
Preparation and Properties of High Sound-Absorbing Porous Ceramics Reinforced by In Situ Mullite Whisker from Construction Waste

 , ,
, ,  and
and
Abstract

1. Introduction
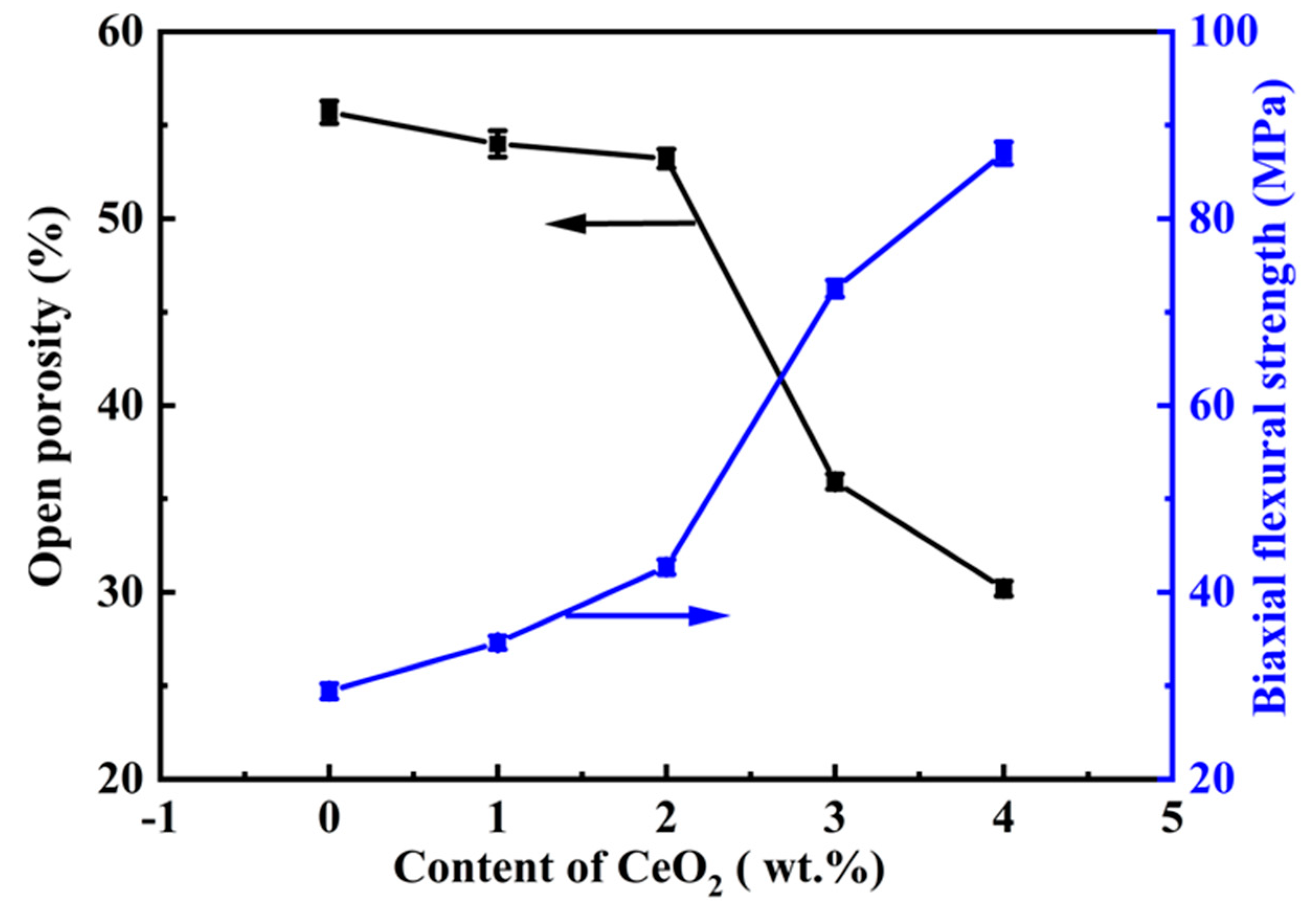
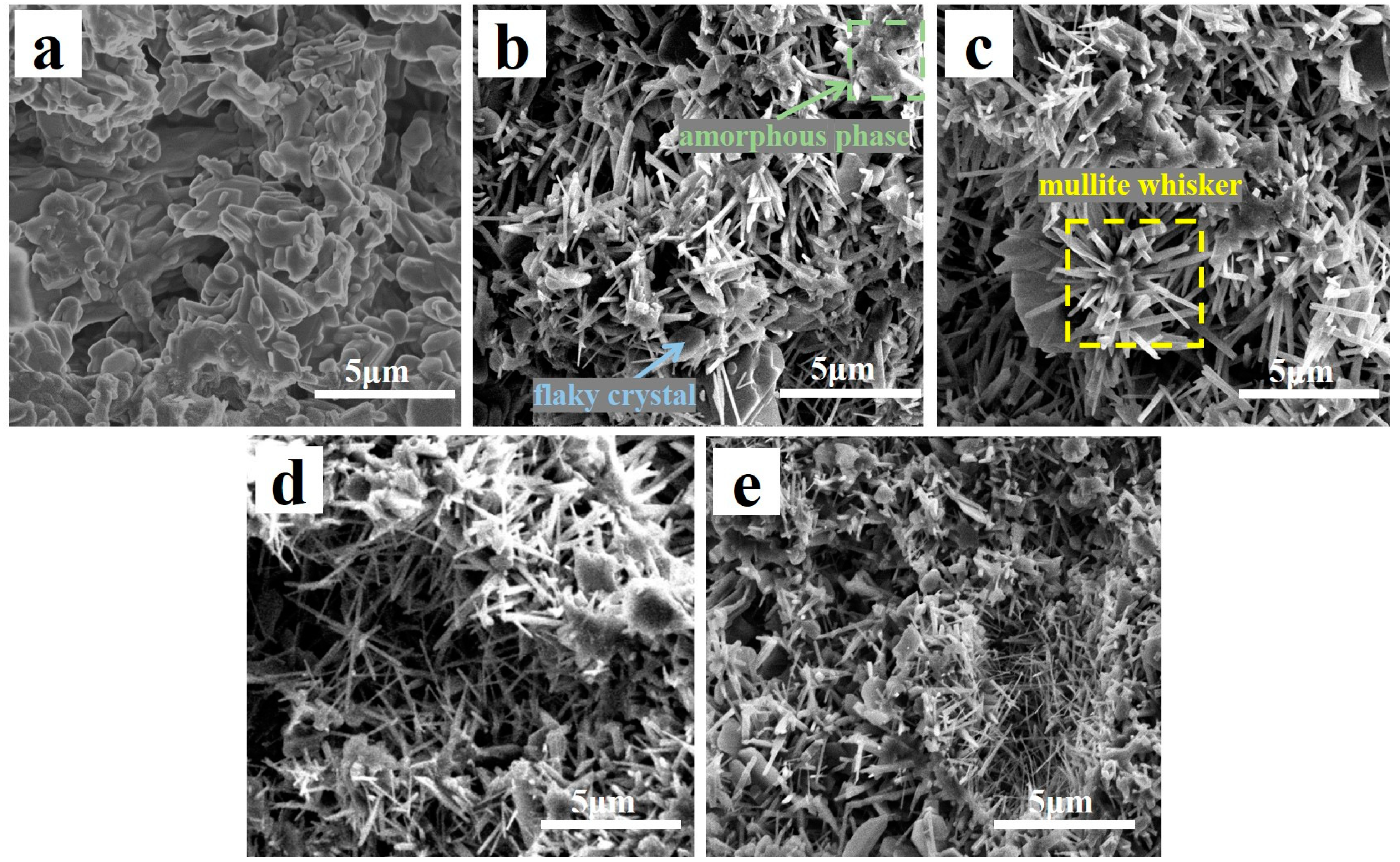
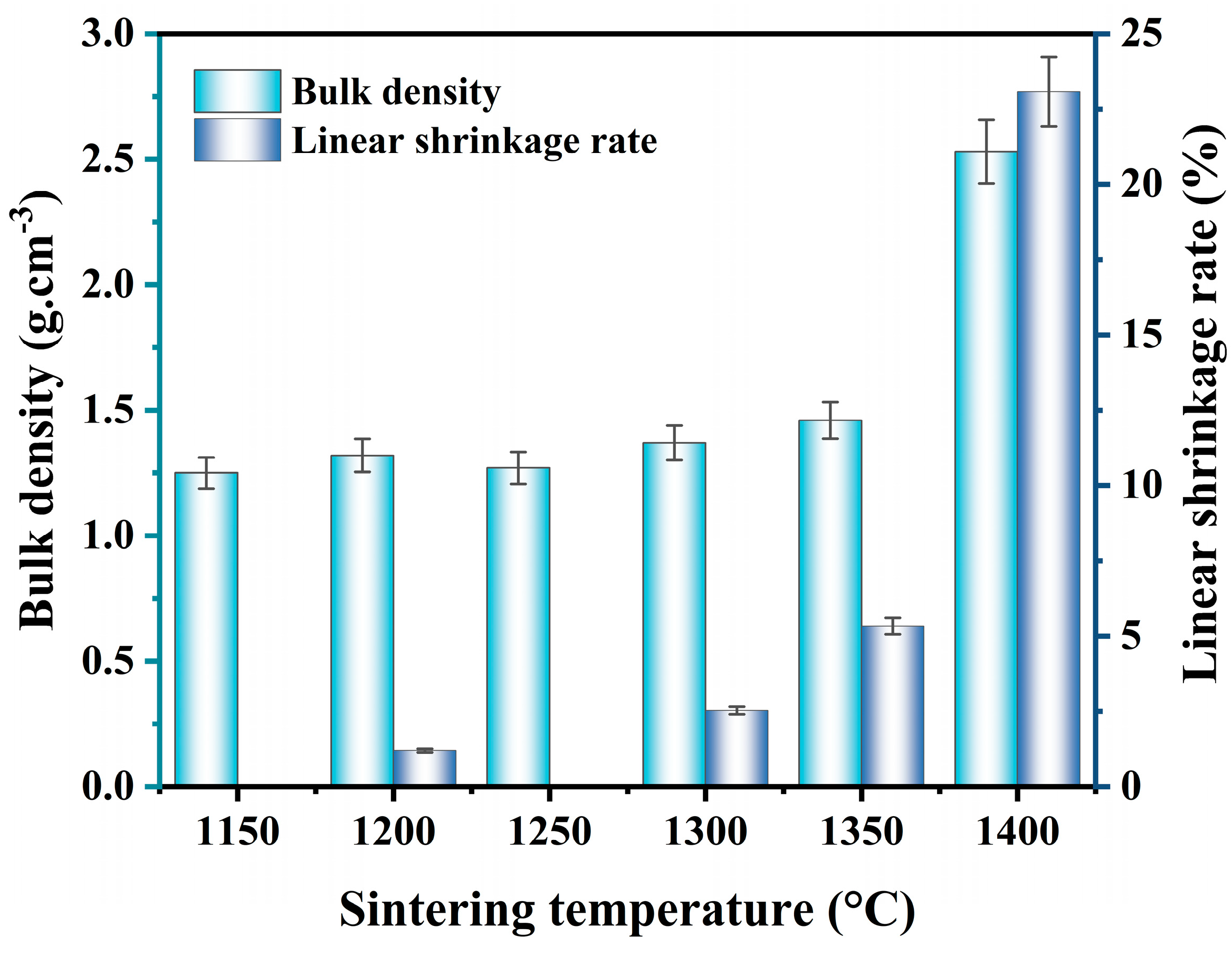
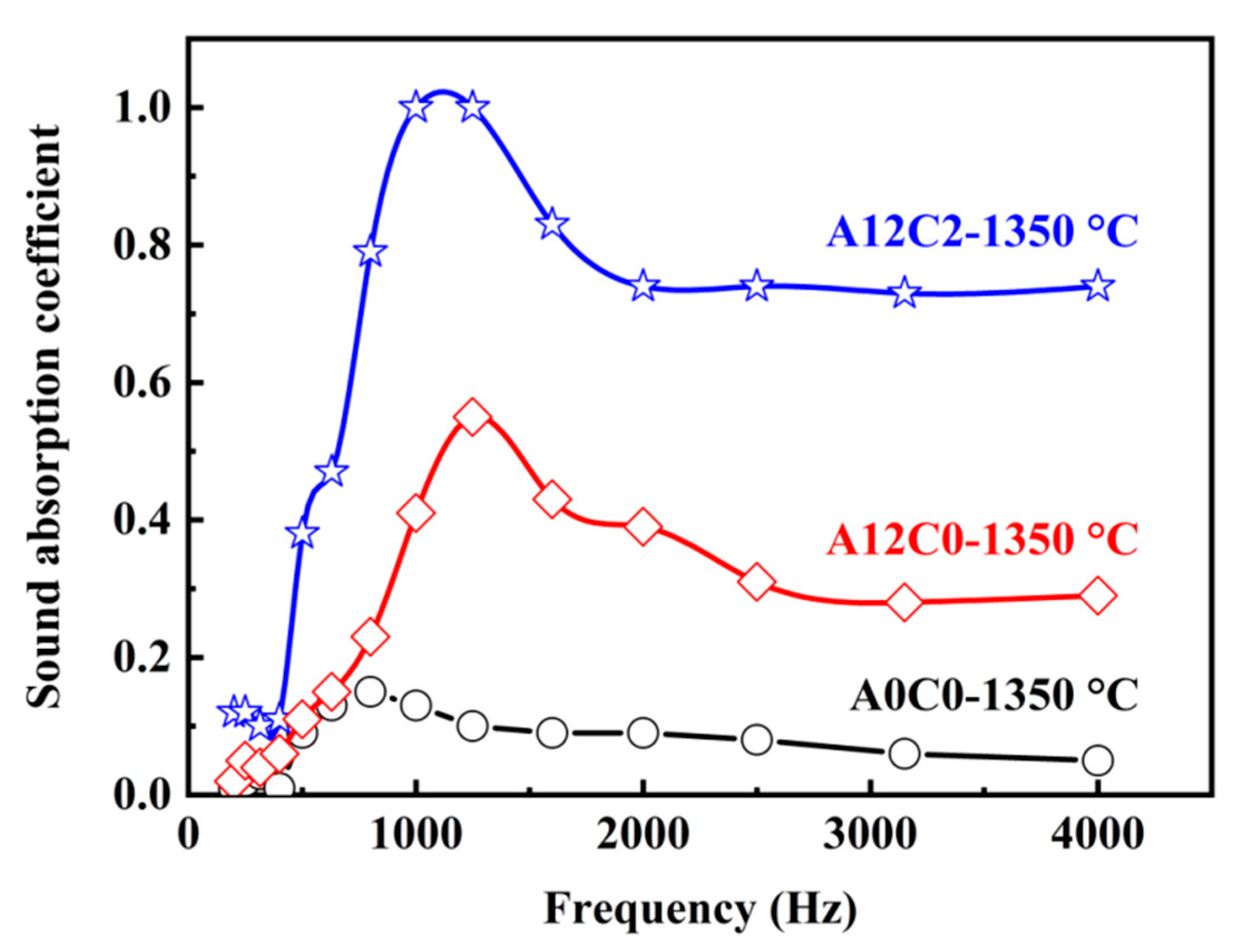
2. Results and Discussions
3. Experimental
3.1. Raw Materials for Porous Ceramics
3.2. Fabrication of Porous Ceramics
3.3. Characterization and Test
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Guenka, T.S.N.; Machado, M.R.; Silva, A.M.A.; Nunes, M.A.A. Freeze-cast porous Al2O3/MgO ceramics as potential acoustic sound absorption. Appl. Acoust. 2024, 220, 109964. [Google Scholar] [CrossRef]
- Li, X.; Peng, Y.; He, Y.; Zhang, C.; Zhang, D.; Liu, Y. Research Progress on Sound Absorption of Electrospun Fibrous Composite Materials. Nanomater. 2022, 12, 1123. [Google Scholar] [CrossRef] [PubMed]
- He, C.; Shui, A.; Ma, J.; Qian, J.; Cai, M.; Tian, W.; Du, B. In situ growth magnesium borate whiskers and synthesis of porous ceramics for sound-absorbing. Ceram. Int. 2020, 46, 29339–29343. [Google Scholar] [CrossRef]
- Oancea, I.; Bujoreanu, C.; Budescu, M.; Benchea, M.; Grădinaru, C.M. Considerations on sound absorption coefficient of sustainable concrete with different waste replacements. J. Clean. Prod. 2018, 203, 301–312. [Google Scholar] [CrossRef]
- Arenas, C.; Luna-Galiano, Y.; Leiva, C.; Vilches, L.F.; Arroyo, F.H.; Villegas, R.; Fernández-Pereira, C.J.C.; Materials, B. Development of a fly ash-based geopolymeric concrete with construction and demolition wastes as aggregates in acoustic barriers. Constr. Build. Mater. 2017, 134, 433–442. [Google Scholar] [CrossRef]
