Non-Destructive Detection of Wire Rope Discontinuities from Residual Magnetic Field Images Using the Hilbert-Huang Transform and Compressed Sensing

Abstract
:1. Introduction
2. RMF Detection
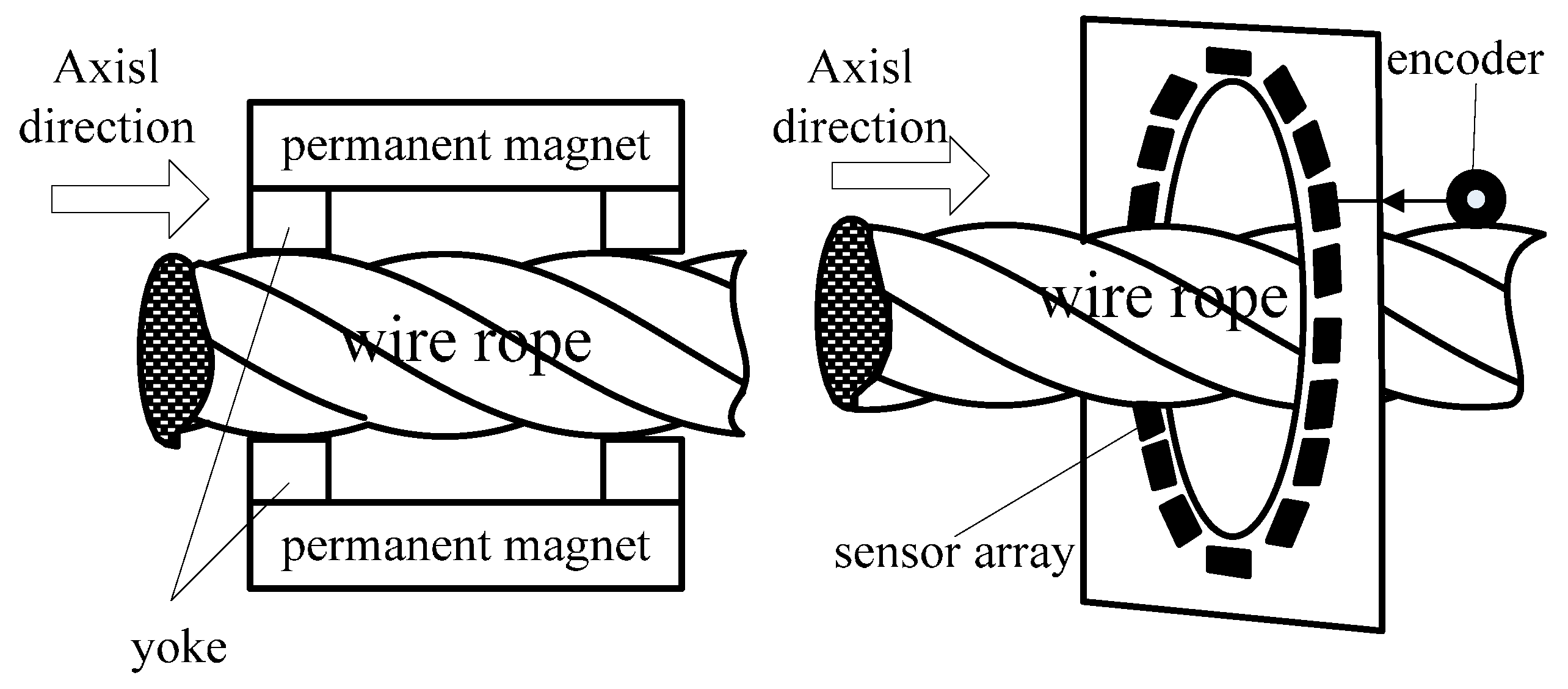
