Figure 1.
Optical microscopy cross-sections, in-plane with the print direction, of carbon nanotube reinforced (CNT) ABS specimens with different hex sizes and print-layer heights (LHs): (a) Hex: 5.46 mm|LH: 0.2 mm; (b) Hex: 6.99 mm|LH: 0.2 mm; (c) Hex: 6.99 mm|LH: 0.3 mm. A selection of porosity defects is highlighted in red. A cross-section perpendicular to the print direction corresponding to the 5.46 mm and 6.99 mm hex sizes and each having a length and width of approximately 25.4 mm × 25.4 mm is also provided for each specimen.
Figure 1.
Optical microscopy cross-sections, in-plane with the print direction, of carbon nanotube reinforced (CNT) ABS specimens with different hex sizes and print-layer heights (LHs): (a) Hex: 5.46 mm|LH: 0.2 mm; (b) Hex: 6.99 mm|LH: 0.2 mm; (c) Hex: 6.99 mm|LH: 0.3 mm. A selection of porosity defects is highlighted in red. A cross-section perpendicular to the print direction corresponding to the 5.46 mm and 6.99 mm hex sizes and each having a length and width of approximately 25.4 mm × 25.4 mm is also provided for each specimen.
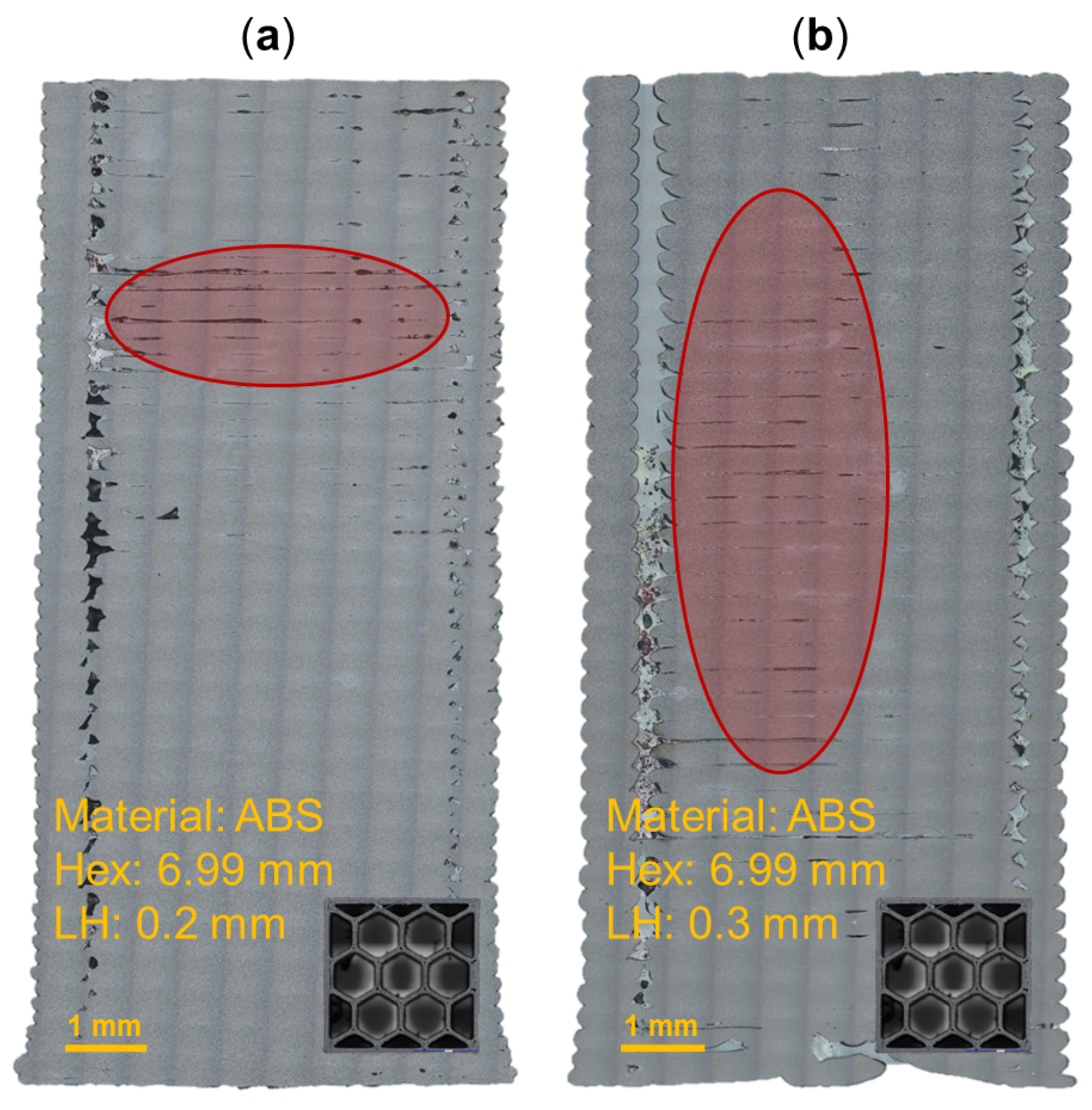
Figure 2.
Optical microscopy cross-sections, in-plane with the print direction, of pure ABS specimens with a constant hex size and different layer heights (LHs): (a) Hex: 6.99 mm|LH: 0.2 mm; (b) Hex: 6.99 mm|LH: 0.3 mm. A selection of porosity defects are highlighted in red. A cross-section perpendicular to the print direction corresponding to the 6.99 mm hex size and each having a length and width of approximately 25.4 mm × 25.4 mm is also provided for each specimen.
Figure 2.
Optical microscopy cross-sections, in-plane with the print direction, of pure ABS specimens with a constant hex size and different layer heights (LHs): (a) Hex: 6.99 mm|LH: 0.2 mm; (b) Hex: 6.99 mm|LH: 0.3 mm. A selection of porosity defects are highlighted in red. A cross-section perpendicular to the print direction corresponding to the 6.99 mm hex size and each having a length and width of approximately 25.4 mm × 25.4 mm is also provided for each specimen.
