Thermal-Feature System Identification for a Machine Tool Spindle



Abstract
1. Introduction
2. Methodology
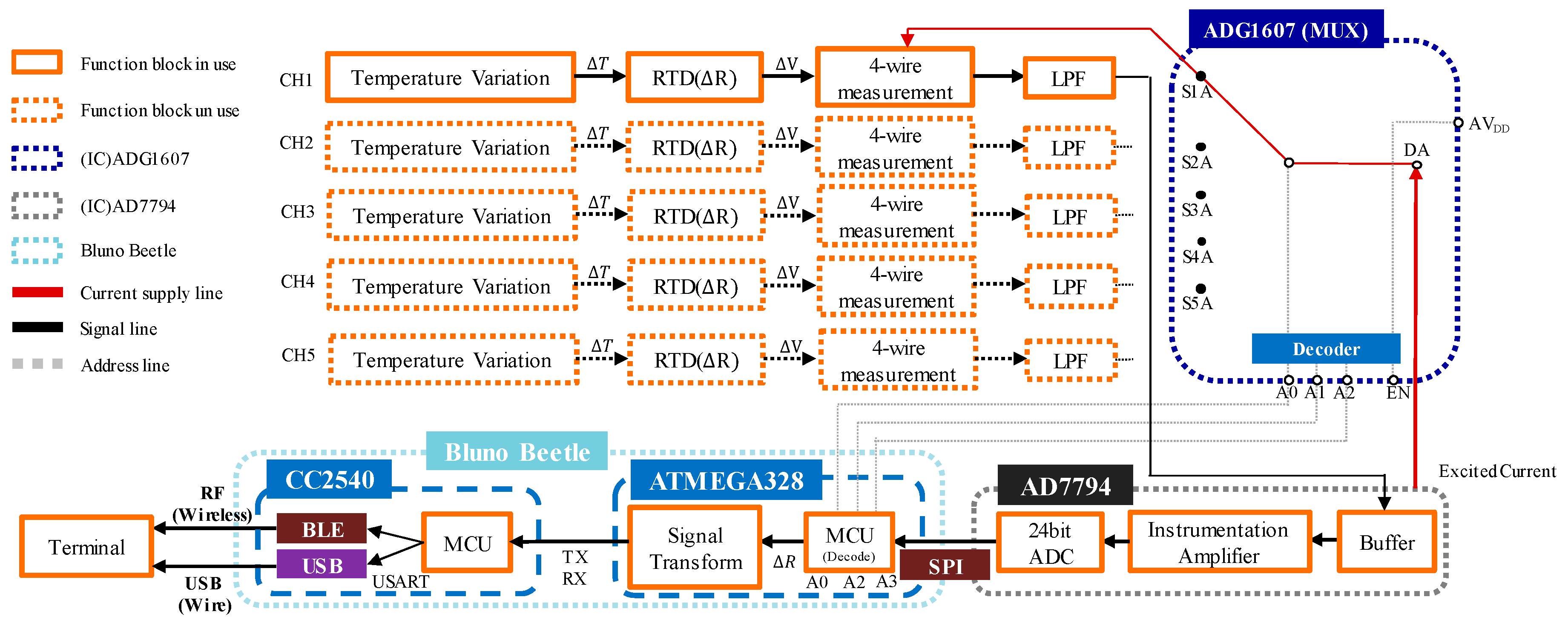
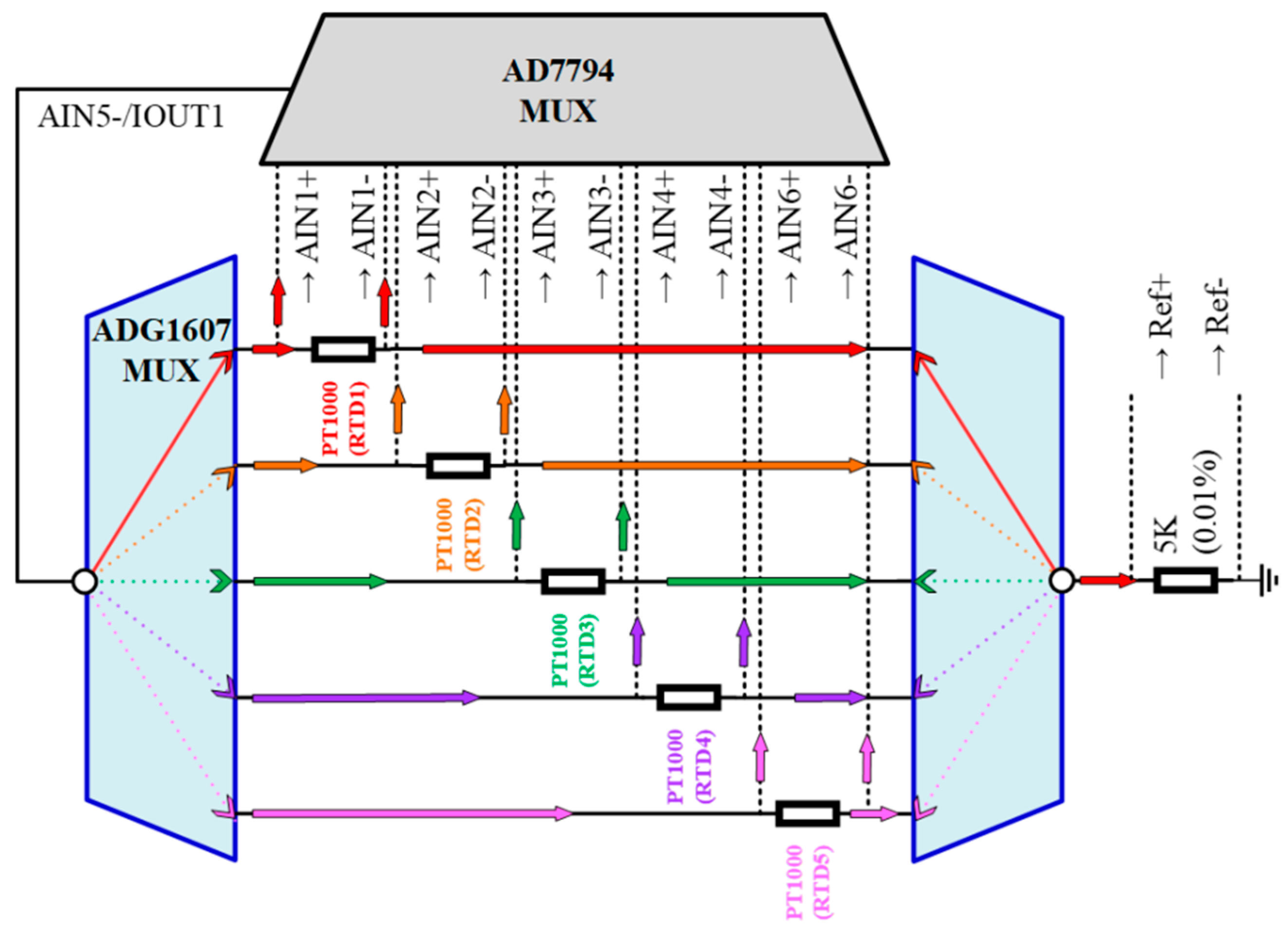
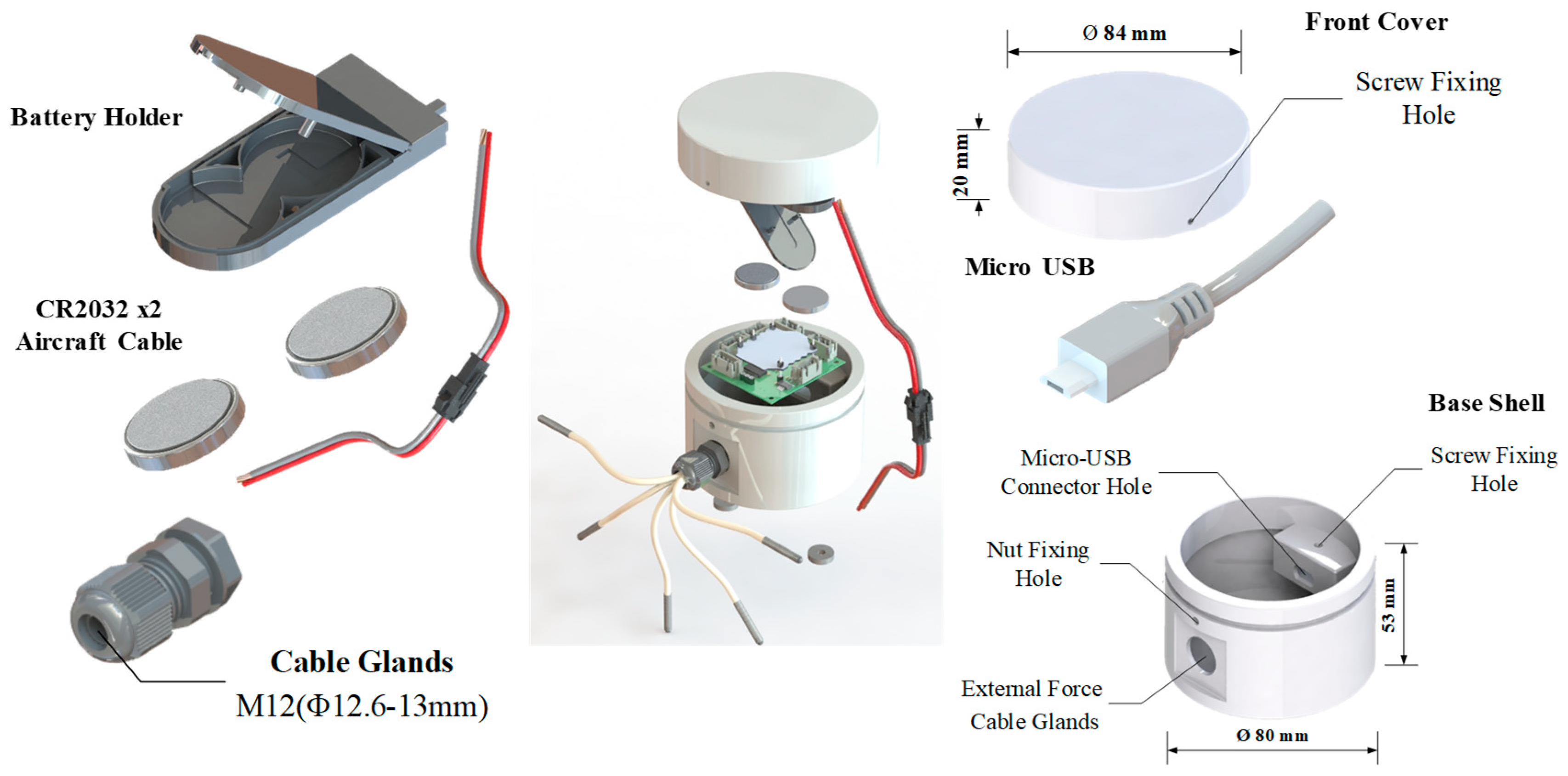
2.1. Temperature Sensor and Wireless Transmission Module (TSWTM)
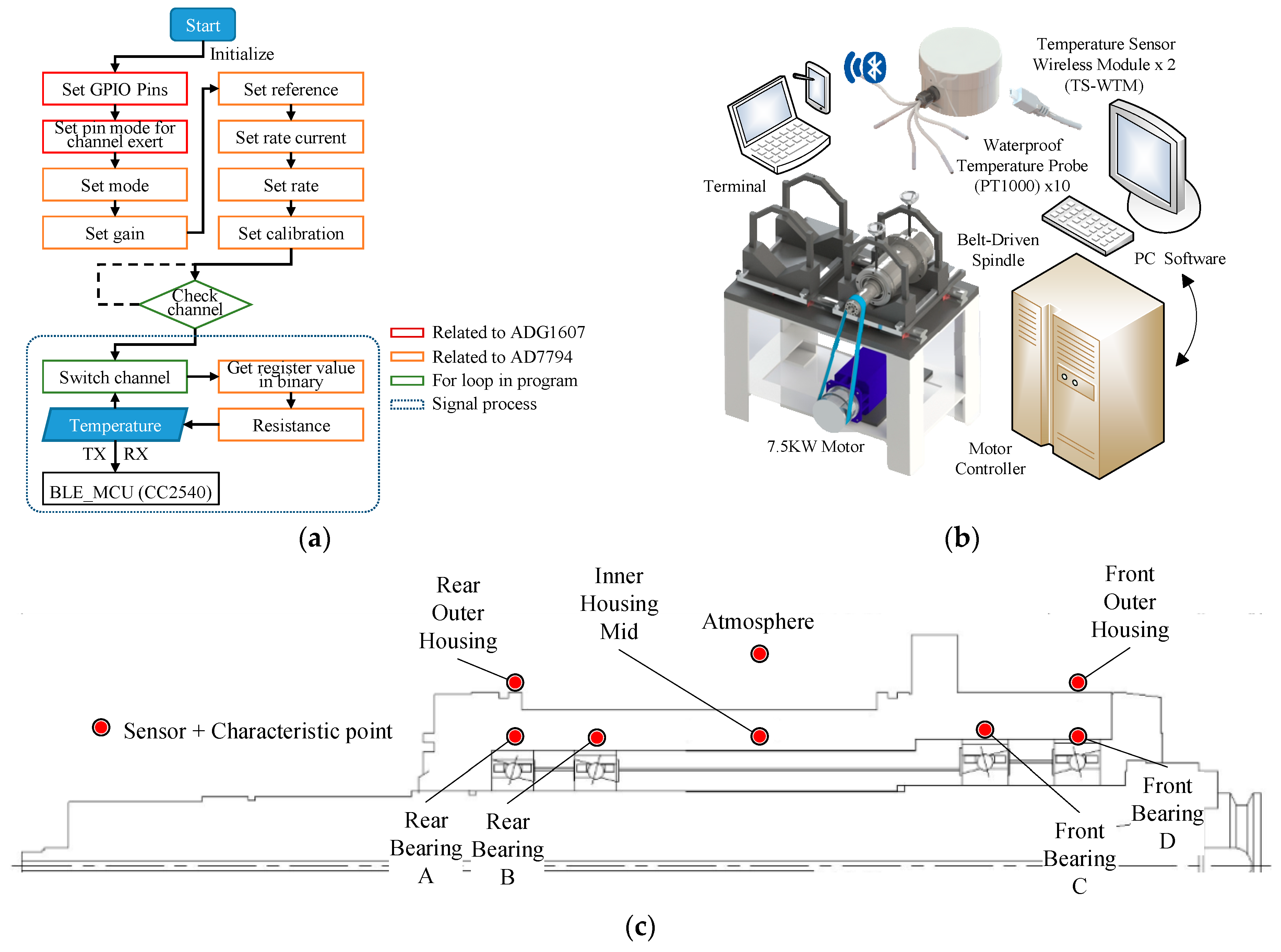
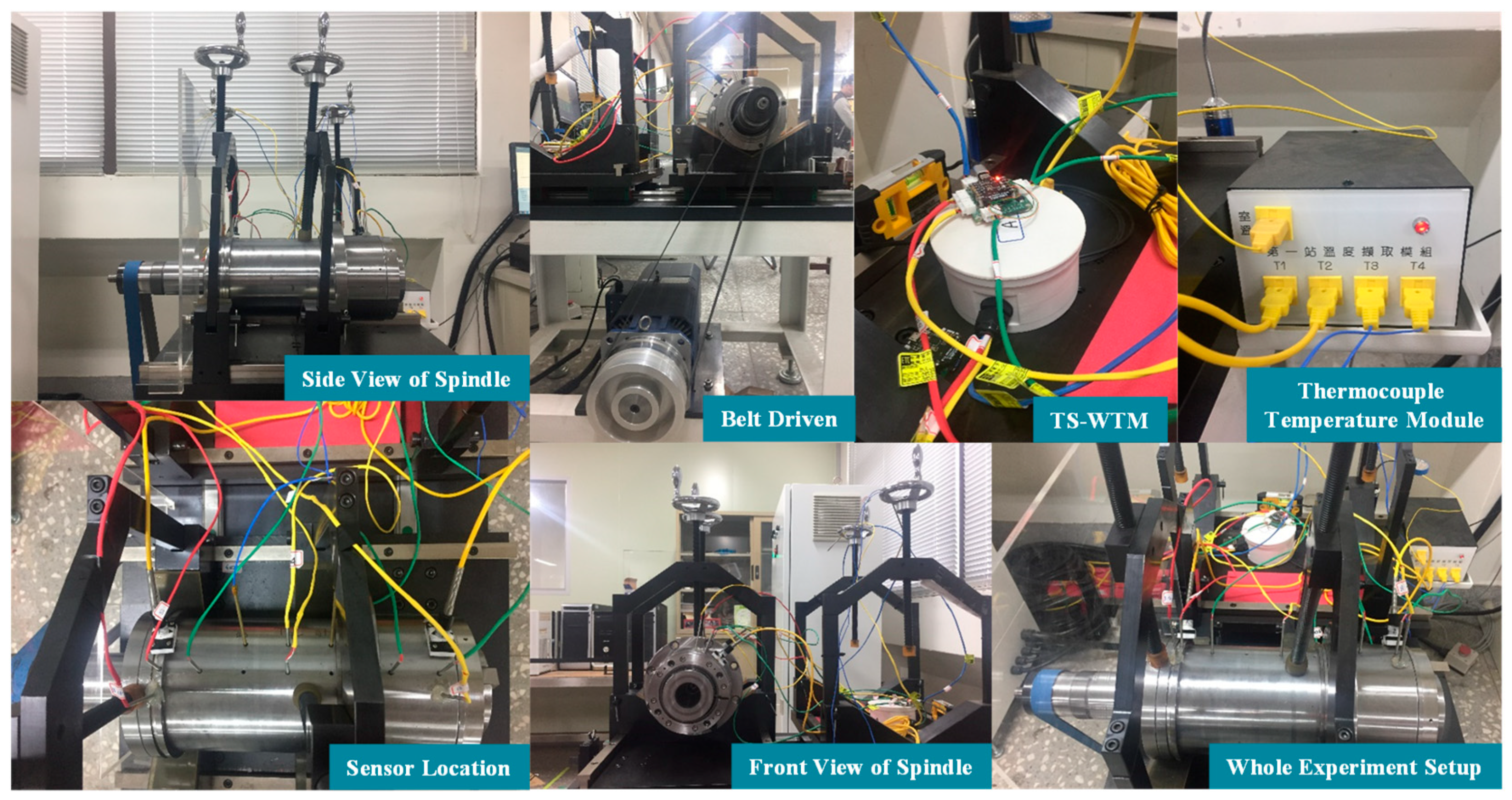
2.2. Experiment Setup
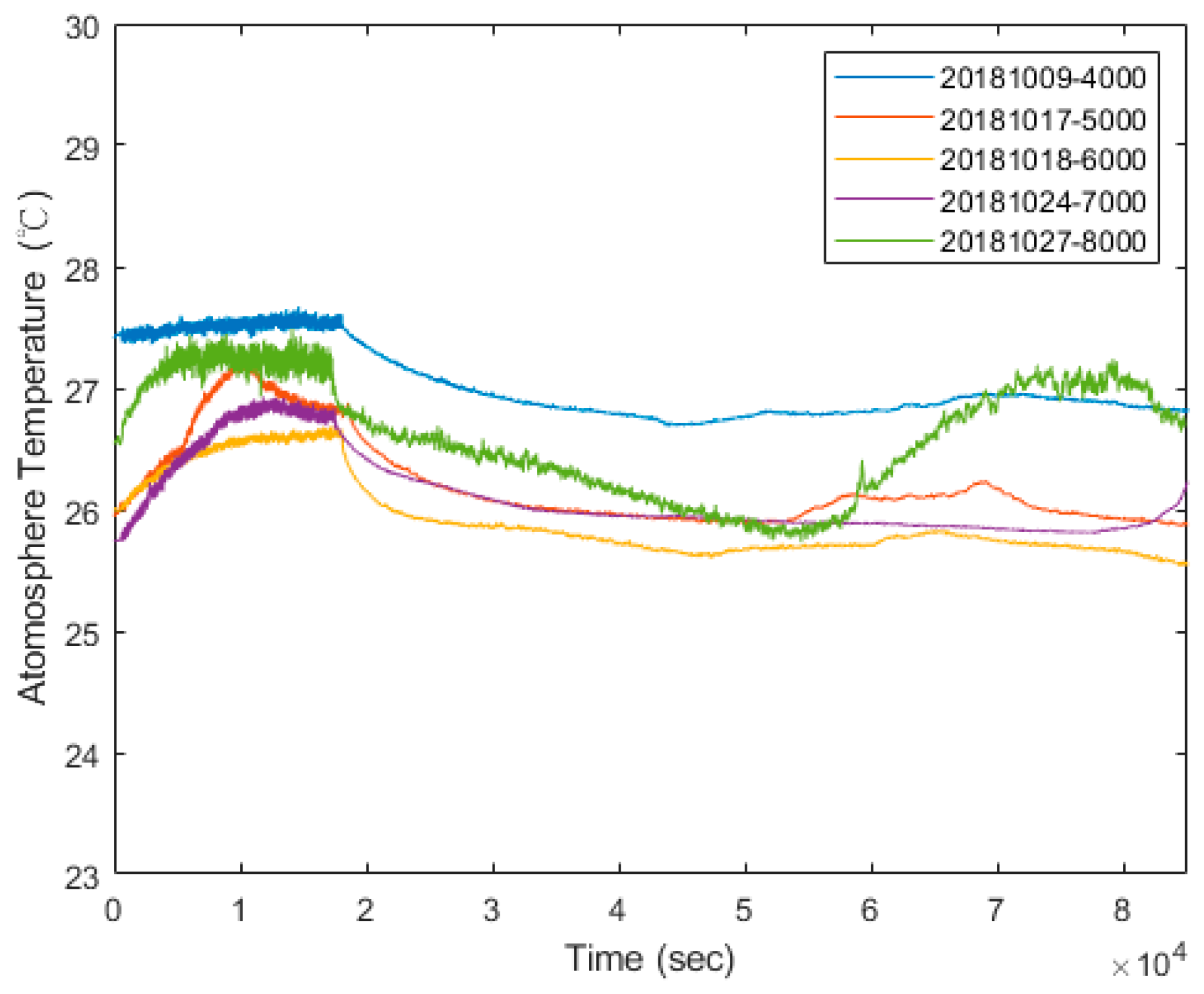
2.2.1. Spindle Run-In System
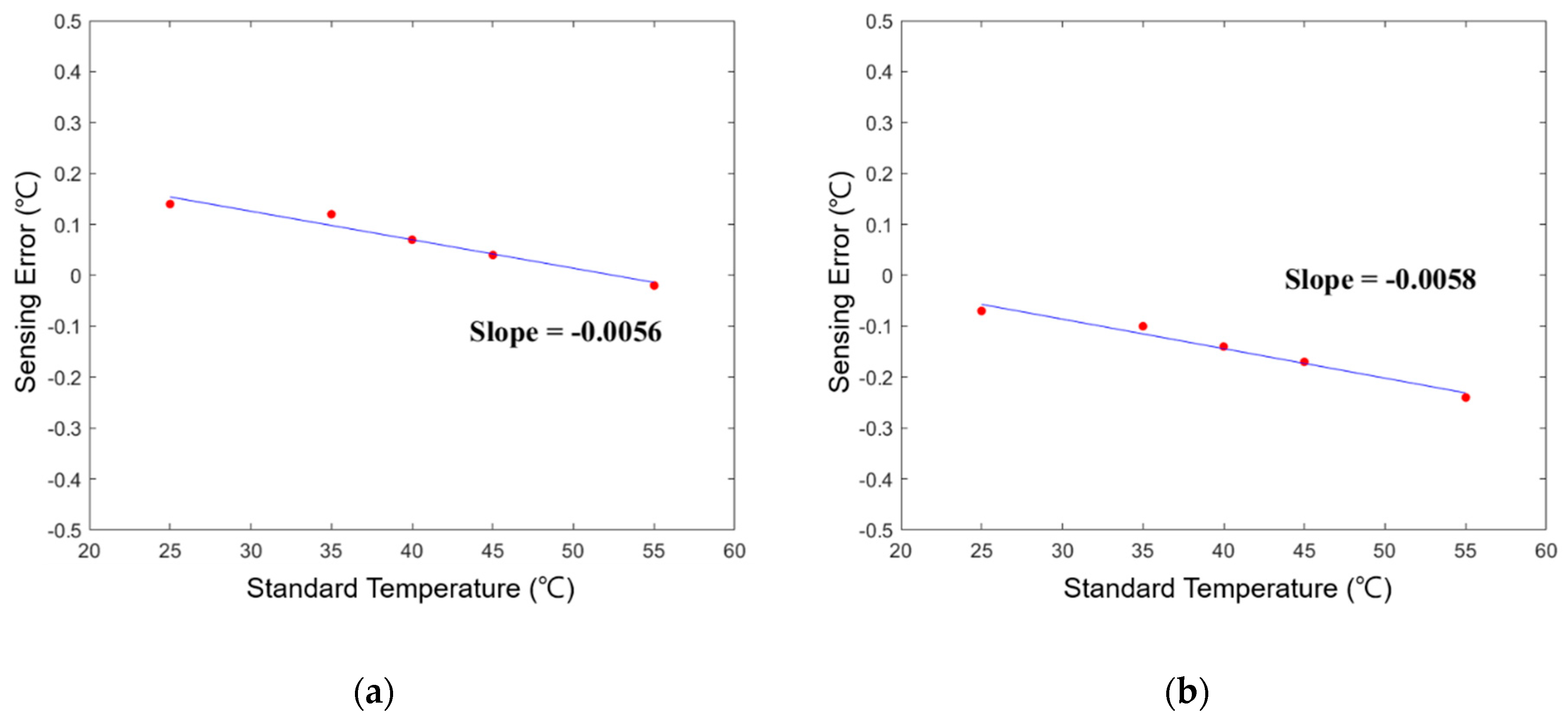
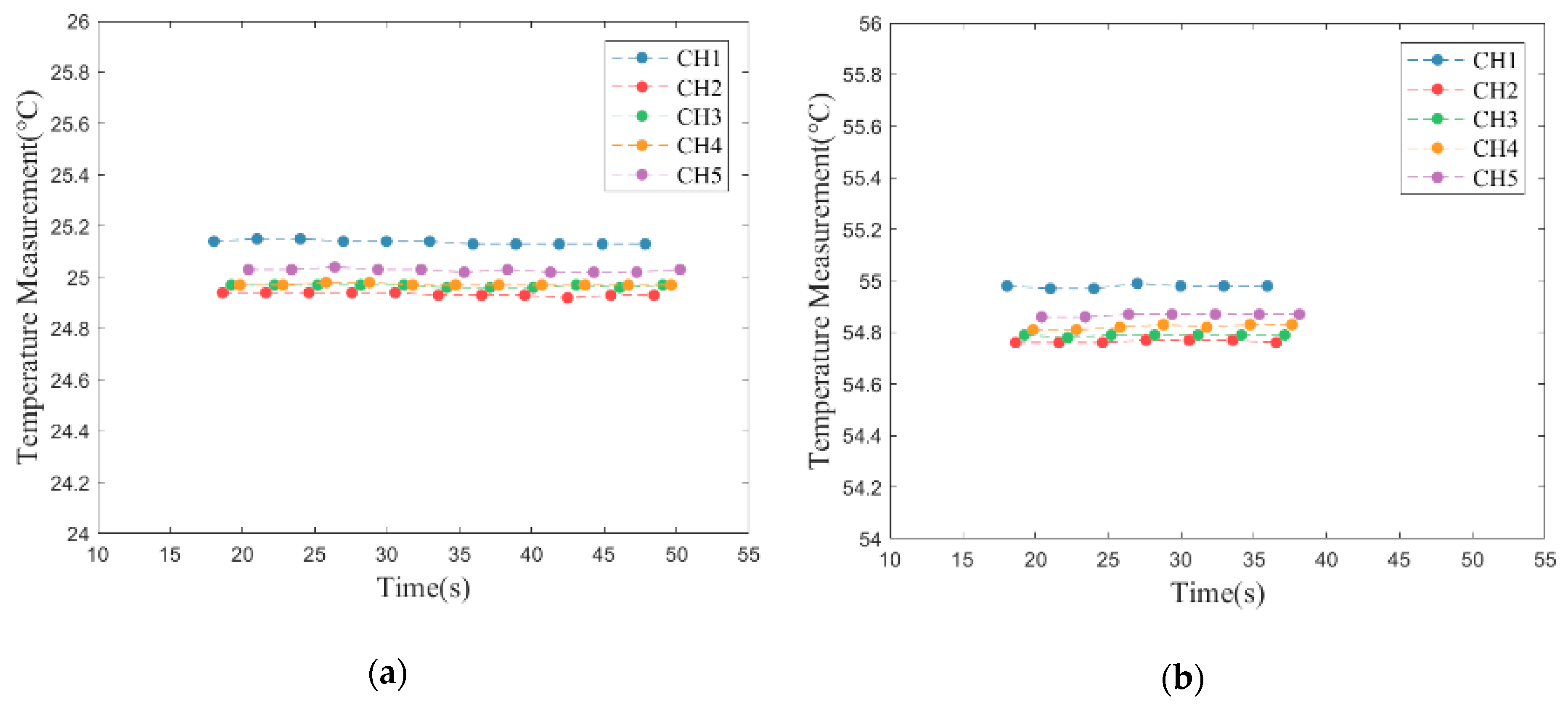
2.2.2. Performance of the Temperature Sensing and Wireless Transmission Module (TSWTM)
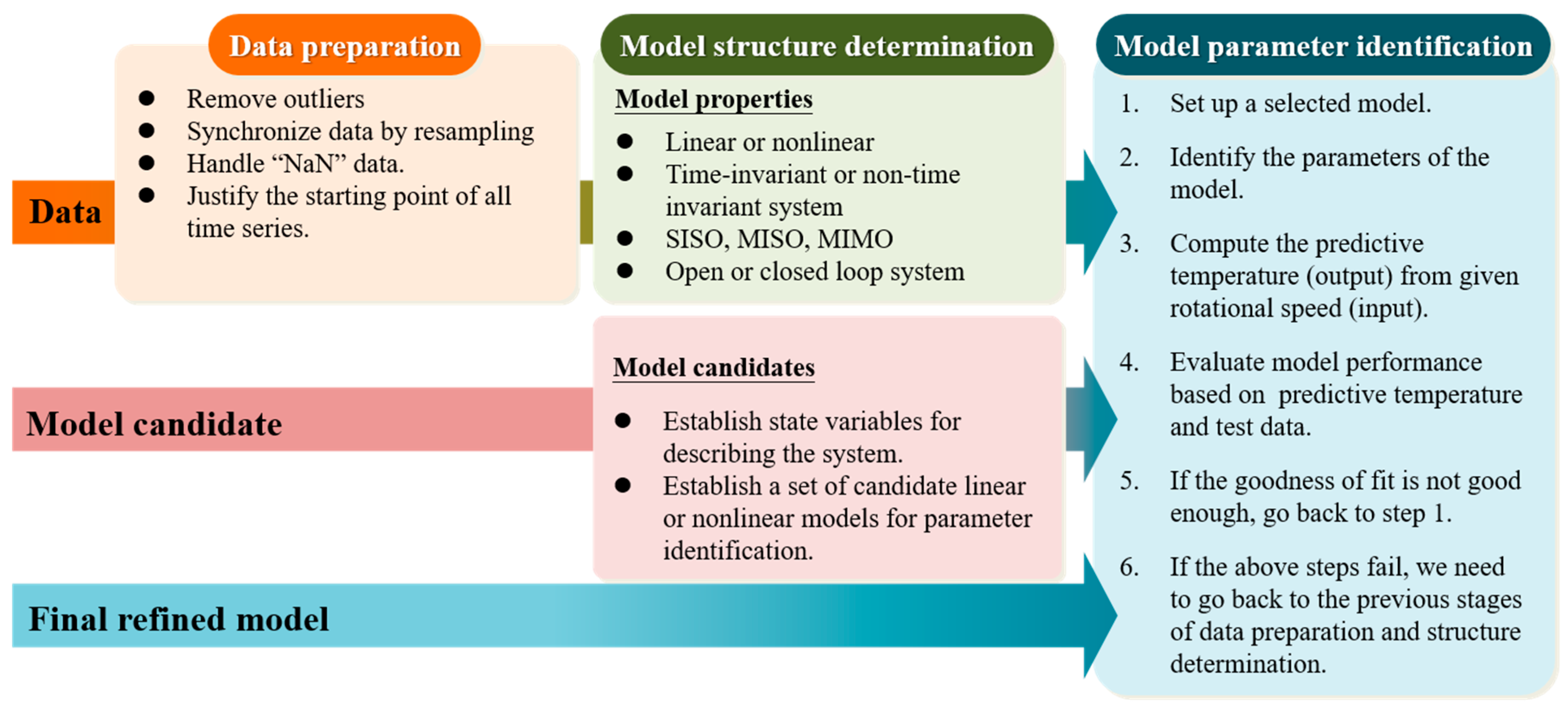
2.3. System Identification for the Thermal-Feature Model of the Spindle
