
3D Printed Dry EEG Electrodes


Abstract
:1. Introduction
2. Electrode Materials and Chemistry
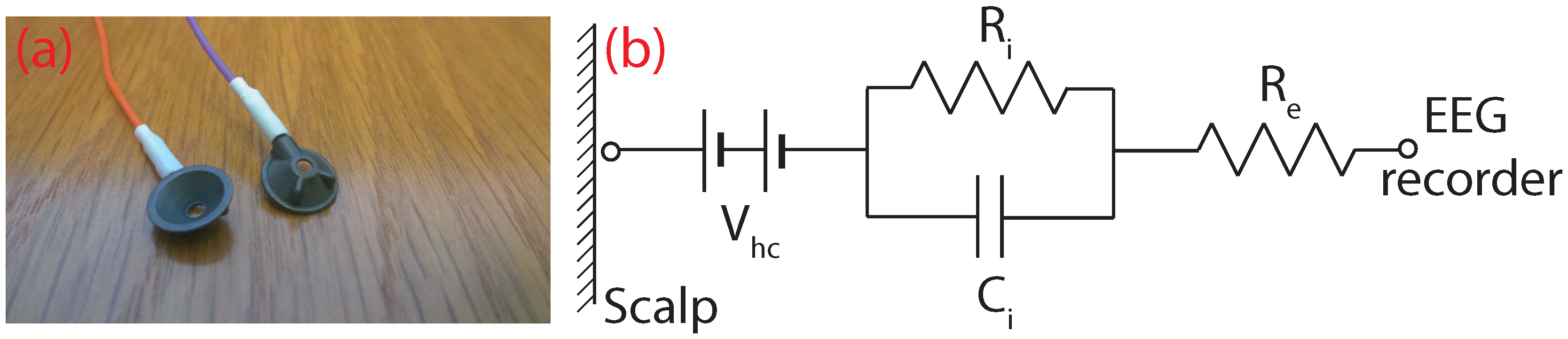
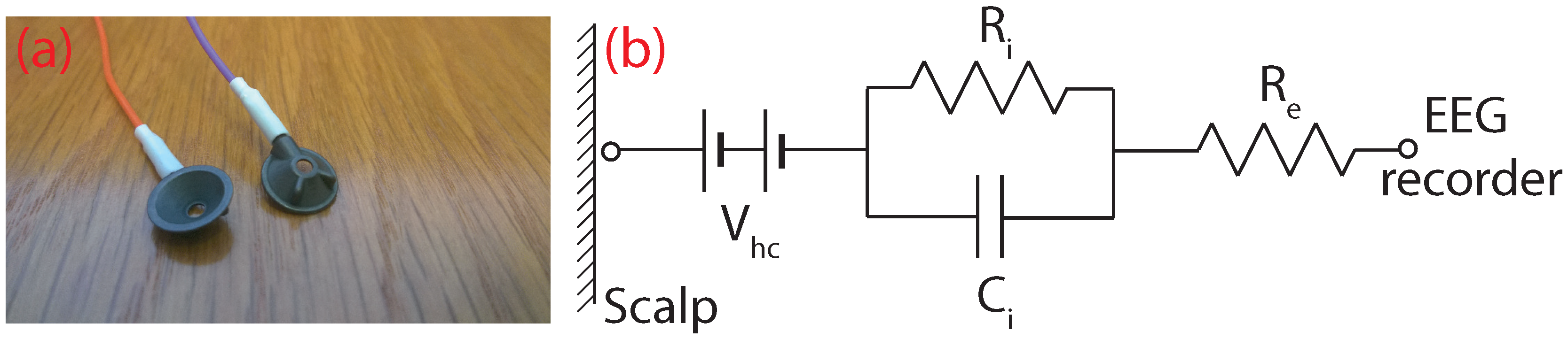
2.1. Wet Electrodes
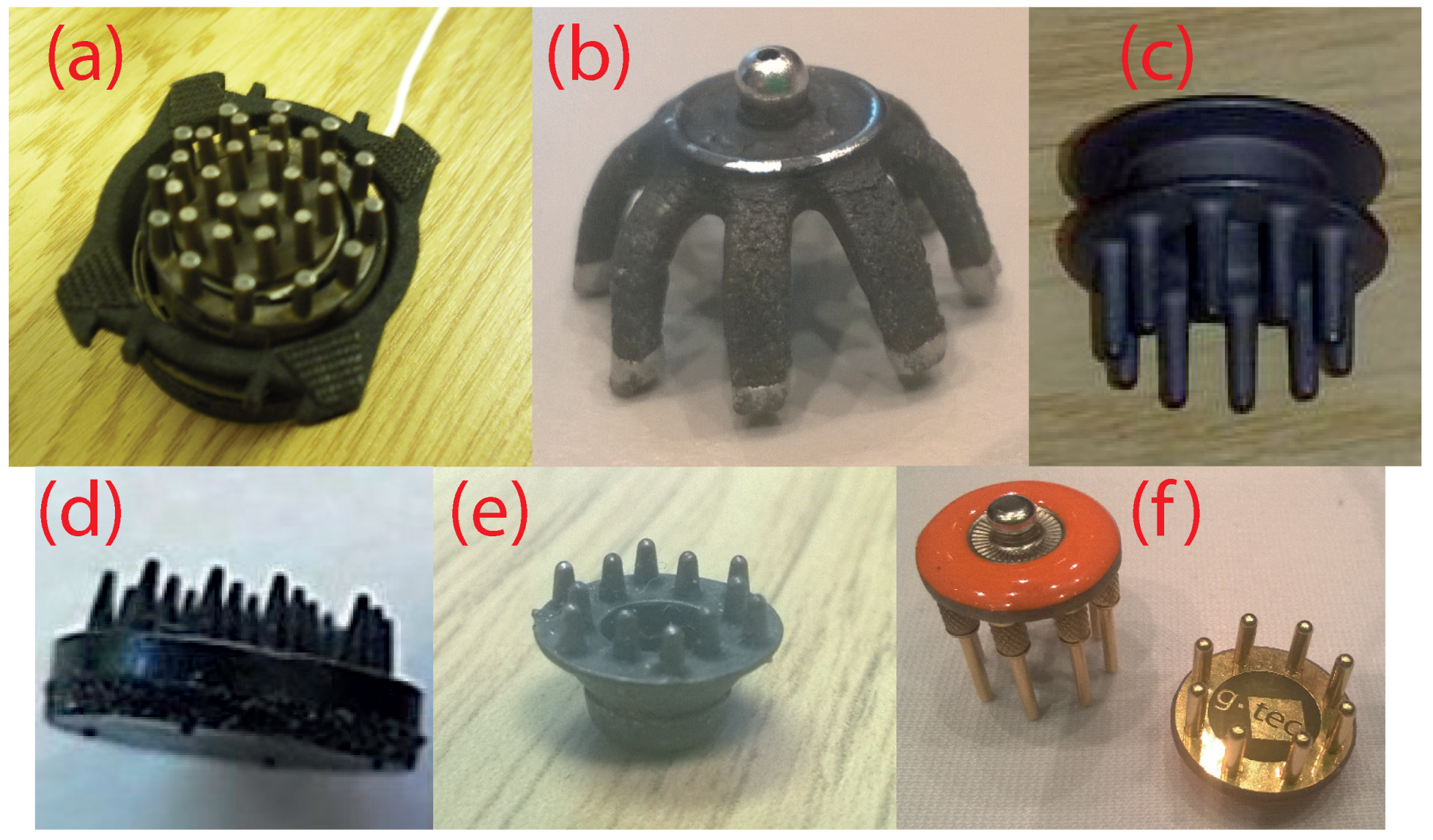
2.2. Dry Electrodes
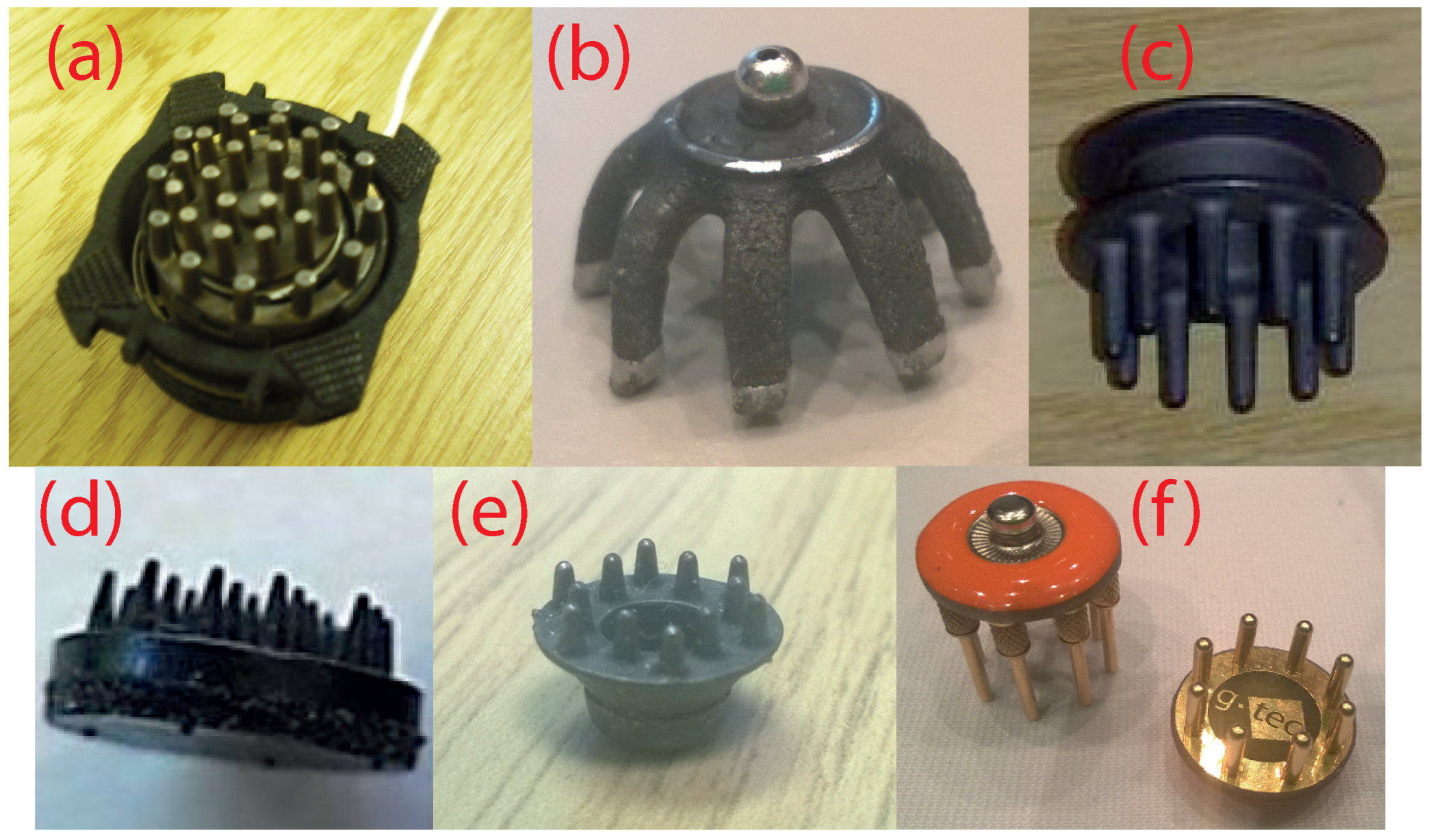
3. 3D Printed Electrode Design
3.1. Manufacturing Overview
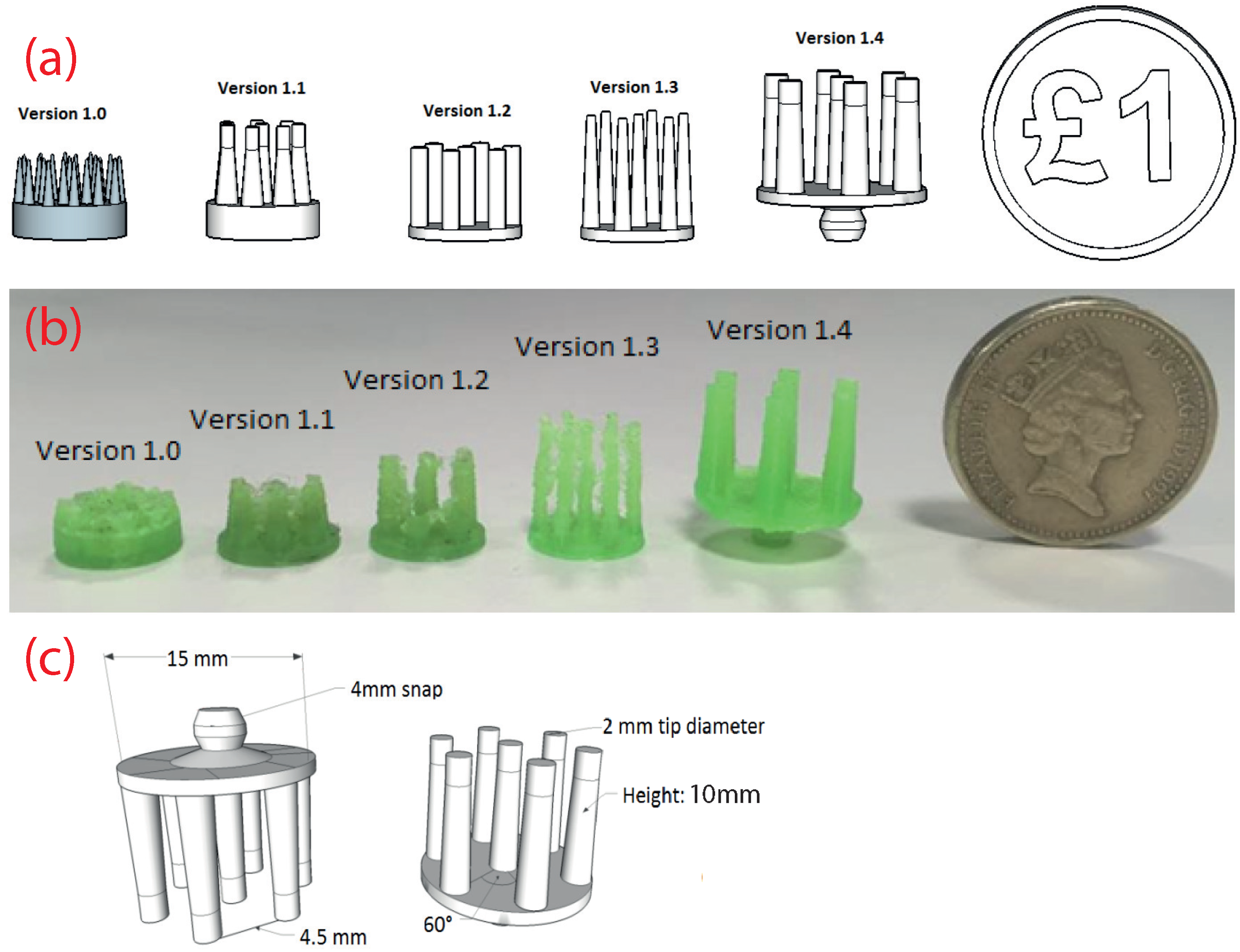
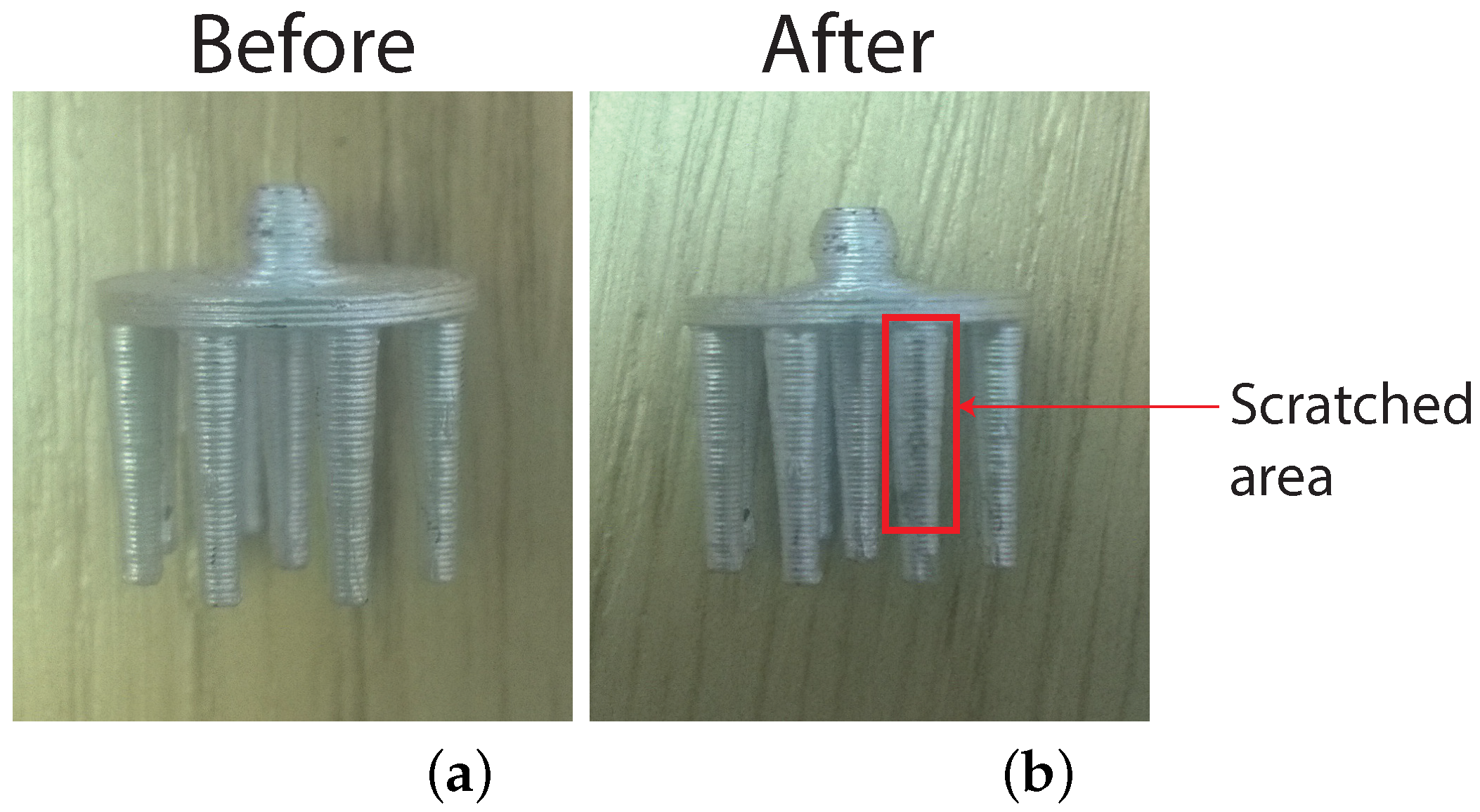
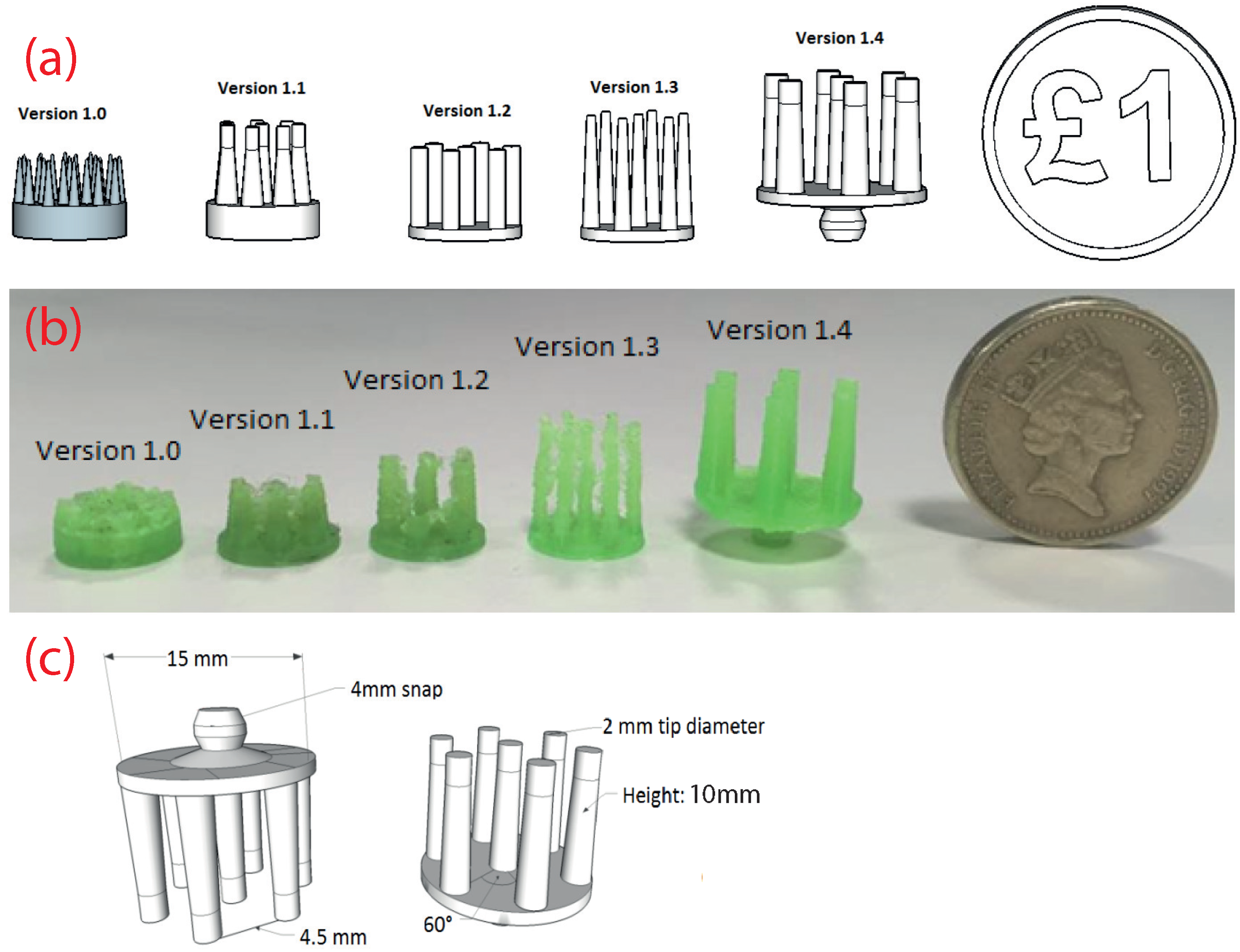