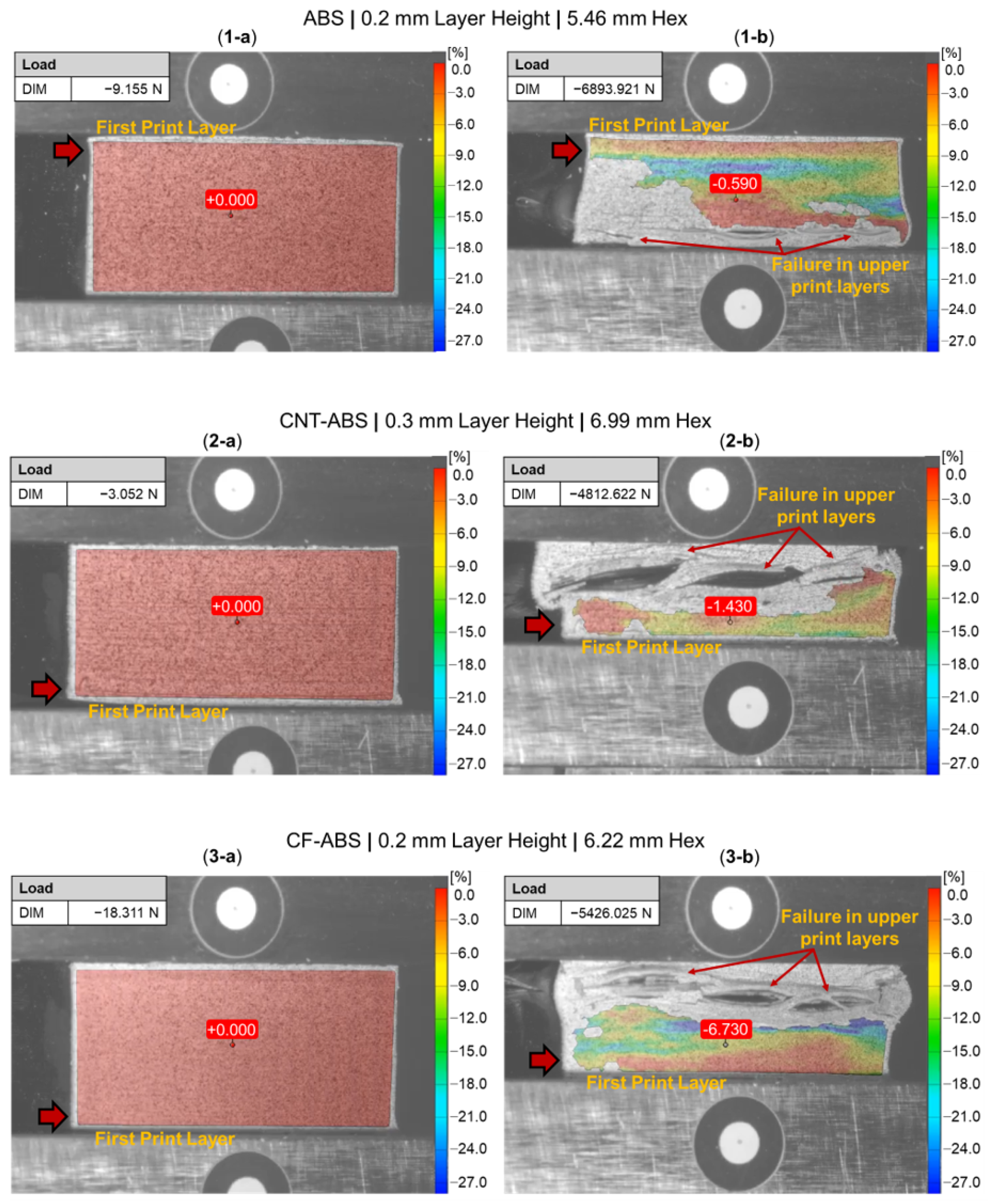
Figure 3.
DIC snapshots of honeycomb specimens during compression testing: (1) ABS with 5.46 mm hex size and 0.2 mm layer height; (2) CNT-ABS with 6.99 mm hex size and 0.3 mm layer height; (3) CF-ABS with 6.22 mm hex size and 0.2 mm layer height; (a) minimal applied load; (b) after yielding. The first print layer and the location of failure after yielding are noted.
Figure 3.
DIC snapshots of honeycomb specimens during compression testing: (1) ABS with 5.46 mm hex size and 0.2 mm layer height; (2) CNT-ABS with 6.99 mm hex size and 0.3 mm layer height; (3) CF-ABS with 6.22 mm hex size and 0.2 mm layer height; (a) minimal applied load; (b) after yielding. The first print layer and the location of failure after yielding are noted.
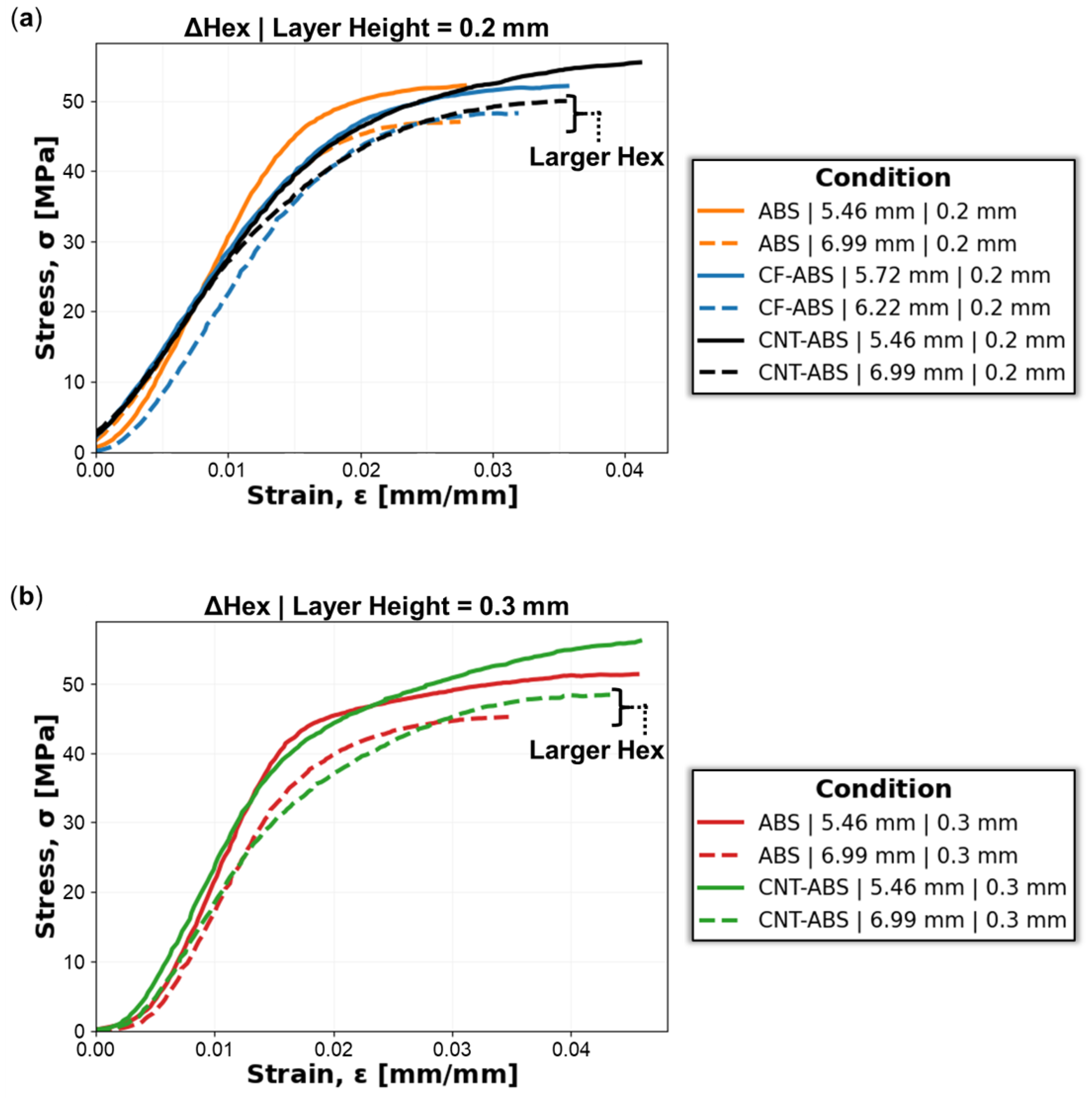
Figure 4.
