Optical Setup for Error Compensation in a Laser Triangulation System

 , , , and
, , , and
Abstract
1. Introduction
2. Fundamentals
2.1. Laser Triangulation
2.2. Error Model in a Laser Triangulation System
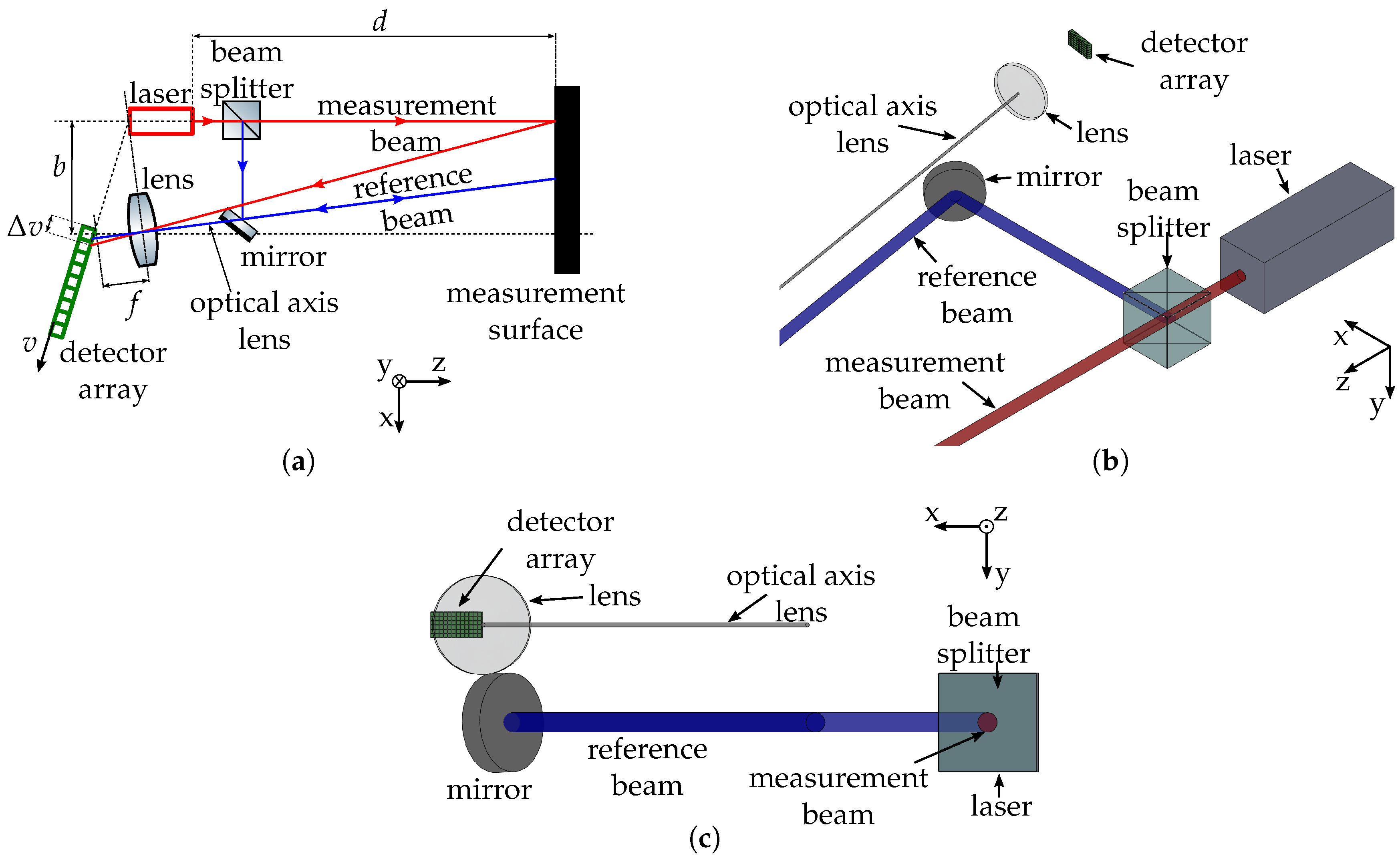
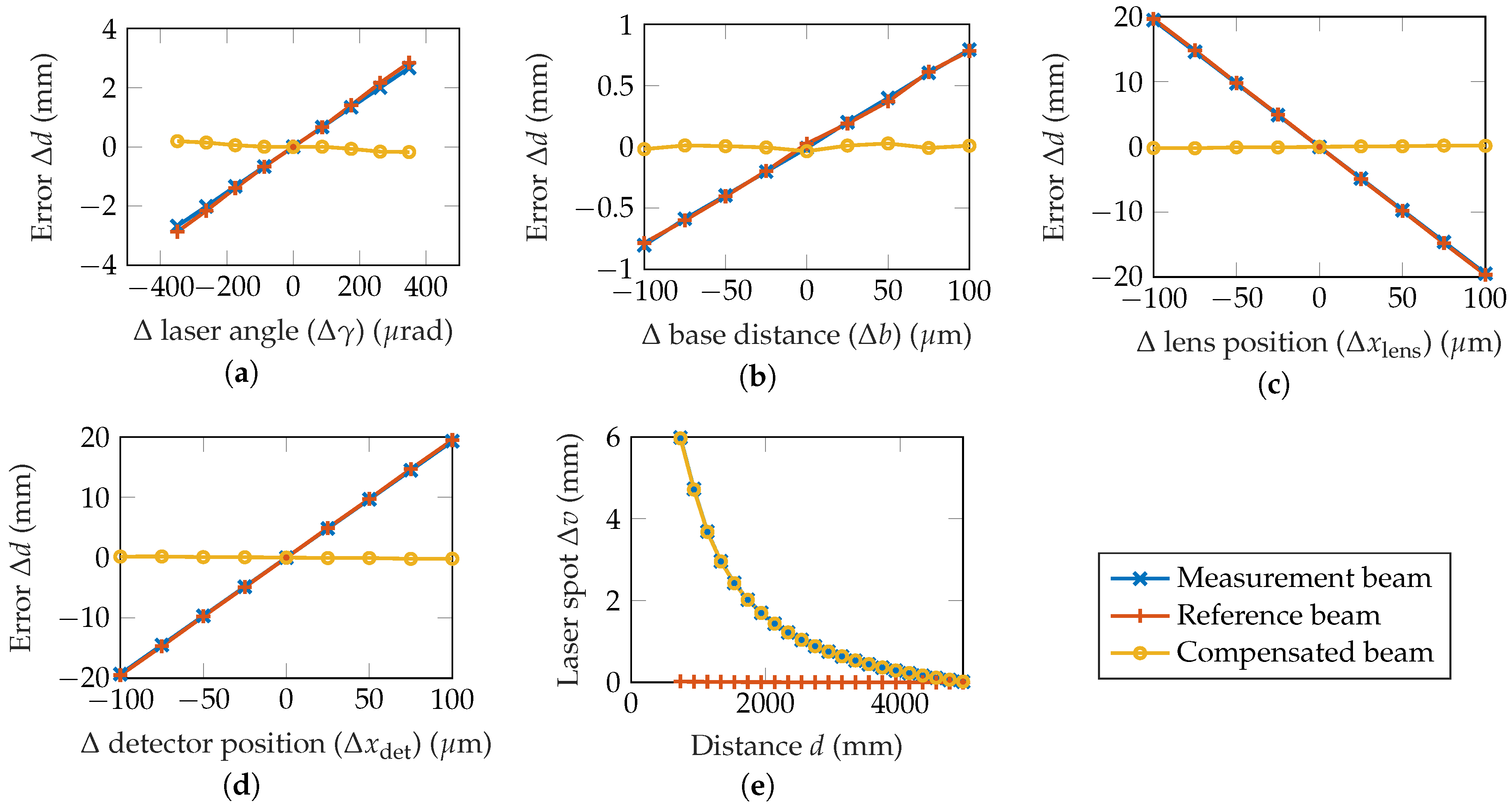
3. Optical Setup for Compensation of Measurement Errors
4. Experimental Results
4.1. Measurement Setup
4.2. Characterization of the Measurement Setup
4.2.1. Temporal Behavior in Static Measurements
4.2.2. Dynamic Measurements
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Amann, M.C.; Bosch, T. Laser ranging: A critical review of usual techniques for distance measurement. Opt. Eng. 2001, 40, 10. [Google Scholar] [CrossRef]
- Blais, F. Review of 20 years of range sensor development. J. Electron. Imaging 2004, 13, 231. [Google Scholar] [CrossRef]
- Rivera-Castillo, J.; Flores-Fuentes, W.; Rivas-López, M.; Sergiyenko, O.; Gonzalez-Navarro, F.F.; Rodríguez-Quiñonez, J.C.; Hernández-Balbuena, D.; Lindner, L.; Básaca-Preciado, L.C. Experimental image and range scanner datasets fusion in SHM for displacement detection. Struct. Control. Health Monit. 2017, 24, e1967. [Google Scholar] [CrossRef]
- Guillory, J.; La Teyssendier de Serve, M.; Truong, D.; Alexandre, C.; Wallerand, J.P. Uncertainty Assessment of Optical Distance Measurements at Micrometer Level Accuracy for Long-Range Applications. IEEE Trans. Instrum. Meas. 2019, 68, 2260–2267. [Google Scholar] [CrossRef]
- Donges, A.; Noll, R. Laser Measurement Technology: Fundamentals and Applications; Springer Series in OPTICAL SCIENCES; Springer: Heidelberg, Germany, 2015; Volume 188. [Google Scholar] [CrossRef]
- Schuth, M.; Buerakov, W. Handbuch optische Messtechnik: Praktische Anwendungen für Entwicklung, Versuch, Fertigung und Qualitätssicherung; Hanser: München, Germany, 2017. [Google Scholar]
- Peiponen, K.E.; Myllylä, R.; Priezžev, A.V. Optical Measurement Techniques: Innovations for Industry and the Life Sciences; Springer Series in OPTICAL SCIENCES; Springer: Berlin, Germany, 2009; Volume 136. [Google Scholar]
- Ji, Z.; Leu, M.C. Design of optical triangulation devices. Opt. Laser Technol. 1989, 21, 339–341. [Google Scholar] [CrossRef]
- Ivanov, M.; Sergyienko, O.; Tyrsa, V.; Lindner, L.; Flores-Fuentes, W.; Rodriguez-Quinonez, J.C.; Hernandez, W.; Mercorelli, P. Influence of data clouds fusion from 3D real-time vision system on robotic group dead reckoning in unknown terrain. IEEE/CAA J. Autom. Sin. 2020, 7, 368–385. [Google Scholar] [CrossRef]
