
Mechanical Properties of TC11 Titanium Alloy and Graphene Nanoplatelets/TC11 Composites Prepared by Selective Laser Melting

Abstract
:1. Introduction
2. Results
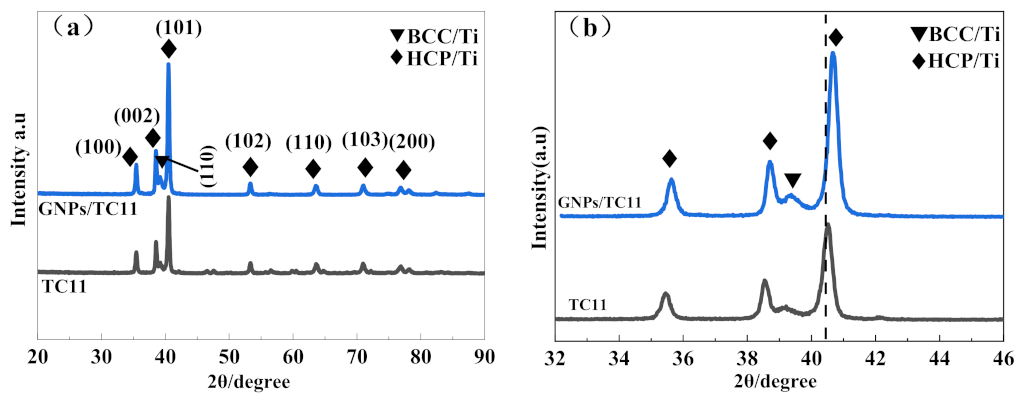
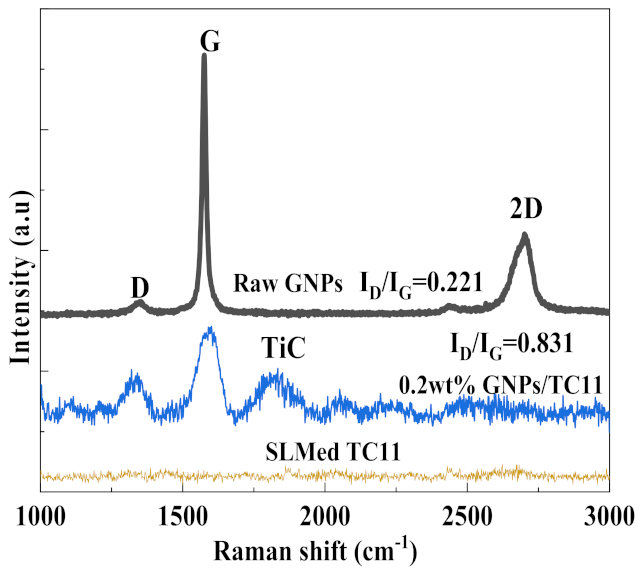
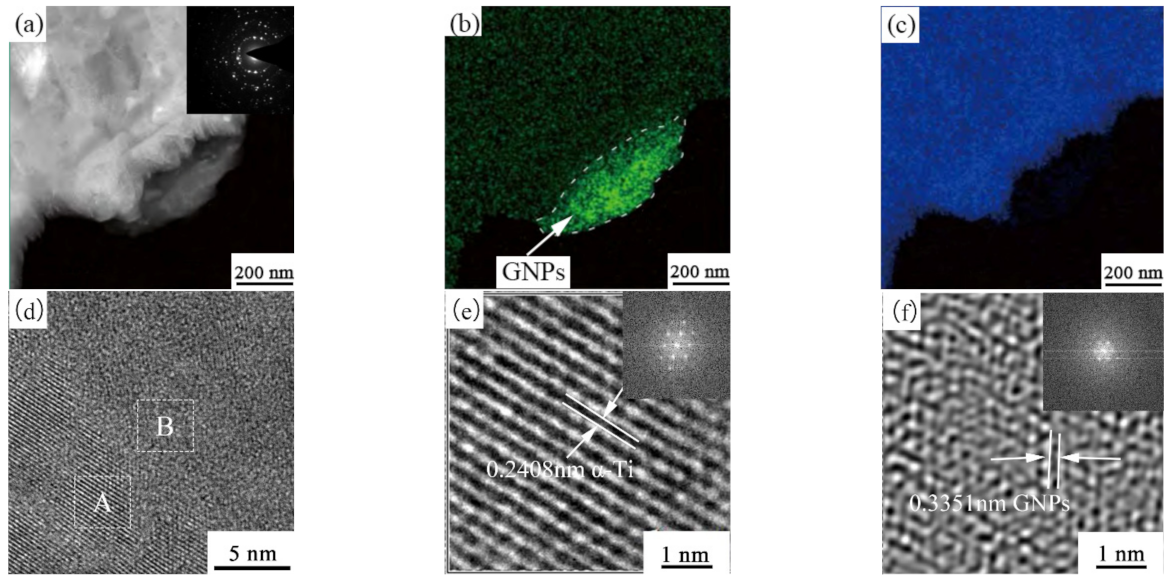
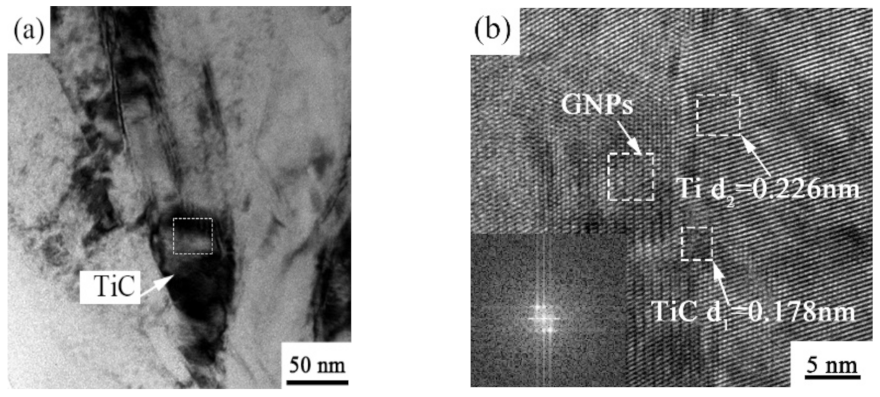
2.1. Phase Analysis of Powder and Composites
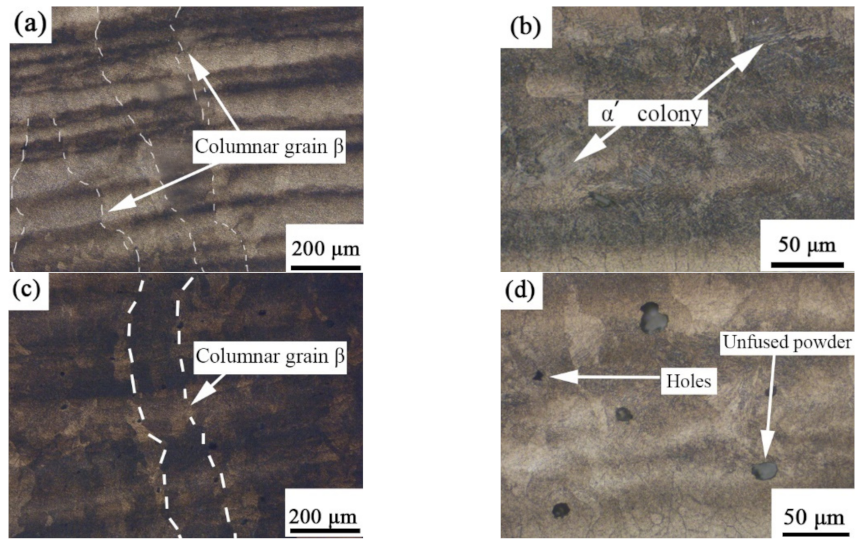
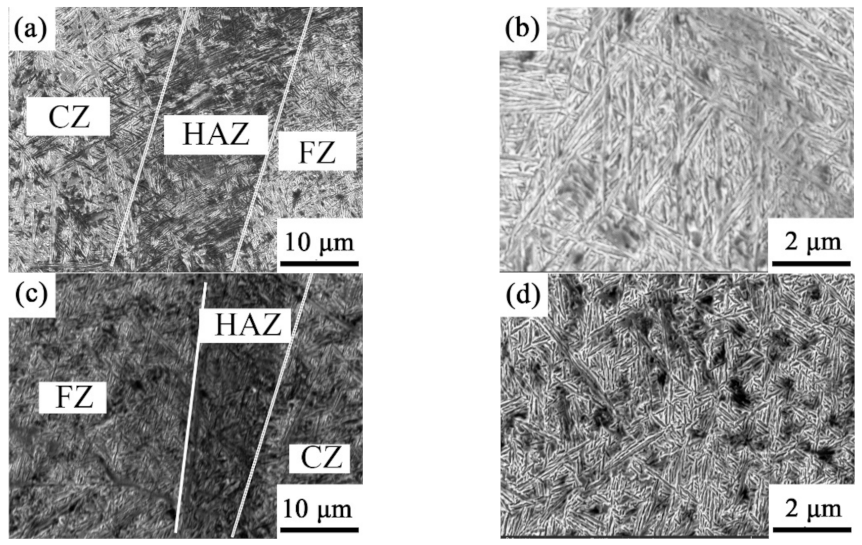
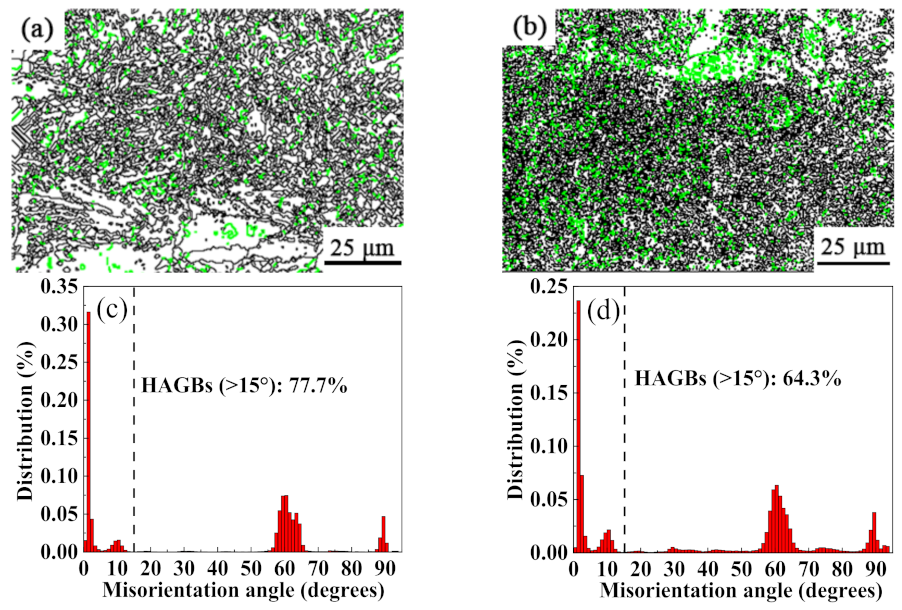
2.2. Microstructure
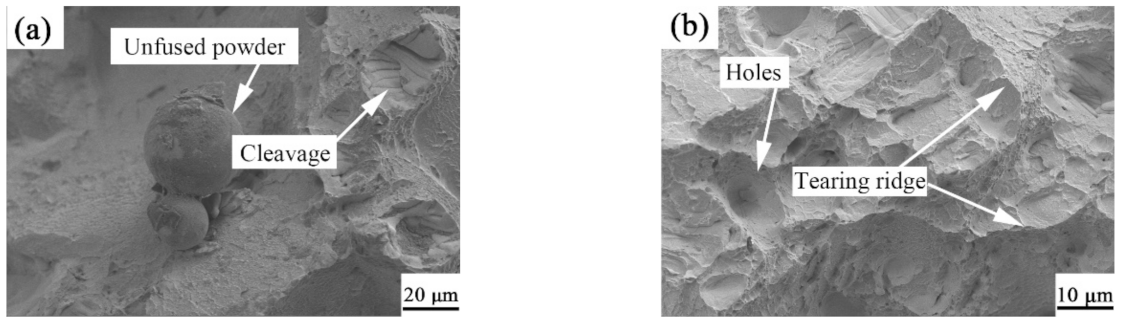
2.3. Tensile Properties
3. Discussion
3.1. Dislocation Strengthening (CET)
3.2. Load Transfer Strengthening
3.3. Fine Grain Strengthening
3.4. Orowan Looping Strengthening
4. Materials and Methods
5. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Boyer, R.R. An Overview on the Use of Titanium in the Aerospace Industry. Mater. Sci. Eng. 1996, 213, 103–114. [Google Scholar] [CrossRef]
- Yamada, M. An Overview on the Development of Titanium Alloys for Non-aerospace Application in Japan. Mater. Sci. Eng. 1996, 213, 8–15. [Google Scholar] [CrossRef]
- Banerjee, D.; Williams, J.C. Perspectives on Titanium science and technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Poondla, N.; Srivatsan, T.S.; Petraroli, M.; Patnaik, A. A Study of the Microstructure and Hardness of Two Titanium Alloys: Commercial Pure and Ti6Al4V. J. Alloys Compd. 2009, 486, 162–167. [Google Scholar] [CrossRef]
- Yan, Q.; Chen, B. Super-High-Strength Graphene/Titanium Composites Fabricated by Selective Laser Melting. Carbon 2020, 174, 451–462. [Google Scholar] [CrossRef]
- Poletti, C.; Balog, M.; Schubert, T.; Liedtke, V.; Edtmaier, C. Production of Titanium Matrix Composites Reinforced with SiC Particles. Compos. Sci. Technol. 2008, 68, 2171–2177. [Google Scholar] [CrossRef] [Green Version]
