In-Situ Temperature Measurement on CMOS Integrated Micro-Hotplates for Gas Sensing Devices

 ,
,  ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
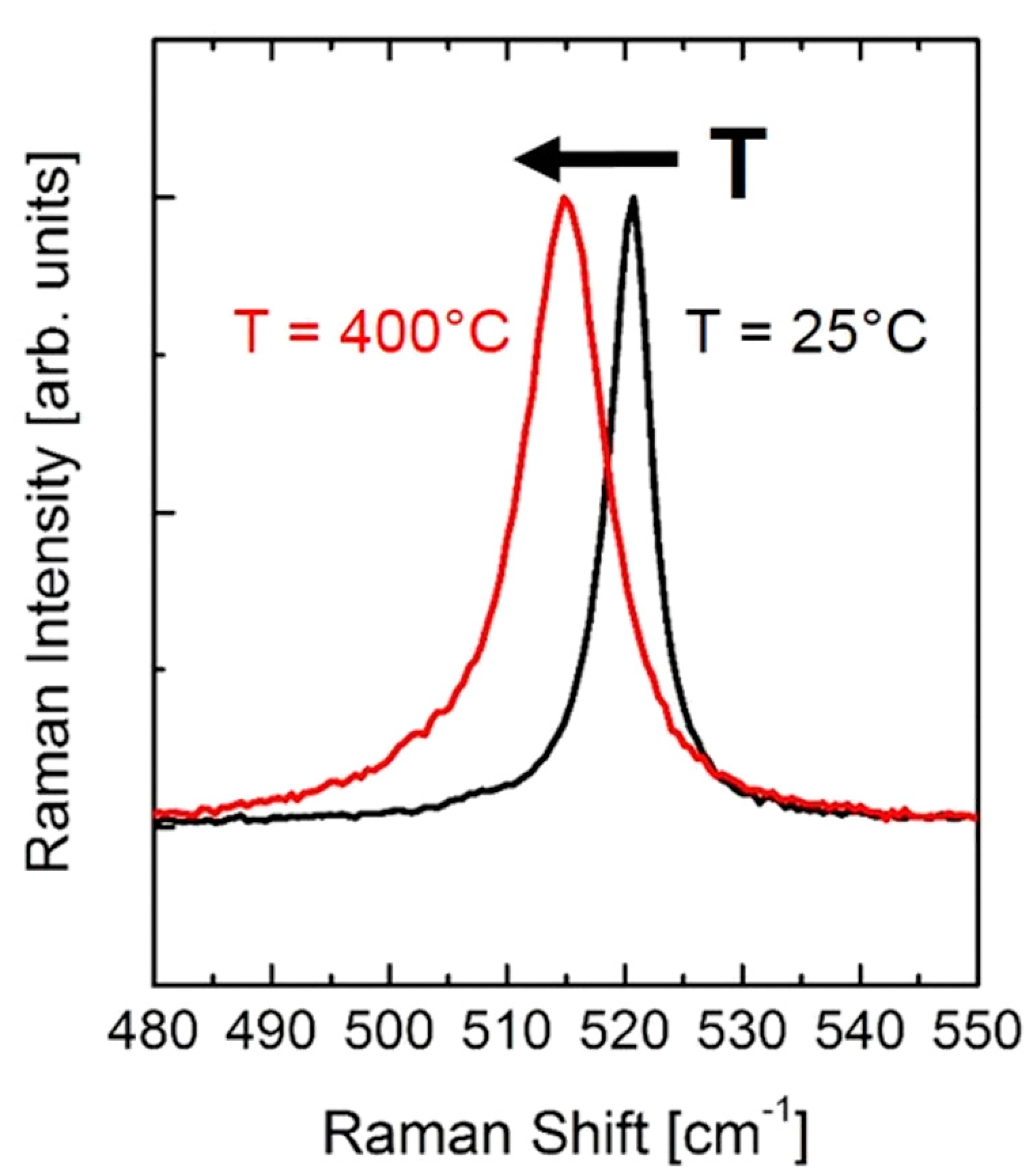
