Development and Testing of an Integrated Rotating Dynamometer Based on Fiber Bragg Grating for Four-Component Cutting Force Measurement

Abstract
1. Introduction
2. Experimental Section
2.1. Design Principle
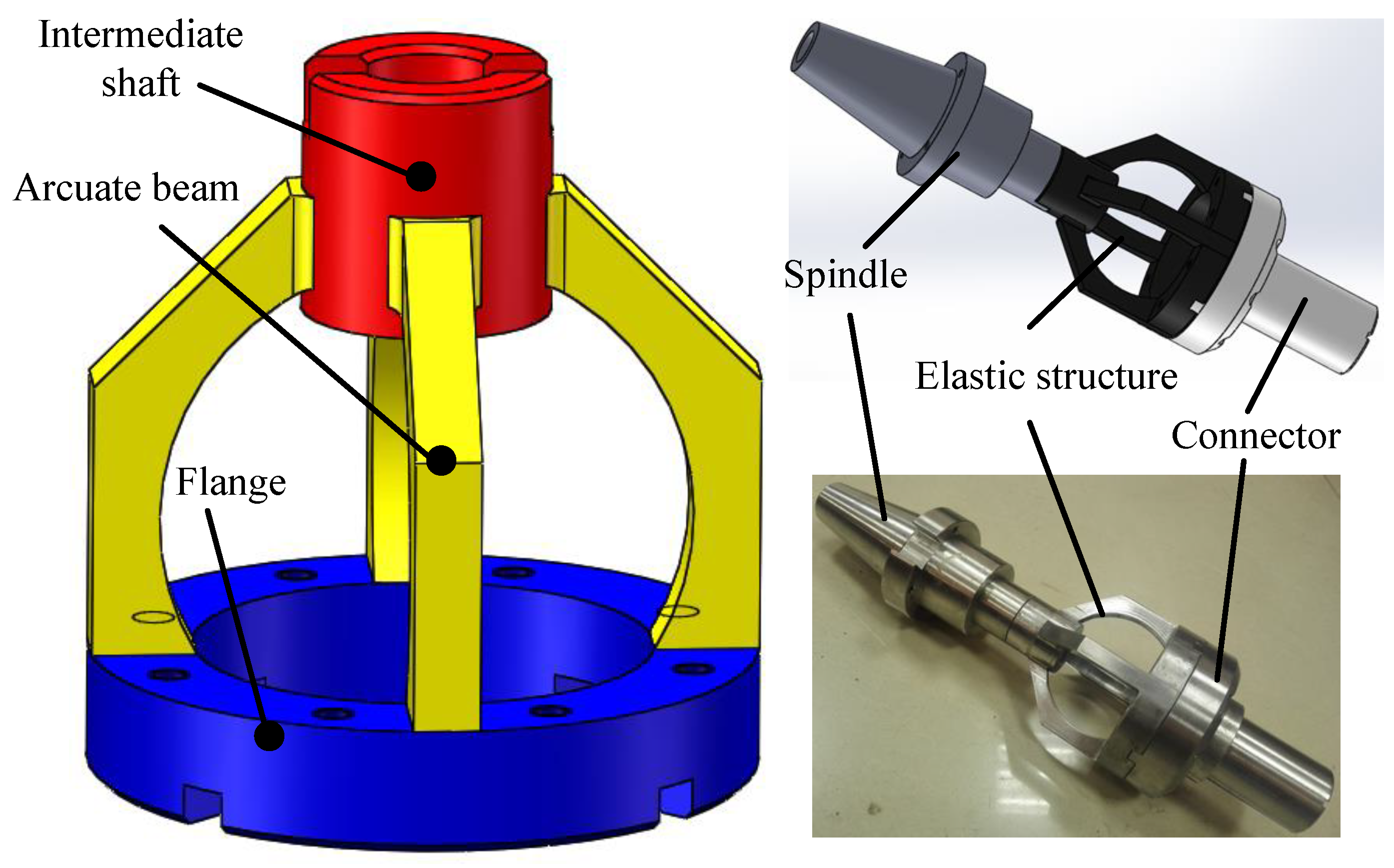
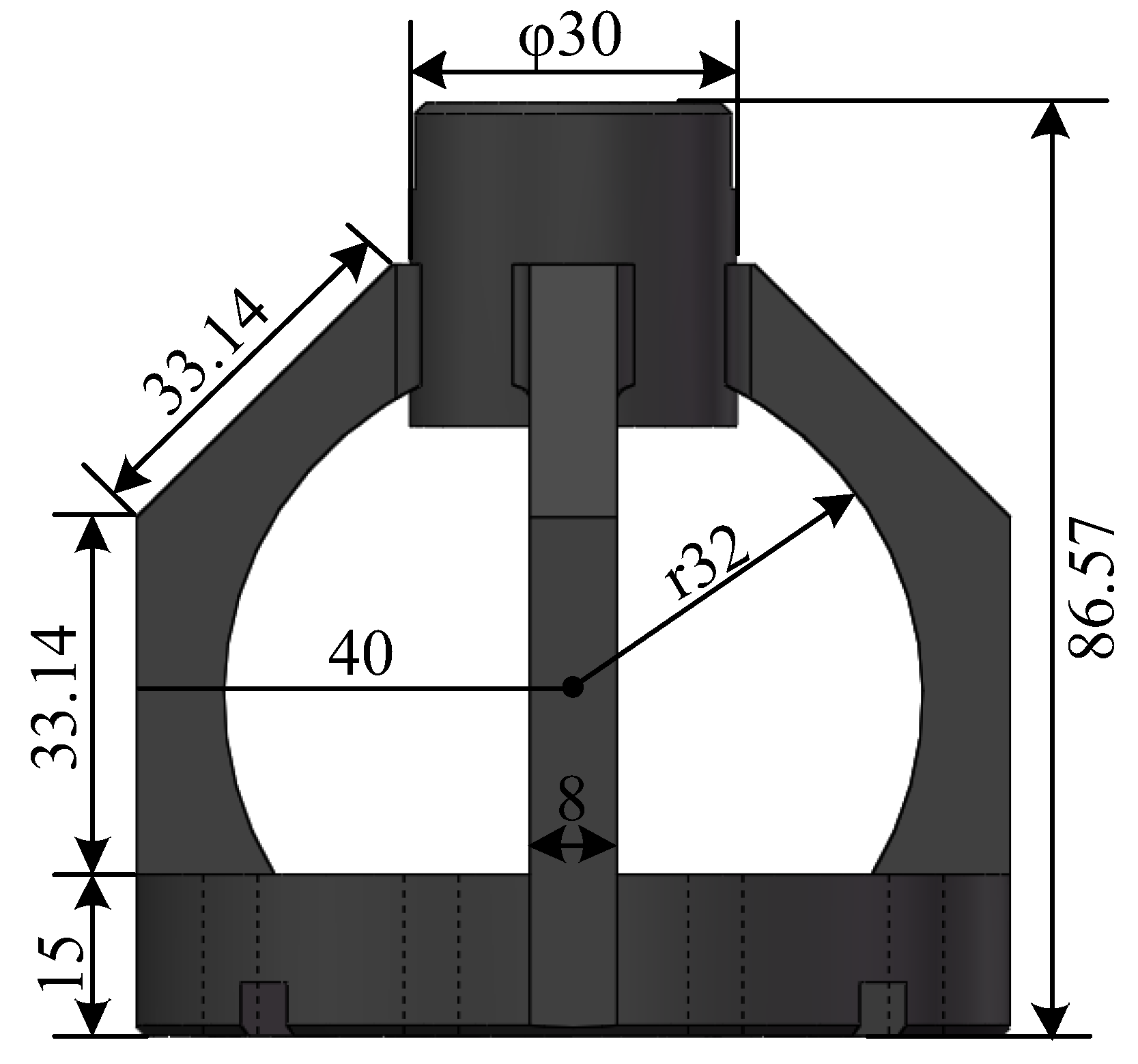
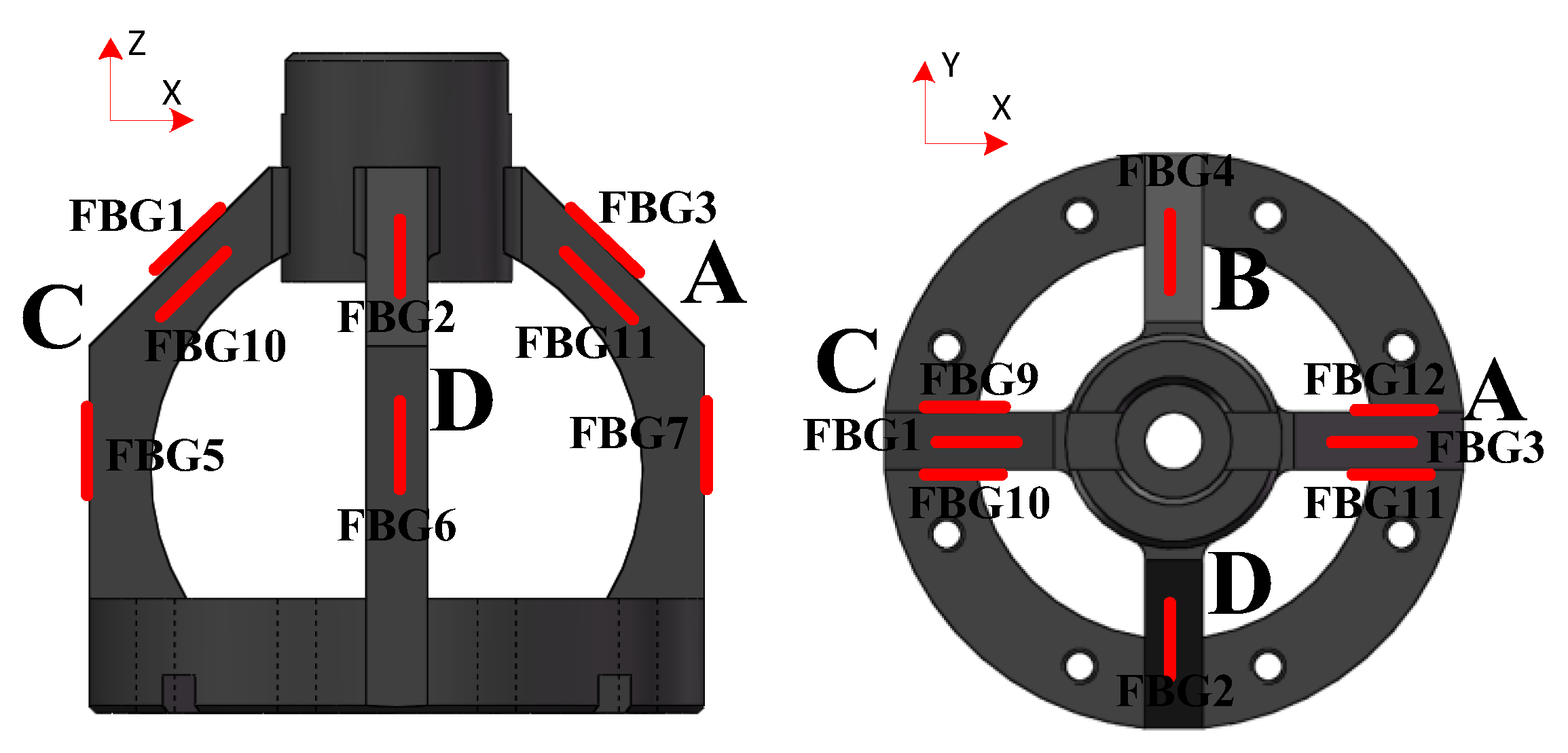
2.2. Sensor Design
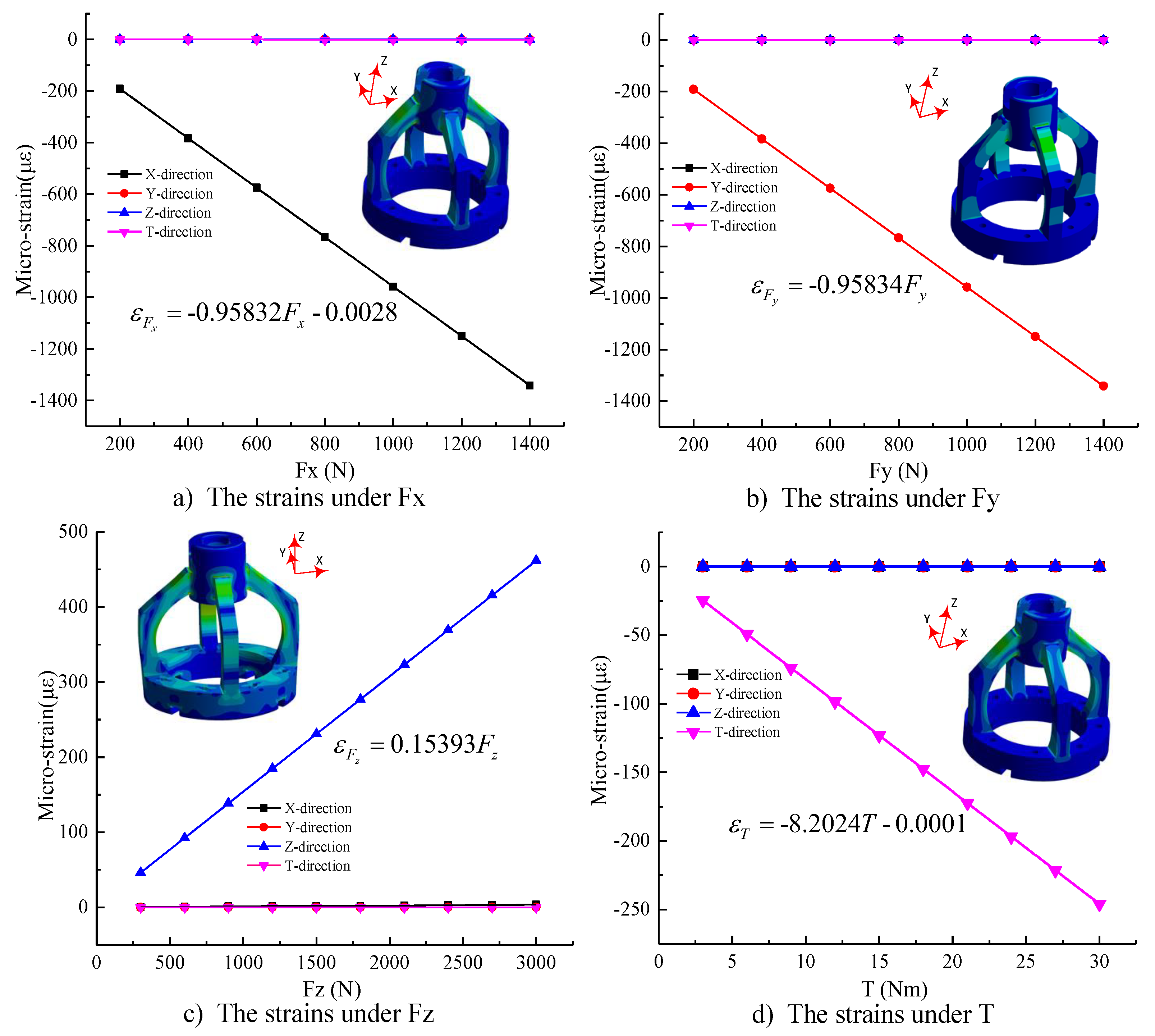
2.3. Theoretical Analysis of Static Properties
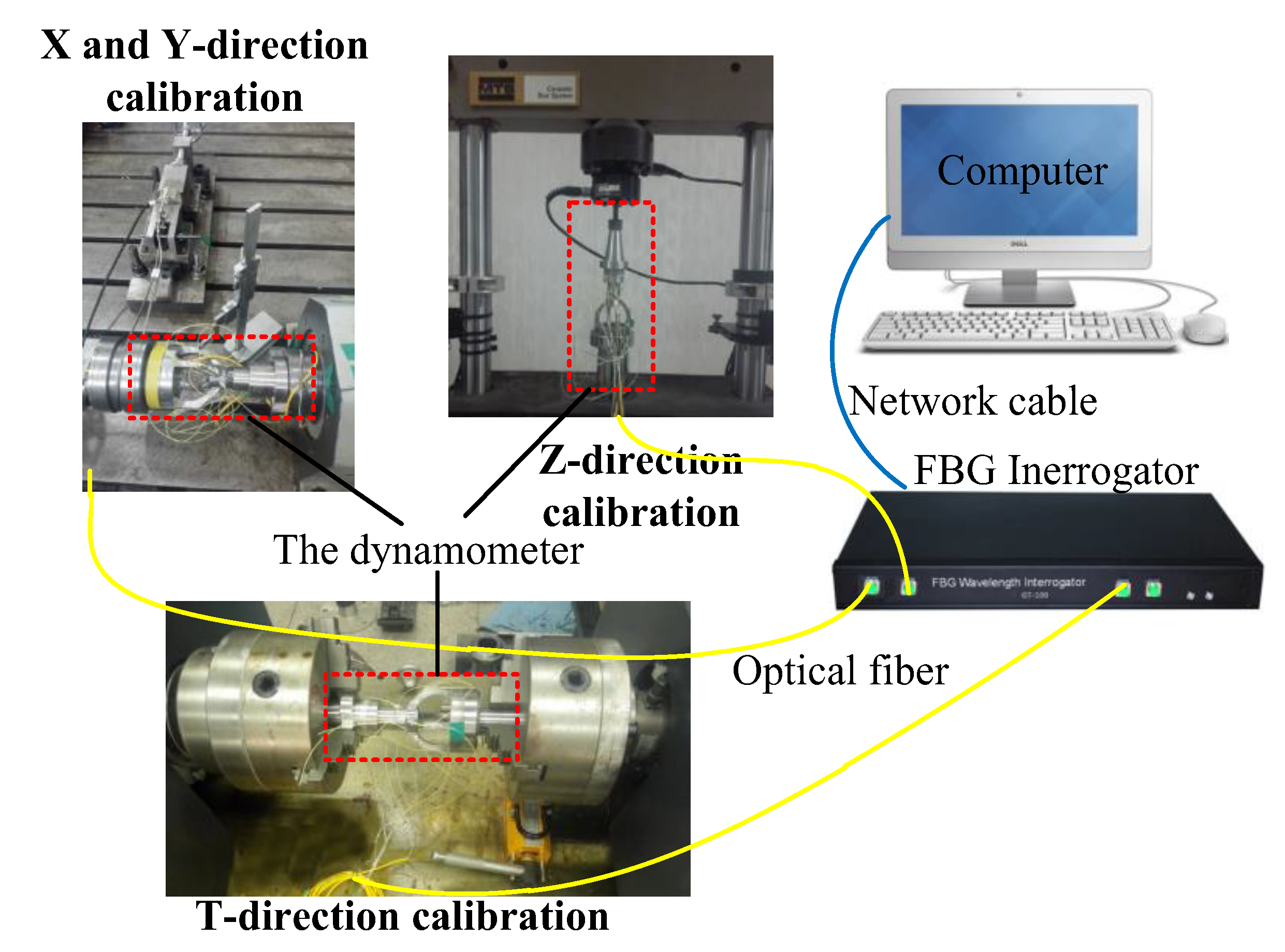
2.4. Experimental Device Introduction
3. Results and Discussion
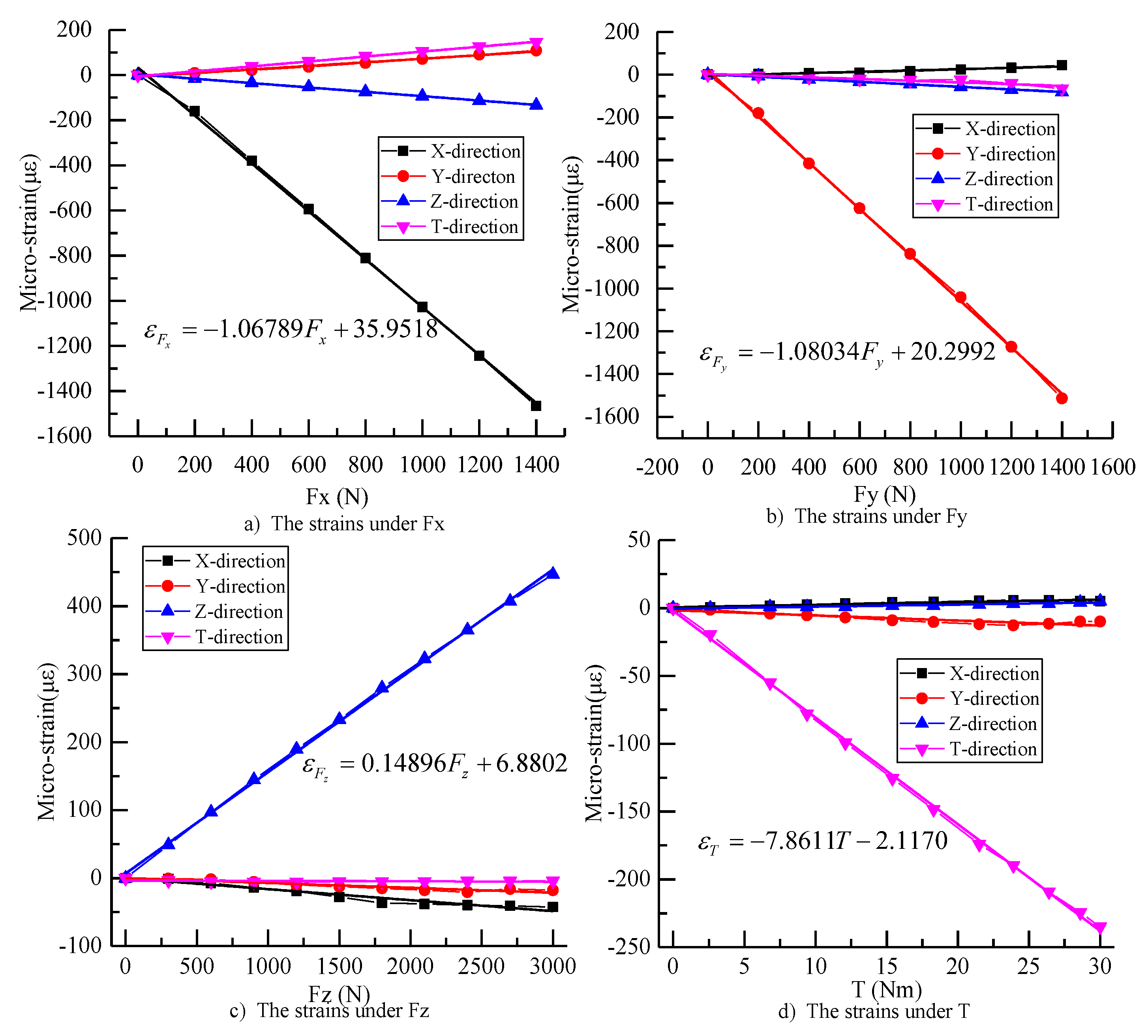
3.1. Static Calibration
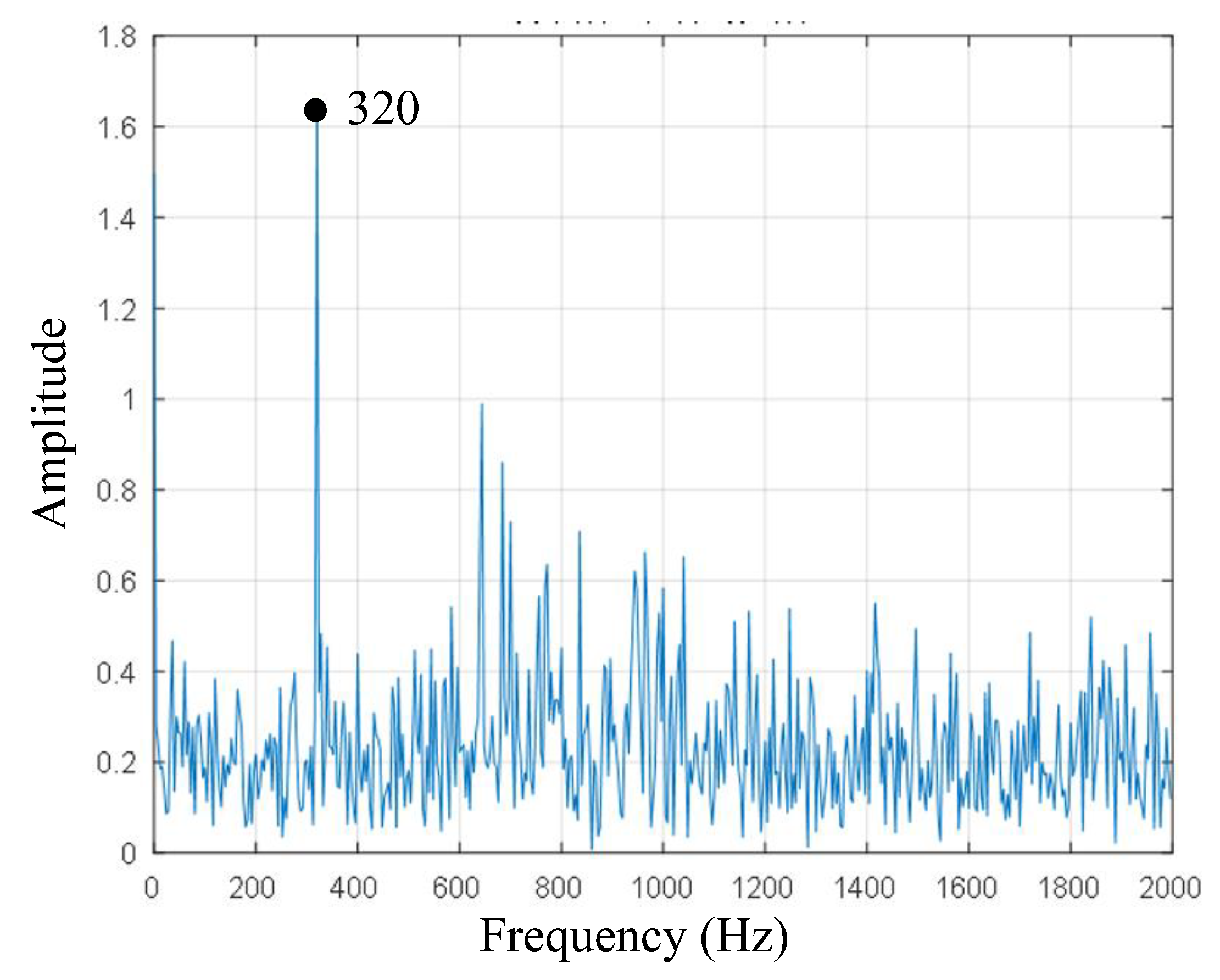
3.2. Natural Frequency Identification
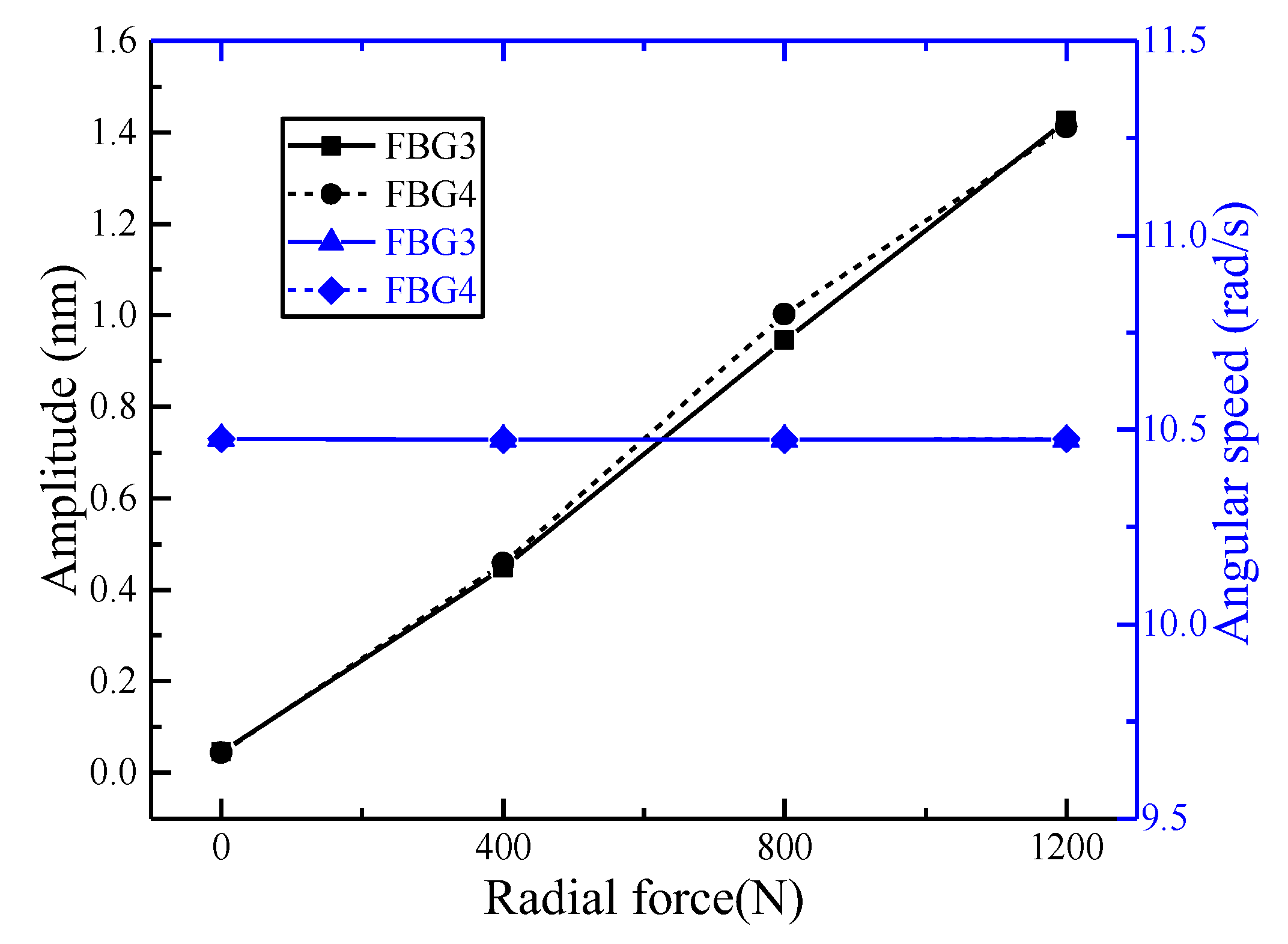
3.3. Dynamic Characteristic Analysis
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Sevilla-Camacho, P.Y.; Herrera-Ruiz, G.; Robles-Ocampo, J.B.; Jáuregui-Correa, J.C. Tool breakage detection in CNC high-speed milling based in feed-motor current signals. Int. J. Adv. Manuf. Technol. 2011, 53, 1141–1148. [Google Scholar] [CrossRef]
