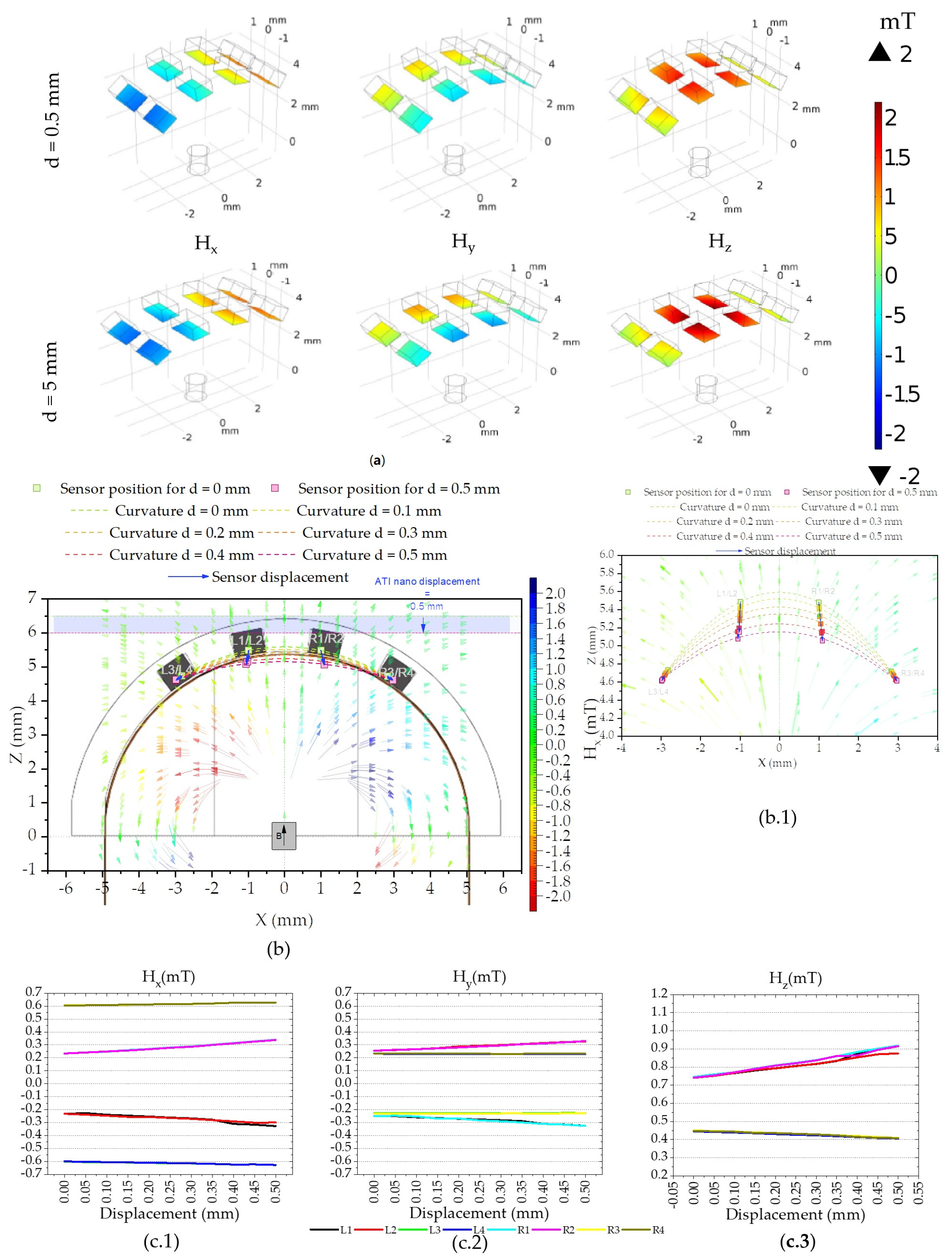
4.5.3. Magnetic Simulation
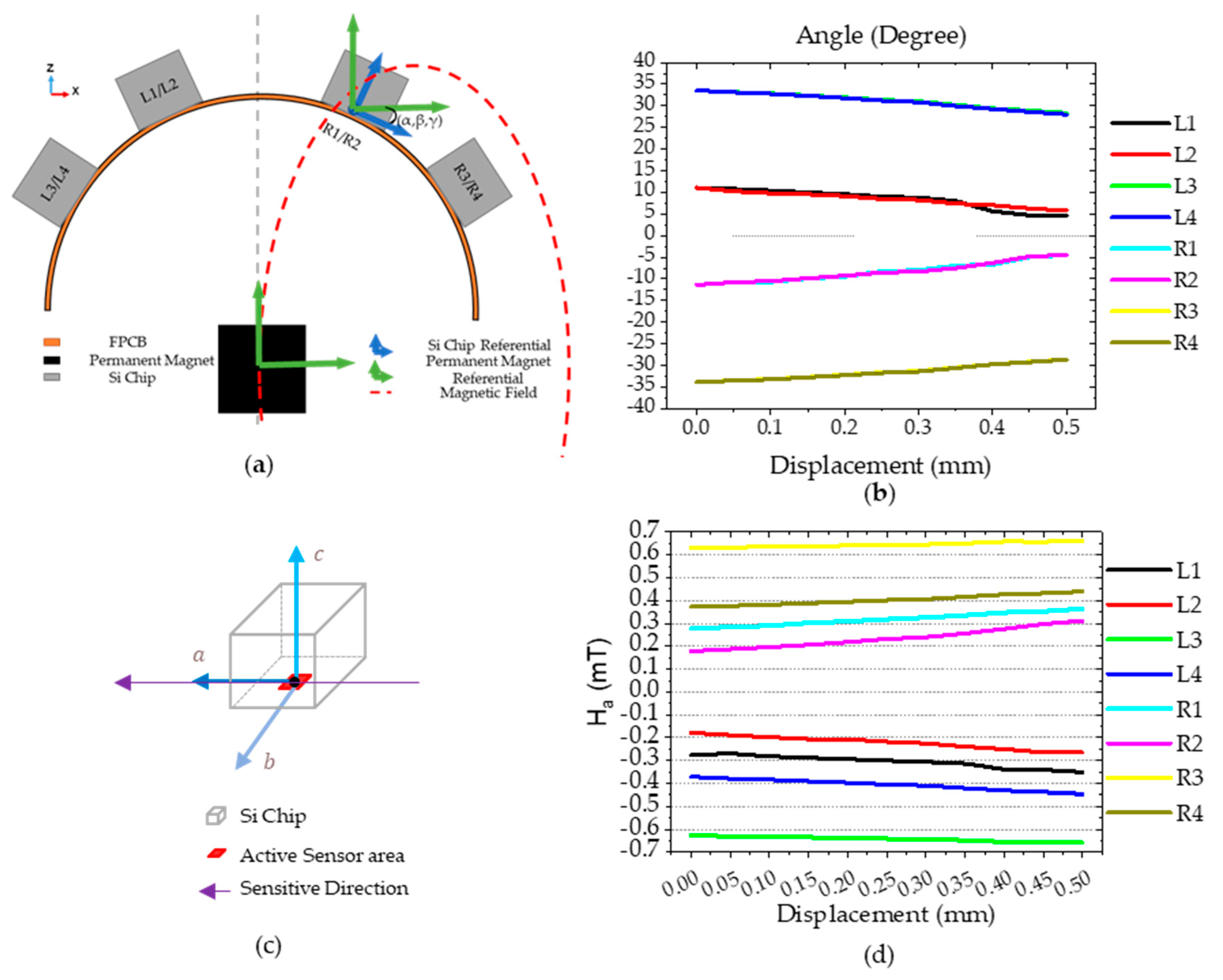
4.5.4. Sensor Tilting
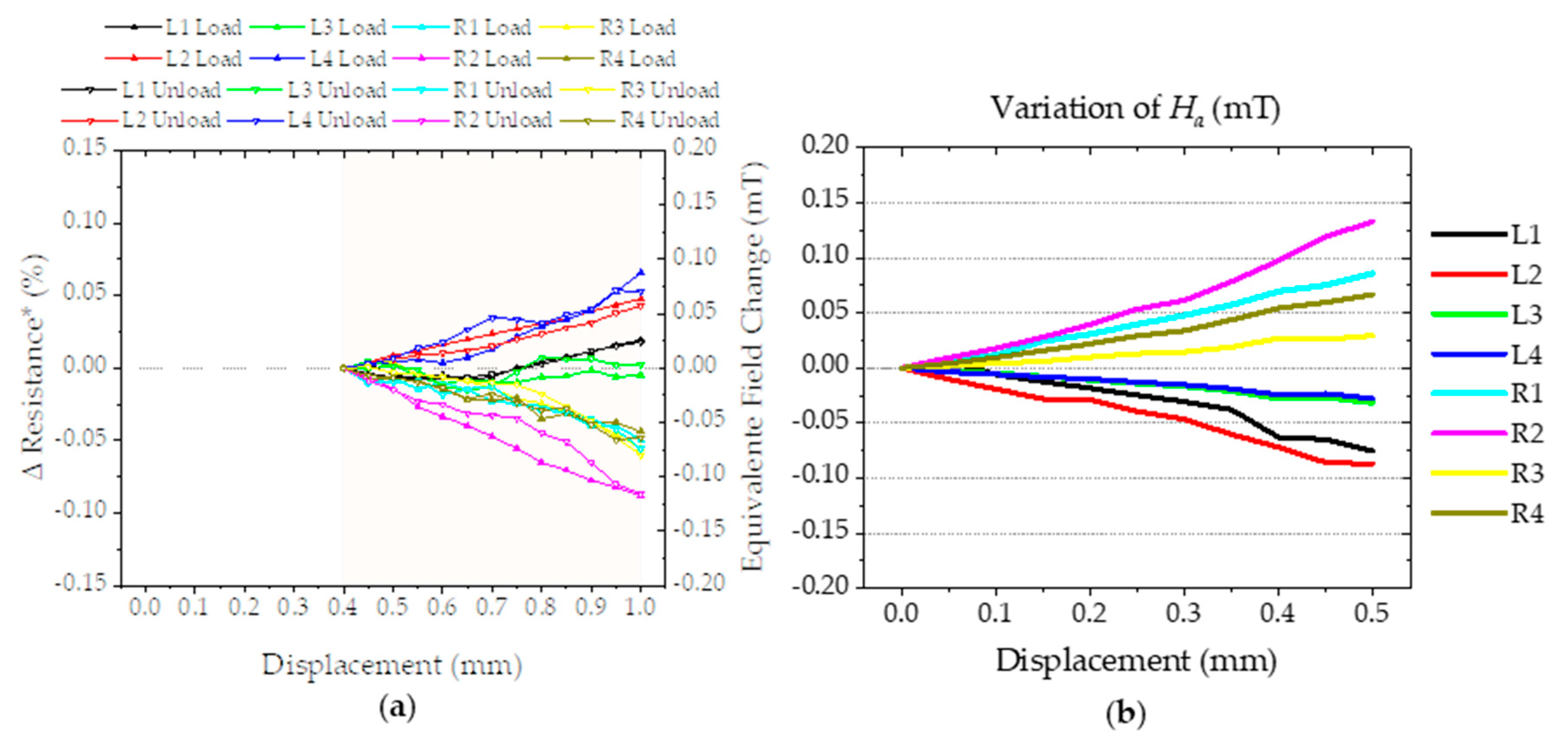
4.6. Simulation and Experimental Data, How Do They Compare?
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Mason, M.T. Toward Robotic Manipulation. Annu. Rev. Control Robot. Auton. Syst. 2018, 1, 1–28. [Google Scholar] [CrossRef]
- Li, Q.; Kroemer, O.; Su, Z.; Veiga, F.F.; Kaboli, M.; Ritter, H.J. A Review of Tactile Information: Perception and Action through Touch. IEEE Trans. Robot. 2020, 36, 1619–1634. [Google Scholar] [CrossRef]
- Dahiya, R.S.; Valle, M.; Metta, G. System Approach: A Paradigm for Robotic Tactile Sensing. Int. Workshop Adv. Motion Control AMC 2008, 1, 110–115. [Google Scholar] [CrossRef]
- Dahiya, R.S.; Mittendorfer, P.; Valle, M.; Cheng, G.; Lumelsky, V.J. Directions toward Effective Utilization of Tactile Skin: A Review. IEEE Sens. J. 2013, 13, 4121–4138. [Google Scholar] [CrossRef]
- Kappassov, Z.; Corrales, J.A.; Perdereau, V. Tactile Sensing in Dexterous Robot Hands—Review. Robot. Auton. Syst. 2015, 74, 195–220. [Google Scholar] [CrossRef] [Green Version]
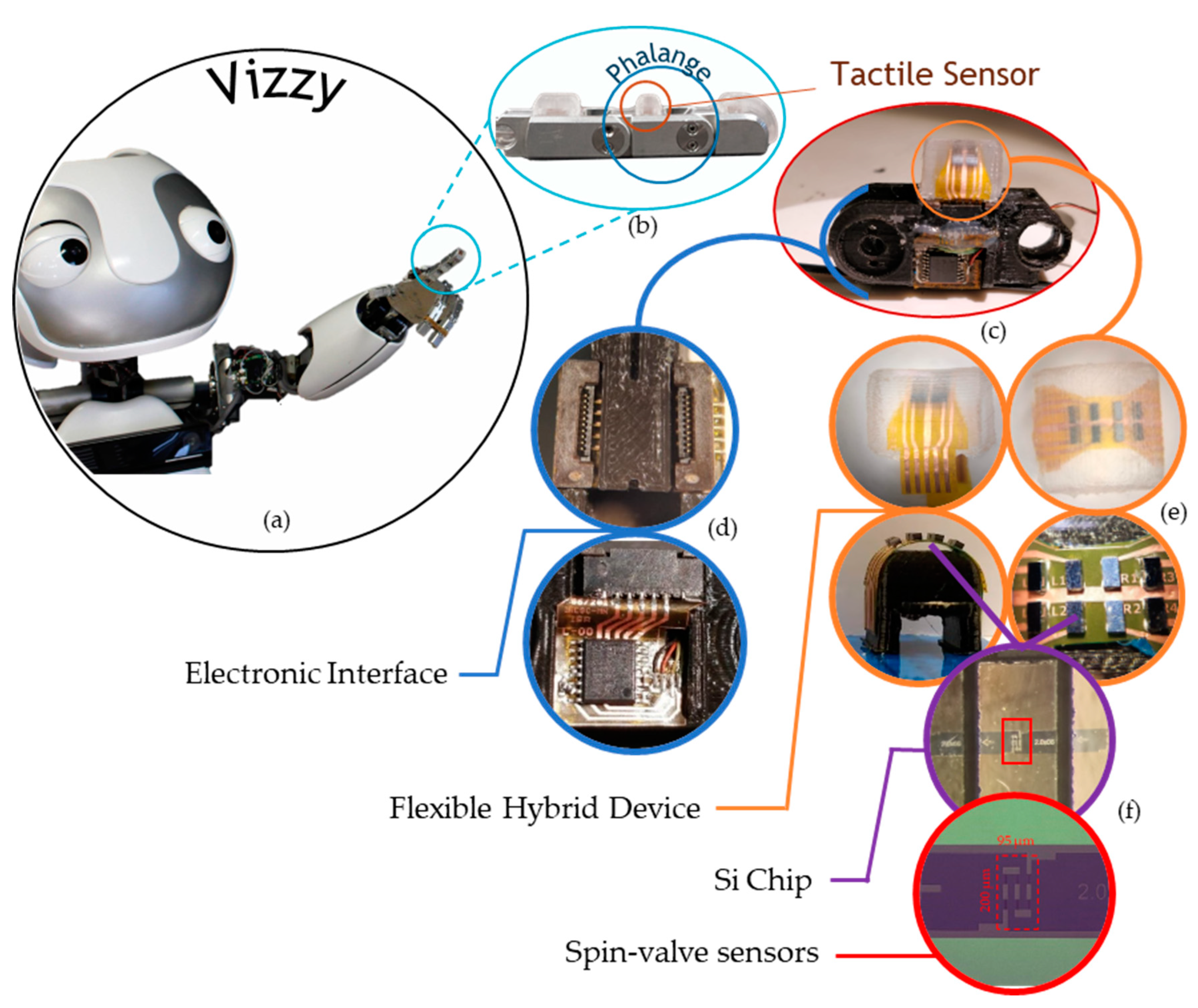
- Moreno, P.; Nunes, R.; Figueiredo, R.; Ferreira, R.; Bernardino, A.; Santos-Victor, J.; Beira, R.; Vargas, L.; Aragão, D.; Aragão, M. Robot 2015: Second Iberian Robotics Conference: Advances in Robotics, Volume 1. Adv. Intell. Syst. Comput. 2016, 417, 17–28. [Google Scholar] [CrossRef]
- Zou, L.; Ge, C.; Wang, Z.J.; Cretu, E.; Li, X. Novel Tactile Sensor Technology and Smart Tactile Sensing Systems: A Review. Sensors 2017, 17, 2653. [Google Scholar] [CrossRef]
- Schmitz, A.; Maiolino, P.; Maggiali, M.; Natale, L.; Cannata, G.; Metta, G. Methods and Technologies for the Implementation of Large-Scale Robot Tactile Sensors. IEEE Trans. Robot. 2011, 27, 389–400. [Google Scholar] [CrossRef]