3.2. Mechanical Design and Printing
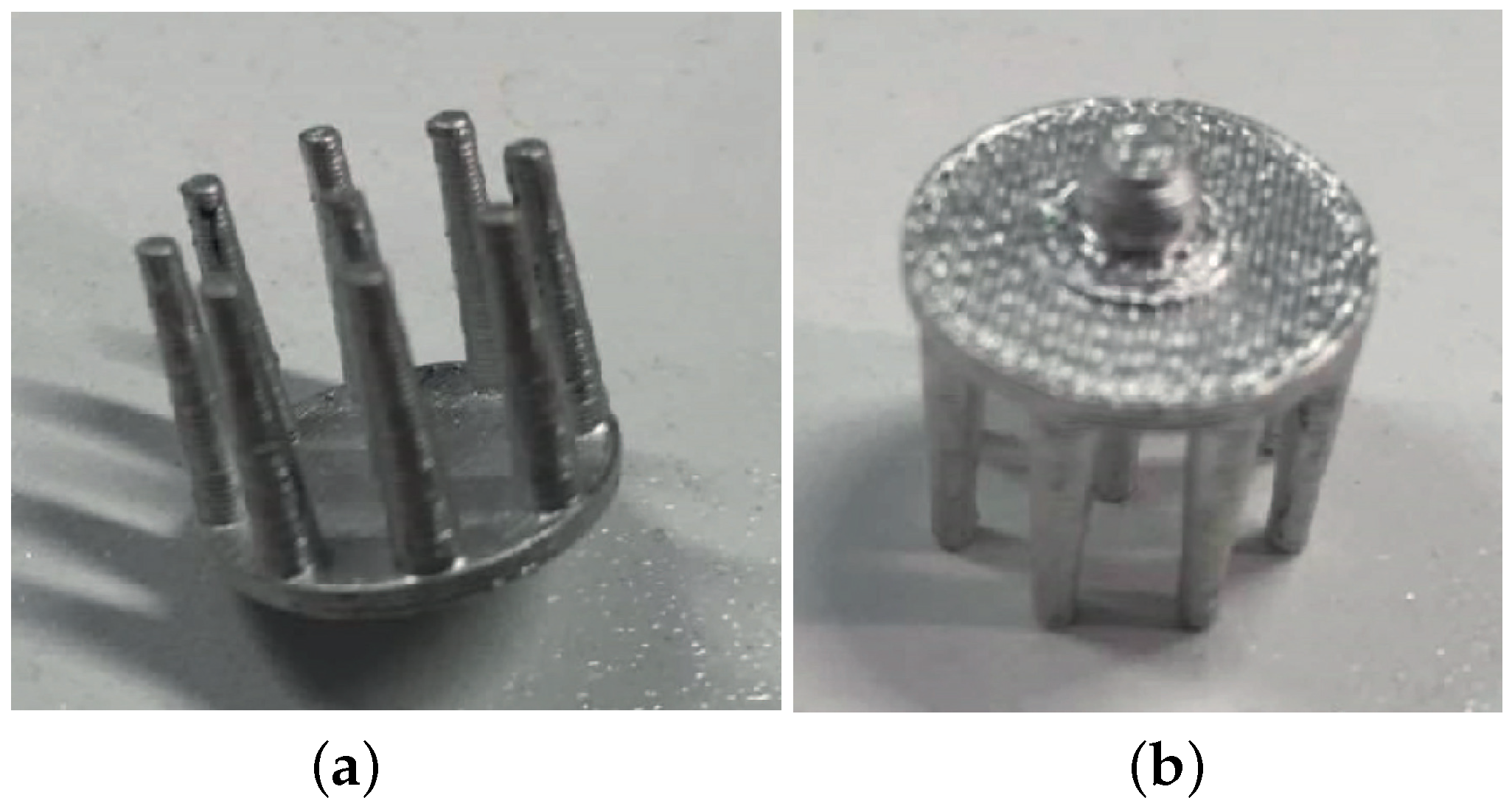
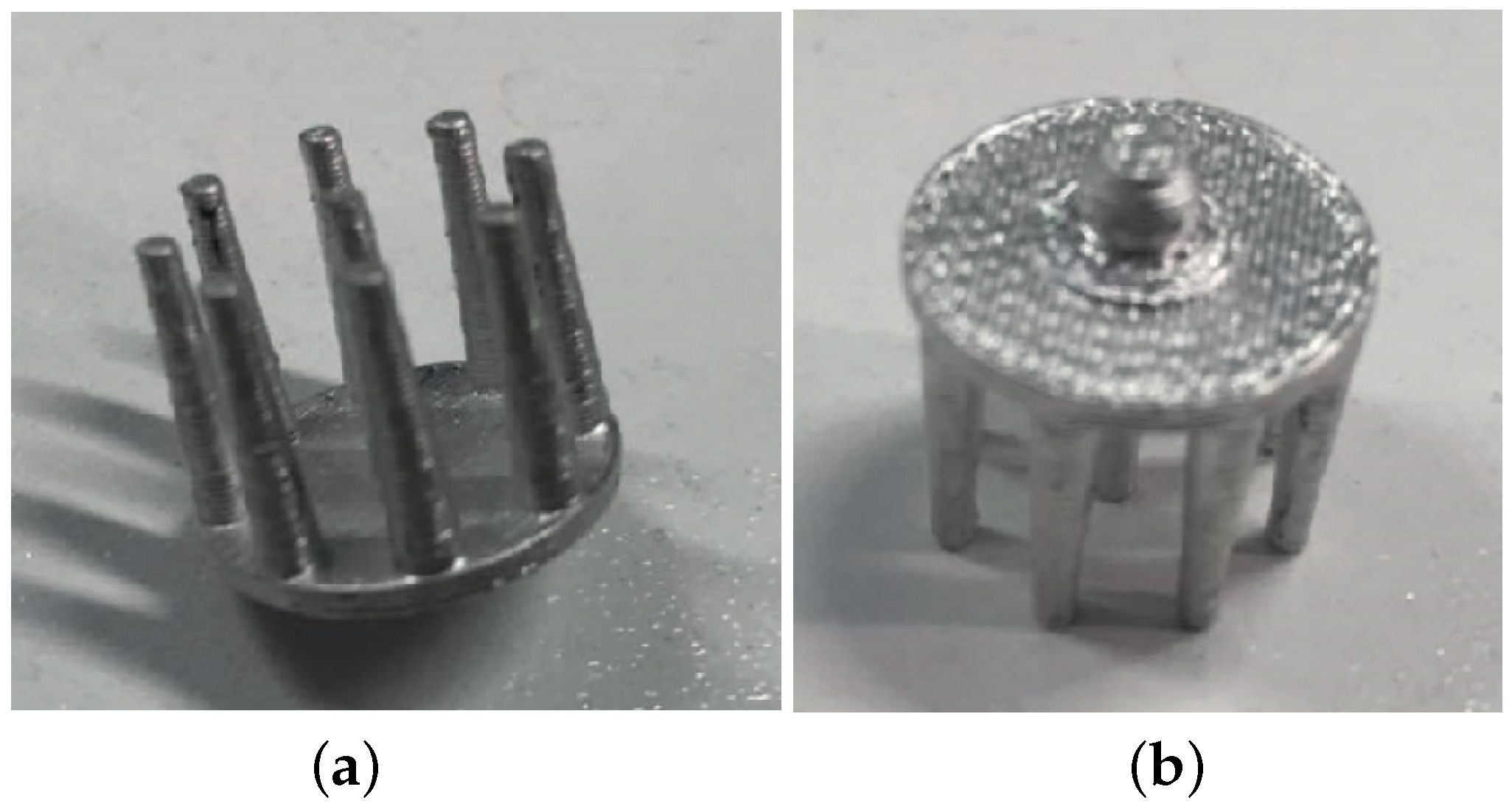
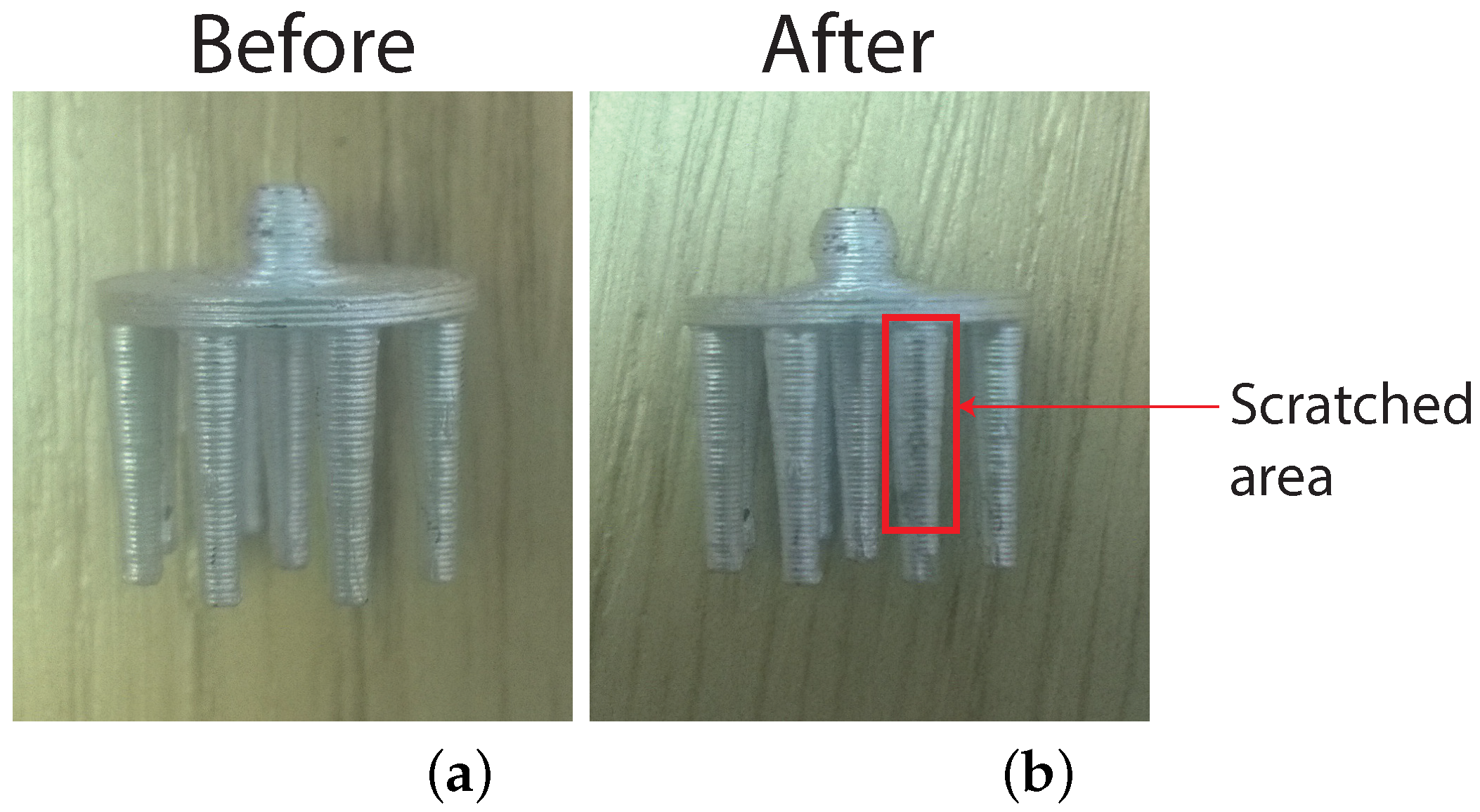
3.3. Conductive Coatings
- Silver: Metallic element often used in biomedical applications, which has no safety implications to humans [39].
- 1-Ethoxypropan-2-ol: Commonly-used organic solvent labelled R10 and R67 under the European Union Regulation No. 1272/2008 for hazardous materials [40]. R10 means that the element is flammable, and R67 means that the vapours may cause drowsiness and dizziness.
- Ethanol: Often used as an antiseptic or solvent. Labelled R11 meaning that it is highly flammable.
- Acetone: Organic solvent often used in the cosmetics industry. Listed as R11 (highly flammable), R36 (can cause eye irritation) and R67 (vapours may cause drowsiness and dizziness). Repeated exposure may cause skin dryness or cracking (R66).
- Ethyl acetate: Solvent that has the same hazardous labels as acetone.
