
Real-Time Performance of Mechatronic PZT Module Using Active Vibration Feedback Control

 ,
,  ,
, 
 and
and
Abstract
:1. Introduction
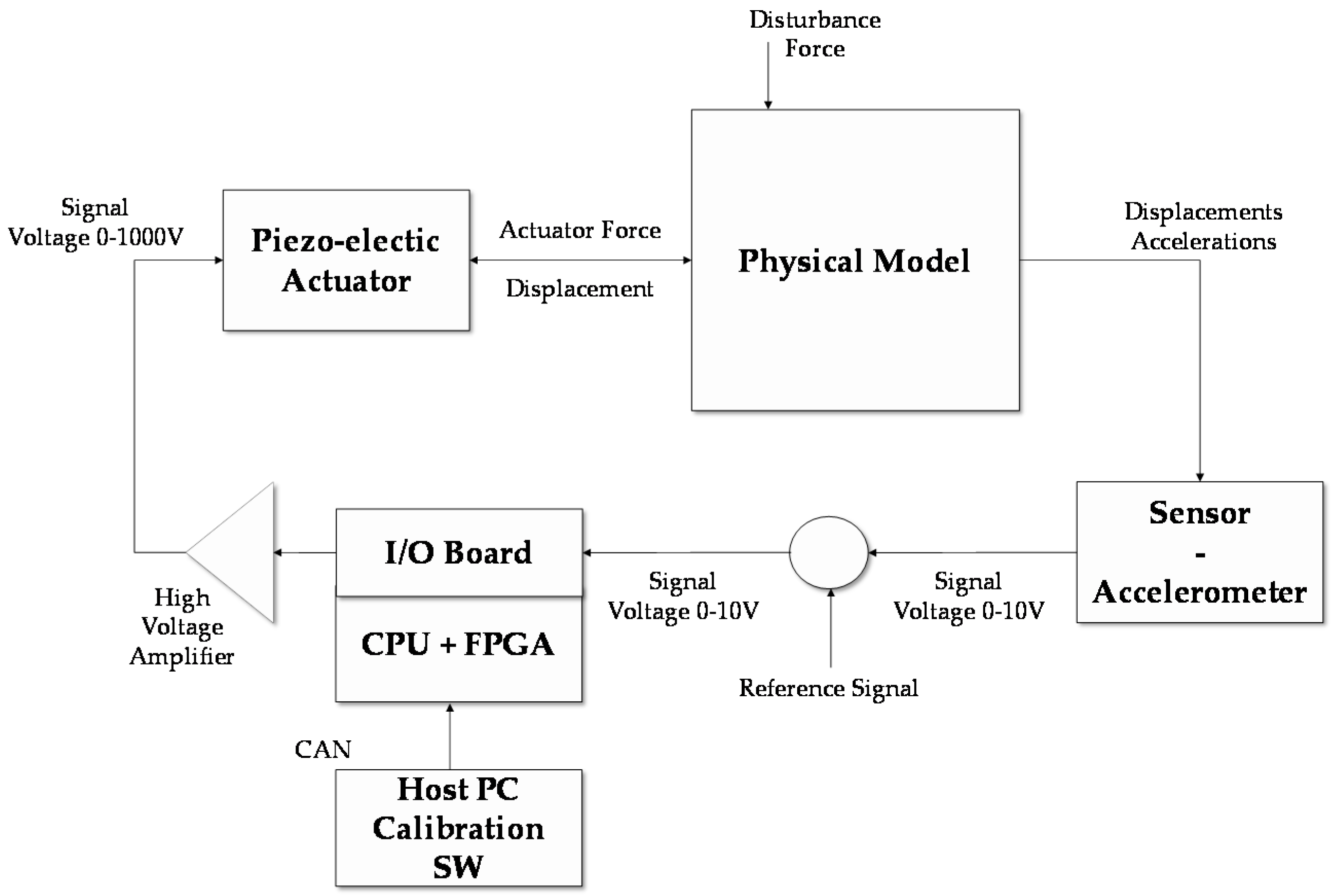
2. Active Vibration Control (AVC) Module: Principles and Technical Features
2.1. The Mechatronic Model
2.2. Control Modeling and Strategies
2.3. Hardware In the Loop (HIL) Validation
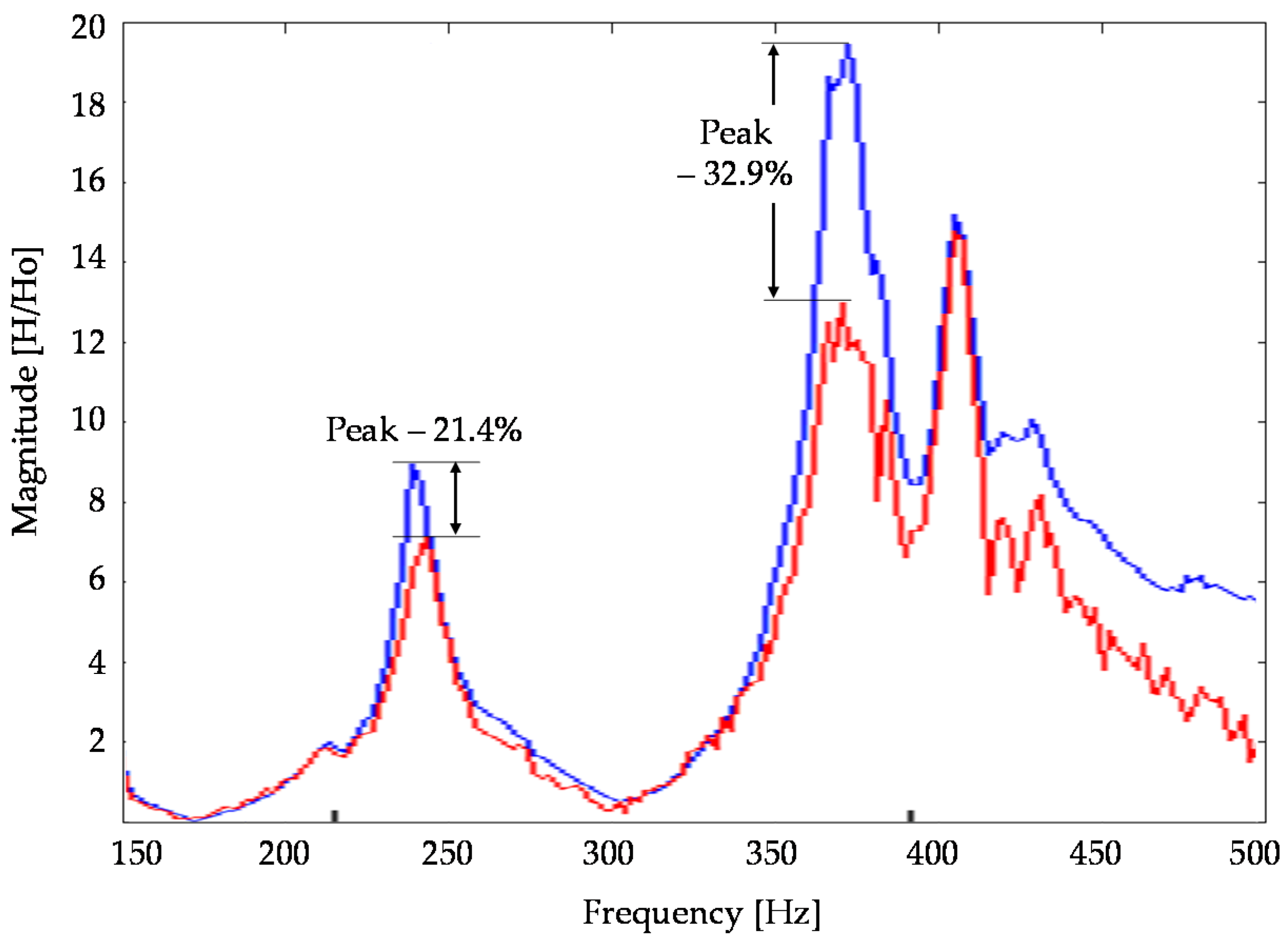
3. Experimental Tests and Results
4. Discussion and Conclusions
Author Contributions
Conflicts of Interest
References
- Vepa, R. Dynamics of Smart Structures; John Wiley & Sons Ltd.: Hoboken, NY, USA, 2010. [Google Scholar]
- Piefort, V. Finite Element Modelling of Piezoelectric Active Structures. Ph.D Thesis, University Libre Bruxelles, Bruxelles, Belgium, 2001. [Google Scholar]
- Ashby, M.F.; Evans, A.G.; Fleck, N.A.; Gibson, L.J.; Hutchinson, J.W.; Wadley, H.N.G. A Metal Foams, Design Guide; Butterworth-Heinemann: Oxford, UK, 2000. [Google Scholar]
- Archenti, A.; Nicolescu, C.M. Model-based Identification of Dynamic Stability of Machining System. In Proceedings of the 1st International Conference on Process Machine Interaction, Hannover, Germany, 3–4 September 2008.