- Vidal-Verdú, F.; Oballe-Peinado, Ó.; Sánchez-Durán, J.A.; Castellanos-Ramos, J.; Navas-González, R. Three Realizations and Comparison of Hardware for Piezoresistive Tactile Sensors. Sensors 2011, 11, 3249–3266. [Google Scholar] [CrossRef] [Green Version]
- Seminara, L.; Pinna, L.; Valle, M.; Basirico, L.; Loi, A.; Cosseddu, P.; Bonfiglio, A.; Ascia, A.; Biso, M.; Ansaldo, A.; et al. Piezoelectric Polymer Transducer Arrays for Flexible Tactile Sensors. IEEE Sens. J. 2013, 13, 4022–4029. [Google Scholar] [CrossRef]
- Ward-Cherrier, B.; Pestell, N.; Cramphorn, L.; Winstone, B.; Giannaccini, M.E.; Rossiter, J.; Lepora, N.F. The TacTip Family: Soft Optical Tactile Sensors with 3D-Printed Biomimetic Morphologies. Soft Robot. 2018, 5, 216–227. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yuan, W.; Dong, S.; Adelson, E.H. GelSight: High-Resolution Robot Tactile Sensors for Estimating Geometry and Force. Sensors 2017, 17, 2762. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Puangmali, P.; Liu, H.; Seneviratne, L.D.; Dasgupta, P.; Althoefer, K. Miniature 3-Axis Distal Force Sensor for Minimally Invasive Surgical Palpation. IEEE ASME Trans. Mechatron. 2012, 17, 646–656. [Google Scholar] [CrossRef]
- Jamone, L.; Natale, L.; Metta, G.; Sandini, G. Highly Sensitive Soft Tactile Sensors for an Anthropomorphic Robotic Hand. IEEE Sens. J. 2015, 15, 4226–4233. [Google Scholar] [CrossRef]
- Ribeiro, P.; Asadullah Khan, M.; Alfadhel, A.; Kosel, J.; Franco, F.; Cardoso, S.; Bernardino, A.; Schmitz, A.; Santos-Victor, J.; Jamone, L. Bioinspired Ciliary Force Sensor for Robotic Platforms. IEEE Robot. Autom. Lett. 2017, 2, 971–976. [Google Scholar] [CrossRef]
- Paulino, T.; Ribeiro, P.; Neto, M.; Cardoso, S.; Schmitz, A.; Santos-Victor, J.; Bernardino, A.; Jamone, L. Low-Cost 3-Axis Soft Tactile Sensors for the Human-Friendly Robot Vizzy. In Proceedings of the IEEE International Conference on Robotics and Automation, Singapore, 29 May–3 June 2017; pp. 966–971. [Google Scholar]
