
Reconstruction of Microscopic Thermal Fields from Oversampled Infrared Images in Laser-Based Powder Bed Fusion

 ,
, 
Abstract
:1. Introduction
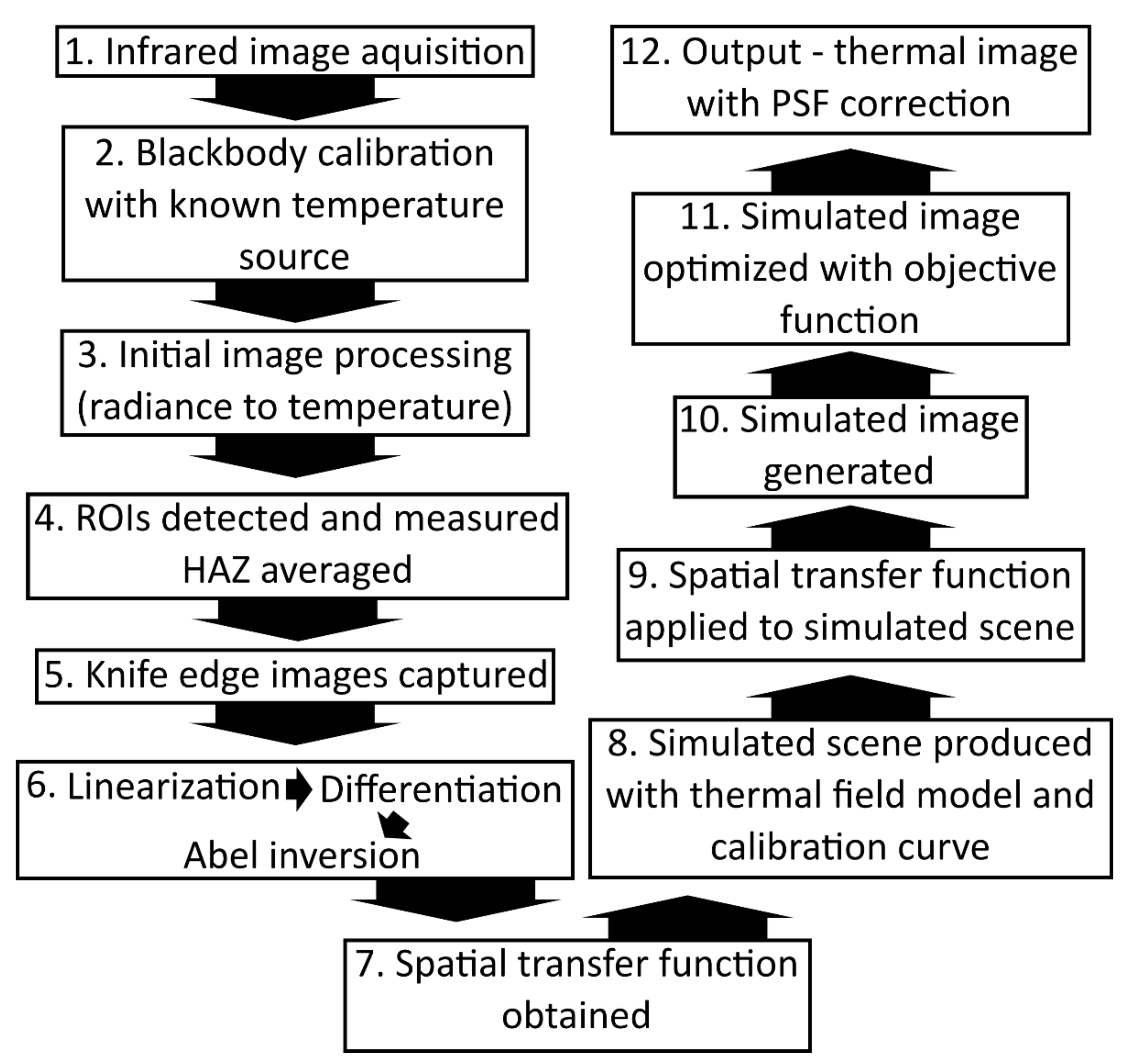
2. Materials and Methods
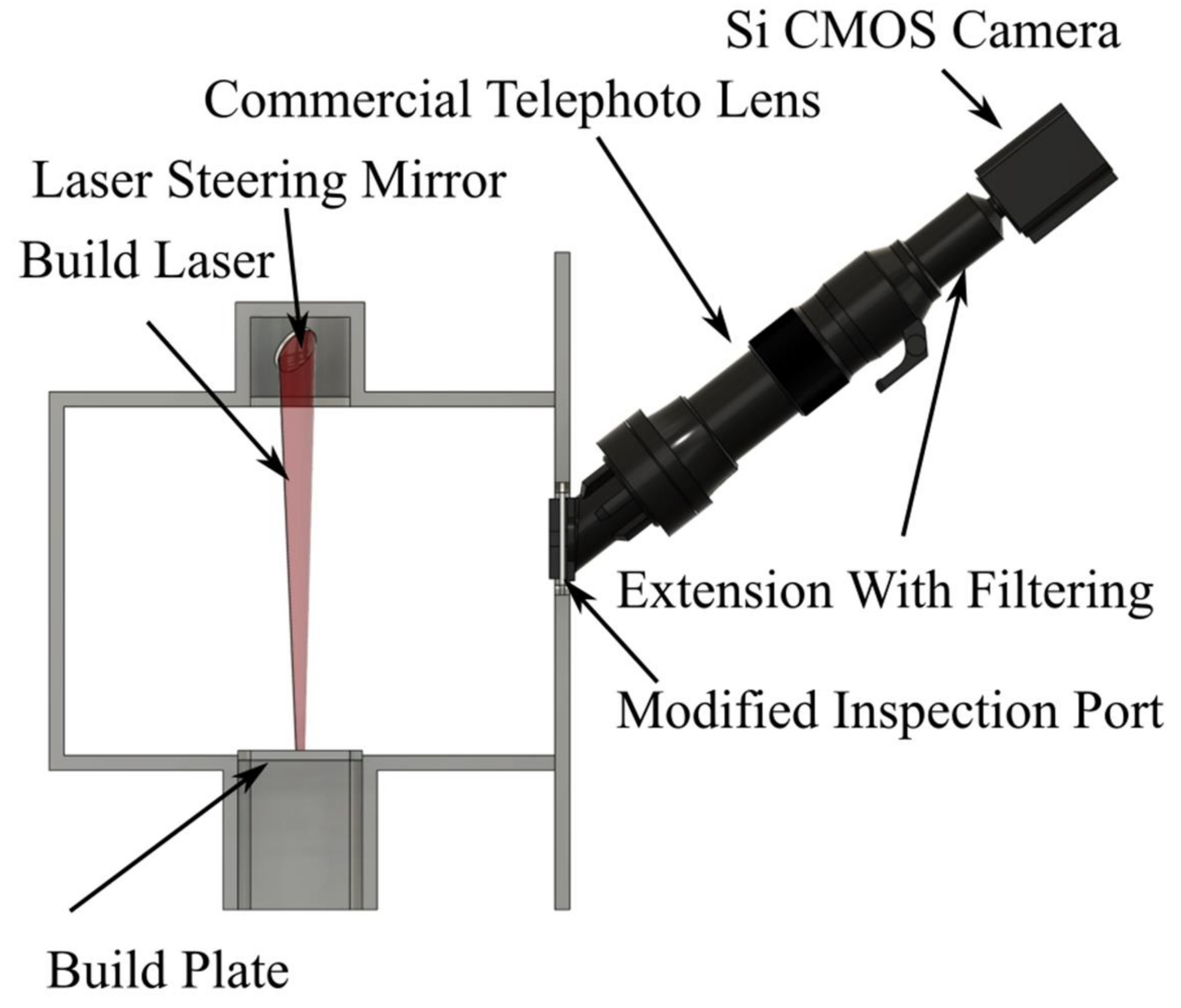
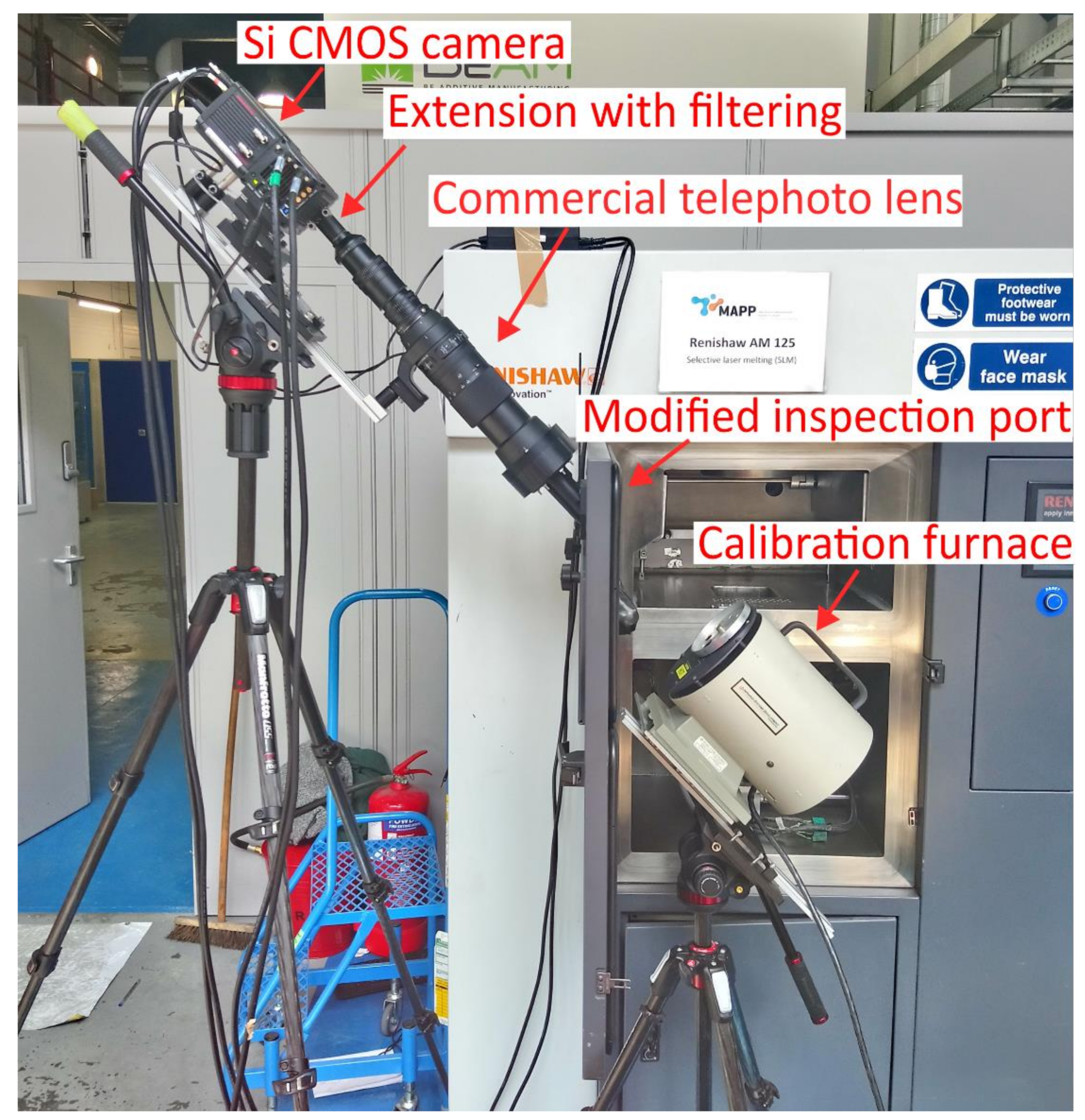
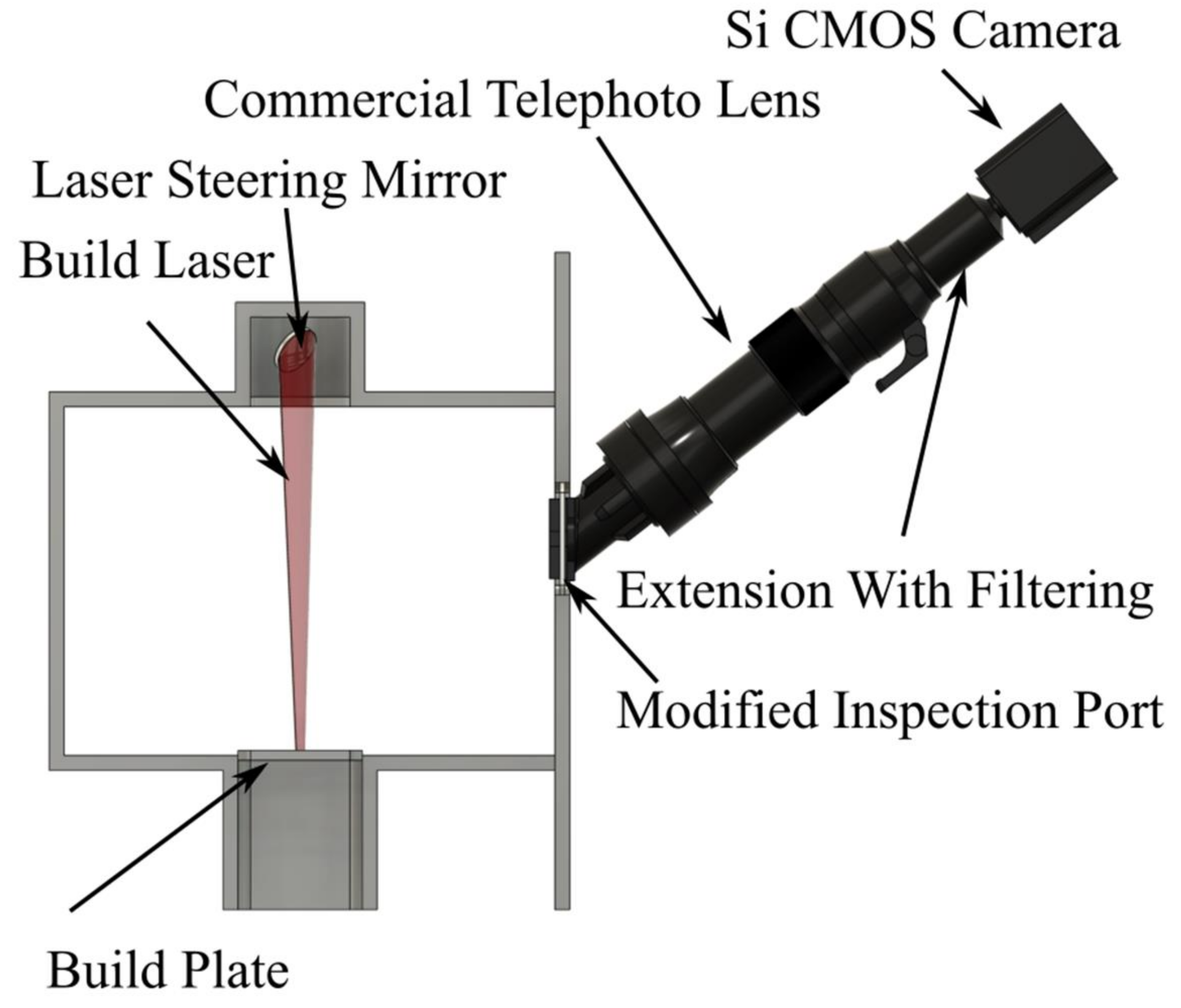
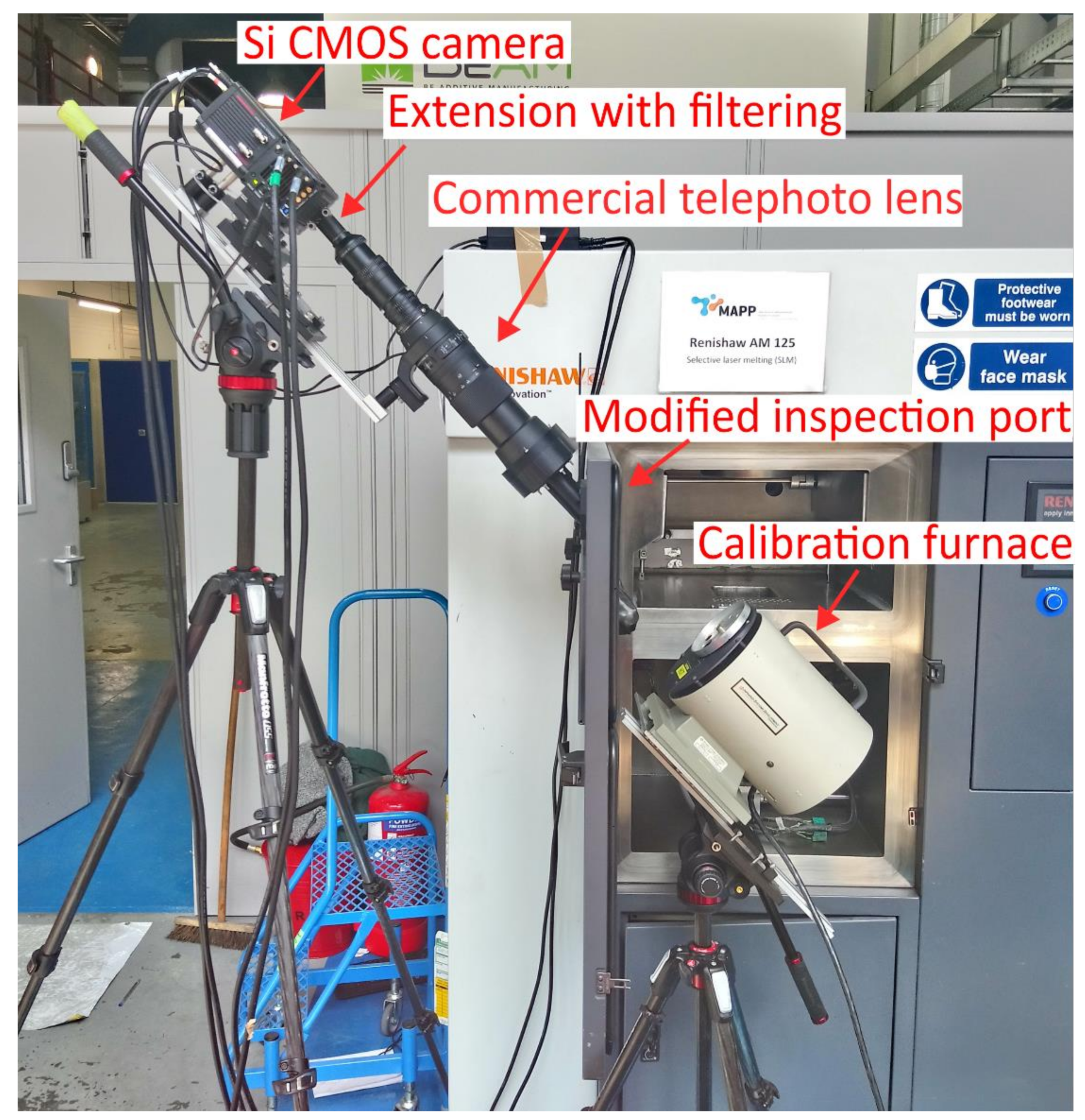
2.1. Infrared Image Collection
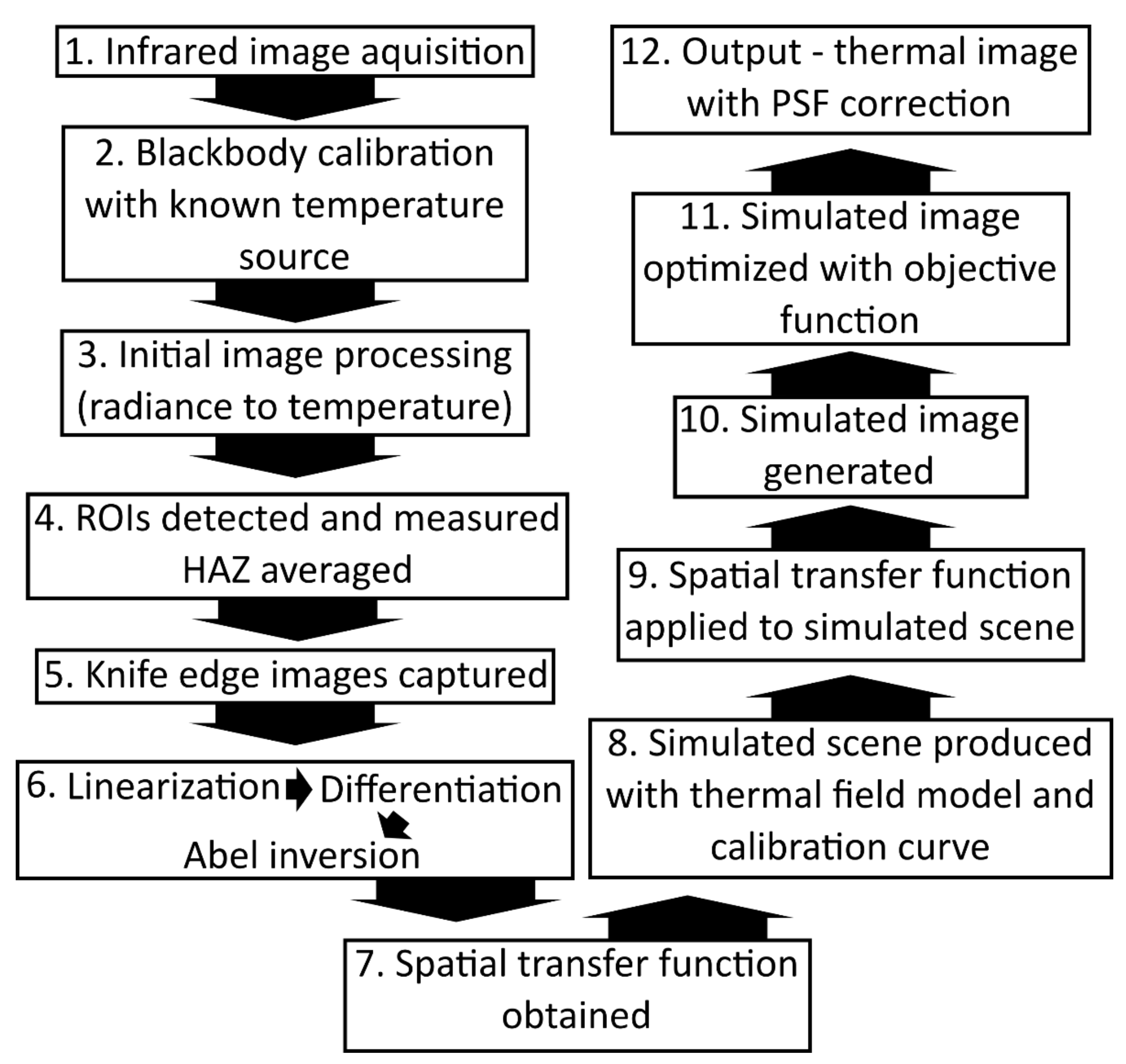
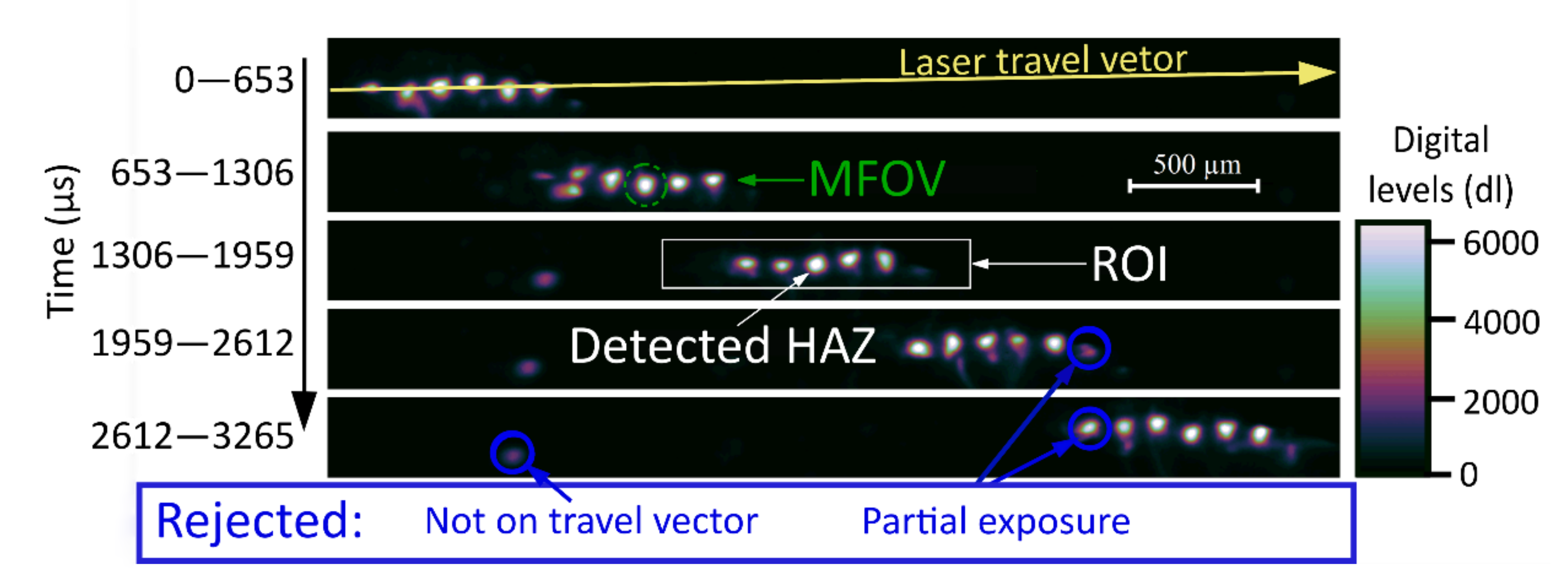
2.2. Preliminary Image Processing
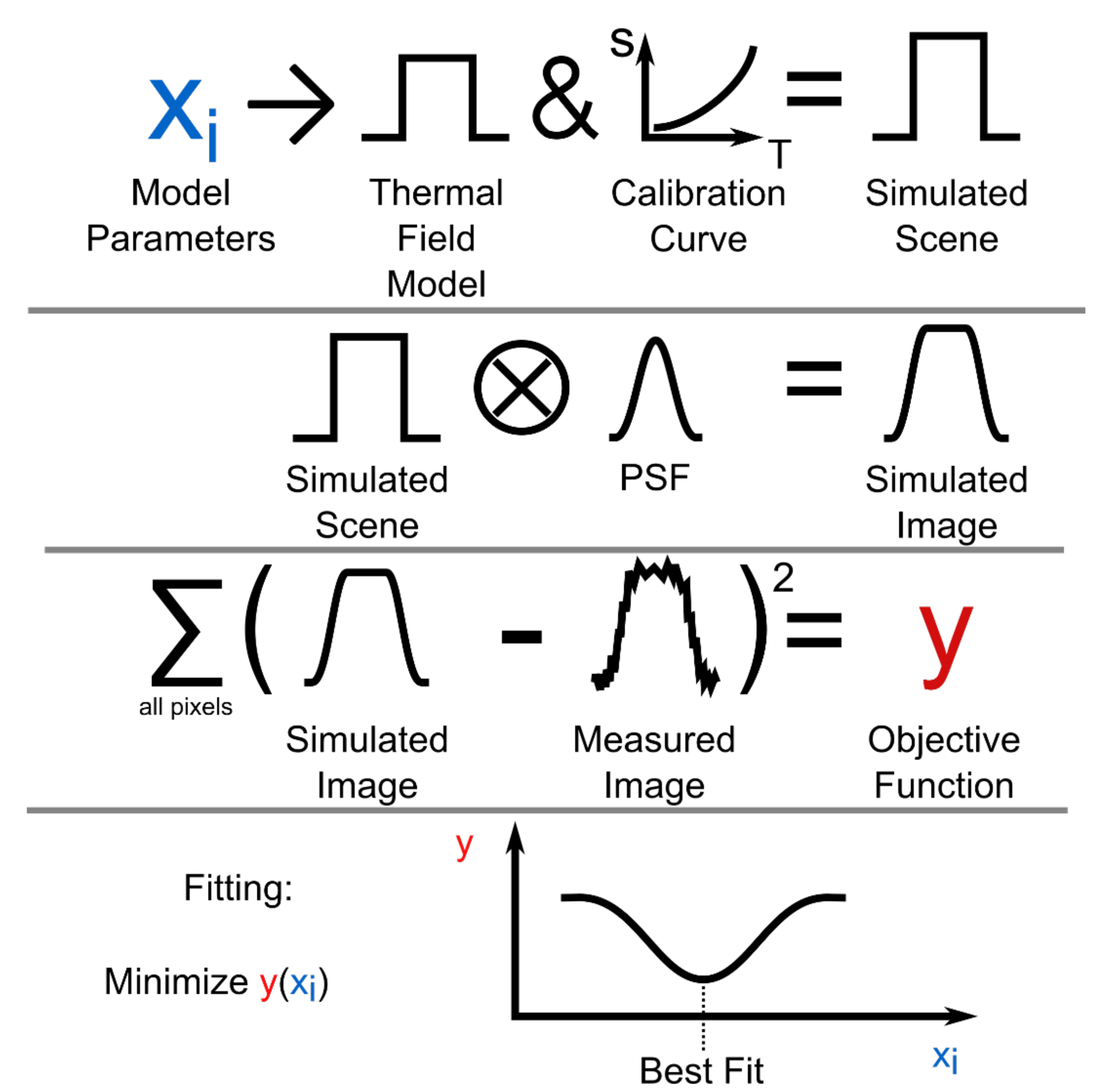
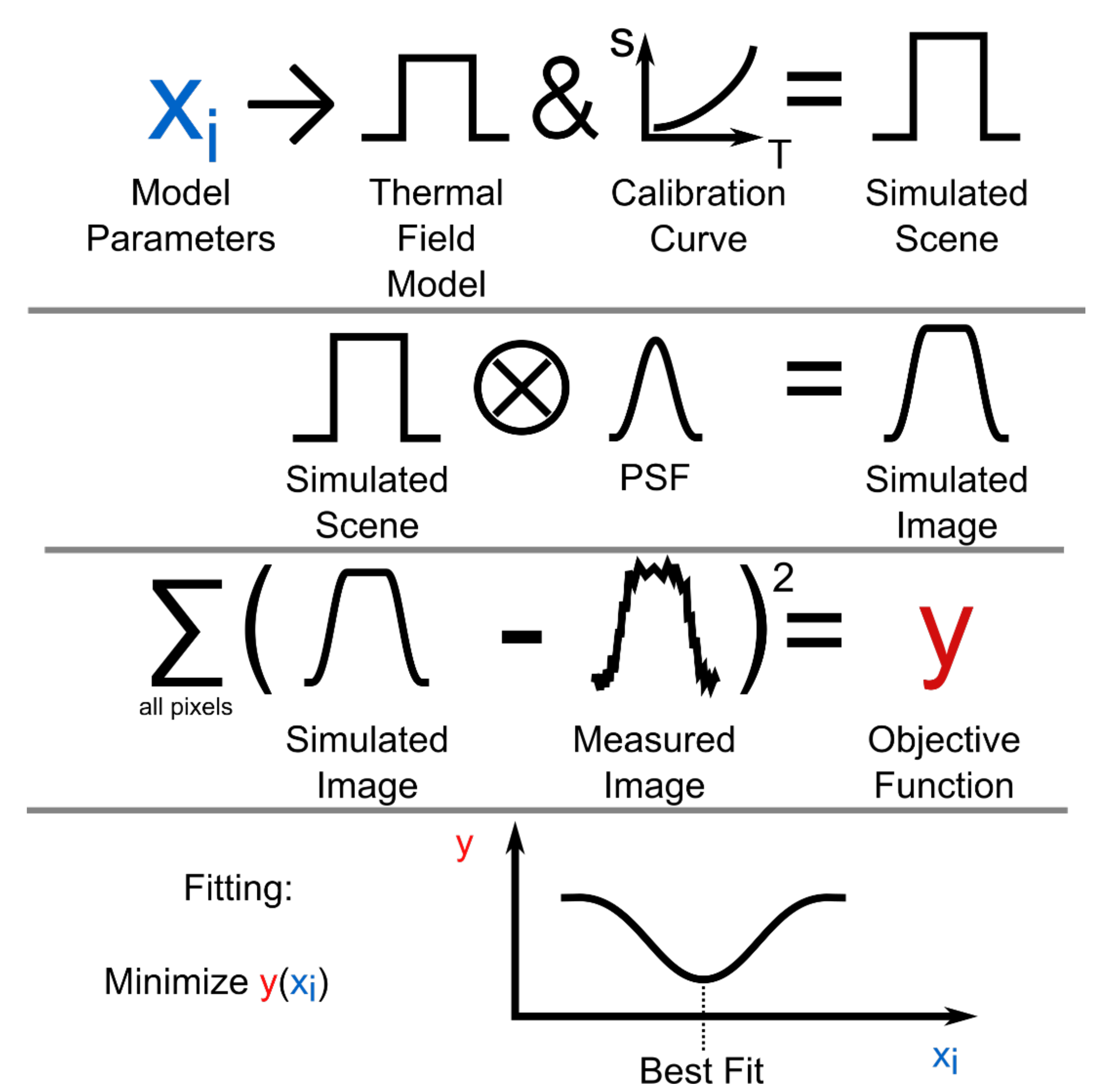
2.3. Thermal Field Reconstruction
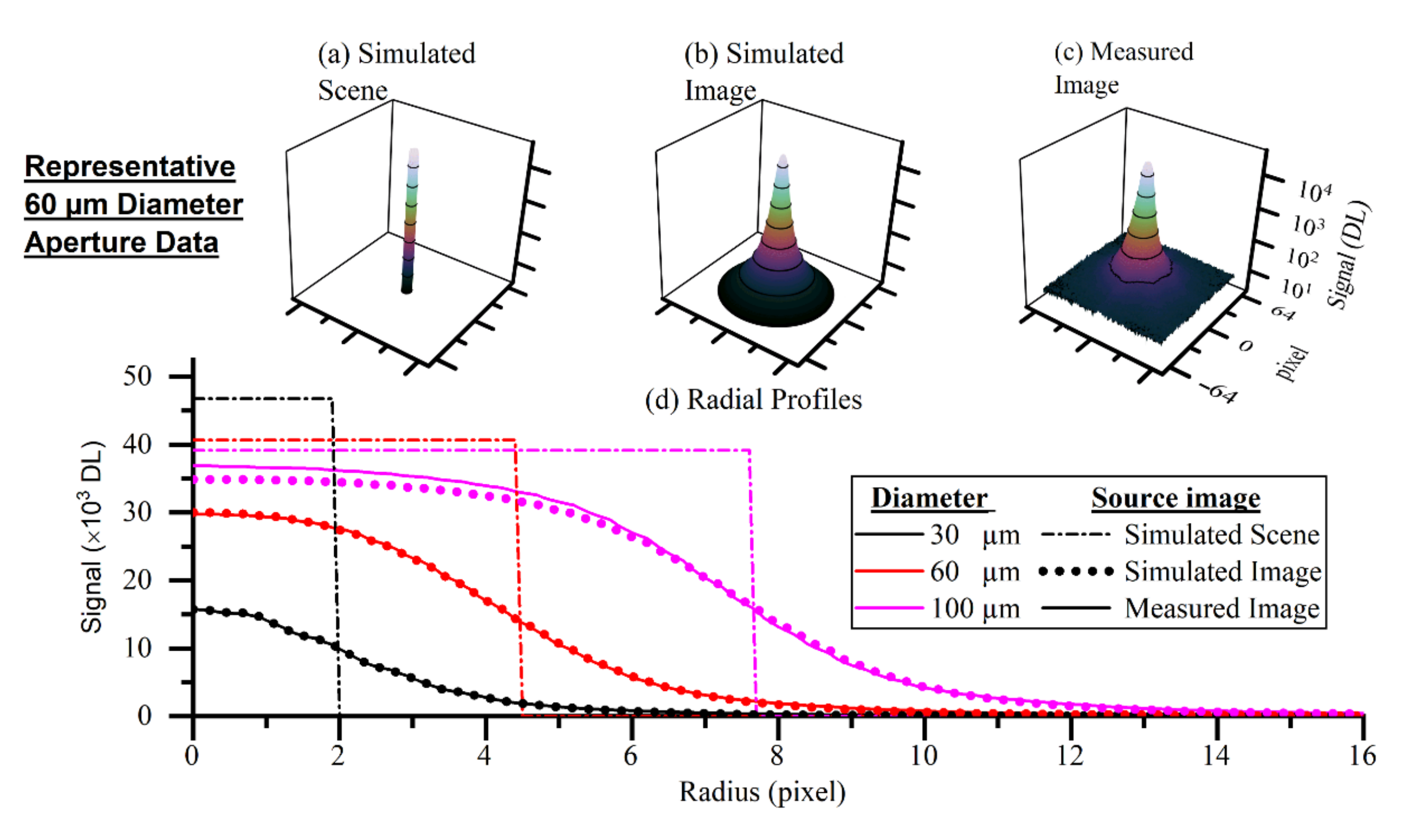
2.4. Instrument Characterization
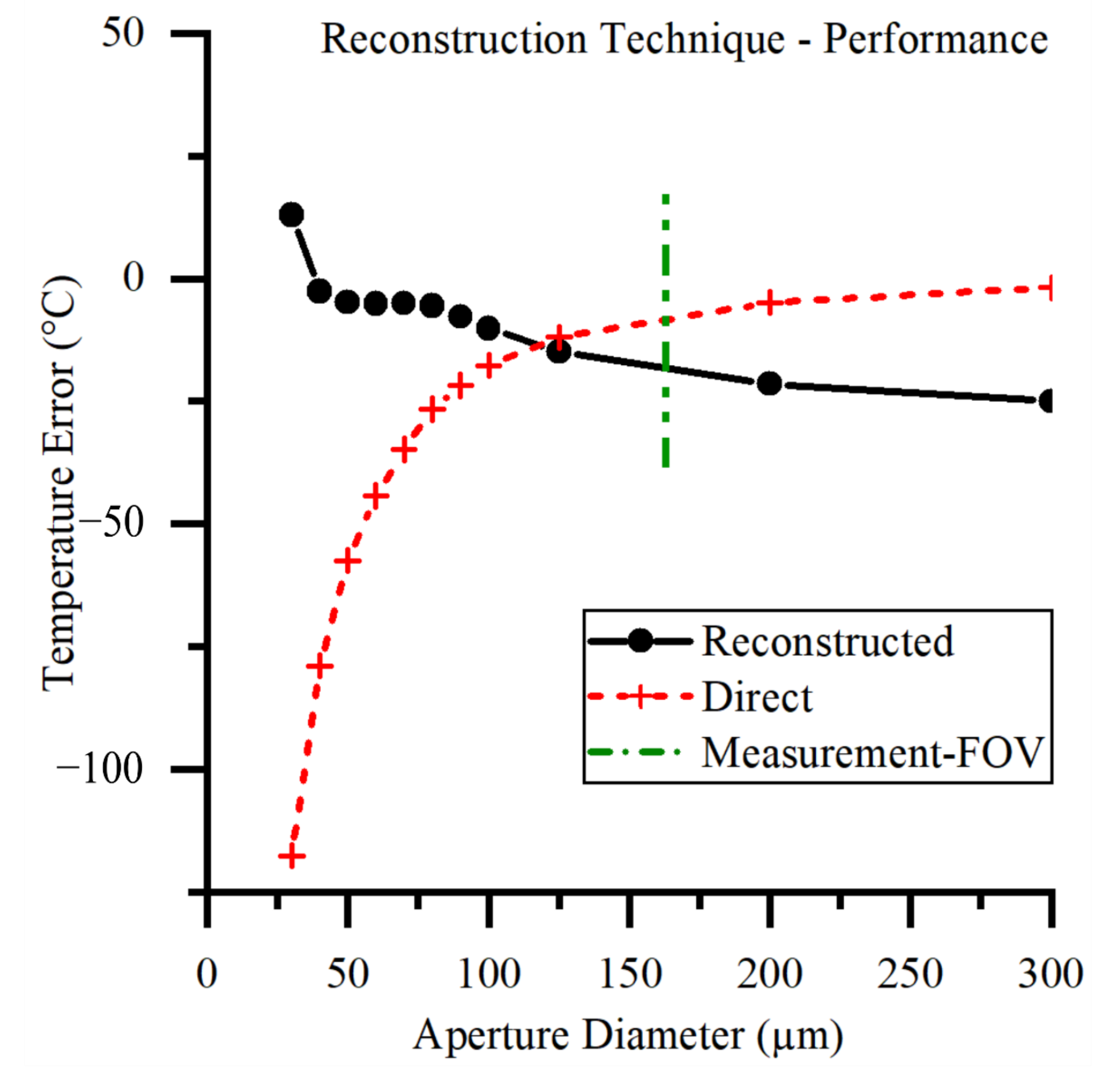
2.5. Validation
3. Results
3.1. Blackbody Calibration
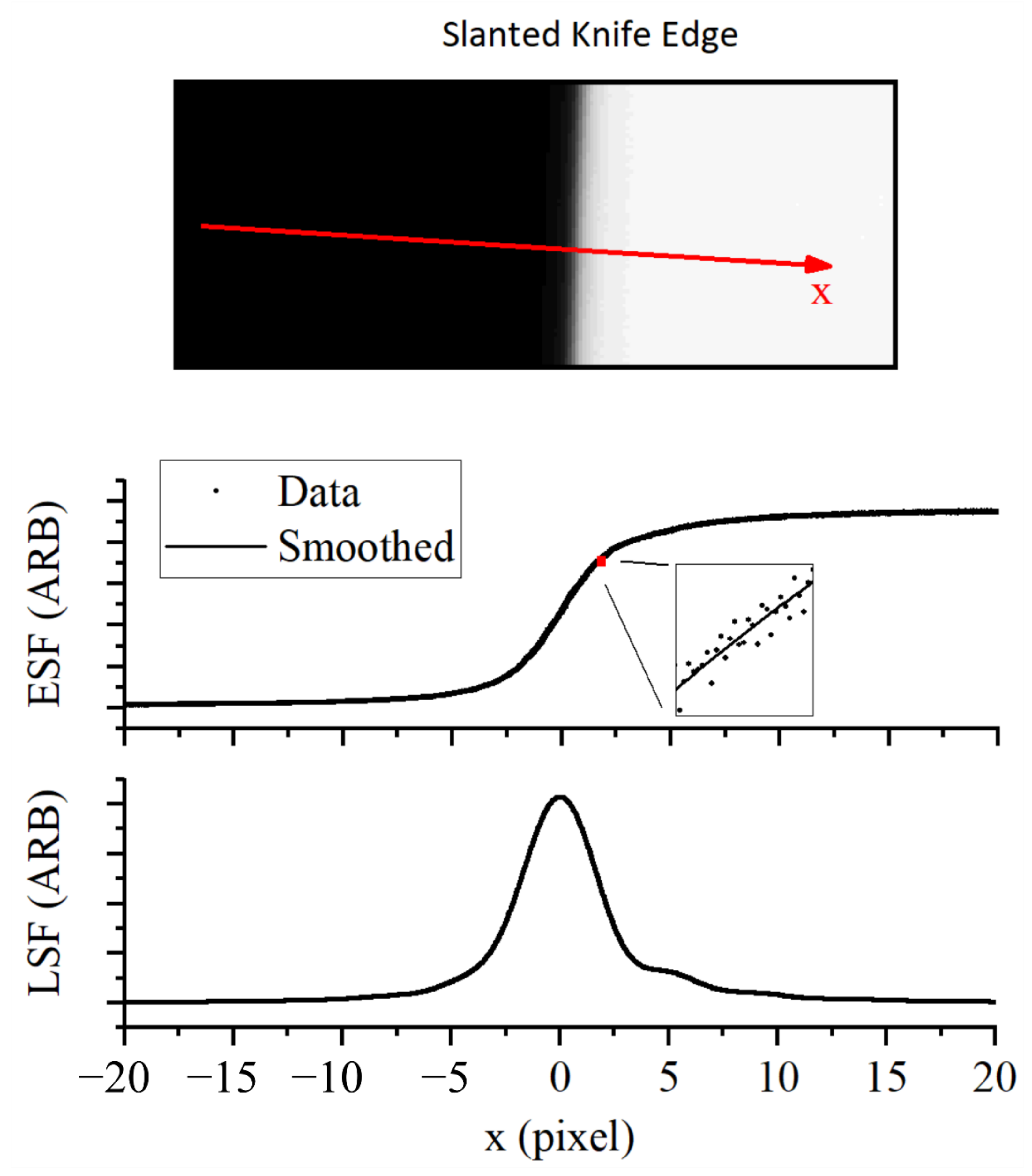
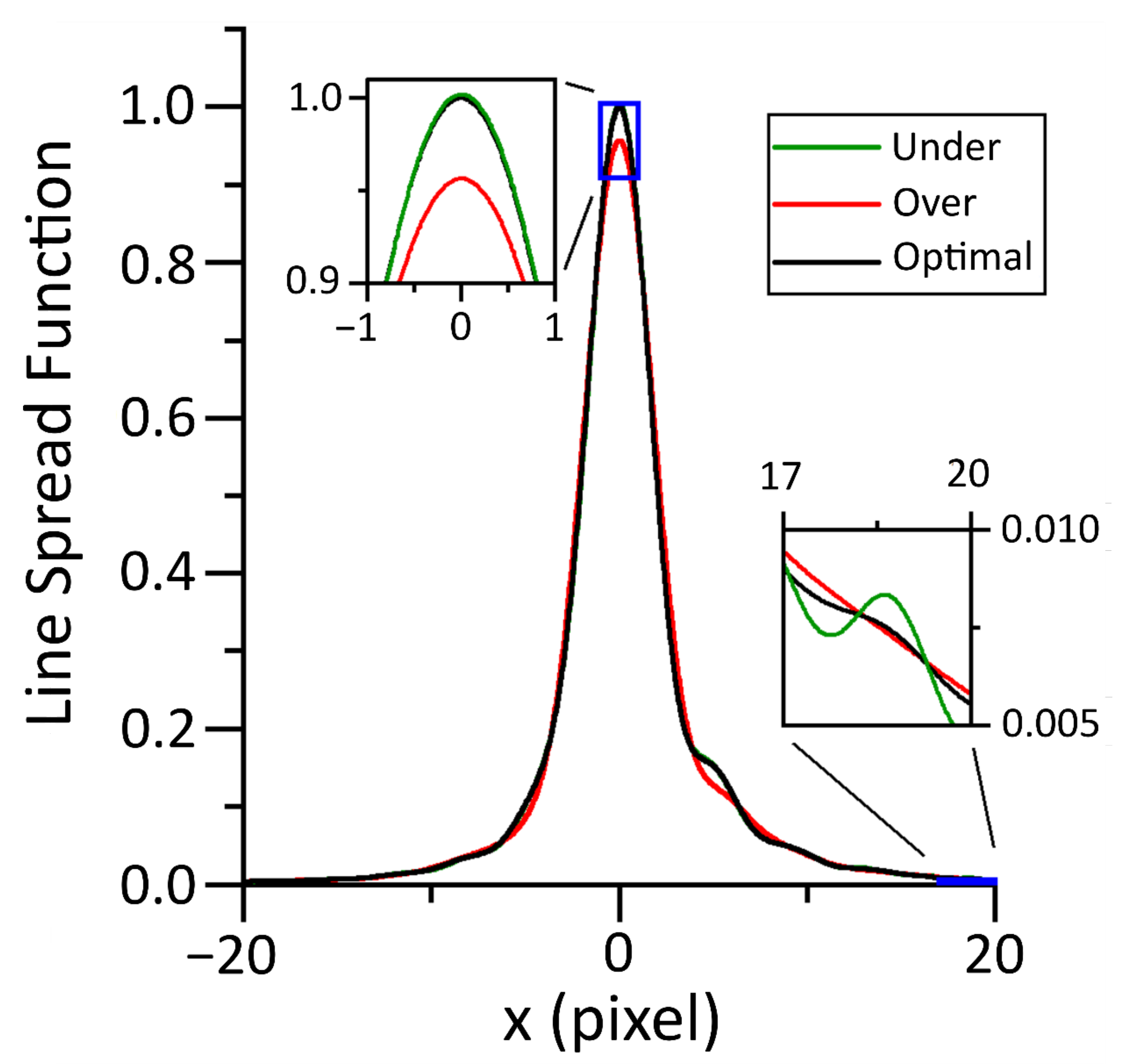
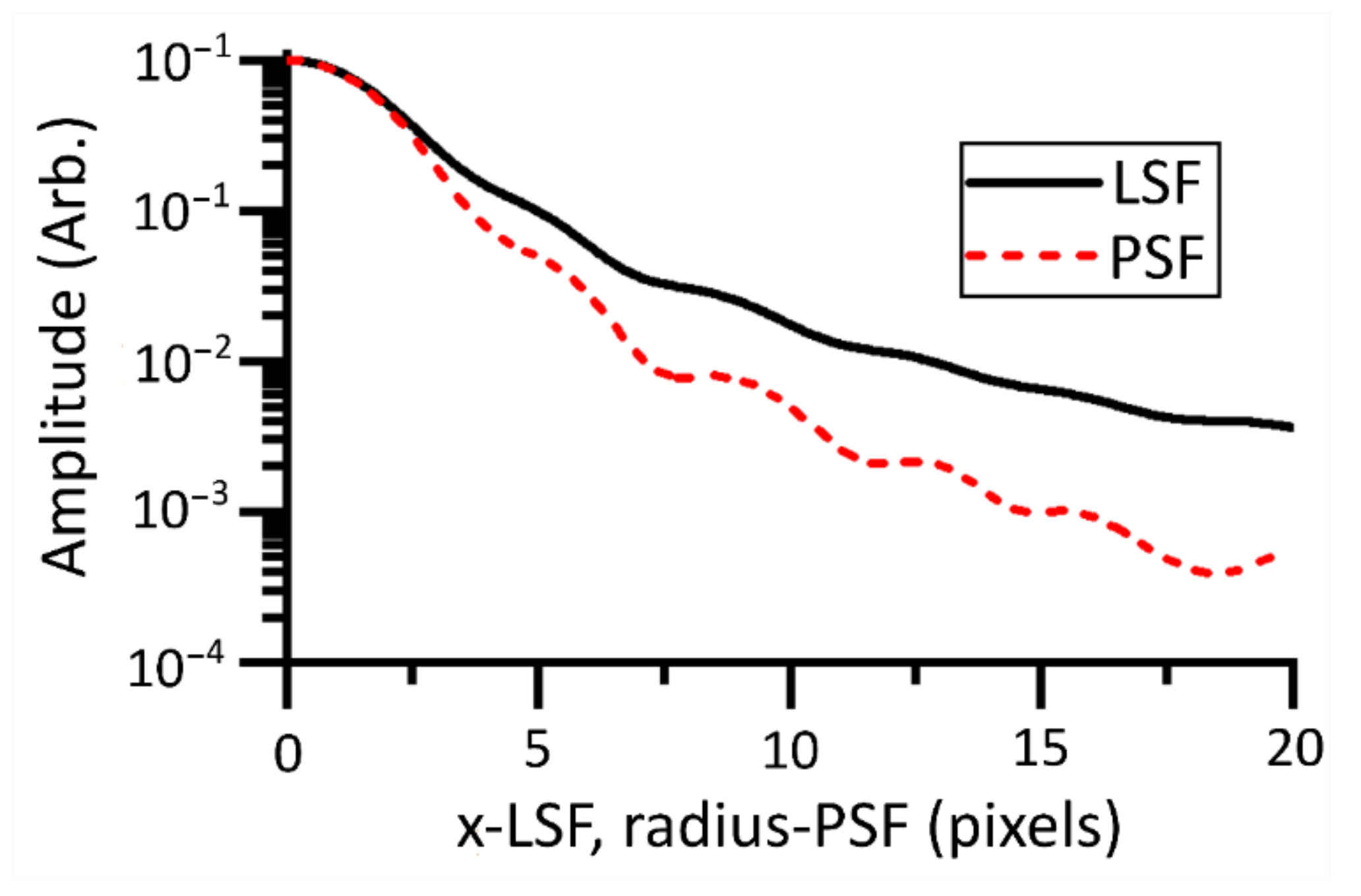
3.2. Spatial Transfer Function
3.3. Spatial Transfer Function
4. Discussion
4.1. Infrared Images of Metal Powder Fusion by Pulsed Laser
4.2. Characterization Results
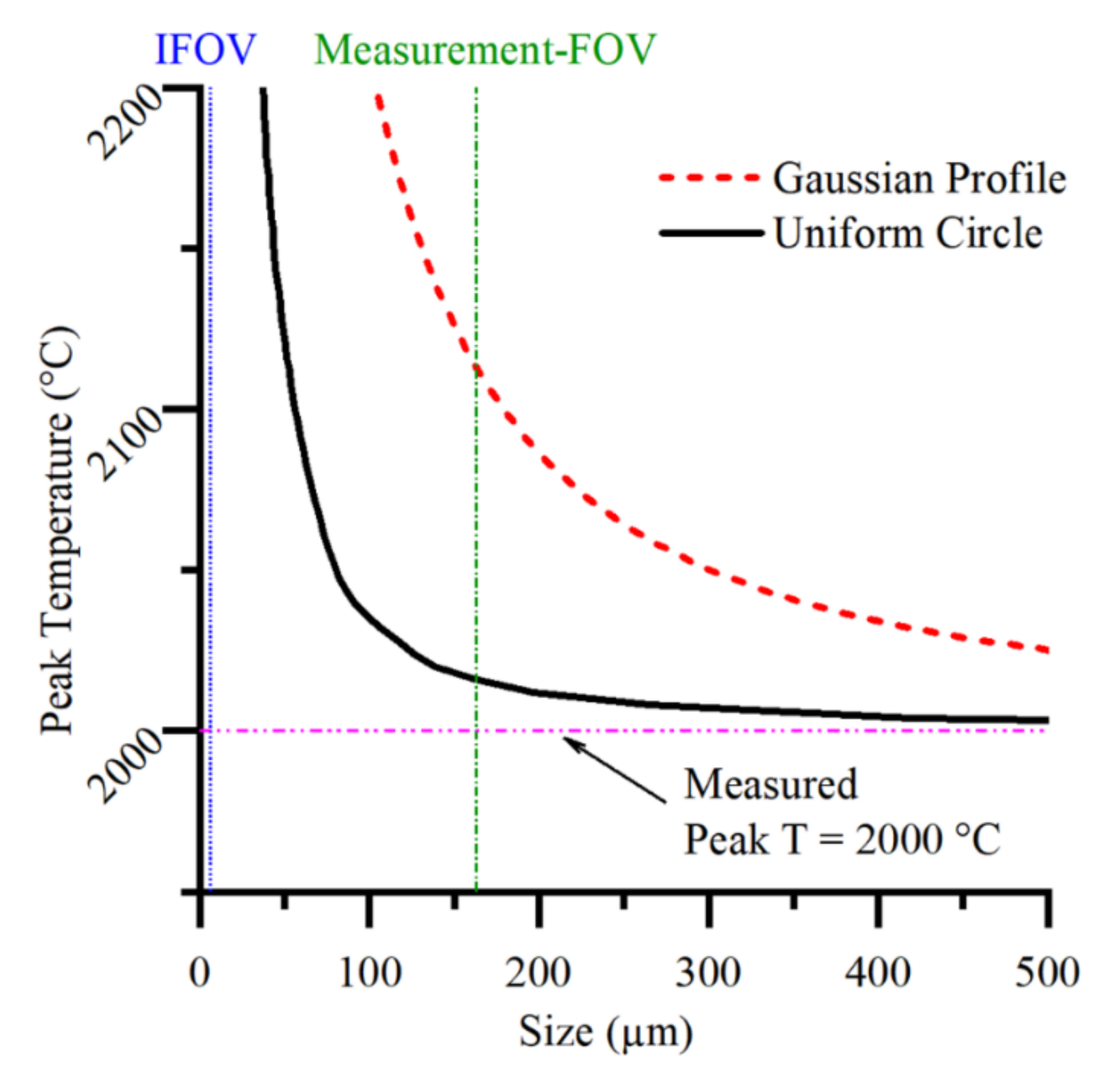