- Schmitz, T.L.; Ziegert, J.C.; Canning, J.S.; Zapata, R. Case study: A comparison of error sources in high-speed milling. Precis. Eng. 2008, 32, 126–133. [Google Scholar] [CrossRef]
- Denkena, B.; Möhring, H.-C.; Will, J.C.; Sellmeier, V. Stability considerations of a piezo-electric adaptronic spindle. Wt-Online 2006, 9, 669–675. [Google Scholar]
- Kern, S.; Roth, M.; Abele, E.; Nordmann, R. Active Damping of Chatter Vibrations in High Speed Milling Using an Integrated Active Magnetic Bearing; Adaptronic Congress: Göttingen, Germany, 2006. [Google Scholar]
- Gad-el-Hak, M. MEMS Handbook; CRC Press: Boca Raton, FL, USA, 2000. [Google Scholar]
- Madon, M. Fundamentals of Microfabrication; CRC Press: Boca Raton, FL, USA, 2001. [Google Scholar]
- Lyshevski, S.E. Nano- and Micro-Electro-Mechanical Systems; CRC Press: Boca Raton, FL, USA, 2001. [Google Scholar]
- Janocha, H. Actuators, Basics and Principles; Springer: Berlin, Germany, 2004. [Google Scholar]
- Slatter, R.; Degen, R. Micro actuators for precise positioning applications in vacuum. In Proceedings of the 9th International Conference on New Actuators, Actuator 2004, Bremen, Germany, 14–16 June 2004.
- Shan, J.; Liu, H.T.; Sun, D. Slewing and vibration control of a single-link flexible manipulator by positive position feedback (PPF). Mechatronics 2005, 15, 487–503. [Google Scholar] [CrossRef]
- Zhang, X.; Mills, J.K.; Cleghorn, W.L. Flexible linkage structural vibration control on a 3-PRR planar parallel manipulator: Experimental results. J. Syst. Control Eng. 2009, 223, 71–84. [Google Scholar] [CrossRef]
- Zhang, Q.; Mills, K.J.; Cleghorn, L.W. Trajectory tracking and vibration suppression of a 3-PRR parallel manipulator with flexible links. Multibody Syst. Dyn. 2013, 33, 27–60. [Google Scholar] [CrossRef]
- Altintas, Y.; Brecher, C.; Weck, M.; Witt, S. Virtual machine tools. CIRP Ann. Manuf. Technol. 2005, 54, 115–138. [Google Scholar] [CrossRef]
- Catania, G.; Mancinelli, N. Theoretical–experimental modeling of milling machines for the prediction of chatter vibration. Int. J. Mach. Tools Manuf. 2011, 51, 339–348. [Google Scholar] [CrossRef]
- Cao, Y.; Altintas, Y. Modelling of spindle-bearing and machine tool systems for virtual simulation of milling operations. Int. J. Mach. Tools Manuf. 2007, 47, 1342–1350. [Google Scholar] [CrossRef]
- Bravo, U.; Altuzarra, O.; Lopez de Lacalle, L.N. Stability limits of milling considering the flexibility of the workpiece and the machine. Int. J. Mach. Tools Manuf. 2005, 45, 1669–1680. [Google Scholar] [CrossRef]
- Campa, F.J.; Lopez de Lacalle, L.N.; Celaya, A. Chatter avoidance in the milling of thin floors with bull-nose end mills: Model and stability diagrams. J. Mach. Tools Manuf. 2010, 51, 43–53. [Google Scholar] [CrossRef]
- Dequidt, A.; Castelain, J.M.; Valdes, E. Mechanical pre-design of high performance motion servomechanisms. Mech. Mach. Theory 2000, 35, 1047–1063. [Google Scholar] [CrossRef]
- Dietmair, A.; Zulaika, J.J.; Sulitka, M.; Bustillo, A.; Verl, A. Lifecycle impact reduction and energy savings through lightweight eco-design of machine tools. In Proceedings of the 17th CIRP International Conference on LCE, Hefei, China, 19–21 May 2010.