- Kim, Y.J.; Chung, H.; Kang, J.L. Processing and Mechanical Properties of Ti–6Al–4V/TiC in Situ Composite Fabricated by Gas–solid Reaction. Mater. Sci. Eng. 2002, 333, 343–350. [Google Scholar] [CrossRef]
- Kang, N.; Coddet, P.; Liu, Q.; Liao, H.; Coddet, C. In-situ TiB/near α Ti Matrix Composites Manunfactured by Selective Laser Melting. Addit. Manuf. 2016, 11, 1–6. [Google Scholar] [CrossRef]
- Attar, H.; Prashanth, K.G.; Zhang, L.C.; Calin, M.; Okulov, I.V.; Scudino, S.; Yang, C.; Eckert, J. Effect of Powder Particle Shape on the Properties of In Situ Ti-TiB Composite Materials Produced by Selective Laser Melting. J. Mater. Sci. Technol. 2015, 31, 1001–1005. [Google Scholar] [CrossRef]
- Cao, Z.; Wang, X.; Li, J.; Wu, Y.; Zhang, H.; Guo, J.; Wang, S. Reinforcement with Graphene Nanoflakes in Titanium Matrix Composites. J. Alloys Compd. 2016, 696, 498–502. [Google Scholar] [CrossRef]
- Kim, W.J.; Lee, T.J.; Han, S.H. Multi-Layer Graphene/Copper Composites: Preparation Using High-Ratio Differential Speed Rolling, Microstructure and Mechanical Properties. Carbon 2014, 69, 55–65. [Google Scholar] [CrossRef]
- Young, R.J.; Kinloch, I.A.; Gong, L.; Novoselov, K.S. The Mechanics of Graphene Nanocomposites: A review. Compos. Sci. Technol. 2012, 72, 1459–1476. [Google Scholar] [CrossRef]
- Stankovich, S.; Dikin, D.A.; Dommett, G.H.; Kohlhaas, K.M.; Zimney, E.J.; Stach, E.A.; Piner, R.D.; Nguyen, S.T.; Ruoff, R.S. Graphene-Based Composite Materials. Nature 2006, 442, 282–286. [Google Scholar] [CrossRef] [PubMed]
- Kamat, P.V. ChemInform Abstract: Graphene-Based Nanoarchitectures. Anchoring Semiconductor and Metal Nanoparticles on a Two-Dimensional Carbon Support. ChemInform 2010, 41, 520–527. [Google Scholar] [CrossRef]