4.3. Validation Targets
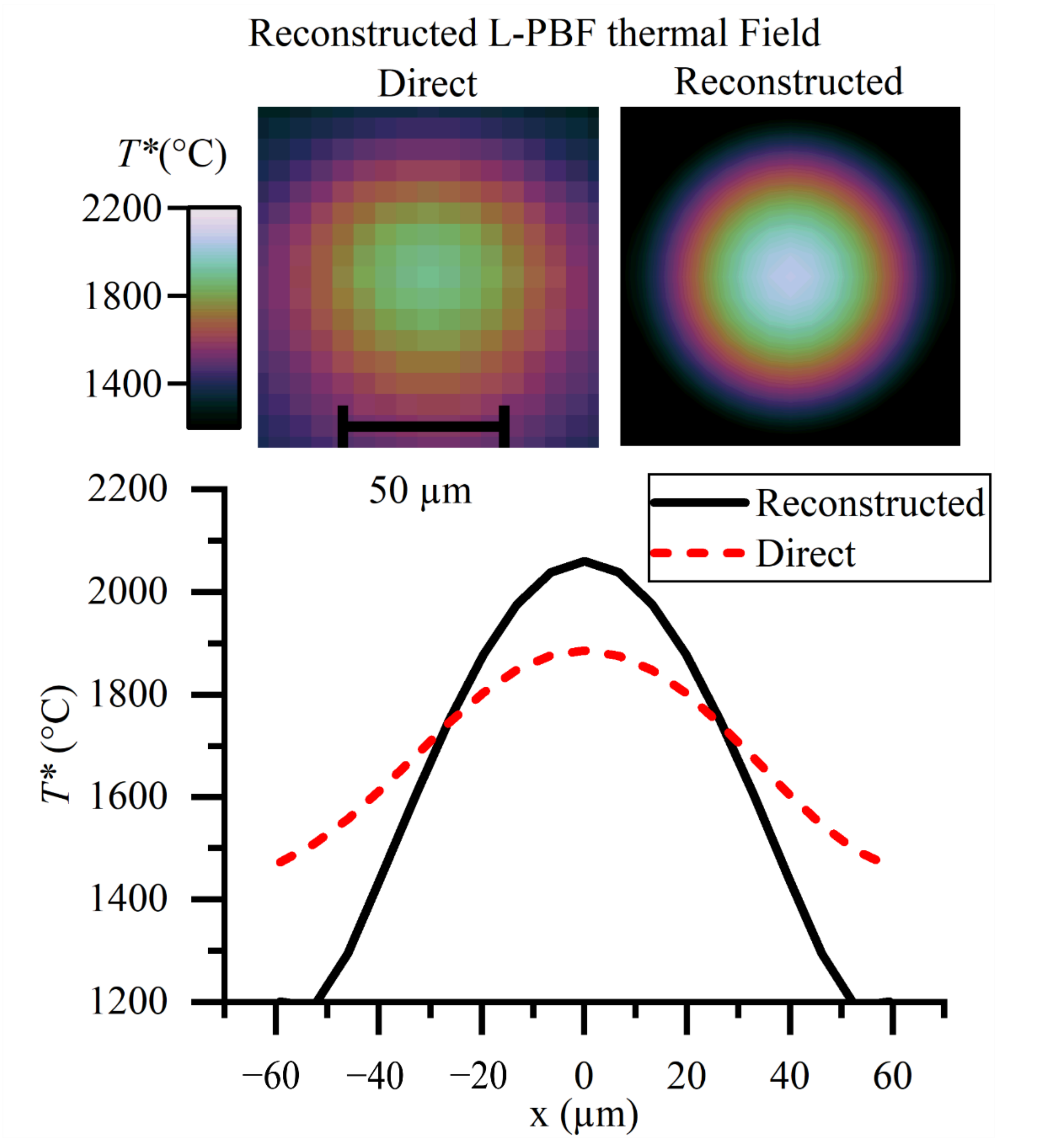
4.4. Heat Affected Zone in L-PBF
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Boone, N.; Davies, M.; Willmott, J.R.; Marin-Reyes, H.; French, R. High-Resolution Thermal Imaging and Analysis of TIG Weld Pool Phase Transitions. Sensors 2020, 20, 6952. [Google Scholar] [CrossRef]
- Panwisawas, C.; Qiu, C.; Anderson, M.J.; Sovani, Y.; Turner, R.P.; Attallah, M.M.; Brooks, J.W.; Basoalto, H.C. Mesoscale modelling of selective laser melting: Thermal fluid dynamics and microstructural evolution. Comput. Mater. Sci. 2017, 126, 479–490. [Google Scholar] [CrossRef]
- Coates, P.; Lowe, D. The Fundamentals of Radiation Thermometers; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- Hooper, P. Melt pool temperature and cooling rates in laser powder bed fusion. Addit. Manuf. 2018, 22, 548–559. [Google Scholar] [CrossRef]
- Bartlett, J.L.; Heim, F.M.; Murty, Y.V.; Li, X. In situ defect detection in selective laser melting via full-field infrared thermography. Addit. Manuf. 2018, 24, 595–605. [Google Scholar] [CrossRef]