- Data preparation: This stage prepares the dataset for SID. More specifically, this stage has to remove the outliers, perform resampling, remove missing data, and justify the starting time for all the time-series sequences.
- Model structure determination: This stage is for deciding several important model properties, such as linear or nonlinear, and time-invariant or time-varying, and then determine the model structure, namely the types and corresponding structure configurations accordingly.
- Model parameter identification: This stage is for identifying the best parameters of the thermal-feature model based on the measured input/output data of the spindle in operation. After the identification, the resulting thermal-feature model is validated by the test data to verify whether the model’s prediction is accurate enough. If the accuracy is not good enough, one has to change the method of parameter identification. Furthermore, once the change of the parameter identification method cannot generate satisfactory accuracy, one has to go back to the previous stage to re-determine the model structure. In fact, the stages of model structure determination and parameter identification are often repetitively interleaved until the model with the best structure and parameters is found. It should be mentioned that the test data used to validate the model is always different from the training data used to identify the model.
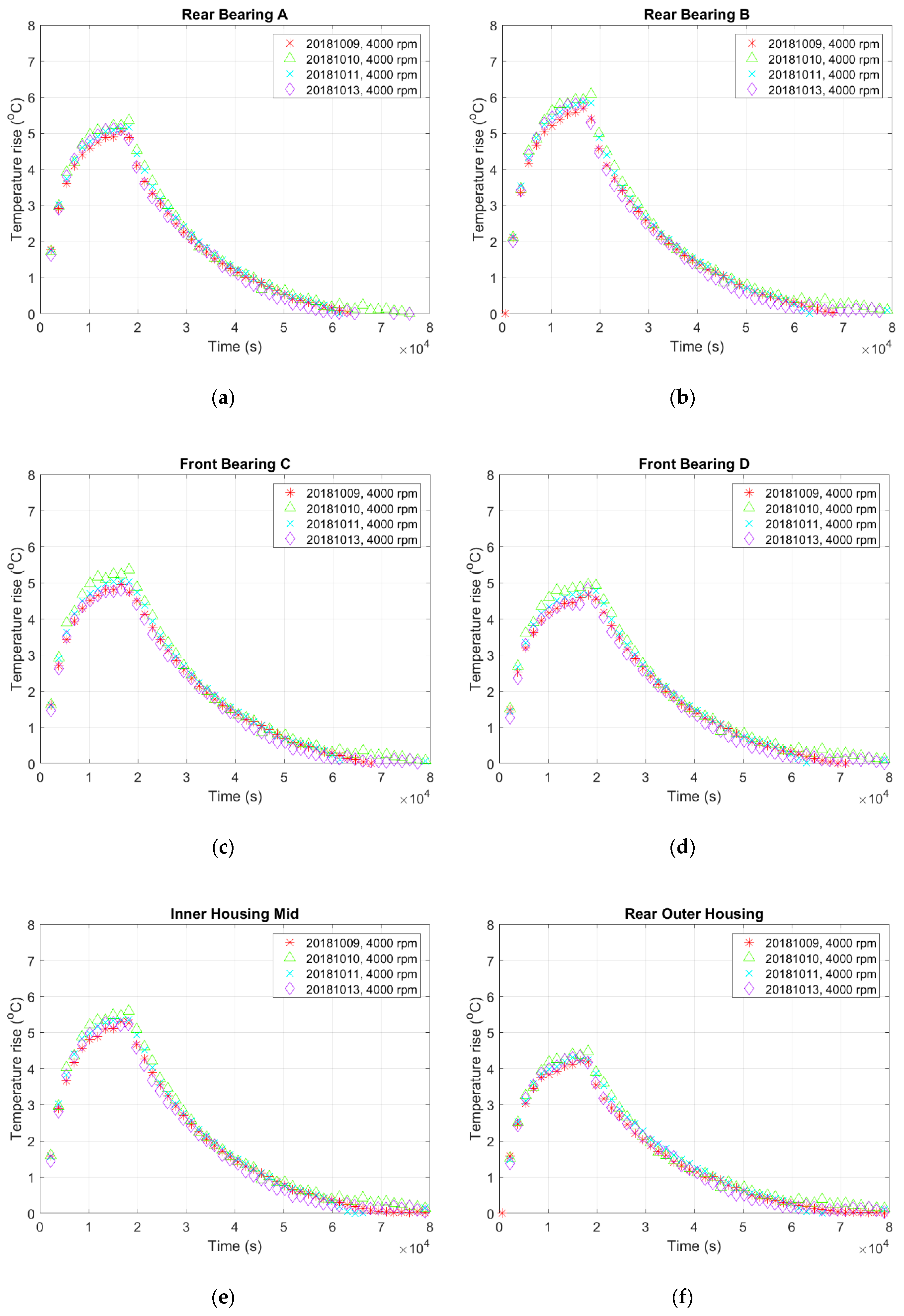
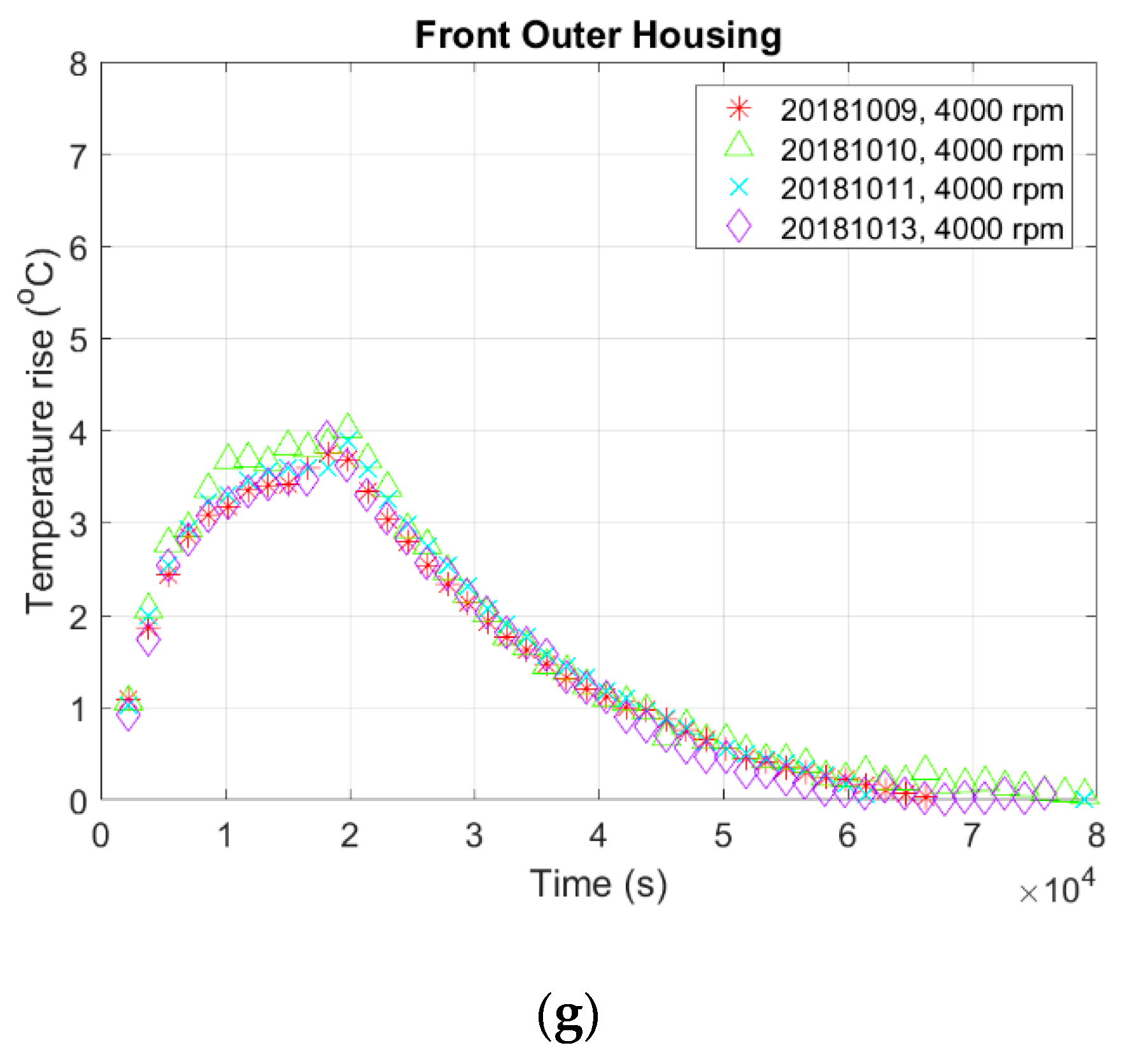
2.3.1. Data Preparation Stage
- Plot the raw data for visual inspection. If there some extremely erroneous data exists, which may be due to device failure or some unknown reasons, then consider such data to be an outlier and remove it all directly.
