1. Introduction
Rotating machinery is one of the most common mechanical equipment, which plays an important role in industrial applications. It generally operates under tough working environments, which can eventually result in mechanical breakdown that lead to high maintenance costs, severe financial losses, and safety concerns [
1,
2]. As rotating machinery is the most malfunctioning part of a mechanical system, the fault diagnosis of rotating machinery has been a popular research topic in the industry. At present, there are many different theoretical methods to solve the fault diagnosis of rotating machinery, including a vibration signal analysis, acoustic emission, thermal imaging and multi-sensor fusion, etc [
3]. In the condition monitoring and fault diagnosis technology of rotating machinery, the fault diagnosis technology based on vibration signals is widely used because of the close correlation between the vibration signal and mechanical structure [
4,
5].
The vibration signal is widely used in fault diagnosis of rotating machinery because it is easy to collect and monitor online. For example, when there is a local fault in the running process of the rolling bearing, each contact causes an instantaneous shock and stimulates the rolling bearing to conduct high-frequency free vibration attenuation according to its inherent frequency. The instantaneous impact caused by the failure has obvious periodicity, the impact frequency depends on the bearing speed, and the impact amplitude depends on the bearing fault size. Therefore, the impact characteristics caused by local damage should be extracted by signal analysis technology and then, fault identification should be conducted by the artificial classifier.
As rotating machinery works in the industrial environment, its vibration signal often contains the inherent vibration signal of rotating machinery, the fault impact signal and background noise. The vibration signals collected by the accelerometers have the characteristics of non-linearity, non-stationarity and impact [
6]. Therefore, how to effectively extract fault signal characteristics from complex vibration signals and accurately identify these fault features are the key problems in the fault diagnosis of rotating machinery. Pattern recognition is one of the important methods to realize the vibration signal analysis of rotating machinery. Many scholars have made achievements in this field. Jiang et al. [
7] decomposed the vibration signal by ensemble local characteristic-scale decomposition (ELCD) and obtained a series of intrinsic scale components (ISCs). The principle ISCs were selected and the permutation entropy (PE) values of these ISCs were calculated to construct the feature vector. Finally, the fault type of the rolling bearing is identified by the relevance vector machine (RVM) constructed by the feature vector set. Li et al. [
8] proposed a rolling bearing fault diagnosis method based on multiscale permutation entropy (MPE) and improved the support vector machine based on the binary tree (ISVM-BT). Local mean decomposition (LMD) was utilized to decompose the vibration signal of the rolling bearing into a set of product functions (PFs), and the MPE extracted the fault features of the rolling bearing from PFs. The ISVM-BT established by a feature set effectively identified the fault type automatically. Chen et al. [
9] presented an integrated fault diagnosis method for a gearbox using complementary ensemble empirical mode decomposition (CEEMD), sample entropy (SampEn) and a probabilistic neural network (PNN). CEEMD decomposed the vibration signal of the gearbox into a set of intrinsic mode functions (IMFs). The fault features were extracted by SampEn from each IMF. Then, the PNN was used as the classifier to identify the fault type of the gearbox.
Due to the nonlinearity and non-stationarity of the vibration signals of rotating machinery a time-frequency analysis method is often used to solve the problem of feature extraction of the vibration signals of rotating machinery. The fast Fourier transform (FFT) is a classical time-frequency analysis method, but it is only suitable for solving the problem of stationary signal analysis. The wavelet transform (WT) is also a classical time-frequency analysis method that can preset the time and frequency window of interest. However, the WT is not an adaptive signal decomposition method, and it requires the kernel function and its parameters to be set in advance. The wavelet packet transform (WPT) can select the frequency resolution and the WPT is more flexible than the WT. However, the WPT is still not an adaptive time-frequency analysis method. The empirical mode decomposition (EMD) is a self-adaptive time-frequency method that can adaptively decompose the vibration signal into a set of intrinsic mode functions (IMFs) that contain the amplitude and frequency characteristics. However, the EMD has the end effect and mode mixing problem in that the stability of the IMFs is poor, which affects the subsequent feature extraction process. In order to solve the problems existing in EMD, EEMD and a complete ensemble empirical mode decomposition (CEEMD) are proposed [
6].