- Boone, N.; Zhu, C.; Smith, C.; Todd, I.; Willmott, J. Thermal near infrared monitoring system for electron beam melting with emissivity tracking. Addit. Manuf. 2018, 22, 601–605. [Google Scholar] [CrossRef]
- Rodriguez, E.; Mireles, J.; Terrazas, C.A.; Espalin, D.; Perez, M.A.; Wicker, R.B. Approximation of absolute surface temperature measurements of powder bed fusion additive manufacturing technology using in situ infrared thermography. Addit. Manuf. 2015, 5, 31–39. [Google Scholar] [CrossRef]
- Seppala, J.E.; Migler, K.D. Infrared thermography of welding zones produced by polymer extrusion additive manufacturing. Addit. Manuf. 2016, 12, 71–76. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Moylan, S.; Whitenton, E.; Lane, B.; Slotwinski, J. Infrared Thermography for Laser-Based Powder Bed Fusion Additive Manufacturing Processes; AIP Conference Proceedings; American Institute of Physics: College Park, MD, USA, 2014; pp. 1191–1196. [Google Scholar]
- Lane, B.; Moylan, S.; Whitenton, E.P.; Ma, L. Thermographic measurements of the commercial laser powder bed fusion process at NIST. Rapid Prototyp. J. 2016, 22, 778–787. [Google Scholar] [CrossRef] [Green Version]