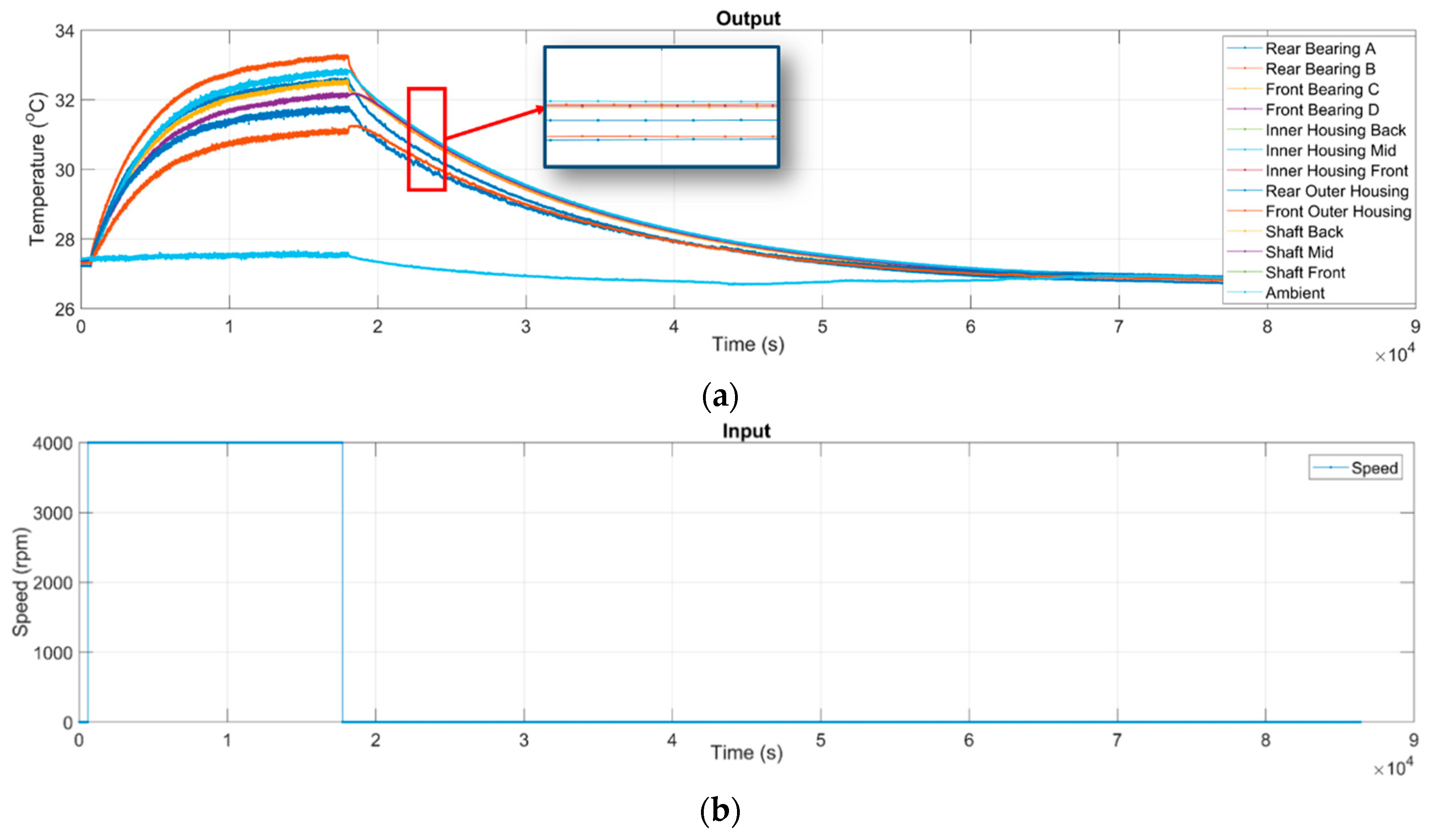
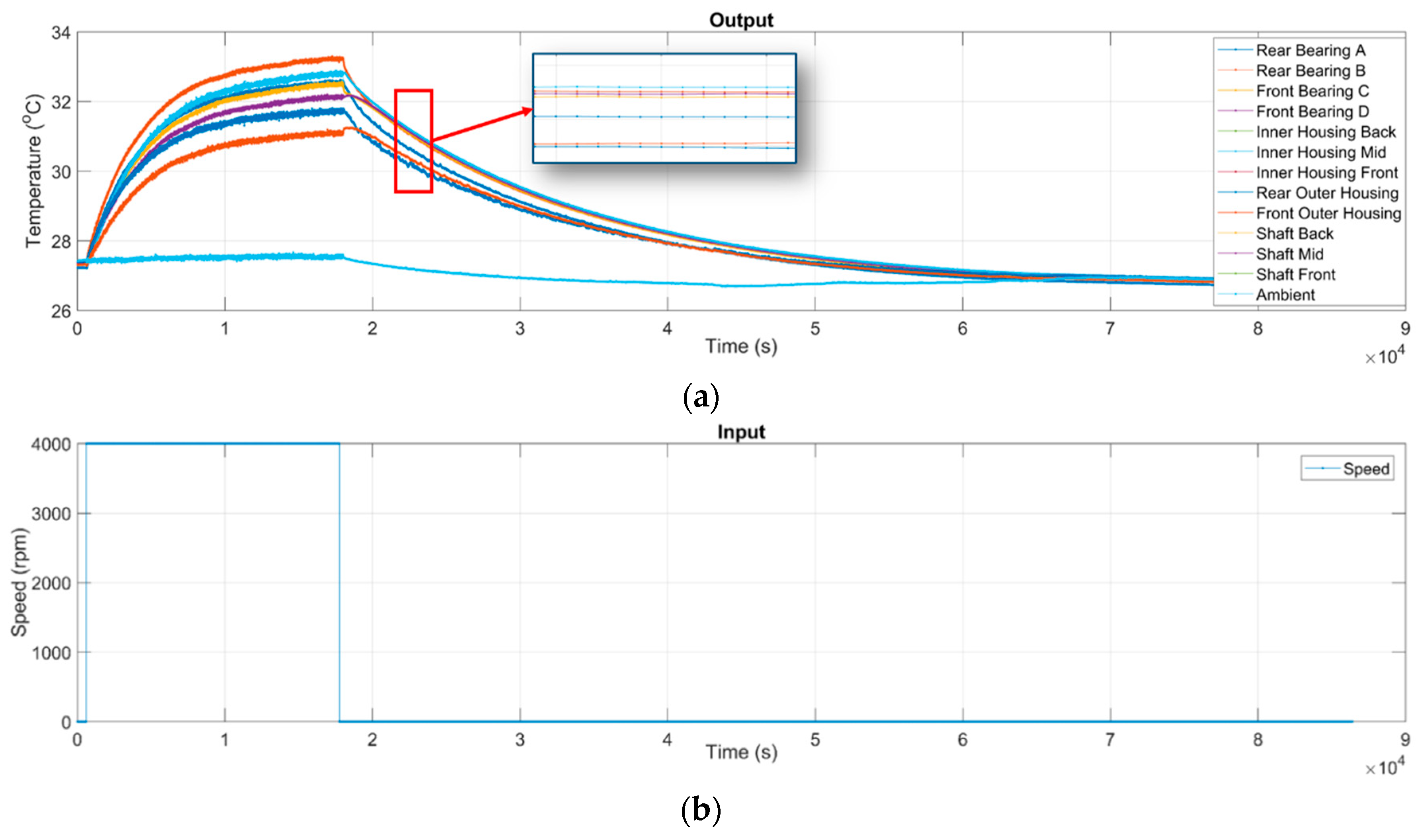
- As the sampling timings of all channels are nonsynchronous, it is necessary to resample the all-time series of output temperatures and input speeds to reach the same sample rate of 1 Hz.
- The data of not a number (NaN) has to be removed from the time series because it represents missing-data. Furthermore, the all-time series should start simultaneously with the first time sample that has all non-NaN temperatures.
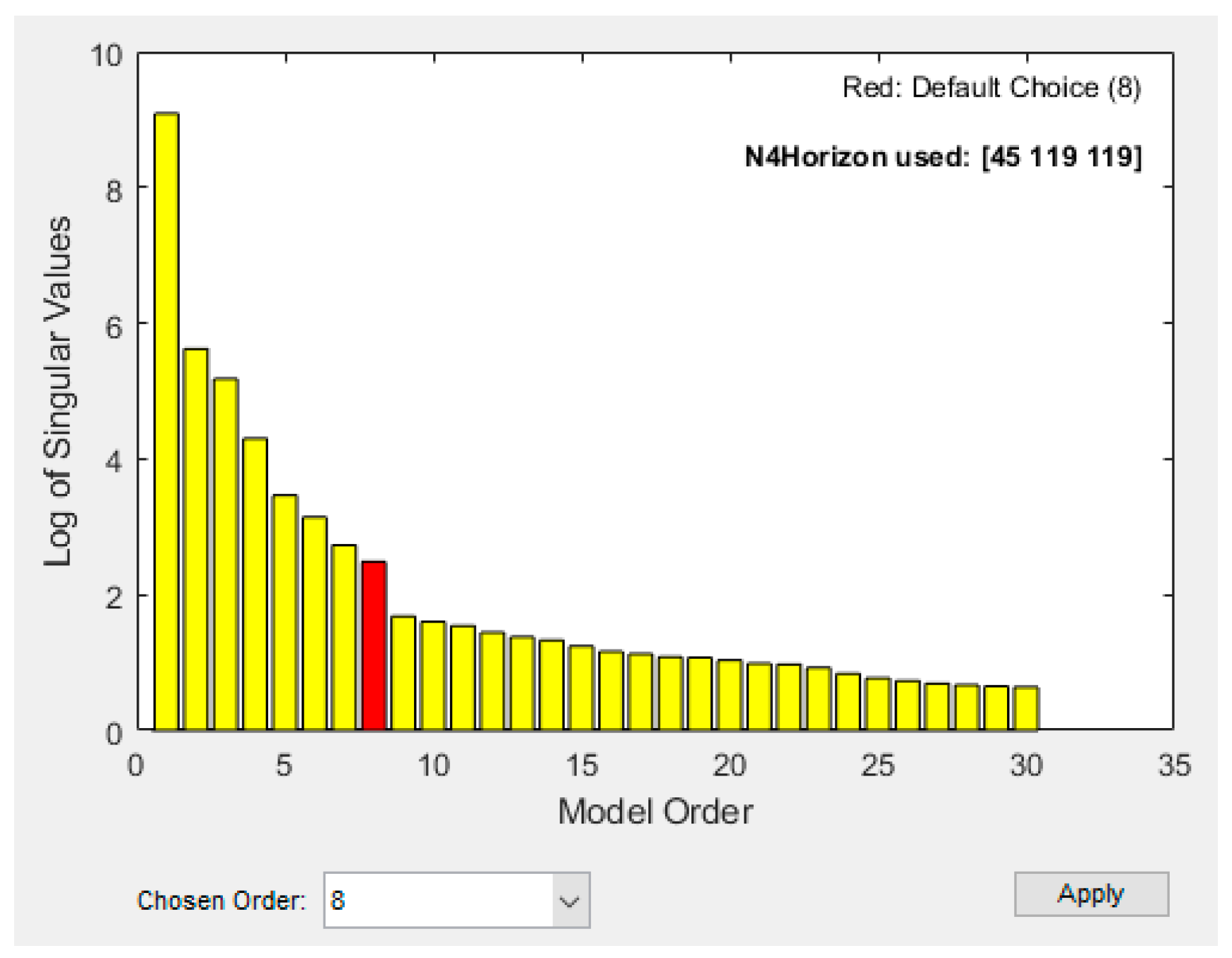
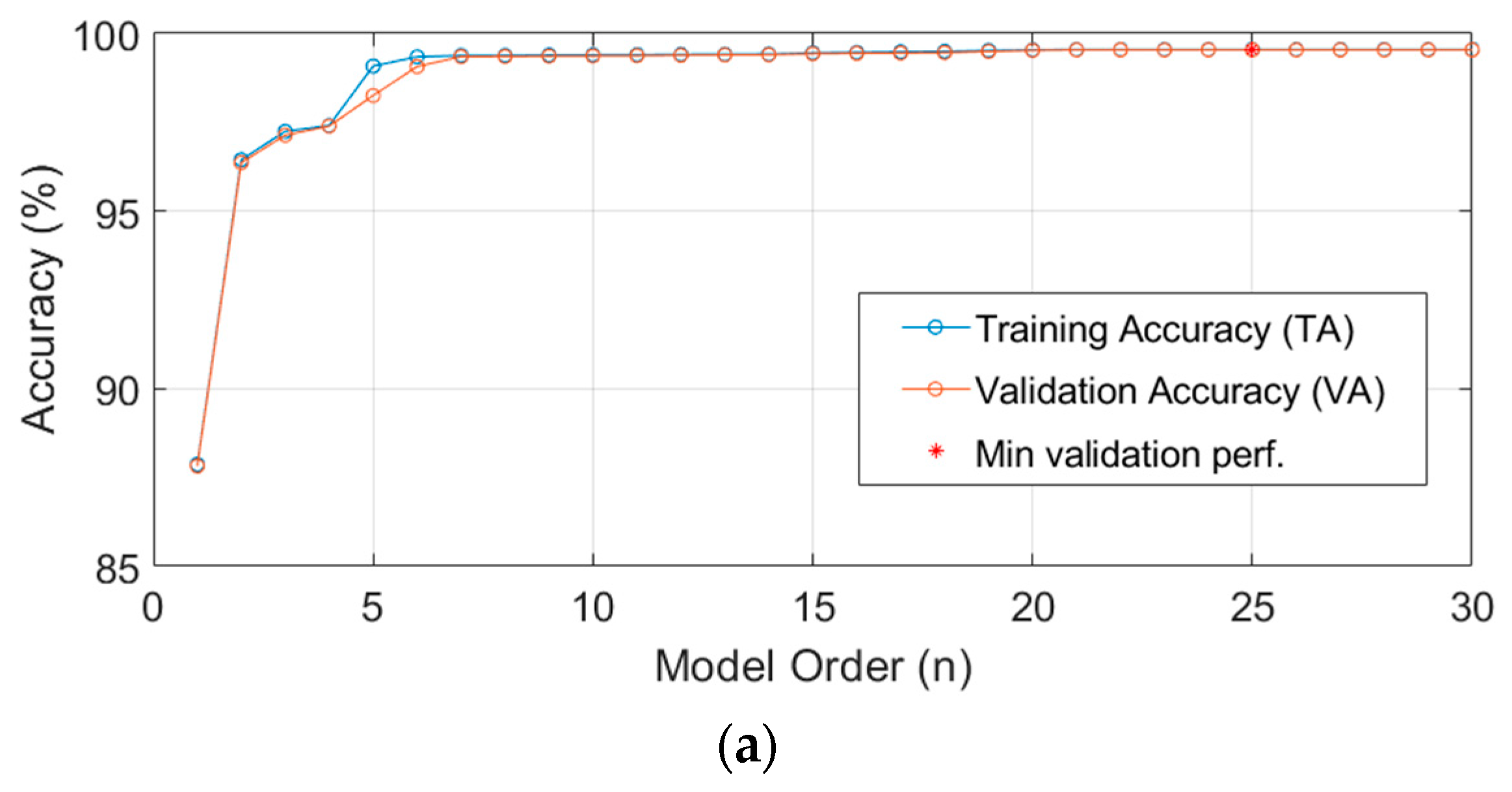
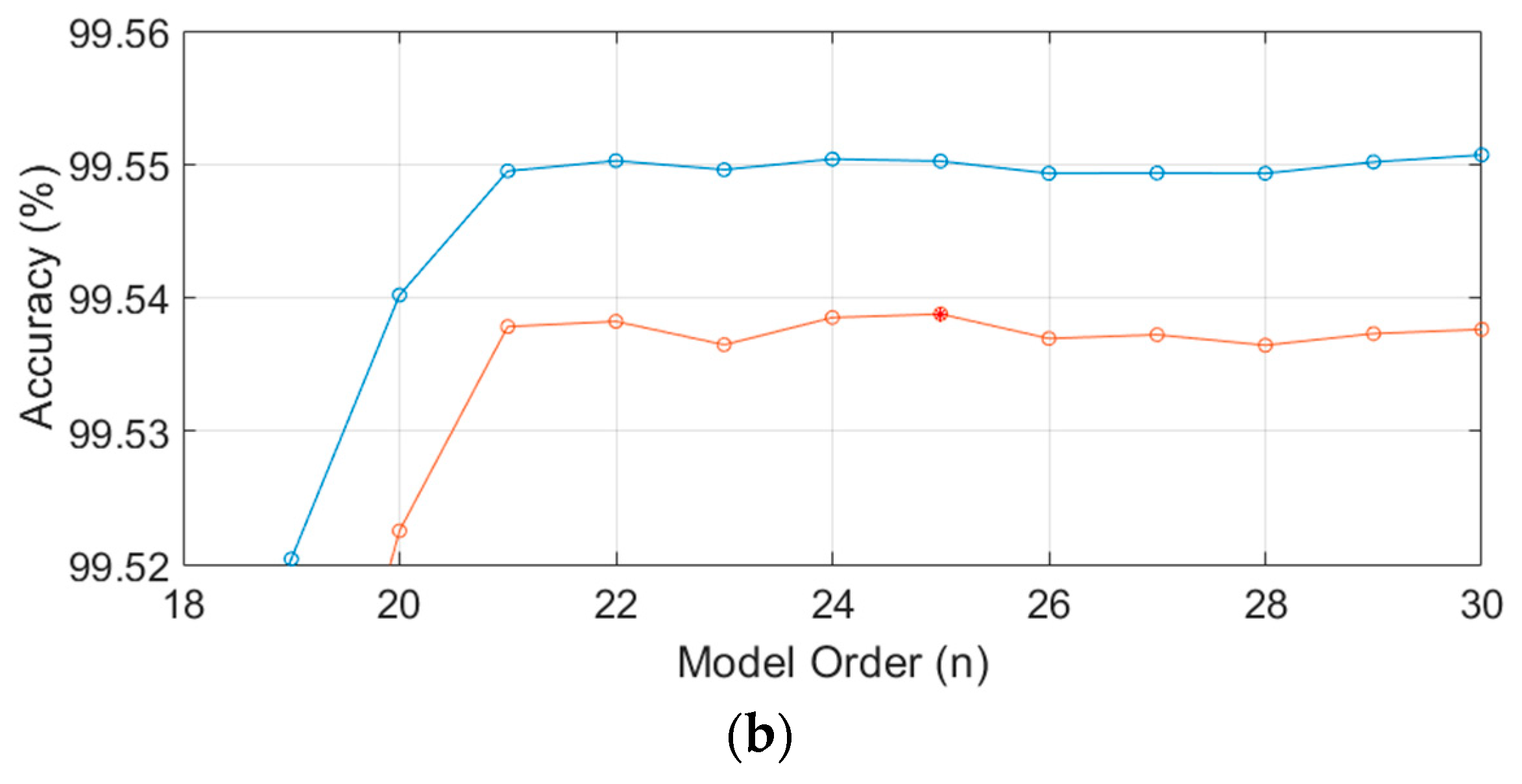
2.3.2. Structure Determination Stage
2.3.3. Parameter Identification Stage
3. Results and Discussions
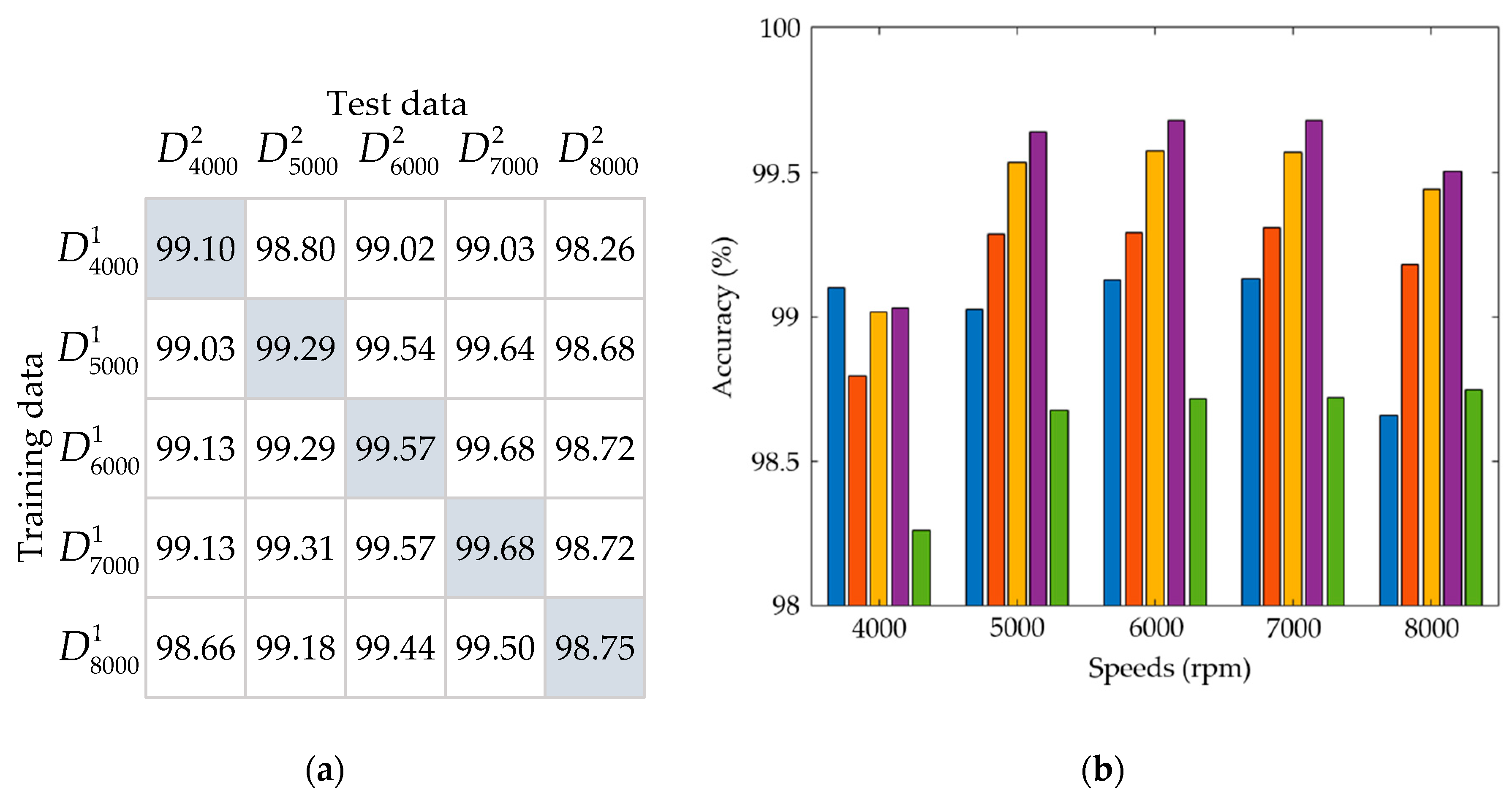
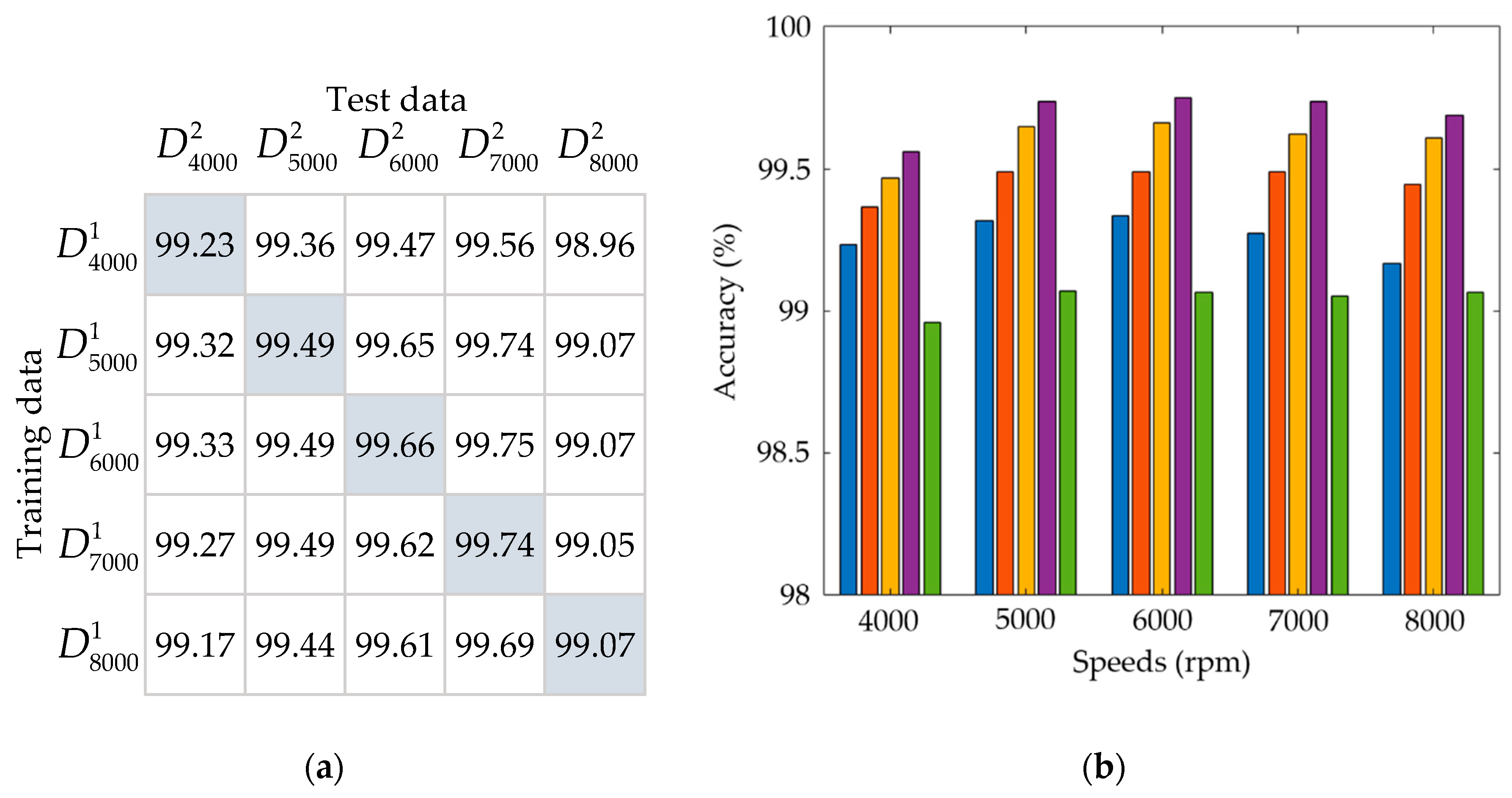
3.1. Speed-Dependence of the Thermal-Feature Model of the Spindle
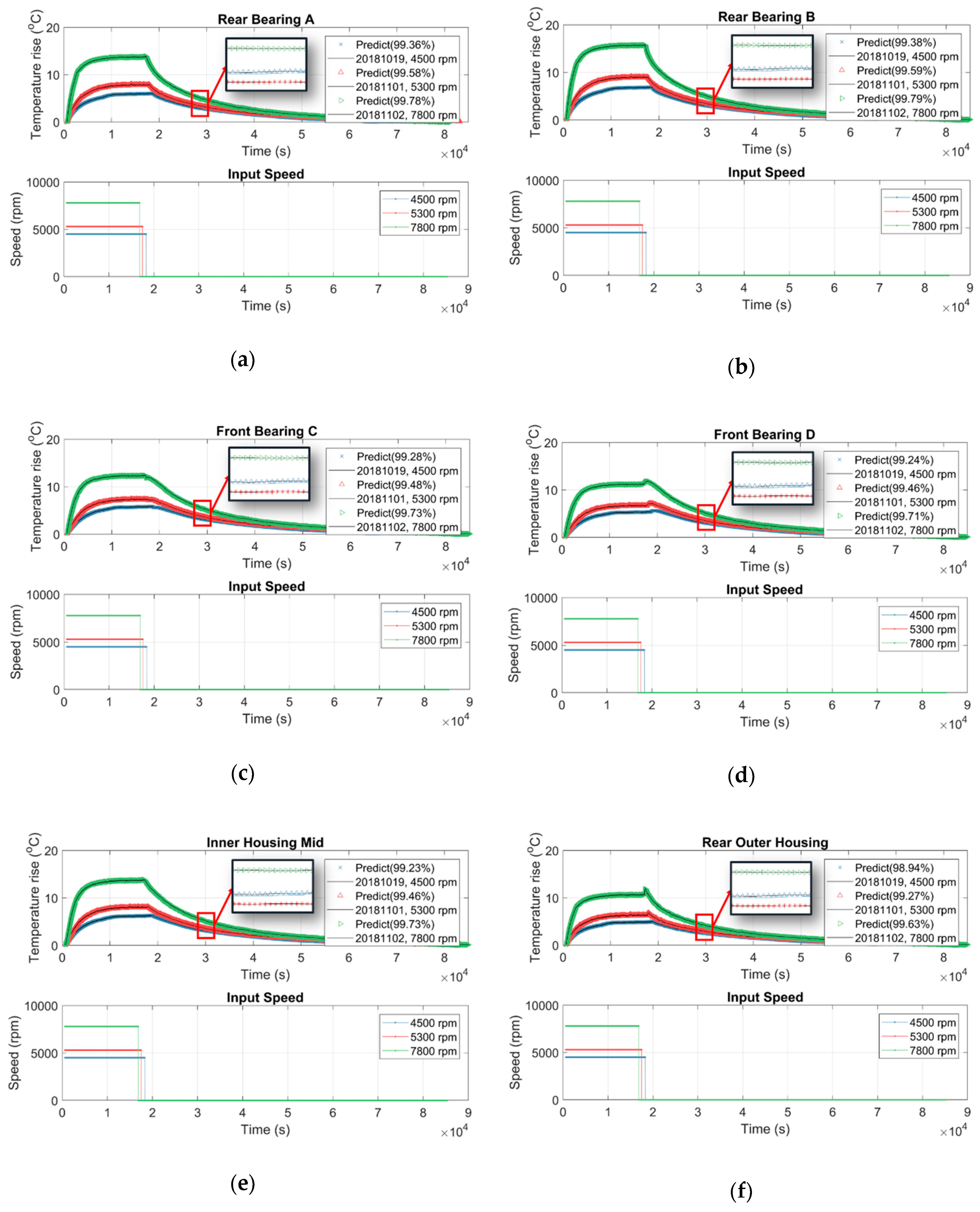
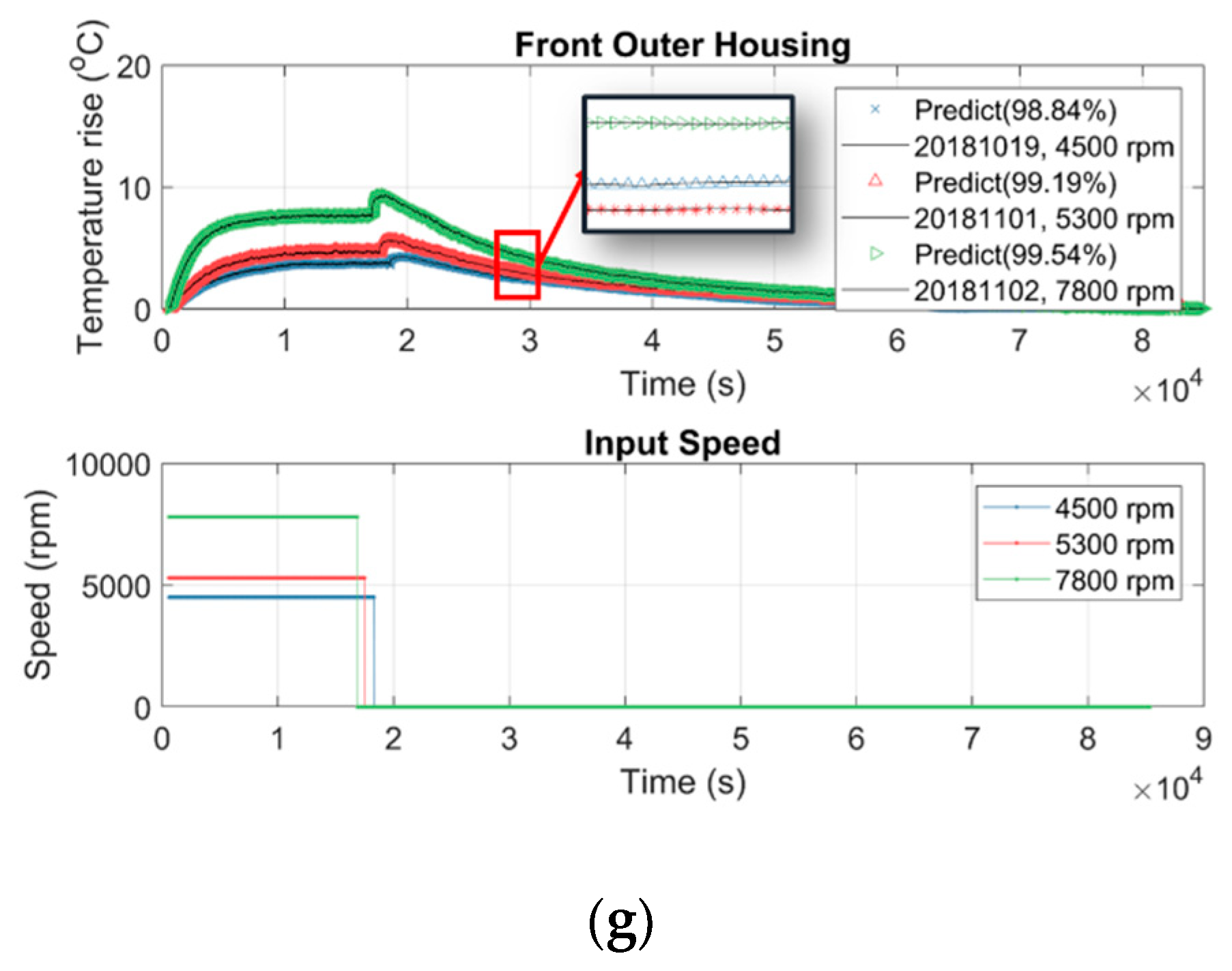
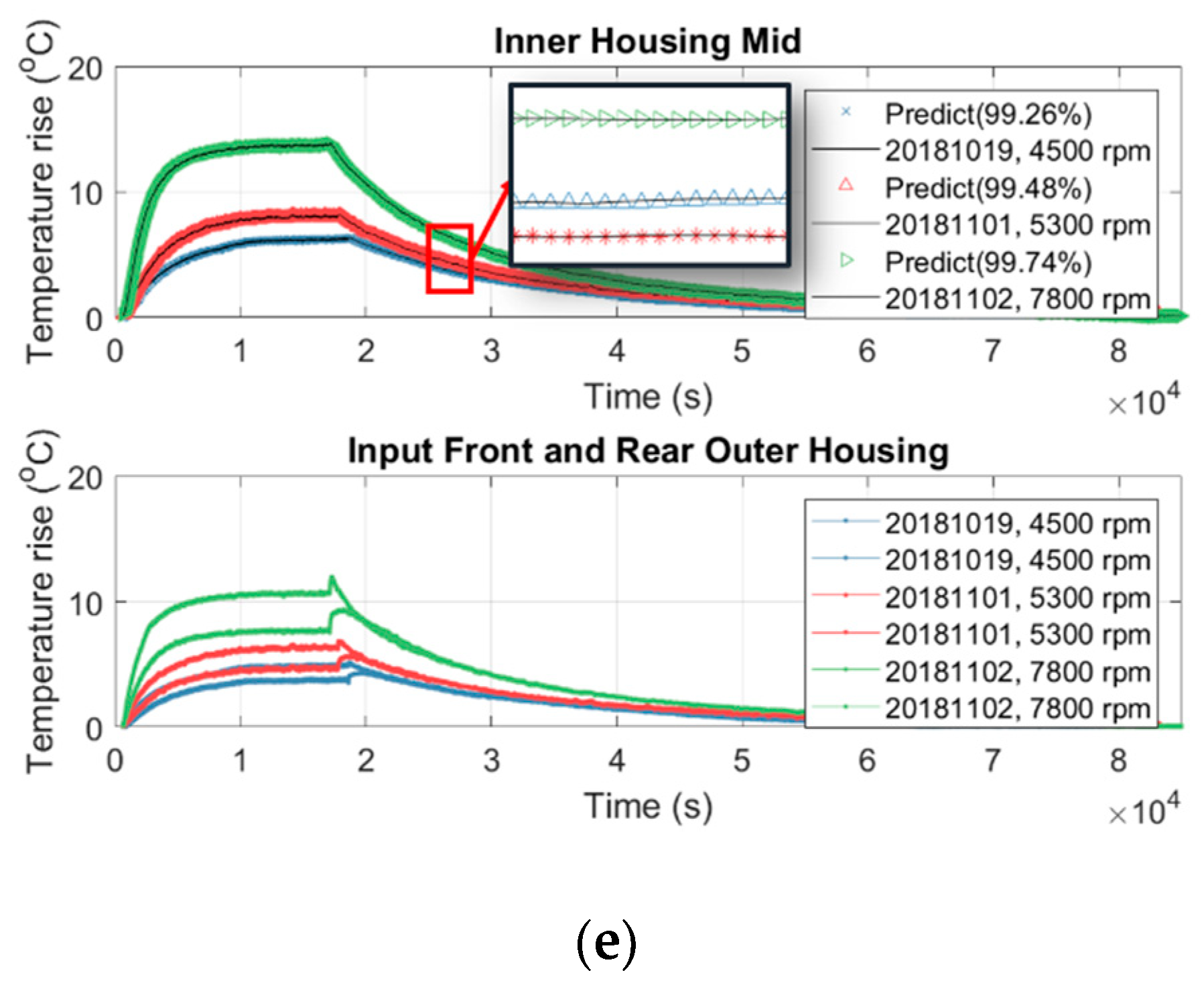
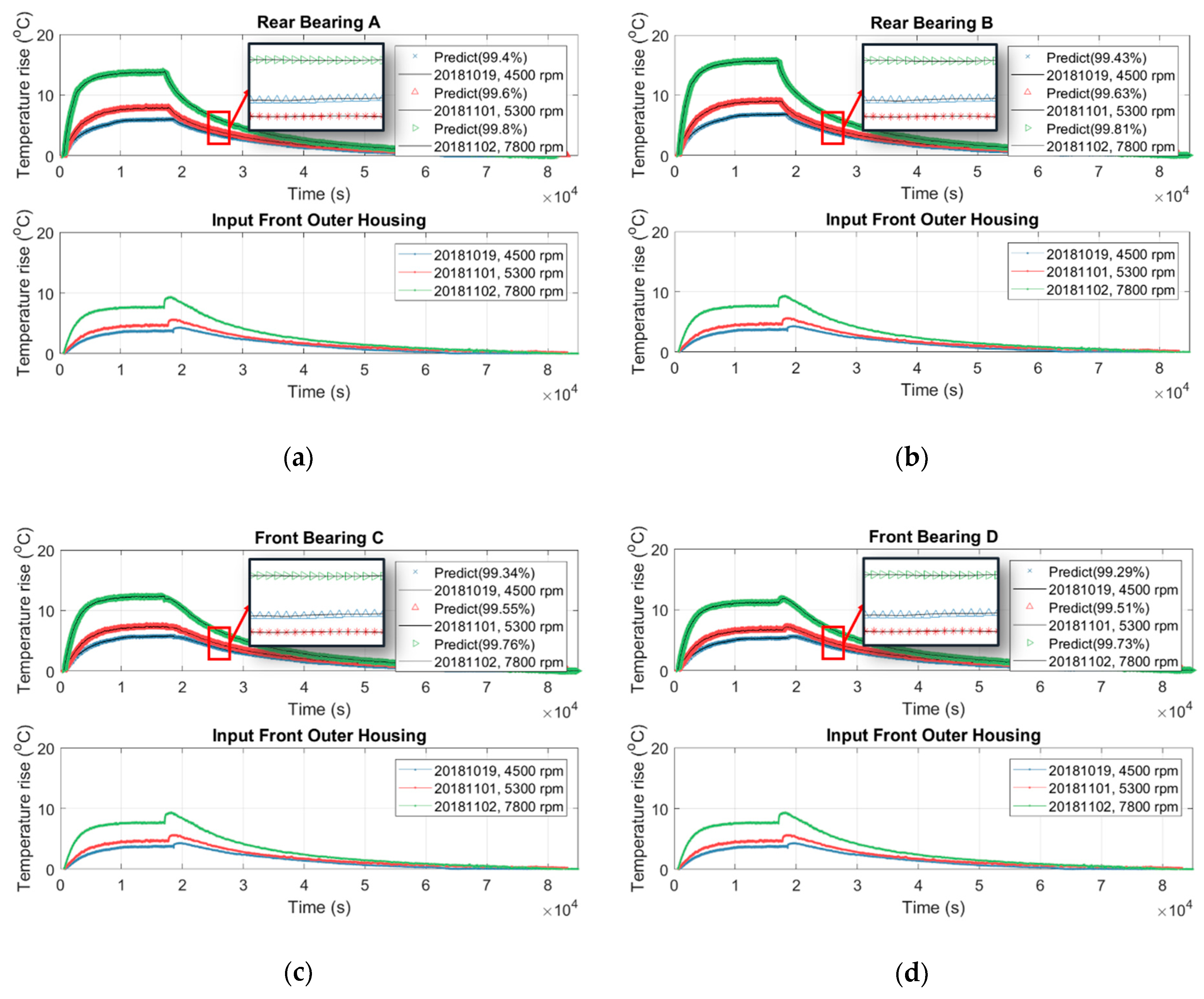
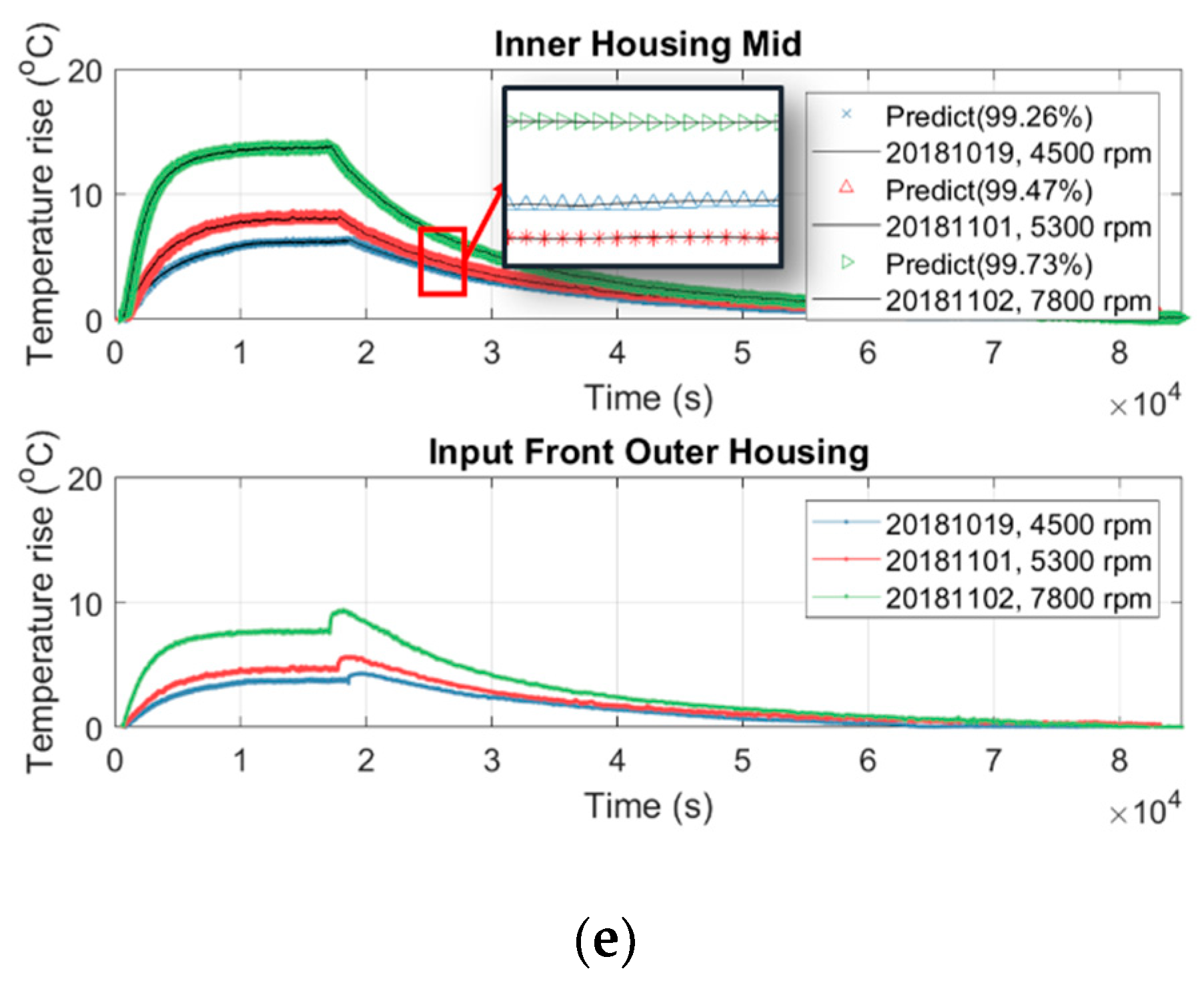
3.2. Using the Thermal-Feature Model to Predict the Temperature Variation of the Spindle at Various Speeds
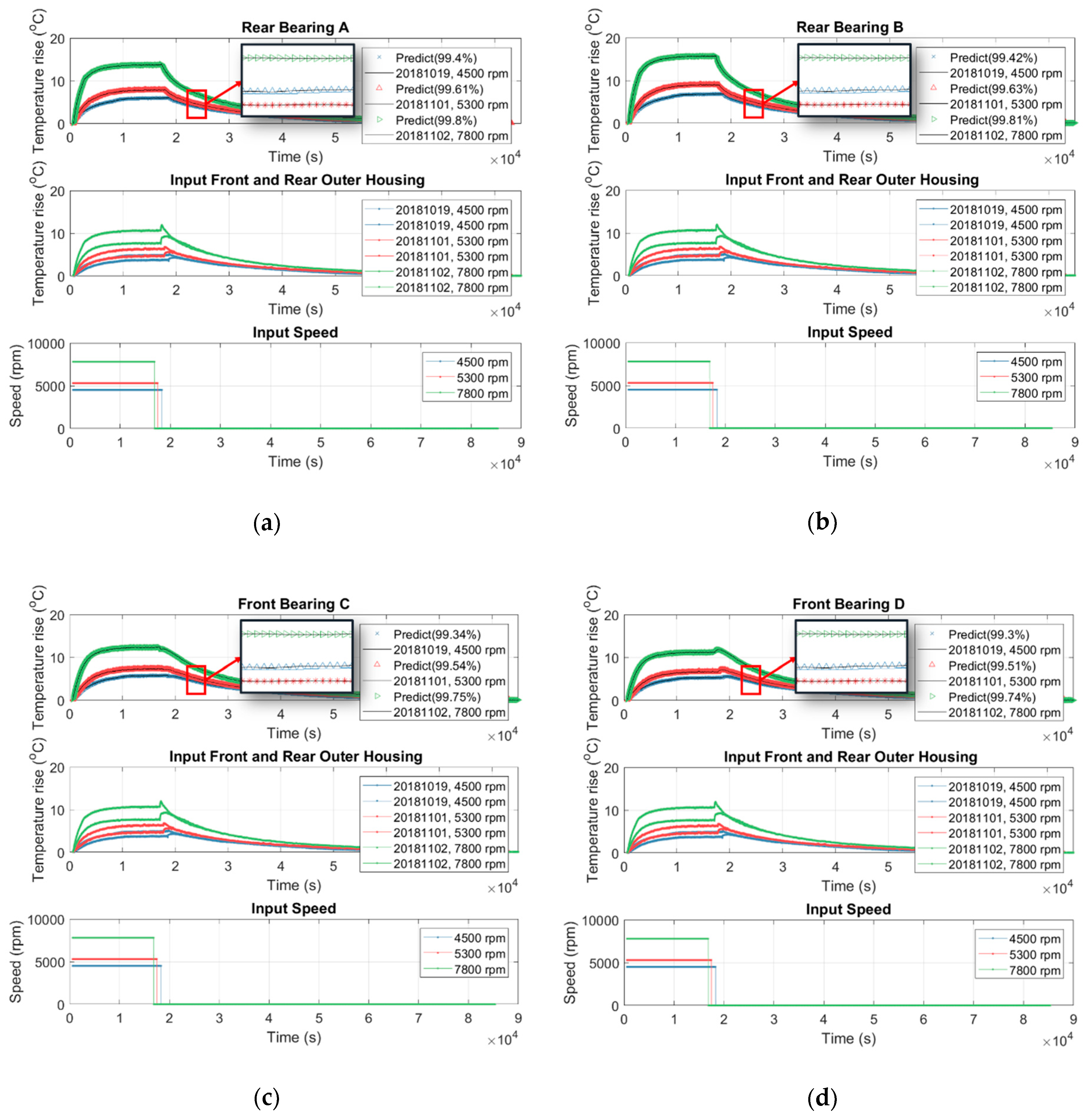
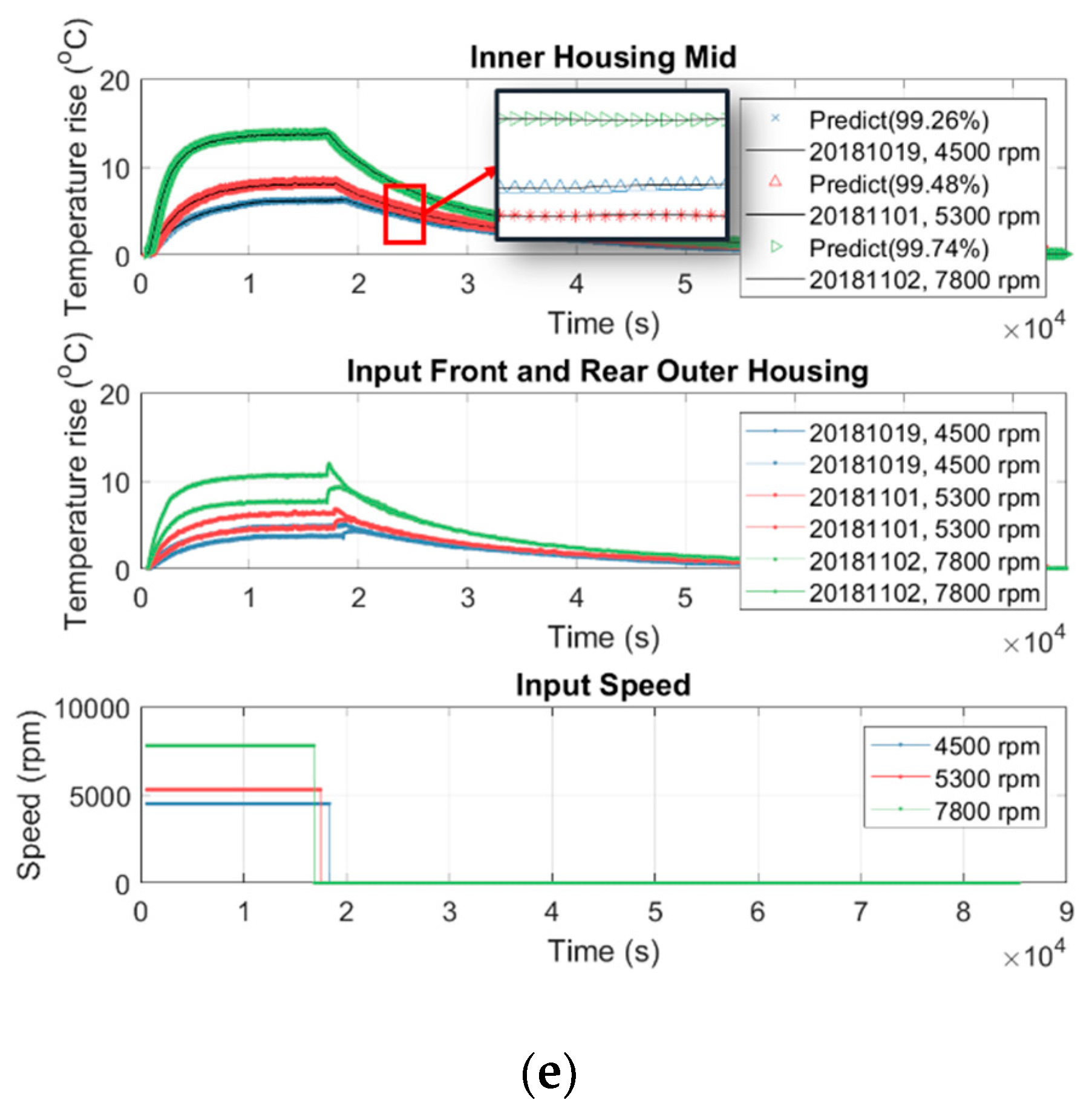
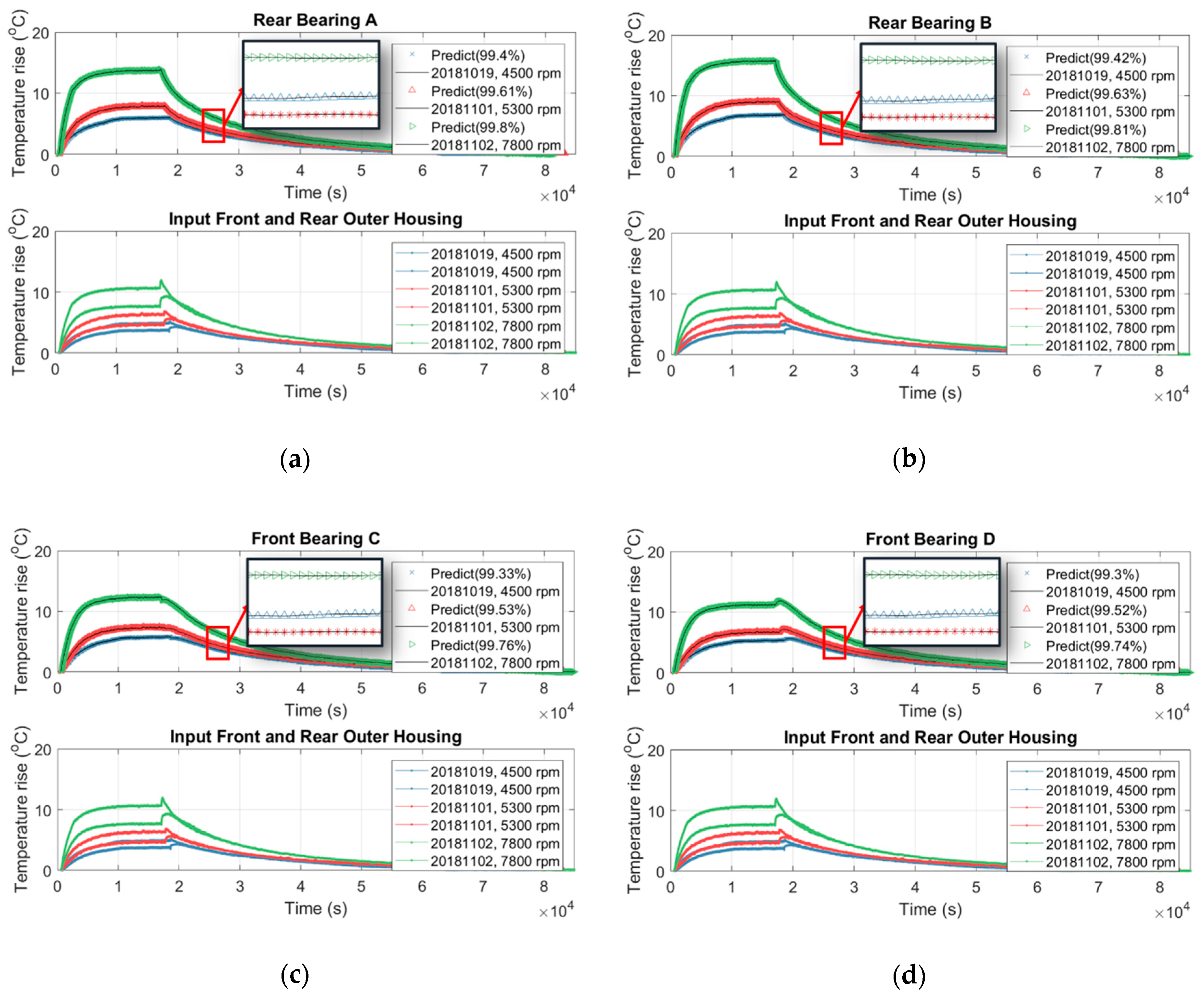
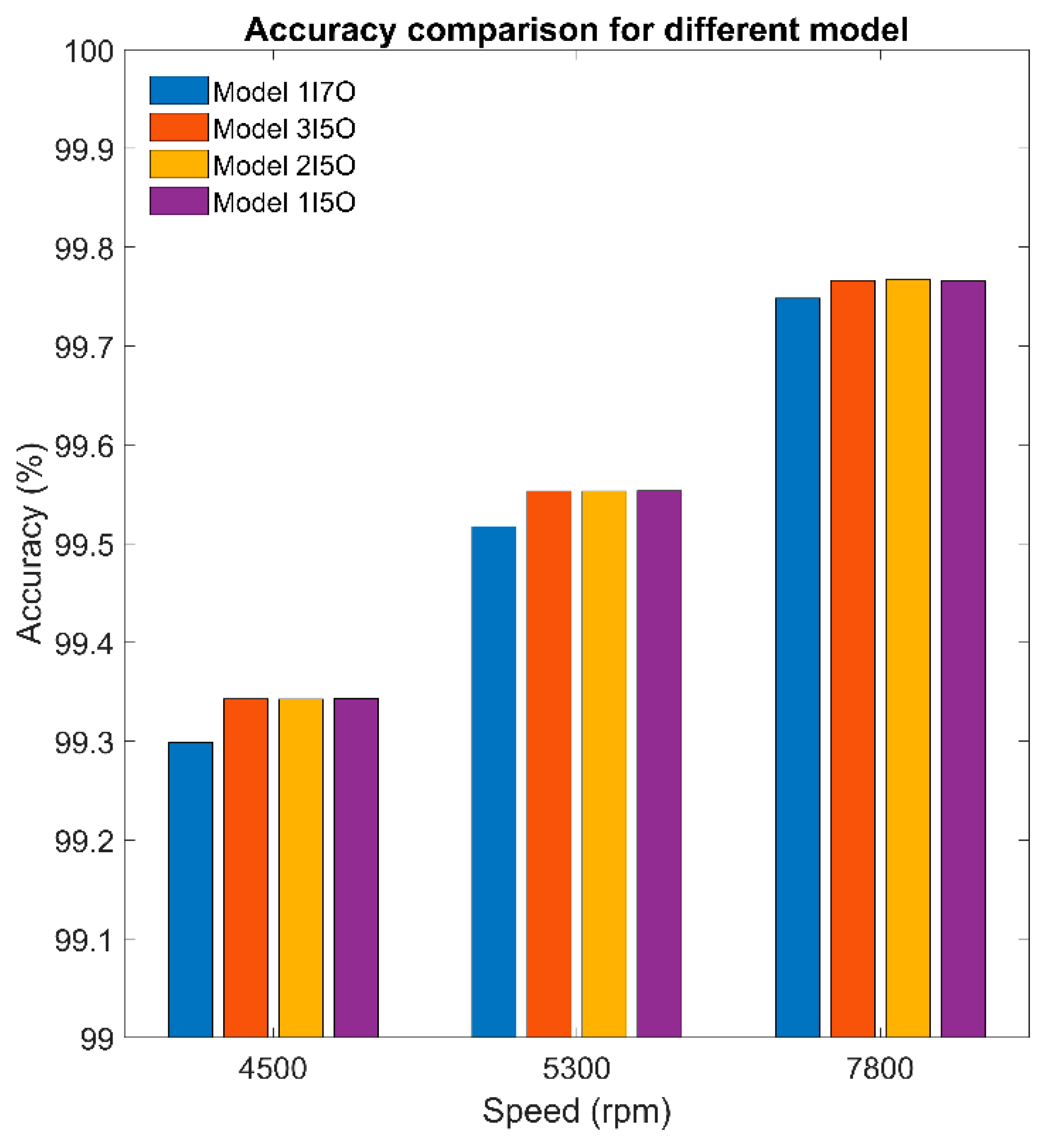
3.3. Predicting Internal Temperature of the Spindle from Its Surface Temperature
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Mayr, J.; Jedrzejewski, J.; Uhlmann, E.; Donmez, A.; Knapp, W.; Härtig, F.; Wendt, K.; Moriwaki, T.; Shore, P.; Schmitt, R.; et al. Thermal issues in machine tools. CIRP Ann. Manuf. Technol. 2012, 61, 771–791. [Google Scholar] [CrossRef]
- Ramesh, R.; Mannan, M.; Poo, A. Error compensation in machine tools—A review. Part II: Thermal errors. Int. J. Mach. Tools Manuf. 2000, 40, 1257–1284. [Google Scholar] [CrossRef]