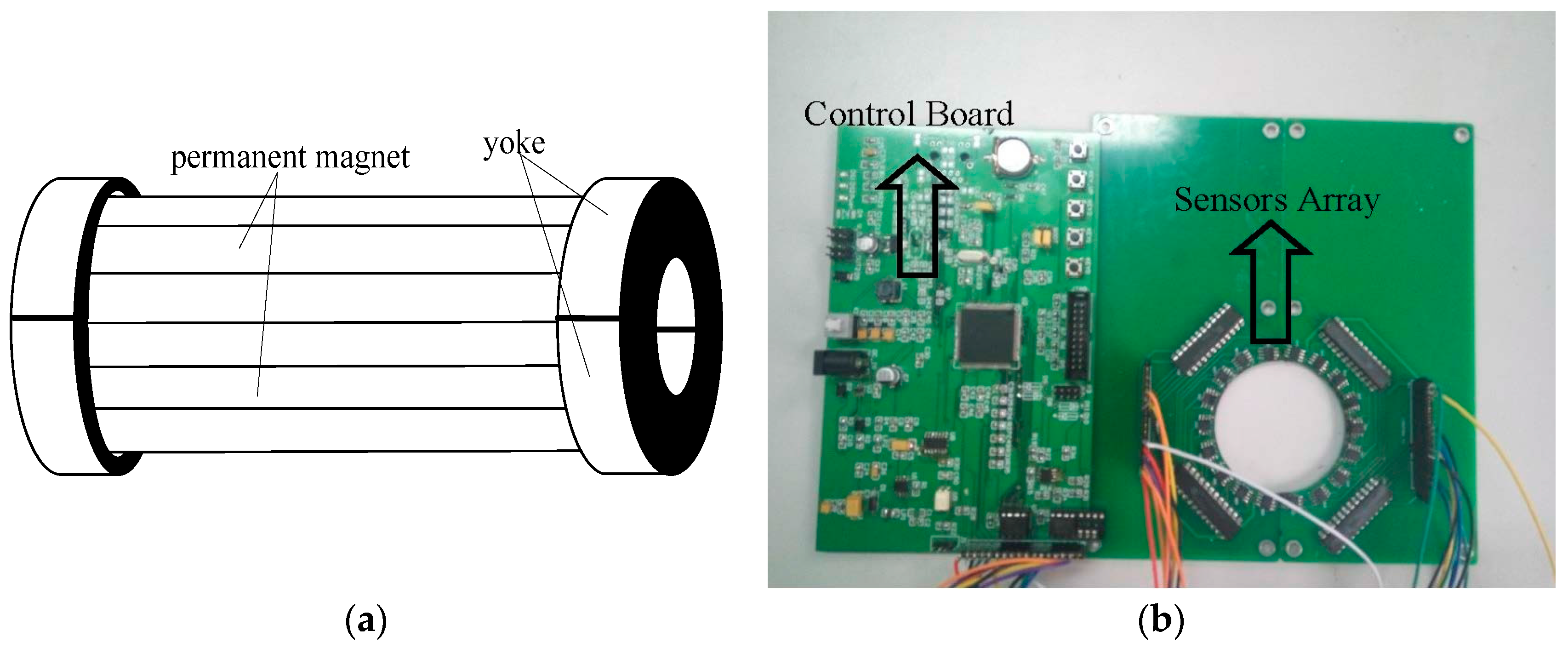
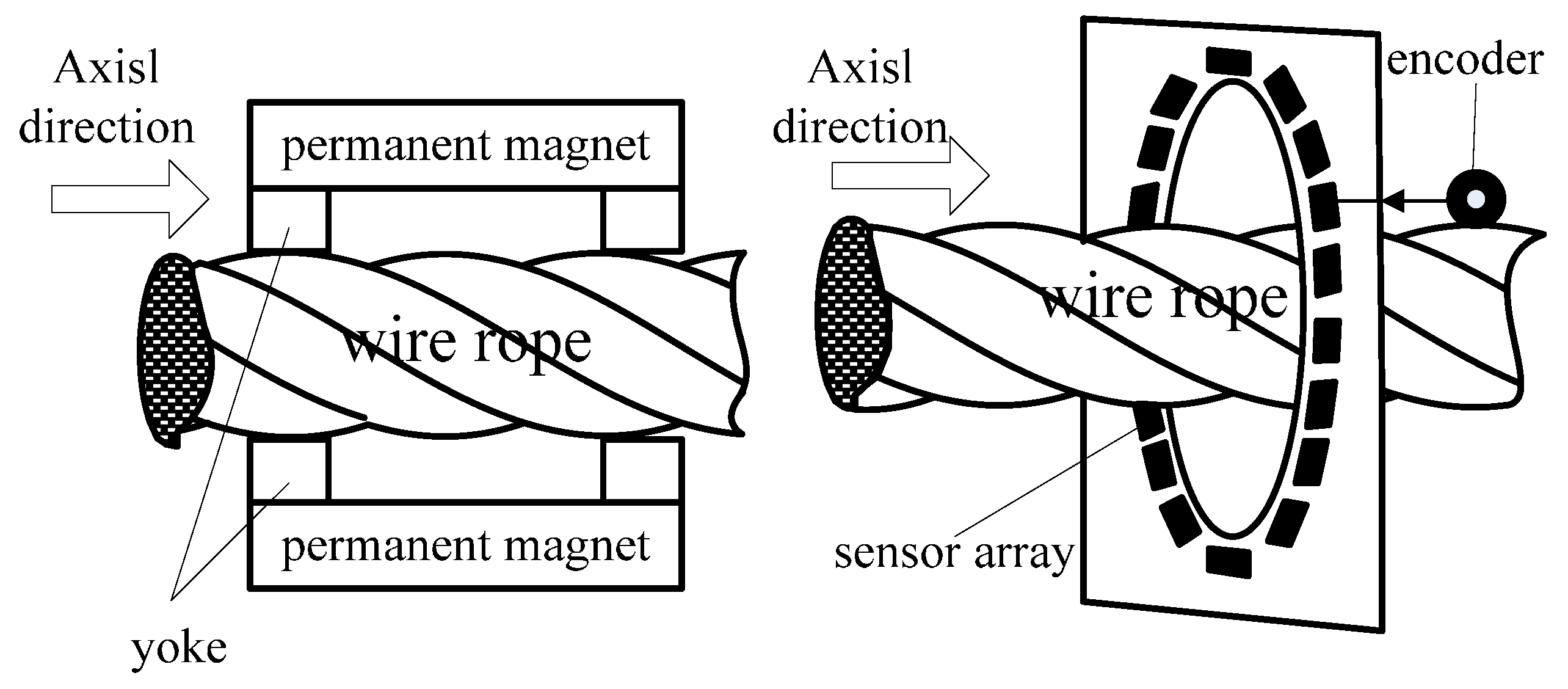
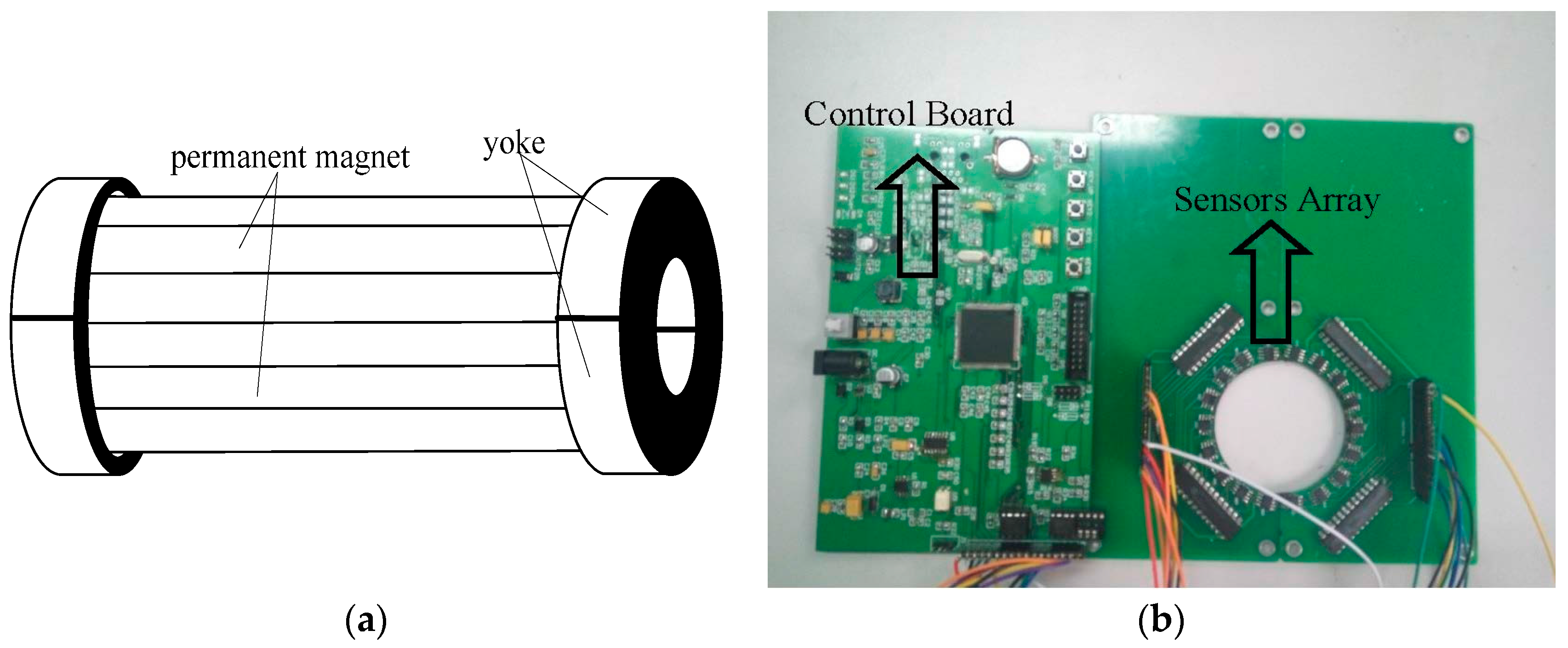
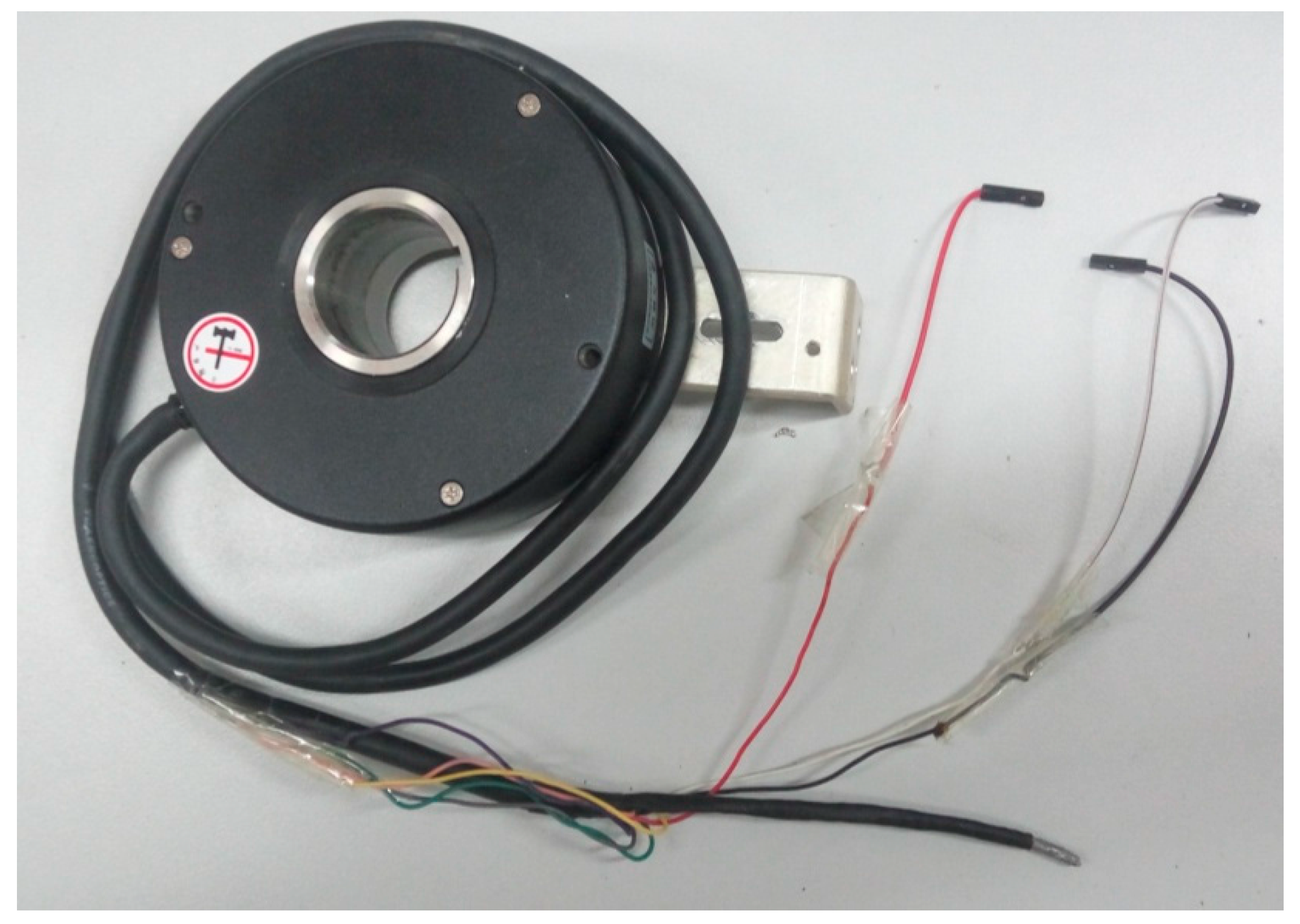
2.1. Platform Design
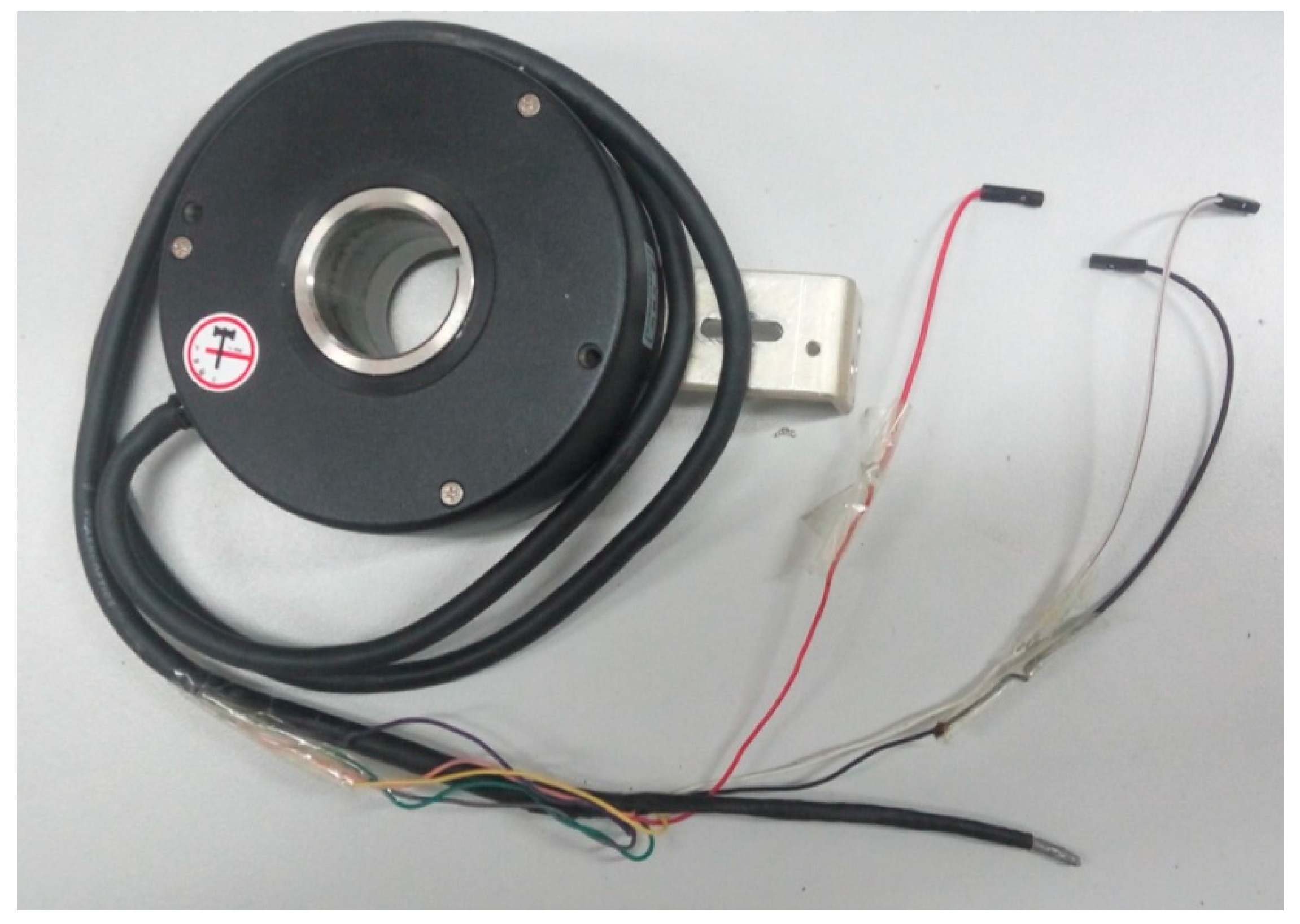
2.2. Data Acquisition