- Lane, B.; Whitenton, E.; Madhavan, V.; Donmez, A. Uncertainty of temperature measurements by infrared thermography for metal cutting applications. Metrologia 2013, 50, 637. [Google Scholar] [CrossRef] [Green Version]
- Du, H.; Voss, K.J. Effects of point-spread function on calibration and radiometric accuracy of CCD camera. Appl. Opt. 2004, 43, 665–670. [Google Scholar] [CrossRef]
- Wang, Q.; Tang, Y.; Atkinson, P.M. The effect of the point spread function on downscaling continua. ISPRS J. Photogramm. Remote Sens. ISPRS J. Photogramm. 2020, 168, 251–267. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, C.; Tong, X.; Atkinson, P.M. General solution to reduce the point spread function effect in subpixel mapping. Remote Sens. Environ. 2020, 251, 112054. [Google Scholar] [CrossRef]
- BS ISO 10878. Non-Destructive Testing—Infrared Thermography—Vocabulary; BSI: London, UK, 2013; Available online: https://www.iso.org/obp/ui/#iso:std:iso:10878:ed-1:v1:en (accessed on 2 June 2021).
- Saunders, P.; Edgar, H. Size-of-source effect correction for a thermal imaging radiation thermometer. HTHP 1999, 31, 283–292. [Google Scholar] [CrossRef]
