
Use of Nanocellulose to Produce Water-Based Conductive Inks with Ag NPs for Printed Electronics

 , , ,
, , ,
Abstract
1. Introduction
2. Results and Discussion
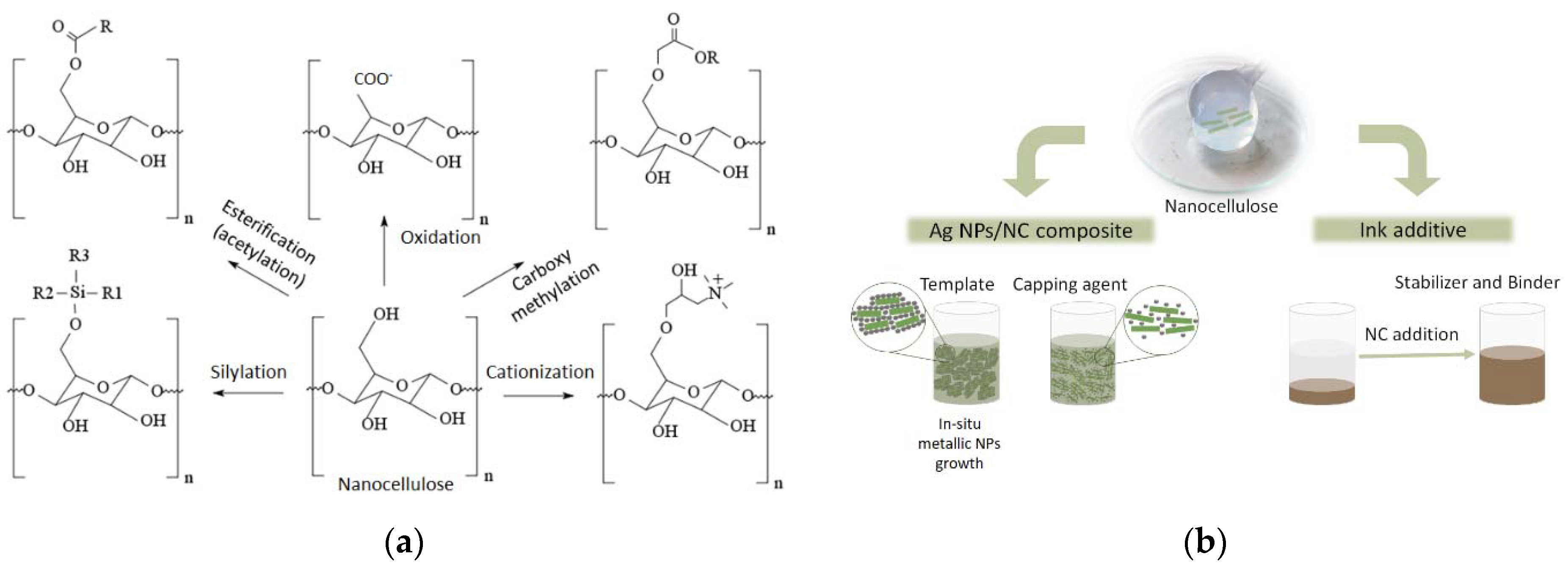
2.1. Synthesis and Physicochemical Characterization of Ag NP/NC Composites
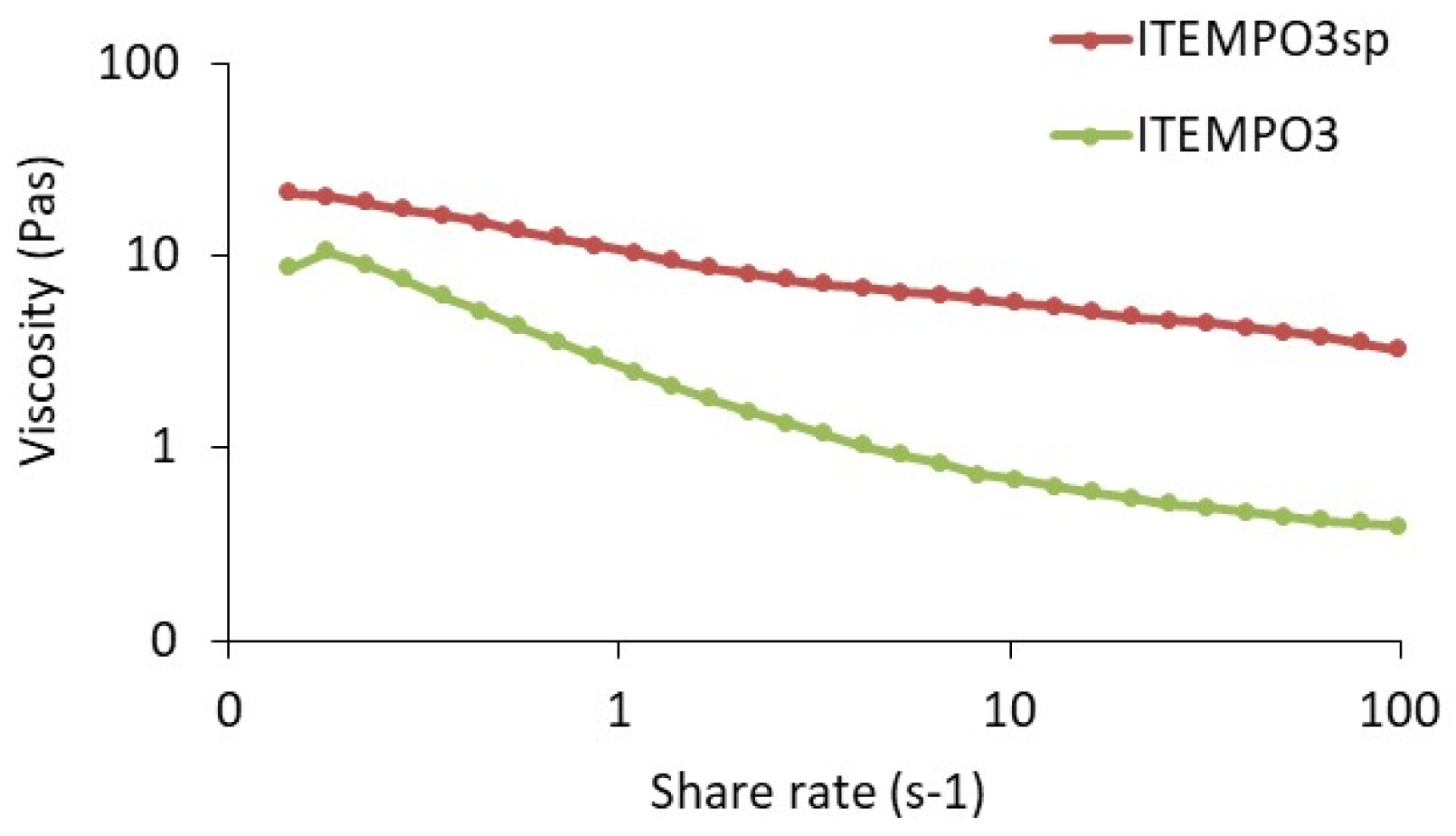
2.2. Ink Formulation and Characterization
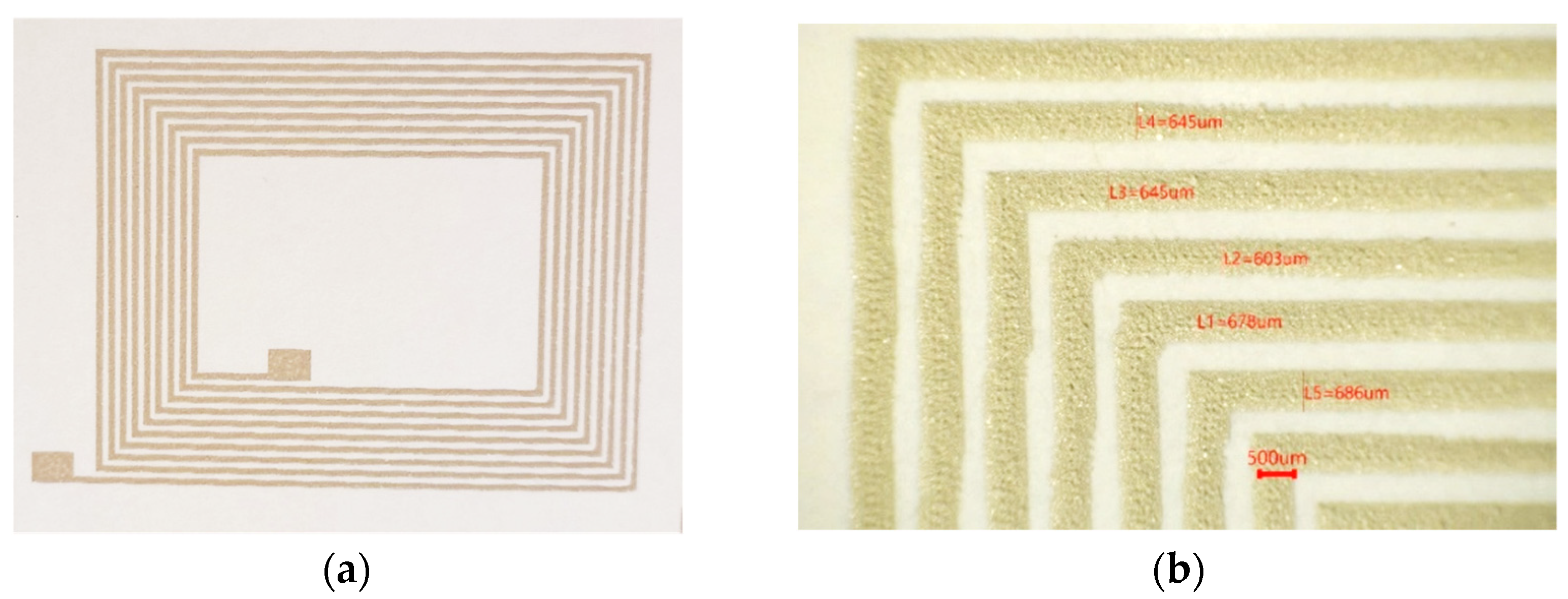
2.3. Screen-Printing and NFC Performance Evaluation
3. Materials and Methods
3.1. Synthetic Procedures
3.1.1. Procedure to Obtain Carboxymethylated CNF
3.1.2. Procedure to Obtain CNC-TEMPO
3.1.3. Procedure to Obtain Ag NP/NC Composite
3.1.4. Procedure for Ink Formulation
3.1.5. Screen-Printing Procedure
3.2. Characterization Methods
3.2.1. Conductimetric Titration
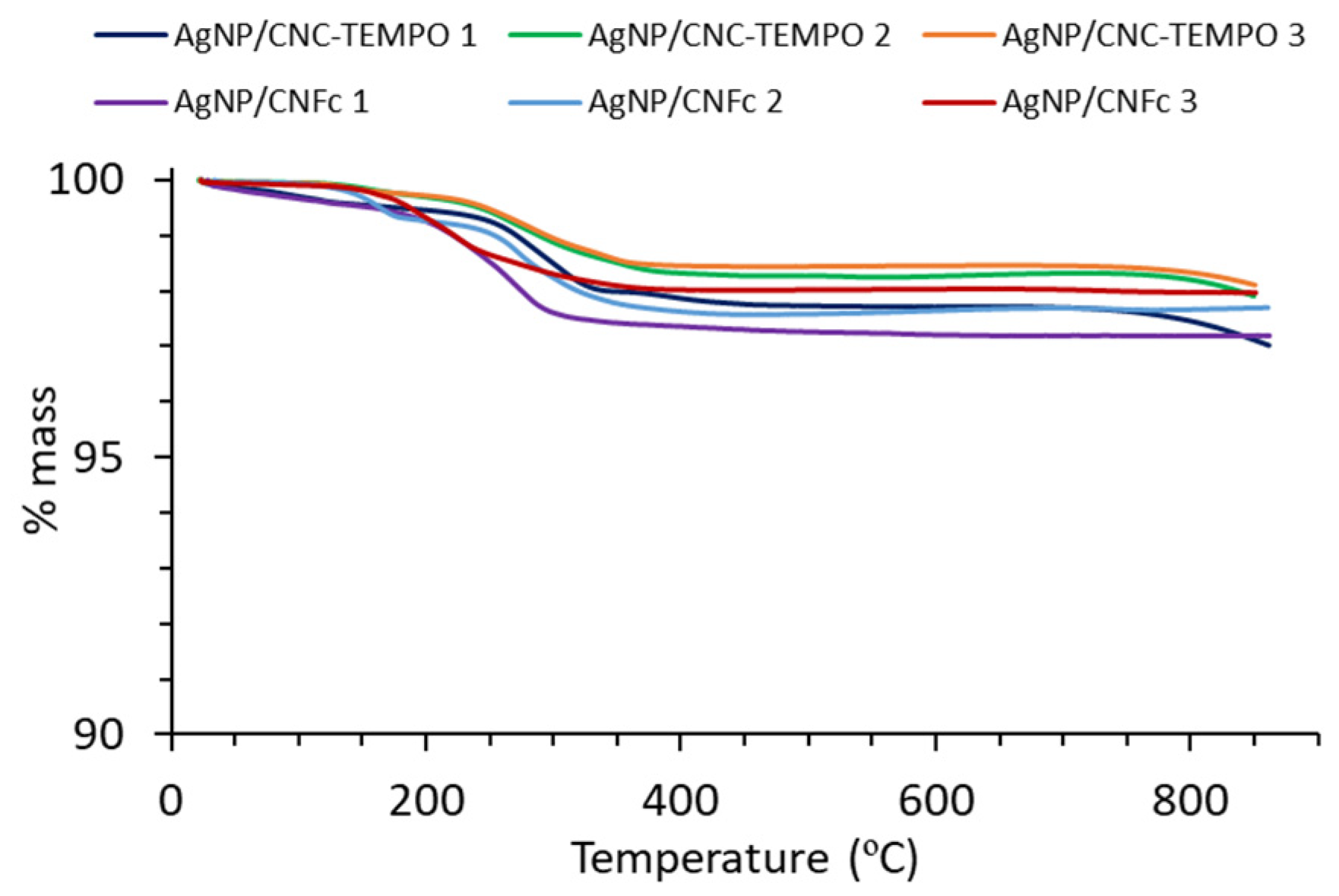
3.2.2. Thermogravimetric Analysis (TGA)
3.2.3. Scanning Electron Microscopy (SEM)
3.2.4. Transmission Electron Microscopy (TEM)
3.2.5. X-ray Diffraction (XRD)
3.2.6. X-ray Photoelectron Spectroscopy (XPS)
3.2.7. Conductivity and Resistivity Measurements
3.2.8. Thickness Layer
3.2.9. Viscosity
3.2.10. Procedure for NFC Antenna Evaluation
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wiklund, J.; Karakoç, A.; Palko, T.; Yiğitler, H.; Ruttik, K.; Jäntti, R.; Paltakari, J. A Review on Printed Electronics: Fabrication Methods, Inks, Substrates, Applications and Environmental Impacts. J. Manuf. Mater. Process. 2021, 5, 89. [Google Scholar] [CrossRef]