- Hua, K.; Shui, A.; Xu, L.; Zhao, K.; Zhou, Q.; Xi, X. Fabrication and characterization of anorthite–mullite–corundum porous ceramics from construction waste. Ceramics International 2016, 42, 6080–6087. [Google Scholar] [CrossRef]
- Huang, B.; Miao, Q.; Zuo, X.; Yi, J.; Zhou, Y.; Luo, X. Sound absorption performance and mechanism of aluminum foam with double-layer structures of conventional and porous cell walls. Appl. Acoust. 2024, 222, 110054. [Google Scholar] [CrossRef]
- Wu, L.; Li, C.; Chen, Y.; Wang, C.-a. Seed assisted in-situ synthesis of porous anorthite/mullite whisker ceramics by foam-freeze casting. Ceram. Int. 2021, 47, 11193–11201. [Google Scholar] [CrossRef]
- Chen, J.H.; Liu, P.S.; Sun, J.X. Sound absorption performance of a lightweight ceramic foam. Ceram. Int. 2020, 46, 22699–22708. [Google Scholar] [CrossRef]
- Du, Z.; Yao, D.; Xia, Y.; Zuo, K.; Yin, J.; Liang, H.; Zeng, Y.-P. Highly porous silica foams prepared via direct foaming with mixed surfactants and their sound absorption characteristics. Ceram. Int. 2020, 46, 12942–12947. [Google Scholar] [CrossRef]
- Gao, X.; Zhang, D.; Feng, X.; Zhang, J.; Yuqing, P.; Zhicheng, P.; Zongming, D. Effect of particle size of associated rare earth kaolin powder on the sintering and properties of synthetic mullite. J. Am. Ceram. Soc. 2024, 107, 2658–2667. [Google Scholar] [CrossRef]
- Cheng, X.; Ke, S.; Wang, Q.; Wang, H.; Shui, A.; Liu, P. Fabrication and characterization of anorthite-based ceramic using mineral raw materials. Ceram. Int. 2012, 38, 3227–3235. [Google Scholar] [CrossRef]
