

Molecular Dynamics Simulation on Solidification Microstructure and Tensile Properties of Cu/SiC Composites


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Results and Discussion
2.1. RDF
2.2. Atomic Displacement Changes
2.3. Distribution of FCC and HCP Structures
2.4. Distribution and Evolution of Dislocations
2.5. Uniaxial Tensile in Three Different Directions Properties at 200 K
3. Simulation Method
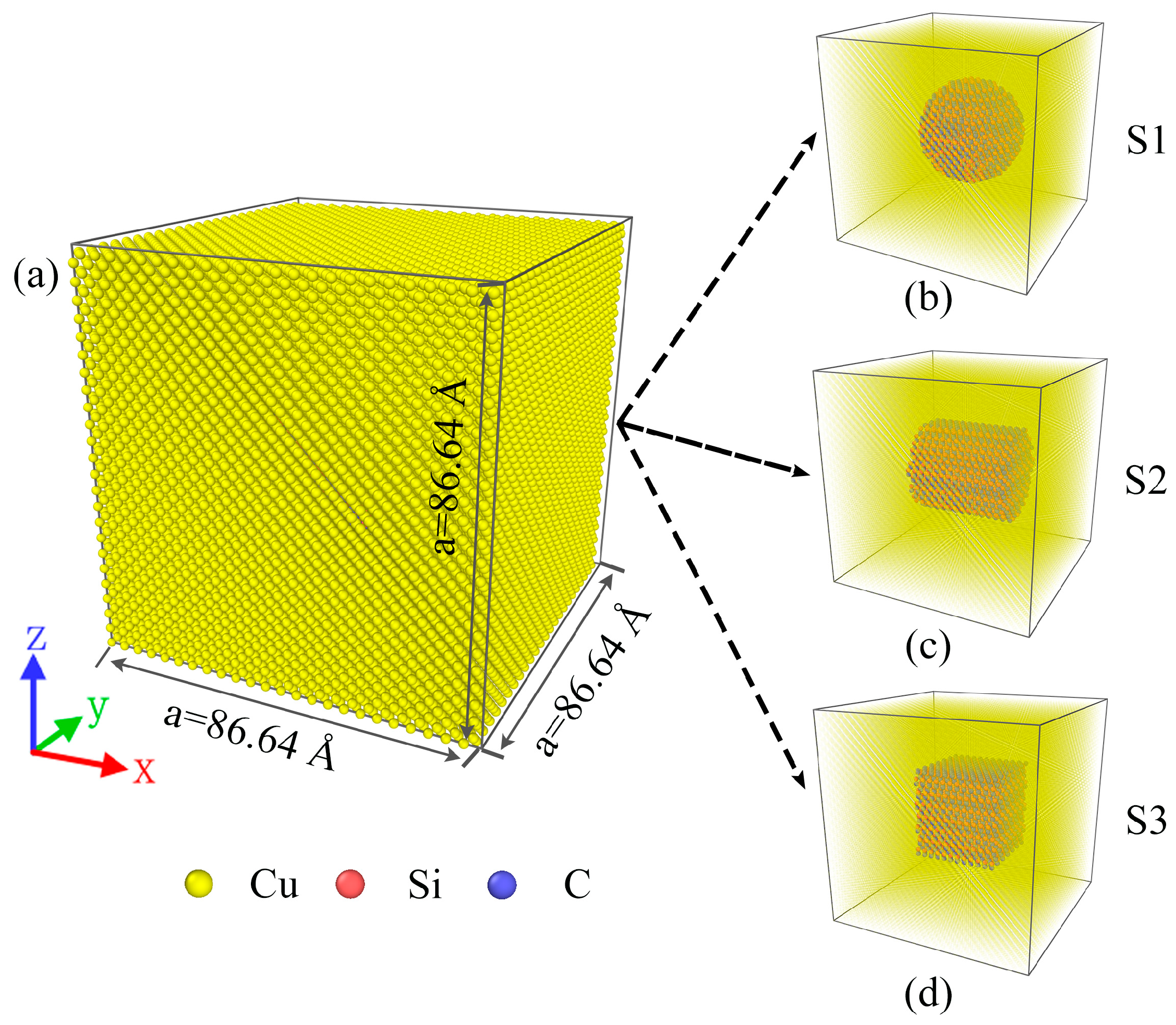
3.1. Geometrical Model
3.2. Interatomic Potentials
4. Conclusions
- Based on the RDF results, the comparison with the other two samples demonstrated that S1 exhibits the highest degree of local ordering and the best crystallization.
