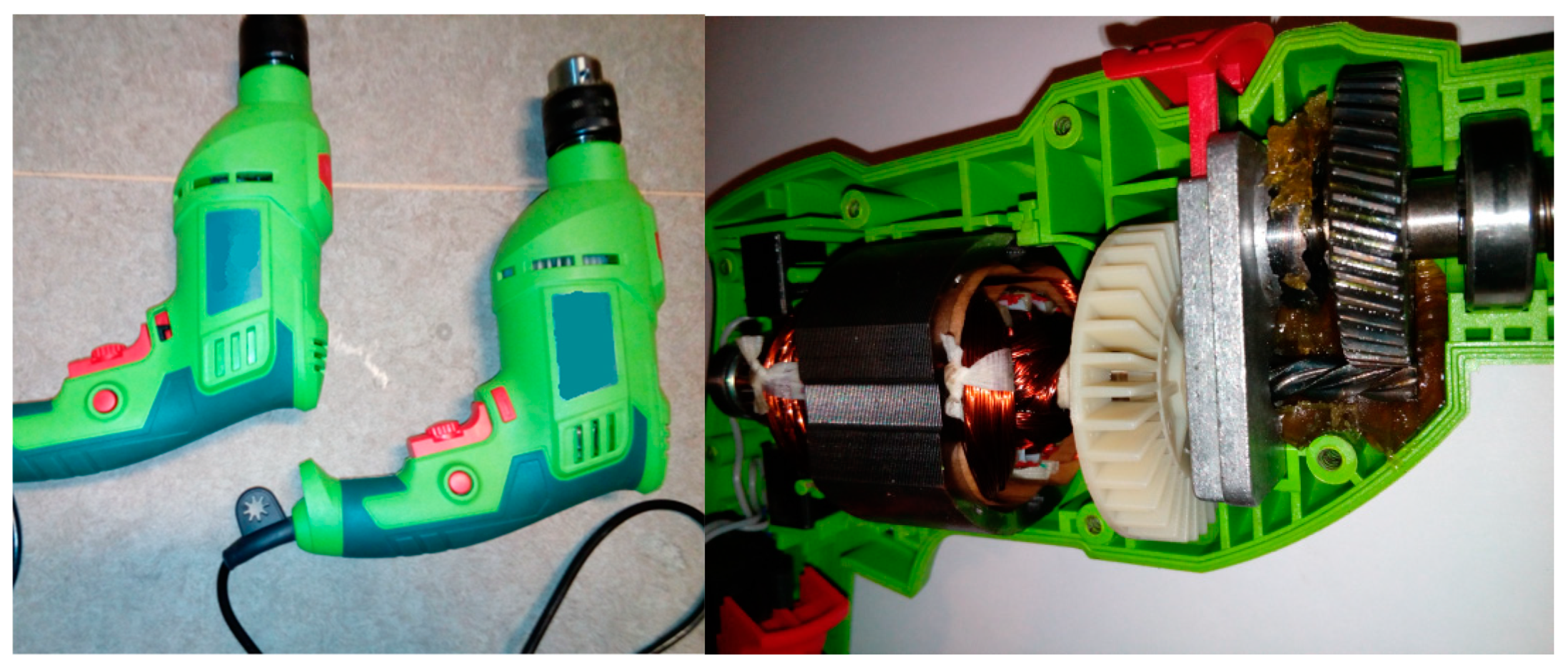
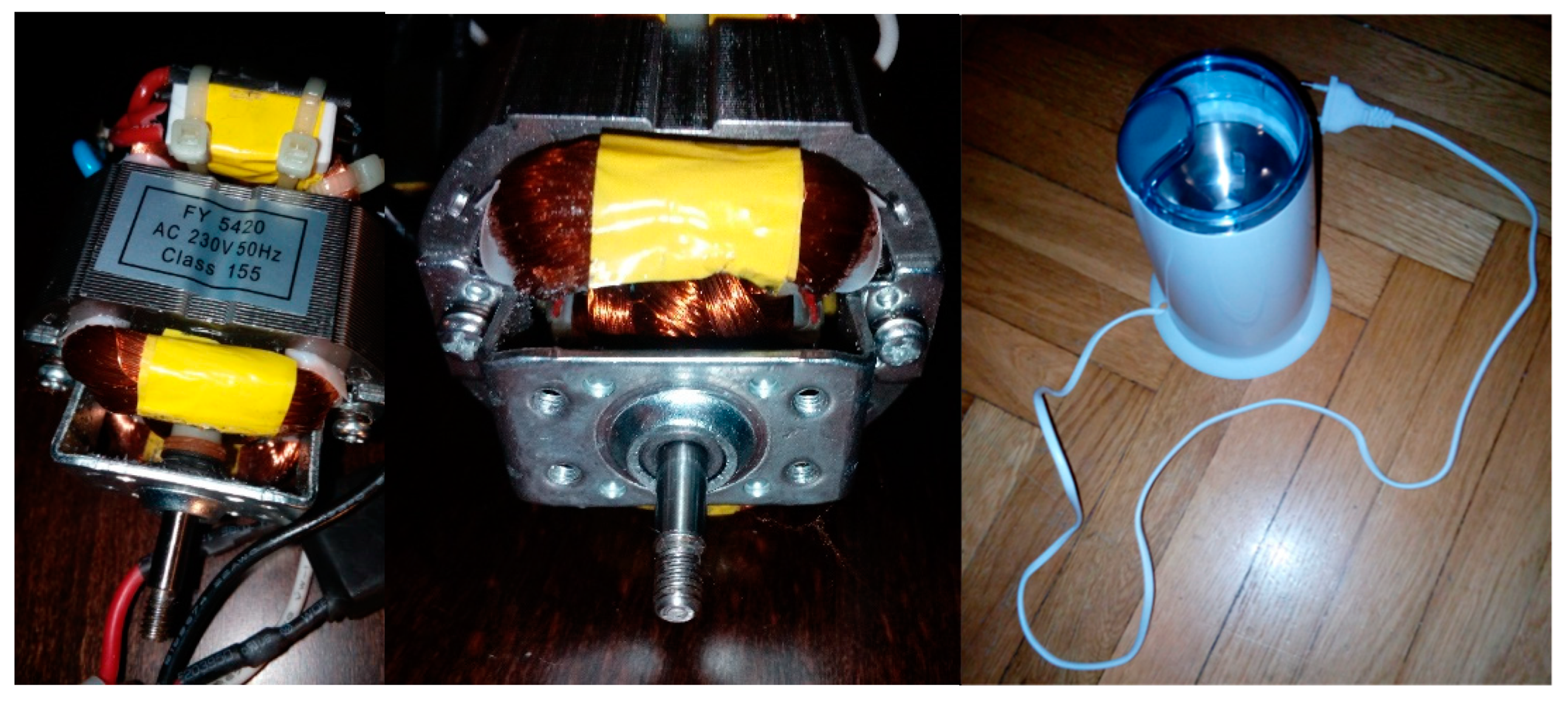
Figure 2.
Healthy EID (EID with a healthy rear bearing).
Figure 2.
Healthy EID (EID with a healthy rear bearing).
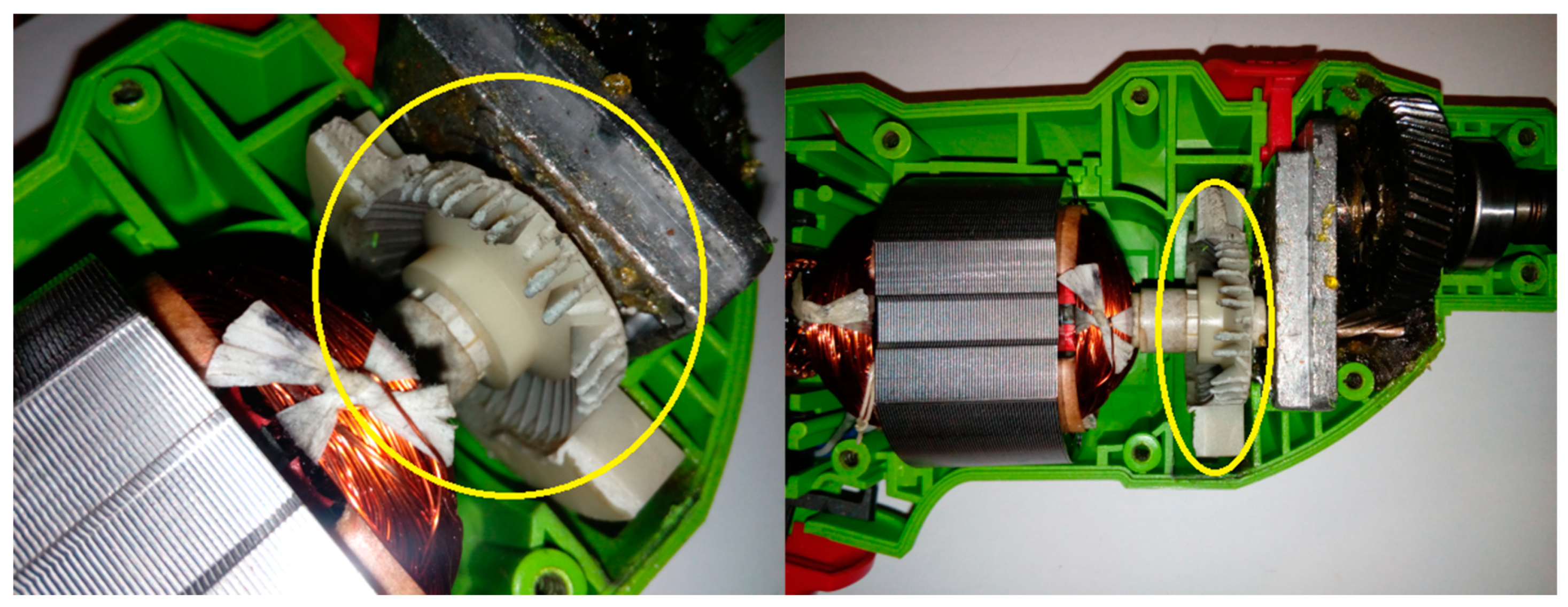
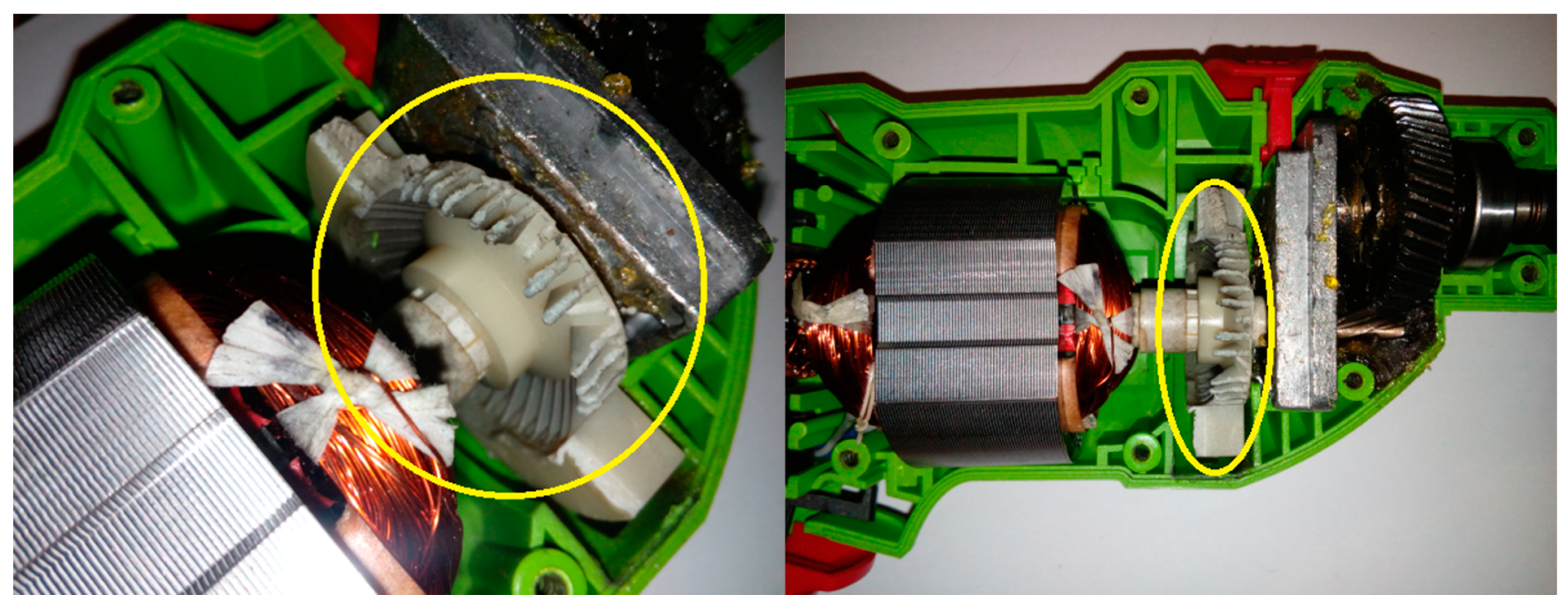
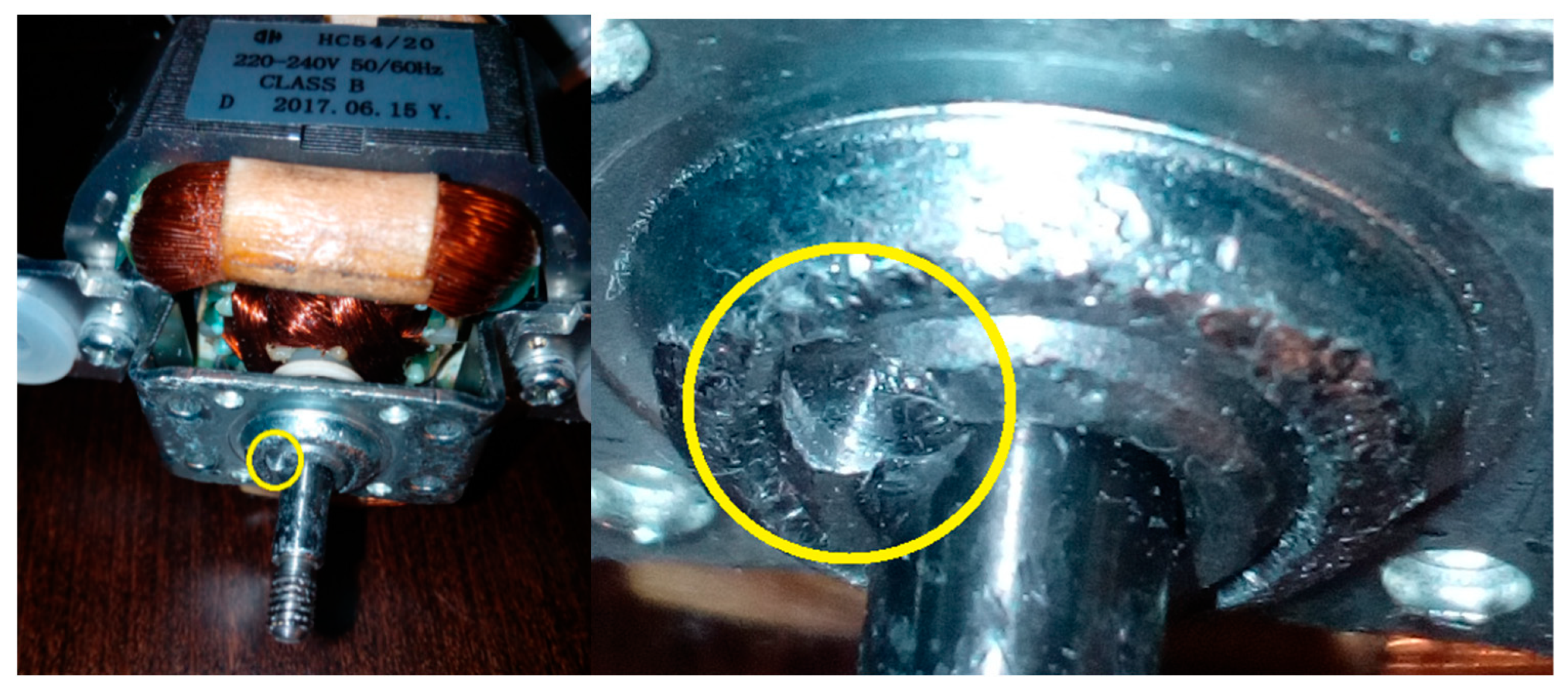
Figure 3.
EID with 15 broken rotor blades (indicated by yellow circle).
Figure 3.
EID with 15 broken rotor blades (indicated by yellow circle).