- Berkovic, G.; Shafir, E. Optical methods for distance and displacement measurements. Adv. Opt. Photonics 2012, 4, 441–471. [Google Scholar] [CrossRef]
- Wu, S.; Feng, Q.; Gao PhD, Z.; Han, Q. A Novel Laser Triangulation Sensor with Wide Dynamic Range; SAE Technical Paper Series; SAE Technical Paper; SAE International400 Commonwealth Drive: Warrendale, PA, USA, 2011. [Google Scholar] [CrossRef]
- Moreno-Oliva, V.I.; Román-Hernández, E.; Torres-Moreno, E.; Dorrego-Portela, J.R.; Avendaño-Alejo, M.; Campos-García, M.; Sánchez-Sánchez, S. Measurement of quality test of aerodynamic profiles in wind turbine blades using laser triangulation technique. Energy Sci. Eng. 2019, 26, 789. [Google Scholar] [CrossRef]
- Hering, E.; Martin, R. Photonik; Springer: Berlin/Heidelberg, Germany, 2006. [Google Scholar] [CrossRef]
- Liebe, C.C.; Coste, K. Distance Measurement Utilizing Image-Based Triangulation. IEEE Sens. J. 2013, 13, 234–244. [Google Scholar] [CrossRef]
- Yang, H.; Tao, W.; Zhang, Z.; Zhao, S.; Yin, X.; Zhao, H. Reduction of the Influence of Laser Beam Directional Dithering in a Laser Triangulation Displacement Probe. Sensors 2017, 17, 1126. [Google Scholar] [CrossRef]
- Ibaraki, S.; Kitagawa, Y.; Kimura, Y.; Nishikawa, S. On the limitation of dual-view triangulation in reducing the measurement error induced by the speckle noise in scanning operations. Int. J. Adv. Manuf. Technol. 2017, 88, 731–737. [Google Scholar] [CrossRef]
- Takushima, S.; Kawano, H.; Nakahara, H.; Kurokawa, T. On-machine multi-directional laser displacement sensor using scanning exposure method for high-precision measurement of metal-works. Precis. Eng. 2018, 51, 437–444. [Google Scholar] [CrossRef]
- Pedersen, D.A.K.; Liebe, C.C.; Jorgensen, J.L. Structured Light System on Mars Rover Robotic Arm Instrument. IEEE Trans. Aerosp. Electron. Syst. 2019, 55, 1612–1623. [Google Scholar] [CrossRef]
- Miao, C.; Xiao, W.; Qinghua, Y. Influence Analysis of Laser Spot Noise on the Measurement Accuracy of Laser Triangulation Method. Int. J. u- e-Serv. Sci. Technol. 2016, 9, 39–46. [Google Scholar] [CrossRef]
- Steele, D.S. Apparatus and Method for Optical Triangulation Measurement. FR Patent FR2487507A1, 29 January 1982. [Google Scholar]
- Hardin, R.A.; Liu, Y.; Long, C.; Aleksandrov, A.; Blokland, W. Active beam position stabilization of pulsed lasers for long-distance ion profile diagnostics at the Spallation Neutron Source (SNS). Opt. Express 2011, 19, 2874–2885. [Google Scholar] [CrossRef]