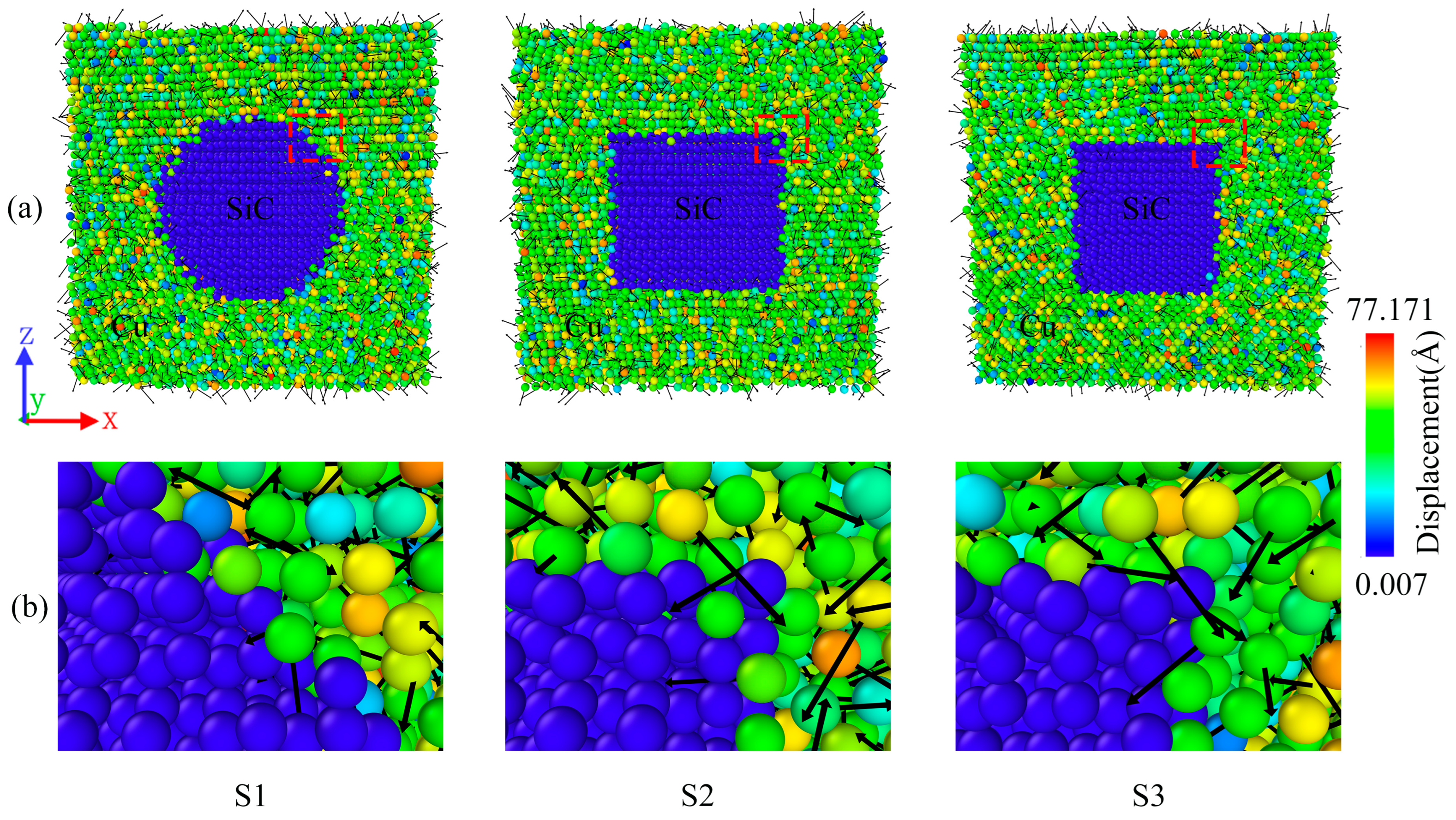
- The interaction between a high temperature of 1600 K and the interface resulted in disordered atomic displacement in the Cu/SiC composites. However, the interfacial differences caused by different shapes of SiC particles did not considerably affect the displacements within the composites.