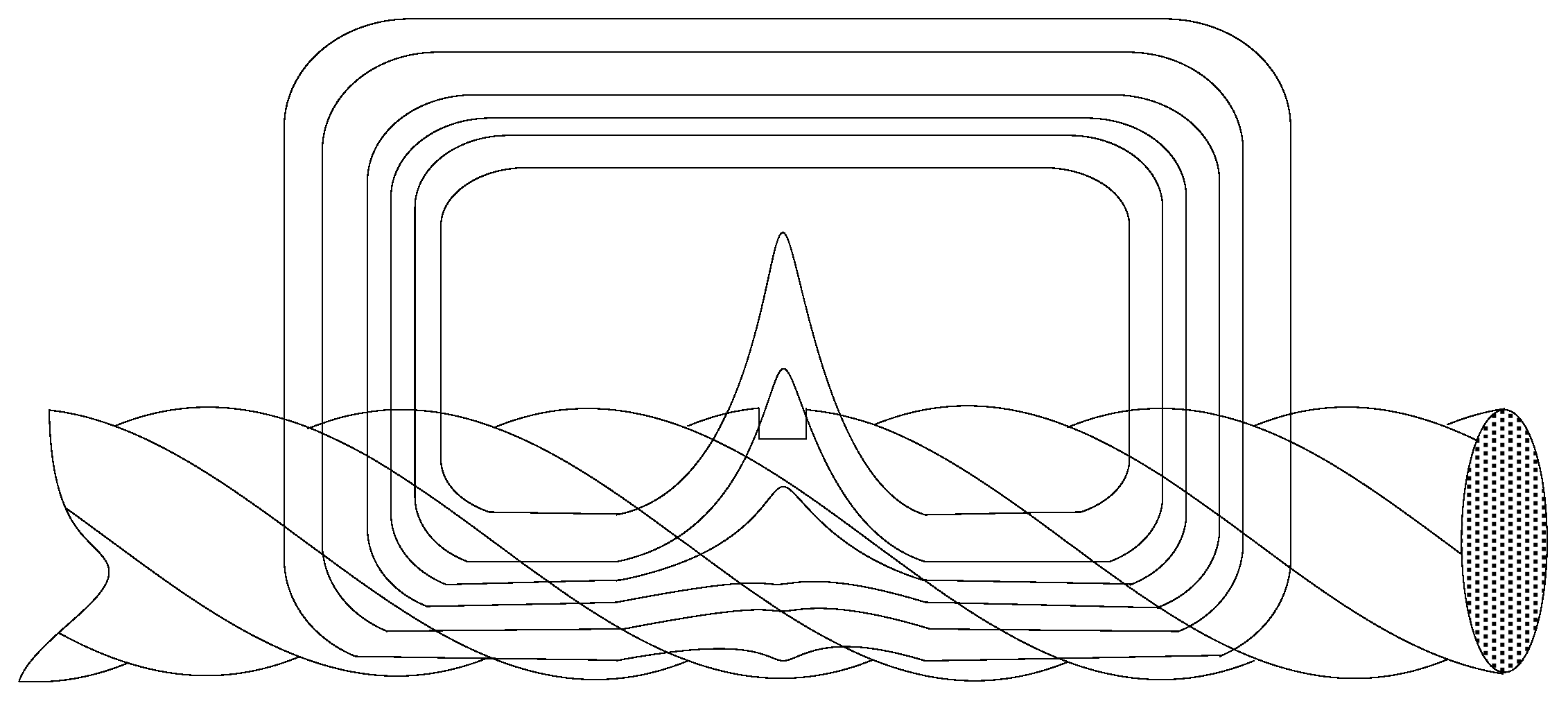
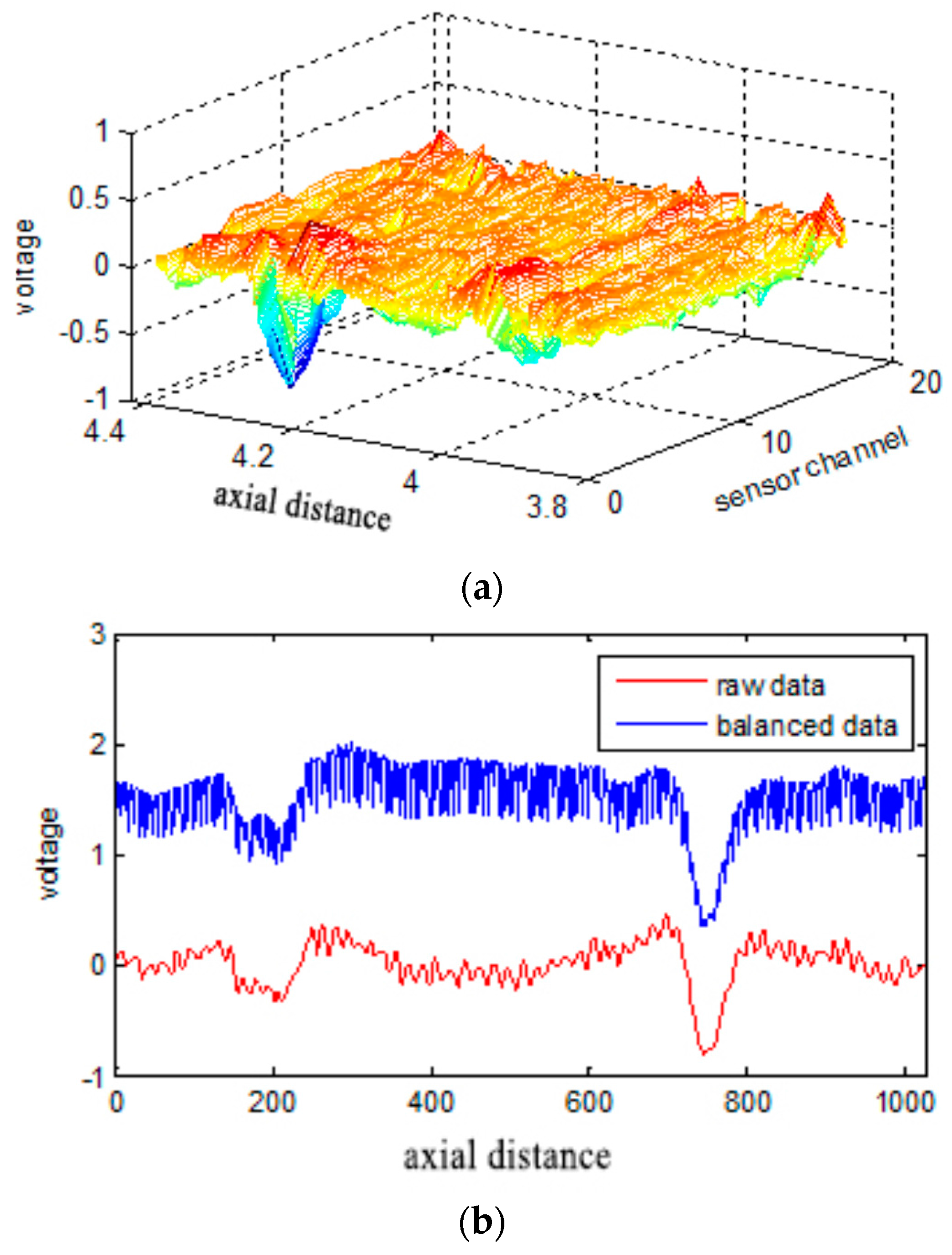
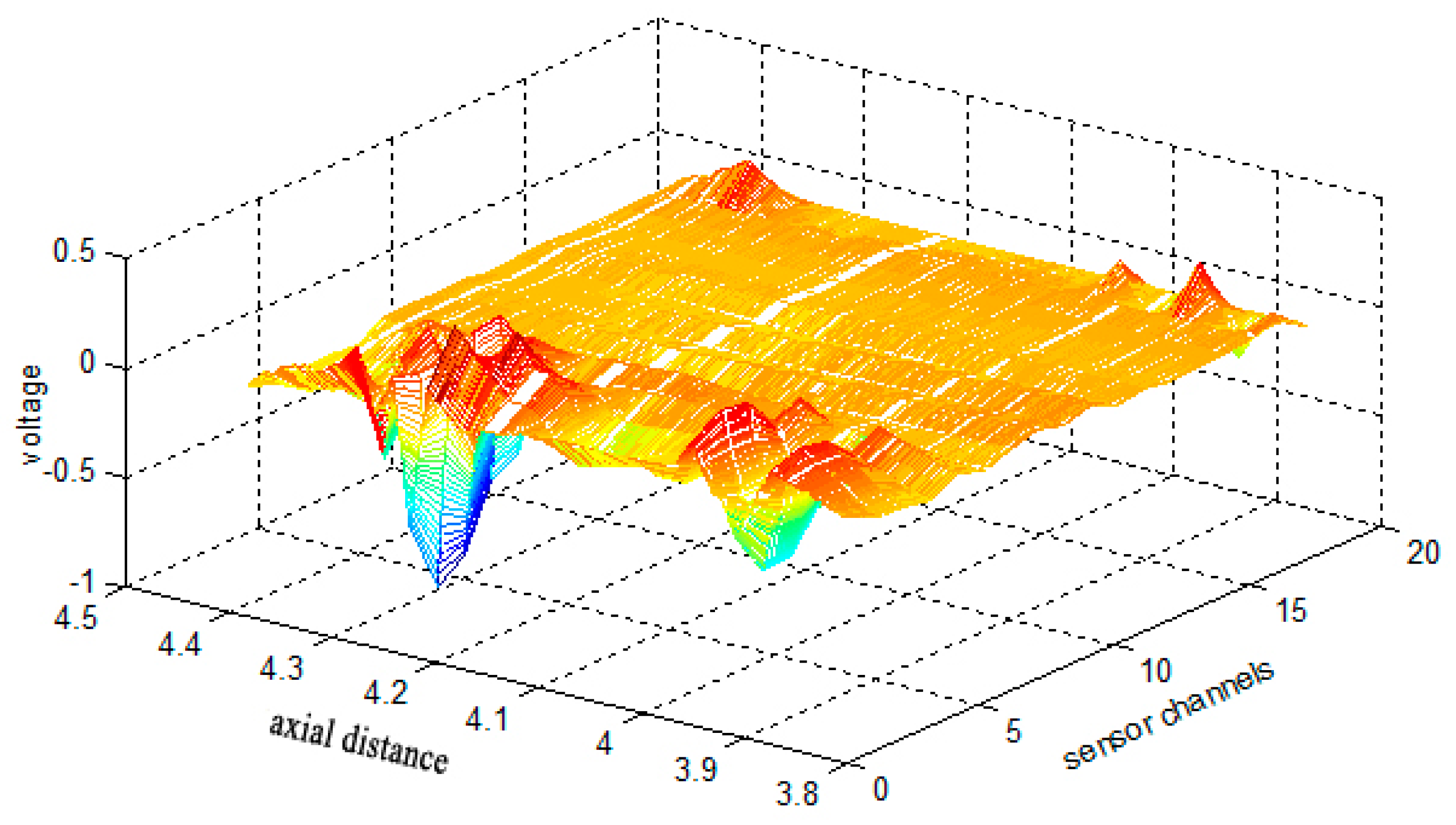
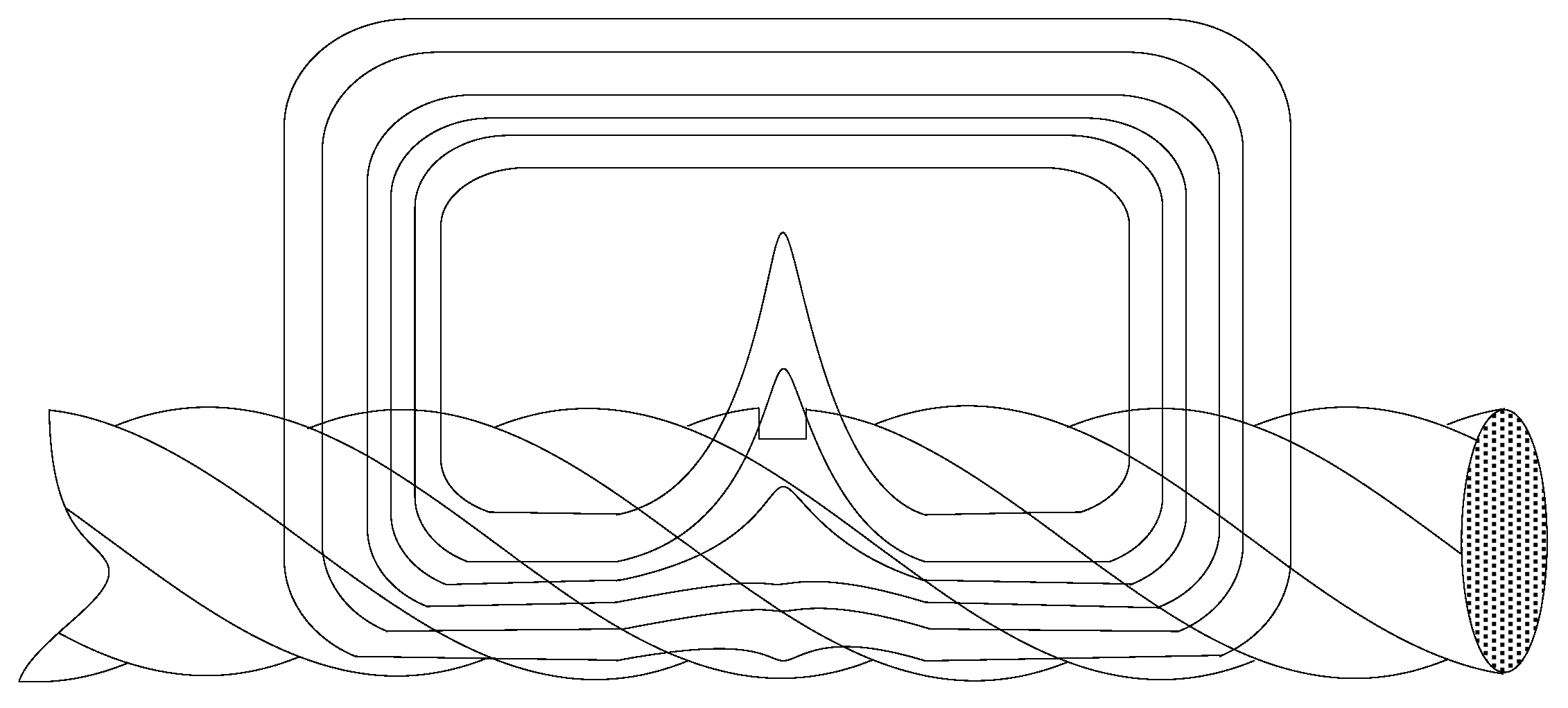
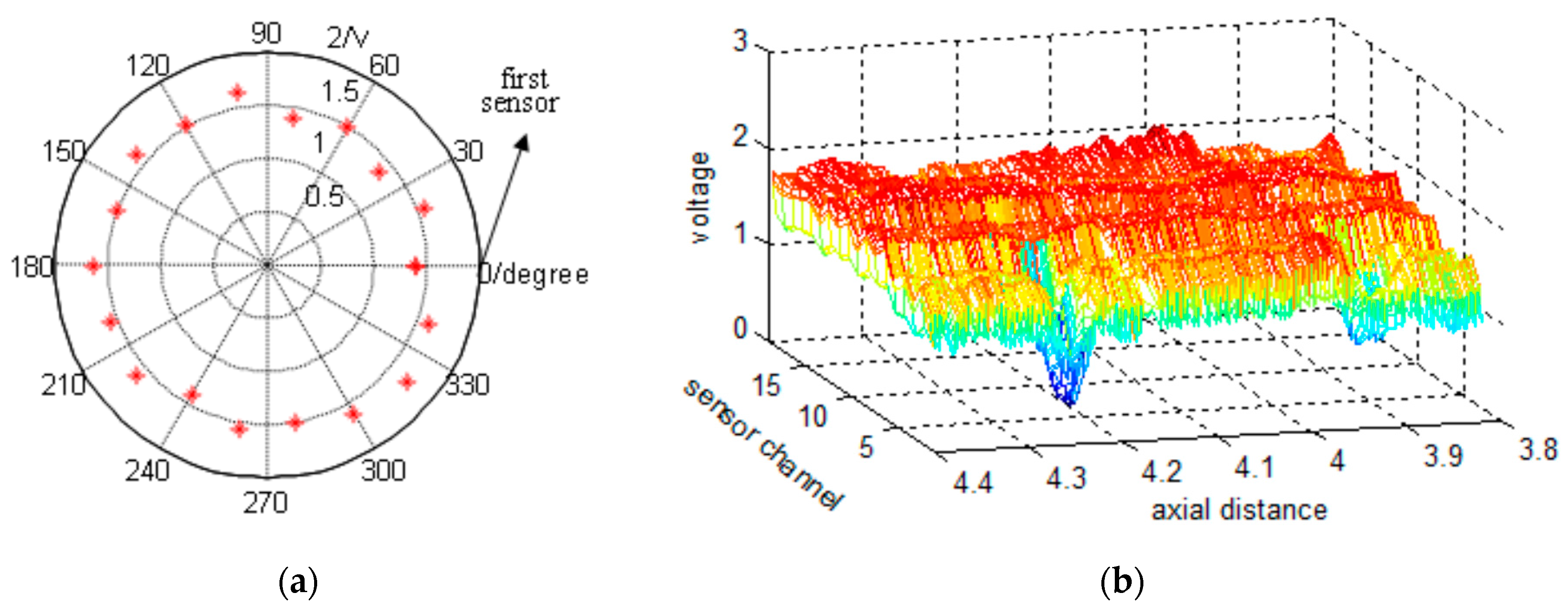
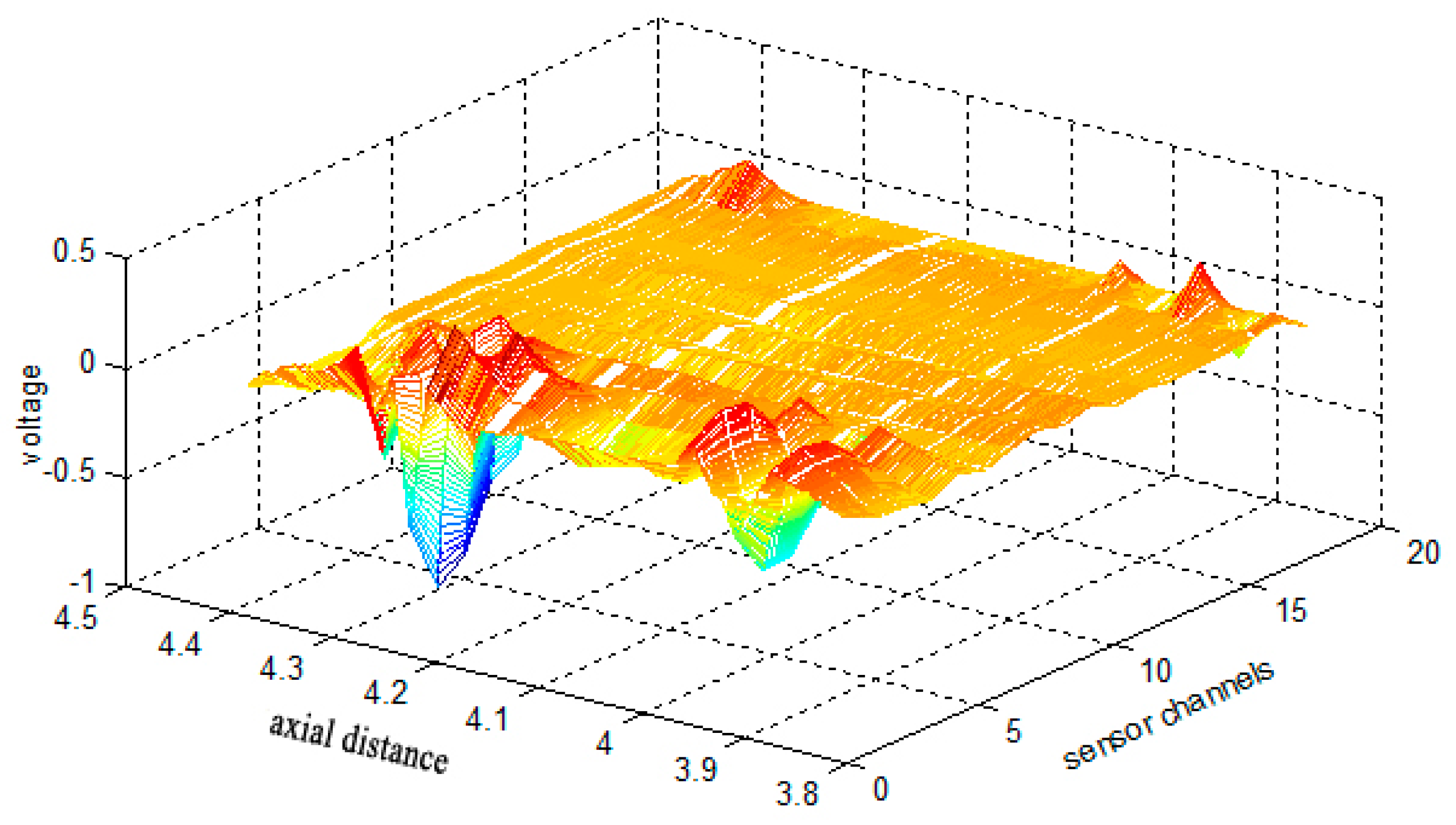
2.3. RMF Image