- Bossmanns, B.; Tu, J.F. A thermal model for high speed motorized spindles. Int. J. Mach. Tools Manuf. 1999, 39, 1345–1366. [Google Scholar] [CrossRef]
- Bossmanns, B.; Tu, J.F. A power flow model for high speed motorized spindles—Heat generation characterization. J. Manuf. Sci. Eng. 2001, 123, 494–505. [Google Scholar] [CrossRef]
- Ma, C.; Yang, J.; Zhao, L.; Mei, X.; Shi, H. Simulation and experimental study on the thermally induced deformations of high-speed spindle system. Appl. Therm. Eng. 2015, 86, 251–268. [Google Scholar] [CrossRef]
- Zivkovic, A.; Zeljkovic, M.; Tabakovic, S.; Milojevic, Z. Mathematical modeling and experimental testing of high-speed spindle behavior. Int. J. Adv. Manuf. Technol. 2015, 77, 1071–1086. [Google Scholar] [CrossRef]
- Huang, Y.-H.; Huang, C.-W.; Chou, Y.-D.; Ho, C.-C.; Lee, M.-T. An Experimental and Numerical Study of the Thermal Issues of a High-speed Built-in Motor Spindle. Smart Sci. 2016, 4, 1–7. [Google Scholar] [CrossRef]
- Brecher, C.; Shneor, Y.; Neus, S.; Bakarinow, K.; Fey, M. Thermal behavior of externally driven spindle: Experimental study and modelling. Engineering 2015, 7, 73–92. [Google Scholar] [CrossRef]
- Lo, Y.-C.; Hu, Y.-C.; Chang, P.-Z. Parameter estimation of the thermal network model of a machine tool spindle by self-made Bluetooth temperature sensor module. Sensors 2018, 18, 656. [Google Scholar] [CrossRef] [PubMed]
- Cho, Y.M.; Srinavasan, S.; Oh, J.-H.; Kim, H.S. Modelling and system identification of active magnetic bearing systems. Math. Comput. Model. Dyn. Syst. 2007, 13, 125–142. [Google Scholar] [CrossRef]
- Eguia, T.J.A.; Shen, R.; Tan, S.X.; Pacheco, E.H.; Tirumala, M. Architecture level thermal modeling for multi-core systems using subspace system method. In Proceedings of the IEEE 8th International Conference on ASICON’09, Changsha, China, 20–23 October 2009; pp. 714–717. [Google Scholar]
- Skibinski, G.L.; Sethares, W.A. Thermal parameter estimation using recursive identification. IEEE Trans. Power Electron. 1991, 6, 228–239. [Google Scholar] [CrossRef]