4. Performance Characterization
4.1. Overview
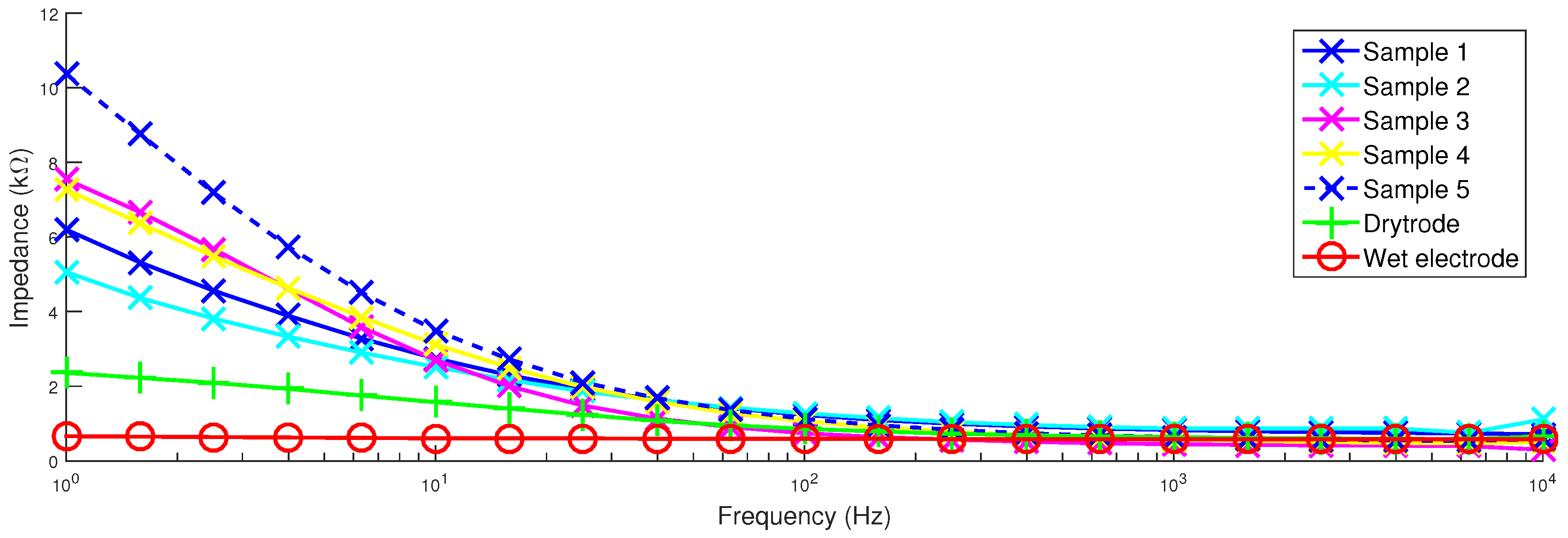
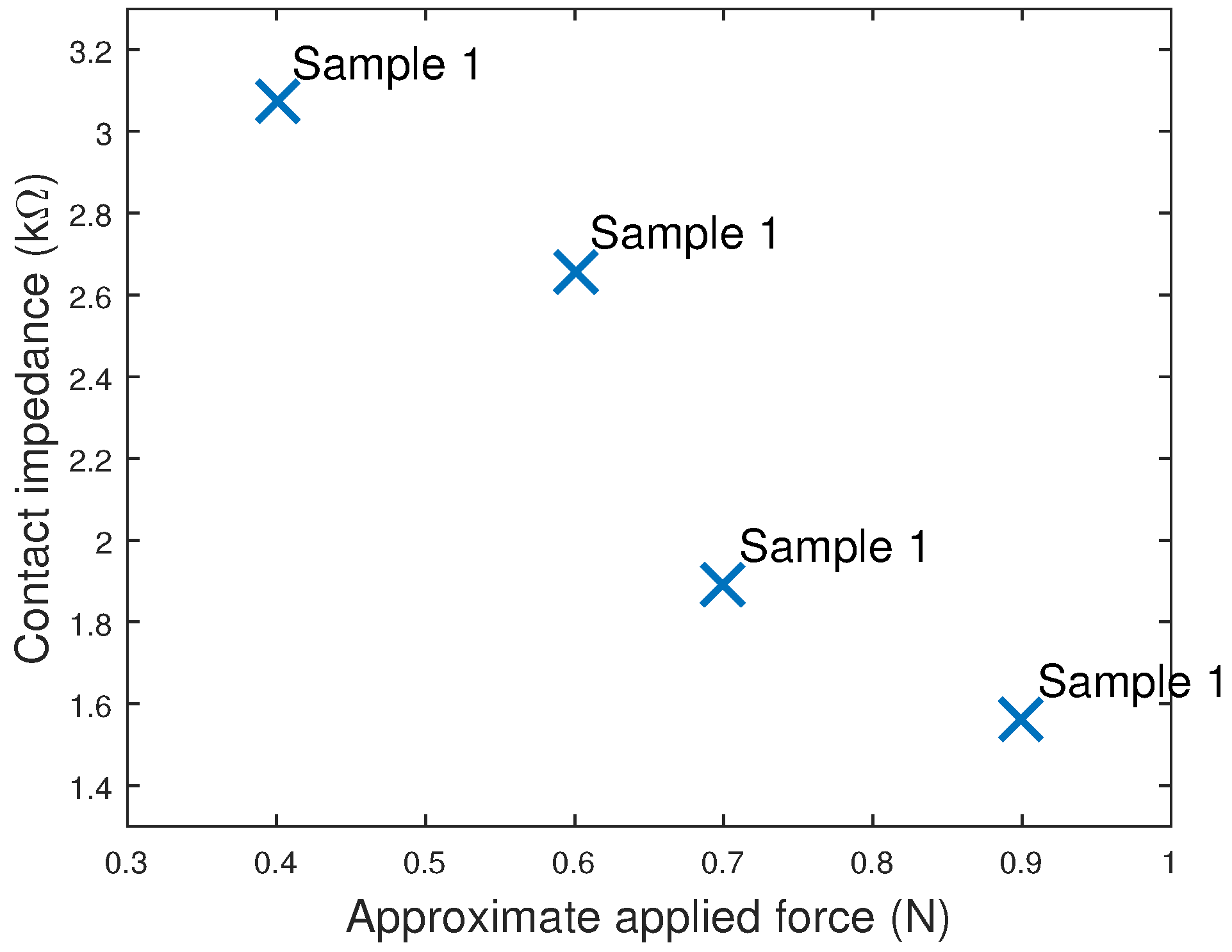
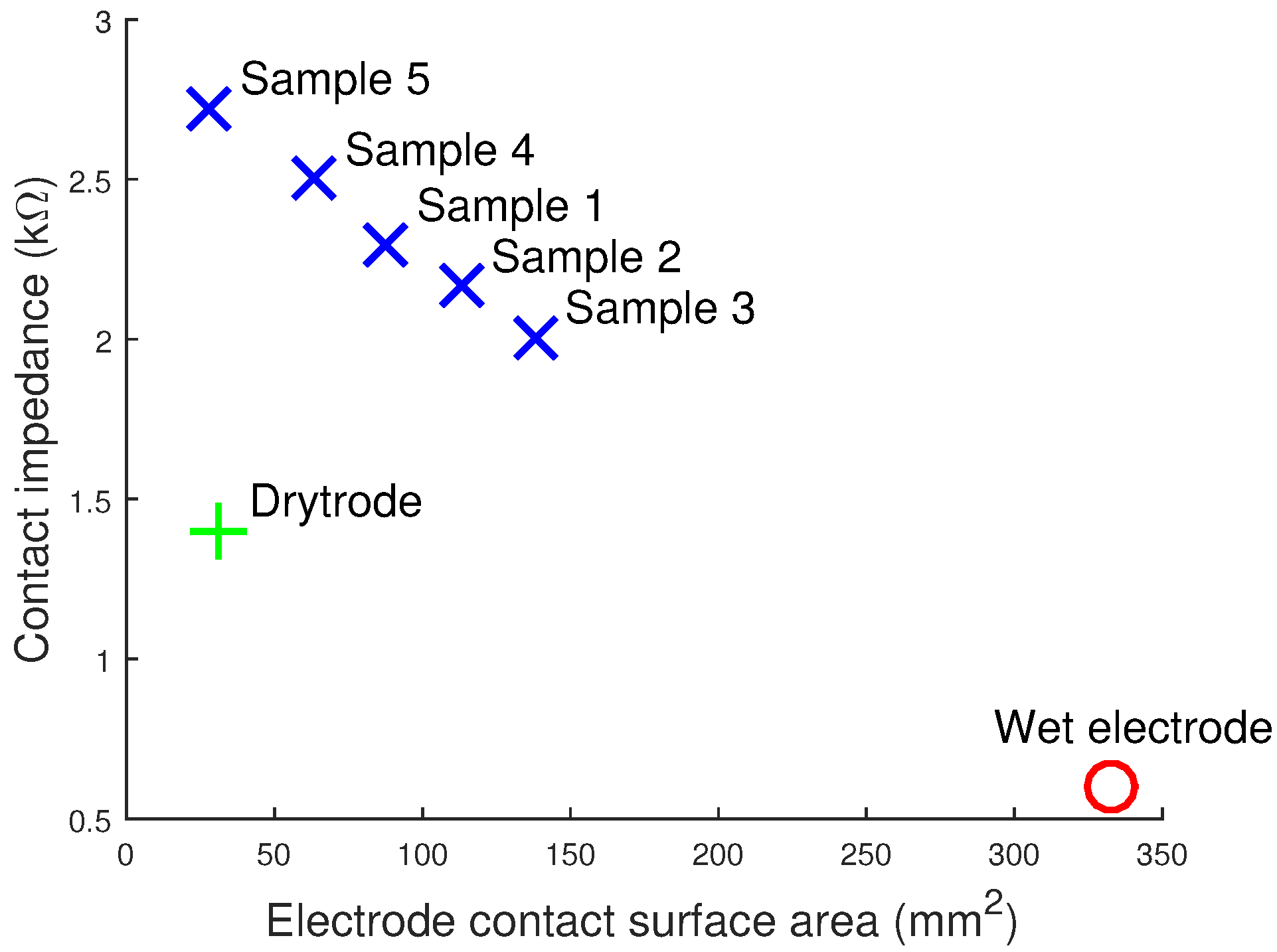
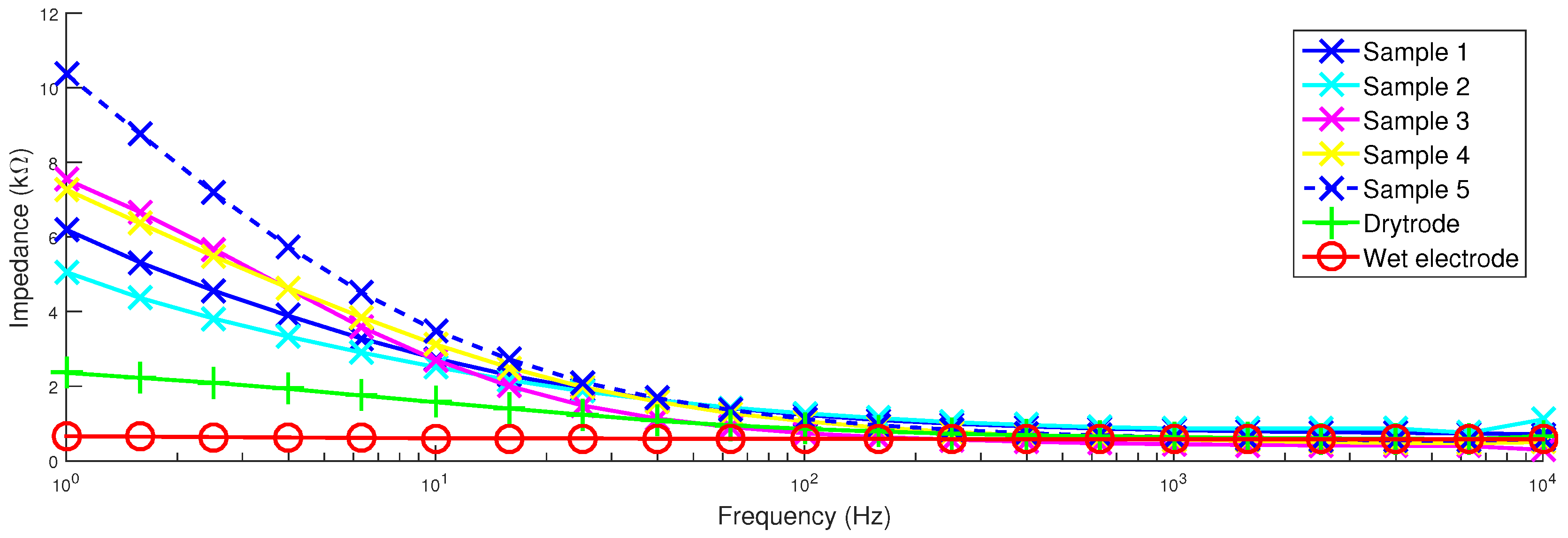
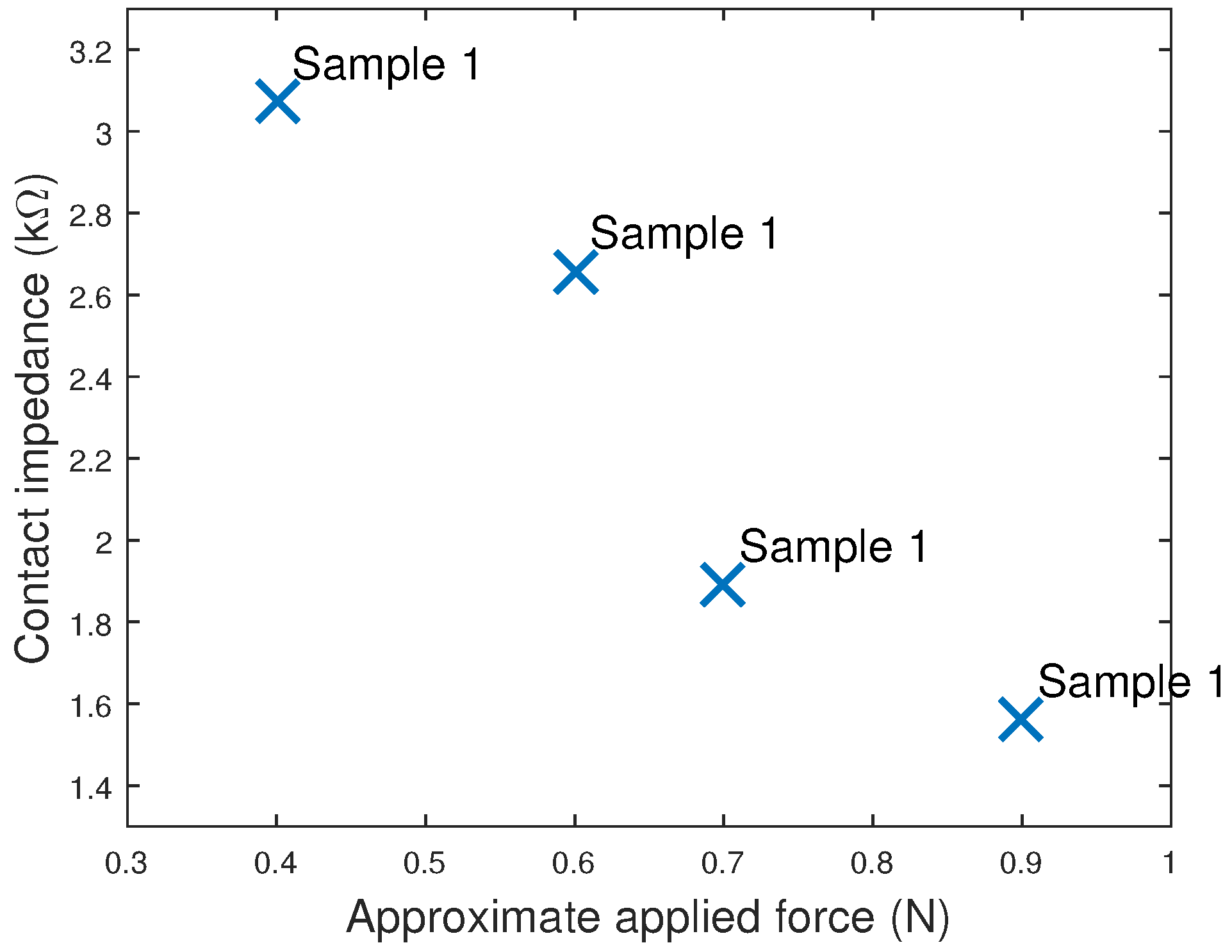
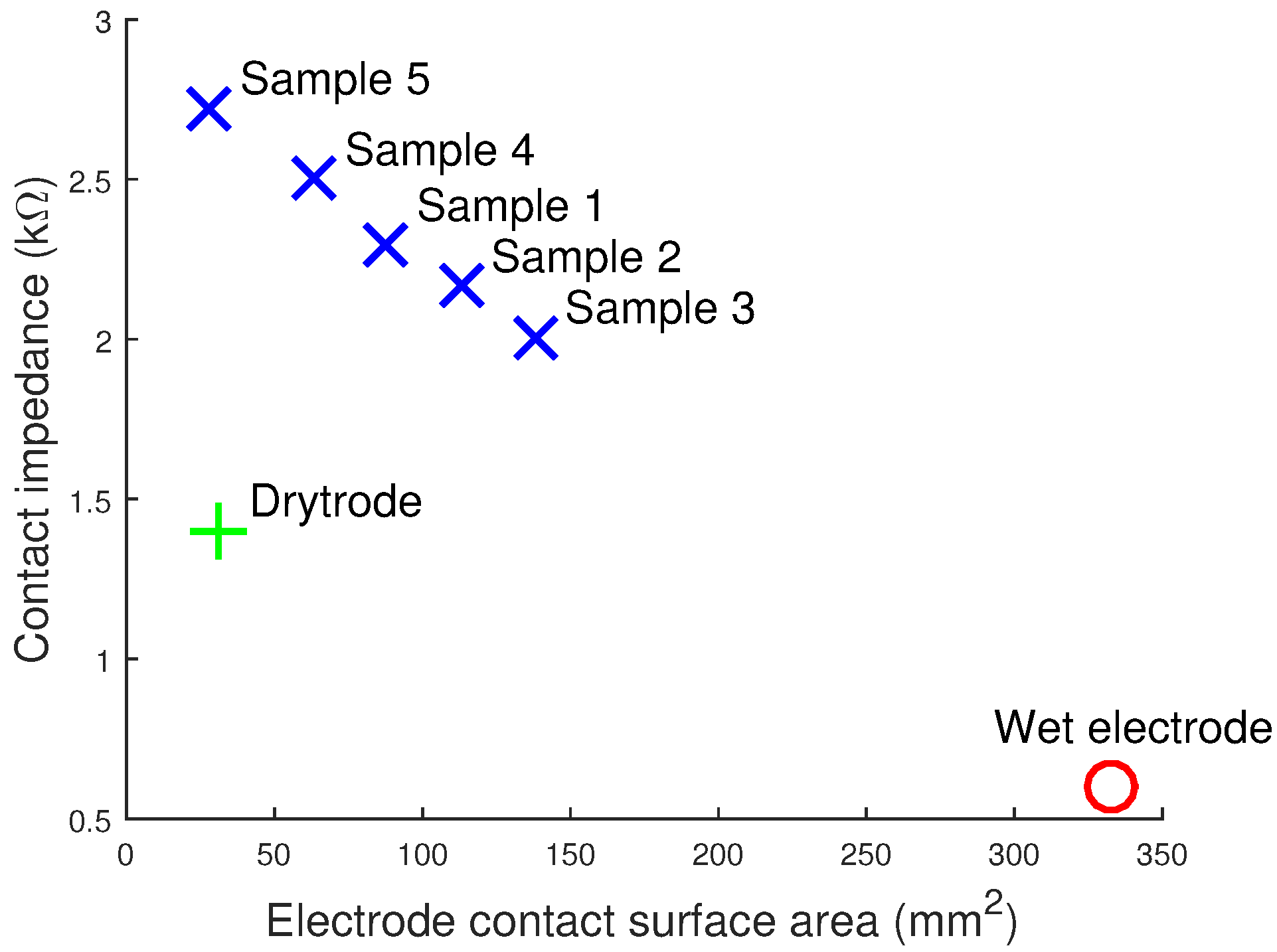
4.2. Impedance
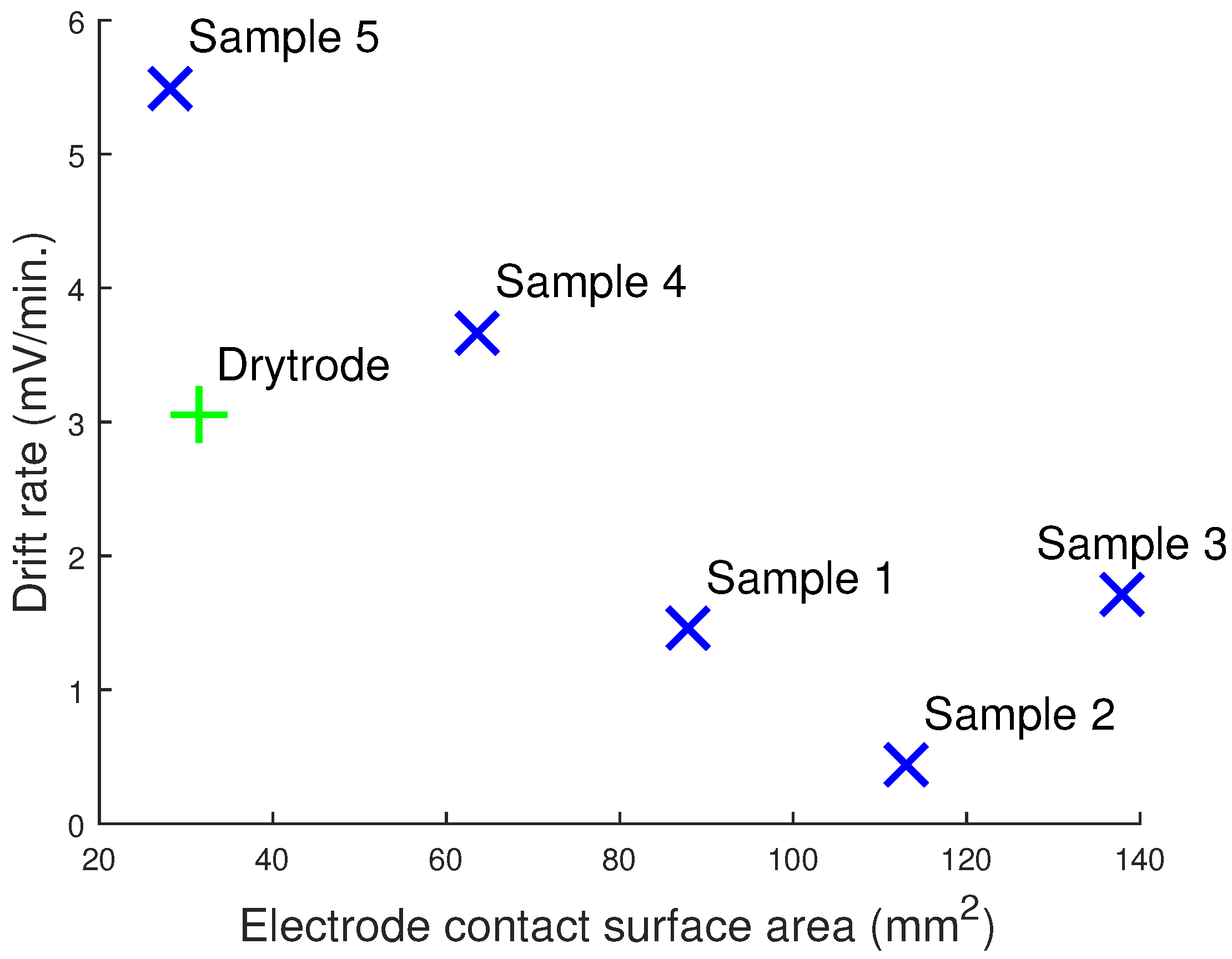