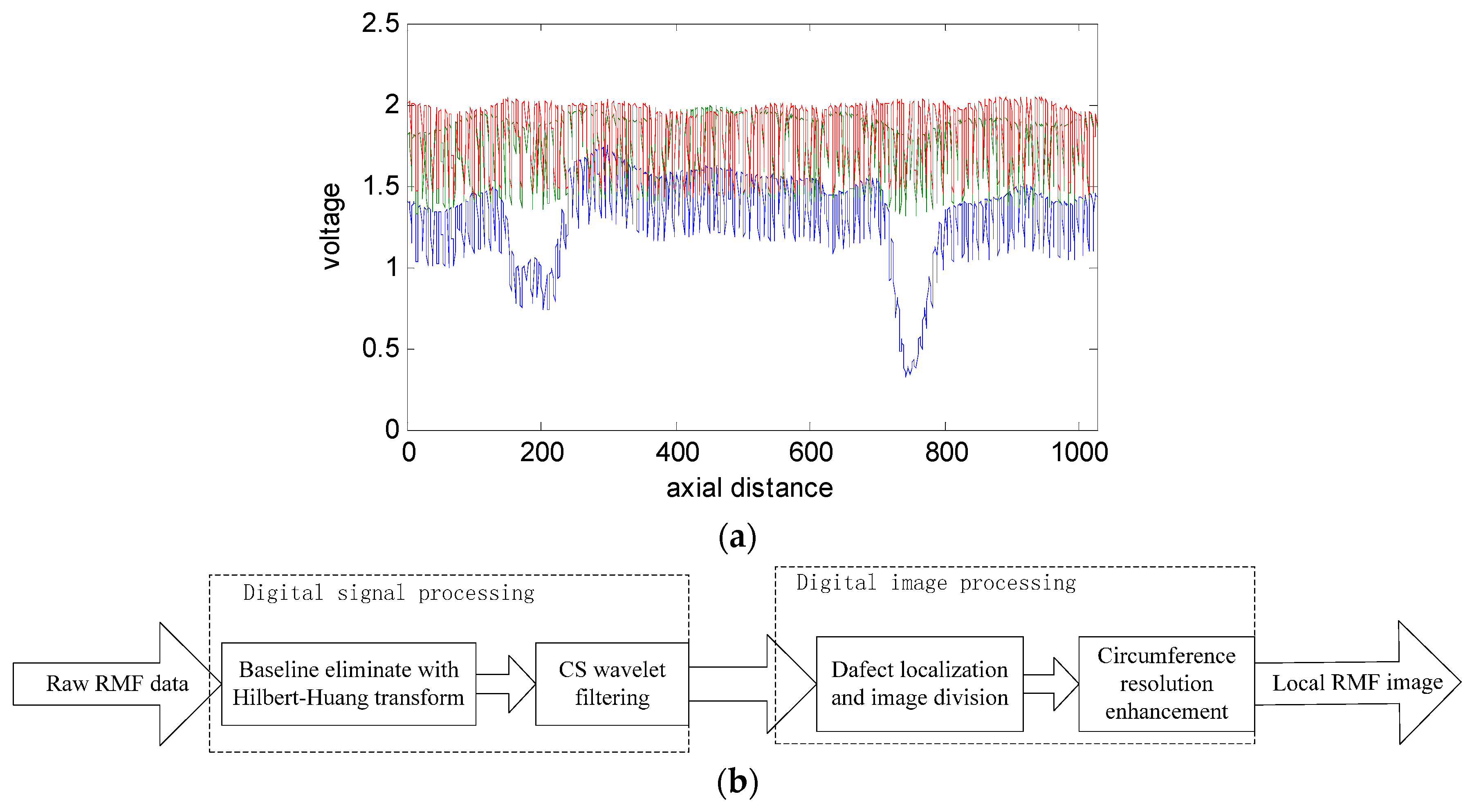
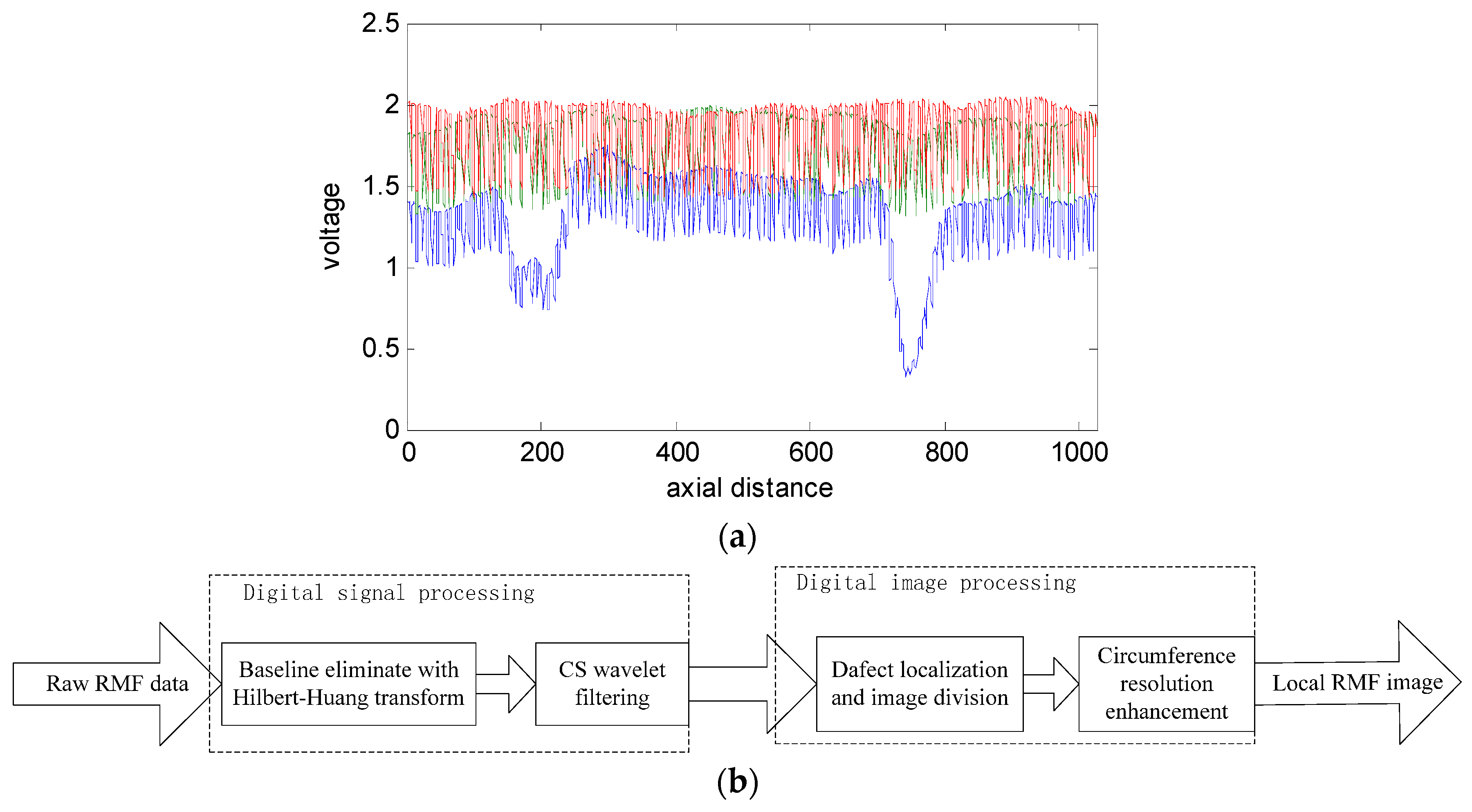
3. Signal Processing
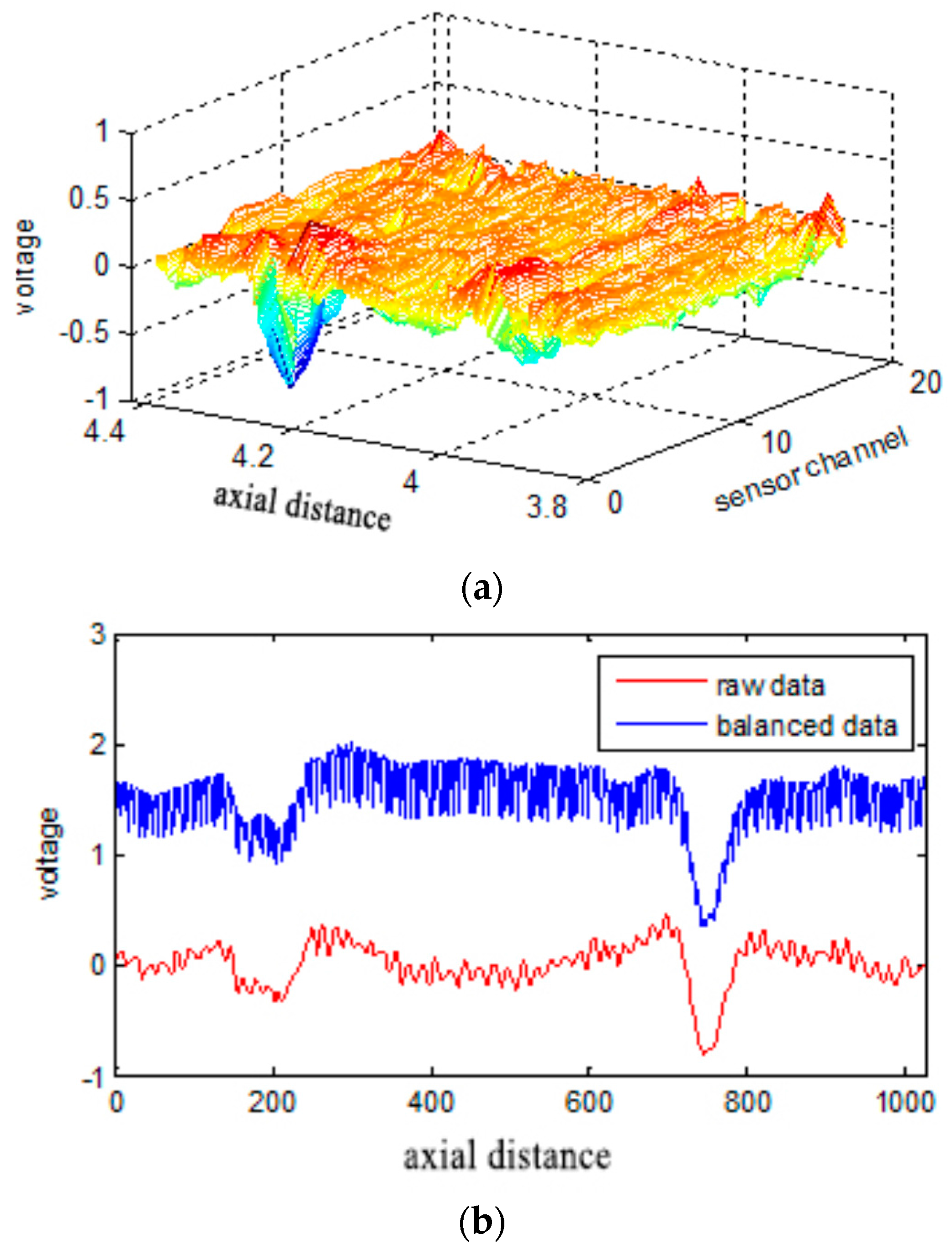
3.1. Reprocessing Theory
- The average number of maxima and minima of an IMF component must be equivalent to the number of 0 crossings, or they differ by 1 at most.
- The average of the maxima and minima, as defined by the envelope, should be 0 at any given moment.
- (1)
- First, extend the raw signal to obtain , and initialize the residual signal , IMFs set as .