- Kerezov, A.; Kulkarni, A.; Nihtianov, S. Wireless temperature sensor for harsh industrial environments. In Proceedings of the IECON 2015-41st Annual Conference of the IEEE Industrial Electronics Society, Yokohama, Japan, 9–12 November 2015; pp. 003986–003991. [Google Scholar]
- Qian, Y.; Luo, Z.; Liu, Z.; Zhao, H.; Li, C.; Song, Y.; Nan, D.; Wei, J. Application of rtd sensor in the real time measurement and wireless transmission. In Proceedings of the 2014 Fourth International Conference on Instrumentation and Measurement, Computer, Communication and Control (IMCCC), Harbin, China, 18–20 September 2014; pp. 658–662. [Google Scholar]
- Ross-Pinnock, D.; Maropoulos, P.G. Review of industrial temperature measurement technologies and research priorities for the thermal characterisation of the factories of the future. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 793–806. [Google Scholar] [CrossRef]
- Lacy, F. An examination and validation of the theoretical resistivity-temperature relationship for conductors. World Acad. Sci. Eng. Technol. Int. J. Electr. Comput. Energ. Electron. Commun. Eng. 2013, 7, 439–445. [Google Scholar]
- Zvizdić, D.; Šestan, D. Hysteresis of thin film iprts in the range 100 c to 600 c. AIP Conf. Proc. 2013, 445–450. [Google Scholar] [CrossRef]
- Analog Devices. Datasheet of ADG1606/ADG1607 4.5Ω RON, 16-Channel, Differential 8-Channel, ±5 v, +12 v, +5 v, and +3.3 v Multiplexer. Available online: http://pdf1.alldatasheet.com/datasheet-pdf/view/310835/AD/ADG1606.html (accessed on 2 January 2019).
- Analog Devices. Datasheet of AD7794/AD7795 6-Channel, Low Noise, Low Power, 24-/16-bit ∑-Δ ADC with On-Chip In-Amp and Reference. Available online: https://www.analog.com/media/en/technical-documentation/data-sheets/ad7794_7795.pdf (accessed on 2 January 2019).
- 1502A Thermometer Readout User’s Guide. Available online: https://cdn.testequity.com/documents/pdf/1502A-ug.pdf (accessed on 2 January 2019).