- Xu, L.; Xi, X.; Shui, A.; Zhu, W. Preparation of mullite whisker skeleton porous ceramic. Ceram. Int. 2015, 41, 11576–11579. [Google Scholar] [CrossRef]
- Hua, K.; Xi, X.; Xu, L.; Zhao, K.; Wu, J.; Shui, A. Effects of AlF3 and MoO3 on properties of Mullite whisker reinforced porous ceramics fabricated from construction waste. Ceram. Int. 2016, 42, 17179–17184. [Google Scholar] [CrossRef]
- Zhu, L.; Dong, Y.; Li, L.; Liu, J.; You, S.-J. Coal fly ash industrial waste recycling for fabrication of mullite-whisker-structured porous ceramic membrane supports. RSC Adv. 2015, 5, 11163–11174. [Google Scholar] [CrossRef]
- Li, C.; Zhou, Y.; Tian, Y.; Zhao, Y.; Wang, K.; Li, G.; Chai, Y. Preparation and characterization of mullite whisker reinforced ceramics made from coal fly ash. Ceram. Int. 2019, 45, 5613–5616. [Google Scholar] [CrossRef]
- Wang, J.; Wu, H.; Tam, V.W.Y.; Zuo, J. Considering life-cycle environmental impacts and society’s willingness for optimizing construction and demolition waste management fee: An empirical study of China. J. Clean. Prod. 2019, 206, 1004–1014. [Google Scholar] [CrossRef]
- Li, Z.; Sun, J.; Zhang, X.; Zhang, J.; Han, G. In-situ mullite whisker reinforced SiC porous ceramics with whiskers and bonding layers synchronously growing: Using CaF2 as a temperature-controlled whisker formation switch. J. Eur. Ceram. Soc. 2024, 44, 3470–3478. [Google Scholar] [CrossRef]
- Zhang, H.; Tang, J.; Zhang, Y.; Huang, C.; Wu, H.; Yuan, M.; Liu, X.; Huang, Z. Cross-scale construction of SiC–Si3N4 porous ceramics with superior electromagnetic wave absorption performance. Ceram. Int. 2024, 50, 2177–2184. [Google Scholar] [CrossRef]