- (2)
- Add Gaussian white noise to :
- (3)
- Implement EMD for to obtain IMF :
- (4)
- Repeat steps (2) and (3) k times, obtaining an IMF set , and calculate the average of the IMFs. Update as follows:
- (5)
- If i > n or cannot be further decomposed, the decomposition is complete. Otherwise, i = i + 1, and return to step (2).
3.2. Compressed Sensing Theory
3.3. Description of the De-Noising Algorithm
- i
- The EEMD described in Section 3.1 is applied to the raw data, and the reprocessing signal is obtained.
- ii
- Apply CSWF to the re-processed signal of the i-th channel:
- (1)
- The Mallat decomposition algorithm is applied, and the sparse expression of signal is obtained for each scale .
- (2)
- Randomly generate a Gaussian matrix and calculate the linear measure under the matrix : .
- (3)
- Implement the OMP algorithm and reconstruct the most-sparse wavelet coefficient . These procedures are as follows:
- Step One: initialize residue, , and index set, (empty set);
- For each iteration t from 1 to K (here, K = 8);
- Begin;
- Step Two: the inner product is calculated ;
- Then, the column whose inner product is the maximum in is obtained: ; The subscript is stored, and the most orthogonal column of Φ: , the selected column of , is set to 0;
- Step Three: The least-squares method is implemented;
- Step Four: Approximation is updated;
- The residue, , is updated;
- End.
- (4)
- Utilize the inverse wavelet transform for the approximate coefficients , and the RMF signal is then re-established.
- iii
- If the channel number i < 18, return to step iv or end the process.
4. RMF Image Processing
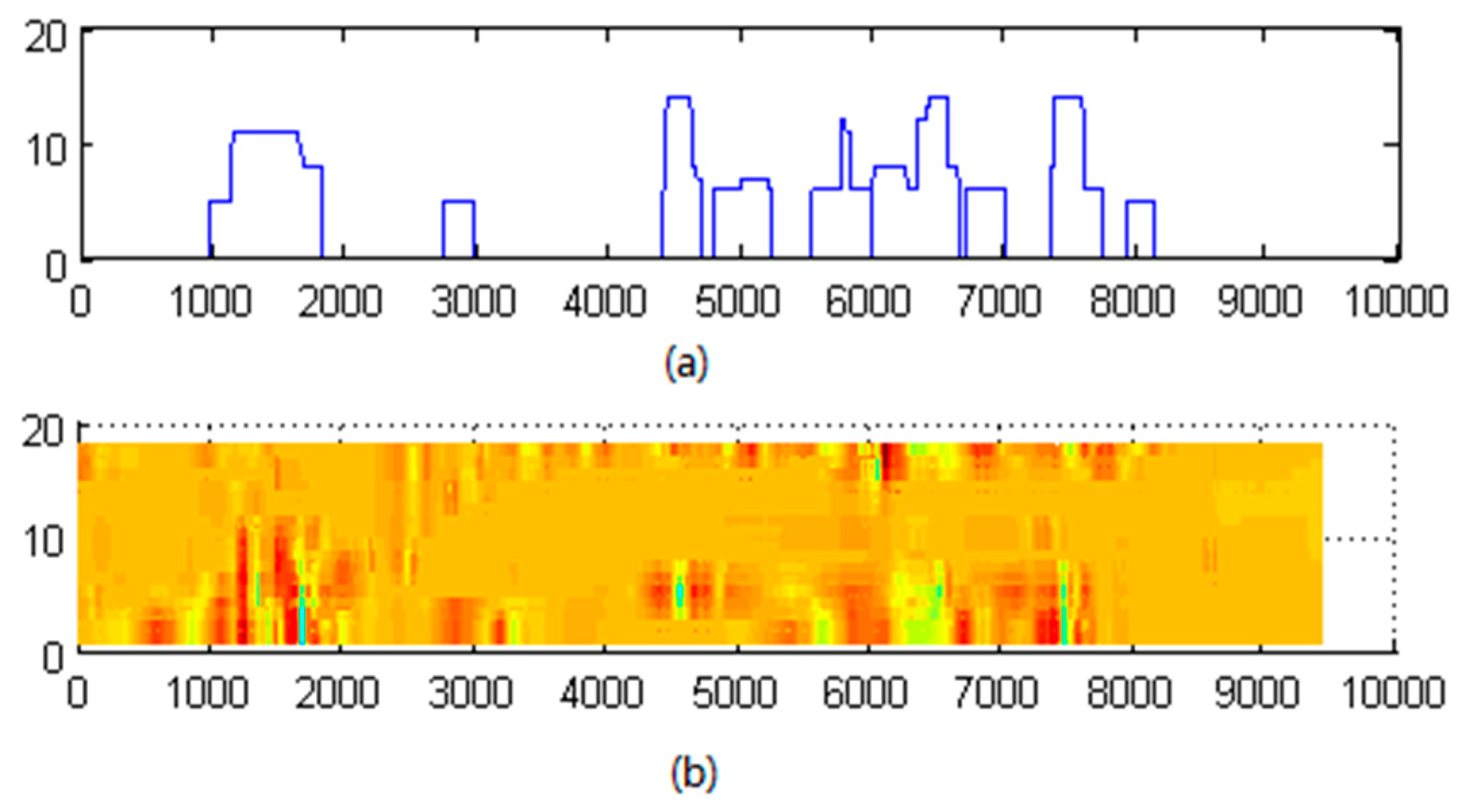
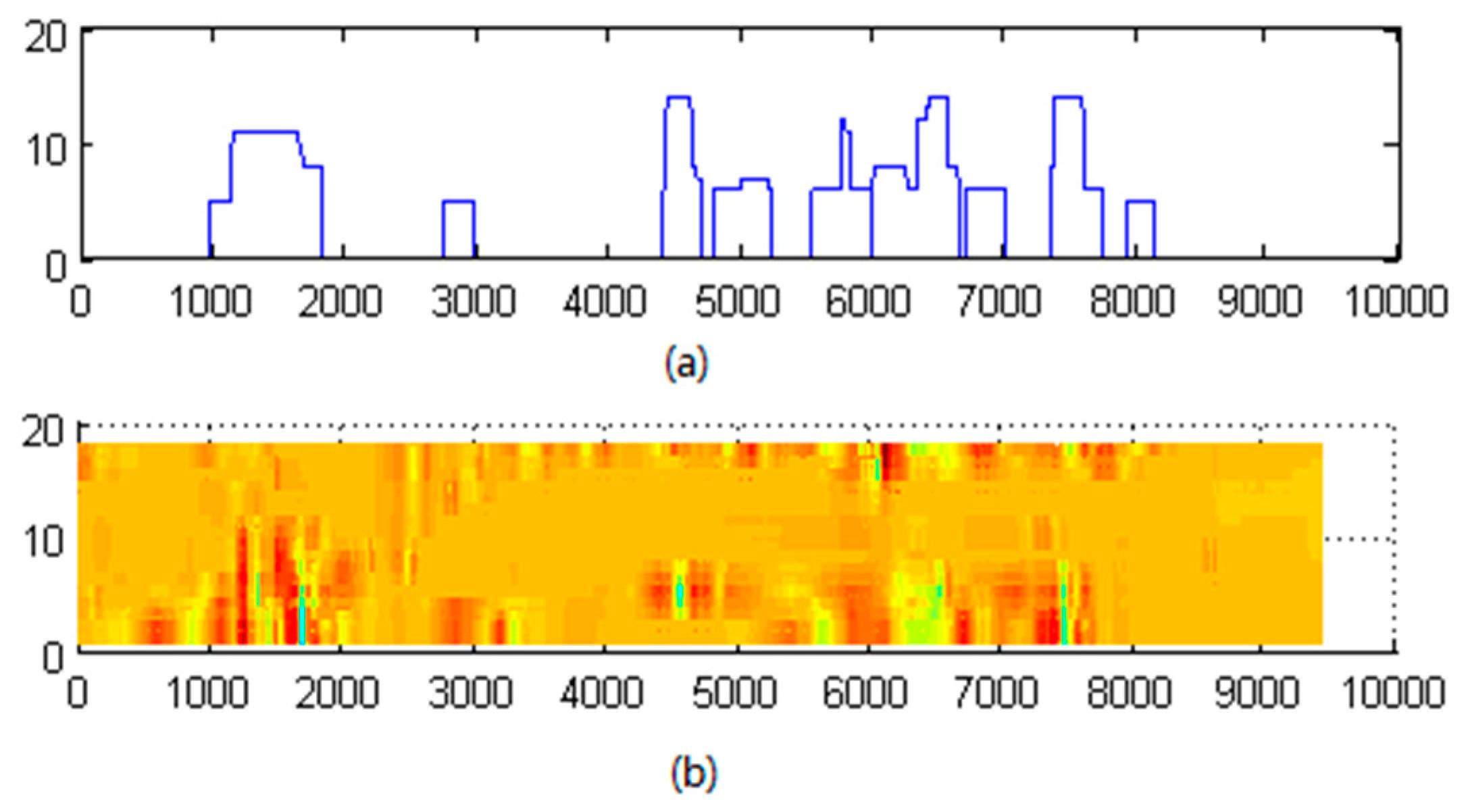
4.1. Morphological Processing and Defect Location Detection
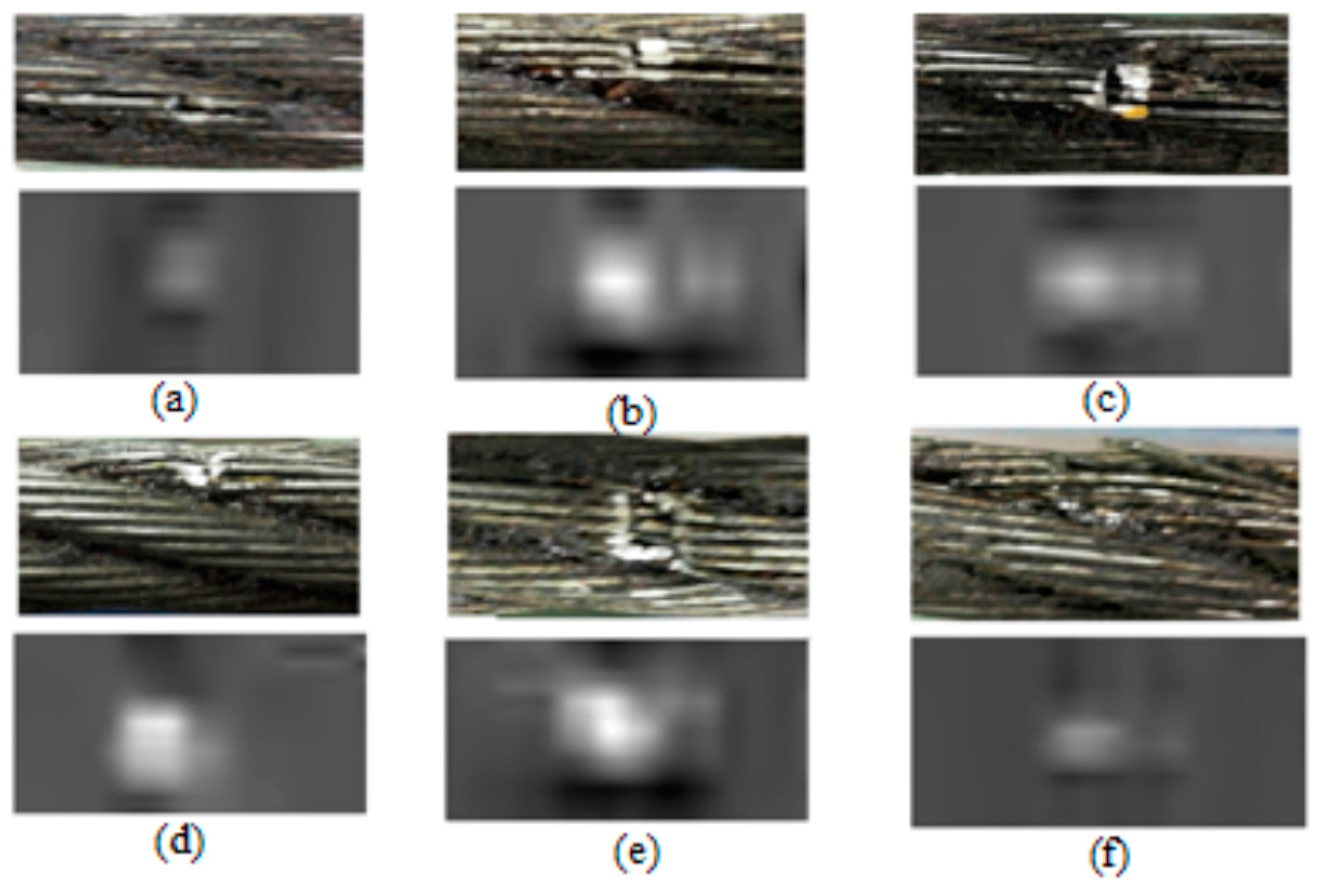
4.2. Normalization and Resolution Enhancement
- The position of the minimum of defect is obtained by searching the modulus maximum of a target region image in multiplied image. Then, the axial center is .