- Park, M.; Bok, B.G.; Ahn, J.H.; Kim, M.S. Recent Advances in Tactile Sensing Technology. Micromachines 2018, 9, 321. [Google Scholar] [CrossRef] [Green Version]
- Wu, Y.; Liu, Y.; Zhou, Y.; Man, Q.; Hu, C.; Asghar, W.; Li, F.; Yu, Z.; Shang, J.; Liu, G.; et al. A Skin-Inspired Tactile Sensor for Smart Prosthetics. Sci. Robot. 2018, 3, 1–9. [Google Scholar] [CrossRef]
- Oh, S.; Jung, Y.; Kim, S.; Kim, S.; Hu, X.; Lim, H.; Kim, C. Remote Tactile Sensing System Integrated with Magnetic Synapse. Sci. Rep. 2017, 7, 1–8. [Google Scholar] [CrossRef]
- Tomo, T.P.; Somlor, S.; Schmitz, A.; Jamone, L.; Huang, W.; Kristanto, H.; Sugano, S. Design and Characterization of a Three-Axis Hall Effect-Based Soft Skin Sensor. Sensors 2016, 16, 491. [Google Scholar] [CrossRef]
- Clark, J.J. A Magnetic Field Based Compliance Matching Sensor for High Resolution, High Compliance Tactile Sensing. In Proceedings of the 1988 IEEE International Conference on Robotics and Automation, Philadelphia, PA, USA, 24–29 April 1988; Volume 2, pp. 772–777. [Google Scholar] [CrossRef]
- Xie, S.; Zhang, Y.; Jin, M.; Li, C.; Meng, Q. High Sensitivity and Wide Range Soft Magnetic Tactile Sensor Based on Electromagnetic Induction. IEEE Sens. J. 2021, 21, 2757–2766. [Google Scholar] [CrossRef]
- Yousef, H.; Boukallel, M.; Althoefer, K. Tactile Sensing for Dexterous In-Hand Manipulation in Robotics—A Review. Sens. Actuators A Phys. 2011, 167, 171–187. [Google Scholar] [CrossRef]
- Melzer, M.; Makarov, D.; Calvimontes, A.; Karnaushenko, D.; Baunack, S.; Kaltofen, R.; Mei, Y.; Schmidt, O.G. Stretchable Magnetoelectronics. Nano Lett. 2011, 11, 2522–2526. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Uhrmann, T.; Bär, L.; Dimopoulos, T.; Wiese, N.; Rührig, M.; Lechner, A. Magnetostrictive GMR Sensor on Flexible Polyimide Substrates. J. Magn. Magn. Mater. 2006, 307, 209–211. [Google Scholar] [CrossRef]