In recent years, due to the fact that fault information contained in the vibration signals can be extracted more effectively at different time scales, a large number of scholars have applied a multiscale entropy (MSE) algorithm and its variants to fault feature extraction of rotating machinery [
10,
11]. In addition to the MSE algorithm [
12], some scholars proposed many fault feature extraction methods of the vibration signal based on the multiscale permutation entropy (MPE) [
13,
14,
15] and multiscale fuzzy entropy (MFE) [
16,
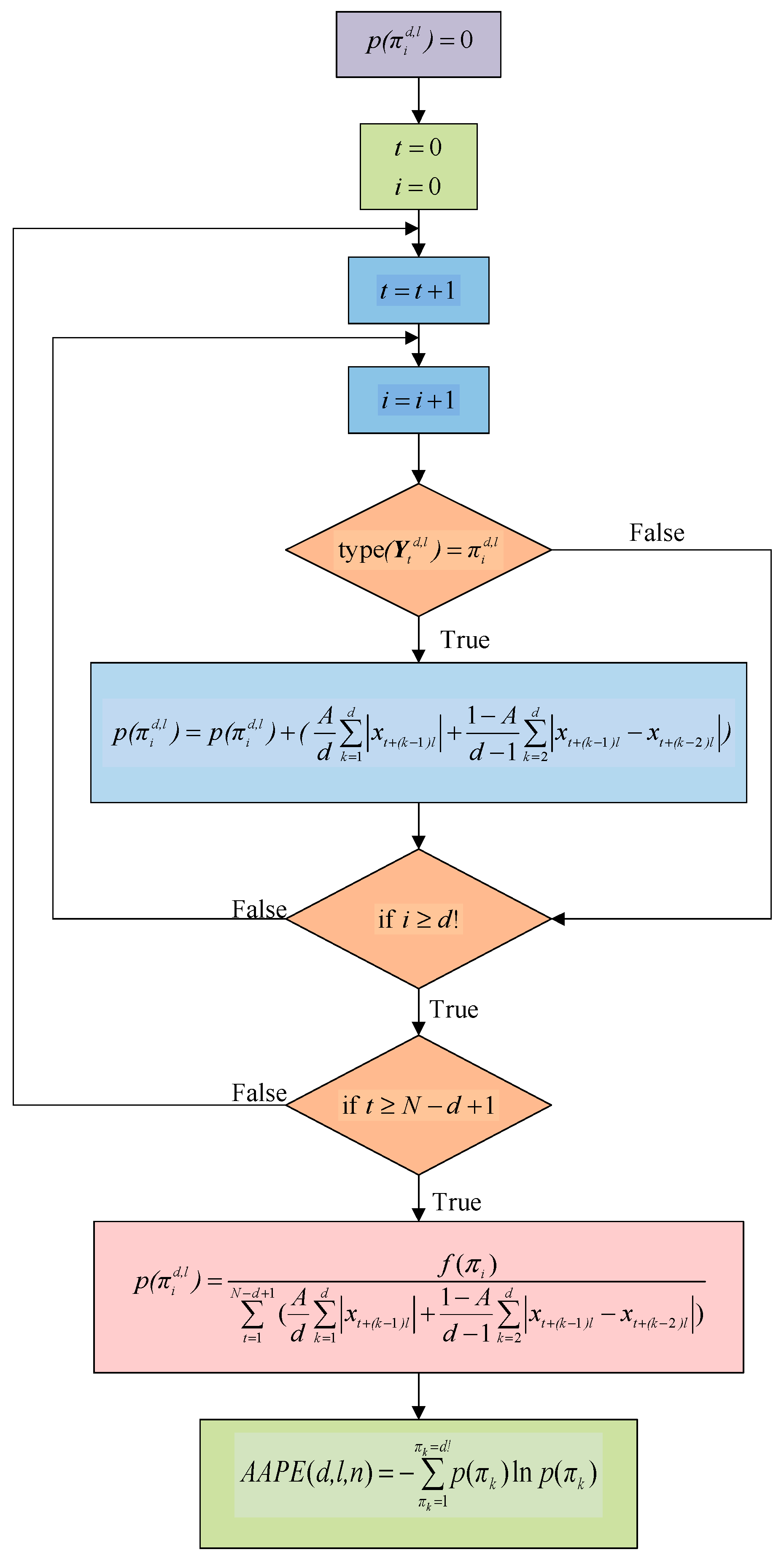
17]. However, the commonly used entropy theoretical methods still have some limitations. The poor stability of the approximate entropy (ApEn) results leads to its excessive dependence on the length of the time series. The calculation efficiency of the sample entropy (SampEn) is low, which is not suitable for analyzing long time series. When calculating the PE value of the time series, the PE algorithm does not consider the average amplitude of the time series. The different signals with significantly different mean amplitudes may be counted in the