Stress–strain curves for the compression testing of 3D-printed honeycomb coupons: (a) ABS and CNT-ABS specimens with 5.46 mm and 6.99 mm hex sizes as well as CF-ABS specimens with 5.72 mm and 6.22 mm hex sizes, where all specimens have a constant print-layer height of 0.2 mm; (b) ABS and CNT-ABS specimens with 5.46 mm and 6.99 mm hex sizes, where all specimens have a constant print-layer height of 0.3 mm. Solid lines represent the smaller hex size (5.46 mm or 5.72 mm), and dashed lines represent the larger hex size (6.2 mm or 6.99 mm) of each material.
Figure 4.
Stress–strain curves for the compression testing of 3D-printed honeycomb coupons: (a) ABS and CNT-ABS specimens with 5.46 mm and 6.99 mm hex sizes as well as CF-ABS specimens with 5.72 mm and 6.22 mm hex sizes, where all specimens have a constant print-layer height of 0.2 mm; (b) ABS and CNT-ABS specimens with 5.46 mm and 6.99 mm hex sizes, where all specimens have a constant print-layer height of 0.3 mm. Solid lines represent the smaller hex size (5.46 mm or 5.72 mm), and dashed lines represent the larger hex size (6.2 mm or 6.99 mm) of each material.
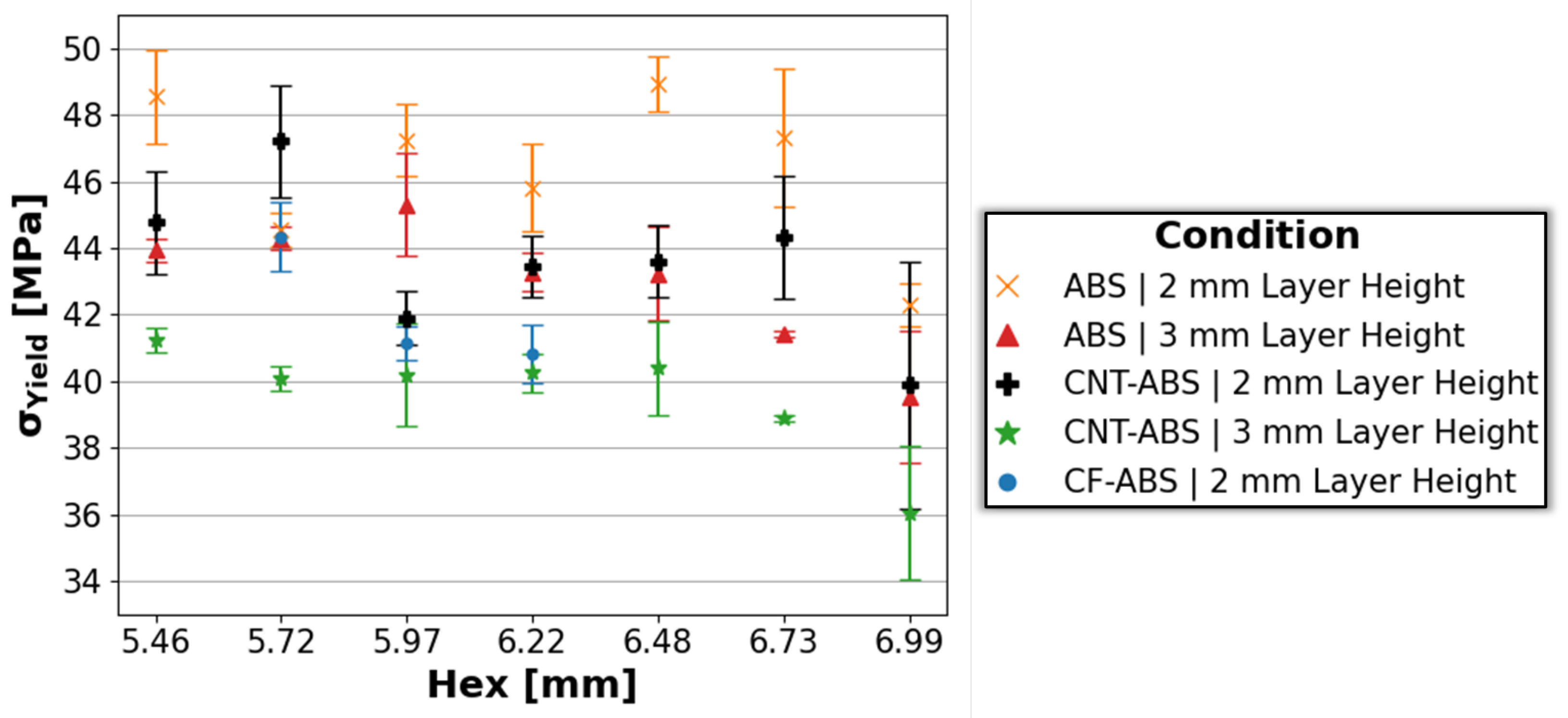
Figure 5.
Average compressive yield strengths with standard deviation error bars for ABS, CNT-ABS, and CF-ABS across all hex sizes (5.46 mm, 5.72 mm, 5.97 mm, 6.22 mm, 6.48 mm, 6.73 mm, and 6.99 mm) and print-layer heights (0.2 mm and 0.3 mm).
Figure 5.