- Singh, W.S.; Rao, B.P.C.; Thirunavukkarasu, S.; Jayakumar, T. Flexible GMR Sensor Array for Magnetic Flux Leakage Testing of Steel Track Ropes. J. Sens. 2012, 2012. [Google Scholar] [CrossRef]
- Valadeiro, J.; Amaral, J.; Leitao, D.C.; Silva, A.V.; Gaspar, J.; Silva, M.; Costa, M.; Martins, M.; Franco, F.; Fonseca, H.; et al. Bending Effect on Magnetoresistive Silicon Probes. IEEE Trans. Magn. 2015, 51, 3–6. [Google Scholar] [CrossRef]
- Gaspar, J.; Fonseca, H.; Paz, E.; Martins, M.; Valadeiro, J.; Cardoso, S.; Ferreira, R.; Freitas, P.P. Flexible Magnetoresistive Sensors Designed for Conformal Integration. IEEE Trans. Magn. 2017, 53, 5–8. [Google Scholar] [CrossRef]
- Gehanno, V.; Freitas, P.P.; Veloso, A.; Ferreira, J.; Almeida, B.; Sousa, J.B.; Kling, A.; Soares, J.C.; da Silva, M.F. Ion Beam Deposition of Mn-Ir Spin Valves. IEEE Trans. Magn. 1999, 35, 4361–4367. [Google Scholar] [CrossRef]
- Tomo, T.P.; Schmitz, A.; Wong, W.K.; Kristanto, H.; Somlor, S.; Hwang, J.; Jamone, L.; Sugano, S. Covering a Robot Fingertip with USkin: A Soft Electronic Skin with Distributed 3-Axis Force Sensitive Elements for Robot Hands. IEEE Robot. Autom. Lett. 2018, 3, 124–131. [Google Scholar] [CrossRef]
- Alfadhel, A.; Khan, M.A.; Cardoso, S.; Leitao, D.; Kosel, J. A Magnetoresistive Tactile Sensor for Harsh Environment Applications. Sensors 2016, 16, 650. [Google Scholar] [CrossRef] [Green Version]
- Silva, A.V.; Leitao, D.C.; Valadeiro, J.; Amaral, J.; Freitas, P.P.; Cardoso, S. Linearization Strategies for High Sensitivity Magnetoresistive Sensors. Eur. Phys. J. Appl. Phys. 2015, 72, 10601. [Google Scholar] [CrossRef] [Green Version]
- Fu, Y.B.; Ogden, R.W. Nonlinear Elasticity: Theory and Applications; Cambridge University Press: Cambrigde, UK, 2001; ISBN 9780511526466. [Google Scholar]