same order. Moreover, if there are elements with the same amplitude in the time series, the results calculated by the PE will be random. At present, the performance of the fault feature extraction method based on entropy theory needs to be improved. In order to solve the above problems, the amplitude-aware permutation entropy (AAPE) was proposed by Azami and Escudero [
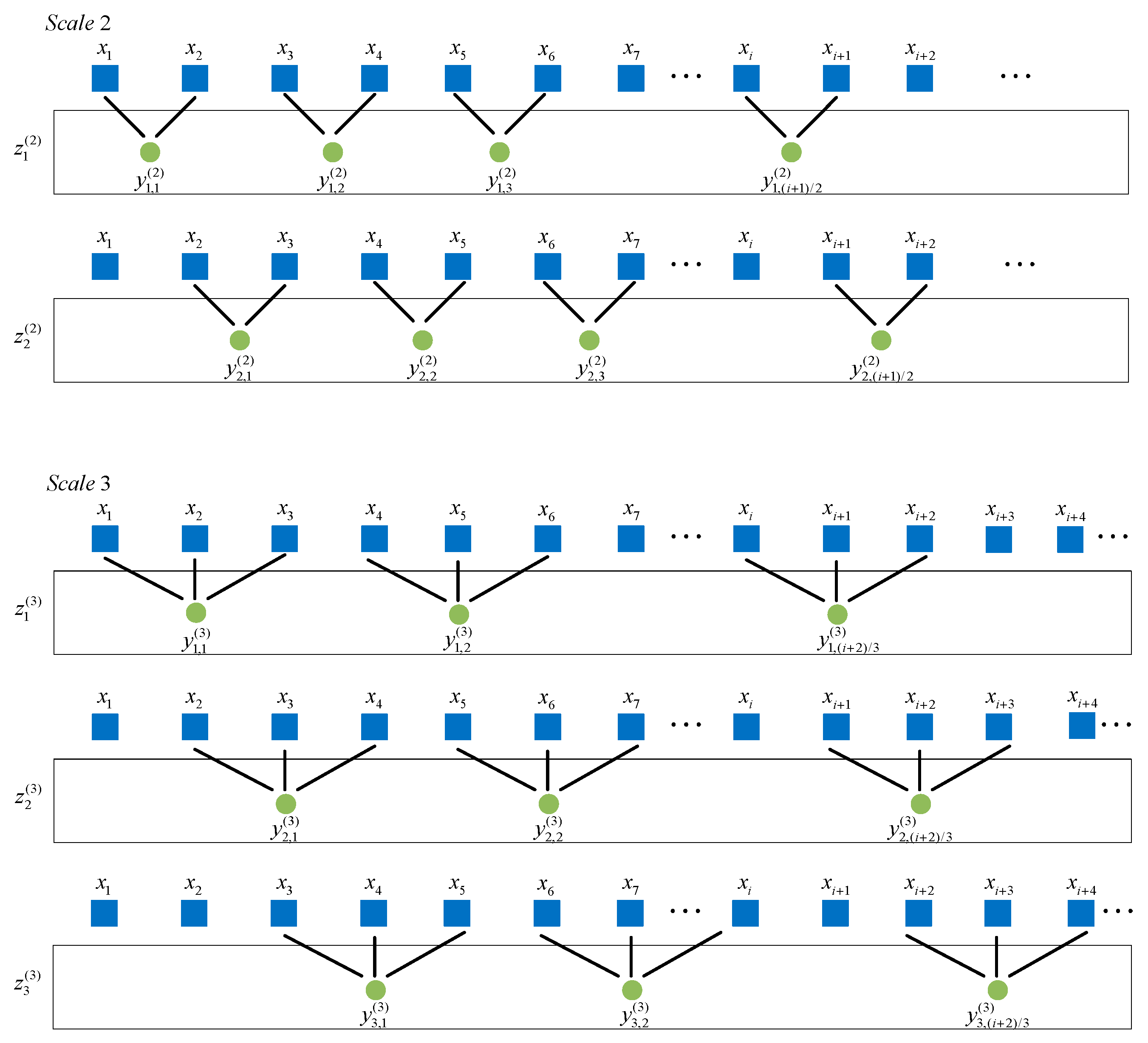
18] to improve the classical PE. The AAPE is sensitive to the changes in the amplitude, in addition to the frequency that can highlight the fault information contained in the vibration signal more effectively than the PE. In the coarse-graining procedures of the MSE and MPE, the length of the coarse-grained time series decreases with the increase of the scale factor. Therefore, when the scale factor is large, the entropy value of the coarse-grained time series is unstable. The literature [
19] improved the coarse-graining procedure of MSE by making the computation stable and reliable in the case of a large time scale through the sliding averaging process, so as to solve the shortcomings of the traditional MSE.