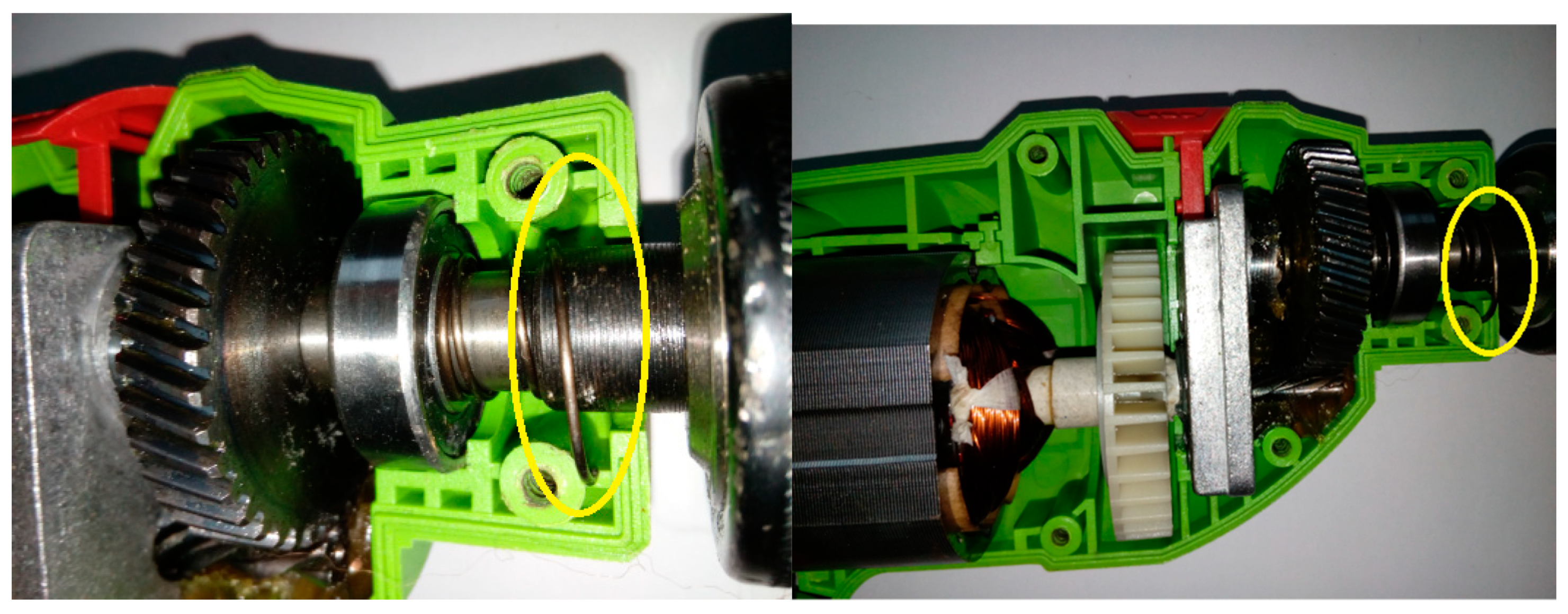
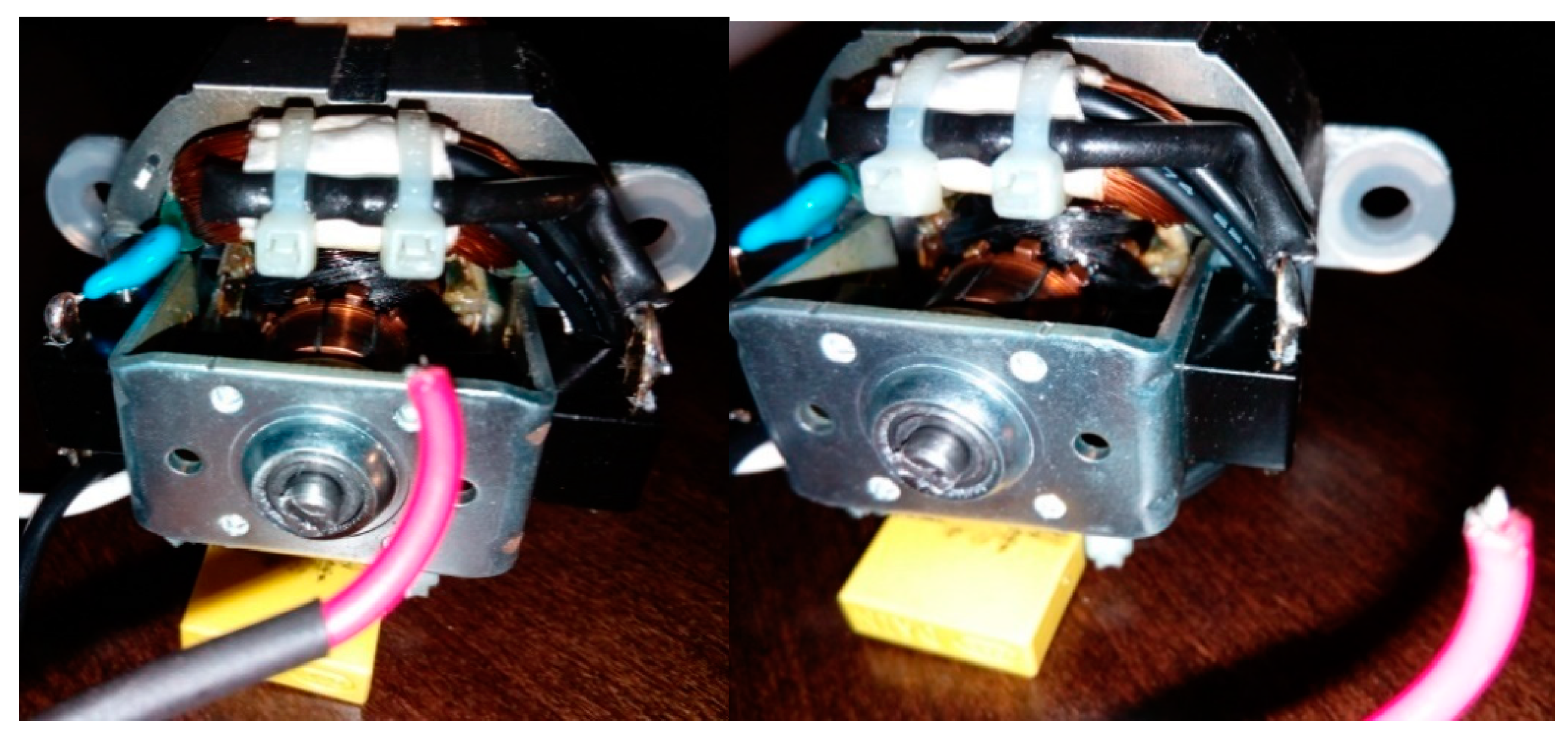
Figure 4.
EID with a bent spring (indicated by yellow circle).
Figure 4.
EID with a bent spring (indicated by yellow circle).
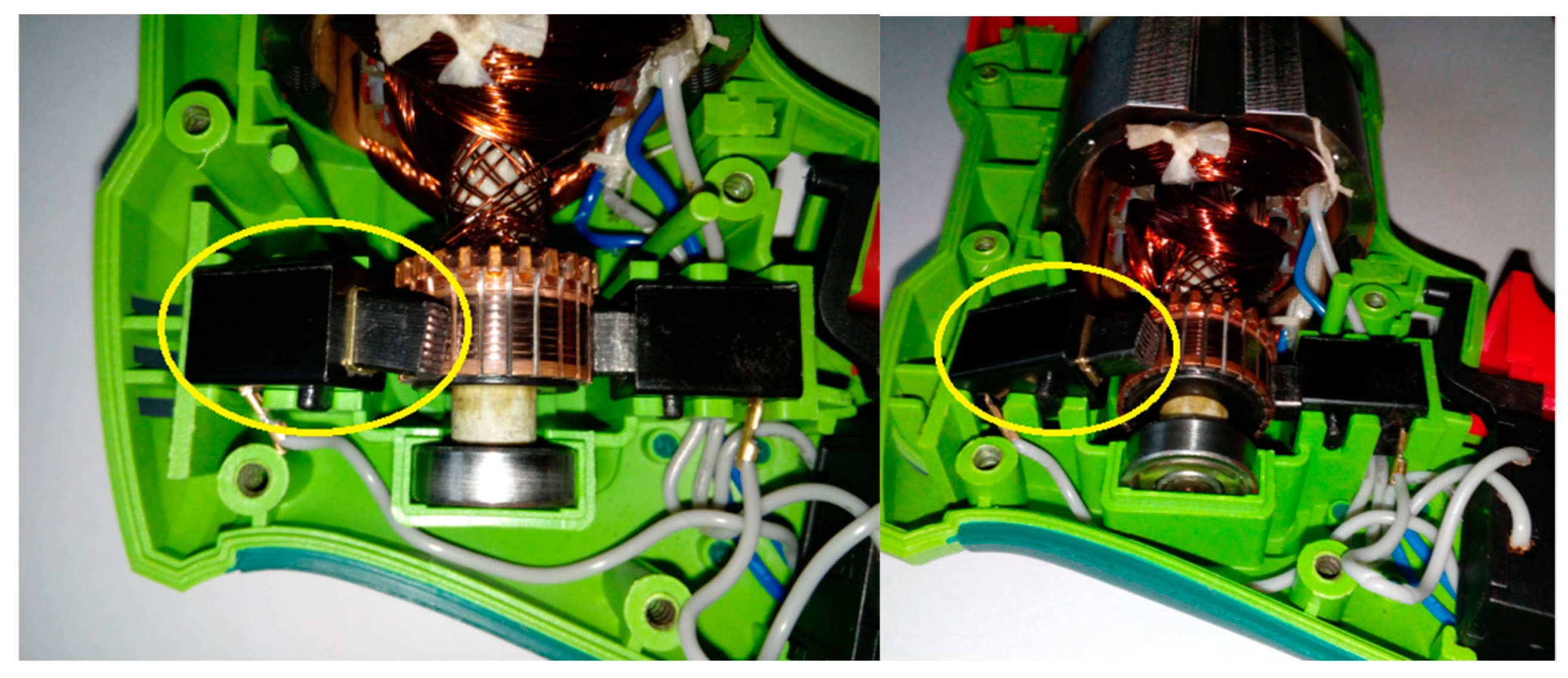
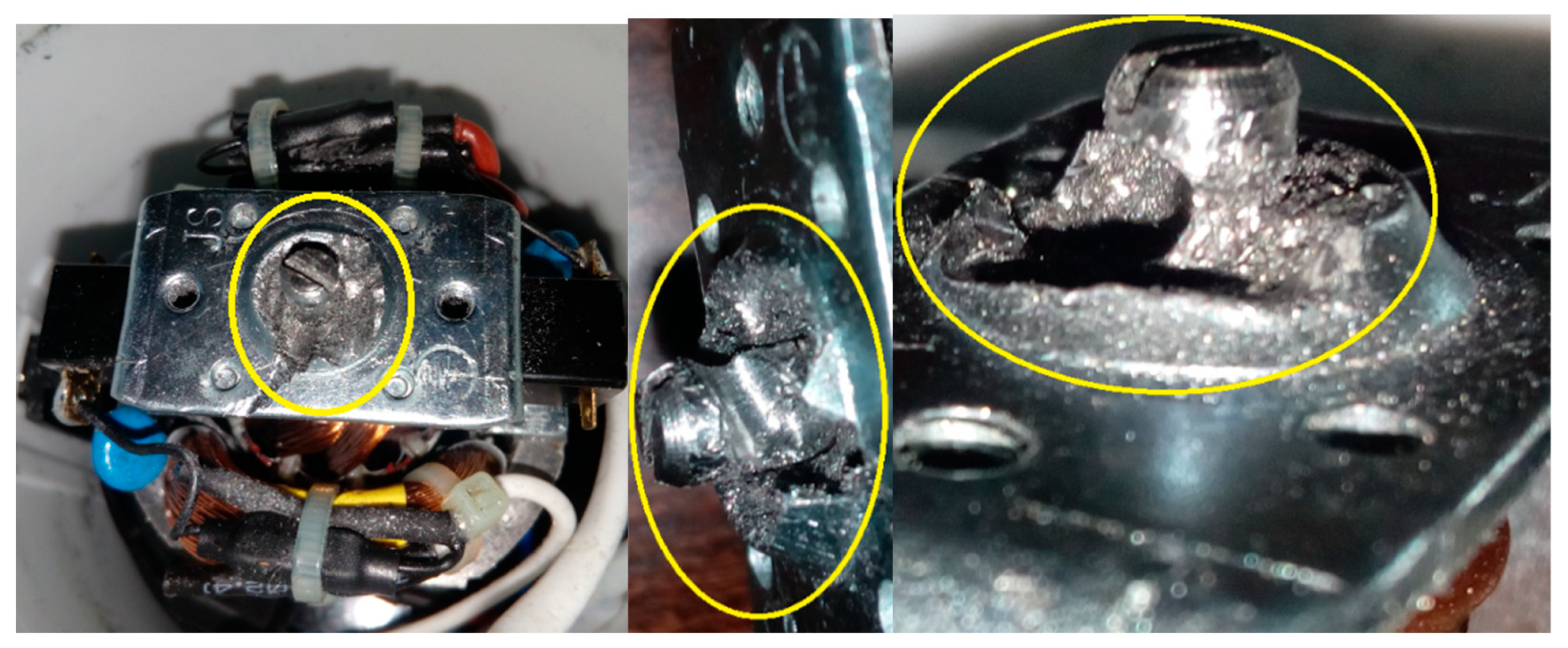
Figure 5.
EID with a shifted brush (indicated by yellow circle).
Figure 5.
EID with a shifted brush (indicated by yellow circle).
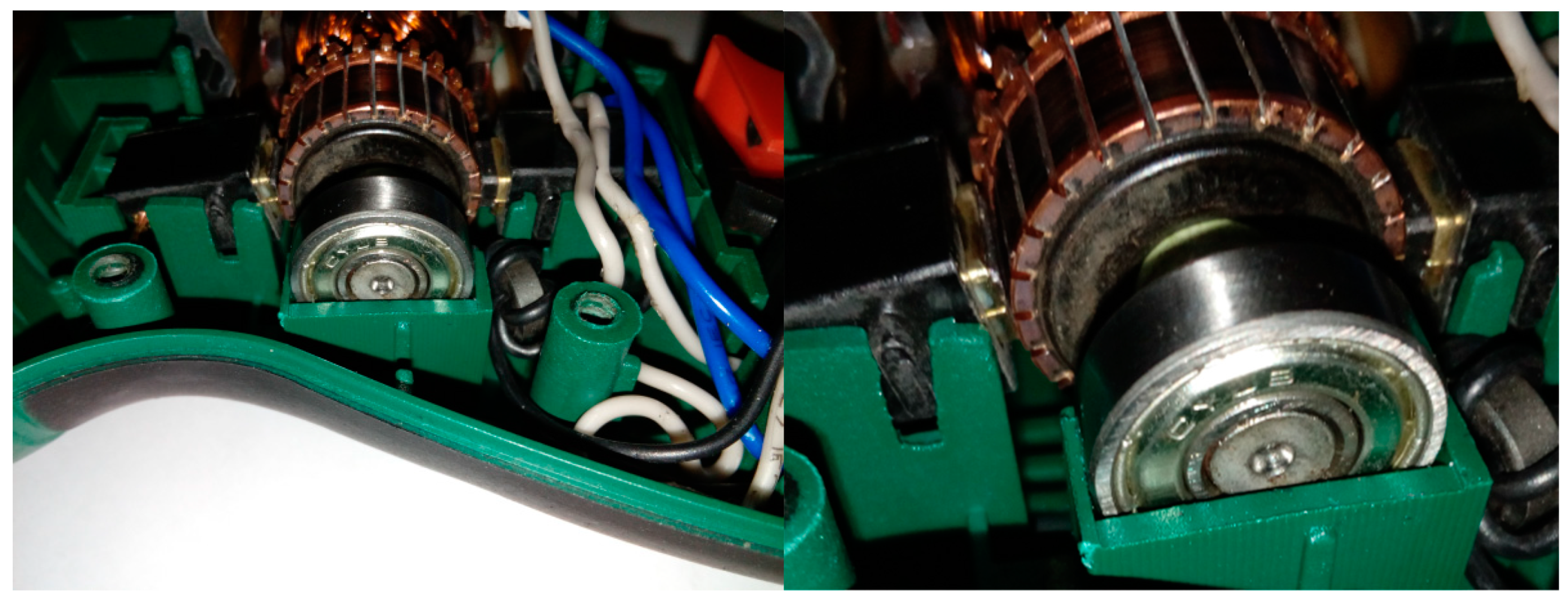
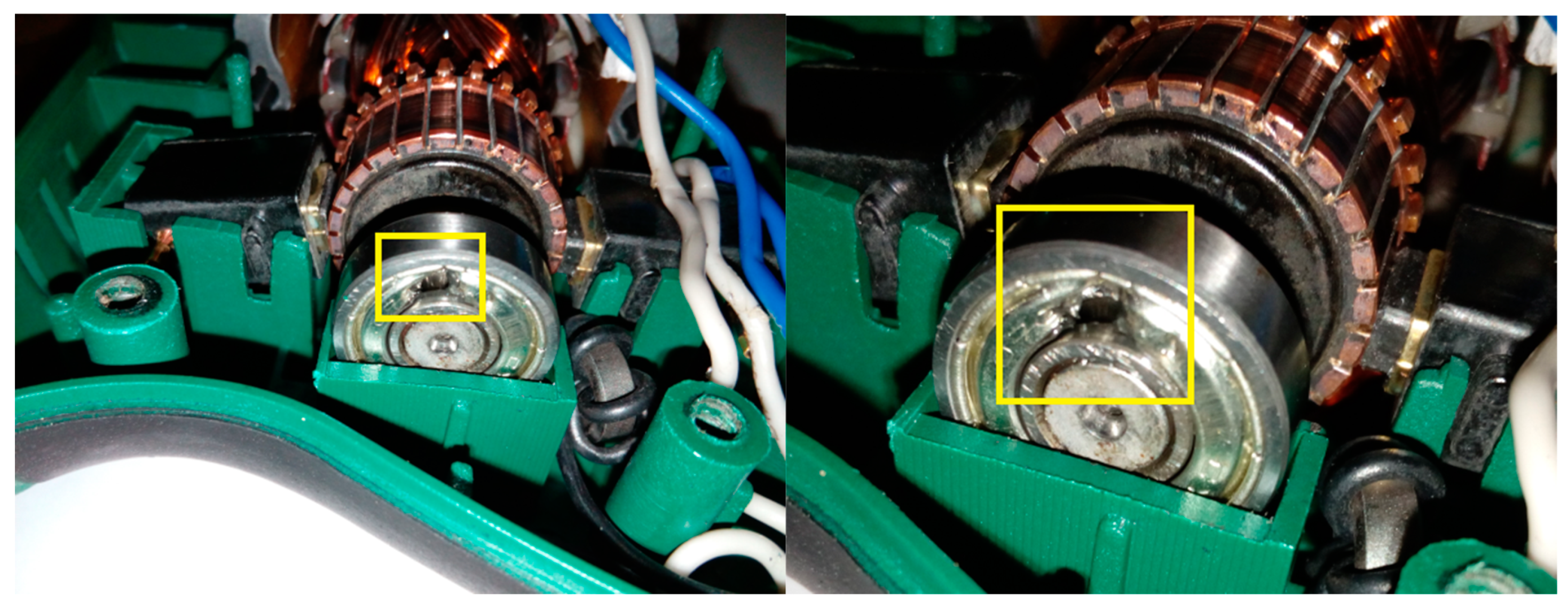
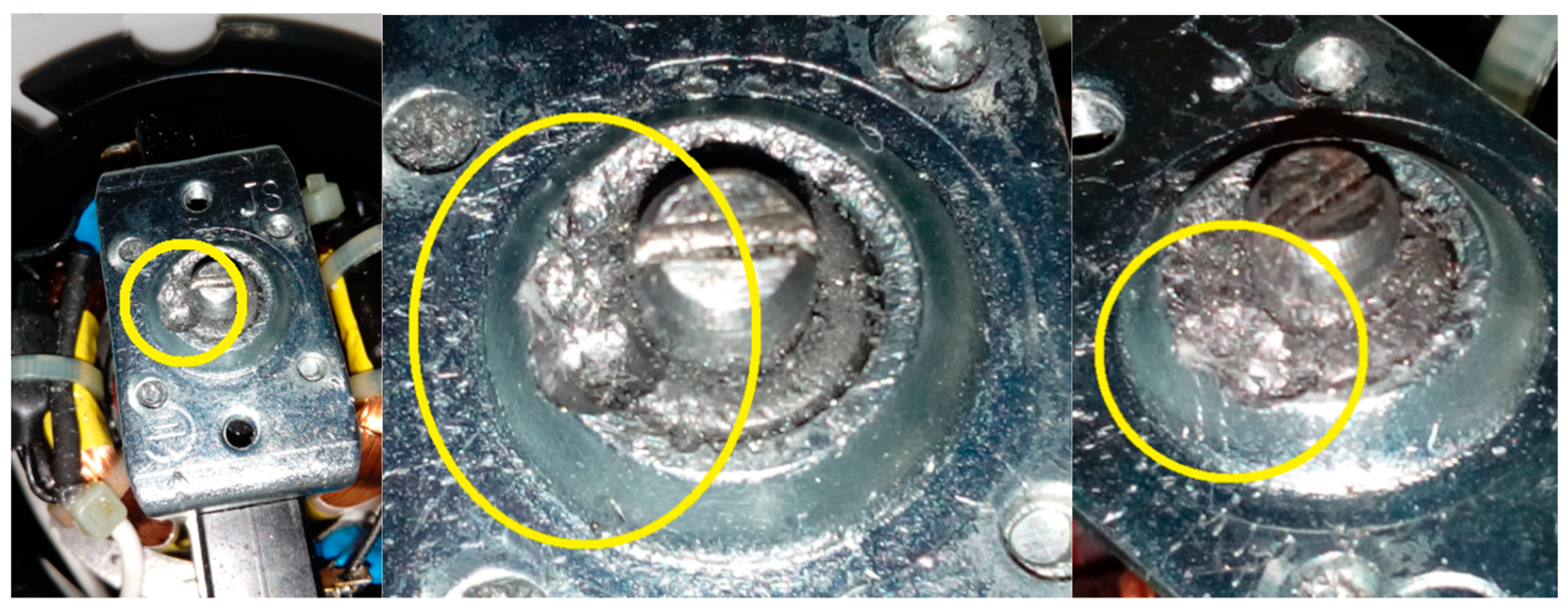
Figure 6.