- Silva, M.; Silva, J.F.; Leitao, D.C.; Cardoso, S.; Freitas, P.P. Optimization of the Gap Size of Flux Concentrators: Pushing Further on Low Noise Levels and High Sensitivities in Spin-Valve Sensors. IEEE Trans. Magn. 2019, 55, 7–11. [Google Scholar] [CrossRef]
- Taulu, S.; Simola, J.; Nenonen, J.; Parkkonen, L. Novel Noise Reduction Methods. In Magnetoencephalography: From Signals to Dynamic Cortical Networks; Supek, S., Aine, C.J., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 73–109. ISBN 978-3-030-00087-5. [Google Scholar]

 ), the FPC with the Si chip bonded with the epoxy cured at 70 °C for 20 min (
), the FPC with the Si chip bonded with the epoxy cured at 70 °C for 20 min (  ), 40 min (
), 40 min (  ) and 60 min (
) and 60 min (  ), cured at 150 °C for 10 min ( ) and 250 °C for 30 min ( ).
), the FPC with the Si chip bonded with the epoxy cured at 70 °C for 20 min ( ), 40 min ( ) and 60 min ( ), cured at 150 °C for 10 min ( ) and 250 °C for 30 min ( ).
), cured at 150 °C for 10 min ( ) and 250 °C for 30 min ( ).
), the FPC with the Si chip bonded with the epoxy cured at 70 °C for 20 min ( ), 40 min ( ) and 60 min ( ), cured at 150 °C for 10 min ( ) and 250 °C for 30 min ( ). ), the FPC with the Si chip bonded with the epoxy cured at 250 °C for 30 min ( ) and the same but using the electronic interface described in Section 3.5 ( ).
), the FPC with the Si chip bonded with the epoxy cured at 250 °C for 30 min ( ) and the same but using the electronic interface described in Section 3.5 ( ).
), the FPC with the Si chip bonded with the epoxy cured at 250 °C for 30 min ( ) and the same but using the electronic interface described in Section 3.5 ( ).
), the FPC with the Si chip bonded with the epoxy cured at 250 °C for 30 min ( ) and the same but using the electronic interface described in Section 3.5 ( ).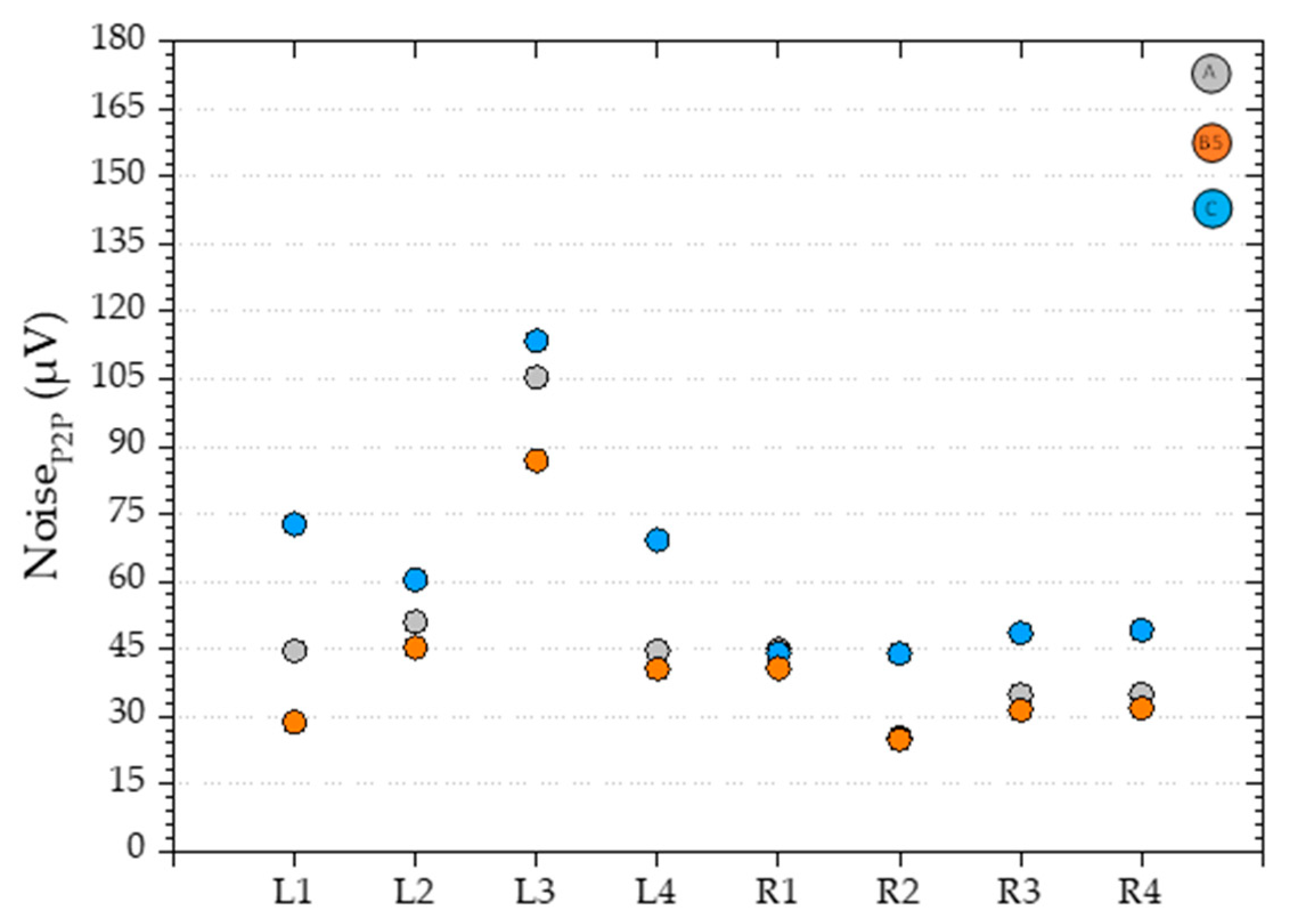 ) for different data rates.