- Tangirala, A.K. Principles of System Identification: Theory and Practice; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Ljung, L. System Identification: Theory for the User; Prentice-Hall: Upper Saddle River, NJ, USA, 1987. [Google Scholar]
- Golnaraghi, F.; Kuo, B. Automatic control systems. Complex Var. 2010, 2, 1. [Google Scholar]
- Ljung, L. System Identification Toolbox: User’s Guide; Citeseer: University Park, PA, USA, 1995. [Google Scholar]
- Arlot, S.; Celisse, A. A survey of cross-validation procedures for model selection. Stat. Surv. 2010, 4, 40–79. [Google Scholar] [CrossRef]
- Fushiki, T. Estimation of prediction error by using k-fold cross-validation. Stat. Comput. 2011, 21, 137–146. [Google Scholar] [CrossRef]
- Lin, C.-W.; Tu, J.F. Model-based design of motorized spindle system to improve dynamic performance at high speed. J. Manuf. Process. 2007, 9, 94–108. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, P. Thermal-mechanical behavior analysis of motorized spindle based on a coupled model. Adv. Mech. Eng. 2018, 10, 1–12. [Google Scholar]





























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| A2 | A1 | A0 | EN | Switch |
|---|---|---|---|---|
| 0 | 0 | 0 | 1 | 1 |
| 0 | 0 | 1 | 1 | 2 |
| 0 | 1 | 0 | 1 | 3 |
| 0 | 1 | 1 | 1 | 4 |
| 1 | 0 | 0 | 1 | 5 |
| Accuracy [°C] | @25 ± 0.05 |
| Measurement Range [°C] | −50 to 300 |
| Supportable Channels | 5 |
| Sampling Rate [Hz] | 4.17 |
| Power Consumption [mW] | 175 |
| Size [mm3] | Ø 80 × 53 |
| Communication | BLE/Micro USB |
| Power Supply | Wire (USB)/Wireless (CR2032) |
| Sensor Type | PT1000 (A class) |
| Accuracy [°C] | ±(0.15 ± 0.002|t|) |
| Measurement Range [°C] | −50 to 300 |
| Excited Current Limit [mA] | ≤5 |
| Thermal Response [s] | ≤0.3 @ air |
| Size [mm3] | Ø 3 × 60 |
| Package Material | Stainless steel 304 |
| Protection Level | IP 65 |
| Input Speed [rpm] | 4000 | 5000 | 6000 | 7000 | 8000 | |
|---|---|---|---|---|---|---|
| Fold 1 | Data | |||||