- Ritou, M.; Garnier, S.; Furet, B.; Hascoët, J.Y. Angular approach combined to mechanical model for tool breakage detection by eddy current sensors. Mech. Syst. Signal Process. 2014, 44, 211–220. [Google Scholar] [CrossRef]
- Kondo, E.; Shimana, K. Monitoring of Prefailure Phase and Detection of Tool Breakage in Micro-Drilling Operations. Procedia Cirp. 2012, 1, 581–586. [Google Scholar] [CrossRef]
- Lian, L.; Li, B.; Liu, H. Study of Spindle Current Signals for Tool Breakage Detection in Milling. Adv. Mater. 2014, 853, 482–487. [Google Scholar] [CrossRef]
- Albrecht, A.; Park, S.S.; Altintas, Y.; Pritschow, G. High frequency bandwidth cutting force measurement in milling using capacitance displacement sensors. Int. J. Mach. Tools Manuf. 2005, 45, 993–1008. [Google Scholar] [CrossRef]
- Kim, J.H. Dynamic cutting force on-line estimation using a 4-electrode cylindrical capacitive displacement sensor mounted on a high speed milling spindle. J. Mater. Sci. Technol. 2008, 22, 914–923. [Google Scholar] [CrossRef]
- Korkut, I. A dynamometer design and its construction for milling operation. Mater. Des. 2003, 24, 631–637. [Google Scholar] [CrossRef]
- Yaldız, S.; Unsacar, S.; Saglam, H.; Isık, H. Design, development and testing of a four-component milling dynamometer for the measurement of cutting force and torque. Mech. Syst. Signal Process. 2007, 21, 1499–1511. [Google Scholar] [CrossRef]
- Uddin, M.S.; Dong, S. On the design and analysis of an octagonal–ellipse ring based cutting force measuring transducer. Measurement 2016, 90, 168–177. [Google Scholar] [CrossRef]
- Liu, M.; Zhang, Z.; Zhou, Z.; Peng, S.; Tan, Y. A new method based on Fiber Bragg grating sensor for the milling force measurement. Mechatronics 2015, 31, 22–29. [Google Scholar] [CrossRef]