Average compressive yield strengths with standard deviation error bars for ABS, CNT-ABS, and CF-ABS across all hex sizes (5.46 mm, 5.72 mm, 5.97 mm, 6.22 mm, 6.48 mm, 6.73 mm, and 6.99 mm) and print-layer heights (0.2 mm and 0.3 mm).
Figure 6.
Average ultimate compressive strength with standard deviation error bars for ABS, CNT-ABS, and CF-ABS across all hex sizes (5.46 mm, 5.72 mm, 5.97 mm, 6.22 mm, 6.48 mm, 6.73 mm, and 6.99 mm) and print-layer heights (0.2 mm and 0.3 mm).
Figure 6.
Average ultimate compressive strength with standard deviation error bars for ABS, CNT-ABS, and CF-ABS across all hex sizes (5.46 mm, 5.72 mm, 5.97 mm, 6.22 mm, 6.48 mm, 6.73 mm, and 6.99 mm) and print-layer heights (0.2 mm and 0.3 mm).
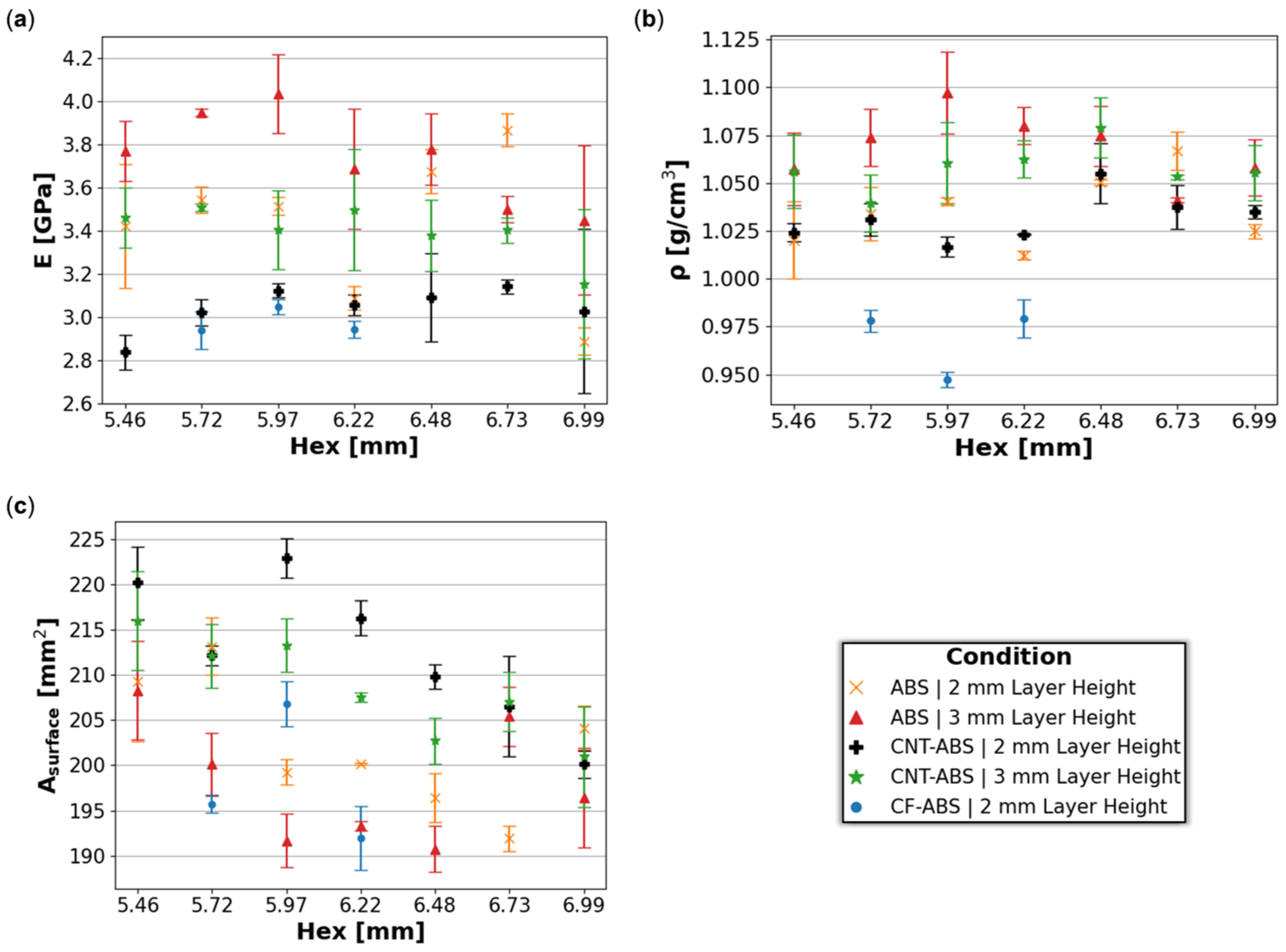
Figure 7.
Average (a) Young’s modulus (E), (b) density (), and (c) surface area () with standard deviation error bars for ABS, CNT-ABS, and CF-ABS across all hex sizes (5.46 mm, 5.72 mm, 5.97 mm, 6.22 mm, 6.48 mm, 6.73 mm, and 6.99 mm) and print-layer heights (0.2 mm and 0.3 mm).
Figure 7.
Average (a) Young’s modulus (E), (b) density (), and (c) surface area () with standard deviation error bars for ABS, CNT-ABS, and CF-ABS across all hex sizes (5.46 mm, 5.72 mm, 5.97 mm, 6.22 mm, 6.48 mm, 6.73 mm, and 6.99 mm) and print-layer heights (0.2 mm and 0.3 mm).