- Zulaika, J.J.; Campa, F.J.; Lopez de Lacalle, L.N. An integrated process–machine approach for designing productive and lightweight milling machines. Int. J. Mach. Tools Manuf. 2011, 51, 569–660. [Google Scholar] [CrossRef]
- Altintas, Y.; Woronko, A. A Piezo Tool Actuator for precision turning of hardened shafts. CIRP Ann. Manuf. Technol. 2002, 51, 303–306. [Google Scholar] [CrossRef]
- Denkena, B.; Gummer, O.; Will, J.C.; Hackelooer, F. Compensation of static and dynamic tool deflections during milling processes by an adaptronic spindle system. In Proceedings of the 2nd International Conference on Innovative Cutting Processes & Smart Machining, Cluny, France, 22–23 October 2008.
- Drossel, W.G.; Wittstock, V. Active spindle support for improving machining operations. CIRP Ann. Manuf. Technol. 2008, 57, 395–398. [Google Scholar] [CrossRef]
- Radecki, P.; Kruse, W.; Welsh, A.; Moro, E.; Park, G.; Bement, M. Improving a turning process using piezoelectric actuators. In Proceedings of the IMAC-XXVII, Orlando, FL, USA, 9–12 February 2009.
- Abi Hanieh, I.; Preumont, A.; Loix, N. Piezoelectric stewart platform for general purpose active damping interface and precision control. In Proceedings of the European Space Mechanisms and Tribology Symposium, Liège, Belgium, 19–21 September 2001.
- Craig, R.R.; Bampton, M.C.C. The coupling of substructures for dynamic. AAIA 1968, 6, 1313–1319. [Google Scholar]
- Ghareeb, N.; Weichert, D. Combined multi-body-system and finite element analysis of a complex mechanism. In Proceedings of the 11th SAMCEF User Conference, Paris, France, 31 March–1 April 2009.
- Fan, J.P.; Tang, C.Y.; Chow, C.L. A multilevel superelement technique for damage analysis. Int. J. Damage Mech. 2004, 13, 187–199. [Google Scholar] [CrossRef]
- Hughes, P.C. Space structures vibration modes: How many exist which ones are important. IEEE Control Syst. Mag. 1987, 7, 22–28. [Google Scholar] [CrossRef]
- Raja, S.; Sinha, P.K.; Prathap, G.; Bhattacharya, P. Influence of one and two dimensional piezoelectric actuation on active vibration control of smart panels. Aerosp. Sci. Technol. 2002, 6, 209–216. [Google Scholar] [CrossRef]
- Gawronski, W.K. Advanced Structural Dynamics and Active Control of Structures; Springer: New York, NY, USA, 2004. [Google Scholar]
- Li, F.M.; Song, Z.G.; Chen, Z.B. Active vibration control of conical shells using piezo-electric materials. J. Vib. Control 2012, 18, 2234–2256. [Google Scholar] [CrossRef]
- Zhou, K.; Doyle, J.C. Essentials of Robust Control; Prentice-Hall: Upper Saddle River, NJ, USA, 1998; p. 411. [Google Scholar]
- Robl, C.; Englberger, G.; Farber, G. H2-Control with acceleration feedback for a micro positioning system. In Proceedings of the 1999 IEEE International Conference on Control Applications, Hawaii, HI, USA, 22–27 August 1999; pp. 187–192.