EID with a rear ball bearing fault (indicated by yellow square).
Figure 6.
EID with a rear ball bearing fault (indicated by yellow square).
Figure 8.
CG-A with a heavily damaged rear sliding bearing (indicated by yellow circle).
Figure 8.
CG-A with a heavily damaged rear sliding bearing (indicated by yellow circle).
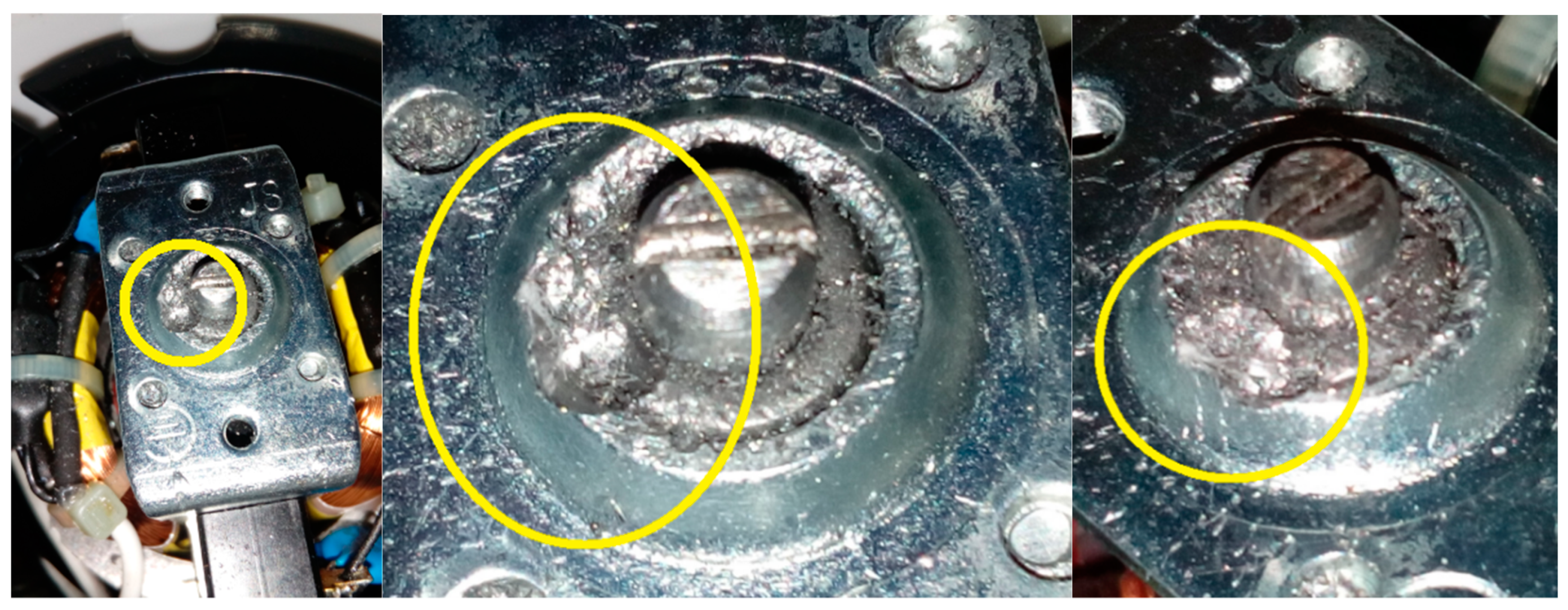
Figure 9.
CG-A with a damaged shaft and heavily damaged rear sliding bearing (indicated by yellow circle).
Figure 9.
CG-A with a damaged shaft and heavily damaged rear sliding bearing (indicated by yellow circle).
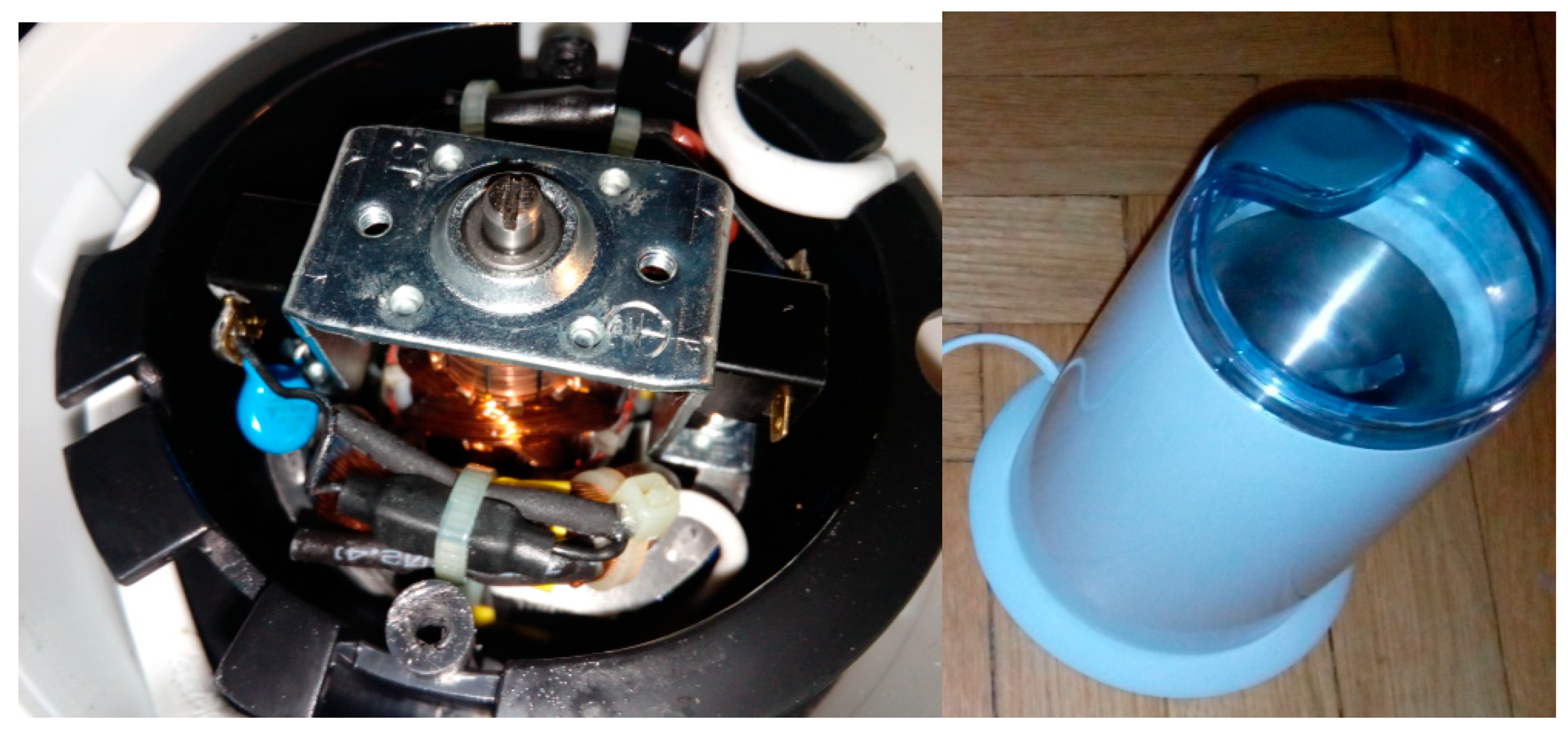
Figure 10.
Motor off (CG-A off).
Figure 10.
Motor off (CG-A off).
Figure 12.
CG-B with a light damaged rear sliding bearing (indicated by yellow circle).
Figure 12.
CG-B with a light damaged rear sliding bearing (indicated by yellow circle).
Figure 13.
Motor off (CG-B off).
Figure 13.
Motor off (CG-B off).
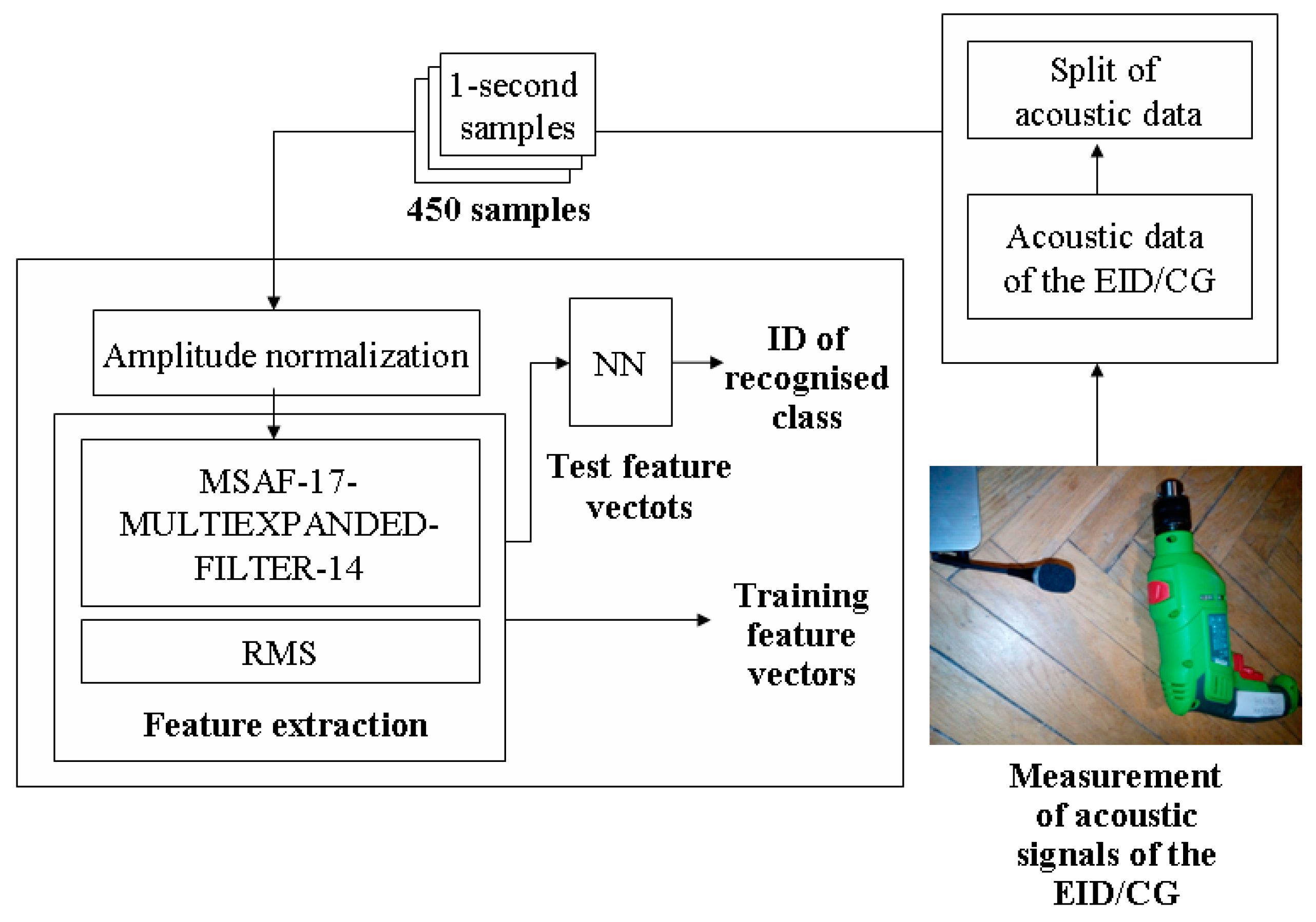
Figure 14.
Developed acoustic based approach.
Figure 14.
Developed acoustic based approach.
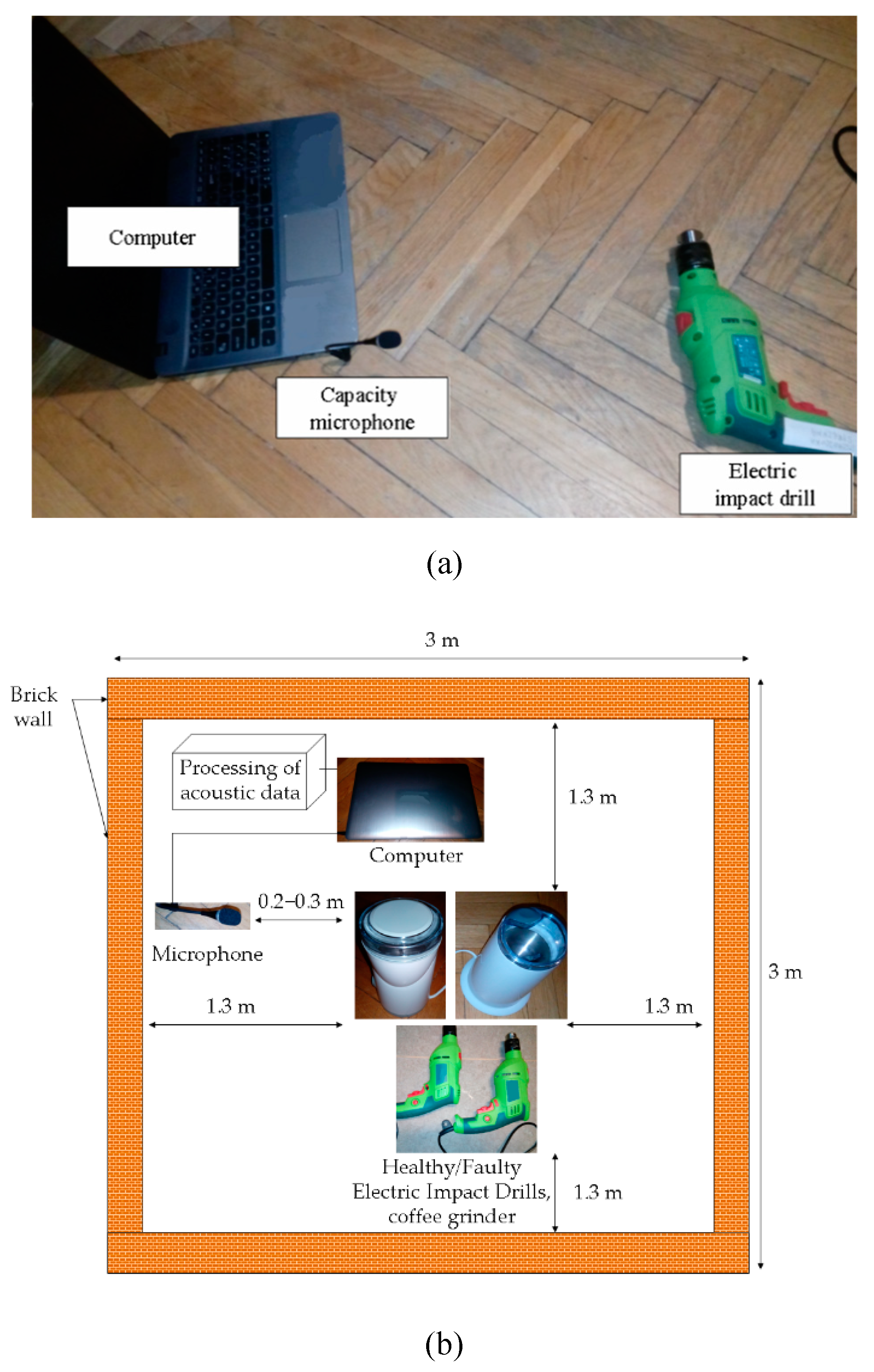
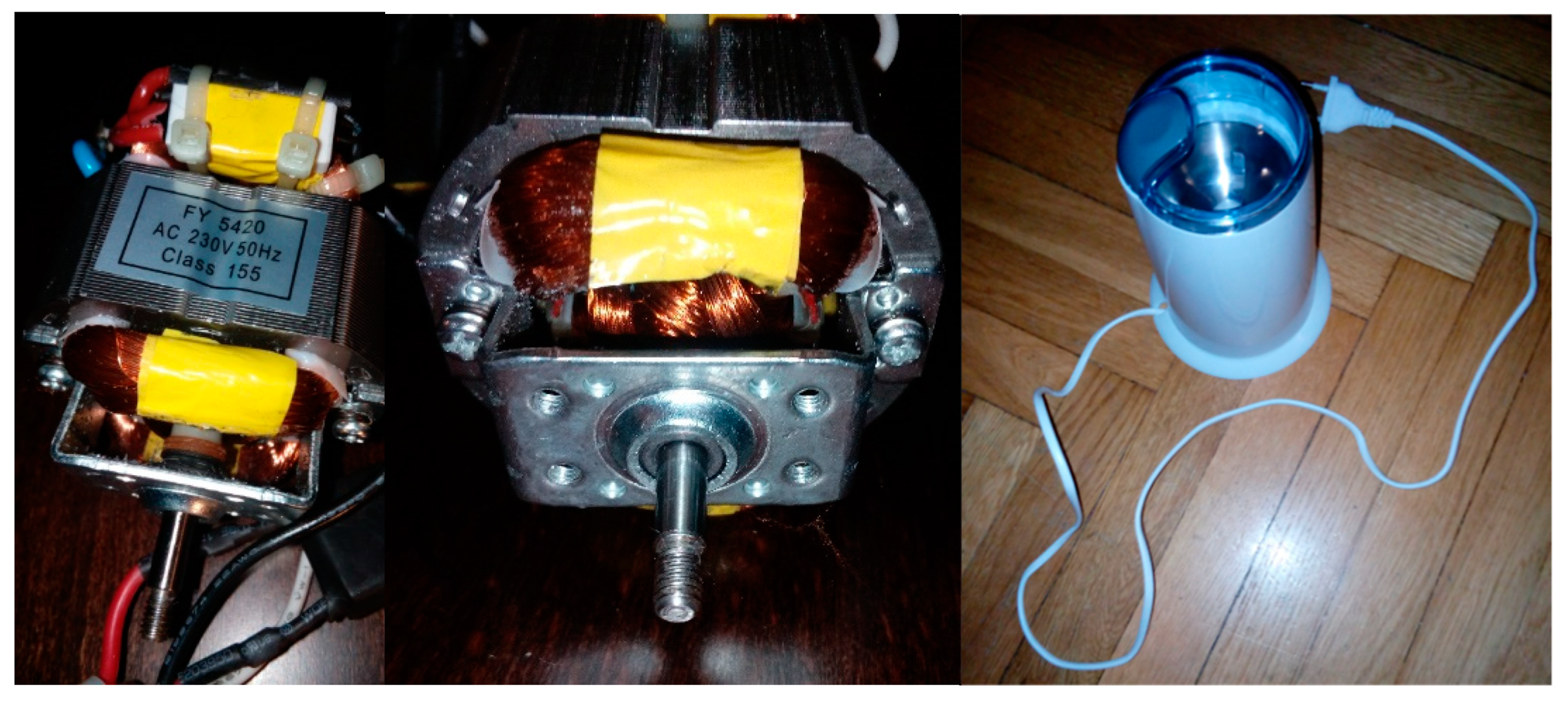
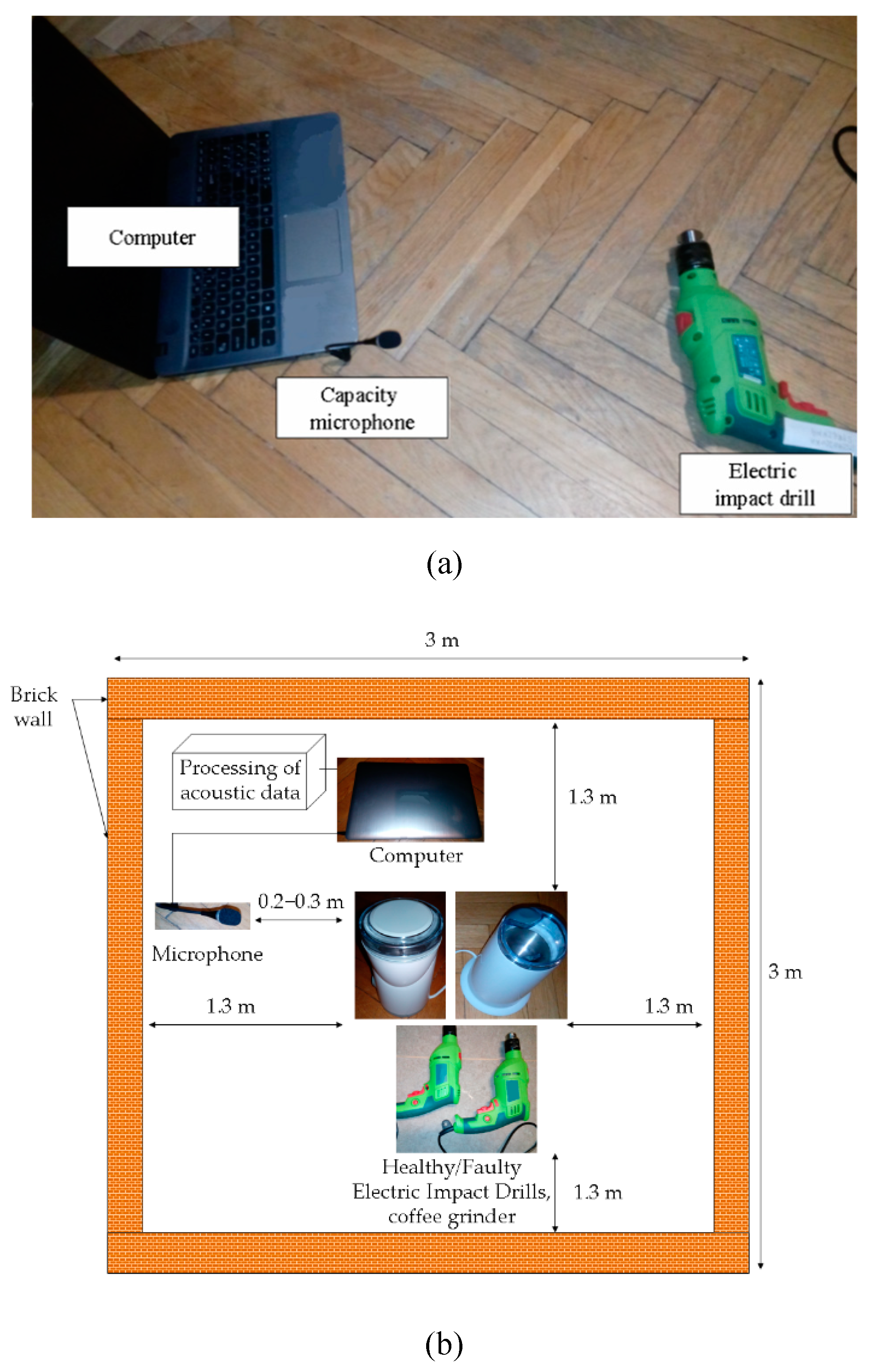
Figure 15.