- Wang, W.; Liu, H.; Gu, W. A novel fabrication approach for improving the mechanical and sound absorbing properties of porous sound-absorbing ceramics. J. Alloys Compd. 2017, 695, 2477–2482. [Google Scholar] [CrossRef]
- Yang, M.; Li, J.; Man, Y.; Peng, Z.; Zhang, X.; Luo, X. A three-dimensional mullite-whisker network ceramic with ultra-light weight and high-strength prepared by the foam-gelcasting method. J. Asian Ceram. Soc. 2020, 8, 387–395. [Google Scholar] [CrossRef]
- Roy, J.; Bandyopadhyay, N.; Das, S.; Maitra, S. Role of V2O5 on the formation of chemical mullite from aluminosilicate precursor. Ceram. Int. 2010, 36, 1603–1608. [Google Scholar] [CrossRef]
- Zhu, Z.; Wei, Z.; Shen, J.; Zhu, L.; Xu, L.; Zhang, Y.; Wang, S.; Liu, T. Fabrication and catalytic growth mechanism of mullite ceramic whiskers using molybdenum oxide as catalyst. Ceram. Int. 2017, 43, 2871–2875. [Google Scholar] [CrossRef]
- Mahnicka-Goremikina, L.; Svinka, R.; Svinka, V. Influence of ZrO2 and WO3 doping additives on the thermal properties of porous mullite ceramics. Ceram. Int. 2018, 44, 16873–16879. [Google Scholar] [CrossRef]
- Wang, X.; Li, J.; Tong, L.X.; Feng, W.J.C.I. Phase evolution and dynamics of cerium-doped mullite whiskers synthesized by sol–gel process. Ceram. Int. 2013, 39, 9677–9681. [Google Scholar] [CrossRef]
- Ji, S.J.; Guo, X.Y.; Dong, J.X.; Su, P. Effects of CeO2-Rich Mixed Rare Earth on the Mechanical Properties of Al2O3-Mullite Based Foam Ceramics. Adv. Mater. Res. 2011, 150, 815–820. [Google Scholar] [CrossRef]
- Wu, J.-M.; Lin, C.-M. Effect of CeO2 on reaction-sintered mullite-ZrO2 ceramics. J. Mater. Sci. 1991, 26, 4631–4636. [Google Scholar] [CrossRef]