After the fault features are extracted from the vibration signals of rotating machinery, a high performance classifier is needed to identify the fault types and fault severity. Many artificial intelligence techniques have been adopted to realize the fault diagnosis of rotating machinery, such as the artificial neural network (ANN) [
20], support vector machine (SVM) [
21], random forest (RF) [
22]. The structure of the ANN is usually set by experience and its recognition rate is related to the number of training samples. Although the SVM can realize classification with high accuracy under the dichotomist condition of small training samples, the SVM requires multiple dichotomers to realize multiple classifications and further, the selection of the kernel function directly affects the classification accuracy. It is difficult for the random forest classifier to obtain the most ideal parameters, and the selection of parameters has a great impact on the recognition results. The relevance vector machine (RVM) [
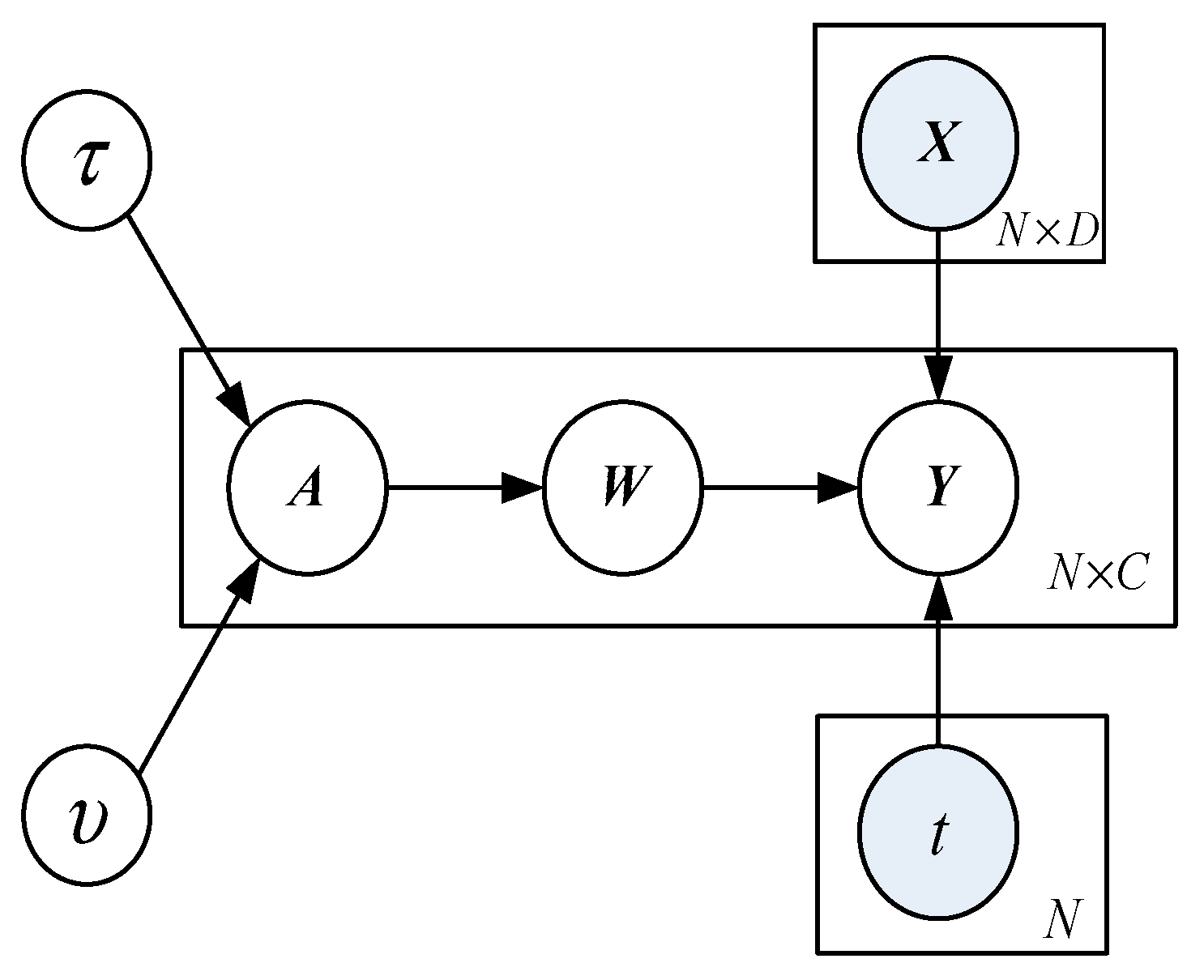
7] is more sparse than the SVM, more suitable for online monitoring, and its generalization ability is better than the SVM. However, like the SVM, the RVM is a binary classifier and cannot directly implement multiple classifications. The multiclass relevance vector machine (mRVM) [
23] is an extended algorithm that can directly classify the input samples into multiple categories and output the probabilities belonging to each category. The unique properties of the mRVM are suitable for the multi-fault identification of rotating machinery fault diagnosis [
6,
24].
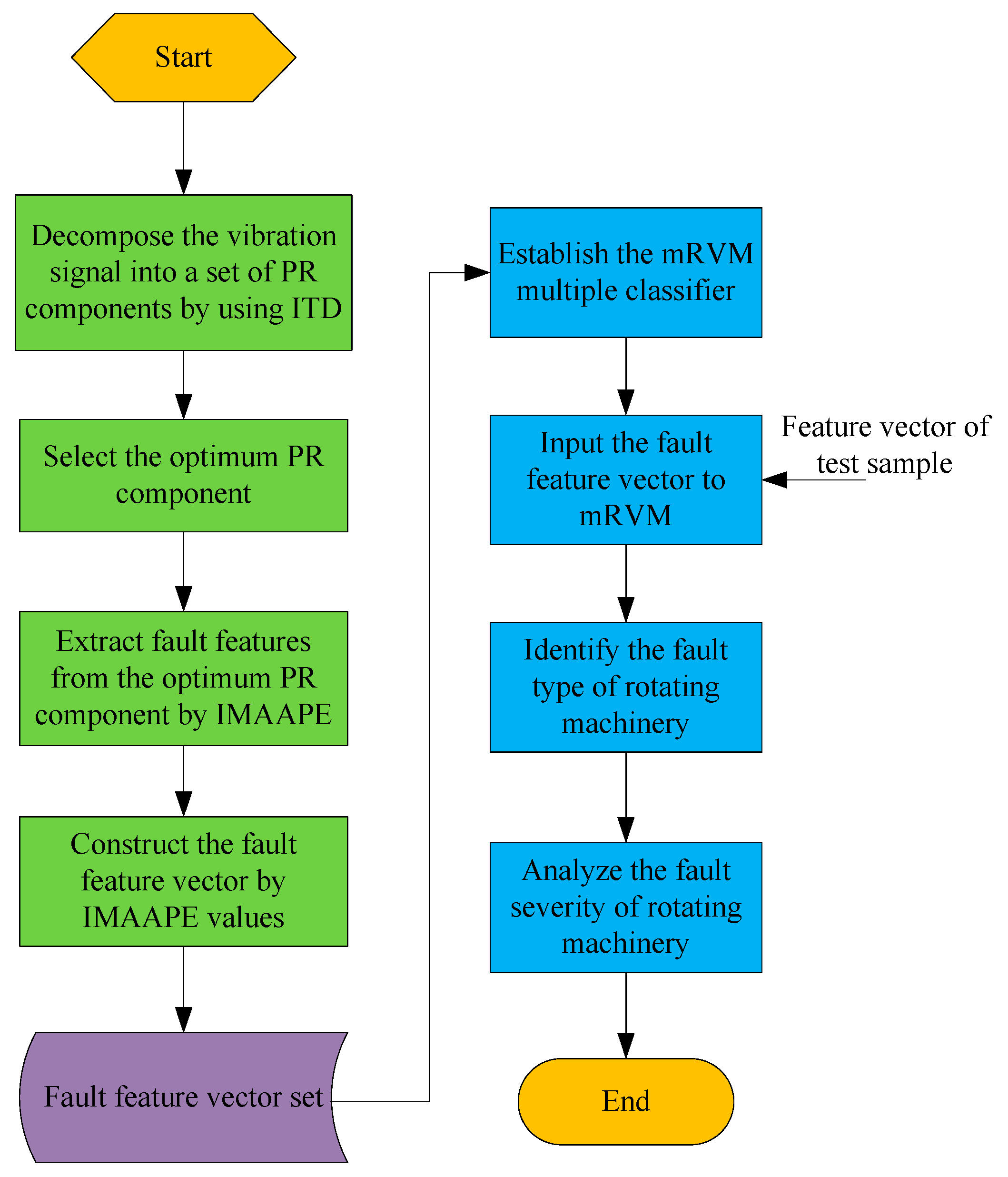