- Lin, J.C.; Nien, M.H. Active control of a composite cantilever beam with piezo electric damping-modal actuators/sensors. Compos. Struct. 2005, 70, 170–176. [Google Scholar] [CrossRef]
- Zapateiro, M.; Karimi, H.R.; Luo, N.; Phillips, B.M.; Spencer, B.F., Jr. A mixed H2/HN-based semiactive control for vibration mitigation in flexible structures. In Proceedings of the 48th IEEE Conference on Decision and Control and 28th Chinese Control Conference, Shanghai, China, 16–18 December 2009; pp. 2186–2191.
- Hu, Y.R.; Vukovich, G. Active r obust shape control of flexible structures. Mechatronics 2005, 15, 807–820. [Google Scholar] [CrossRef]
- Aggogeri, F.; Al-Bender, F.; Brunner, B.; Elsaid, M.; Mazzola, M.; Merlo, A.; Ricciardi, D.; de la O Rodriguez, M.; Salvi, E. Design of piezo-based AVC system for machine tool applications. Mech. Syst. Signal Process. 2013, 36, 53–65. [Google Scholar] [CrossRef]
- Foutsitzi, G.; Marinova, D.G.; Hadjigeorgiou, E.; Stavroulakis, G.E. Robust H2 vibration control of beams with piezoelectric sensors and actuators. In Proceedings of the 2003 International Conference on Physics and Control, Saint Petersburg, Russia, 20–22 August 2003; pp. 157–162.
- Aguirre, G.; Al-Bender, F.; Van Brussel, H. A multiphysics model for optimizing the design of active aerostatic thrust bearings. Precis. Eng. 2010, 34, 507–515. [Google Scholar] [CrossRef]
- Bevly, D.; Dubowsky, S.; Mavroidis, C. A Simplified Cartesian-Computed Torque Controller for Highly Geared Systems and its Application to an Experimental Climbing Robot. MIT J. Dyn. Syst. Meas. Control 2000, 122, 27–32. [Google Scholar] [CrossRef]
- Holterman, J.; De Vries, T. Active Damping Based on Decoupled Collocated Control. IEEE/ASME Trans. Mech. 2005, 10, 135–145. [Google Scholar] [CrossRef]