(a) Capacity microphone, computer and electric impact drill. (b) Measurement of acoustic signals.
Figure 15.
(a) Capacity microphone, computer and electric impact drill. (b) Measurement of acoustic signals.
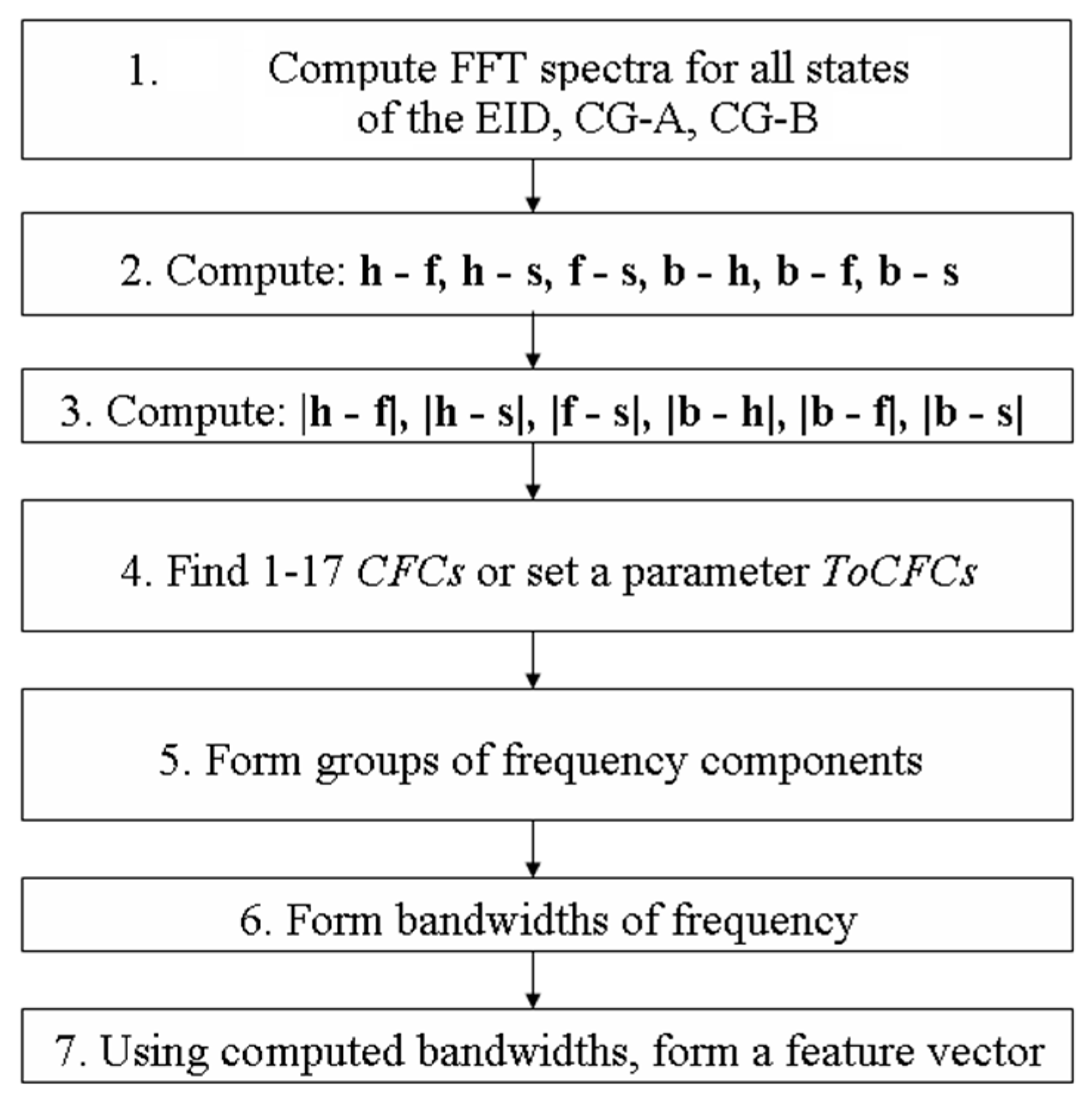
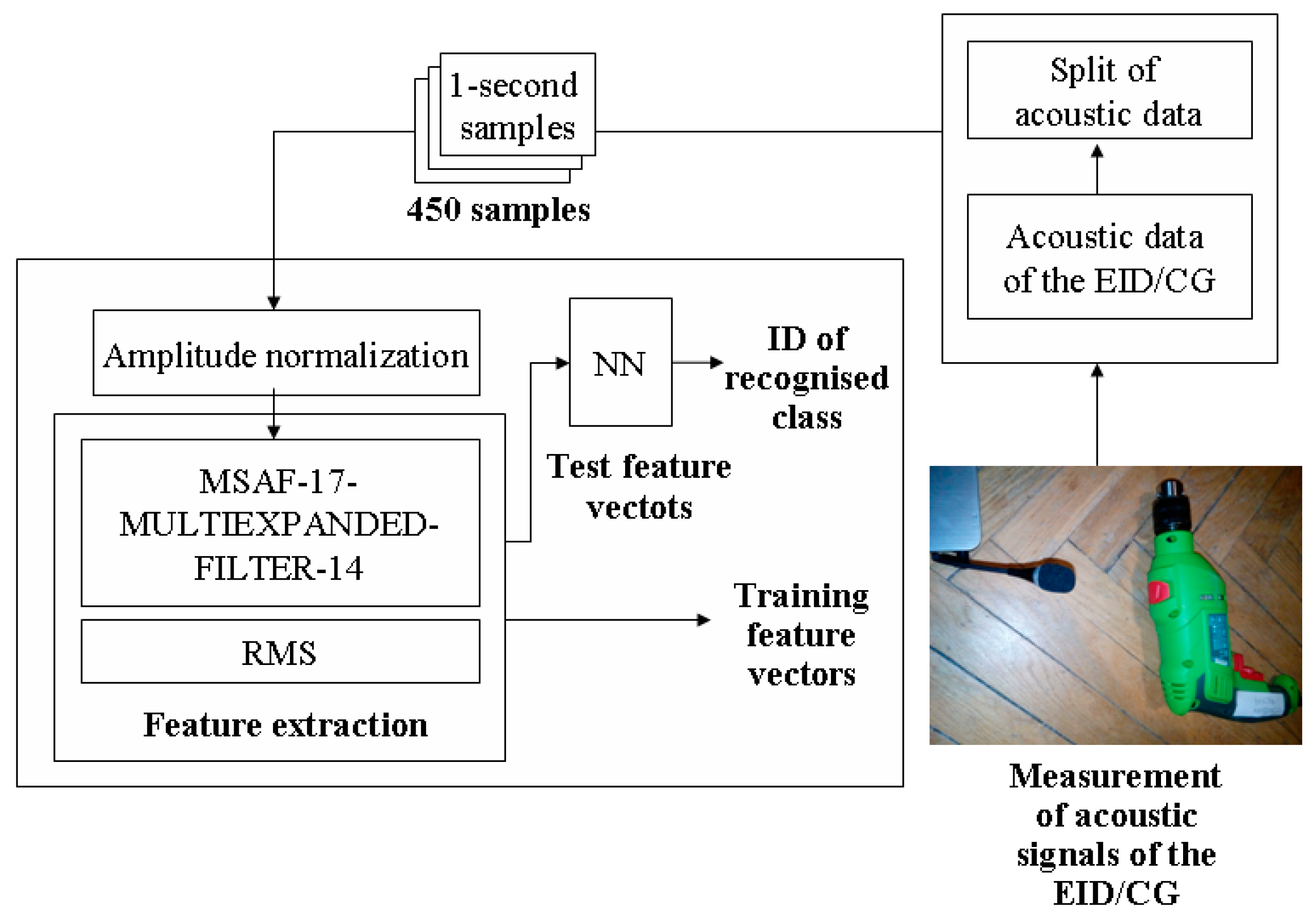
Figure 16.
Block diagram of the developed method MSAF-17-MULTIEXPANDED-FILTER-14.
Figure 16.
Block diagram of the developed method MSAF-17-MULTIEXPANDED-FILTER-14.
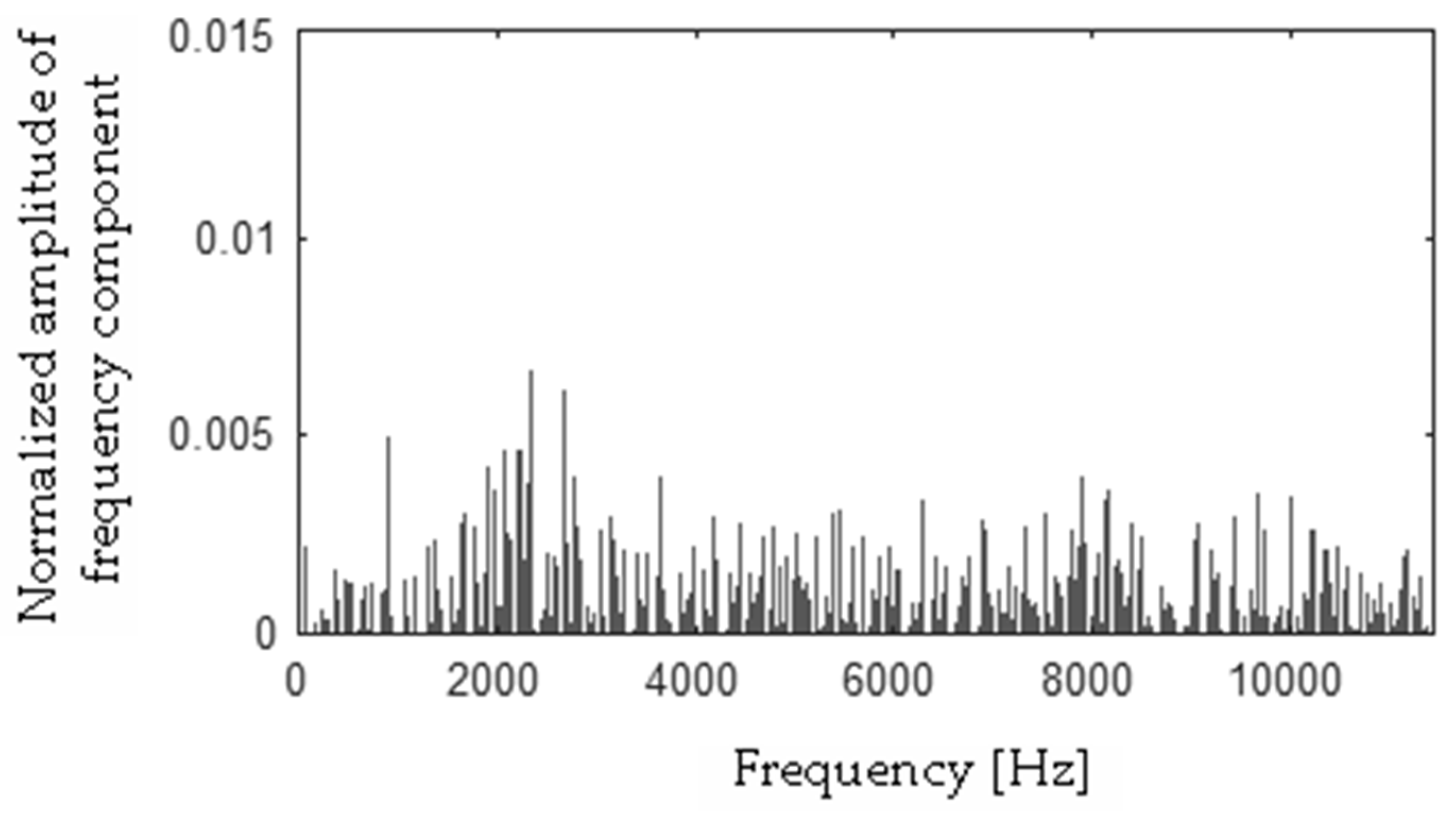
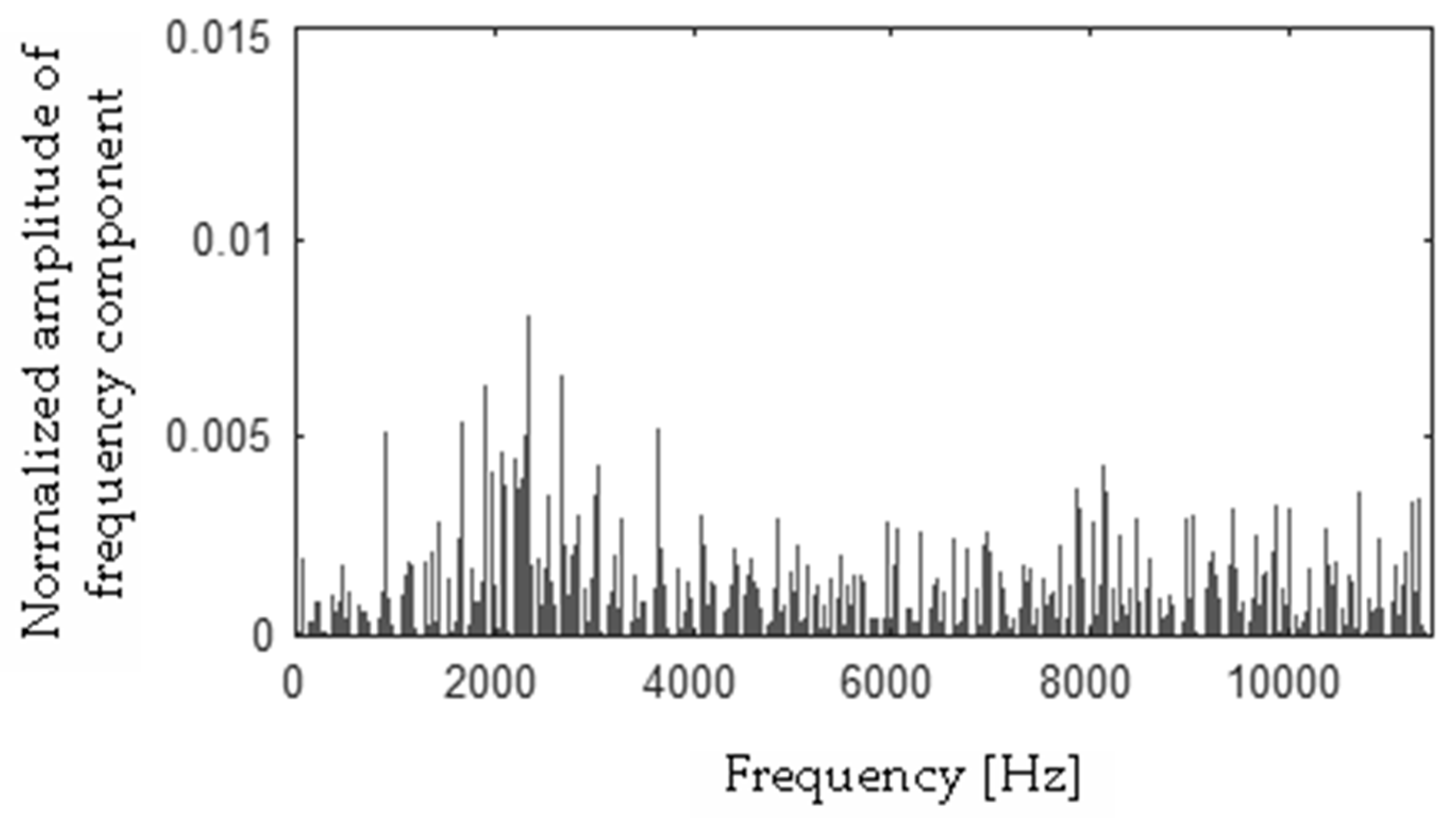
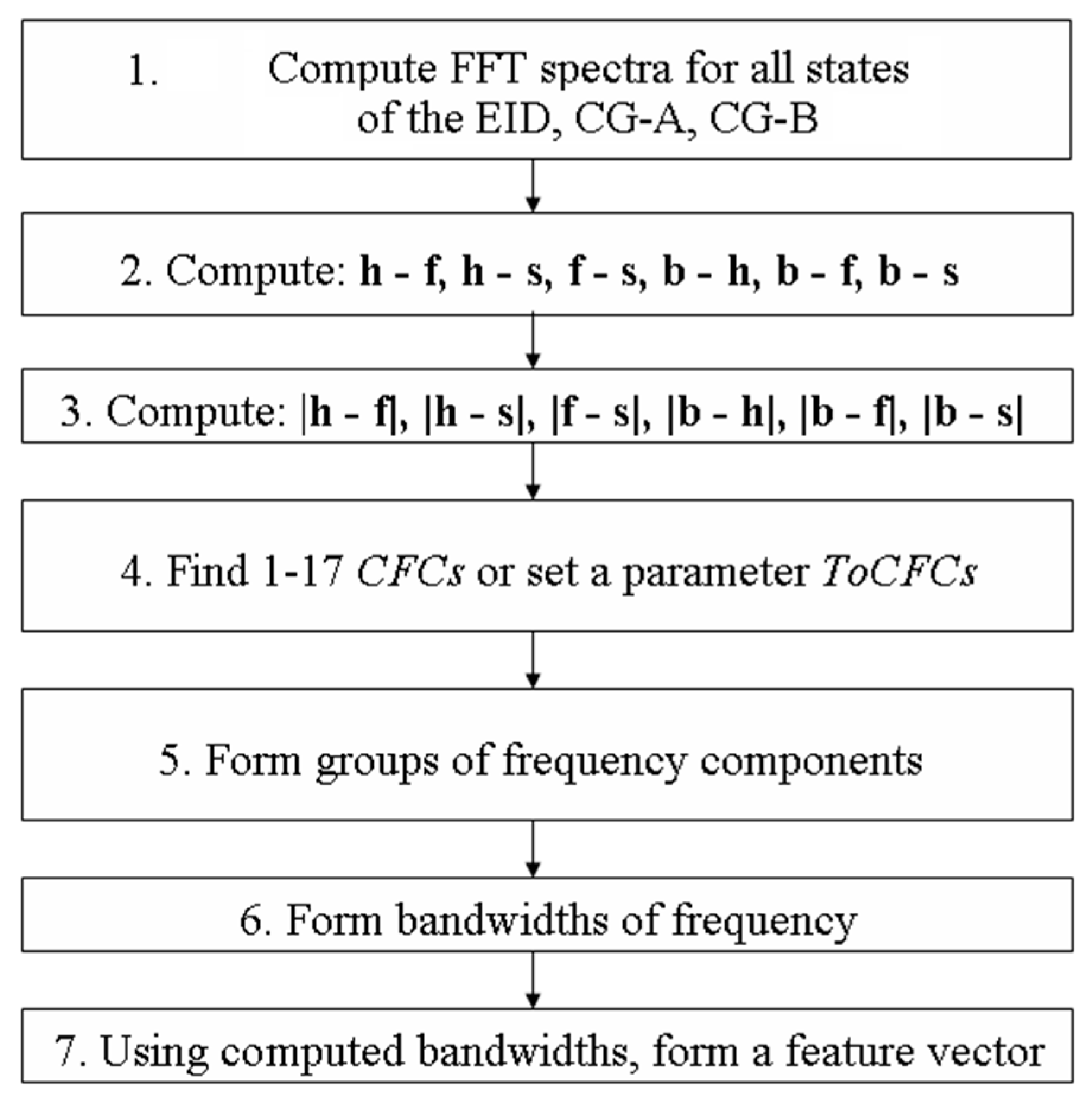
Figure 17.