In view of the above problems in fault diagnosis of rotating machinery based on the pattern recognition method, this paper presents a novel fault diagnosis method based on the improved multiscale amplitude-aware permutation entropy (IMAAPE) and the mRVM for rotating machinery. The main contributions of this paper are summarized as follows:
(1) As the AAPE is very sensitive to the amplitude change of the vibration signal, the vibration of rotating machinery needs to be pre-processed before the feature extraction to minimize the interference of external noise to the vibration signal. The intrinsic time-scale decomposition (ITD) was used to decompose the vibration signal of rotating machinery into a group of proper rotation components stably, among which the optimum PR component can highlight the main time-frequency characteristics of the vibration signal so as to facilitate the subsequent fault feature extraction.
(2) The performance of the AAPE improved. A fault feature extraction method of rotating machinery based on the IMAAPE is proposed for the first time. The IMAAPE improves the coarse-graining procedure in a multiscale analysis and adopts the characteristics of the AAPE sensitive to the amplitude and frequency changes of the vibration signal. The IMAAPE can calculate the AAPE values in different time scales and construct the feature vectors, which can effectively describe the fault features contained in the vibration signals of rotating machinery.
(3) The mRVM multi-classifier is trained to realize fault identification and fault severity analysis of rotating machinery. In this paper, two different realization methods of the mRVM and the effect of parameter selection on the identification accuracy of rotating machinery fault types are discussed by comparing experiments.
The organization of the rest of this paper is as follows.