- Baig, Z.; Mamat, O.; Mustapha, M. Recent Progress on the Dispersion and the Strengthening Effect of Carbon Nanotubes and Graphene-Reinforced Metal Nanocomposites: A Review. Crit. Rev. Solid State Mater. Sci. 2016, 41, 39–42. [Google Scholar] [CrossRef]
- Wang, M.; Zhao, Y.; Wang, L.D.; Zhu, Y.P.; Wang, X.-J.; Sheng, J.; Yang, Z.-Y.; Shi, H.-L.; Shi, Z.-D.; Fei, W.-D. Achieving High Strength and Ductility in Graphene/Magnesium Composite via an In-Situ Reaction Wetting Process. Carbon 2018, 139, 954–963. [Google Scholar] [CrossRef]
- Jiang, Y.; Tan, Z.; Xu, R.; Fan, G.D.; Xiong, B.; Guo, Q. Tailoring the Structure and Mechanical Properties of Graphene Nanosheet/Aluminum Composites by Flake Powder Metallurgy via Shift-Speed Ball Milling. Comp. Part A 2018, 111, 73–82. [Google Scholar] [CrossRef]
- Mu, X.N.; Cai, H.N.; Zhang, H.M.; Fan, Q.B.; Wang, F.; Zhang, Z.; Ge, Y.; Shi, R.; Wu, Y.; Wang, Z. Uniform Dispersion and Interface Analysis of Nickel Coated Graphene Nanoflakes/Pure Titanium Matrix Composites. Carbon 2018, 137, 146–155. [Google Scholar] [CrossRef]
- Mu, X.N.; Cai, H.N.; Zhang, H.M.; Fan, Q.B.; Zhang, Z.; Wu, Y.; Ge, Y.; Wang, D. Interface Evolution and Superior Tensile Properties of Multi-Layer Graphene Reinforced Pure Ti Matrix Composite. Mater. Des. 2018, 140, 431–441. [Google Scholar] [CrossRef]
- Munir, K.S.; Li, Y.; Liang, D.; Qian, M.; Xu, W.; Wen, C. Effect of Dispersion Method on the Deterioration, Interfacial Interactions and Re-agglomeration of Carbon Nanotubes in Titanium Metal Matrix Composites. Mater. Des. 2015, 88, 138–148. [Google Scholar] [CrossRef]
- Chen, B.; Li, S.; Imai, H.; Umeda, J.; Takahashi, M.; Kondoh, K. An Approach for Homogeneous Carbon Nanotube Dispersion in Al Matrix Composites. Mater. Des. 2015, 72, 1–8. [Google Scholar] [CrossRef]