) for different data rates.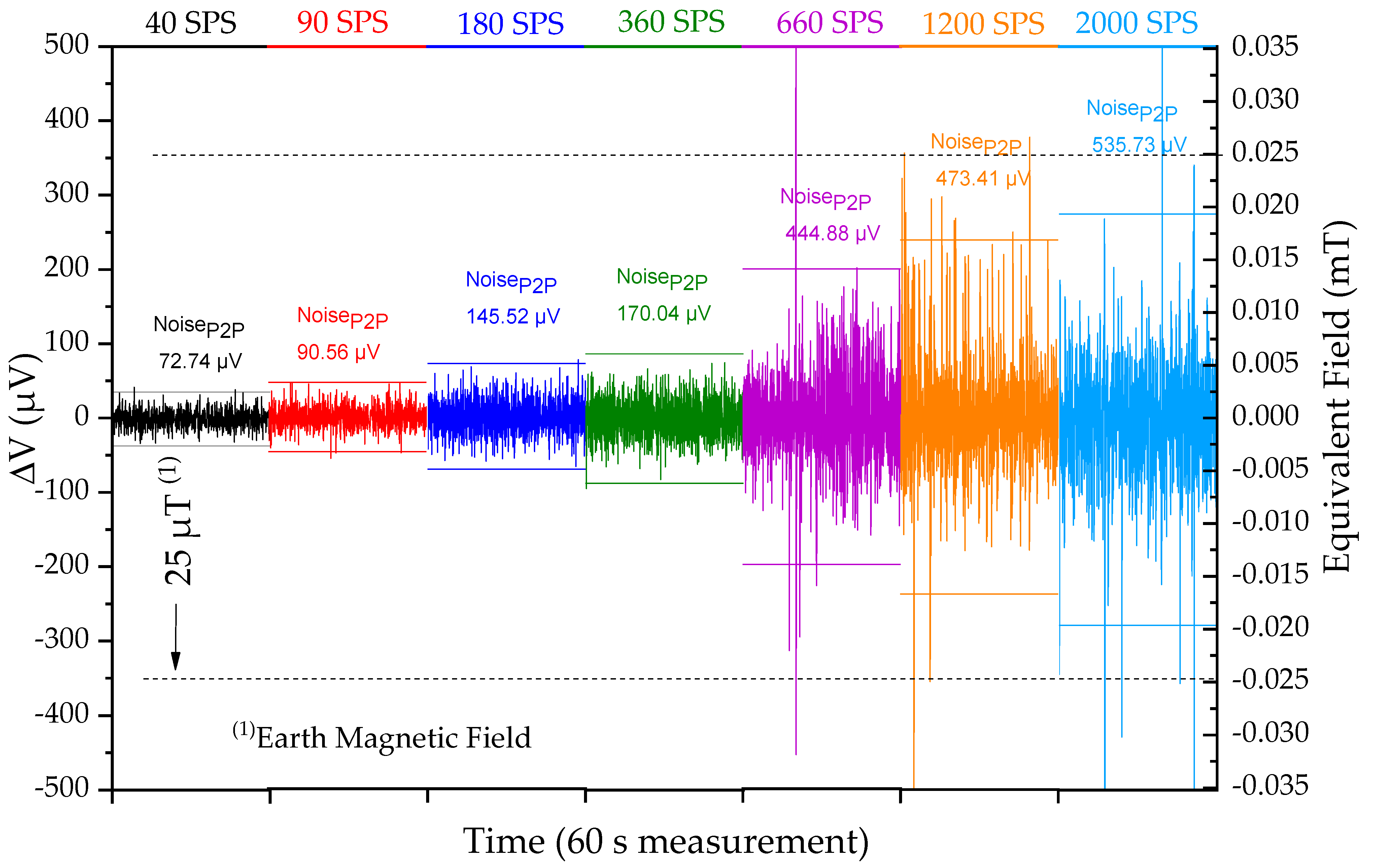
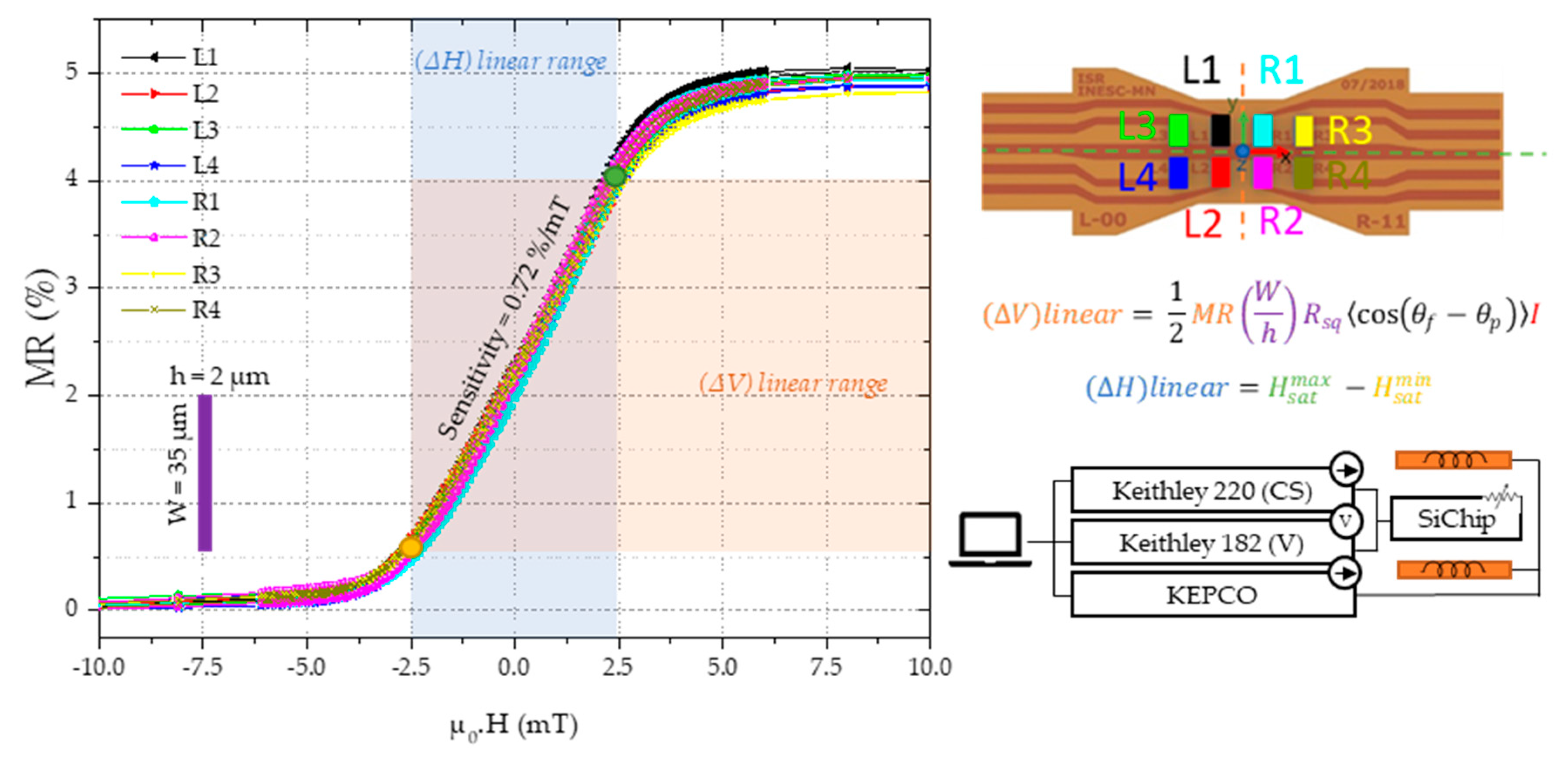
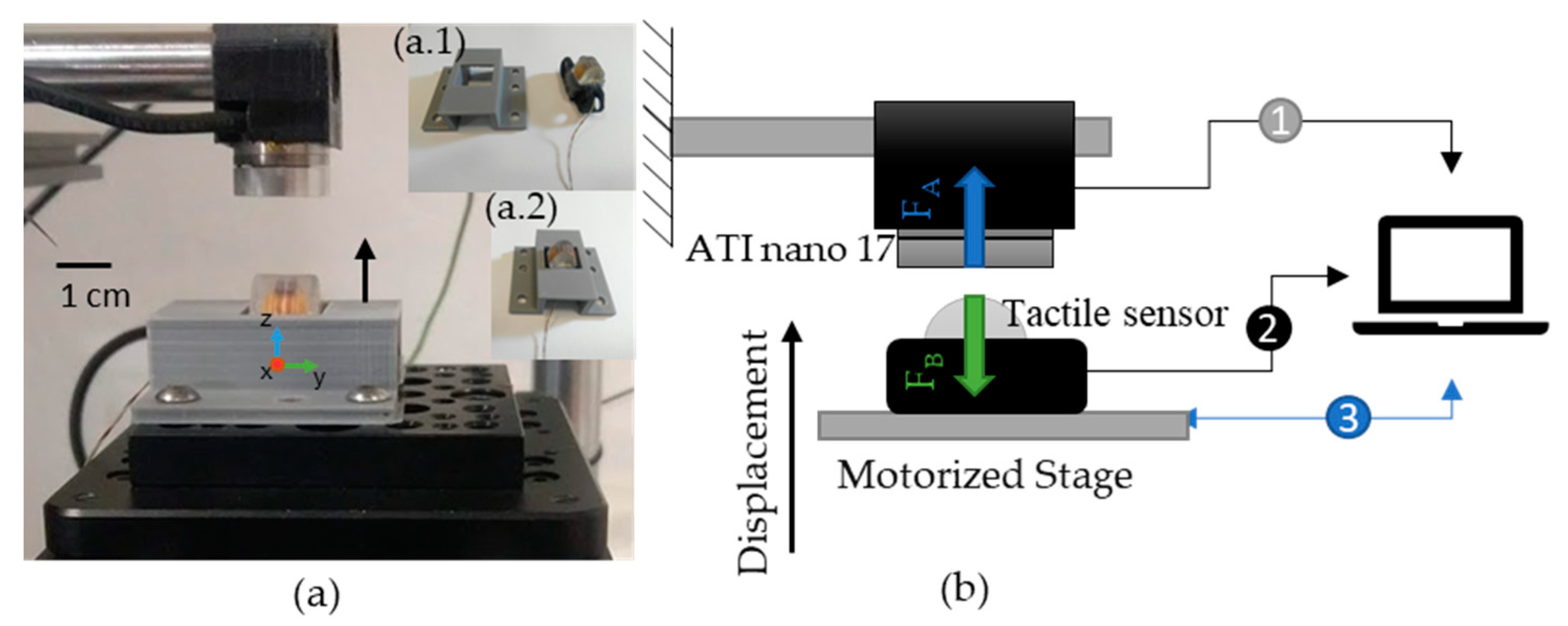
 identifies data from the ATI nano 17 (, , ,, and ),
identifies data from the ATI nano 17 (, , ,, and ),  the data from both L-00 and R-11 lateral FPCS of the eight sensors (L1–R4) and
the data from both L-00 and R-11 lateral FPCS of the eight sensors (L1–R4) and  the data from the PC to the three servo motors Thorlabs stage controlling the displacement.