Section 2 introduces the theoretical basis of the methodologies adopted in this paper. The proposed fault diagnosis method is described in
Section 3.
Section 4 verifies the feasibility and effectiveness of the proposed fault diagnosis method by rolling bearing experiments and gearbox experiments, respectively. Finally, conclusions are drawn in
Section 5.
5. Conclusions
This paper presents a novel diagnosis method for rotating machinery, which can further analyze the fault severity of rotating machinery on the basis of accurately identify the fault types. The experiments were conducted to illustrate the validity and feasibility of the fault diagnosis method for rotating machinery. This paper can summarize the following conclusions:
(1) The improved multiscale amplitude-aware permutation entropy (IMAAPE) proposed in this paper improves the coarse-graining process of the MSE and the problems existing in the PE, and can effectively extract the fault information contained in the vibration signals. Moreover, compared with other fault feature extraction methods, the IMAAPE has higher execution efficiency.
(2) The multiclass relevance vector machine (mRVM) is suitable for the multi-classification of rotating machinery and has high identification accuracy on the basis of reasonable selection of nuclear parameters.
(3) The rolling bearing experiments and gearbox experiments show the effectiveness of the proposed method. The experimental results on the rolling bearing and gear box show that the proposed fault diagnosis method for rotating machinery has a high fault identification accuracy of over 99%. In particular, the rolling bearing experiments show the potential application of the proposed method in fault severity analysis.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}