Difference (|h − f|) using the MSAF-17-MULTIEXPANDED-FILTER-14 method.
Figure 17.
Difference (|h − f|) using the MSAF-17-MULTIEXPANDED-FILTER-14 method.
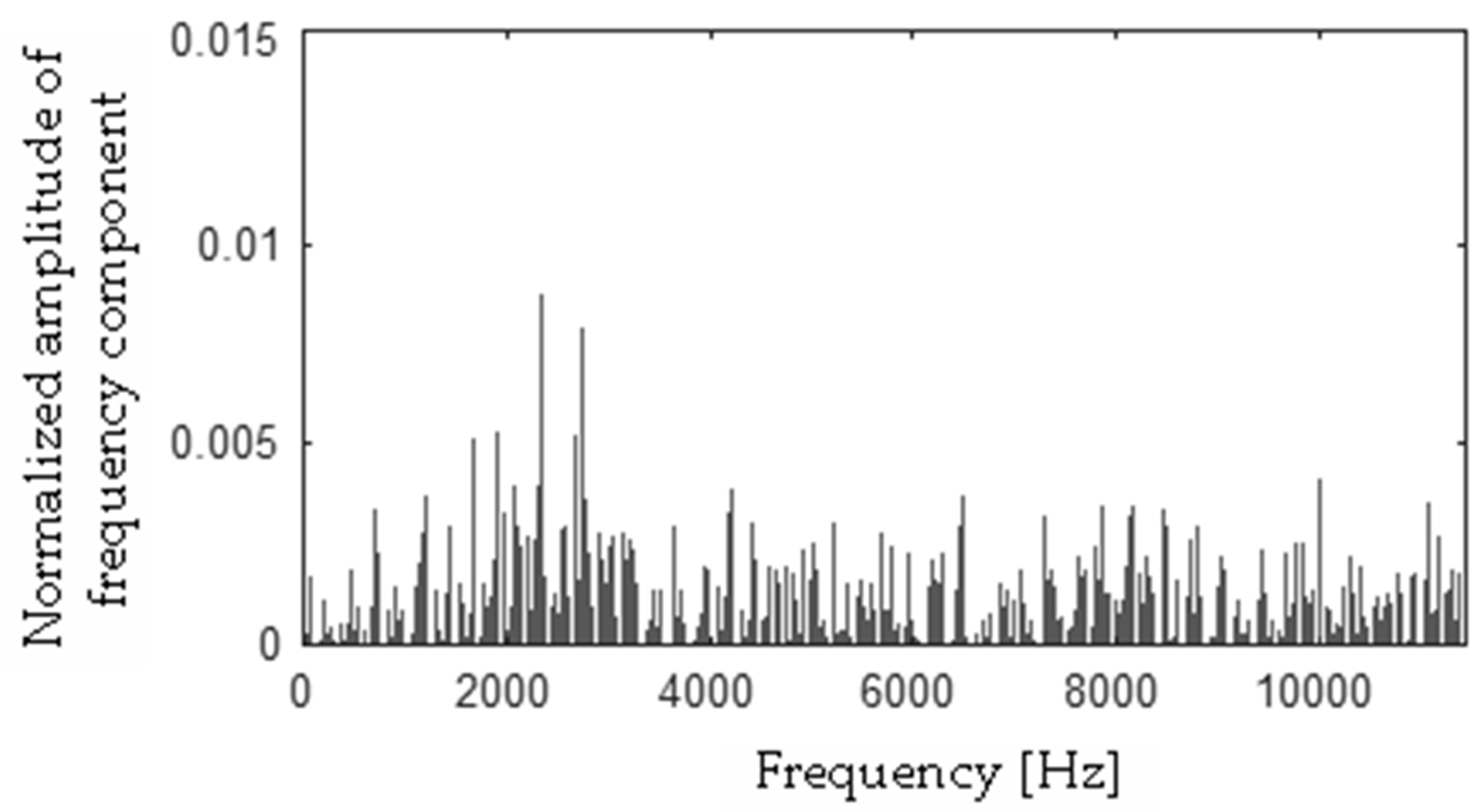
Figure 18.
Difference (|h − s|) using the MSAF-17-MULTIEXPANDED-FILTER-14 method.
Figure 18.
Difference (|h − s|) using the MSAF-17-MULTIEXPANDED-FILTER-14 method.
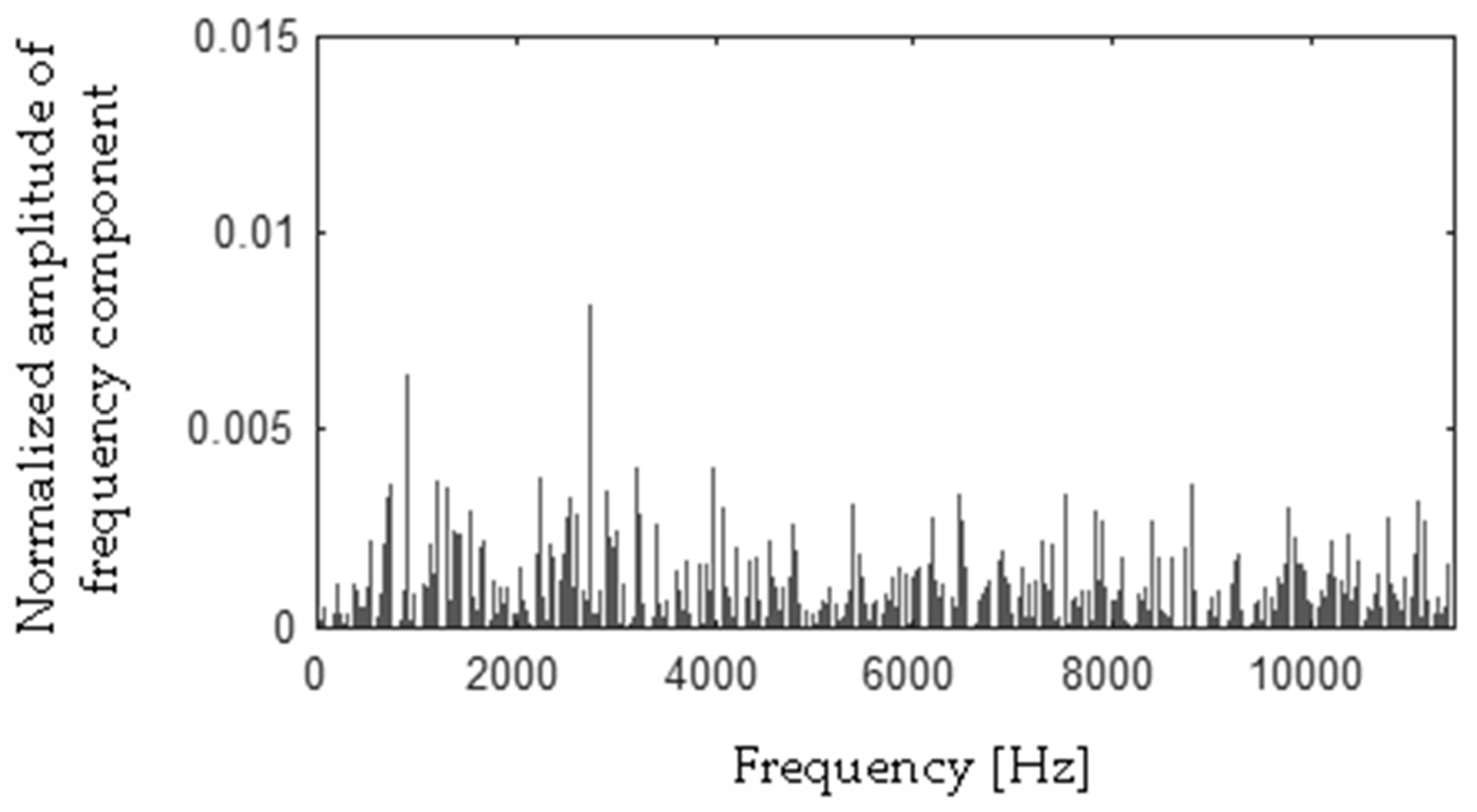
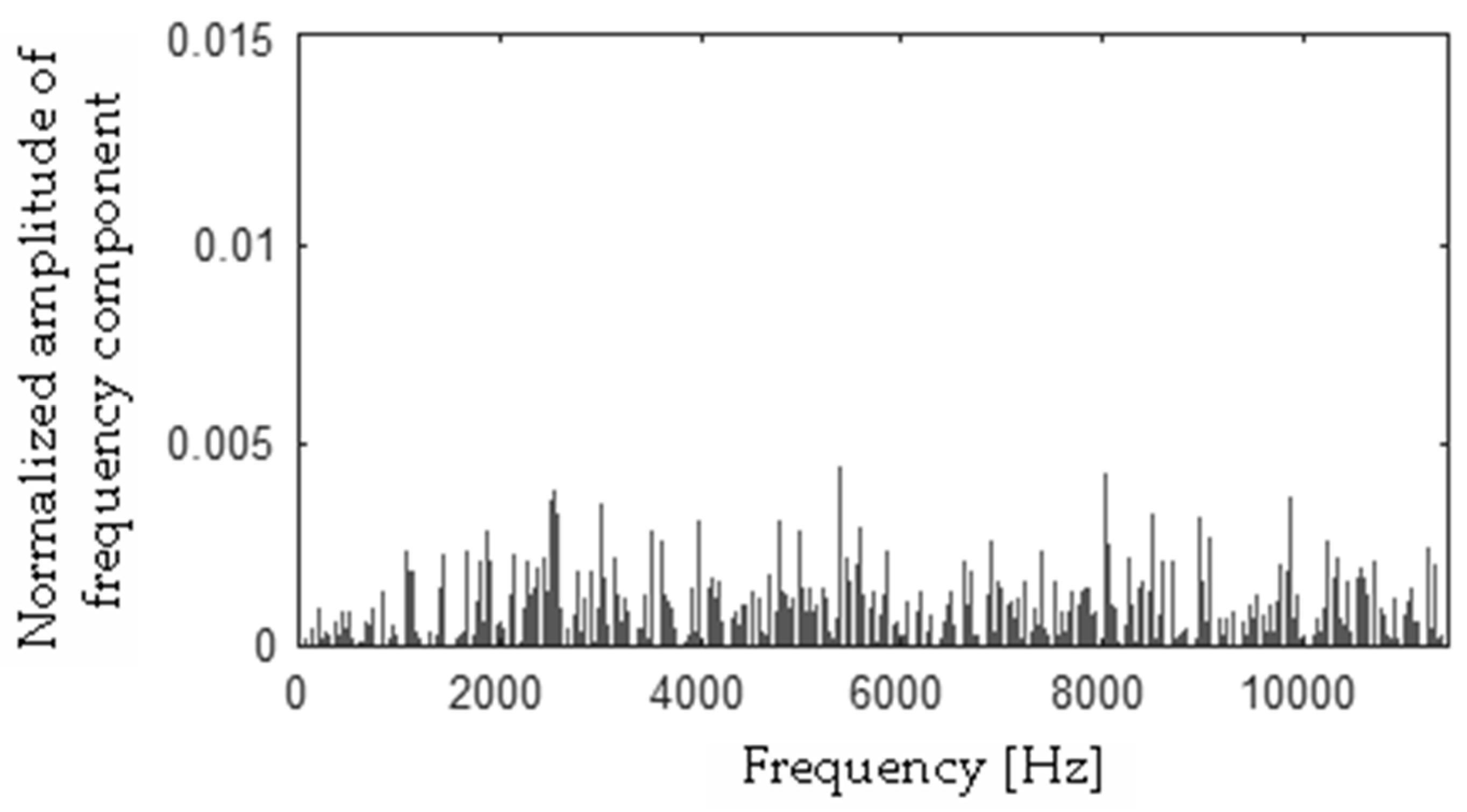
Figure 19.
Difference (|f − s|) using the MSAF-17-MULTIEXPANDED-FILTER-14 method.
Figure 19.
Difference (|f − s|) using the MSAF-17-MULTIEXPANDED-FILTER-14 method.
Figure 20.
Difference (|b − h|) using the MSAF-17-MULTIEXPANDED-FILTER-14 method.
Figure 20.
Difference (|b − h|) using the MSAF-17-MULTIEXPANDED-FILTER-14 method.
Figure 21.
Difference (|b − s|) using the MSAF-17-MULTIEXPANDED-FILTER-14 method.
Figure 21.
Difference (|b − s|) using the MSAF-17-MULTIEXPANDED-FILTER-14 method.
Figure 22.
Difference (|b − f|) using the MSAF-17-MULTIEXPANDED-FILTER-14 method.
Figure 22.
Difference (|b − f|) using the MSAF-17-MULTIEXPANDED-FILTER-14 method.