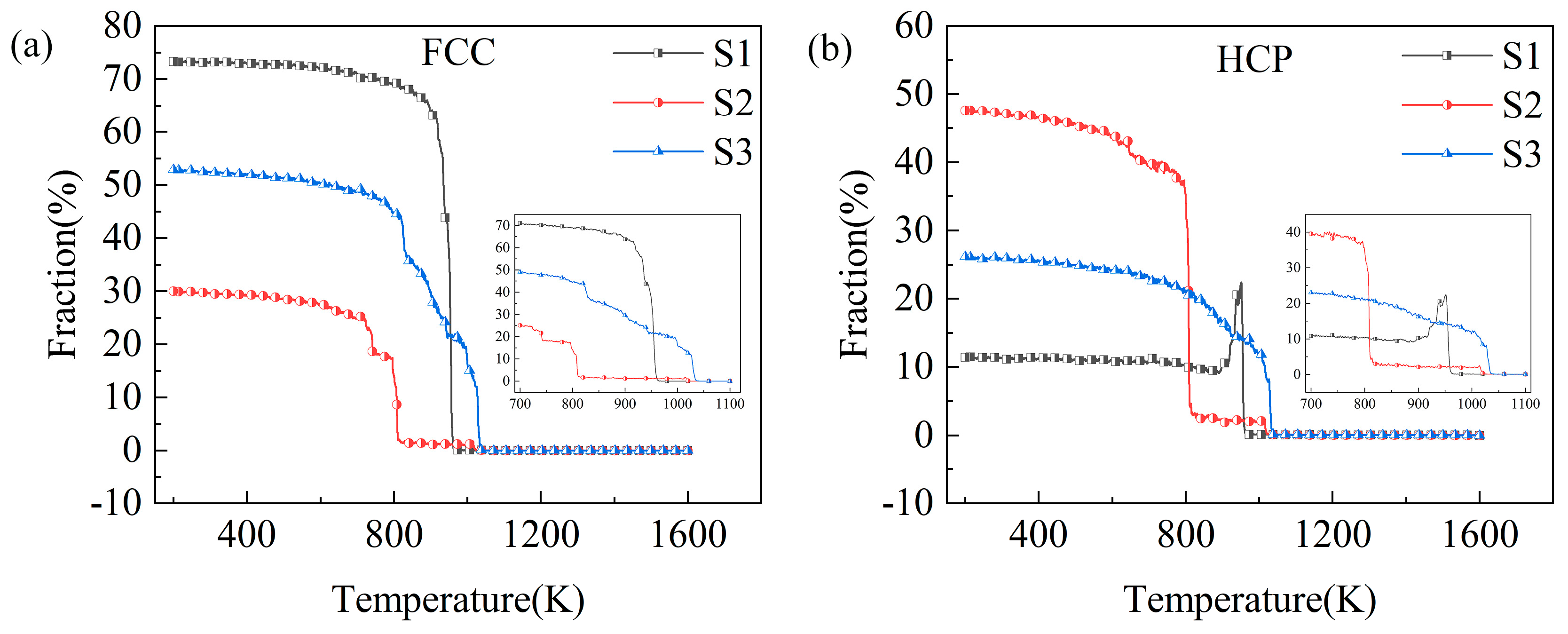
- During the cooling process, the initial crystallization temperatures of the SiC samples with different shapes differed, where S3 was observed to crystallize first. In addition, the final crystallization effect of the samples was related to the degree of ordering of the FCC and HCP structures produced via the cooling process. The more ordered the formation is of the two structures, the better the final crystallization effect is and the lesser the stacking faults.