3.1. Effect of Temperature on the Raman Spectrum of Silicon
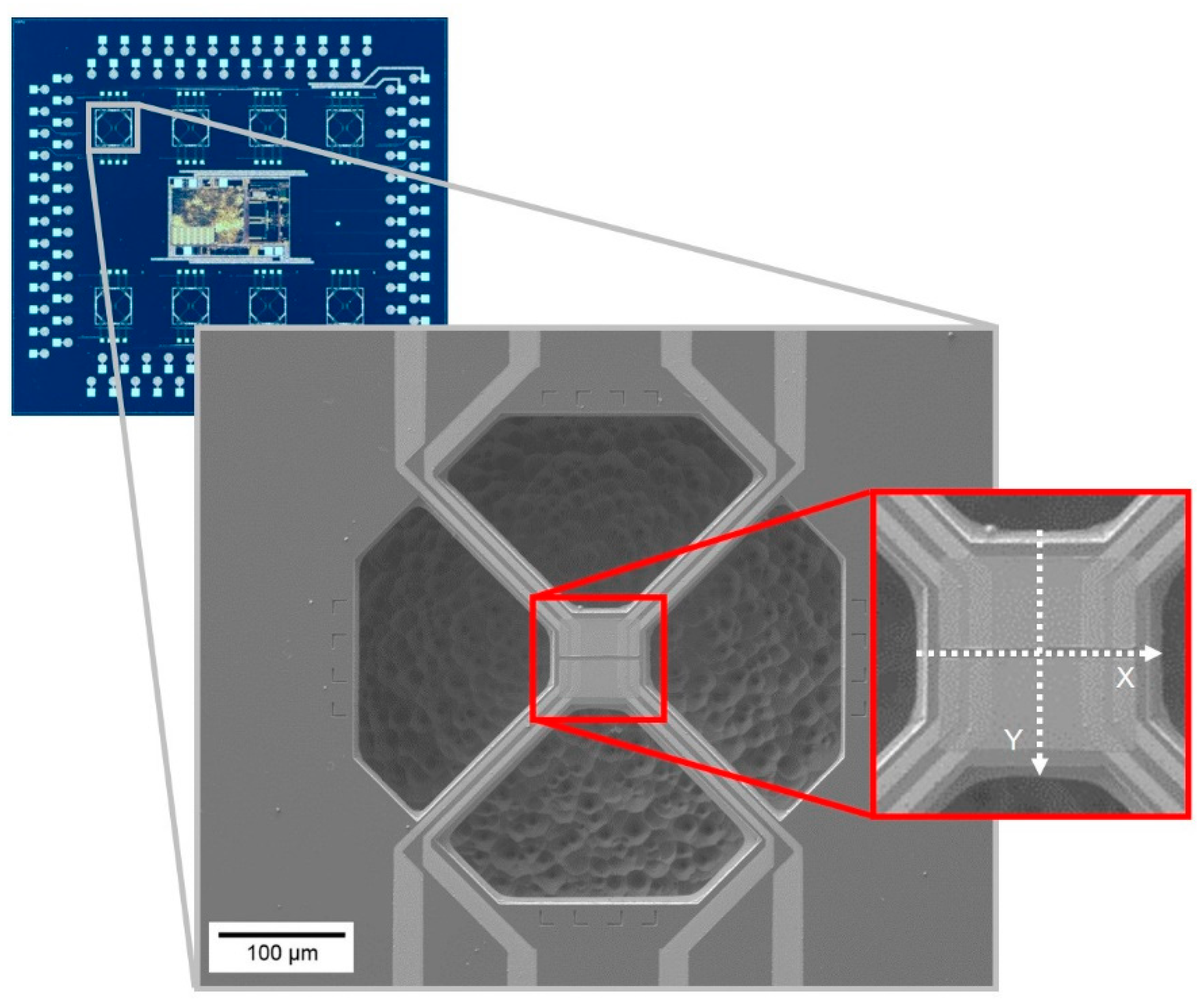
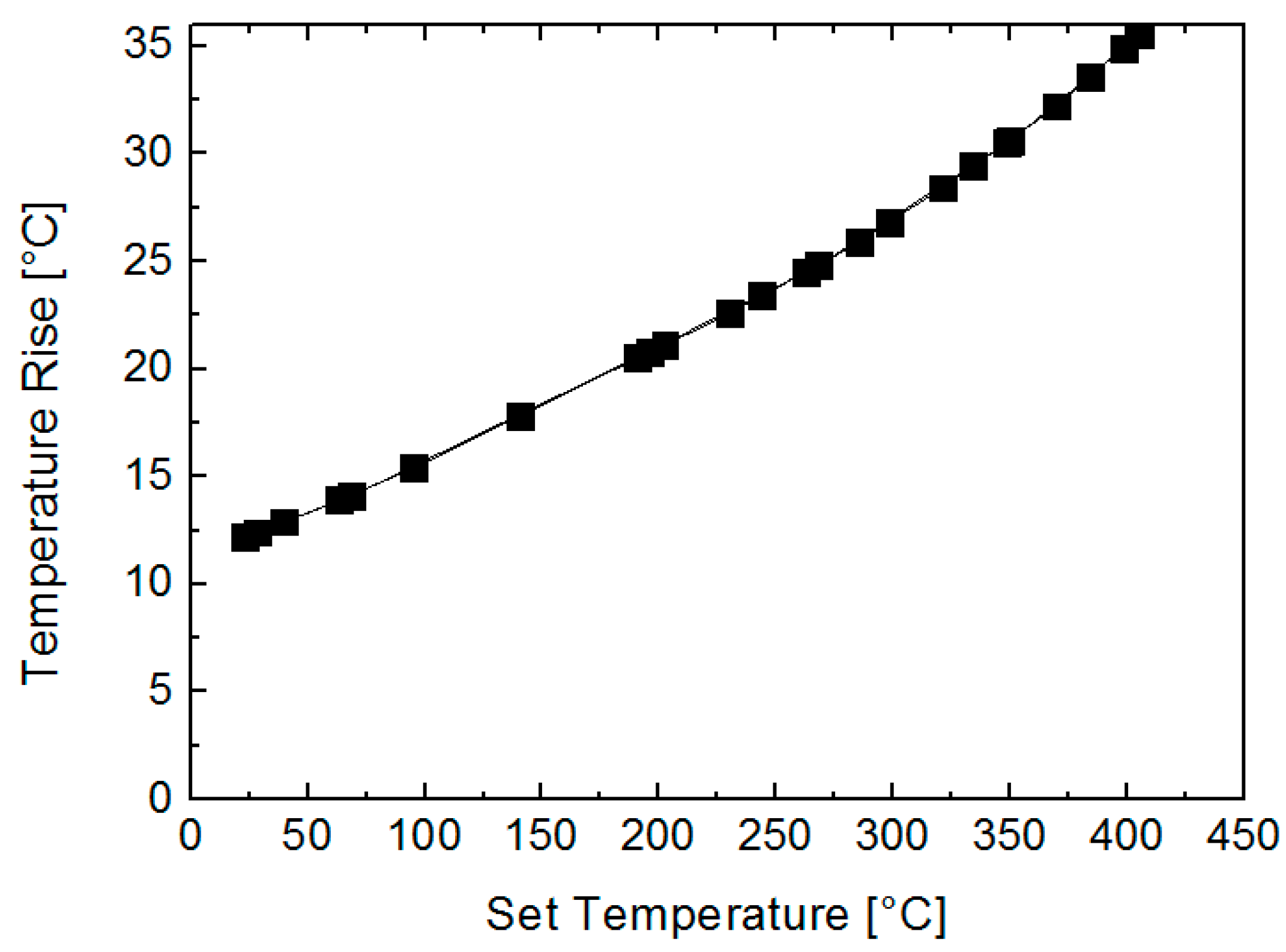
3.2. Effect of Laser Heating on the Surface of Polysilicon µhps
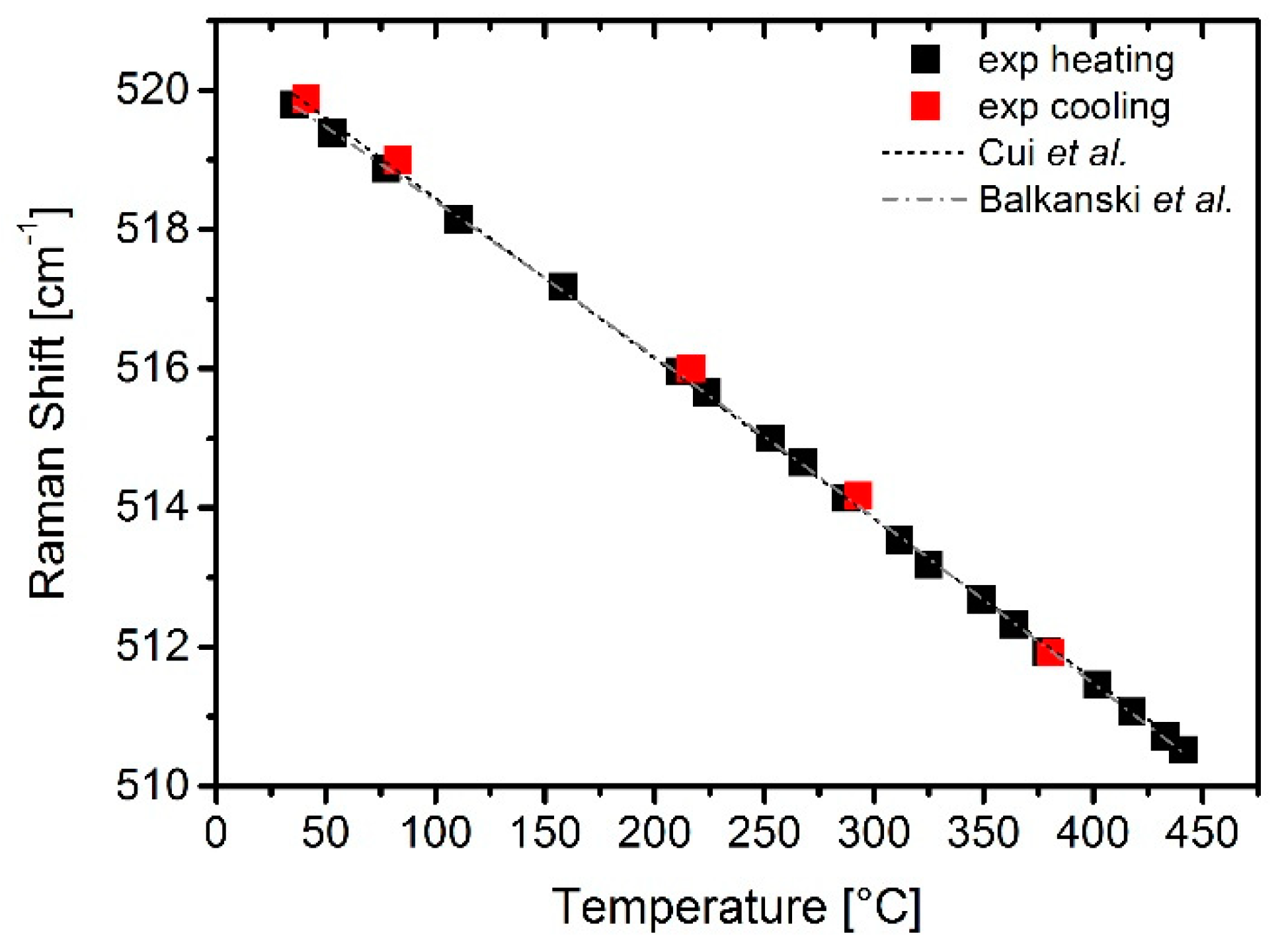