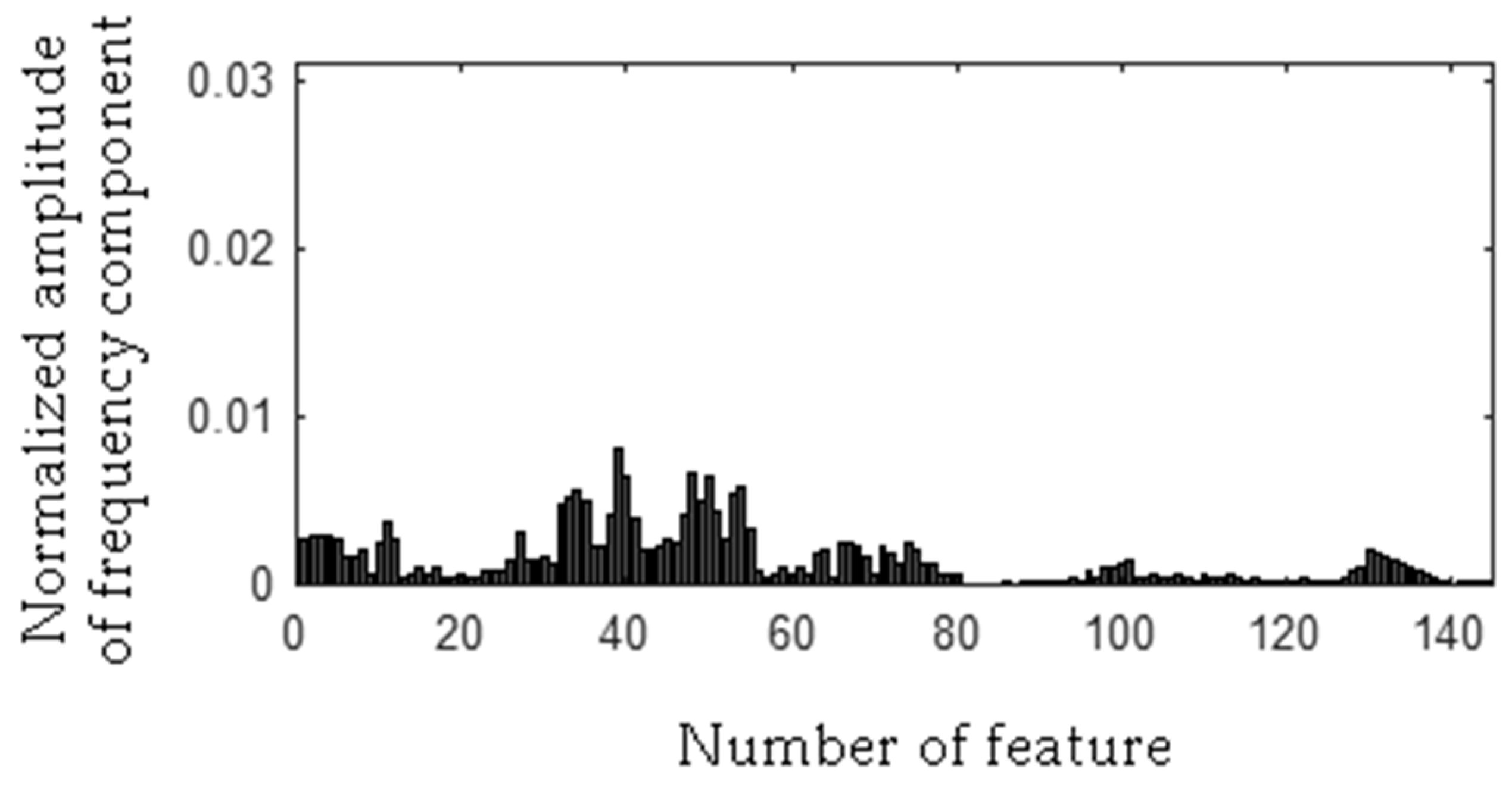
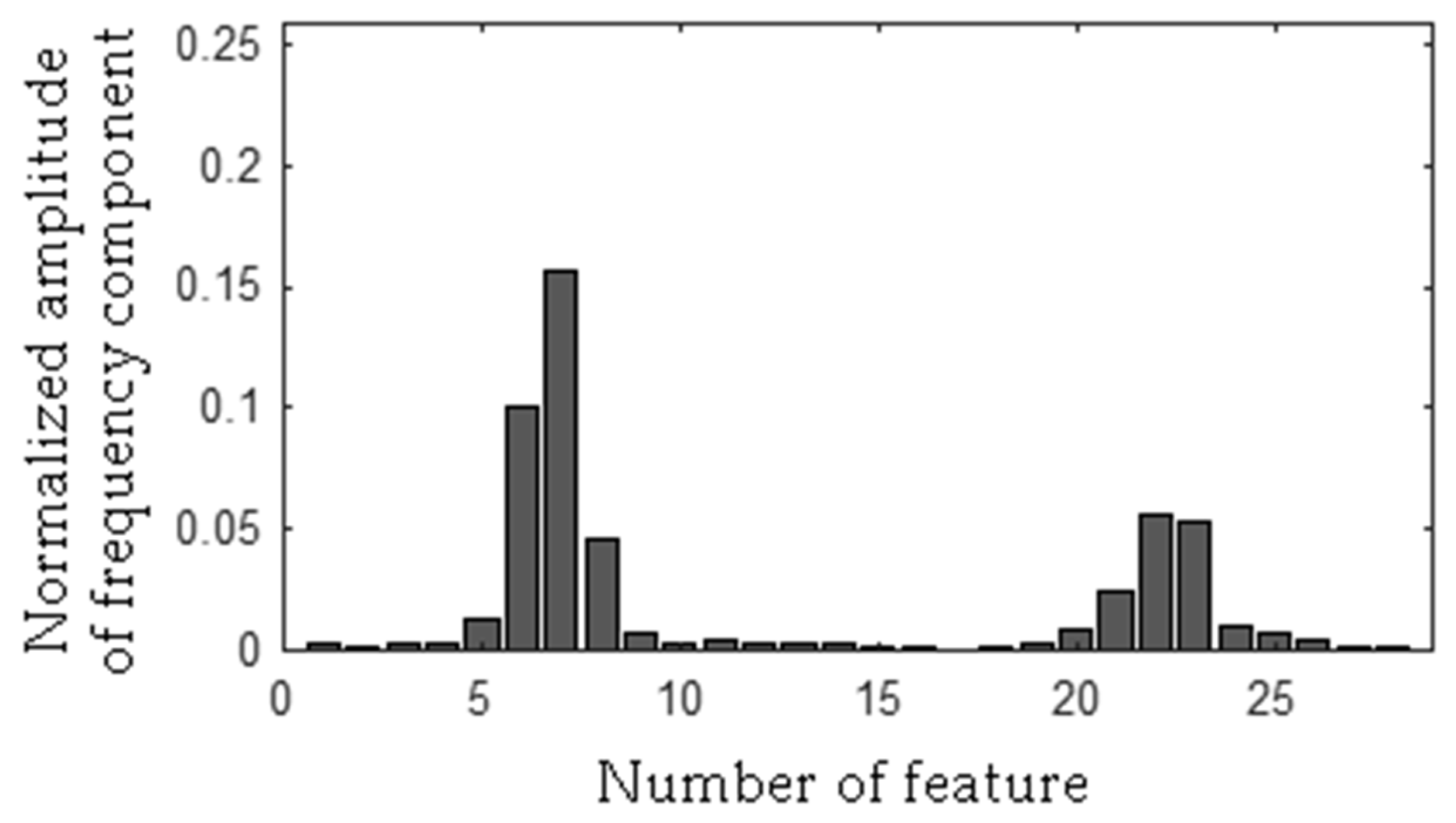
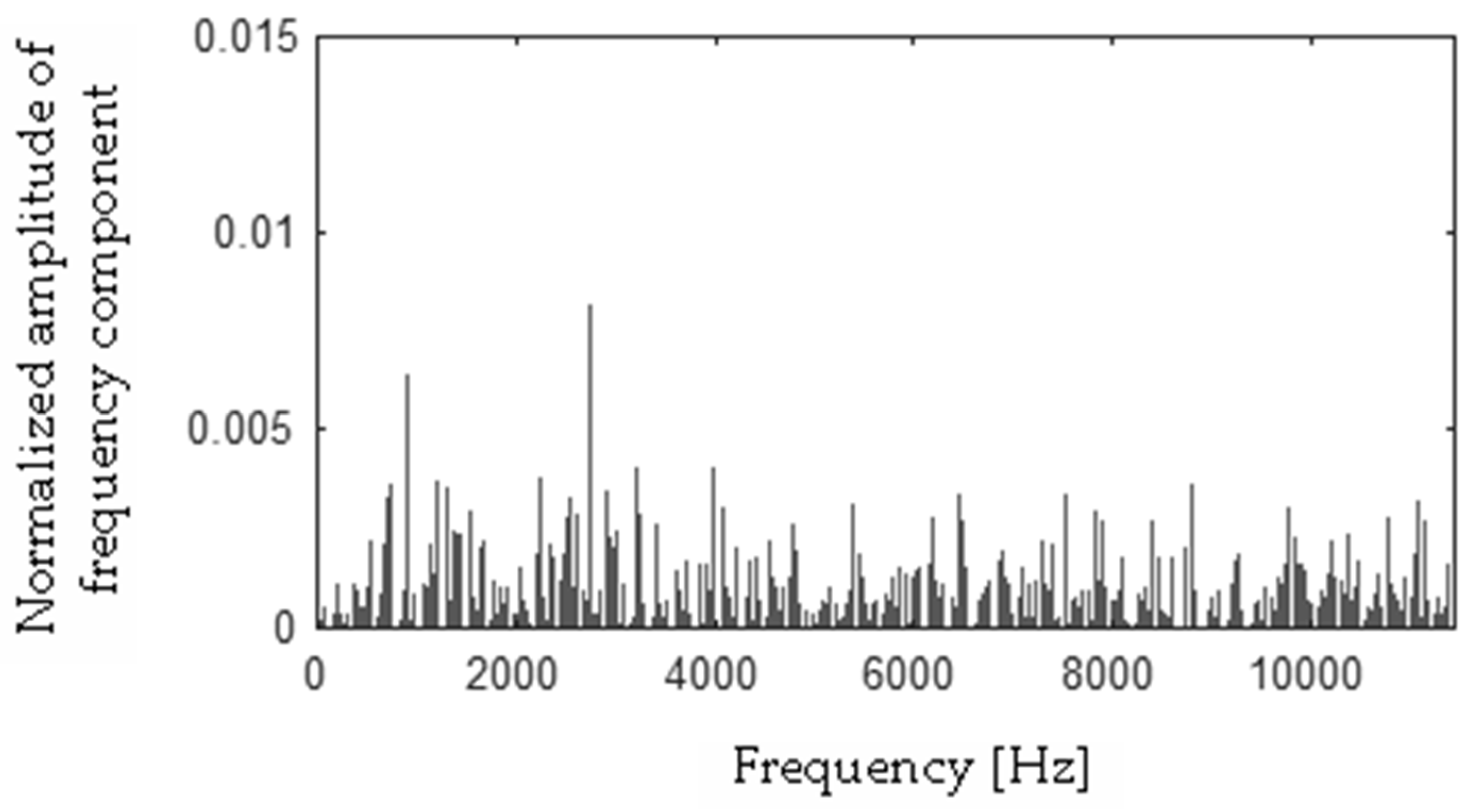
Figure 23.
Values of features of healthy EID (145 features, seven frequency bandwidths, <271–287 Hz>, <450–490 Hz>, <550–565 Hz>, <2290–2324 Hz>, <11091–11118 Hz>, <11183–11220 Hz>, <11232–11253 Hz>).
Figure 23.
Values of features of healthy EID (145 features, seven frequency bandwidths, <271–287 Hz>, <450–490 Hz>, <550–565 Hz>, <2290–2324 Hz>, <11091–11118 Hz>, <11183–11220 Hz>, <11232–11253 Hz>).
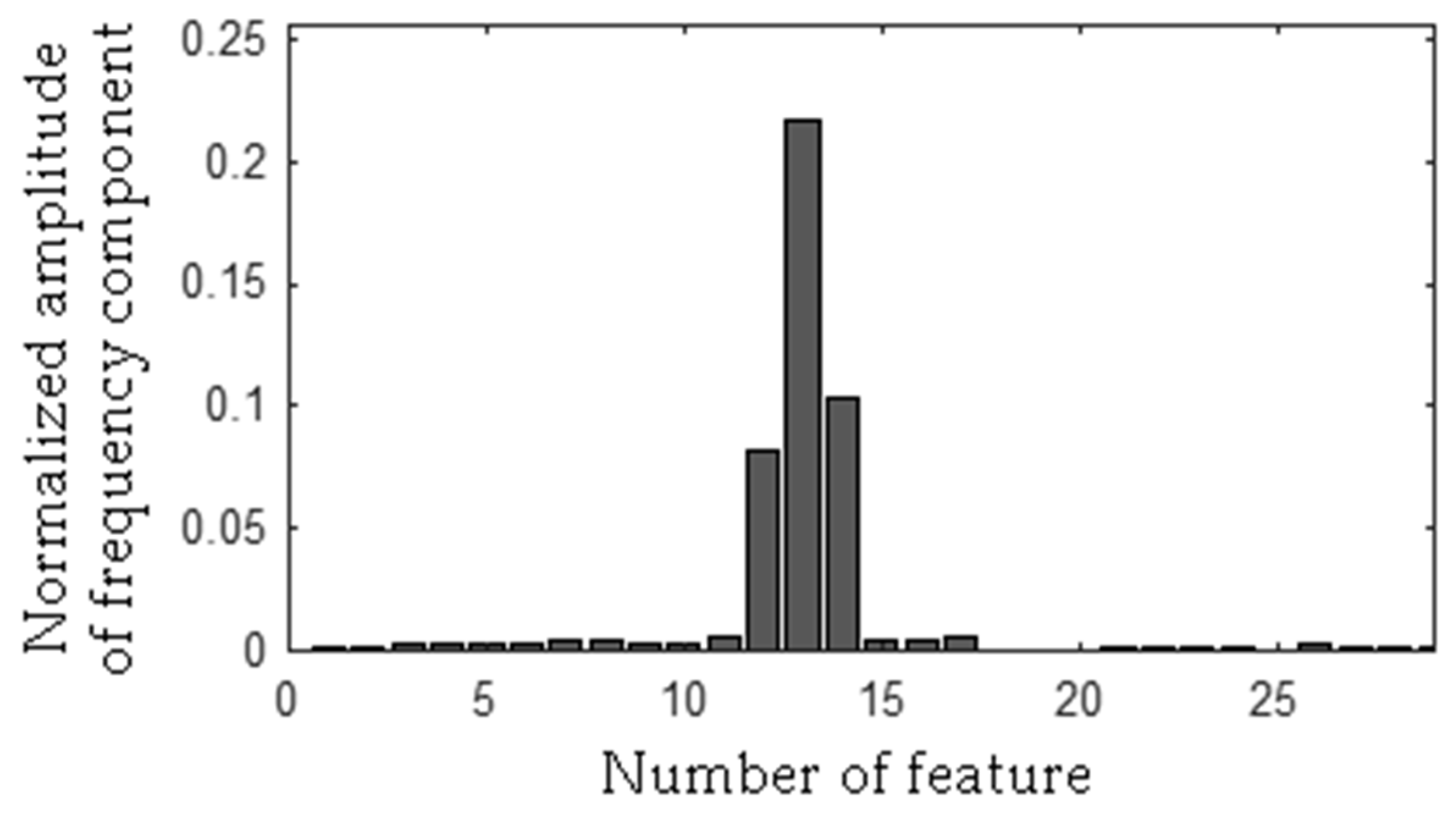
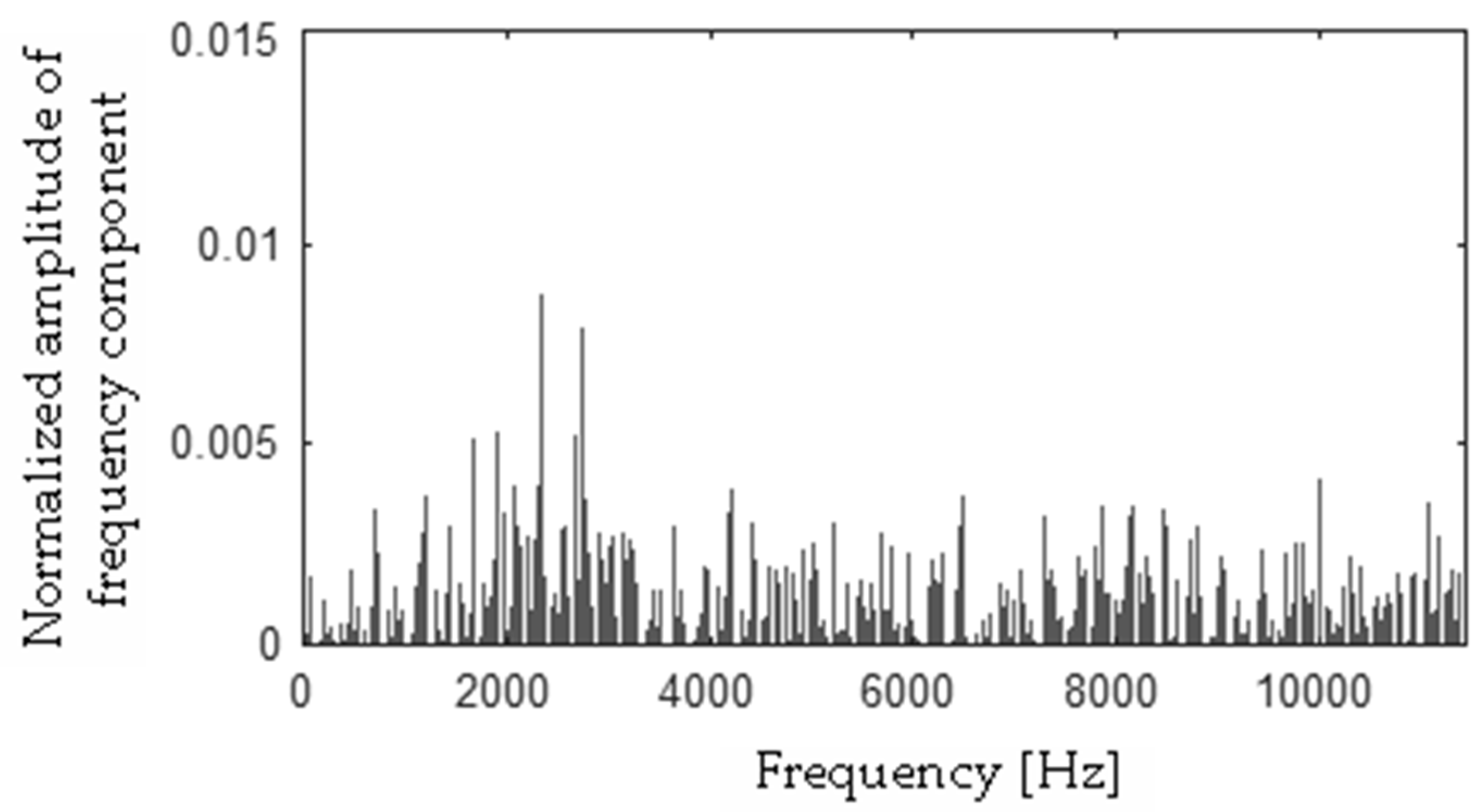
Figure 24.
Values of features of the EID with 15 broken rotor blades (faulty fan) (145 features, seven frequency bandwidths, <271–287 Hz>, <450–490 Hz>, <550–565 Hz>, <2290–2324 Hz>, <11091–11118 Hz>, <11183–11220 Hz>, <11232–11253 Hz>).
Figure 24.
Values of features of the EID with 15 broken rotor blades (faulty fan) (145 features, seven frequency bandwidths, <271–287 Hz>, <450–490 Hz>, <550–565 Hz>, <2290–2324 Hz>, <11091–11118 Hz>, <11183–11220 Hz>, <11232–11253 Hz>).