- Xie, Z.; Lu, Y.; Li, J. Development and testing of an integrated smart tool holder for four-component cutting force measurement. Mech. Syst. Signal Process. 2017, 93, 225–240. [Google Scholar] [CrossRef]
- Liu, M.; Chen, G.; Zhang, Z.; Bing, J. Research on spindle integrated cutting force measurement method based on fiber Bragg grating. Chin. J. Sci. Instrum. 2016, 37, 1248–1257. [Google Scholar]
- Rizal, M.; Ghani, J.A.; Nuawi, M.; Haron, C.H.C. Development and testing of an integrated rotating dynamometer on tool holder for milling process. Mech. Syst. Signal Process. 2015, 52–53, 559–576. [Google Scholar] [CrossRef]
- Liang, Q.; Zhang, D.; Song, Q.; Ge, Y.; Cao, H.; Ge, Y. Design and fabrication of a six-dimensional wrist force/torque sensor based on E-type membranes compared to cross beam. Measurement 2010, 43, 1702–1719. [Google Scholar] [CrossRef]
- Liang, Q.; Zhang, D.; Coppola, G.; Mao, J.; Sun, W.; Wang, Y.; Ge, Y. Design and Analysis of a Sensor System for Cutting Force Measurement in Machining Process. Sensors 2016, 16, 70. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Y.; Zhao, Y.; Liang, S.; Zhou, G. A high performance sensor for triaxial cutting force measurement in turning. Sensors 2015, 15, 7969–7984. [Google Scholar] [CrossRef] [PubMed]
- Totis, G.; Adams, O.; Sortino, M.; Veselovac, D.; Klocke, F. Development of an innovative plate dynamometer for advanced milling and drilling applications. Measurement 2014, 49, 164–181. [Google Scholar] [CrossRef]
- Ma, L.; Melkote, S.N.; Morehouse, J.B.; Castle, J.B.; Fonda, J.W.; Johnson, M.A. Thin-Film PVDF Sensor Based Monitoring of Cutting Forces in Peripheral End Milling. J. Dyn. Syst. Meas. Control 2012, 134, 725–735. [Google Scholar] [CrossRef]
- Klocke, F.; Gierlings, S.; Adams, O.; Auerbach, T.; Kamps, S.; Veselovac, D.; Eckstein, M.; Kirchheim, A.; Blattner, M.; Thiel, R.; et al. New Concepts of Force Measurement Systems for Specific Machining Processes in Aeronautic Industry. Procedia Cirp. 2012, 1, 552–557. [Google Scholar] [CrossRef]