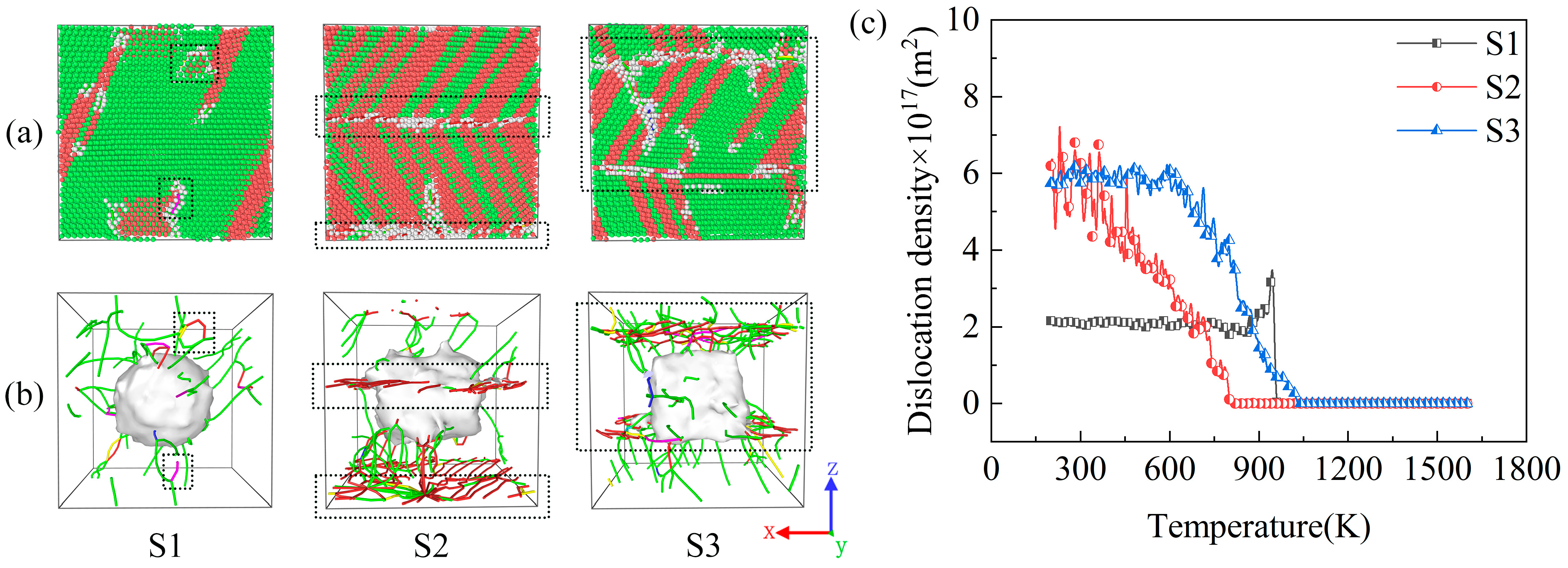
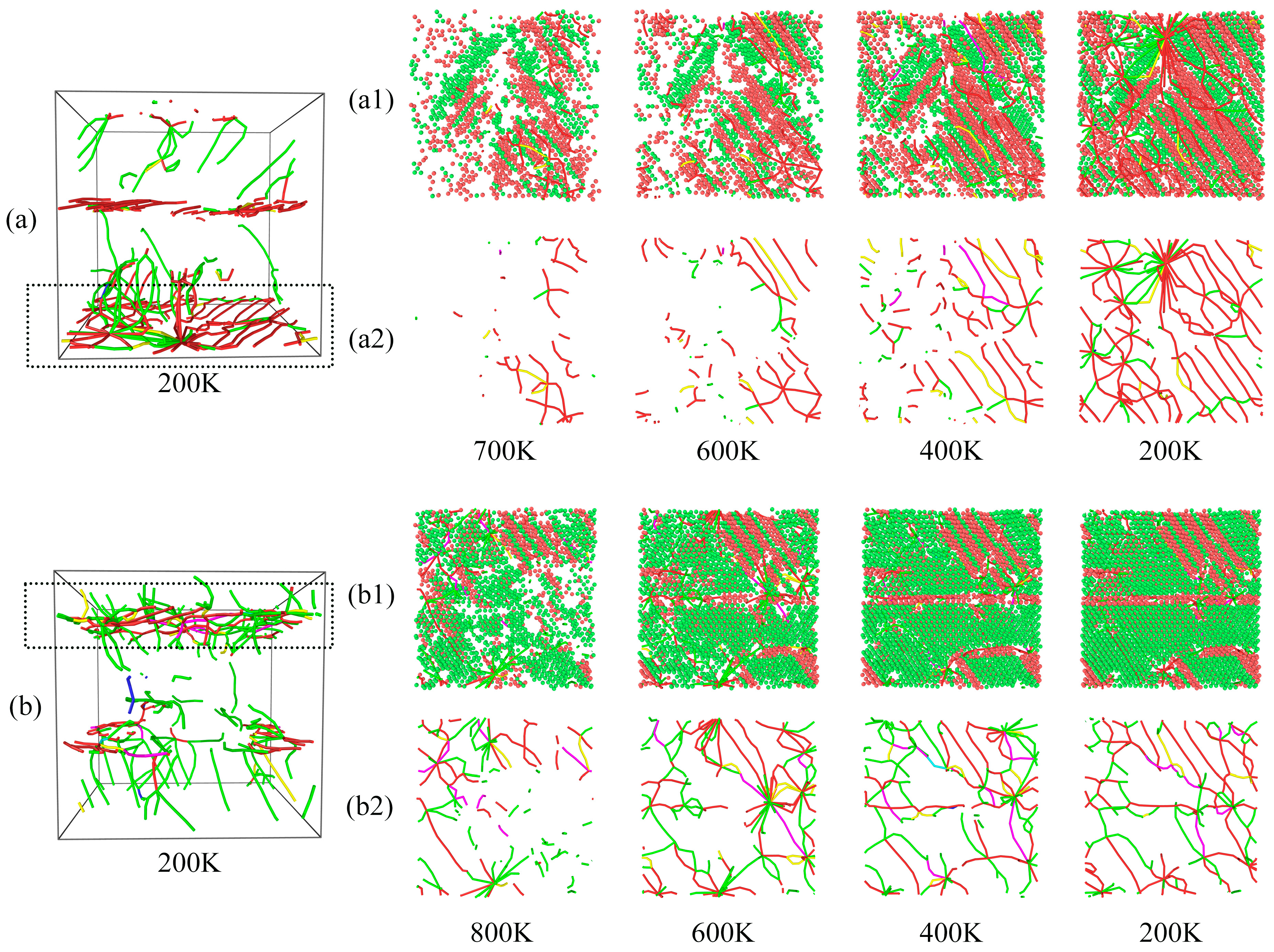
- The analysis of the microstructures in the simulations shows that the difference between the Cu and SiC interfaces within the model has a significant effect on the generation of dislocations and that the generation of dislocations in the Cu atoms is closely related to stacking faults. Among the three samples, S1 displayed the lowest dislocation density, while S2 and S3 displayed high dislocation densities. The generated dislocations were mainly distributed in a region around the interface, where dislocation interactions generate dislocation nodes and also make the already generated dislocation nodes disappear.