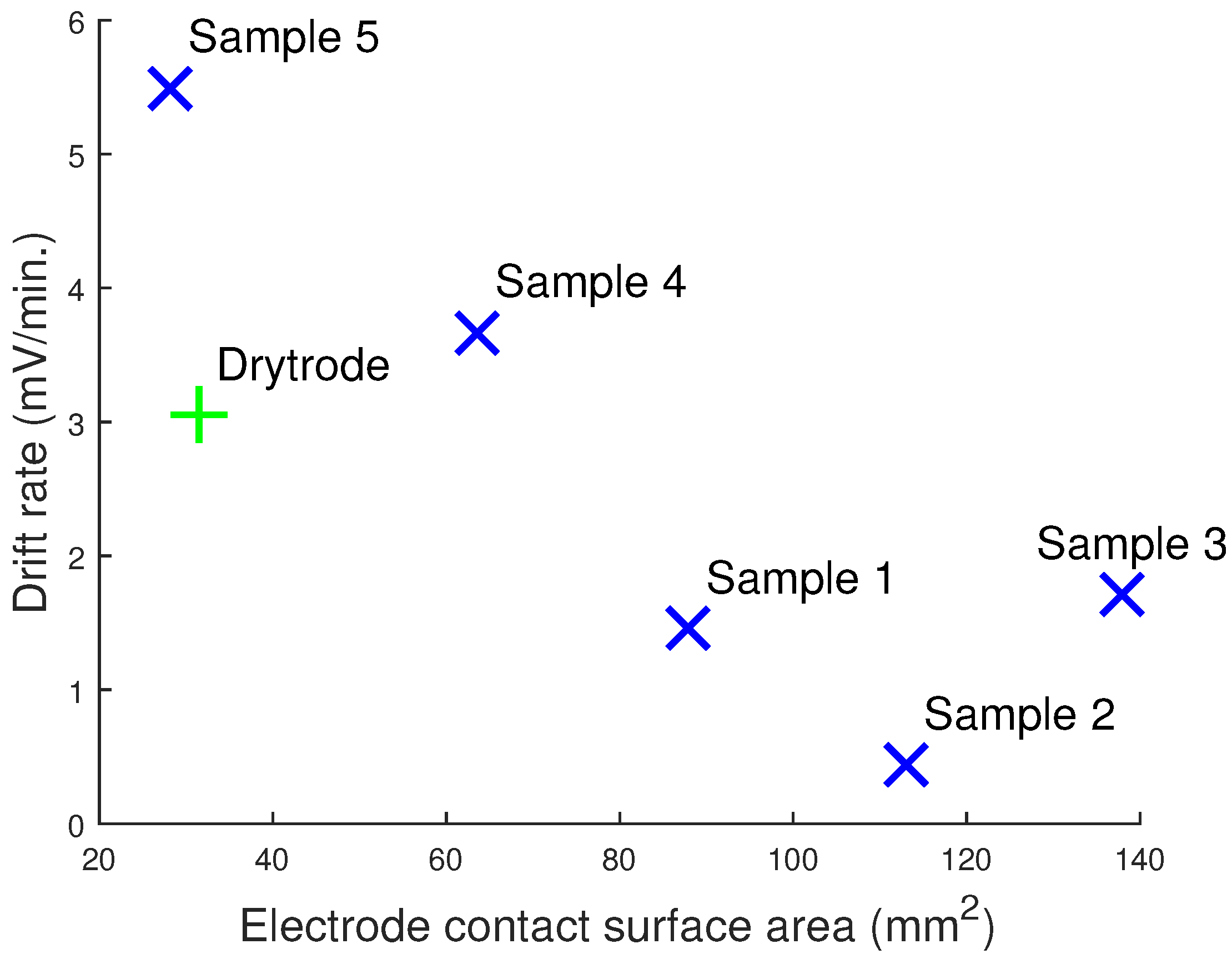
4.3. Contact Noise and Drift Rate
- The root-mean-squared (RMS) contact noise was calculated by splitting the recording into ten-second segments, the RMS of the signal present between 0.1 Hz and 40 Hz found for each segment and, then, the average and standard deviation found across segments.