| Record Date | 10/09 | 10/17 | 10/18 | 10/24 | 10/28 | |
| Fold 2 | Data | |||||
| Record Date | 10/10 | 10/29 | 10/30 | 10/25 | 10/27 | |
| Rotational Speed [rpm] | 4000 | 5000 | 6000 | 7000 | 8000 |
|---|---|---|---|---|---|
| Best Model Order (n*) | 25 | 25 | 26 | 25 | 21 |
| Training Accuracy (TA) [%] | 99.34 | 99.55 | 99.71 | 99.73 | 99.17 |
| Validation Accuracy (VA) [%] | 99.23 | 99.54 | 99.69 | 99.7 | 99.16 |
| Elapsed Time [sec] | 11231.9 | 10871.3 | 10692.5 | 10816.1 | 9784.31 |
| I/O No. | Input Data | Output Data |
|---|---|---|
| 1I7O | 1. Spindle speed | 1. Temperature of rear bearing A 2. Temperature of rear bearing B 3. Temperature of front bearing C 4. Temperature of front bearing D 5. Temperature of inner housing 6. Temperature of front outer housing 7. Temperature of rear outer housing |
| 3I5O | 1. Spindle speed 2. Temperature of front outer-housing 3. Temperature of rear outer-housing | 1. Temperature of rear bearing A 2. Temperature of rear bearing B 3. Temperature of front bearing C 4. Temperature of front bearing D 5. Temperature of inner housing |
| 2I5O | 1. Temperature of front outer-housing 2. Temperature of rear outer-housing | |
| 1I5O | 1. Temperature of front outer-housing |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, Y.-C.; Chen, P.-J.; Chang, P.-Z. Thermal-Feature System Identification for a Machine Tool Spindle. Sensors 2019, 19, 1209. https://doi.org/10.3390/s19051209
Hu Y-C, Chen P-J, Chang P-Z. Thermal-Feature System Identification for a Machine Tool Spindle. Sensors. 2019; 19(5):1209. https://doi.org/10.3390/s19051209
Chicago/Turabian StyleHu, Yuh-Chung, Ping-Jung Chen, and Pei-Zen Chang. 2019. "Thermal-Feature System Identification for a Machine Tool Spindle" Sensors 19, no. 5: 1209. https://doi.org/10.3390/s19051209
APA StyleHu, Y.-C., Chen, P.-J., & Chang, P.-Z. (2019). Thermal-Feature System Identification for a Machine Tool Spindle. Sensors, 19(5), 1209. https://doi.org/10.3390/s19051209