- Huo, X.; Xia, B.; Hu, T.; Zhang, M.; Guo, M. Effect of MoO3 addition on fly ash based porous and high-strength mullite ceramics: In situ whisker growth and self-enhancement mechanism. Ceram. Int. 2023, 49, 21069–21077. [Google Scholar] [CrossRef]
- Liu, R.; Xiang, D. Recycling photovoltaic silicon waste for fabricating porous mullite ceramics by low-temperature reaction sintering. J. Eur. Ceram. Soc. 2021, 41, 5957–5966. [Google Scholar] [CrossRef]
- Lin, S.-M.; Yu, Y.-L.; Zhong, M.-F.; Yang, H.; Liu, Y.; Li, H.; Zhang, C.-Y.; Zhang, Z.-J. Preparation of Anorthite/Mullite in Situ and Phase Transformation in Porcelain. Mater. 2023, 16, 1616. [Google Scholar] [CrossRef]
- Li, K.; Ge, S.; Yuan, G.; Zhang, H.; Zhang, J.; He, J.; Jia, Q.; Zhang, S. Effects of V2O5 addition on the synthesis of columnar self-reinforced mullite porous ceramics. Ceram. Int. 2021, 47, 11240–11248. [Google Scholar] [CrossRef]
- Behera, P.S.; Bhattacharyya, S. Effect of different alumina sources on phase formation and densification of single-phase mullite ceramic – Reference clay alumina system. Mater. Today Commun. 2021, 26, 101818. [Google Scholar] [CrossRef]
- Rana, A.P.S.; Aiko, O.; Pask, J.A. Sintering of α-Al2O3/quartz, and α-Al2O3/cristobalite related to mullite formation. Ceram. Int. 1982, 8, 151–153. [Google Scholar] [CrossRef]
- Wu, C.; Shu, P.; Zhan, L.; Zhang, X.; Wang, J.; Liu, W.; Yao, S.; Ma, Y. Development and strategy of alumina-mullite diphasic fibers with high thermal stability. J. Eur. Ceram. Soc. 2024, 44, 4045–4054. [Google Scholar] [CrossRef]
- Yan, L.L.; Han, B.; Yu, B.; Chen, C.Q.; Zhang, Q.C.; Lu, T.J. Three-point bending of sandwich beams with aluminum foam-filled corrugated cores. Mater. Des. 2014, 60, 510–519. [Google Scholar] [CrossRef]