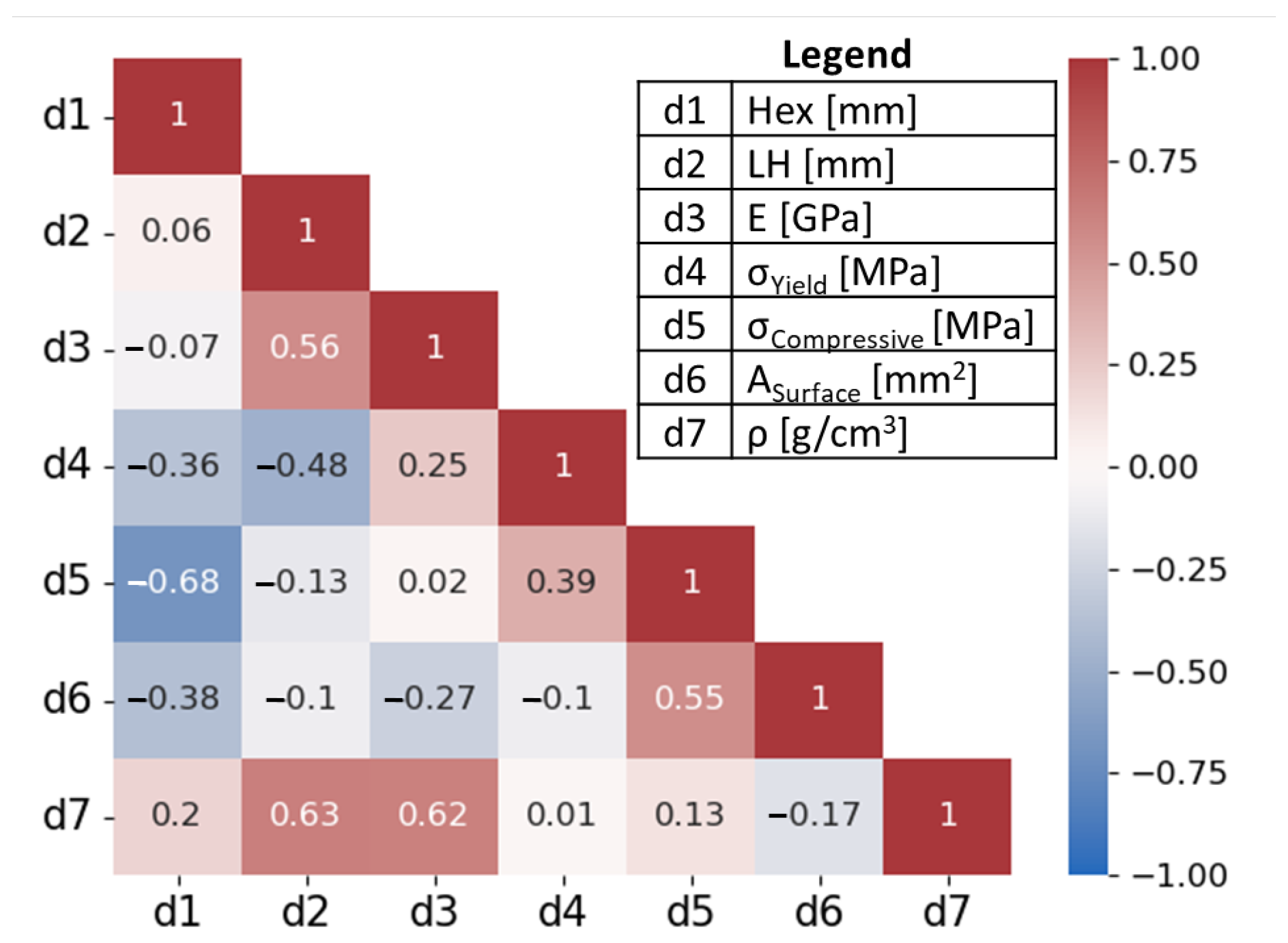
Figure 8.
Pearson correlation coefficient matrix heatmap for: hex size (Hex [mm]); layer height (LH [mm]); Young’s modulus (E [GPa]); compressive yield strength ( [MPa]); compressive ultimate strength ( [MPa]); surface area ( [mm2]); density ( [g/cm3]). The correlation coefficient value is provided within each grid. Color and intensity correspond to the degree of correlation: red—positive correlation; blue—negative correlation; white—no correlation.
Figure 8.
Pearson correlation coefficient matrix heatmap for: hex size (Hex [mm]); layer height (LH [mm]); Young’s modulus (E [GPa]); compressive yield strength ( [MPa]); compressive ultimate strength ( [MPa]); surface area ( [mm2]); density ( [g/cm3]). The correlation coefficient value is provided within each grid. Color and intensity correspond to the degree of correlation: red—positive correlation; blue—negative correlation; white—no correlation.
Figure 9.
Spot-screening of classification algorithms and corresponding accuracies for material prediction resulting from stratified 8-fold cross-validation with training data: LR—linear regression; LDA—linear discriminant analysis; KNN—k-nearest neighbors; CART—classification and regression decision tree; RF—random forest; NB—naive Bayes; SVM—support vector machine.
Figure 9.
Spot-screening of classification algorithms and corresponding accuracies for material prediction resulting from stratified 8-fold cross-validation with training data: LR—linear regression; LDA—linear discriminant analysis; KNN—k-nearest neighbors; CART—classification and regression decision tree; RF—random forest; NB—naive Bayes; SVM—support vector machine.
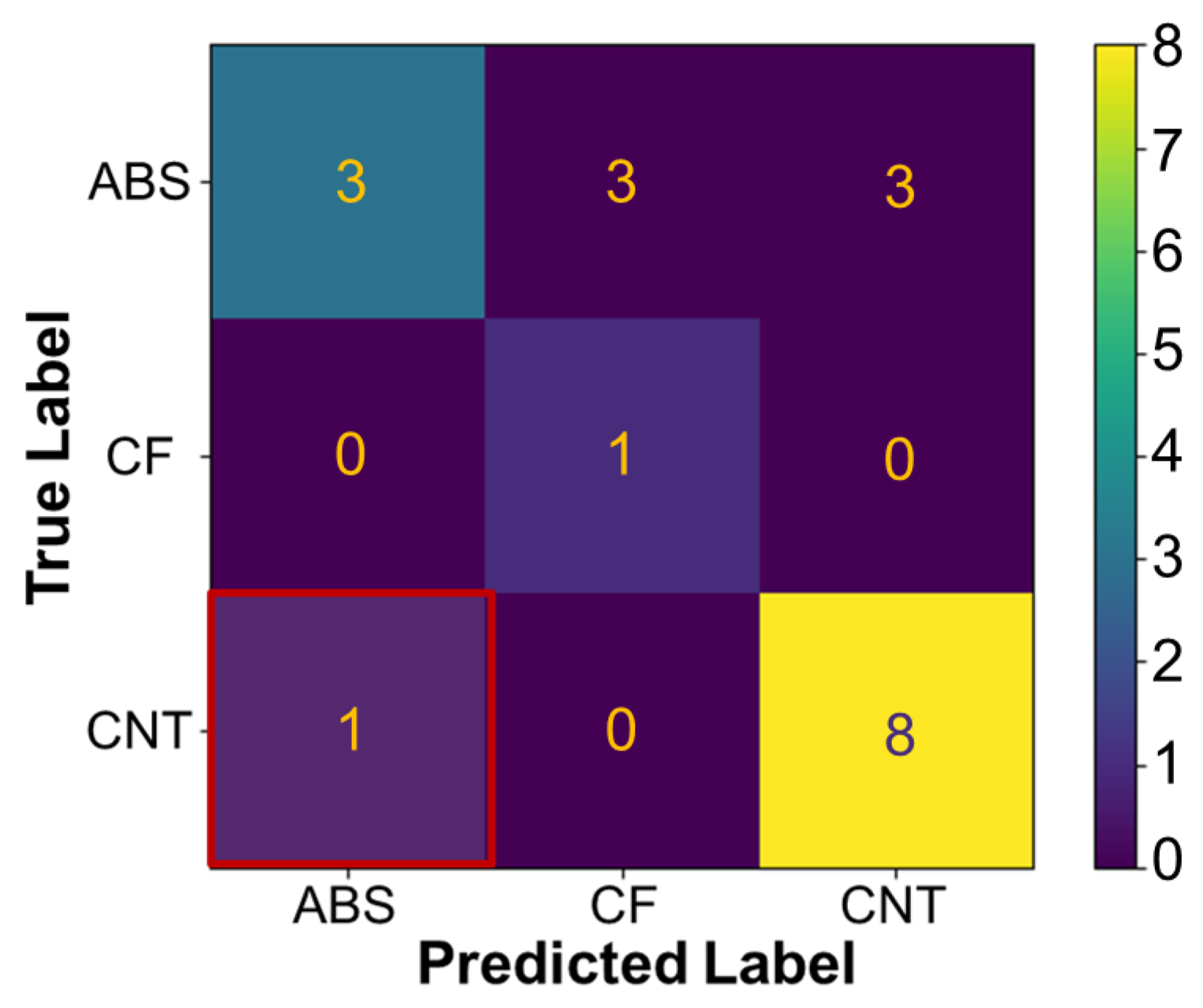
Figure 10.