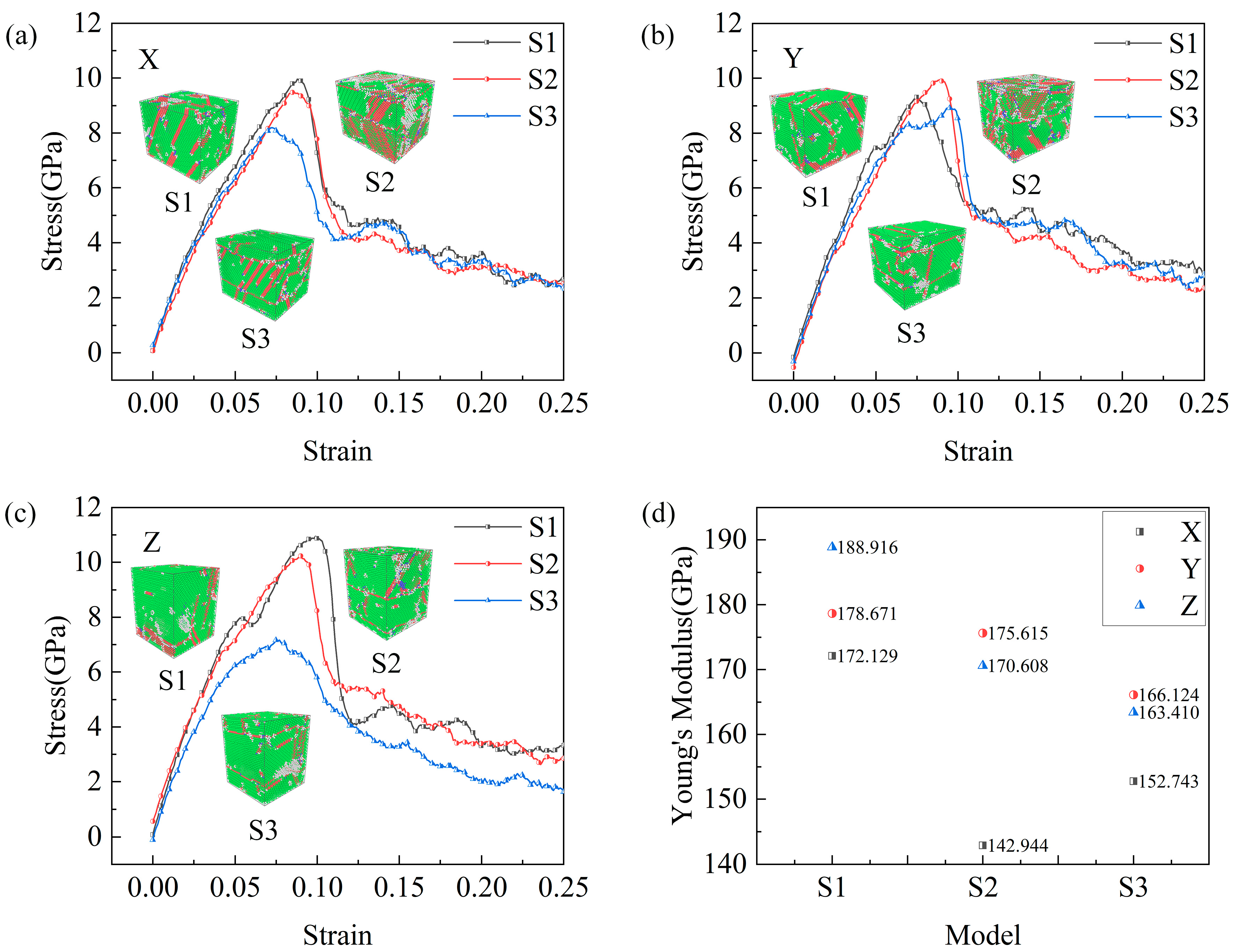
- The uniaxial tensile in three different directions results showed the S1 and S3 samples to possess the best and worst mechanical properties, respectively. Tensile stretching leads to a lot of local strains inside the model and the formation of shear bands at the interface, where the Cu and SiC interface is responsible for the initial deformation of the sample. Ultimately, differences in Cu and SiC interfaces caused varying degrees of deformation, and uniform Cu and SiC interfaces could increase the tensile strength of the system.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lin, L.; Ning, H.; Song, S.; Xu, C.; Hu, N. Flexible electrochemical energy storage: The role of composite materials. Compos. Sci. Technol. 2020, 192, 108102. [Google Scholar] [CrossRef]
- Zhang, H.; Li, S.; Wang, J.; Wang, A.; Zhang, H.; Li, H.; Zhu, Z. Microstructure characterization and fracture behaviors of Silicon carbide/metallic glass composites with interpenetrating architecture. Intermetallics 2024, 165, 108168. [Google Scholar] [CrossRef]
- Tahani, M.; Postek, E.; Sadowski, T. Investigating the Influence of Diffusion on the Cohesive Zone Model of the SiC/Al Composite Interface. Molecules 2023, 28, 6757. [Google Scholar] [CrossRef] [PubMed]
- Vu, X.-T.; Nguyen, V.-H.; Tran, T.-V.; Nguyen, Q.-M.; Doan, D.-Q. Mechanical characteristics and deformation behavior of Al polycrystal reinforced with SiC particles. J. Phys. Chem. Solids 2023, 183, 111617. [Google Scholar] [CrossRef]
- Sun, K.; Zhang, Z.; Qian, L.; Dang, F.; Zhang, X.; Fan, R. Dual percolation behaviors of electrical and thermal conductivity in metal-ceramic composites. Appl. Phys. Lett. 2016, 108, 061903. [Google Scholar] [CrossRef]
- Sharma, A.K.; Bhandari, R.; Aherwar, A.; Rimašauskienė, R.; Pinca-Bretotean, C. A study of advancement in application opportunities of aluminum metal matrix composites. Mater. Today Proc. 2020, 26, 2419–2424. [Google Scholar] [CrossRef]
- Jayaraj, A.; Moorthy, C.V.; Venkataramana, V.; Jaikumar, S.; Srinivas, V. Corrosion, mechanical and thermal properties of aluminium alloy metal matrix nano composites (AA-MMNCs) with multi-walled carbon nanotubes. SN Appl. Sci. 2020, 2, 1259. [Google Scholar] [CrossRef]
- Munir, K.S.; Kingshott, P.; Wen, C. Carbon nanotube reinforced titanium metal matrix composites prepared by powder metallurgy—A review. Crit. Rev. Solid State Mater. Sci. 2015, 40, 38–55. [Google Scholar] [CrossRef]