3.3. Calibration of Phonon Response with Temperature in µhps
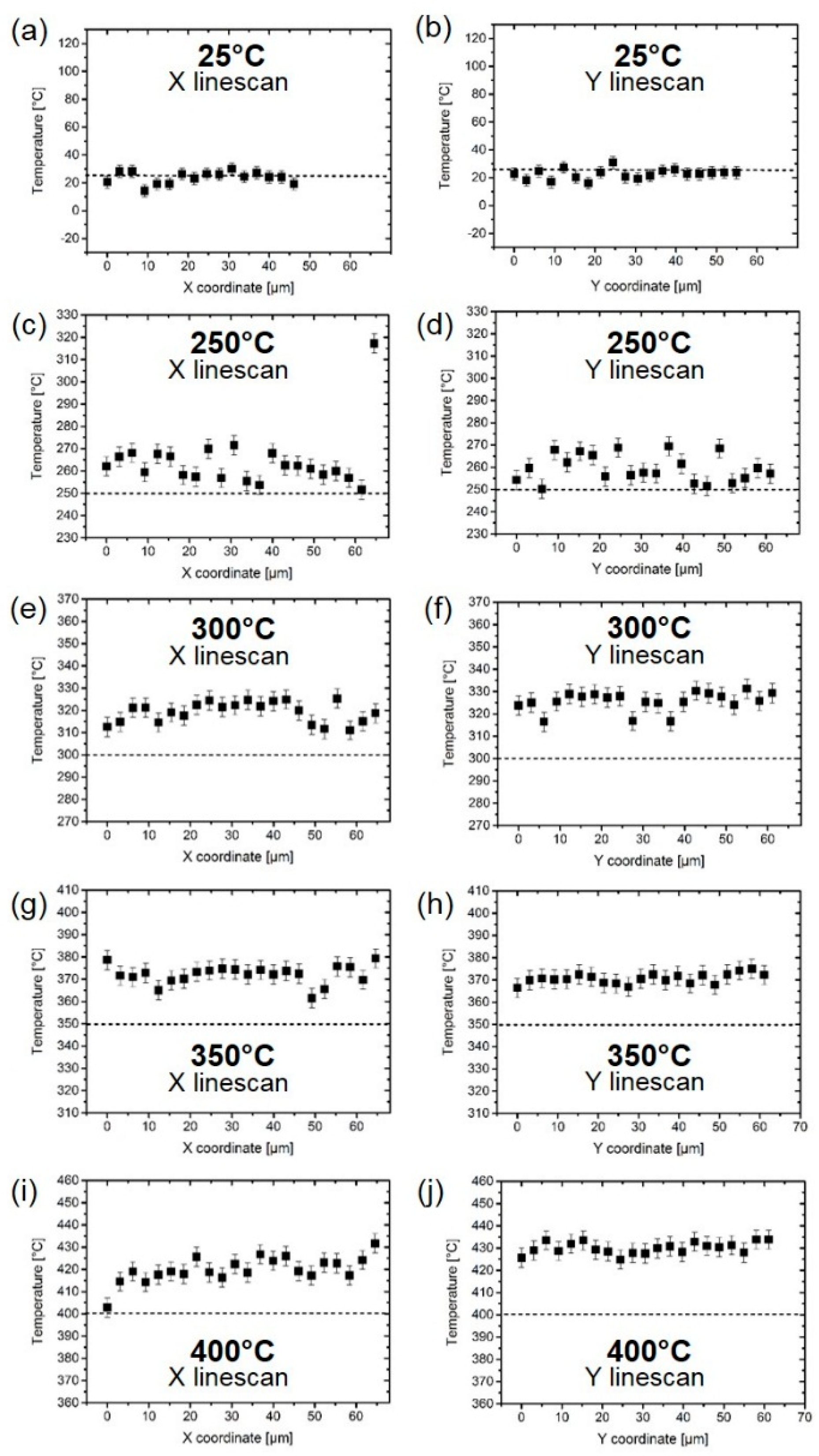
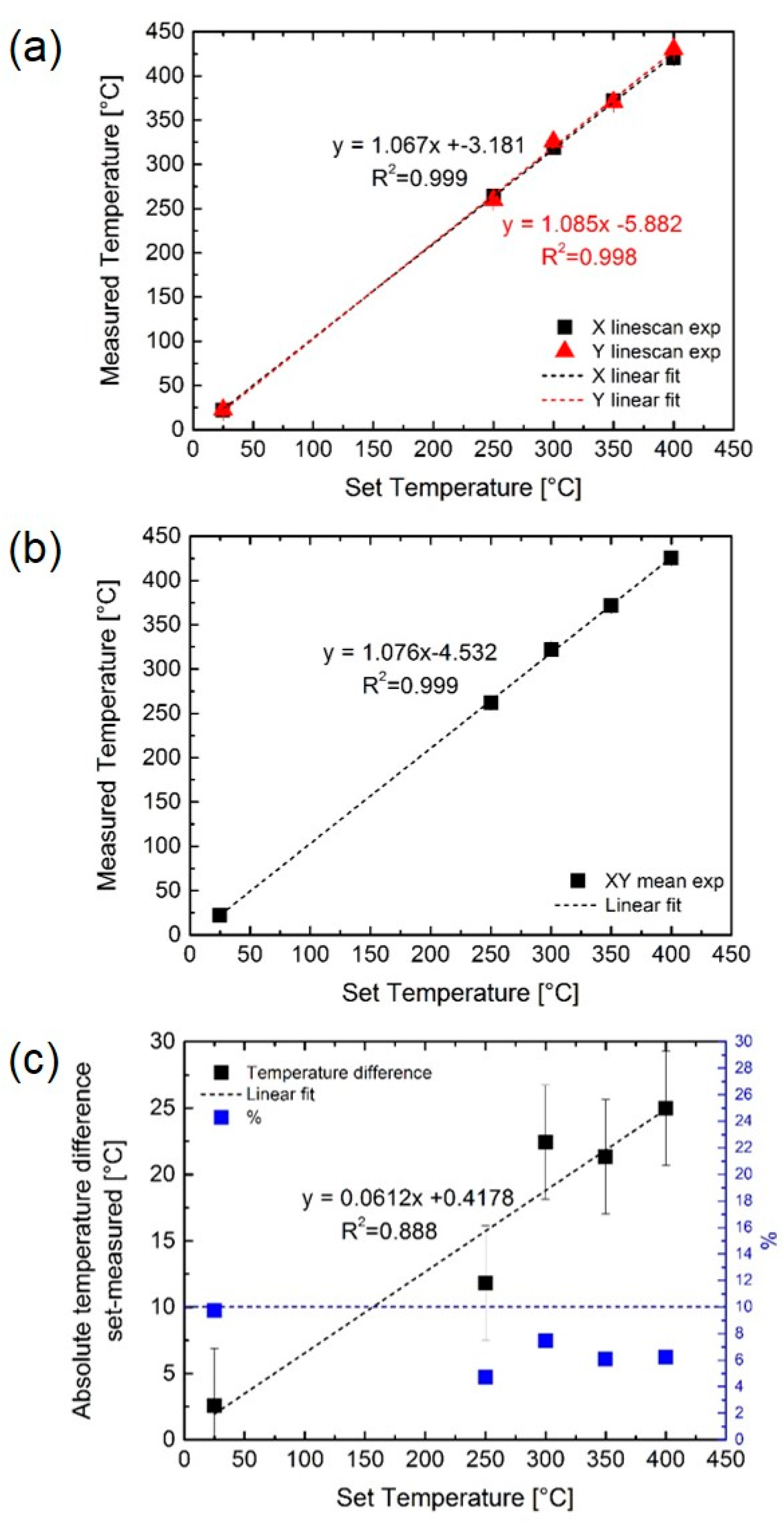
3.4. In-Situ Temperature Measurements on µhps
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Barsan, N.; Weimar, U. Conduction Model of Metal Oxide Gas Sensors. J. Electroceramics 2001, 7, 143–167. [Google Scholar] [CrossRef]
- Neri, G. First Fifty Years of Chemoresistive Gas Sensors. Chemosensors 2015, 3, 1–20. [Google Scholar] [CrossRef]
- Seiyama, T.; Kato, A.; Fujiishi, K.; Nagatani, M. A New Detector for Gaseous Components Using Semiconductive Thin Films. Anal. Chem. 1962, 34, 1502–1503. [Google Scholar] [CrossRef]
- Chang, S.-C.; Hicks, D.B. Tin Oxide Microsensors on Thin Silicon Membranes. Available online: http://adsabs.harvard.edu/abs/1986sss..workS....C (accessed on 21 January 2019).