- Standardization, I.O.F. Photography: Electronic Still Picture Imaging-Resolution and Spatial Frequency Responses; Section 3.18; ISO: Geneva, Switzerland, 2014. [Google Scholar]
- BS 1041-5. Temperature Measurement—Part 5: Guide to Selection and Use of Radiation Pyrometers; BSI: London, UK, 1989. [Google Scholar]
- ASTM. Standard Test Methods for Radiation Thermometers (Single Waveband Type). In ASTM International; BSI: London, UK, 2010; Volume 14, pp. 4–5. [Google Scholar]
- Yamada, Y.; Ishii, J. Toward Reliable Industrial Radiation Thermometry. Int. J. Thermophys. 2015, 36, 1699–1712. [Google Scholar] [CrossRef]
- Glowacz, A. Fault diagnosis of electric impact drills using thermal imaging. Measurement 2021, 171, 108815. [Google Scholar] [CrossRef]
- Glowacz, A. Ventilation diagnosis of angle grinder using thermal imaging. Sensors 2021, 21, 2853. [Google Scholar] [CrossRef] [PubMed]
- Killer, C. Abel Inversion Algorithm. 2013. Available online: https://www.mathworks.com/matlabcentral/fileexchange/43639-abel-inversion-algorithm (accessed on 7 March 2016).