- The drift rate was calculated by splitting the recordings into 60-s segments, then a Butterworth low pass filter was used to extract low frequency (<0.16 Hz) signal changes, and the results were averaged to give the drift rate.
- The powerline noise was estimated by taking the FFT of each 10-s segment and finding the average power of the signal present at 50 Hz.
4.4. Synthetic Signal Testing
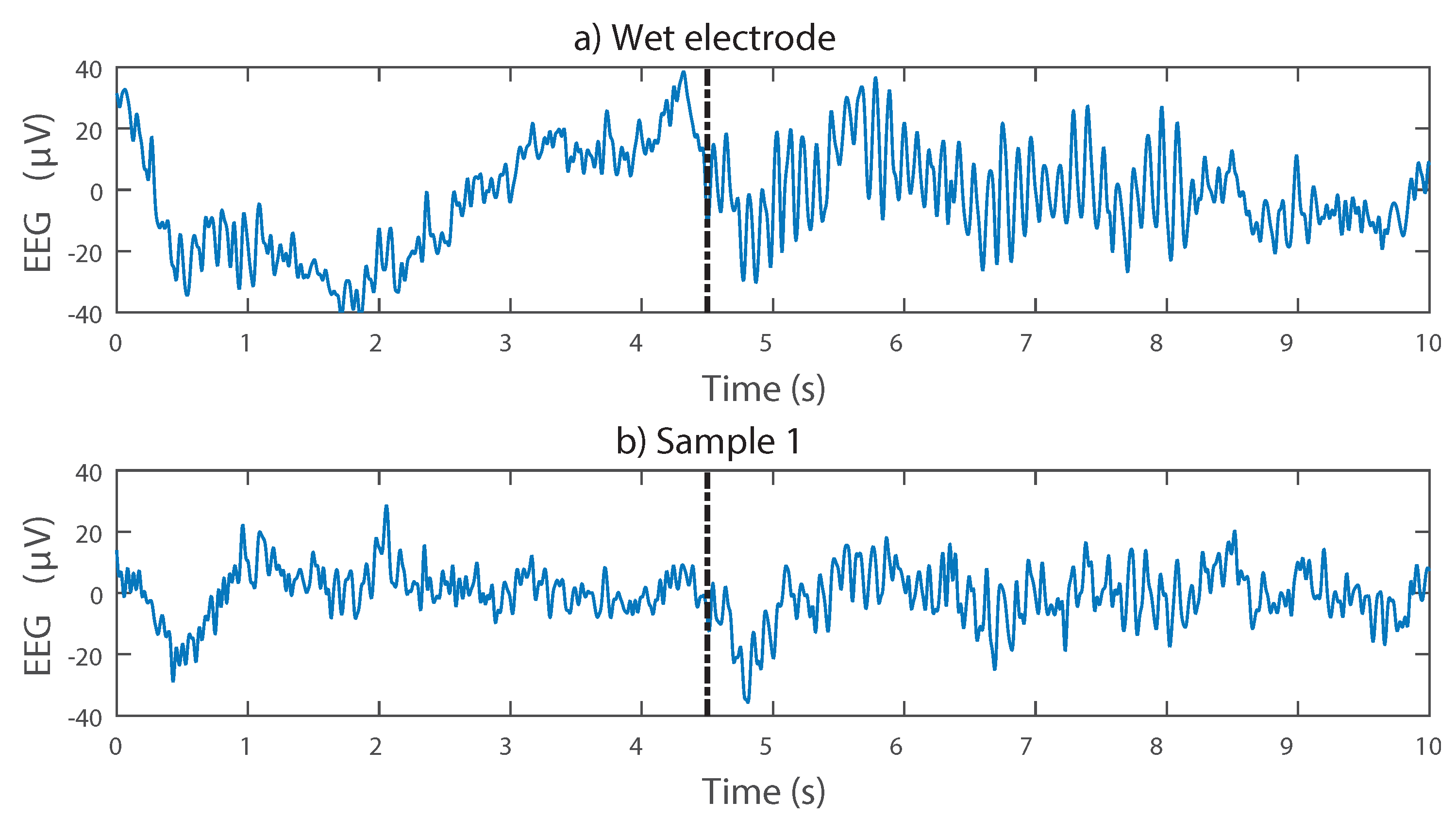
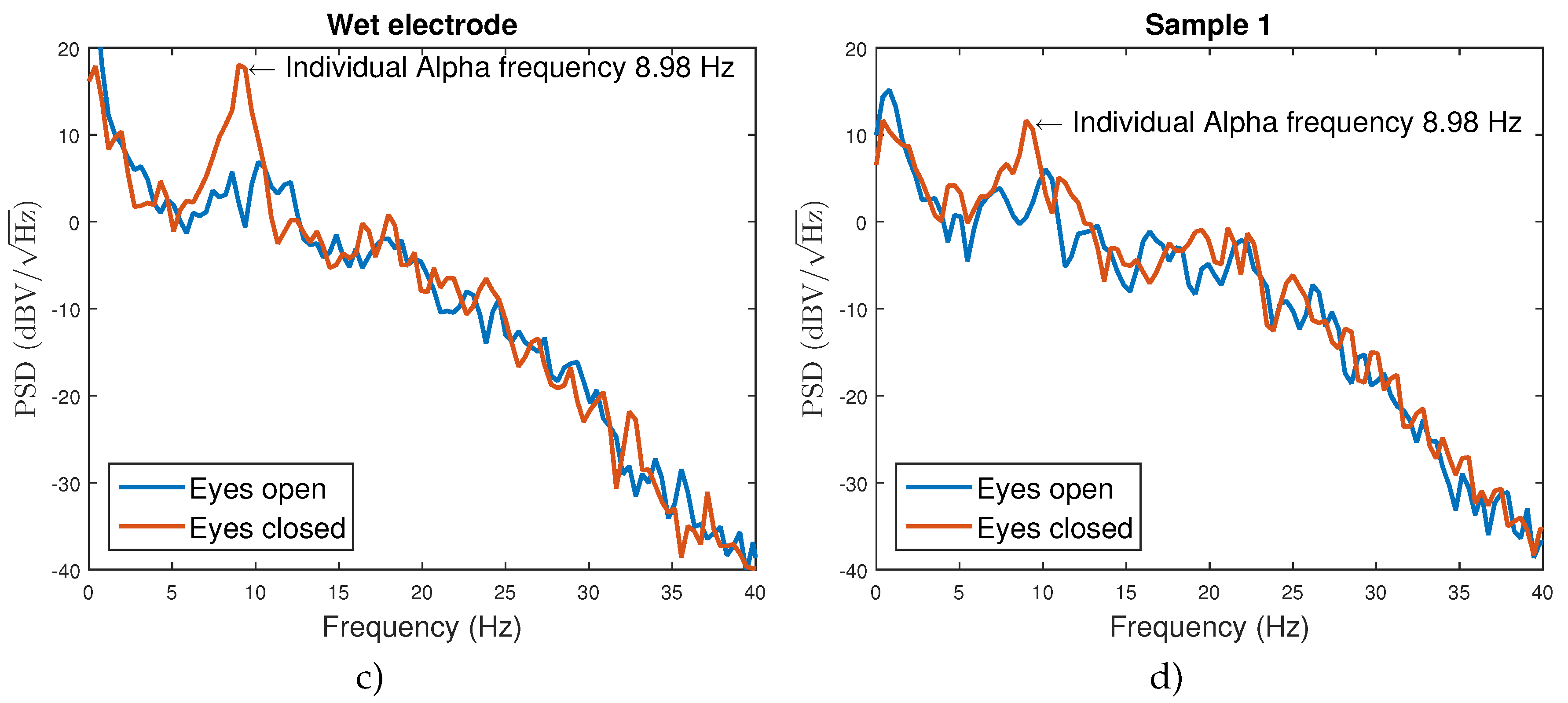
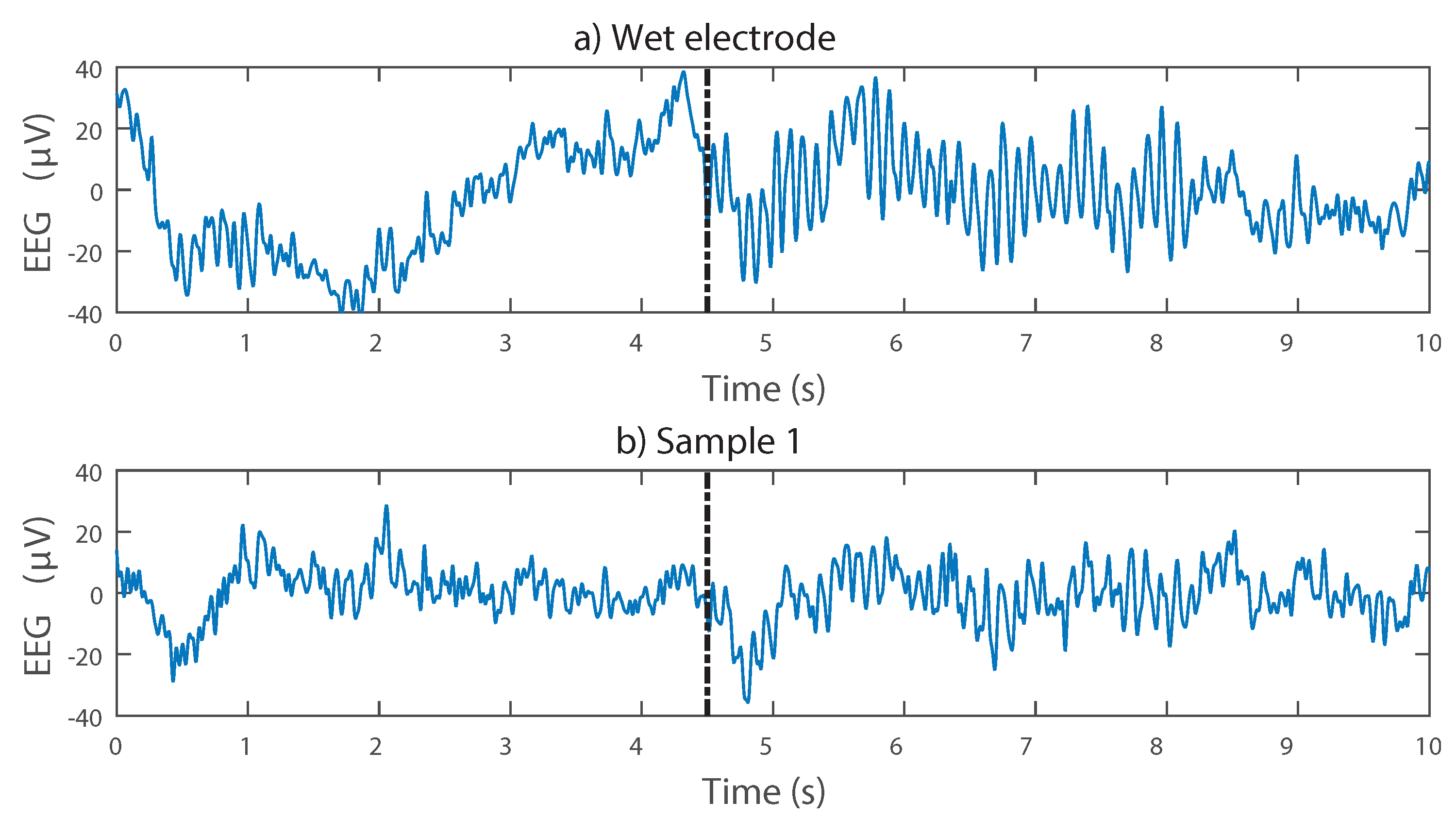
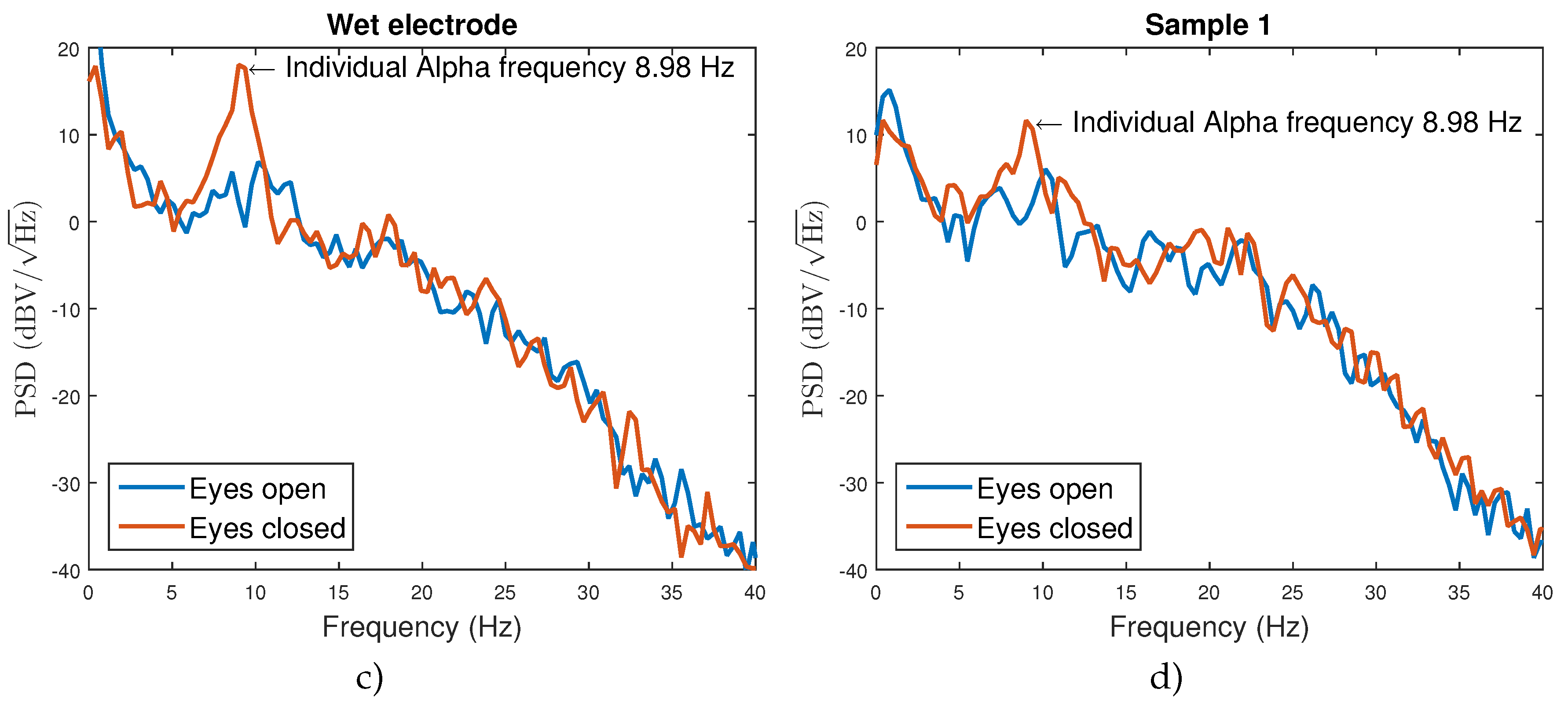
4.5. Functional Testing
5. Discussion
6. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Casson, A.J.; Yates, D.C.; Smith, S.J.; Duncan, J.S.; Rodriguez-Villegas, E. Wearable electroencephalography. IEEE Eng. Med. Biol. Mag. 2010, 29, 44–56. [Google Scholar] [CrossRef] [PubMed]
- Chi, Y.; Jung, T.P.; Cauwenberghs, G. Dry-Contact and Noncontact Biopotential Electrodes: Methodological Review. IEEE Rev. Biomed. Eng. 2010, 3, 106–119. [Google Scholar] [CrossRef] [PubMed]
- Lopez-Gordo, M.; Morillo, D.; Valle, F. Dry EEG Electrodes. Sensors 2014, 14, 12847–12870. [Google Scholar] [CrossRef] [PubMed]
- Wearable Sensing. Available online: http://www.wearablesensing.com/ (accessed on 25 July 2016).
- Cognionics. Available online: http://www.cognionics.com/ (accessed on 25 July 2016).
- Neuroelectrics Enobio. Available online: http://neuroelectrics.com/ (accessed on 25 July 2016).
- Mihajlovic, V.; Grundlehner, B.; Vullers, R.; Penders, J. Wearable, Wireless EEG Solutions in Daily Life Applications: What Are We Missing? IEEE J. Biomed. Health Inform. 2015, 19, 6–21. [Google Scholar] [CrossRef] [PubMed]
- Florida Research Instruments. Available online: http://www.floridaresearchinstruments.com/ (accessed on 25 July 2016).
- g.tec. Available online: http://www.gtec.at/ (accessed on 25 July 2016).
- OpenBCI. Available online: http://openbci.com/ (accessed on 25 July 2016).
- Neuman, M.R. Biopotential Electrodes. In The Biomedical Engineering Handbook, 2nd ed.; Bronzino, J.D., Ed.; CRC Press: Boca Raton, FL, USA, 2000. [Google Scholar]
- Macy, A. The Handbook of Human Physiological Recording. Available online: http://www.alanmacy.com/HPR-Introduction.html (accessed on 25 July 2016).
- Ferree, T.C.; Luu, P.; Russell, G.S.; Tucker, D.M. Scalp electrode impedance, infection risk, and EEG data quality. Clin. Neurophysiol. 2001, 112, 536–544. [Google Scholar] [CrossRef]