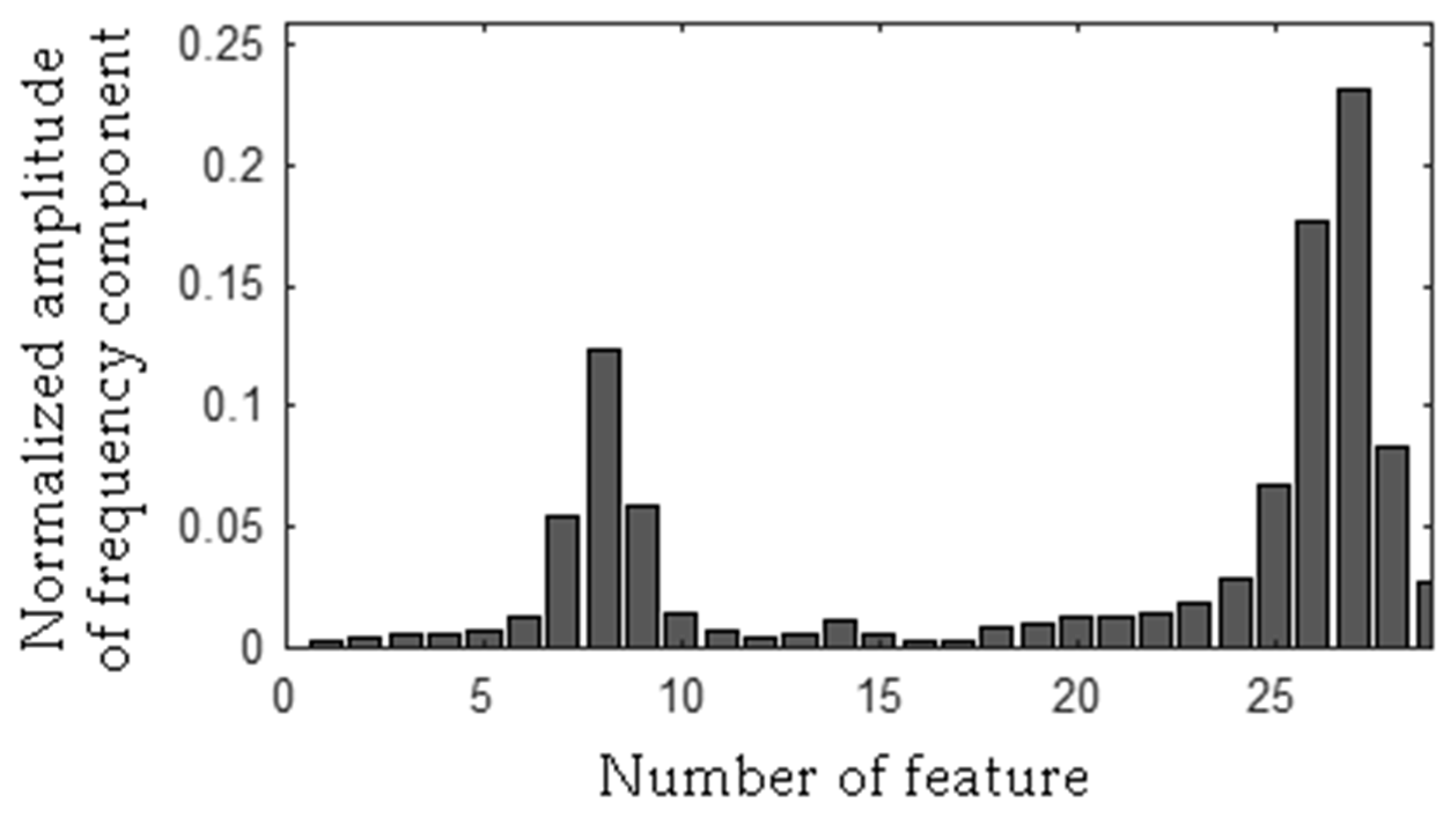
Figure 25.
Values of features of the EID with a bent spring (145 features, seven frequency bandwidths, <271–287 Hz>, <450–490 Hz>, <550–565 Hz>, <2290–2324 Hz>, <11091–11118 Hz>, <11183–11220 Hz>, <11232–11253 Hz>).
Figure 25.
Values of features of the EID with a bent spring (145 features, seven frequency bandwidths, <271–287 Hz>, <450–490 Hz>, <550–565 Hz>, <2290–2324 Hz>, <11091–11118 Hz>, <11183–11220 Hz>, <11232–11253 Hz>).
Figure 26.
Values of features of the EID with a rear ball bearing fault (145 features, seven frequency bandwidths, <271–287 Hz>, <450–490 Hz>, <550–565 Hz>, <2290–2324 Hz>, <11091–11118 Hz>, <11183–11220 Hz>, <11232–11253 Hz>).
Figure 26.
Values of features of the EID with a rear ball bearing fault (145 features, seven frequency bandwidths, <271–287 Hz>, <450–490 Hz>, <550–565 Hz>, <2290–2324 Hz>, <11091–11118 Hz>, <11183–11220 Hz>, <11232–11253 Hz>).
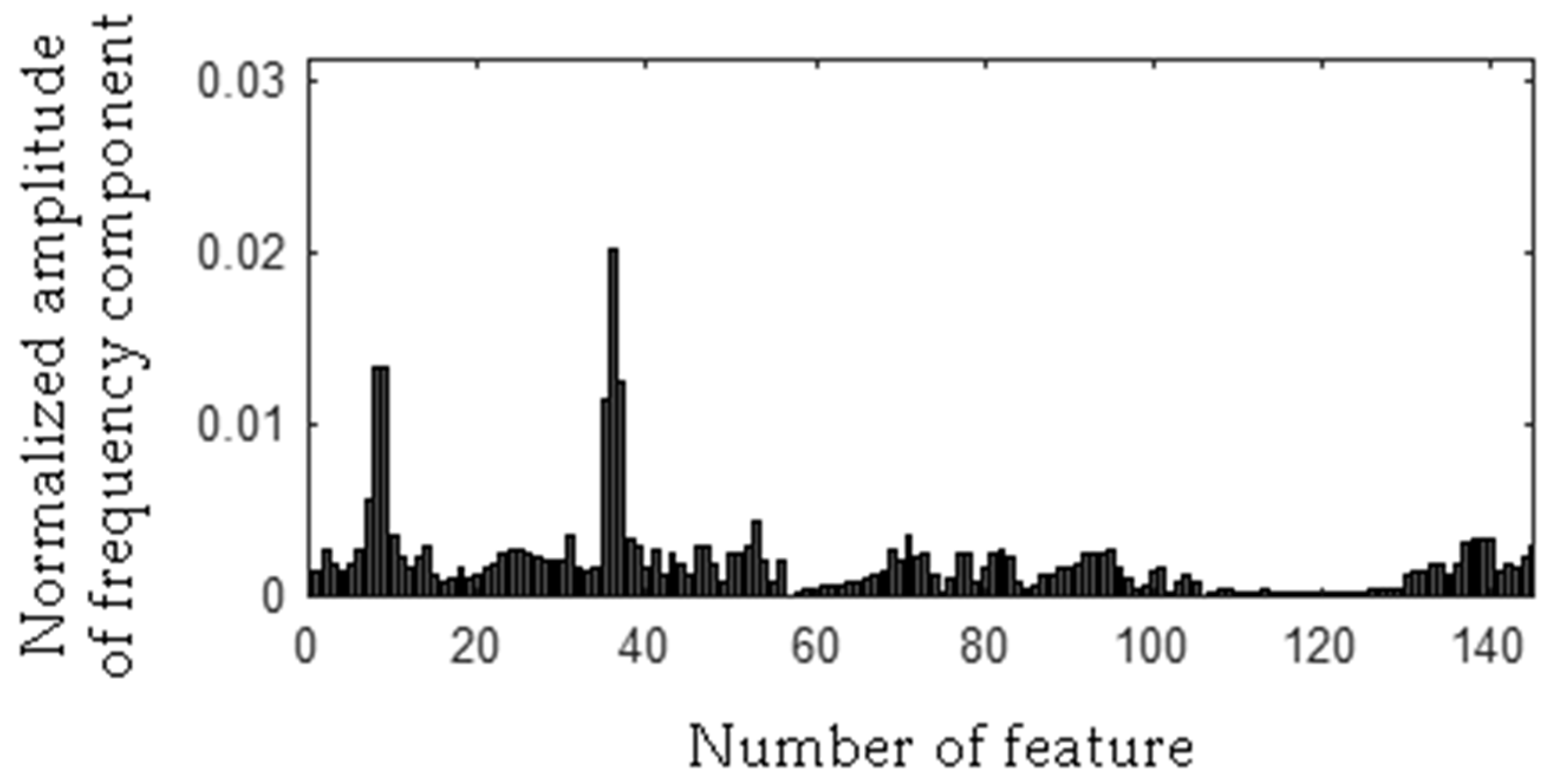
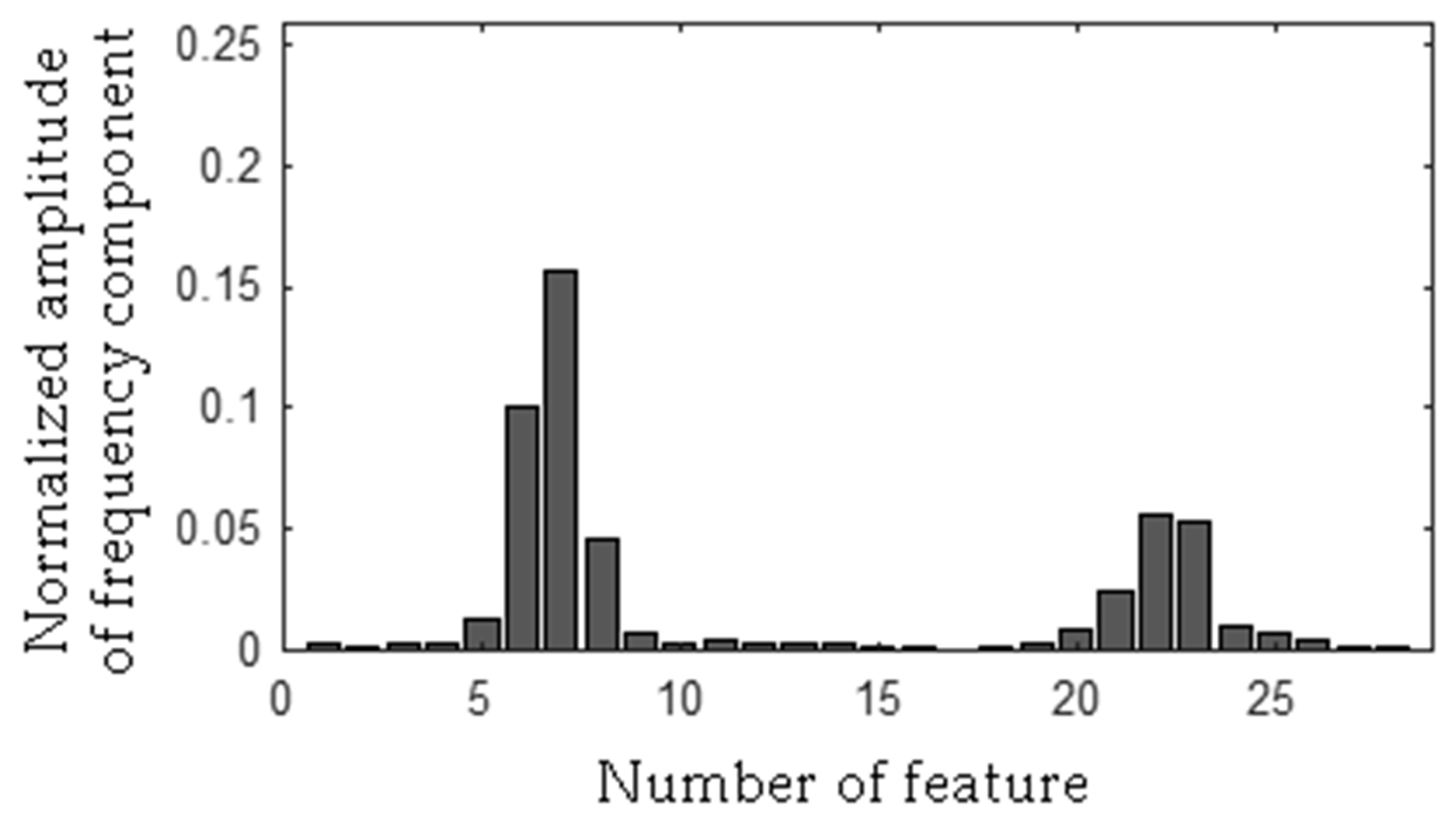
Figure 27.
Values of features of the healthy CG-A (29 features, two frequency bandwidths, <515–537 Hz>, <1560–1575 Hz>).
Figure 27.
Values of features of the healthy CG-A (29 features, two frequency bandwidths, <515–537 Hz>, <1560–1575 Hz>).
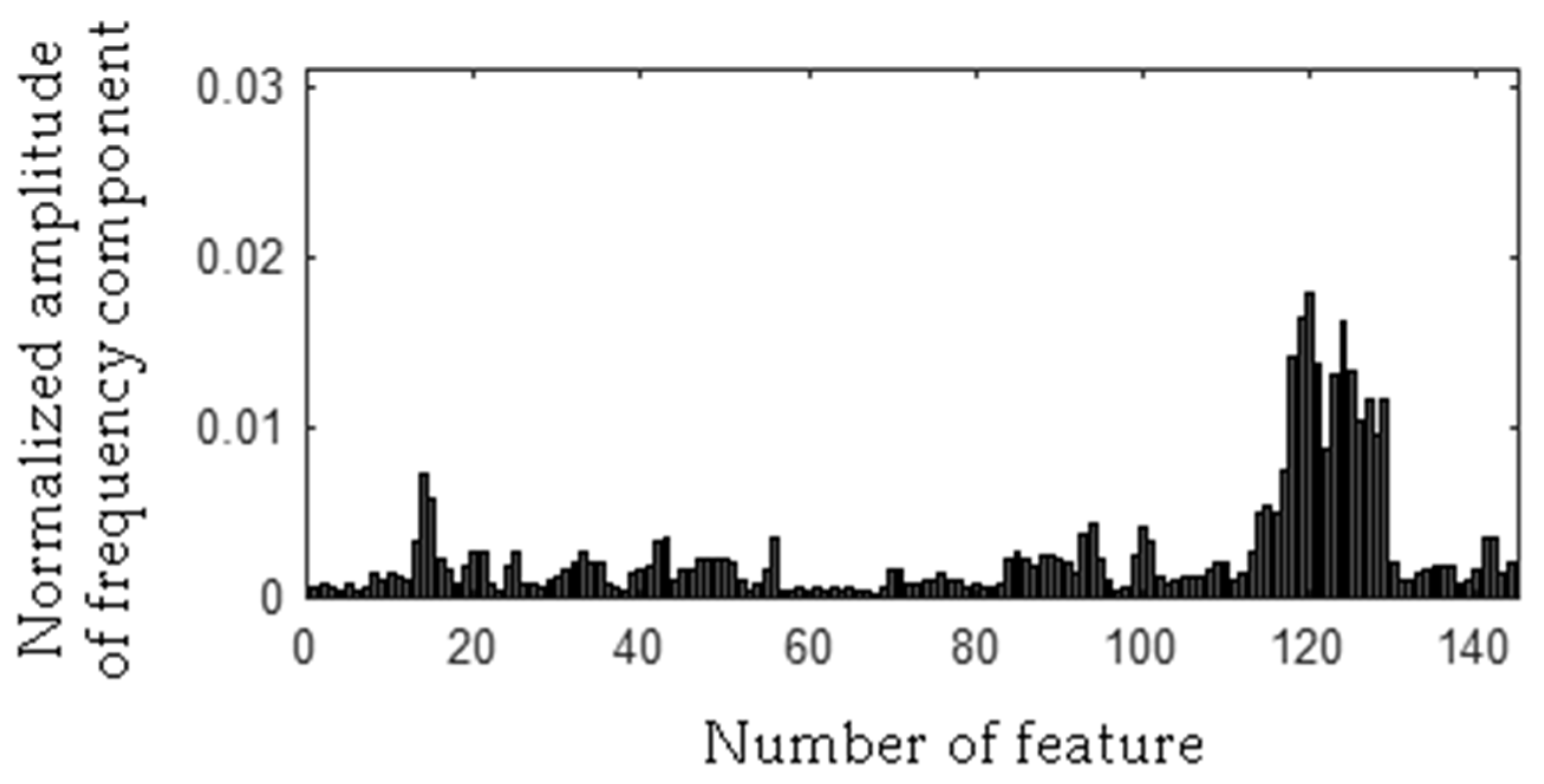
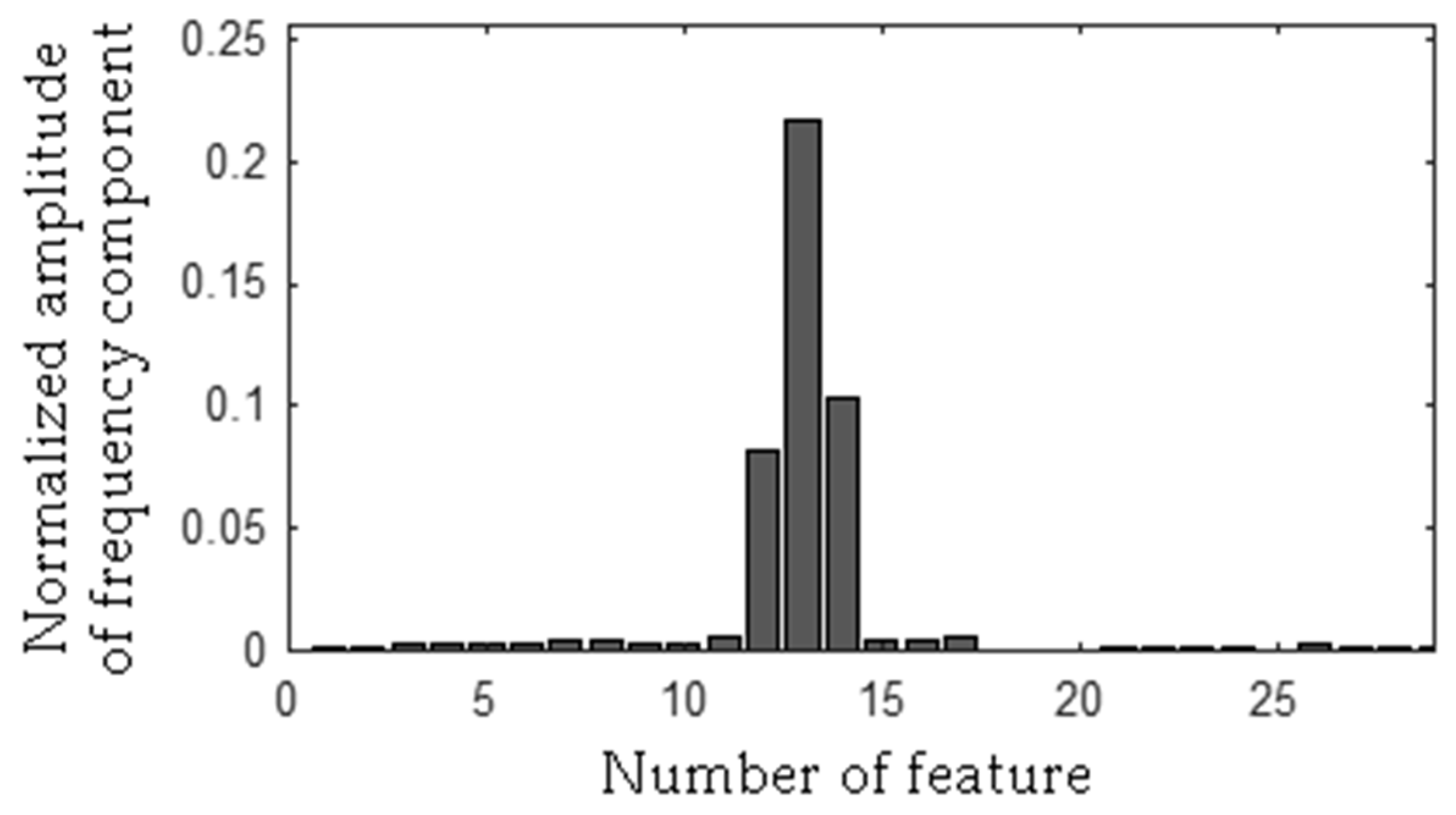
Figure 28.