- Chang, Y.H.; Liu, C.S.; Cheng, C.C. Design and Characterisation of a Fast Steering Mirror Compensation System Based on Double Porro Prisms by a Screw-Ray Tracing Method. Sensors 2018, 18, 4046. [Google Scholar] [CrossRef]
- Yang, S.; Zhang, J.Y.; Yang, Y.Y.; Huang, J.Y.; Bai, Y.R.; Zhang, Y.; Lin, X.C. Automatic compensation of thermal drift of laser beam through thermal balancing based on different linear expansions of metals. Results Phys. 2019, 13, 102201. [Google Scholar] [CrossRef]
- Yong, L.; Qibo, F.; Lishuang, L.; Qingrui, Y.; Yueqiang, L. Application of optical switch in precision measurement system based on multi-collimated beams. Measurement 2015, 61, 216–220. [Google Scholar] [CrossRef]
- Yang, H.; Tao, W.; Yin, X.; Zhao, H. Differential correction system of laser beam directional dithering based on symmetrical beamsplitter. Opt. Rev. 2018, 25, 10–17. [Google Scholar] [CrossRef]
- Liu, C.S.; Jiang, S.H. A novel laser displacement sensor with improved robustness toward geometrical fluctuations of the laser beam. Meas. Sci. Technol. 2013, 24, 105101. [Google Scholar] [CrossRef]
- Li, J.; Wei, H.; Li, Y. Beam drift reduction by straightness measurement based on a digital optical phase conjugation. Appl. Opt. 2019, 58, 7636. [Google Scholar] [CrossRef]
- Dobosz, M.; Ściuba, M. Ultrasonic measurement of air temperature along the axis of a laser beam during interferometric measurement of length. Meas. Sci. Technol. 2020, 31, 045202. [Google Scholar] [CrossRef]
- Žbontar, K.; Mihelj, M.; Podobnik, B.; Povše, F.; Munih, M. Dynamic symmetrical pattern projection based laser triangulation sensor for precise surface position measurement of various material types. Appl. Opt. 2013, 52, 2750–2760. [Google Scholar] [CrossRef]
- Faulhaber, A.; Gronle, M.; Haberl, S.; Buchholz, T.; Haist, T.; Osten, W. Dynamically scanned spot projections with digital holograms for reduced measurement uncertainty in laser triangulation systems. In AOPC 2019: Optical Sensing and Imaging Technology; Greivenkamp, J., Ed.; SPIE: Bellingham, WA, USA, 2019; p. 167. [Google Scholar] [CrossRef]
- Handel, H. Analyzing the Influences of Camera Warm-Up Effects on Image Acquisition. In Computer Vision—ACCV 2007; Yagi, Y., Kang, S.B., Kweon, I.S., Zha, H., Eds.; Lecture Notes in Computer Science; Springer: Berlin, Germany, 2007; Volume 4844, pp. 258–268. [Google Scholar] [CrossRef]