- Ferreira, C.; Sílvia Manuela Rocha, L.A.; Viana, J.C. Printing Technologies on Flexible Substrates for Printed Electronics. In Flexible Electronics; Rackauskas, S., Ed.; IntechOpen: London, UK, 2018; pp. 47–70. [Google Scholar] [CrossRef]
- Börjesson, M.; Westman, G. Crystalline Nanocellulose—Preparation, Modification and Properties. In Cellulose. Fundamental Aspects and Current Trends; IntechOpen: London, UK, 2015; pp. 159–191. [Google Scholar] [CrossRef]
- Klemm, D.; Cranston, E.D.; Fischer, D.; Gama, M.; Kedzior, S.A.; Kralisch, D.; Kramer, F.; Kondo, T.; Lindström, T.; Nietzsche, S.; et al. Nanocellulose as a Natural Source for Groundbreaking Applications in Materials Science: Today’s State. Mater. Today 2018, 21, 720–748. [Google Scholar] [CrossRef]
- Kaushik, M.; Moores, A. Review: Nanocelluloses as Versatile Supports for Metal Nanoparticles and Their Applications in Catalysis. Green Chem. 2016, 18, 622–637. [Google Scholar] [CrossRef]
- Eyleya, S.; Thielemans, W. Surface modification of cellulose nanocrystals. Nanoscale 2014, 6, 7764–7779. [Google Scholar] [CrossRef]
- Padalkar, S.; Capadona, J.R.; Rowan, S.J.; Weder, C.; Won, Y.H.; Stanciu, L.A.; Moon, R.J. Natural Biopolymers: Novel Templates for the Synthesis of Nanostructures. Langmuir 2010, 26, 8497–8502. [Google Scholar] [CrossRef]
- Du, X.; Zhang, Z.; Liu, W.; Deng, Y. Nanocellulose-Based Conductive Materials and Their Emerging Applications in Energy Devices—A Review. Nano Energy 2017, 35, 299–320. [Google Scholar] [CrossRef]