- In the target region, the defect image can be expressed as:where N is the number of channels.
- If , is given as follows:If , is given as follows:
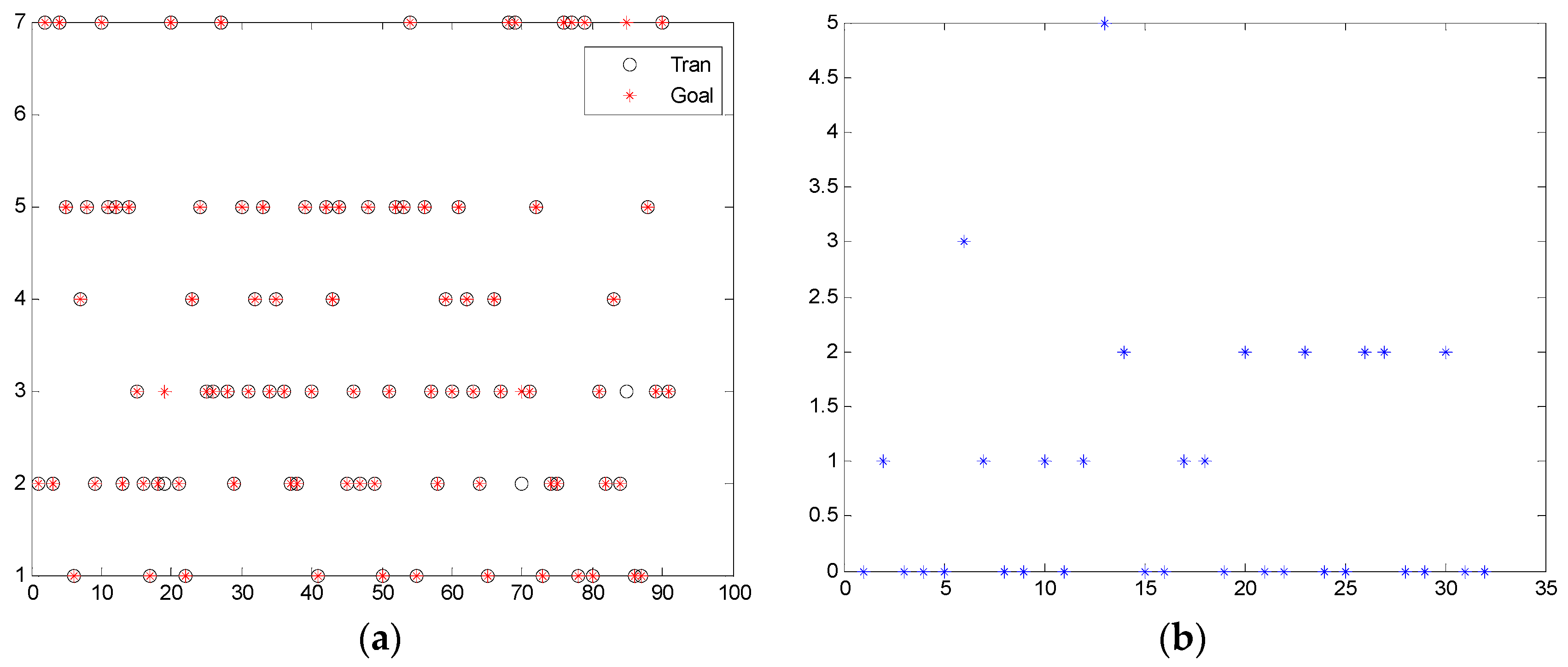
5. Detection of Broken Wires
5.1. Extracting Artificial Image Characteristics
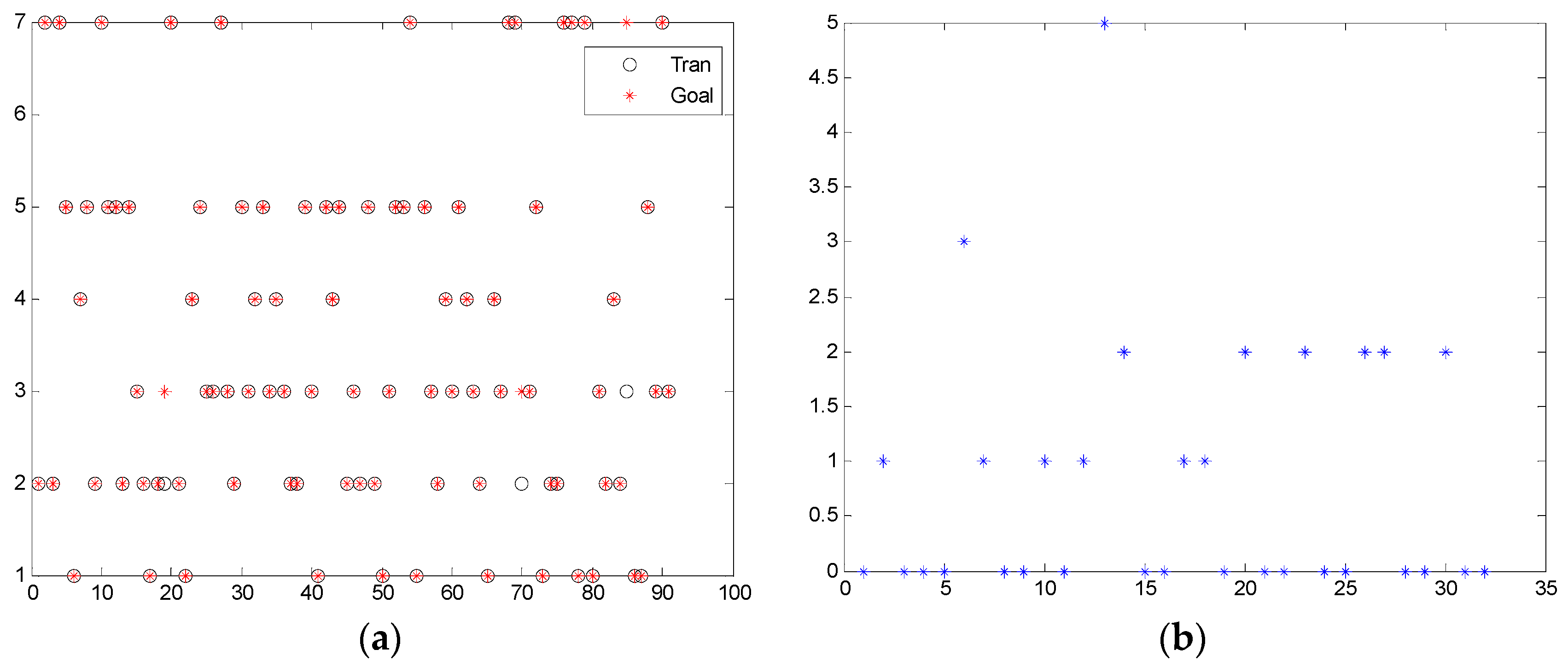
5.2. Quantitative Defect Detection
6. Results and Discussion
7. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Li, J.Y.; Tian, J.; Zhou, J.; Wang, H.; Meng, G.; Liu, T.Y.; Deng, T.; Tian, M. Literature review of research on the technology of wire rope nondestructive inspection in china and abroad. MATEC Web Conf. 2015, 22, 03025. [Google Scholar]
- Sukhorukov, V.V.; Slesarev, D.A.; Vorontsov, A.N. Electromagnetic inspection and diagnostics of steel ropes: Technology, effectiveness and problems. Mater. Eval. 2014, 72, 1019–1027. [Google Scholar]
- Treyssède, F.; Laguerre, L. Investigation of elastic modes propagating in multi-wire helical waveguides. J. Sound Vib. 2010, 329, 1702–1716. [Google Scholar] [CrossRef]
- Vanniamparambil, P.A.; Khan, F.; Hazeli, K.; Cuadra, J.; Schwartz, E.; Kontsos, A.; Bartoli, I. Novel optico-acoustic nondestructive testing for wire break detection in cables. Struct. Control Health Monit. 2013, 20, 1339–1350. [Google Scholar] [CrossRef]
- Raisutis, R.; Kazys, R.; Mazeika, L.; Samaitis, V.; Zukauskas, E. Propagation of ultrasonic guided waves in composite multi-wire ropes. Materials 2016, 9, 451. [Google Scholar] [CrossRef]
- Tse, P.W.; Rostami, J. Advanced signal processing methods applied to guided waves for wire rope defect detection. AIP Conf. Proc. 2016, 1706, 030006. [Google Scholar]
- Xu, J.; Wu, X.; Sun, P. Detecting broken-wire flaws at multiple locations in the same wire of prestressing strands using guided waves. Ultrasonics 2013, 53, 150–156. [Google Scholar] [CrossRef] [PubMed]
- Peng, P.-C.; Wang, C.-Y. Use of gamma rays in the inspection of steel wire ropes in suspension bridges. NDT E Int. 2015, 75, 80–86. [Google Scholar] [CrossRef]
- Cao, Q.; Liu, D.; Zhou, J.; Zhou, J. Non-destructive and quantitative detection method for broken wire rope. Chin. J. Sci. Instrum. 2011, 32, 787–794. [Google Scholar]
- Jomdecha, C.; Prateepasen, A. Design of modified electromagnetic main-flux for steel wire rope inspection. NDT E Int. 2009, 42, 77–83. [Google Scholar] [CrossRef]
- Sharatchandra Singh, W.; Rao, B.P.C.; Mukhopadhyay, C.K.; Jayakumar, T. GMR-based magnetic flux leakage technique for condition monitoring of steel track rope. Insight Non-Destr. Test. Cond. Monit. 2011, 53, 377–381. [Google Scholar] [CrossRef]
- Wang, H.-Y.; Xu, Z.; Hua, G.; Tian, J.; Zhou, B.-B.; Lu, Y.-H.; Chen, F.-J. Key technique of a detection sensor for coal mine wire ropes. Min. Sci. Technol. 2009, 19, 170–175. [Google Scholar] [CrossRef]
- Li, W.; Feng, W.; Li, Z.; Yan, C. Dimension design of excitation structure for wire rope nondestructive testing. J. Tongji Univ. 2012, 40, 1888–1893. [Google Scholar]
- Wang, H.-Y.; Tian, J. Method of magnetic collect detection for coal mine wire rope base on finite element analysis. J. China Coal Soc. 2013, 38, 256–260. [Google Scholar]
- Park, S.; Kim, J.-W.; Lee, C.; Lee, J.-J. Magnetic flux leakage sensing-based steel cable nde technique. Shock Vib. 2014, 2014, 1–8. [Google Scholar] [CrossRef]
- Sun, Y.; Liu, S.; Li, R.; Ye, Z.; Kang, Y.; Chen, S. A new magnetic flux leakage sensor based on open magnetizing method and its on-line automated structural health monitoring methodology. Struct. Health Monit. 2015, 14, 583–603. [Google Scholar] [CrossRef]
- Fedorko, G.; Molnár, V.; Ferková, Ž.; Peterka, P.; Krešák, J.; Tomašková, M. Possibilities of failure analysis for steel cord conveyor belts using knowledge obtained from non-destructive testing of steel ropes. Eng. Fail. Anal. 2016, 67, 33–45. [Google Scholar] [CrossRef]
- Xu, F.; Wang, X.; Wu, H. Inspection method of cable-stayed bridge using magnetic flux leakage detection: Principle, sensor design, and signal processing. J. Mech. Sci. Technol. 2012, 26, 661–669. [Google Scholar] [CrossRef]
- Cao, Y.-N.; Zhang, D.-L.; Xu, D.-G. Study on algorithms of wire rope localized flaw quantitative analysis based on three-dimensional magnetic flux leakage. Acta Electron. Sin. 2007, 35, 1170–1173. [Google Scholar]
- Zhang, D.L.; Zhao, M.; Zhou, Z.H. Quantitative inspection of wire rope discontinuities using magnetic flux leakage imaging. Mater. Eval. 2012, 70, 872–878. [Google Scholar]
- Zhang, D.; Zhao, M.; Zhou, Z.; Pan, S. Characterization of wire rope defects with gray level co-occurrence matrix of magnetic flux leakage images. J. Nondestruct. Eval. 2013, 32, 37–43. [Google Scholar] [CrossRef]
- Zhang, J.; Tan, X. Quantitative inspection of remanence of broken wire rope based on compressed sensing. Sensors 2016, 16, 1366. [Google Scholar] [CrossRef] [PubMed]
- Wu, B.; Wang, Y.J.; Liu, X.C.; He, C.F. A novel tmr-based mfl sensor for steel wire rope inspection using the orthogonal test method. Smart Mater. Struct. 2015, 24, 075007. [Google Scholar] [CrossRef]