- Gupta, N.; Woldesenbet, E.; Kishore; Sankaran, S. Response of Syntactic Foam Core Sandwich Structured Composites to Three-Point Bending. J. Sandw. Struct. Mater. 2002, 4, 249–272. [Google Scholar] [CrossRef]
- Sacks, M.D.; Lin, Y.-J.; Scheiffele, G.W.; Wang, K.; Bozkurt, N. Effect of Seeding on Phase Development, Densification Behavior, and Microstmcture Evolution in Mullite Fabricated from Microcomposite Particles. J. Am. Ceram. Soc. 1995, 78, 2897–2906. [Google Scholar] [CrossRef]
- Regiani, I.; Magalhães, W.L.E.; De Souza, D.P.F.; Paiva-Santos, C.O.; De Souza, M.F. Nucleation and Growth of Mullite Whiskers from Lanthanum-Doped Aluminosilicate Melts. J. Am. Ceram. Soc. 2002, 85, 232–238. [Google Scholar] [CrossRef]
- Mechnich, P.; Schneider, H.; Schmücker, M.; Saruhan, B. Accelerated Reaction Bonding of Mullite. J. Am. Ceram. Soc. 1998, 81, 1931–1937. [Google Scholar] [CrossRef]
- Pakdel, E.; Naebe, M.; Kashi, S.; Cai, Z.; Xie, W.; Yuen, A.C.Y.; Montazer, M.; Sun, L.; Wang, X. Functional cotton fabric using hollow glass microspheres: Focus on thermal insulation, flame retardancy, UV-protection and acoustic performance. Prog. Org. Coat. 2020, 141, 105553. [Google Scholar] [CrossRef]
- Dong, X.; An, Q.; Zhang, S.; Yu, H.; Wang, M. Porous ceramics based on high-thermal-stability Al2O3–ZrO2 nanofibers for thermal insulation and sound absorption applications. Ceram. Int. 2023, 49, 31035–31045. [Google Scholar] [CrossRef]
- Lou, J.; He, C.; Shui, A.; Yu, H. Enhanced sound absorption performance of porous ceramics with closed-pore structure. Ceramics International 2023, 49, 38103–38114. [Google Scholar] [CrossRef]