- Salama, A.; Abouzeid, R.E.; Owda, M.E.; Cruz-Maya, I.; Guarino, V. Cellulose–Silver Composites Materials: Preparation and Applications. Biomolecules 2021, 11, 1684. [Google Scholar] [CrossRef]
- Xu, Q.; Jin, L.; Wang, Y.; Chen, H.; Qin, M. Synthesis of silver nanoparticles using dialdehyde cellulose nanocrystal as a multi-functional agent and application to antibacterial paper. Cellulose 2019, 26, 1309–1321. [Google Scholar] [CrossRef]
- Heidari, H.; Karbalaee, M. Ultrasonic Assisted Synthesis of Nanocrystalline Cellulose as Support and Reducing Agent for Ag Nanoparticles: Green Synthesis and Novel Effective Nanocatalyst for Degradation of Organic Dyes. Appl. Organomet. Chem. 2019, 33, e5070. [Google Scholar] [CrossRef]
- Hoeng, F.; Bras, J.; Gicquel, E.; Krosnicki, G.; Denneulin, A. Inkjet Printing of Nanocellulose-Silver Ink onto Nanocellulose Coated Cardboard. RSC Adv. 2017, 7, 15372–15381. [Google Scholar] [CrossRef]
- Hoeng, F.; Denneulin, A.; Bras, J.; Neuman, C. Conductive Ink with Silver. Patent Application No. FR3025207A1, 4 March 2016. [Google Scholar]
- Hoeng, F.; Denneulin, A.; Neuman, C.; Bras, J. Charge Density Modification of Carboxylated Cellulose Nanocrystals for Stable Silver Nanoparticles Suspension Preparation. J. Nanopart. Res. 2015, 17, 244. [Google Scholar] [CrossRef]
- Meulendijks, N.; Burghoorn, M.; van Ee, R.; Mourad, M.; Mann, D.; Keul, H.; Bex, G.; van Veldhoven, E.; Verheijen, M.; Buskens, P. Electrically Conductive Coatings Consisting of Ag-Decorated Cellulose Nanocrystals. Cellulose 2017, 24, 2191–2204. [Google Scholar] [CrossRef]