Confusion matrix of linear discriminant analysis predicted labels and true labels based on the test data set: ABS, CF (CF-ABS), and CNT (CNT-ABS).
Figure 10.
Confusion matrix of linear discriminant analysis predicted labels and true labels based on the test data set: ABS, CF (CF-ABS), and CNT (CNT-ABS).
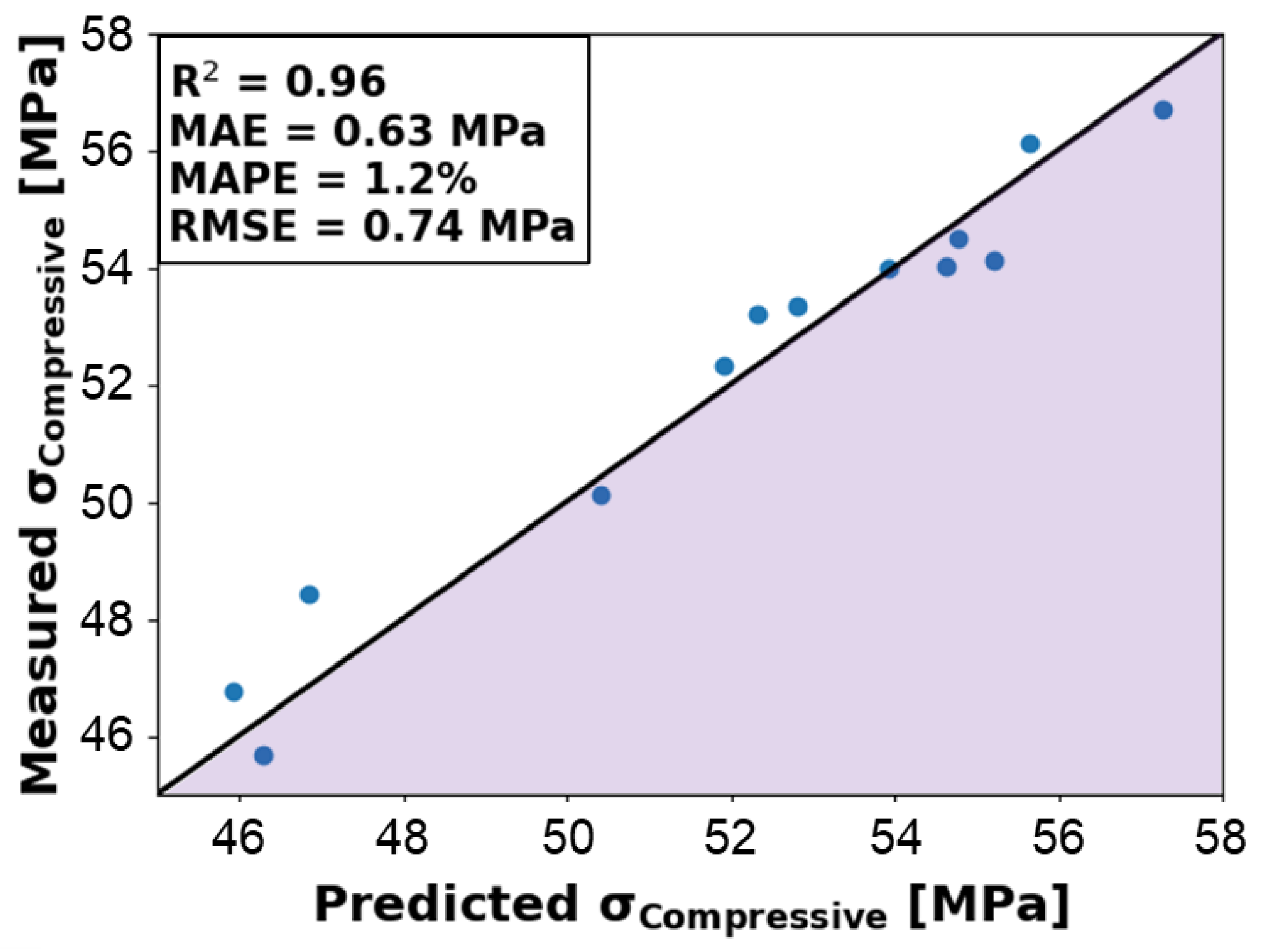
Figure 11.
Predicted ultimate compressive strength from trained linear regression model evaluated against experimental measurements for ABS, CNT-ABS, and CF-ABS, resulting in an R2 of 0.96, mean absolute error (MAE) of 0.63 MPa, mean absolute percentage error (MAPE) of 1.2%, and a root mean square error (RMSE) of 0.74 MPa. Predictions falling on the y = x correspond perfectly with experiments.
Figure 11.
Predicted ultimate compressive strength from trained linear regression model evaluated against experimental measurements for ABS, CNT-ABS, and CF-ABS, resulting in an R2 of 0.96, mean absolute error (MAE) of 0.63 MPa, mean absolute percentage error (MAPE) of 1.2%, and a root mean square error (RMSE) of 0.74 MPa. Predictions falling on the y = x correspond perfectly with experiments.