- Du, X.; Du, W.B.; Wang, Z.H.; Liu, K. Ultra-high Strengthening Efficiency of Graphene Nanoplatelets Reinforced Magnesium Matrix Composites. Mater. Sci. Eng. A 2018, 711, 633–642. [Google Scholar] [CrossRef]
- Shin, S.E.; Choi, H.J.; Hwang, J.Y.; Bae, D.H. Strengthening Behavior of Carbon/Metal Nanocomposites. Sci. Rep. 2015, 5, 16114. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shao, P.; Yang, W.; Zhang, Q.; Meng, Q.; Tan, X.; Xiu, Z.; Qiao, J.; Yu, Z.; Wu, G. Microstructure and Tensile Properties of 5083 Al Matrix Composites Reinforced With Graphene Oxide and Graphene Nanoplates Prepared by Pressure Infiltration Method. Comp. Part A 2018, 109, 151–162. [Google Scholar] [CrossRef]
- Chen, B.; Shen, J.; Ye, X.; Imai, H.; Umeda, J. Solid-state Interfacial Reaction and Load Transfer Efficiency in Carbon Nanotubes (CNTs)-Reinforced Aluminum Matrix Composites. Carbon 2017, 114, 198–208. [Google Scholar] [CrossRef]
- Yan, Q.; Chen, B.; Li, J. A Review of Carbon Nanomaterials Reinforced Titanium Metal Matrix Composite. Mater. China 2019, 38, 13. [Google Scholar] [CrossRef]
- Yan, Q.; Chen, B.; Kang, N.; Lin, X.; Kondoh, K. Comparison Study on Mmicrostructure and Mechanical Properties of Ti-6Al-4V Alloys Fabricated by Powder-based Selective-Laser-Melting and Sintering Methods. Mater. Charact. 2020, 164, 110358. [Google Scholar] [CrossRef]
- Singh, V.; Joung, D.; Zhai, L.; Das, S.; Khondaker, S.I.; Seal, S. Graphene Based Materials: Past, Present and Future. Prog. Mater. Sci. 2011, 56, 1178–1271. [Google Scholar] [CrossRef]
- Yang, J.J.; Yu, H.C.; Yin, J.; Gao, M.; Wang, Z.; Zeng, X. Formation and Control of Martensite in Ti-6Al-4V Alloy Produced by Selective Laser Melting. Mater. Des. 2016, 108, 308–318. [Google Scholar] [CrossRef]