- Nguyen, H.L.; Jo, Y.K.; Cha, M.; Cha, Y.J.; Yoon, D.K.; Sanandiya, N.D.; Prajatelistia, E.; Oh, D.X.; Hwang, D.S. Mussel-Inspired Anisotropic Nanocellulose and Silver Nanoparticle Composite with Improved Mechanical Properties, Electrical Conductivity and Antibacterial Activity. Polymers 2016, 8, 102. [Google Scholar] [CrossRef] [PubMed]
- Ifuku, S.; Tsuji, M.; Morimoto, M.; Saimoto, H.; Yano, H. Synthesis of Silver Nanoparticles Templated by TEMPO-Mediated Oxidized Bacterial Cellulose Nanofibers. Biomacromolecules 2009, 10, 2714–2717. [Google Scholar] [CrossRef]
- Lokanathan, A.R.; Uddin, K.M.A.; Rojas, O.J.; Laine, J. Cellulose Nanocrystal-Mediated Synthesis of Silver Nanoparticles: Role of Sulfate Groups in Nucleation Phenomena. Biomacromolecules 2014, 15, 373–379. [Google Scholar] [CrossRef] [PubMed]
- Kamel, S.; Haroun, A.A.; El-Nahrawy, A.M.; Diab, M.A. Electroconductive Composites Containing Nanocellulose, Nanopolypyrrole, and Silver Nanoparticles. J. Renew. Mater. 2019, 7, 193–203. [Google Scholar] [CrossRef]
- Kamyshny, A. Metal-Based Inkjet Inks for Printed Electronics. Open Appl. Phys. J. 2011, 4, 19–36. [Google Scholar] [CrossRef]
- Theivasanthi, T.; Alagar, M. Silver Nanoparticle Synthesize. Nano Biomed. Eng. 2012, 4, 58–65. [Google Scholar] [CrossRef]
- Salavati-Niasari, M.; Davar, F. Synthesis of Copper and Copper(I) Oxide Nanoparticles by Thermal Decomposition of a New Precursor. Mater. Lett. 2009, 63, 441–443. [Google Scholar] [CrossRef]