- Handel, H. Compensation of thermal errors in vision based measurement systems using a system identification approach. In Proceedings of the 9th International Conference on Signal Processing, Denver, CO, USA, 5–7 June 2008; Yuan, B., Ed.; IEEE: Piscataway, NJ, USA, 2008; pp. 1329–1333. [Google Scholar] [CrossRef]
- Ma, S.; Pang, J.; Ma, Q. The systematic error in digital image correlation induced by self-heating of a digital camera. Meas. Sci. Technol. 2012, 23, 025403. [Google Scholar] [CrossRef]
- Li, Z.; Chen, X.; Liu, Y.; Tao, W.; Zhao, H. Temperature Compensation of Laser Triangular Displacement Sensor. In Proceedings of the 2019 Chinese Automation Congress (CAC), Hangzhou, China, 22–24 November 2019; pp. 4661–4667. [Google Scholar] [CrossRef]
- Flores-Fuentes, W.; Rivas-Lopez, M.; Sergiyenko, O.; Gonzalez-Navarro, F.F.; Rivera-Castillo, J.; Hernandez-Balbuena, D.; Rodríguez-Quiñonez, J.C. Combined application of Power Spectrum Centroid and Support Vector Machines for measurement improvement in Optical Scanning Systems. Signal Process. 2014, 98, 37–51. [Google Scholar] [CrossRef]
- So, E.W.Y.; Munaro, M.; Michieletto, S.; Antonello, M.; Menegatti, E. Real-Time 3D Model Reconstruction with a Dual-Laser Triangulation System for Assembly Line Completeness Inspection. In Intelligent Autonomous Systems 12; Lee, S., Cho, H., Yoon, K.J., Lee, J., Eds.; Advances in Intelligent Systems and Computing; Springer: Berlin/Heidelberg, Germany, 2013; Volume 194, pp. 707–716. [Google Scholar] [CrossRef]
- Selami, Y.; Tao, W.; Gao, Q.; Yang, H.; Zhao, H. A Scheme for Enhancing Precision in 3-Dimensional Positioning for Non-Contact Measurement Systems Based on Laser Triangulation. Sensors 2018, 18, 504. [Google Scholar] [CrossRef]
- Denisov, E.S.; Salakhova, A.S.; Timergalina, G.V.; Nikishin, T.P.; Azlyyyakhmatov, M.G.F. Three-Beam Triangulating Sensor. IOP Conf. Ser. Mater. Sci. Eng. 2015, 86, 012007. [Google Scholar] [CrossRef]
- Oh, S.; Kim, K.C.; Kim, S.H.; Kwak, Y.K. Resolution enhancement using a diffraction grating for optical triangulation displacement sensors. In Testing, Reliability, and Applications of Optoelectronic Devices; Chin, A.K., Dutta, N.K., Linden, K.J., Wang, S.C., Eds.; SPIE: Bellingham, WA, USA, 2001; p. 102. [Google Scholar] [CrossRef]
- Haist, T.; Gronle, M.; Bui, D.A.; Jiang, B.; Pruss, C.; Schaal, F.; Osten, W. Towards one trillion positions. In Automated Visual Inspection and Machine Vision; Beyerer, J., Puente León, F., Eds.; SPIE: Bellingham, WA, USA, 2015; p. 953004. [Google Scholar] [CrossRef]
- Dong, Z.; Sun, X.; Liu, W.; Yang, H. Measurement of Free-Form Curved Surfaces Using Laser Triangulation. Sensors 2018, 18, 3527. [Google Scholar] [CrossRef]