- Suehle, J.S.; Cavicchi, R.E.; Gaitan, M.; Semancik, S. Tin oxide gas sensor fabricated using CMOS micro-hotplates and in-situ processing. IEEE Electron Device Lett. 1993, 14, 118–120. [Google Scholar] [CrossRef]
- Semancik, S.; Cavicchi, R.E.; Wheeler, M.C.; Tiffany, J.E.; Poirier, G.E.; Walton, R.M.; Suehle, J.S.; Panchapakesan, B.; DeVoe, D.L. Microhotplate platforms for chemical sensor research. Sens. Actuators B Chem. 2001, 77, 579–591. [Google Scholar] [CrossRef]
- Udrea, F.; Gardner, J.W.; Setiadi, D.; Covington, J.A.; Dogaru, T.; Lu, C.C.; Milne, W.I. Design and simulations of SOI CMOS micro-hotplate gas sensors. Sens. Actuators B Chem. 2001, 78, 180–190. [Google Scholar] [CrossRef]
- Ali, S.Z.; Ho, W.O.; Chowdhury, M.F.; Covington, J.A.; Moseley, P.; Saffell, J.; Gardner, J.W.; Udrea, F.; Gouma, P. A High Temperature SOI CMOS NO2 Sensor. In AIP Conference Proceedings; American Institute of Physics: College Park, MD, USA, 2011; Volume 1362, pp. 53–54. [Google Scholar]
- Barrettino, D.; Graf, M.; Hafizovic, S.; Taschini, S.; Hagleitner, C.; Hierlemann, A.; Baltes, H. A single-chip CMOS micro-hotplate array for hazardous-gas detection and material characterization. In Proceedings of the 2004 IEEE International Solid-State Circuits Conference (IEEE Cat. No.04CH37519), San Francisco, CA, USA, 15–19 February 2004; pp. 312–313. [Google Scholar]
- Wimmer-Teubenbacher, R.; Steinhauer, S.; von Sicard, O.; Magori, E.; Siegert, J.; Rohracher, K.; Gspan, C.; Grogger, W.; Köck, A. Gas Sensing Characterisation of CMOS Integrated Nanocrystalline SnO2—Au Thin Films. Mater. Today Proc. 2015, 2, 4295–4301. [Google Scholar] [CrossRef]
- ams AG iAQ-Core Datasheet. Available online: https://ams.com/documents/20143/36005/iAQ-core_DS000334_1-00.pdf (accessed on 21 January 2019).
- Scharf, T.; Briand, D.; Bühler, S.; Manzardo, O.; Herzig, H.P.; de Rooij, N.F. Miniaturized Fourier transform spectrometer for gas detection in the MIR region. Sens. Actuators B Chem. 2010, 147, 116–121. [Google Scholar] [CrossRef]
- Hwang, W.-J.; Shin, K.-S.; Roh, J.-H.; Lee, D.-S.; Choa, S.-H.; Hwang, W.-J.; Shin, K.-S.; Roh, J.-H.; Lee, D.-S.; Choa, S.-H. Development of Micro-Heaters with Optimized Temperature Compensation Design for Gas Sensors. Sensors 2011, 11, 2580–2591. [Google Scholar] [CrossRef] [PubMed]
- Cui, J.B.; Amtmann, K.; Ristein, J.; Ley, L. Noncontact temperature measurements of diamond by Raman scattering spectroscopy. J. Appl. Phys. 1998, 83, 7929–7933. [Google Scholar] [CrossRef]
- Abel, M.R.; Wright, T.L.; King, W.P.; Graham, S. Thermal Metrology of Silicon Microstructures Using Raman Spectroscopy. Available online: http://ieeexplore.ieee.org/document/4214925/ (accessed on 21 October 2016).