Values of features of the CG-A with a heavily damaged rear sliding bearing (29 features, two frequency bandwidths, <515–537 Hz>, <1560–1575 Hz>).
Figure 28.
Values of features of the CG-A with a heavily damaged rear sliding bearing (29 features, two frequency bandwidths, <515–537 Hz>, <1560–1575 Hz>).
Figure 29.
Values of features of the CG-A with a damaged shaft and heavily damaged rear sliding bearing (29 features, two frequency bandwidths, <515–537 Hz>, <1560–1575 Hz>).
Figure 29.
Values of features of the CG-A with a damaged shaft and heavily damaged rear sliding bearing (29 features, two frequency bandwidths, <515–537 Hz>, <1560–1575 Hz>).
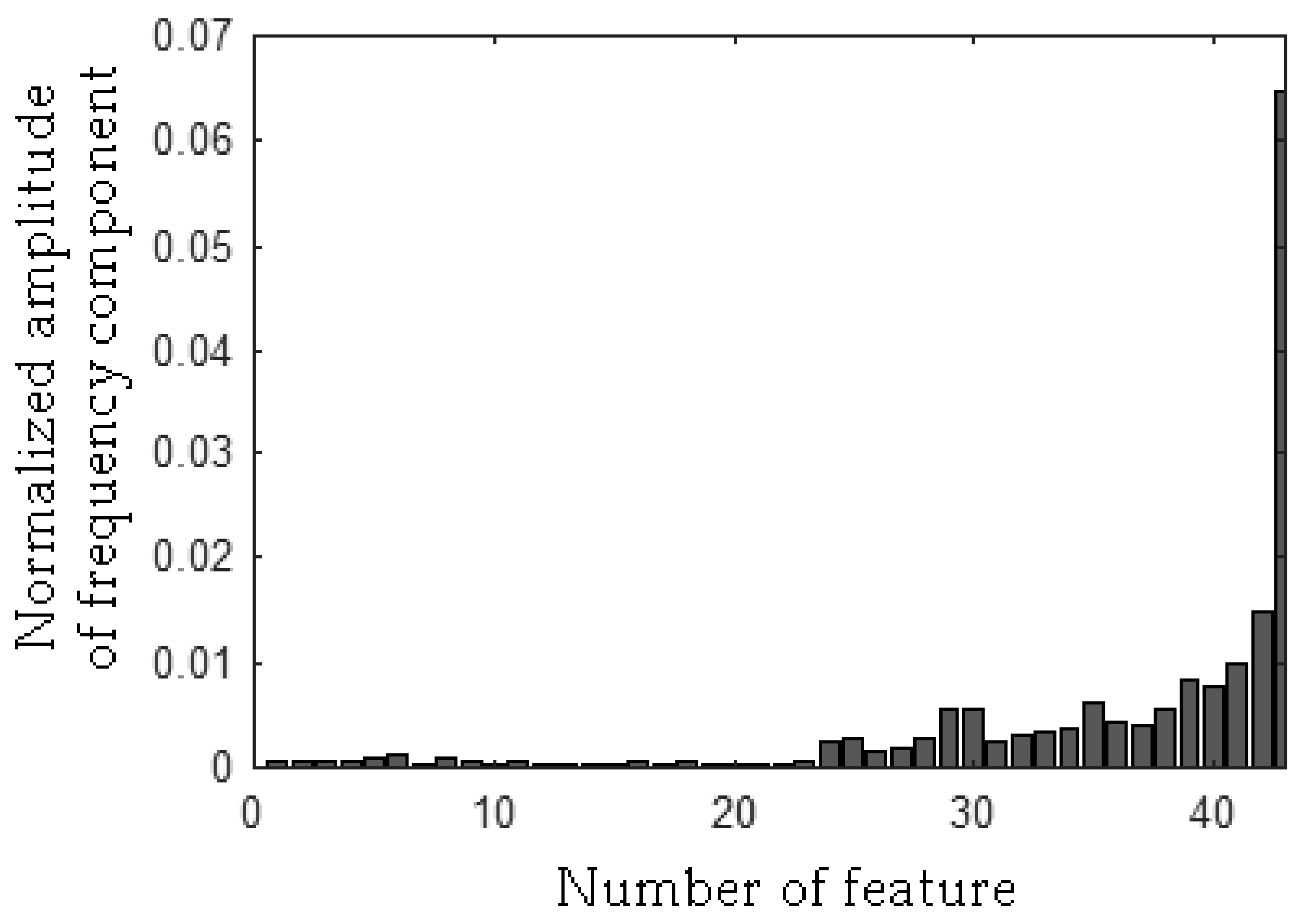
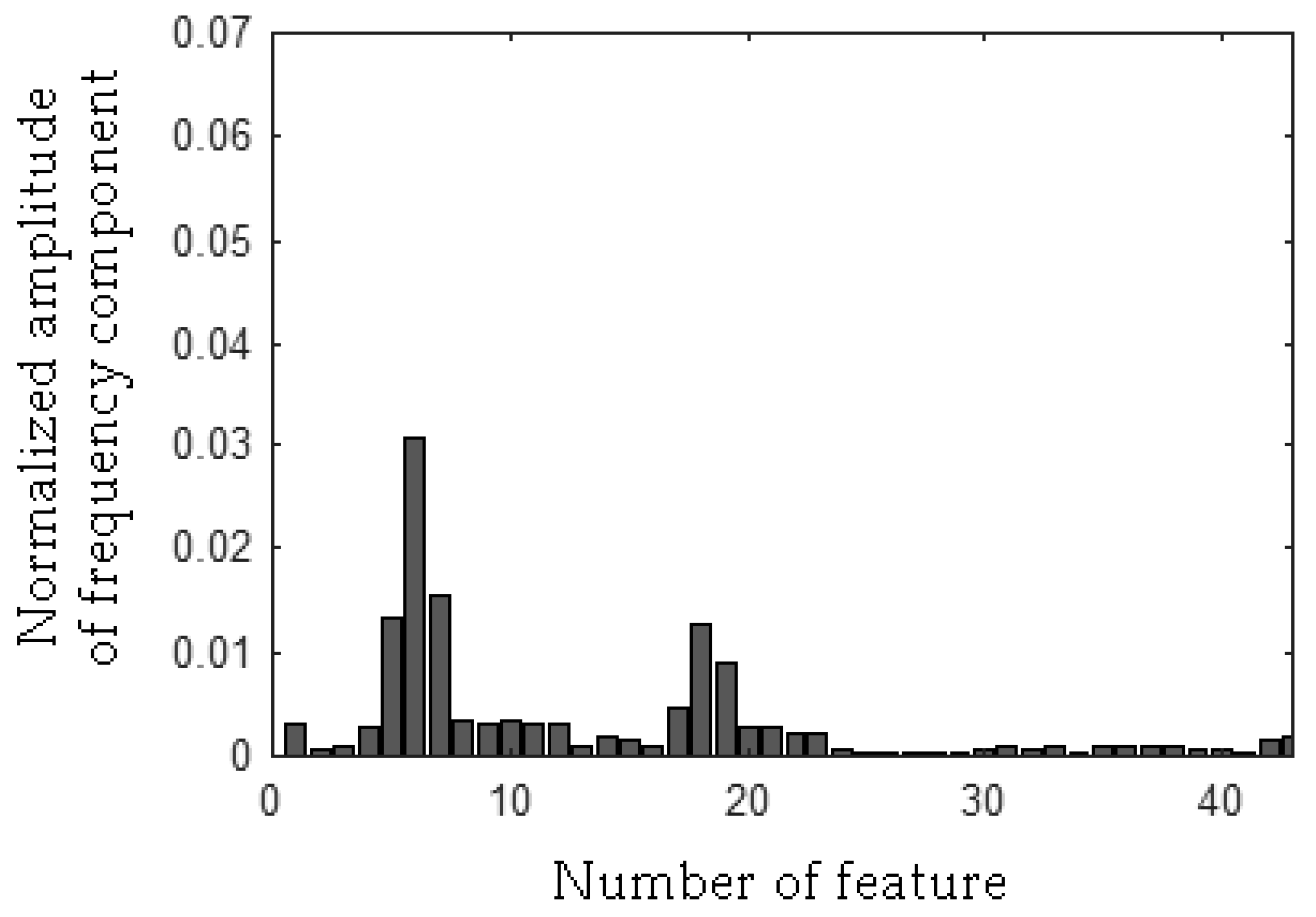
Figure 30.
Values of features of the healthy CG-B (43 features, three frequency bandwidths, <94–109 Hz>, <194–207 Hz>, <463–488 Hz>).
Figure 30.
Values of features of the healthy CG-B (43 features, three frequency bandwidths, <94–109 Hz>, <194–207 Hz>, <463–488 Hz>).
Figure 31.
Values of features of the CG-B with a light damaged rear sliding bearing (43 features, three frequency bandwidths, <94–109 Hz>, <194–207 Hz>, <463–488 Hz>).
Figure 31.
Values of features of the CG-B with a light damaged rear sliding bearing (43 features, three frequency bandwidths, <94–109 Hz>, <194–207 Hz>, <463–488 Hz>).
Table 1.
RMS values of the healthy EID.
Table 1.
RMS values of the healthy EID.
| Number of Samples | RMS Value | Number of Samples | RMS Value |
|---|
| xRMS1 | 0.237122 | xRMS5 | 0.240819 |
| xRMS2 | 0.231192 | xRMS6 | 0.236356 |
| xRMS3 | 0.234878 | xRMS7 | 0.239650 |
| xRMS4 | 0.238282 | xRMS8 | 0.238406 |
Table 2.
RMS values of the EID with 15 broken rotor blades (faulty fan).
Table 2.
RMS values of the EID with 15 broken rotor blades (faulty fan).
| Number of Samples | RMS Value | Number of Samples | RMS Value |
|---|
| xRMS51 | 0.322252 | xRMS55 | 0.312347 |
| xRMS52 | 0.316197 | xRMS56 | 0.318529 |
| xRMS53 | 0.317383 | xRMS57 | 0.310883 |
| xRMS54 | 0.305535 | xRMS58 | 0.302719 |
Table 3.
RMS values of the EID with a bent spring.
Table 3.
RMS values of the EID with a bent spring.
| Number of Samples | RMS Value | Number of Samples | RMS Value |
|---|
| xRMS101 | 0.250579 | xRMS105 | 0.245578 |
| xRMS102 | 0.244888 | xRMS106 | 0.243813 |
| xRMS103 | 0.244461 | xRMS107 | 0.246395 |
| xRMS104 | 0.249611 | xRMS108 | 0.246297 |
Table 4.
RMS values of the EID with a shifted brush.
Table 4.
RMS values of the EID with a shifted brush.
| Number of Samples | RMS Value | Number of Samples | RMS Value |
|---|
| xRMS151 | 0.006427 | xRMS155 | 0.006478 |
| xRMS152 | 0.006338 | xRMS156 | 0.007226 |
| xRMS153 | 0.008981 | xRMS157 | 0.007020 |
| xRMS154 | 0.009021 | xRMS158 | 0.006644 |
Table 5.
RMS values of the EID with a rear ball bearing fault.
Table 5.
RMS values of the EID with a rear ball bearing fault.
| Number of Samples | RMS Value | Number of Samples | RMS Value |
|---|
| xRMS201 | 0.235278 | xRMS205 | 0.234696 |
| xRMS202 | 0.236730 | xRMS206 | 0.236078 |
| xRMS203 | 0.233518 | xRMS207 | 0.237600 |
| xRMS204 | 0.234478 | xRMS208 | 0.237778 |
Table 6.
RMS values of the healthy CG-A.
Table 6.
RMS values of the healthy CG-A.
| Number of Samples | RMS Value | Number of Samples | RMS Value |
|---|
| xRMS251 | 0.203343 | xRMS255 | 0.209252 |
| xRMS252 | 0.203521 | xRMS256 | 0.215012 |
| xRMS253 | 0.201109 | xRMS257 | 0.209241 |
| xRMS254 | 0.205511 | xRMS258 | 0.205984 |
Table 7.
RMS values of the CG-A with a heavily damaged rear sliding bearing.
Table 7.
RMS values of the CG-A with a heavily damaged rear sliding bearing.
| Number of Samples | RMS Value | Number of Samples | RMS Value |
|---|
| xRMS301 | 0.234359 | xRMS305 | 0.234927 |
| xRMS302 | 0.234860 | xRMS306 | 0.233882 |
| xRMS303 | 0.231783 | xRMS307 | 0.235229 |
| xRMS304 | 0.237120 | xRMS308 | 0.229835 |
Table 8.
RMS values of the CG-A with a damaged shaft and heavily damaged rear sliding bearing.
Table 8.
RMS values of the CG-A with a damaged shaft and heavily damaged rear sliding bearing.
| Number of Samples | RMS Value | Number of Samples | RMS Value |
|---|
| xRMS351 | 0.239449 | xRMS355 | 0.248779 |
| xRMS352 | 0.246317 | xRMS356 | 0.250027 |
| xRMS353 | 0.246894 | xRMS357 | 0.250791 |
| xRMS354 | 0.247325 | xRMS358 | 0.250203 |
Table 9.
RMS values of the healthy CG-B.
Table 9.
RMS values of the healthy CG-B.
| Number of Samples | RMS Value | Number of Samples | RMS Value |
|---|
| xRMS451 | 0.248146 | xRMS455 | 0.248331 |
| xRMS452 | 0.254812 | xRMS456 | 0.259062 |
| xRMS453 | 0.248951 | xRMS457 | 0.263240 |
| xRMS454 | 0.240446 | xRMS458 | 0.264600 |
Table 10.
RMS values of the CG-B with a lightly damaged rear sliding bearing.
Table 10.
RMS values of the CG-B with a lightly damaged rear sliding bearing.
| Number of Samples | RMS Value | Number of Samples | RMS Value |
|---|
| xRMS501 | 0.131587 | xRMS505 | 0.103367 |
| xRMS502 | 0.121155 | xRMS506 | 0.095910 |
| xRMS503 | 0.103567 | xRMS507 | 0.108105 |
| xRMS504 | 0.094650 | xRMS508 | 0.105756 |
Table 11.
Computed values of ED and TED of the EID using the MSAF-17-MULTIEXPANDED-FILTER-14 method and the NN classifier.
Table 11.
Computed values of ED and TED of the EID using the MSAF-17-MULTIEXPANDED-FILTER-14 method and the NN classifier.
| Type of Acoustic Signal | ED (%) |
| Healthy EID | 100 |
| EID with a bent spring | 92 |
| EID with (15 broken rotor blades) faulty fan | 100 |
| EID with shifted brush (motor off) | 100 |
| EID with rear ball bearing fault | 88 |
| | TED (%) |
| Total efficiency of recognition of the EID | 96 |
Table 12.
Computed values of ED and TED of the EID using the RMS and the NN classifier.
Table 12.
Computed values of ED and TED of the EID using the RMS and the NN classifier.
| Type of Acoustic Signal | ED (%) |
| Healthy EID | 56 |
| EID with a bent spring | 100 |
| EID with (15 broken rotor blades) faulty fan | 100 |
| EID with shifted brush (motor off) | 100 |
| EID with rear ball bearing fault | 60 |
| | TED (%) |
| Total efficiency of recognition of the EID | 83.2 |
Table 13.
Computed values of ECG-A and TECG-A of the CG-A using the MSAF-17-MULTIEXPANDED-FILTER-14 method and the NN classifier.
Table 13.
Computed values of ECG-A and TECG-A of the CG-A using the MSAF-17-MULTIEXPANDED-FILTER-14 method and the NN classifier.
| Type of Acoustic Signal | ECG-A (%) |
| Healthy CG-A | 100 |
| CG-A with a heavily damaged rear sliding bearing | 100 |
| CG-A with a damaged shaft and heavily damaged rear sliding bearing | 88 |
| Motor off | 100 |
| | TECG-A (%) |
| Total efficiency of recognition of the CG-A | 97 |
Table 14.
Computed values of ECG-A and TECG-A of the CG-A using the RMS and the NN classifier.
Table 14.
Computed values of ECG-A and TECG-A of the CG-A using the RMS and the NN classifier.
| Type of Acoustic Signal | ECG-A (%) |
| Healthy CG-A | 100 |
| CG-A with a heavily damaged rear sliding bearing | 92 |
| CG-A with a damaged shaft and heavily damaged rear sliding bearing | 92 |
| Motor off | 100 |
| | TECG-A (%) |
| Total efficiency of recognition of the CG-A | 96 |
Table 15.
Computed values of ECG-B and TECG-B of the CG-B using the MSAF-17-MULTIEXPANDED-FILTER-14 method and the NN classifier.
Table 15.
Computed values of ECG-B and TECG-B of the CG-B using the MSAF-17-MULTIEXPANDED-FILTER-14 method and the NN classifier.
| Type of Acoustic Signal | ECG-B (%) |
| Healthy CG-B | 100 |
| CG-B with a light damaged rear sliding bearing | 100 |
| Motor off | 100 |
| | TECG-B (%) |
| Total efficiency of recognition of the CG-B | 100 |
Table 16.
Computed values of ECG-B and TECG-B of the CG-B using the RMS and the NN classifier.
Table 16.
Computed values of ECG-B and TECG-B of the CG-B using the RMS and the NN classifier.
| Type of Acoustic Signal | ECG-B (%) |
| Healthy CG-B | 100 |
| CG-B with a light damaged rear sliding bearing | 100 |
| Motor off | 100 |
| | TECG-B (%) |
| Total efficiency of recognition of the CG-B | 100 |









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}