- Liu, M.; Zhou, Z.; Tao, X.; Tan, Y. A Dynamometer Design and Analysis for Measurement the Cutting Forces on Turning Based on Optical Fiber Bragg Grating Sensor. In Proceedings of the 10th World Congress on Intelligent Control and Automation (WCICA), Beijing, China, 6–8 July 2012. [Google Scholar]
- Tao, X. Research on Turning Force Measurement System Based on Fiber Bragg Grating Sensor; Wuhan University of Technology: Wuhan, China, 2012. [Google Scholar]
- Liu, M.; Chen, G.; Zhang, Z.; Bing, J. The research on spindle integrated measurement method of cutting force based on Fiber Bragg Grating. In Proceedings of the International Symposium on Optoelectronic Technology and Application. International Society for Optics and Photonics, Beijing, China, 9–11 May 2016. [Google Scholar]
- Markowski, K.; Jędrzejewski, K.; Marzęcki, M.; Osuch, T. Linearly chirped tapered fiber-Bragg-grating-based Fabry-Perot cavity and its application in simultaneous strain and temperature measurement. Opt. Lett. 2017, 42, 1464–1467. [Google Scholar] [CrossRef] [PubMed]
- Shaw, M.C. Metal Cutting Principle, 2nd ed.; Oxford University Press: Oxford, UK, 2005. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Axes | Load | Output after Decoupling | Error (%) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Fx (N) | Fy (N) | Fz (N) | T (Nm) | Fx | Fy | Fz | T | ||
| Fx (N) | 1400 | 1403.7 | 33.05 | −9.31 | −0.88 | 0.26 | 2.38 | −0.31 | −3.00 |
| Fy (N) | 1400 | 50.87 | 1389.0 | −62.18 | −1.57 | 3.62 | −0.79 | −2.09 | −5.35 |
| Fz (N) | 3000 | 26.82 | 9.43 | 2975.0 | −0.21 | 1.91 | 0.68 | −0.83 | −0.72 |
| T (Nm) | 30 | 31.93 | 31.98 | −43.06 | 29.37 | 2.27 | 2.30 | −1.45 | −2.10 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, M.; Bing, J.; Xiao, L.; Yun, K.; Wan, L. Development and Testing of an Integrated Rotating Dynamometer Based on Fiber Bragg Grating for Four-Component Cutting Force Measurement. Sensors 2018, 18, 1254. https://doi.org/10.3390/s18041254
Liu M, Bing J, Xiao L, Yun K, Wan L. Development and Testing of an Integrated Rotating Dynamometer Based on Fiber Bragg Grating for Four-Component Cutting Force Measurement. Sensors. 2018; 18(4):1254. https://doi.org/10.3390/s18041254
Chicago/Turabian StyleLiu, Mingyao, Junjun Bing, Li Xiao, Kang Yun, and Liang Wan. 2018. "Development and Testing of an Integrated Rotating Dynamometer Based on Fiber Bragg Grating for Four-Component Cutting Force Measurement" Sensors 18, no. 4: 1254. https://doi.org/10.3390/s18041254
APA StyleLiu, M., Bing, J., Xiao, L., Yun, K., & Wan, L. (2018). Development and Testing of an Integrated Rotating Dynamometer Based on Fiber Bragg Grating for Four-Component Cutting Force Measurement. Sensors, 18(4), 1254. https://doi.org/10.3390/s18041254