- Kandhil, T.H. Adaptive feedforward cancellation of sinusoidal disturbances in superconducting RF cavities. Nuclear Instrum. Method Phys. Res. 2005, 550, 514–520. [Google Scholar] [CrossRef]
- Nguyen-Tuong, D.; Peters, J. Learning Robot Dynamics for Computed Torque Control Using Local Gaussian Processes Regression. In Proceedings of the ECSIS Symposium on Learning and Adaptive Behaviors for Robotic System, Edinburgh, UK, 6–8 August 2008.
- Preumont, A.; Dufour, J.P.; Malékian, C. Active Damping by a Local Force Feedback with Piezoelectric Actuators. AIAA J. Guid. Control Dyn. 1992, 15, 390–395. [Google Scholar] [CrossRef]
- Symens, W.; Van Brussel, H.; Swevers, J. Gain-scheduling Control of Machine Tools with Varying Structural Flexibility. Ann. CIRP 2004, 53, 321–324. [Google Scholar] [CrossRef]
- Tjahjowidodo, T.; Al-Bender, F.; Van Brussel, H.; Symens, W. Friction characterization and compensation in electro-mechanical systems. J. Sound Vib. 2007, 308, 632–646. [Google Scholar] [CrossRef]
- Van Brussel, H.M.J. Mechatronics—A Powerful Concurrent Engineering Framework. IEEE/ASME Trans. Mech. 1996, 1, 127–136. [Google Scholar] [CrossRef]
- Mazzola, M.; Aggogeri, F.; Merlo, A.; Brunner, B.; Rodriguez, M.; De La, O. Reliability characterization of a piezoelectric actuator based AVC system. In Proceedings of the 10th ASME Biennial Conference on Engineering Systems Design and Analysis, Istanbul, Turkey, 12–14 July 2010.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
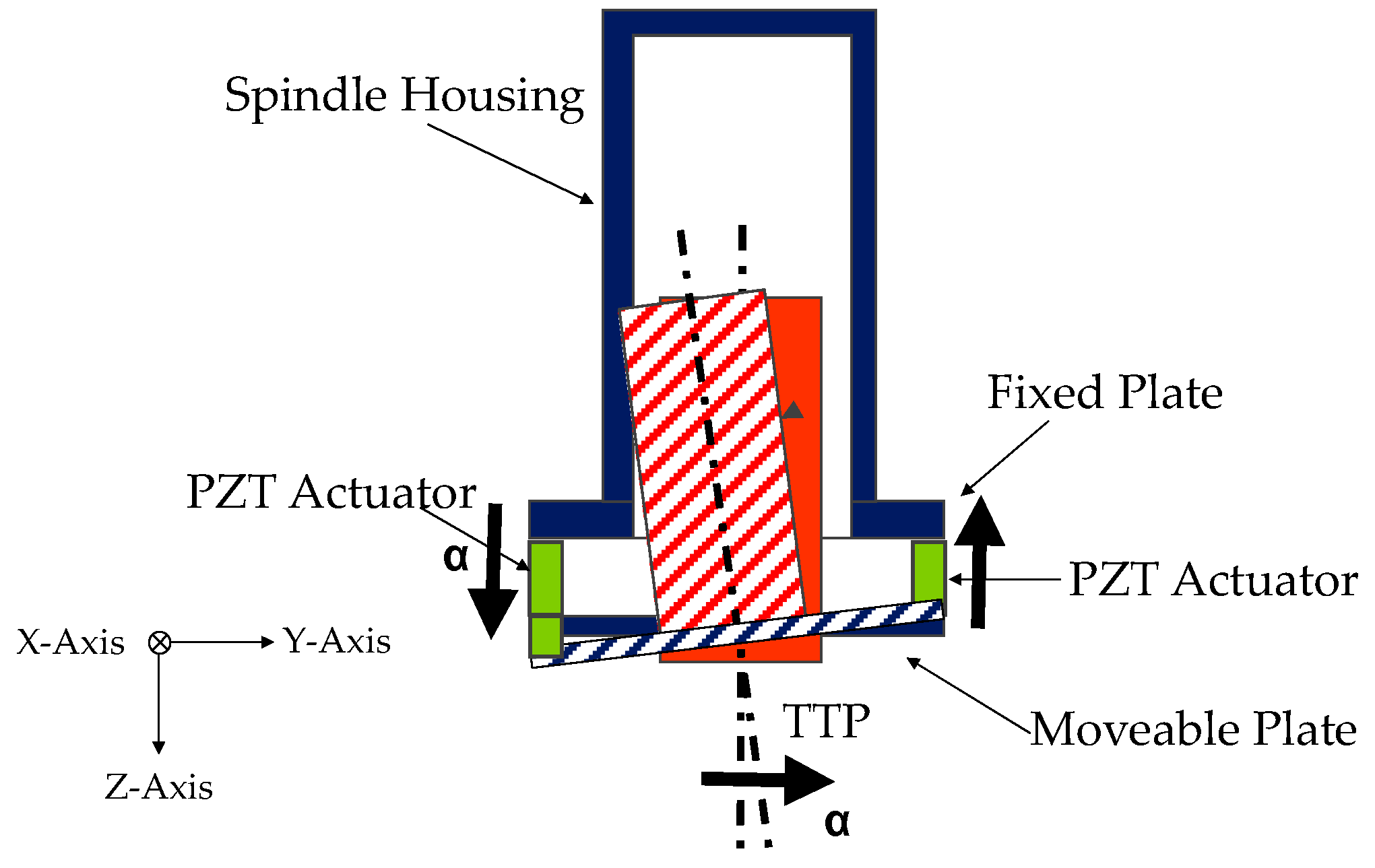
| Tool Tip Point (TTP) | Actuation Strokes |
|---|---|
| Δ TTP (X; Y; Z) = (1; 0; 0) | Act (Act1; Act2; Ac3) = (+1.0; 0.0; ‒1.0) |
| Δ TTP (X; Y; Z) = (0; 1; 0) | Act (Act1; Act2; Ac3) = (‒0.5; 1.0; ‒0.5) |
| Δ TTP (X; Y; Z) = (0; 0; 1) | Act (Act1; Act2; Ac3) = (+1.0; 1.0; +1.0) |