- Ferrari, A.C. Raman Spectroscopy of Graphene and graphite: Disorder, Electron-Phonon Coupling, Doping and Nonadiabatic effects. Solid State Commun. 2007, 143, 47–57. [Google Scholar] [CrossRef]
- Matthews, M.J.; Pimenta, M.A.; Sselhaus, G.; Dresselhaus, M.S.; Endo, M. Origin of Dispersive Effects of the Raman D Band in Carbon Materials. Phys. Rev. B 2006, 59, R6585–R6588. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Van Humbeeck, J.; Kruth, J.-P. A Study of the Microstructural Evolution During Selective Laser Melting of Ti-6Al-4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Yuan, Q.H.; Zhou, G.H.; Liao, L.; Liu, Y.; Luo, L. Interfacial Structure in AZ91 Alloy Composites Reinforced by Graphene Nanosheets. Carbon 2017, 127, 177–186. [Google Scholar] [CrossRef]
- Gao, Y.; Jin, Z. Interaction between Lattice Dislocations and Low-Angle Grain Boundaries in Ni via Molecular Dynamics Simulations. Mol. Simul. 2017, 43, 13–16. [Google Scholar] [CrossRef]
- Yan, M.; Luo, S.D.; Schaffer, G.B.; Qian, M. TEM and XRD Characterisation of Commercially Pure α-Ti Made by Powder Metallurgy and Casting. Mater. Lett. 2012, 72, 64–67. [Google Scholar] [CrossRef]
- Ma, F.; Wang, T.; Liu, P.; Li, W.; Liu, X.; Chen, X.; Pan, D.; Lu, W. Mechanical Properties and Strengthening Effects of in Situ (TiB+TiC)/Ti-1100 Composite at Elevated Temperatures. Mater. Sci. Eng. 2016, 654, 352–358. [Google Scholar] [CrossRef]
- Goh, C.S.; Wei, J.; Lee, L.C.; Gupta, M. Properties and Deformation Behavior of Mg-Y2O3 Nanocomposites. Acta Mater. 2007, 55, 5115–5121. [Google Scholar] [CrossRef]