- NIST Standard Reference Database 20, Version 4.1. Available online: https://srdata.nist.gov/xps/ (accessed on 10 February 2022).
- Wågberg, L.; Decher, G.; Norgren, M.; Lindström, T.; Ankerfors, M.; Axnäs, K. The Build-Up of Polyelectrolyte Multilayers of Microfibrillated Cellulose and Cationic Polyelectrolytes. Langmuir 2008, 24, 784–795. [Google Scholar] [CrossRef]
- Rosén, T.; He, H.; Wang, R.; Zhan, C.; Chodankar, S.; Fall, A.; Aulin, C.; Larsson, P.T.; Lindström, T.; Hsiao, B.S. Cross-Sections of Nanocellulose from Wood Analyzed by Quantized Polydispersity of Elementary Microfibrils. ACS Nano 2020, 14, 16743–16754. [Google Scholar] [CrossRef] [PubMed]
- Isogai, A.; Saito, T.; Fukuzumi, H. TEMPO-Oxidized Cellulose Nanofibers. Nanoscale 2011, 12, 71–85. [Google Scholar] [CrossRef] [PubMed]
- Katz, S.; Beatson, R.P.; Scallon, A.M. The Determination of Strong and Weak Acidic Groups in Sulfite Pulps. Sven. Papp. 1984, 87, R48–R53. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of NC | Reducing Method for Ag NP Synthesis | Ag NPs (wt.%) | Conductivity (S/m) (Sintering Conditions) | Ref. |
|---|---|---|---|---|
| Dialdehyde-CNC | Thermal reduction with acid/base | up to 50 | * | [10] |
| CNC | Thermal reduction (65 °C) | 39.4 | * | [11] |
| TEMPO-CNC | Reduction with NaBH4 | 70.7 | 2.5 × 104 (180 °C, 30 min) | [12,13] |
| TEMPO-CNC | Reduction with NaBH4 | up to 97 | * | [14] |
| TEMPO-CNC | Reduction with SnCl2, glucose and tartaric acid | 94 | 2.9 × 106 (450 °C, photonic) | [15] |
| TEMPO-CNF | Reduction with dopamine | 6.8 | 4 × 104 | [16] |