Figure 12.
Honeycomb specimens with several hex sizes 3D-printed by FFF: (a) 5.46 mm hex; (b) 6.22 mm hex; (c) 6.99 mm hex.
Figure 12.
Honeycomb specimens with several hex sizes 3D-printed by FFF: (a) 5.46 mm hex; (b) 6.22 mm hex; (c) 6.99 mm hex.
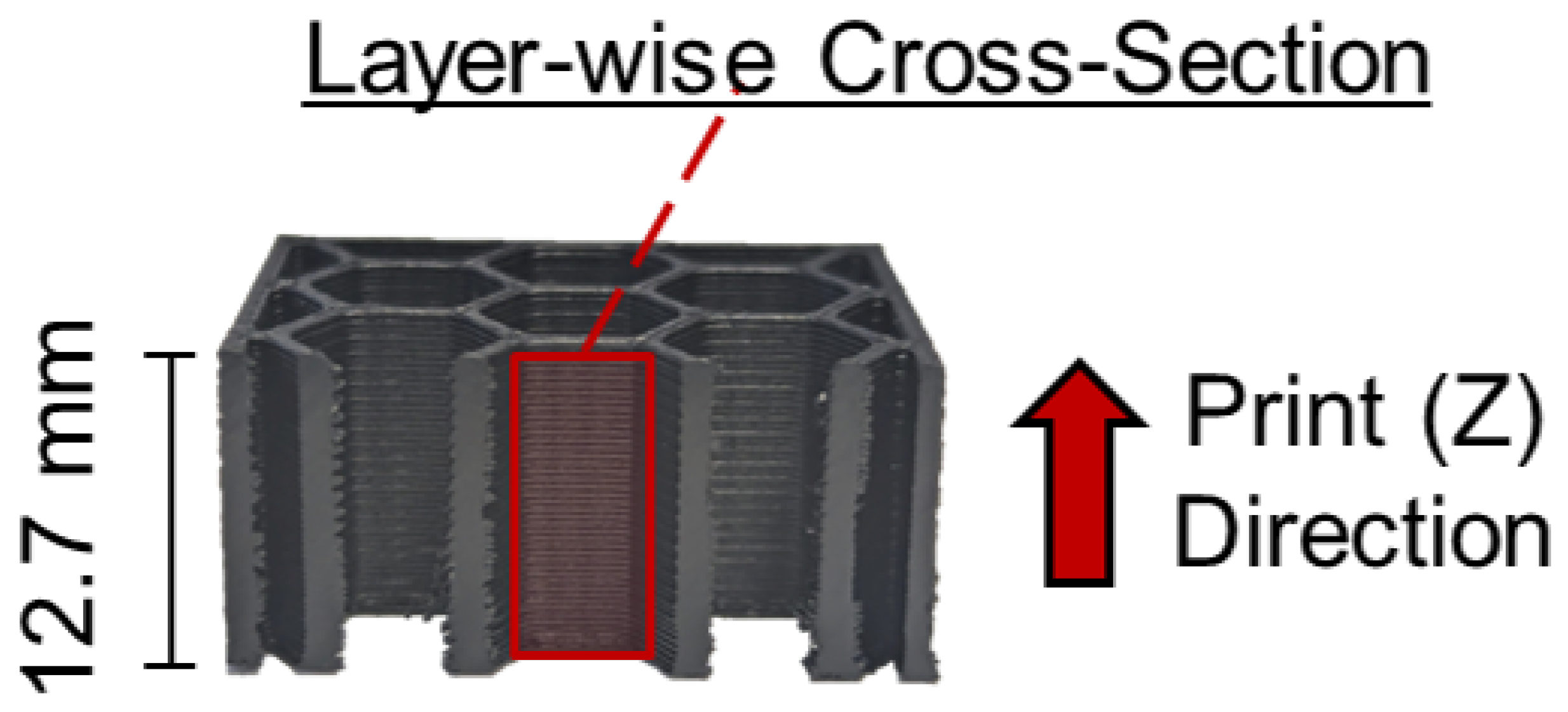
Figure 13.
Cross-section of a 3D-printed honeycomb compression coupon in-plane with the print (Z) direction. The region of interest for the optical microscope is highlighted.
Figure 13.
Cross-section of a 3D-printed honeycomb compression coupon in-plane with the print (Z) direction. The region of interest for the optical microscope is highlighted.
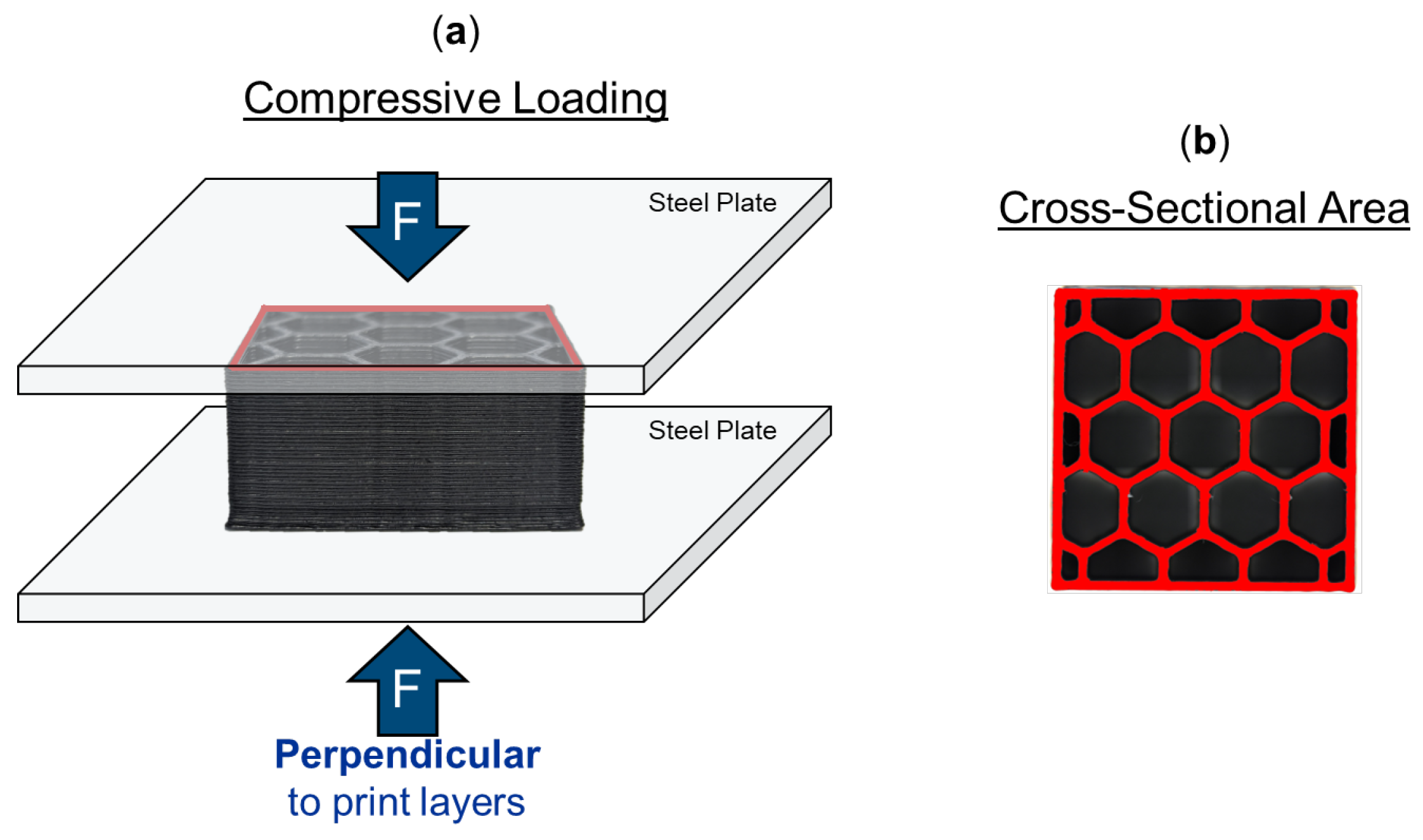
Figure 14.