- Klem, G.H.; Luders, H.O.; Jasper, H.H.; Elger, C. The ten-twenty electrode system of the international federation. In Recommendations for the Practice of Clinical Neurophysiology: Guidelines of the International Federation of Clinical Physiology (Electroencephalography and Clinical Neurophysiology Supplement 52), 2nd ed.; Deuschl, G., Eisen, A., Eds.; Elsevier: Amsterdam, The Netherland, 1999; pp. 3–6. [Google Scholar]
- Camacho-Galeano, E.; Galup-Montoro, C.; Schneider, M. Evaluation of commercially available electrodes and gels for recording of slow EEG potentials. Clin. Neurophysiol. 2005, 116, 799–806. [Google Scholar]
- Huigen, E.; Peper, A.; Grimbergen, C.A. Investigation into the origin of the noise of surface electrodes. Med. Biol. Eng. Comput. 2002, 40, 332–338. [Google Scholar] [CrossRef] [PubMed]
- Taheri, B.A.; Knight, R.T.; Smith, R.L. A dry electrode for EEG recording. Electroencephalogr. Clin. Neurophysiol. 1994, 90, 376–383. [Google Scholar] [CrossRef]
- Lopez, A.; Richardson, P.C. Capacitive Electrocardiographic and Bioelectric Electrodes. IEEE Trans. Biomed. Eng. 1969, 16. [Google Scholar] [CrossRef]
- Abu-Saude, M.J.; Morshed, B.I. Patterned Vertical Carbon Nanotube Dry Electrodes for Impedimetric Sensing and Stimulation. IEEE Sens. J. 2015, 15, 5851–5858. [Google Scholar] [CrossRef]
- Lee, J.S.; Han, C.M.; Kim, J.H.; Park, K.S. Reverse-curve-arch-shaped dry EEG electrode for increased skin-electrode contact area on hairy scalps. Electron. Lett. 2015, 51, 1643–1645. [Google Scholar] [CrossRef]
- Stavrinidis, G.; Michelakis, K.; Kontomitrou, V.; Giannakakis, G.; Sevrisarianos, M.; Sevrisarianos, G.; Chaniotakis, N.; Alifragis, Y.; Konstantinidis, G. SU-8 microneedles based dry electrodes for Electroencephalogram. Microelectron. Eng. 2016, 159, 114–120. [Google Scholar] [CrossRef]
- Yeung, A.; Garudadri, H.; Van Toen, C.; Mercier, P.; Balkan, O.; Makeig, S.; Virji-Babul, N. Comparison of foam-based and spring-loaded dry EEG electrodes with wet electrodes in resting and moving conditions. In Proceedings of the 2015 37th Annual International Conference of the IEEE Engineering in Medicine and Biology Society (EMBC), Milan, Italy, 25–29 August 2015; pp. 7131–7134.
- Edlinger, G.; Krausz, G.; Guger, C. A dry electrode concept for SMR, P300 and SSVEP based BCIs. In Proceedings of the 2012 ICME International Conference on Complex Medical Engineering (CME), Kobe, Japan, 1–4 July 2012.