- Chen, B.; Shen, J.; Ye, X.; Umeda, J.; Takahashi, M.; Kondoh, K. Length Effect of Carbon Nanotubes on the Strengthening Mechanisms in Metal Matrix Composites. Acta Mater. 2017, 140, 317–325. [Google Scholar] [CrossRef]
- Mu, X.N.; Zhang, H.M.; Cai, H.N.; Fan, Q.B.; Zhang, Z.H.; Wu, Y.; Fu, Z.J.; Yu, D.H. Microstructure Evolution and Superior Tensile Properties of Low Content Graphene Nanoplatelets Reinforced Pure Ti Matrix Composites. Mater. Sci. Eng. 2017, 687, 164–174. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ti | Al | Mo | Zr | Si | Fe | C | H | O |
|---|---|---|---|---|---|---|---|---|---|
| Mass fraction % | Bal | 6.5 | 3.56 | 1.72 | 0.277 | 0.008 | 0.07 | 0.003 | 0.12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ou, B.; Lu, L.; Wang, Q.; He, Q.; Xie, Y.; Yan, J. Mechanical Properties of TC11 Titanium Alloy and Graphene Nanoplatelets/TC11 Composites Prepared by Selective Laser Melting. Int. J. Mol. Sci. 2022, 23, 6134. https://doi.org/10.3390/ijms23116134
Ou B, Lu L, Wang Q, He Q, Xie Y, Yan J. Mechanical Properties of TC11 Titanium Alloy and Graphene Nanoplatelets/TC11 Composites Prepared by Selective Laser Melting. International Journal of Molecular Sciences. 2022; 23(11):6134. https://doi.org/10.3390/ijms23116134
Chicago/Turabian StyleOu, Bingxian, Lixin Lu, Qinsheng Wang, Qing He, YiLin Xie, and Junxia Yan. 2022. "Mechanical Properties of TC11 Titanium Alloy and Graphene Nanoplatelets/TC11 Composites Prepared by Selective Laser Melting" International Journal of Molecular Sciences 23, no. 11: 6134. https://doi.org/10.3390/ijms23116134
APA StyleOu, B., Lu, L., Wang, Q., He, Q., Xie, Y., & Yan, J. (2022). Mechanical Properties of TC11 Titanium Alloy and Graphene Nanoplatelets/TC11 Composites Prepared by Selective Laser Melting. International Journal of Molecular Sciences, 23(11), 6134. https://doi.org/10.3390/ijms23116134