- Carlesso, M.; Giacomelli, R.; Günther, S.; Koch, D.; Kroll, S.; Odenbach, S.; Rezwan, K. Near-Net-Shaped Porous Ceramics for Potential Sound Absorption Applications at High Temperatures. J. Am. Ceram. Soc. 2013, 96, 710–718. [Google Scholar] [CrossRef]
- Trinh, V.H.; Langlois, V.; Guilleminot, J.; Perrot, C.; Khidas, Y.; Pitois, O. Tuning membrane content of sound absorbing cellular foams: Fabrication, experimental evidence and multiscale numerical simulations. Mater. Des. 2019, 162, 345–361. [Google Scholar] [CrossRef]
- Xu, Z.; He, W.; Xin, F.; Lu, T.J. Sound propagation in porous materials containing rough tubes. Phys. Fluids 2020, 32, 093604. [Google Scholar] [CrossRef]
- Yang, F.; Zhao, S.; Sun, W.; Li, K.; Chen, J.; Fei, Z.; Yang, Z. Fibrous porous mullite ceramics modified by mullite whiskers for thermal insulation and sound absorption. J. Eur. Ceram. Soc. 2023, 43, 521–529. [Google Scholar] [CrossRef]
- Yi, P.; Zhao, P.; Zhang, D.; Zhang, H.; Zhao, H. Preparation and characterization of mullite microspheres based porous ceramics with enhancement of in-situ mullite whiskers. Ceram. Int. 2019, 45, 14517–14523. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| The Main Raw Material | Porosity (%) | Compressive Strength (MPa) | Frequency Range (Hz) | Sound Absorption Coefficient |
|---|---|---|---|---|
| Al2O3, ZrO2 [41] | 97.8–98.0 | 0.066–0.091 | 500–6500 | 0.60–0.77 |
| SiC [42] | 76–82 | 1.21–5.13 | 200–1600 | <0.80 |
| Na2B4O7·10H2O [3] | - | 1.12 ± 0.05 | 200–1400 | <0.58 |
| Al2O3/mullite [43] | 77–82% | 0.27–0.68 | 50–1400 | 0.30–0.99 |
| This word | 56.4 ± 0.6 | - | 800–4000 | >0.80 |