- Lin, C.T.; Liao, L.D.; Liu, Y.H.; Wang, I.J.; Lin, B.S.; Chang, J.Y. Novel dry polymer foam electrodes for long-term EEG measurement. IEEE Trans. Biomed. Eng. 2011, 58, 1200–1207. [Google Scholar] [PubMed]
- Grozea, C.; Voinescu, C.D.; Fazli, S. Bristle-sensors–low-cost flexible passive dry EEG electrodes for neurofeedback and BCI applications. J. Neural Eng. 2011, 8. [Google Scholar] [CrossRef] [PubMed]
- Griss, P.; Tolvanen-Laakso, H.K.; Merilainen, P.; Stemme, G. Characterization of micromachined spiked biopotential electrodes. IEEE Trans. Biomed. Eng. 2002, 49, 597–604. [Google Scholar] [CrossRef] [PubMed]
- Ruffini, G.; Dunne, S.; Farrés, E.; Marco-Pallares, J.; Ray, C.; Mendoza, E.; Silva, R.; Grau, C. A dry electrophysiology electrode using CNT arrays. Sens. Actuators A Phys. 2006, 132, 34–41. [Google Scholar] [CrossRef]
- Conor Russomanno. Available online: https://conorrussomanno.com/2015/02/16/3d-printed-eeg-electrodes/ (accessed on 25 July 2016).
- Salvo, P.; Raedt, R.; Carrette, E.; Schaubroeck, D.; Vanfleteren, J.; Cardon, L. A 3D printed dry electrode for ECG/EEG recording. Sens. Actuators A Phys. 2012, 174, 96–102. [Google Scholar] [CrossRef]
- Fab Lab Manchester. Available online: https://manchesterfablab.manufacturinginstitute.co.uk/ (accessed on 25 July 2016).
- 3D Hubs. Available online: https://www.3dhubs.com/ (accessed on 25 July 2016).
- Nathan, V.; Jafari, R. Reducing the noise level of EEG signal acquisition through reconfiguration of dry contact electrodes. In Proceedings of the 2014 IEEE Biomedical Circuits and Systems Conference (BioCAS), Lausanne, Switzerland, 22–24 October 2014.
- 3M. Available online: http://uk.rs-online.com/web/p/conductive-adhesives/2209928/ (accessed on 25 July 2016).
- RS Pro. Available online: http://uk.rs-online.com/web/p/conductive-adhesives/1863616/ (accessed on 25 July 2016).
- CircuitWorks. Available online: http://uk.farnell.com/circuitworks/cw2200stp/conductive-pen-standard/dp/604010/ (accessed on 25 July 2016).
- Chemtronics. Available online: http://uk.farnell.com/chemtronics/cw2900/flex-conductive-pen/dp/1663188/ (accessed on 25 July 2016).
- Electrolube. Available online: http://www.farnell.com/datasheets/1770444.pdf?_ga=1.143617205.1225584494.1471180979 (accessed on 25 July 2016).
- Creative Materials. Available online: http://www.creativematerials.com/products/ag-agcl-inks/ (accessed on 25 July 2016).
- Bosetti, M.; Masse, A.; Tobin, E.; Cannas, M. Silver coated materials for external fixation devices: In vitro biocompatibility and genotoxicity. Biomaterials 2002, 23, 887–892. [Google Scholar] [CrossRef]
- The European Chemicals Agency (ECHA). Regulation (EC) No 1272/2008 on Classification, Labelling and Packaging of Substances and Mixtures; ECHA: Hsinki, Finland, 2008. [Google Scholar]
- Kandadai, M.A.; Raymond, J.L.; Shaw, G.J. Comparison of electrical conductivities of various brain phantom gels: Developing a ‘brain gel model’. Mater. Sci. Eng. C 2012, 32, 2664–2667. [Google Scholar] [CrossRef] [PubMed]
- Collier, T.J.; Kynor, D.B.; Bieszczad, J.; Audette, W.E.; Kobylarz, E.J.; Diamond, S.G. Creation of a Human Head Phantom for Testing of Electroencephalography Equipment and Techniques. IEEE Trans. Biomed. Eng. 2012, 59, 2628–2634. [Google Scholar] [CrossRef] [PubMed]
- Oliveira, A.S.; Schlink, B.R.; Hairston, W.D.; Konig, P.; Ferris, D.P. Induction and separation of motion artefacts in EEG data using a mobile phantom head device. PLoS ONE 2016, 11, e0145875. [Google Scholar]
- Casson, A.J. Artificial Neural Network classification of operator workload with an assessment of time variation and noise-enhancement to increase performance. Front. Neurosci. 2014, 8, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Grass Technologies. Available online: http://www.grasstechnologies.com/ (accessed on 25 July 2016).
- Xu, J.; Yazicioglu, R.F.; Grundlehner, B.; Harpe, P.; Makinwa, K.A.A.; Van Hoof, C. A 160 μW 8-Channel Active Electrode System for EEG Monitoring. IEEE Trans. Biomed. Circuits Syst. 2011, 5, 555–567. [Google Scholar] [CrossRef] [PubMed]
- Matthews, R.; McDonald, N.J.; Hervieux, P.; Turner, P.J.; Steindorf, M.A. A Wearable Physiological Sensor Suite for Unobtrusive Monitoring of Physiological and Cognitive State. In Proceedings of the 2007 29th Annual International Conference of the IEEE Engineering in Medicine and Biology Society, Lyon, France, 22–26 August 2007.
- Gargiulo, G.; Bifulco, P.; Calvo, R.A.; Cesarelli, M.; Jin, C.; van Schaik, A. A mobile EEG system with dry electrodes. In Proceedings of the 2008 IEEE Biomedical Circuits and Systems Conference (BioCAS), Baltimore, MD, USA, 20–22 November 2008.
- IMEC. Available online: http://www.imec.be/ (accessed on 25 July 2016).
- Patki, S.; Grundlehner, B.; Verwegen, A.; Mitra, S.; Xu, J.; Matsumoto, A.; Yazicioglu, R.F.; Penders, J. Wireless EEG system with real time impedance monitoring and active electrodes. In Proceedings of the 2012 IEEE Biomedical Circuits and Systems Conference (BioCAS), Hsinchu, Taiwan, 28–30 November 2012.
- Estepp, J.R.; Christensen, J.C.; Monnin, J.W.; Davis, I.M.; Wilson, G.F. Validation of a Dry Electrode System for EEG. Proc. Hum. Factor Ergon. Soc. Ann. Meet. 2009, 53, 1171–1175. [Google Scholar] [CrossRef]
- Proto-Pasta. Available online: https://www.proto-pasta.com/pages/conductive-pla/ (accessed on 25 July 2016).
- MakerGeeks. Available online: http://www.makergeeks.com/ (accessed on 25 July 2016).
- Functionalize. Available online: http://functionalize.com/ (accessed on 25 July 2016).
- Graphene 3D Lab. Available online: http://www.graphene3dlab.com/ (accessed on 25 July 2016).
- BuMat. Available online: http://www.bhphotovideo.com/ (accessed on 25 July 2016).
- MakerBot. Available online: http://www.makerbot.com/ (accessed on 25 July 2016).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Offset Voltage, Resistance and Polarization | Rate of Drift | Noise Level |
|---|---|---|---|
| Sintered Ag/AgCl | Very low | Very low | Low |
| Disposable Ag/AgCl | Low | Very low | Low |
| Silver | Variable | Variable | Low |
| Gold-Plated Silver | Variable | Variable | Low |
| Platinum | Very high | – | Low |
| Stainless Steel | Very high | – | Medium |
| Tin | High | High | High |
| Type | Resistivity (Ω/Square) | Quantity | Price | Comments |
|---|---|---|---|---|
| Silver tape [33] | 0.3 | – | £165 | Adds much thickness |
| Silver epoxy [34] | <0.005 | 7 g | £70 | Special curing needed |
| Silver pen [35] | 0.02 | 8.5 g | £33 | Difficult to apply |
| Flexible silver pen [36] | 0.05 | 8.5 g | £52 | Difficult to apply |
| Silver paint [37] | 0.01 | 3 g | £10 | Easy to apply |
| Flexible Ag/AgCl ink [38] | 0.1 | 100 g | £280 | Shipping £52 |
| Sample ID | Number of Tips | Tip Diameter (mm) | Electrode Contact Surface (mm2) |
|---|---|---|---|
| Sample 1 | 07 | 2.0 | 87.9 |
| Sample 2 | 09 | 2.0 | 113 |
| Sample 3 | 11 | 2.0 | 138 |
| Sample 4 | 09 | 1.5 | 63.6 |
| Sample 5 | 09 | 1.0 | 28.2 |
| Drytrode | 10 | ∼1 | ∼31 |
| Wet electrode | 00 | – | ∼333 |
| Sample ID | Drift Rate (μV/min) | RMS Noise 0.1–40 Hz (μV) | Powerline Noise (μV) |
|---|---|---|---|
| Sample 1 | 1454 | 07.7 ± 1.1 | 1.2 ± 0.1 |
| Sample 2 | 0438 | 04.9 ± 2.5 | 3.6 ± 0.3 |
| Sample 3 | 1711 | 15.8 ± 3.5 | 1.0 ± 0.1 |
| Sample 4 | 3665 | 16.2 ± 1.4 | 0.4 ± 0.0 |
| Sample 5 | 5494 | 05.8 ± 1.3 | 0.8 ± 0.1 |
| Drytrode | 3046 | 00.5 ± 0.1 | 0.5 ± 0.1 |
| Wet electrode | 0126 | 00.4 ± 0.1 | 1.1 ± 0.1 |
| Sample ID | Input frequency (Hz) | ||||
|---|---|---|---|---|---|
| 1 | 10 | 15 | 20 | 40 | |
| Sample 1 | 0.968 ± 0.003 | 0.955 ± 0.035 | 0.981 ± 0.003 | 0.982 ± 0.004 | 0.982 ± 0.003 |
| Sample 2 | 0.954 ± 0.002 | 0.982 ± 0.004 | 0.988 ± 0.001 | 0.980 ± 0.010 | 0.988 ± 0.001 |
| Sample 3 | 0.931 ± 0.011 | 0.862 ± 0.027 | 0.903 ± 0.011 | 0.923 ± 0.030 | 0.899 ± 0.086 |
| Sample 4 | 0.924 ± 0.039 | 0.898 ± 0.032 | 0.926 ± 0.010 | 0.933 ± 0.019 | 0.931 ± 0.016 |
| Sample 5 | 0.983 ± 0.002 | 0.981 ± 0.007 | 0.983 ± 0.003 | 0.989 ± 0.002 | 0.992 ± 0.001 |
| Drytrode | 0.989 ± 0.001 | 0.997 ± 0.000 | 0.992 ± 0.001 | 0.996 ± 0.000 | 0.995 ± 0.000 |
| Supplier | Material | Conductive Compound | Volume Resistivity (Ωcm) | Price |
|---|---|---|---|---|
| Proto Pasta [52] | Conductive PLA | Conductive carbon black | 15 | £31 |
| MakerGeeks [53] | Conductive ABS | Carbon fibre | 10,000 | £13 |
| Functionalize [54] | Conductive PLA | Carbon nanotubes | 0.75 | £25 |
| Graphene 3D Lab [55] | Conductive PLA | Graphene | 0.6 | £35 |
| BuMat [56] | Conductive ABS | No information | 1000 | £31 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krachunov, S.; Casson, A.J. 3D Printed Dry EEG Electrodes. Sensors 2016, 16, 1635. https://doi.org/10.3390/s16101635
Krachunov S, Casson AJ. 3D Printed Dry EEG Electrodes. Sensors. 2016; 16(10):1635. https://doi.org/10.3390/s16101635
Chicago/Turabian StyleKrachunov, Sammy, and Alexander J. Casson. 2016. "3D Printed Dry EEG Electrodes" Sensors 16, no. 10: 1635. https://doi.org/10.3390/s16101635
APA StyleKrachunov, S., & Casson, A. J. (2016). 3D Printed Dry EEG Electrodes. Sensors, 16(10), 1635. https://doi.org/10.3390/s16101635