- Zhao, H.; Shi, S.; Gu, X.; Jia, G.; Xu, L. Integrated System for Auto-Registered Hyperspectral and 3D Structure Measurement at the Point Scale. Remote Sens. 2017, 9, 512. [Google Scholar] [CrossRef]
- Shi, Y.t.; Cheng, X.j. Laser Spot Center Detection Based on the Geometric Feature. In Proceedings of the International Symposium on Information Science and Engineering (ISISE), Shanghai, China, 24–26 December 2010; Chen, J., Ed.; IEEE: Piscataway, NJ, USA, 2010; pp. 322–325. [Google Scholar] [CrossRef]
- Song, L.; Wu, W.; Guo, J.; Li, X. Research on Sub-pixel Location of the Laser Spot Center. In Proceedings of the 2013 5th International Conference on Intelligent Human-Machine Systems and Cybernetics (IHMSC), Hangzhou, China, 26–27 August 2013; IEEE: Piscataway, NJ, USA, 2013; pp. 378–381. [Google Scholar] [CrossRef]
- Kienle, P.; Nallar, E.; Köhler, M.H.; Jakobi, M.; Koch, A.W. Analysis of sub-pixel laser spot detection in laser triangulation systems. In Optical Measurement Systems for Industrial Inspection XI; Lehmann, P., Osten, W., Gonçalves, A.A., Jr., Eds.; SPIE: Bellingham, WA, USA, 2019; Volume 11056, pp. 933–943. [Google Scholar] [CrossRef]
- Zhang, K.; Chen, H.Q.; Li, J.; Xu, J.K. An improved sub-pixel algorithm for laser spot center determination based on Zernike moments. In International Symposium on Photoelectronic Detection and Imaging 2009: Laser Sensing and Imaging; Amzajerdian, F., Gao, C.Q., Xie, T.Y., Eds.; SPIE: Bellingham, WA, USA, 2009; p. 7382. [Google Scholar] [CrossRef]
- Dorsch, R.G.; Häusler, G.; Herrmann, J.M. Laser triangulation: fundamental uncertainty in distance measurement. Appl. Opt. 1994, 33, 1306–1314. [Google Scholar] [CrossRef]
- Koch, A.W. Optische Meßtechnik an technischen Oberflächen: Praxisorientierte lasergestützte Verfahren zur Untersuchung technischer Objekte hinsichtlich Form, Oberflächenstruktur und Beschichtung; Expert-Verl.: Renningen-Malmsheim, Germany, 1998. [Google Scholar]
- Buzinski, M.; Levine, A.; Stevenson, W.H. Performance characteristics of range sensors utilizing optical triangulation. In Proceedings of the IEEE National Aerospace and Electronics Conference, Dayton, OH, USA, 18–22 May 1992; IEEE: Piscataway, NJ, USA, 1992; pp. 1230–1236. [Google Scholar] [CrossRef]
- Muralikrishnan, B.; Ren, W.; Everett, D.; Stanfield, E.; Doiron, T. Performance evaluation experiments on a laser spot triangulation probe. Measurement 2012, 45, 333–343. [Google Scholar] [CrossRef]