- Preston-Thomas, H. The International Temperature Scale of 1990(ITS-90). Metrologia 1990, 27, 3–10. [Google Scholar] [CrossRef]
- Sakuma, F.; Hattori, S. Establishing a practical temperature standard by using a narrow-band radiation thermometer with a silicon detector. Metrol. Inst. Rep. 1983, 32, 91–97. [Google Scholar]
- Saunders, P.; White, D.R. Physical basis of interpolation equations for radiation thermometry. Metrologia 2003, 40, 195. [Google Scholar] [CrossRef]
- Mohr, P.J.; Newell, D.B.; Taylor, B.N.; Tiesinga, E. The 2018 CODATA Recommended Values of the Fundamental Physical Constants; NIST: Gaithersburg, MD, USA, 2020; p. 20899. [Google Scholar]
- Lai, F.; Kandukuri, J.; Yuan, B.; Zhang, Z.; Jin, M. Thermal image enhancement through the deconvolution methods for low-cost infrared cameras. QIRT 2018, 15, 223–239. [Google Scholar] [CrossRef]
- Lane, B.; Grantham, S.; Yeung, H.; Zarobila, C.; Fox, J. Performance Characterization of Process Monitoring Sensors on the NIST Additive Manufacturing Metrology Testbed. In Proceedings of the TMS Solid Freeform Fabrication (SFF) Symposium, Austin, TX, USA, 7–9 August 2017. [Google Scholar]