identifies data from the ATI nano 17 (, , ,, and ), the data from both L-00 and R-11 lateral FPCS of the eight sensors (L1–R4) and the data from the PC to the three servo motors Thorlabs stage controlling the displacement.
the data from the PC to the three servo motors Thorlabs stage controlling the displacement.
identifies data from the ATI nano 17 (, , ,, and ), the data from both L-00 and R-11 lateral FPCS of the eight sensors (L1–R4) and the data from the PC to the three servo motors Thorlabs stage controlling the displacement.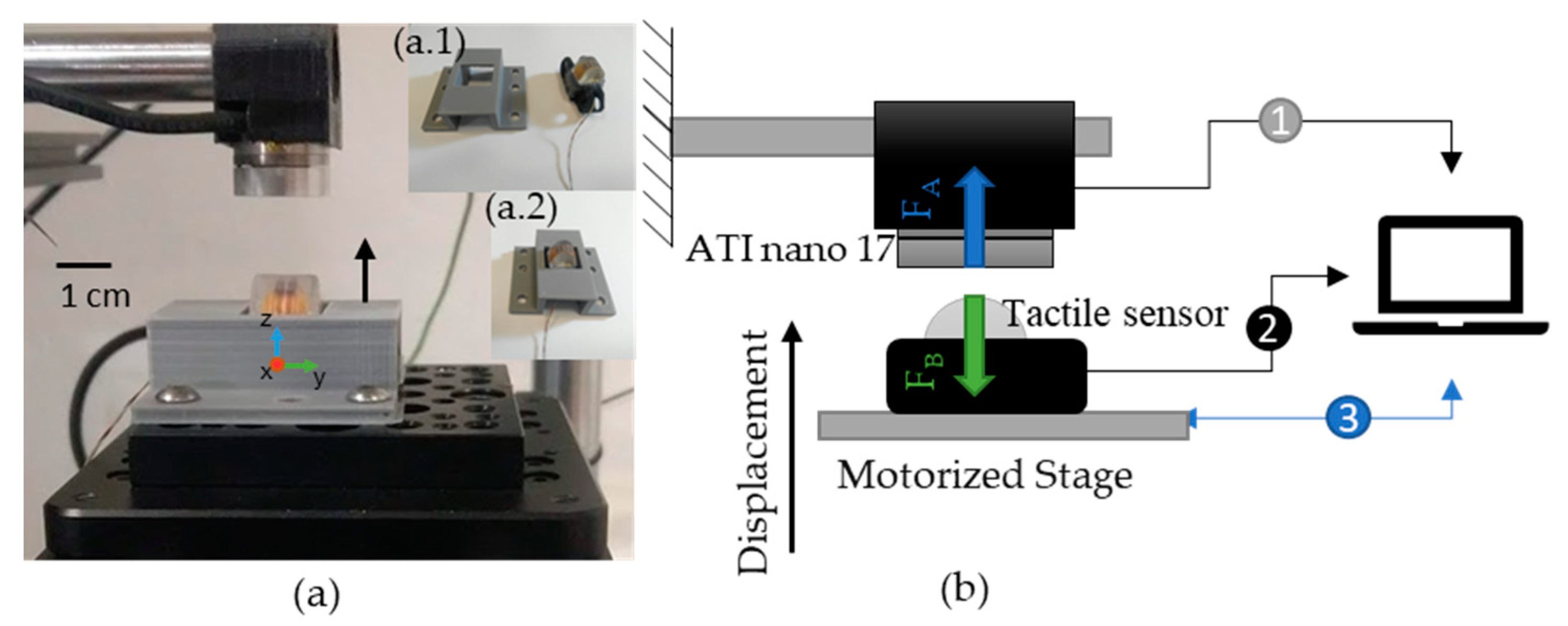


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Properties | |||
|---|---|---|---|
| Part | PDMS | ATI Nano 17 | Si Chip |
| Material | PDMS—Polydimethylsiloxane (1:15) | Aluminum | Silicon (solid, [100] axis) |
| E | 750 kPa | 6.91 GPa | 13.02 GPa |
| u | 0.49 | 0.33 | 0.28 |
| K | - | 25.98 GPa | 79.67 GPa |
| µ | 251.68 N/mm2 | - | - |
| l | 12.33 kN/mm2 | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Neto, M.; Ribeiro, P.; Nunes, R.; Jamone, L.; Bernardino, A.; Cardoso, S. A Soft Tactile Sensor Based on Magnetics and Hybrid Flexible-Rigid Electronics. Sensors 2021, 21, 5098. https://doi.org/10.3390/s21155098
Neto M, Ribeiro P, Nunes R, Jamone L, Bernardino A, Cardoso S. A Soft Tactile Sensor Based on Magnetics and Hybrid Flexible-Rigid Electronics. Sensors. 2021; 21(15):5098. https://doi.org/10.3390/s21155098
Chicago/Turabian StyleNeto, Miguel, Pedro Ribeiro, Ricardo Nunes, Lorenzo Jamone, Alexandre Bernardino, and Susana Cardoso. 2021. "A Soft Tactile Sensor Based on Magnetics and Hybrid Flexible-Rigid Electronics" Sensors 21, no. 15: 5098. https://doi.org/10.3390/s21155098
APA StyleNeto, M., Ribeiro, P., Nunes, R., Jamone, L., Bernardino, A., & Cardoso, S. (2021). A Soft Tactile Sensor Based on Magnetics and Hybrid Flexible-Rigid Electronics. Sensors, 21(15), 5098. https://doi.org/10.3390/s21155098