| TEMPO-BNC | Thermal reduction (100 °C) | * | * | [17] |
| Sulfonated-CNC | Reduction with NaBH4 | * | * | [18] |
| Sulfonated-CNC | Reduction with pyrrole | 45 | 10−1 | [19] |
| Composite | Reducing Agent | Ag (wt.%) | Ag NPs Size (nm) |
|---|---|---|---|
| Ag NP/CNFc 1 | NaBH4 | 97.2 | 9.2 ± 5.0 |
| Ag NP/CNFc 2 | Hydrazine | 97.7 | 6.9 ± 1.8 |
| Ag NP/CNFc 3 | Thermal reduction at high T in EG | 97.9 | 7.9 ± 2.5 |
| Ag NP/CNC-TEMPO 1 | NaBH4 | 97.0 | 5.0 ± 2.0 |
| Ag NP/CNC-TEMPO 2 | Hydrazine | 97.9 | 6.5 ± 1.0 |
| Ag NP/CNC-TEMPO 3 | Thermal reduction at high T in EG | 98.1 | 4.5 ± 2.2 |
| Inks | Ag NP/NC Composite | Ag NPs (wt.%) | NC (wt.%) | Conductivity (S/m) |
|---|---|---|---|---|
| ICNFc1 | Ag NP/CNFc 1 | 48.6 | 1.4 | 5 ± 0.3 × 104 |
| ITEMPO1 | Ag NP/CNC-TEMPO 1 | 53.1 | 1.9 | 1.1 ± 0.03 × 106 |
| ICNFc2 | Ag NP/CNFc 2 | 53.7 | 1.3 | 2.3 ± 0.5 × 105 |
| ITEMPO2 | Ag NP/CNC-TEMPO 2 | 53.8 | 1.2 | 5.3 ± 1.3 × 105 |
| ICNFc3 | Ag NP/CNFc 3 | 53.9 | 1.1 | 6.9 ± 0.6 × 105 |
| ITEMPO3 | Ag NP/CNC-TEMPO 3 | 53.9 | 1.1 | 2 ± 0.06 × 106 |
| Sample | Resistance (Ω) | Inductance (µH) | Self-Capacitance (pF) | Q Factor |
|---|---|---|---|---|
| ITEMPO3sp-1 | 113.9 ± 1.03 | 4.69 ± 6.94 × 10−4 | 18.20 ± 2.64 × 10−2 | 3.51 ± 0.03 |
| ITEMPO3sp-3 | 64.2 ± 0.58 | 4.80 ± 6.94 × 10−4 | 17.79 ± 2.64 × 10−2 | 6.37 ± 0.06 |