- Tian, J.; Wang, H.; Zhou, J.; Meng, G. Study of pre-processing model of coal-mine hoist wire-rope fatigue damage signal. Int. J. Min. Sci. Technol. 2015, 25, 1017–1021. [Google Scholar] [CrossRef]
- Huang, H.H.; Yao, J.Y.; Li, Z.W.; Liu, Z.F. Residual magnetic field variation induced by applied magnetic field and cyclic tensile stress. NDT E Int. 2014, 63, 38–42. [Google Scholar] [CrossRef]
- Huang, N.E.; Shen, Z.; Long, S.R.; Wu, M.C.; Shih, H.H.; Zheng, Q.; Yen, N.C.; Chi, C.T.; Liu, H.H.; Huang, N.E.; et al. The empirical mode decomposition and the hilbert spectrum for nonlinear and non-stationary time series analysis. Proc. R. Soc. A Math. Phys. Eng. Sci. 1998, 454, 903–995. [Google Scholar] [CrossRef]
- Wu, Z.; Huang, N.E. Ensemble empirical mode decomposition: A noise-assisted data analysis method. Adv. Adapt. Data Anal. 2011, 1, 1–41. [Google Scholar] [CrossRef]
- Siracusano, G.; Lamonaca, F.; Tomasello, R.; Garesci, F.; La Corte, A.; Carni, D.L.; Carpentieri, M.; Grimaldi, D.; Finocchio, G. A framework for the damage evaluation of acoustic emission signals through hilbert-huang transform. Mech. Syst. Signal Process. 2016, 75, 109–122. [Google Scholar] [CrossRef]
- Li, K.Z.; Cong, S. State of the art and prospects of structured sensing matrices in compressed sensing. Front. Comput. Sci. 2015, 9, 665–677. [Google Scholar] [CrossRef]
- Chen, S.; Donoho, D. Basis pursuit. In Procedings of the 28th Asilomar Conference on Singals, Systems and Computers, Pacific Grove, CA, USA, 31 October–2 Novemer 1994; Volume 1, pp. 41–44.
- Candès; Emmanuel, J. The restricted isometry property and its implications for compressed sensing. Comptes Rendus Math. 2008, 346, 589–592. [Google Scholar]
- Gonzalez, R.C.; Woods, R.E.; Eddins, S.L. Digital Image Processing Using Matlab; Pearson/Prentice Hall: Boston, MA, USA, 2007; pp. 197–199. [Google Scholar]
- Zheng, X.F.; Tang, B.; Gao, Z.; Liu, E.P.; Luo, W. Study on image retrieval based on image texture and color statistical projection. Neurocomputing 2016, 215, 217–224. [Google Scholar] [CrossRef]
- Zeng, J.L.; Zou, Y.R.; Du, D.; Chang, B.H.; Pan, J.L. Research on visual weld trace detection method based on invariant moment features. In Robotic Welding, Intelligence and Automation, Rwia’2014; Tarn, T.J., Chen, S.B., Chen, X.Q., Eds.; Springer: Berlin, Geramny, 2015; Volume 363, pp. 239–248. [Google Scholar]
- Wang, W.Y.; Guo, G.L.; Jiang, B.; Wang, L. Discovering wdms with automatic classification system based on rbf neural network. Spectrosc. Spectr. Anal. 2016, 36, 3360–3363. [Google Scholar]
- Bartlett, P.L. The sample complexity of pattern classification with neural networks: The size of the weights is more important than the size of the network. IEEE Trans. Inf. Theory 1998, 44, 525–536. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of Broken Wires | 1 | 2 | 3 | 4 | 5 | 7 |
|---|---|---|---|---|---|---|
| 102 | 254 | 231 | 164 | 251 | 174 | |
| 17.3 | 4.12 | 20 | 19.4 | 15.4 | 28.57 | |
| 4.60 × 10−3 | 2.61 × 10−4 | 6.11 × 10−3 | 5.73 × 10−3 | 3.61 × 10−3 | 1.24 × 10−2 | |
| −0.076 | −0.009 | −0.35 | −0.112 | −0.267 | −0.549 | |
| 0.023 | 0.947 | 0.071 | 0.02 | 0.758 | 0.068 | |
| 5.91 | 0.33 | 4.99 | 6.1 | 1.35 | 5.65 | |
| M1 | 1.71 × 10−3 | 5.66 × 10−4 | 7.33 × 10−4 | 1.04 × 10−3 | 6.48 × 10−4 | 1.01 × 10−3 |
| M2 | 7.42 × 10−9 | 1.89 × 10−11 | 8.08 × 10−11 | 1.72 × 10−10 | 5.39 × 10−12 | 3.18 × 10−10 |
| M3 | 1.82 × 10−12 | 6.70 × 10−15 | 1.04 × 10−13 | 6.27 × 10−13 | 5.68 × 10−16 | 4.22 × 10−15 |
| M4 | 2.62 × 10−12 | 8.36 × 10−15 | 6.85 × 10−14 | 1.08 × 10−12 | 5.37 × 10−15 | 1.50 × 10−13 |
| M5 | 4.79 × 10−24 | 2.60 × 10−29 | −5.03 × 10−27 | 8.05 × 10−25 | 9.31 × 10−3° | 3.09 × 10−27 |
| M6 | 1.95 × 10−15 | −1.14 × 10−18 | −2.39 × 10−17 | 4.37 × 10−17 | 1.49 × 10−18 | 4.55 × 10−17 |
| M7 | −3.11 × 10−24 | 5.68 × 10−29 | 2.84 × 10−27 | 3.69 × 10−25 | −9.77 × 10−31 | −2.19 × 10−27 |
| Spread | Maximum Error | Average Broken Wires Error | Training Accuracy | Recognition |
|---|---|---|---|---|
| 0.05 | 5 | 1.25 | 1 | 78.13% |
| 0.10 | 5 | 1.0313 | 96.70% | 84.38% |
| 0.12 | 5 | 0.7813 | 95.60% | 93.75% |
| 0.15 | 5 | 1 | 86.81% | 87.50% |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Tan, X.; Zheng, P. Non-Destructive Detection of Wire Rope Discontinuities from Residual Magnetic Field Images Using the Hilbert-Huang Transform and Compressed Sensing. Sensors 2017, 17, 608. https://doi.org/10.3390/s17030608
Zhang J, Tan X, Zheng P. Non-Destructive Detection of Wire Rope Discontinuities from Residual Magnetic Field Images Using the Hilbert-Huang Transform and Compressed Sensing. Sensors. 2017; 17(3):608. https://doi.org/10.3390/s17030608
Chicago/Turabian StyleZhang, Juwei, Xiaojiang Tan, and Pengbo Zheng. 2017. "Non-Destructive Detection of Wire Rope Discontinuities from Residual Magnetic Field Images Using the Hilbert-Huang Transform and Compressed Sensing" Sensors 17, no. 3: 608. https://doi.org/10.3390/s17030608
APA StyleZhang, J., Tan, X., & Zheng, P. (2017). Non-Destructive Detection of Wire Rope Discontinuities from Residual Magnetic Field Images Using the Hilbert-Huang Transform and Compressed Sensing. Sensors, 17(3), 608. https://doi.org/10.3390/s17030608