Schematic of honeycomb specimen compression testing: (a) honeycomb coupon sandwiched between two steel plates within a test frame, where force is applied perpendicular to the print layers; (b) cross-sectional area of honeycomb where load is applied.
Figure 14.
Schematic of honeycomb specimen compression testing: (a) honeycomb coupon sandwiched between two steel plates within a test frame, where force is applied perpendicular to the print layers; (b) cross-sectional area of honeycomb where load is applied.
Table 1.
Training results from spot-screening multiple machine learning algorithms for material classification. Stratified 8-fold cross-validation (CV) average accuracies and standard deviations are provided.
Table 1.
Training results from spot-screening multiple machine learning algorithms for material classification. Stratified 8-fold cross-validation (CV) average accuracies and standard deviations are provided.
| Algorithm | CV—Accuracy | Std. Deviation |
|---|
| Linear Regression | 0.89 | 0.16 |
| Linear Discriminant Analysis | 0.98 | 0.05 |
| K-Nearest Neighbors | 0.64 | 0.21 |
| Decision Tree | 0.81 | 0.10 |
| Random Forest | 0.84 | 0.14 |
| Naive Bayes | 0.81 | 0.09 |
| Support Vector Machine | 0.48 | 0.05 |
Table 2.
Test results for material classification with linear discriminant analysis. Precision, recall, and F1-score statistical metrics are provided.
Table 2.
Test results for material classification with linear discriminant analysis. Precision, recall, and F1-score statistical metrics are provided.
| Material | Precision | Recall | F1-Score |
|---|
| ABS | 0.75 | 1.00 | 0.86 |
| CF-ABS | 1.00 | 1.00 | 1.00 |
| CNT-ABS | 1.00 | 0.89 | 0.94 |
Table 3.
Results from screening multiple regression algorithms for the prediction of ABS, CNT-ABS, and CF-ABS compressive strength. The R2 and mean absolute error for each algorithm is provided.
Table 3.
Results from screening multiple regression algorithms for the prediction of ABS, CNT-ABS, and CF-ABS compressive strength. The R2 and mean absolute error for each algorithm is provided.
| Algorithm | R2 | Mean Absolute Error [MPa] |
|---|
| Ridge Regressor | 0.91 | 0.83 |
| Linear Regression | 0.96 | 0.63 |
| K-Neighbors Regressor | 0.70 | 1.70 |
| Gradient Boosting Regressor | 0.88 | 0.99 |
| Random Forest Regressor | 0.79 | 1.40 |
| Extra Trees Regressor | 0.82 | 1.28 |
| Decision Tree Regressor | 0.79 | 1.5 |
| Lasso Regression | 0.36 | 2.34 |
Table 4.
The intercept, features, and corresponding coefficients for a linear regression model with one-hot encoding for material, hex size, and print-layer height: b—intercept; SA—surface area; V—volume; D—density; M—mass; H1 (hex 1)—5.46 mm; H2—5.71 mm; H3—5.97 mm; H4—6.22 mm; H5—6.48 mm; H6—6.73 mm; H7—6.99 mm; LH1 (layer height 1)—0.2 mm; LH2—0.3 mm.
Table 4.
The intercept, features, and corresponding coefficients for a linear regression model with one-hot encoding for material, hex size, and print-layer height: b—intercept; SA—surface area; V—volume; D—density; M—mass; H1 (hex 1)—5.46 mm; H2—5.71 mm; H3—5.97 mm; H4—6.22 mm; H5—6.48 mm; H6—6.73 mm; H7—6.99 mm; LH1 (layer height 1)—0.2 mm; LH2—0.3 mm.
| b | SA | V | D | M | ABS | CF-ABS | CNT-ABS | H1 | H2 | H3 | H4 | H5 | H6 | H7 | LH1 | LH2 |
|---|
| −20.0 | −0.107 | 19.9 | 59.7 | −7.20 | −1.25 | 0.0150 | 1.23 | 2.06 | 2.21 | 1.40 | −0.256 | −0.105 | −1.7 | −3.62 | 0.963 | −0.963 |
Table 5.
The intercept, features, and corresponding coefficients for the generalized linear regression model with continuous values for hex size and print-layer height and one-hot encoding for material: b—intercept; SA—surface area; V—volume; D—density.
Table 5.
The intercept, features, and corresponding coefficients for the generalized linear regression model with continuous values for hex size and print-layer height and one-hot encoding for material: b—intercept; SA—surface area; V—volume; D—density.
| b | SA | V | D | ABS | CF-ABS | CNT-ABS | Hex Size | Layer Height |
|---|
| −10.0 | −0.205 | 24.5 | 63.7 | −1.97 | 1.72 | 0.250 | −3.15 | −1.69 |
Table 6.
Processing features for testing.
Table 6.
Processing features for testing.
| Feature | Properties |
|---|
| Material | ABS|CF-ABS|CNT-ABS |
| Hex Size [mm] | 5.46|5.72|5.97|6.22|6.48|6.73|6.99 |
| Layer Height [mm] | 0.2|0.3 |










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}