- Schardt, C.R.; Lucas, P.; Doraiswamy, A.; Jivaganont, P.; Simmons, J.H. Raman temperature measurement during photostructural changes in GexSe1−x glass. J. Non. Cryst. Solids 2005, 351, 1653–1657. [Google Scholar] [CrossRef]
- Beechem, T.; Graham, S.; Kearney, S.P.; Phinney, L.M.; Serrano, J.R. Invited Article: Simultaneous mapping of temperature and stress in microdevices using micro-Raman spectroscopy. Rev. Sci. Instrum. 2007, 78, 061301. [Google Scholar] [CrossRef] [PubMed]
- Nemanich, R.J.; Biegelsen, D.K.; Street, R.A.; Fennell, L.E. Raman scattering from solid silicon at the melting temperature. Phys. Rev. B 1984, 29, 6005–6007. [Google Scholar] [CrossRef]
- Ipatova, I.P.; Maradudin, A.A.; Wallis, R.F. Temperature Dependence of the Width of the Fundamental Lattice-Vibration Absorption Peak in Ionic Crystals. II. Approximate Numerical Results. Phys. Rev. 1967, 155, 882–895. [Google Scholar] [CrossRef]
- Balkanski, M.; Wallis, R.F.; Haro, E. Anharmonic effects in light scattering due to optical phonons in silicon. Phys. Rev. B 1983, 28, 1928. [Google Scholar] [CrossRef]
- Pazionis, G.D.; Tang, H.; Herman, I.P. Raman microprobe analysis of temperature profiles in CW laser heated silicon microstructures. IEEE J. Quantum Electron. 1989, 25, 976–988. [Google Scholar] [CrossRef]
- Périchon, S.; Lysenko, V.; Remaki, B.; Barbier, D.; Champagnon, B. Measurement of porous silicon thermal conductivity by micro-Raman scattering. J. Appl. Phys. 1999, 86, 4700. [Google Scholar] [CrossRef]
- Atkinson, A.; Jain, S.C. Spatially resolved stress analysis using Raman spectroscopy. J. Raman Spectrosc. 1999, 30, 885–891. [Google Scholar] [CrossRef]
- Atkinson, A.; Jain, S.C.; Webb, S.J. Convolution of spectra in optical microprobe experiments. Semicond. Sci. Technol. 1999, 14, 561. [Google Scholar] [CrossRef]
- Viña, L.; Logothetidis, S.; Cardona, M. Temperature dependence of the dielectric function of germanium. Phys. Rev. B 1984, 30, 1979–1991. [Google Scholar] [CrossRef]
- Sisken, L. Distribution of Laser Induced Heating in Multi-Component Chalcogenide Glass and Its Associated Effects. Master’s Thesis, University of Central Florida, Orlando, FL, USA, 2014. [Google Scholar]
- Serrano, J.R.; Phinney, L.M. Optical-Thermal Phenomena in Polycrystalline Silicon MEMS During Laser Irradiation. In Microelectromechanical Systems and Devices; InTechOpen: London, UK, 2012. [Google Scholar]
- Clemens, R.; Kuppers, J.D.; Phinney, L.M. Thermal Conductivity Measurements of Summit Polycrystalline Silicon; Sandia National Laboratories: Livermore, CA, USA, 2006.






© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deluca, M.; Wimmer-Teubenbacher, R.; Mitterhuber, L.; Mader, J.; Rohracher, K.; Holzer, M.; Köck, A. In-Situ Temperature Measurement on CMOS Integrated Micro-Hotplates for Gas Sensing Devices. Sensors 2019, 19, 672. https://doi.org/10.3390/s19030672
Deluca M, Wimmer-Teubenbacher R, Mitterhuber L, Mader J, Rohracher K, Holzer M, Köck A. In-Situ Temperature Measurement on CMOS Integrated Micro-Hotplates for Gas Sensing Devices. Sensors. 2019; 19(3):672. https://doi.org/10.3390/s19030672
Chicago/Turabian StyleDeluca, Marco, Robert Wimmer-Teubenbacher, Lisa Mitterhuber, Johanna Mader, Karl Rohracher, Marco Holzer, and Anton Köck. 2019. "In-Situ Temperature Measurement on CMOS Integrated Micro-Hotplates for Gas Sensing Devices" Sensors 19, no. 3: 672. https://doi.org/10.3390/s19030672
APA StyleDeluca, M., Wimmer-Teubenbacher, R., Mitterhuber, L., Mader, J., Rohracher, K., Holzer, M., & Köck, A. (2019). In-Situ Temperature Measurement on CMOS Integrated Micro-Hotplates for Gas Sensing Devices. Sensors, 19(3), 672. https://doi.org/10.3390/s19030672