| Technical Features | Value |
|---|---|
| Length | 60 mm |
| El capacitance | 800 nF |
| Stiffness | 450 N/μm |
| Resonance Frequency | 30 kHz |
| Maximum Load | 35 kN |
| Maximum Force Generation | 25 kN |
| Maximum Tensile Force | 4 kN |
| Mode | FE Model Freq (Hz) | Experimental Freq (Hz) | Damping |
|---|---|---|---|
| 1 | 19 | 21.6 | 0.17 |
| 2 | 24 | 24.3 | 0.09 |
| 3 | 30 | 34.8 | 0.04 |
| 6 | 53 | 49.1 | 0.03 |
| 7 | 61 | 59.3 | 0.02 |
| 8 | 71 | 68.2 | 0.05 |
| 10 | 80 | 84.1 | 0.04 |
| Inputs | Outputs |
|---|---|
| Forces on the TTP on X, Y, and Z axes | Elongation of the piezo actuators (strain measure) |
| Forces acting on the piezo actuators | Distance between moveable module and fixed plate on three points (located on piezo actuators) |
| Forces acting on the kinematic chains X and Y | Accelerations (X, Y, Z axes) measured |
| Displacement of TTP (X, Y, Z axes) elongation of the kinematic chains |
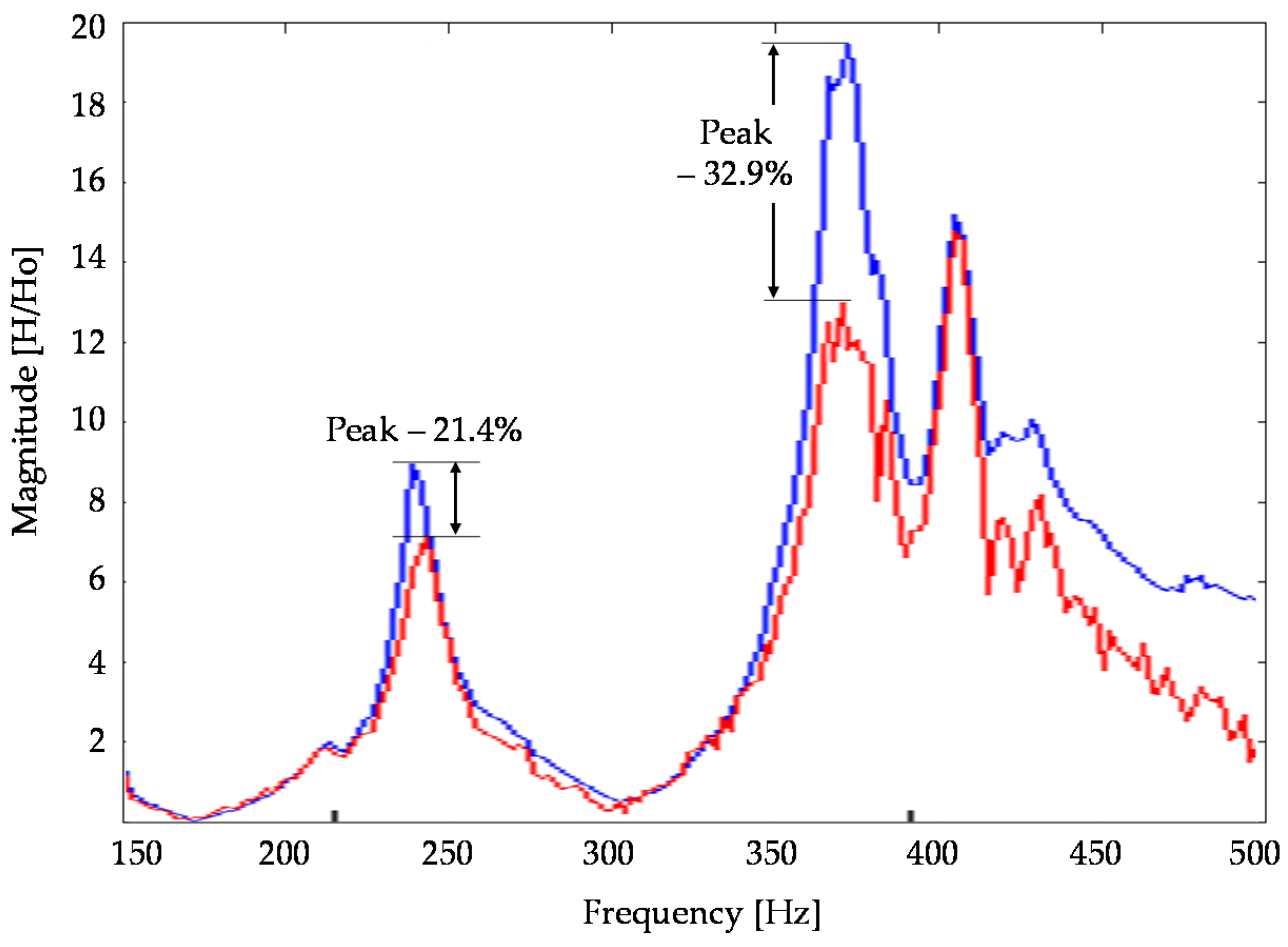
| Frequency Range (Hz) | Control OFF (Peak Magnitude) | Control ON (Peak Magnitude) | Peak Reduction (%) |
|---|---|---|---|
| 230–240 | 8.92 | 7.01 | 21.4% |
| 370–380 | 19.36 | 12.98 | 32.9% |
| Robust Control | Adaptive Control | Intelligent Control | ||||
|---|---|---|---|---|---|---|
| Disturbance source | H2-LQG Proposed | Model Reference Adaptive Control (MRAC) | Dual Control | Neural Networks Control (NNC) | Fuzzy Logic Control (FLC) | |
| Machining Parameters (Axis position, Spindle RPM, Feed rate, etc.) | (+) | Easy to implement | Negligible response on the system | Low time to reach convergence, process parameters variation is rapid | Simple programming | Based on expert knowledge |
| (−) | One operative range | Difficult to develop | Suboptimal solution needed | Convergence is time consuming | Difficult for MIMO system without adaption | |