- Pretzier, G. A new method for numerical Abel-inversion. Z. Nat. A 1991, 46, 639–641. [Google Scholar] [CrossRef] [Green Version]
- McMillan, J.; Whittam, A.; Rokosz, M.; Simpson, R. Towards quantitative small-scale thermal imaging. Measurement 2018, 117, 429–434. [Google Scholar] [CrossRef] [Green Version]
- Pušnik, I.; Geršak, G. Evaluation of the size-of-source effect in thermal imaging cameras. Sensors 2021, 21, 607. [Google Scholar] [CrossRef] [PubMed]
- Envall, J.; Mekhontsev, S.; Zong, Y.; Hanssen, L. Spatial scatter effects in the calibration of IR pyrometers and imagers. Int. J. Thermophys. 2009, 30, 167–178. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Build Parameters | Imaging Parameters | ||
|---|---|---|---|
| Laser Exposure time | 56 µs | Exposure time | 653 µs |
| Mark Spacing | 135 µm | Frame rate | 1600 fps |
| Laser Peak Power | 150 W | IFOV | 6.58 µm |
| Hatch Spacing | 40 µm | Wavelength band | 0.85–1.00 µm |
| Material | CM247 | #pixels | 128 × 2048 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stanger, L.; Rockett, T.; Lyle, A.; Davies, M.; Anderson, M.; Todd, I.; Basoalto, H.; Willmott, J.R. Reconstruction of Microscopic Thermal Fields from Oversampled Infrared Images in Laser-Based Powder Bed Fusion. Sensors 2021, 21, 4859. https://doi.org/10.3390/s21144859
Stanger L, Rockett T, Lyle A, Davies M, Anderson M, Todd I, Basoalto H, Willmott JR. Reconstruction of Microscopic Thermal Fields from Oversampled Infrared Images in Laser-Based Powder Bed Fusion. Sensors. 2021; 21(14):4859. https://doi.org/10.3390/s21144859
Chicago/Turabian StyleStanger, Leigh, Thomas Rockett, Alistair Lyle, Matthew Davies, Magnus Anderson, Iain Todd, Hector Basoalto, and Jon R. Willmott. 2021. "Reconstruction of Microscopic Thermal Fields from Oversampled Infrared Images in Laser-Based Powder Bed Fusion" Sensors 21, no. 14: 4859. https://doi.org/10.3390/s21144859
APA StyleStanger, L., Rockett, T., Lyle, A., Davies, M., Anderson, M., Todd, I., Basoalto, H., & Willmott, J. R. (2021). Reconstruction of Microscopic Thermal Fields from Oversampled Infrared Images in Laser-Based Powder Bed Fusion. Sensors, 21(14), 4859. https://doi.org/10.3390/s21144859