| Materials | Chemical Composition (wt.%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| LI | SiO2 | Al2O3 | Fe2O3 | TiO2 | CaO | MgO | K2O | Na2O | |
| Construction waste | 6.36 | 71.65 | 7.67 | 1.71 | 0.21 | 9.20 | 0.62 | 1.97 | 0.79 |
| Sample ID | Construction Waste (wt.%) | Content of Al2O3 (wt.%) | Content of CeO2 (wt.%) | Content of AlF3 (wt.%) |
|---|---|---|---|---|
| A0C0 | 29.08 | 70.92 | 0 | 0 |
| A12C0 | 25.59 | 62.41 | 0 | 12 |
| A12C1 | 25.30 | 61.70 | 1 | 12 |
| A12C2 | 25.01 | 60.99 | 2 | 12 |
| A12C3 | 24.72 | 60.28 | 3 | 12 |
| A12C4 | 24.43 | 59.57 | 4 | 12 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hua, K.; Chen, X.; Shui, A.; Xi, X.; Gao, P.; Zheng, Y.; He, C. Preparation and Properties of High Sound-Absorbing Porous Ceramics Reinforced by In Situ Mullite Whisker from Construction Waste. Molecules 2024, 29, 3419. https://doi.org/10.3390/molecules29143419
Hua K, Chen X, Shui A, Xi X, Gao P, Zheng Y, He C. Preparation and Properties of High Sound-Absorbing Porous Ceramics Reinforced by In Situ Mullite Whisker from Construction Waste. Molecules. 2024; 29(14):3419. https://doi.org/10.3390/molecules29143419
Chicago/Turabian StyleHua, Kaihui, Xiaobing Chen, Anze Shui, Xiuan Xi, Pinhai Gao, Yu Zheng, and Chuncan He. 2024. "Preparation and Properties of High Sound-Absorbing Porous Ceramics Reinforced by In Situ Mullite Whisker from Construction Waste" Molecules 29, no. 14: 3419. https://doi.org/10.3390/molecules29143419
APA StyleHua, K., Chen, X., Shui, A., Xi, X., Gao, P., Zheng, Y., & He, C. (2024). Preparation and Properties of High Sound-Absorbing Porous Ceramics Reinforced by In Situ Mullite Whisker from Construction Waste. Molecules, 29(14), 3419. https://doi.org/10.3390/molecules29143419