| Actuation Parameter Characteristics | (+) | Easy to implement | Negligible response on the system | Process parameters variation is rapid | Simple programming | Extremely simple to implement |
| (−) | One operative range | Convergence is time-consuming | Extremely difficult to implement | Many data to be fitted | Difficult for MIMO system without adaption | |
| Missing Information after FE Model Reduction | (+) | Easy to implement | Negligible response on the system | Low time to reach convergence | Best model uncertainties, simple programming | Based on expert knowledge |
| (−) | One operative range | Convergence is time-consuming | Extremely difficult to implement, suboptimal solution needed | Many data to be fitted | Difficult for MIMO (Multiple Input Multiple Output) system without adaption | |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aggogeri, F.; Borboni, A.; Merlo, A.; Pellegrini, N.; Ricatto , R. Real-Time Performance of Mechatronic PZT Module Using Active Vibration Feedback Control. Sensors 2016, 16, 1577. https://doi.org/10.3390/s16101577
Aggogeri F, Borboni A, Merlo A, Pellegrini N, Ricatto R. Real-Time Performance of Mechatronic PZT Module Using Active Vibration Feedback Control. Sensors. 2016; 16(10):1577. https://doi.org/10.3390/s16101577
Chicago/Turabian StyleAggogeri, Francesco, Alberto Borboni, Angelo Merlo, Nicola Pellegrini, and Raffaele Ricatto . 2016. "Real-Time Performance of Mechatronic PZT Module Using Active Vibration Feedback Control" Sensors 16, no. 10: 1577. https://doi.org/10.3390/s16101577
APA StyleAggogeri, F., Borboni, A., Merlo, A., Pellegrini, N., & Ricatto , R. (2016). Real-Time Performance of Mechatronic PZT Module Using Active Vibration Feedback Control. Sensors, 16(10), 1577. https://doi.org/10.3390/s16101577