| ITEMPO3sp-6 | 46.9 ± 0.42 | 4.72 ± 6.94 × 10−4 | 17.98 ± 2.64 × 10−2 | 8.57 ± 0.08 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Martinez-Crespiera, S.; Pepió-Tàrrega, B.; González-Gil, R.M.; Cecilia-Morillo, F.; Palmer, J.; Escobar, A.M.; Beneitez-Álvarez, S.; Abitbol, T.; Fall, A.; Aulin, C.; et al. Use of Nanocellulose to Produce Water-Based Conductive Inks with Ag NPs for Printed Electronics. Int. J. Mol. Sci. 2022, 23, 2946. https://doi.org/10.3390/ijms23062946
Martinez-Crespiera S, Pepió-Tàrrega B, González-Gil RM, Cecilia-Morillo F, Palmer J, Escobar AM, Beneitez-Álvarez S, Abitbol T, Fall A, Aulin C, et al. Use of Nanocellulose to Produce Water-Based Conductive Inks with Ag NPs for Printed Electronics. International Journal of Molecular Sciences. 2022; 23(6):2946. https://doi.org/10.3390/ijms23062946
Chicago/Turabian StyleMartinez-Crespiera, Sandra, Belén Pepió-Tàrrega, Rosa M. González-Gil, Francisco Cecilia-Morillo, Javier Palmer, Ana M. Escobar, Sirio Beneitez-Álvarez, Tiffany Abitbol, Andreas Fall, Christian Aulin, and et al. 2022. "Use of Nanocellulose to Produce Water-Based Conductive Inks with Ag NPs for Printed Electronics" International Journal of Molecular Sciences 23, no. 6: 2946. https://doi.org/10.3390/ijms23062946
APA StyleMartinez-Crespiera, S., Pepió-Tàrrega, B., González-Gil, R. M., Cecilia-Morillo, F., Palmer, J., Escobar, A. M., Beneitez-Álvarez, S., Abitbol, T., Fall, A., Aulin, C., Nevo, Y., Beni, V., Tolin, E., & Bahr, A. (2022). Use of Nanocellulose to Produce Water-Based Conductive Inks with Ag NPs for Printed Electronics. International Journal of Molecular Sciences, 23(6), 2946. https://doi.org/10.3390/ijms23062946