- Wu, C.; Chen, B.; Ye, C.; Yan, X. Modeling the Influence of Oil Film, Position and Orientation Parameters on the Accuracy of a Laser Triangulation Probe. Sensors 2019, 19, 1844. [Google Scholar] [CrossRef]
- Haist, T.; Dong, S.; Arnold, T.; Gronle, M.; Osten, W. Multi-image position detection. Opt. Express 2014, 22, 14450–14463. [Google Scholar] [CrossRef] [PubMed]
- Nan, Z.; Feng, Y.U.; Zhao, H.; Tao, W. Research on laser source drift with temperature of laser triangular displacement sensor. In Proceedings of the Ninth International Symposium on Precision Mechanical Measurements, Chongqing, China, 18–21 October 2019; Yu, L., Ed.; SPIE: Bellingham, WA, USA, 2019. [Google Scholar] [CrossRef]
- Liu, L.; Yang, Y.; Yang, B. Non-contact and high-precision displacement measurement based on tunnel magnetoresistance. Meas. Sci. Technol. 2020, 31, 065102. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Parameter | Calculation | Simulation |
|---|---|---|---|
| Laser dithering | Laser angle | / | / |
| Beam bending | Temperature gradient | /(/) | - - - |
| Optomechanical Setup | Base distance | / | / |
| Lens position | 195 / | 195 / | |
| Lens position | / | / | |
| Lens angle | - - - | / | |
| Detector position | 193 / | 193 / | |
| Detector position | / | / |
| Parameter | Uncompensated | Compensated | Reduction by |
|---|---|---|---|
| laser angle () | / | / | 93.1% |
| base distance () | 8 / | / | 96.0% |
| lens position () | 195 / | 2 / | 99.0% |
| detector position () | 193 / | 2 / | 99.0% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kienle, P.; Batarilo, L.; Akgül, M.; Köhler, M.H.; Wang, K.; Jakobi, M.; Koch, A.W. Optical Setup for Error Compensation in a Laser Triangulation System. Sensors 2020, 20, 4949. https://doi.org/10.3390/s20174949
Kienle P, Batarilo L, Akgül M, Köhler MH, Wang K, Jakobi M, Koch AW. Optical Setup for Error Compensation in a Laser Triangulation System. Sensors. 2020; 20(17):4949. https://doi.org/10.3390/s20174949
Chicago/Turabian StyleKienle, Patrick, Lorena Batarilo, Markus Akgül, Michael H. Köhler, Kun Wang, Martin Jakobi, and Alexander W. Koch. 2020. "Optical Setup for Error Compensation in a Laser Triangulation System" Sensors 20, no. 17: 4949. https://doi.org/10.3390/s20174949
APA StyleKienle, P., Batarilo, L., Akgül, M., Köhler, M. H., Wang, K., Jakobi, M., & Koch, A. W. (2020). Optical Setup for Error Compensation in a Laser Triangulation System. Sensors, 20(17), 4949. https://doi.org/10.3390/s20174949