- Naseer, A.; Ahmad, F.; Aslam, M.; Guan, B.H.; Harun, W.S.W.; Muhamad, N.; Raza, M.R.; German, R.M. A review of processing techniques for graphene-reinforced metal matrix composites. Mater. Manuf. Process. 2019, 34, 957–985. [Google Scholar] [CrossRef]
- Ourdjini, A.; Chew, K.; Khoo, B. Settling of silicon carbide particles in cast metal matrix composites. J. Mater. Process. Technol. 2001, 116, 72–76. [Google Scholar] [CrossRef]
- Kumar, K.R.; Kiran, K.; Sreebalaji, V. Micro structural characteristics and mechanical behaviour of aluminium matrix composites reinforced with titanium carbide. J. Alloys Compd. 2017, 723, 795–801. [Google Scholar] [CrossRef]
- Suk, M.E. Effect of the nanotube radius and the volume fraction on the mechanical properties of carbon nanotube-reinforced aluminum metal matrix composites. Molecules 2021, 26, 3947. [Google Scholar] [CrossRef] [PubMed]
- Krawiec, P.; Kaskel, S. Thermal stability of high surface area silicon carbide materials. J. Solid State Chem. 2006, 179, 2281–2289. [Google Scholar] [CrossRef]
- Xu, M.; Girish, Y.R.; Rakesh, K.P.; Wu, P.; Manukumar, H.M.; Byrappa, S.M.; Byrappa, K. Recent advances and challenges in silicon carbide (SiC) ceramic nanoarchitectures and their applications. Mater. Today Commun. 2021, 28, 102533. [Google Scholar] [CrossRef]
- Chen, G.; Guo, S.; Zhang, H.; Xiong, H.; Gan, L. The effects of active elements on adhesion strength of SiC/Cu interface in SiC reinforced Cu-based composite: A first-principles investigation. Mater. Today Commun. 2022, 31, 103233. [Google Scholar] [CrossRef]
- Xie, J.; Ma, J.; Liao, M.; Guo, W.; Huang, L.; Gao, P.; Xiao, H. Reinforcement of thermally-conductive SiC/Al composite with 3D-interpenetrated network structure by various SiC foam ceramic skeletons. Ceram. Int. 2021, 47, 30869–30879. [Google Scholar] [CrossRef]
- Tahani, M.; Postek, E.; Motevalizadeh, L.; Sadowski, T. Effect of vacancy defect content on the interdiffusion of cubic and hexagonal SiC/Al interfaces: A molecular dynamics study. Molecules 2023, 28, 744. [Google Scholar] [CrossRef]
- Barmouz, M.; Asadi, P.; Givi, M.B.; Taherishargh, M. Investigation of mechanical properties of Cu/SiC composite fabricated by FSP: Effect of SiC particles’ size and volume fraction. Mater. Sci. Eng. A 2011, 528, 1740–1749. [Google Scholar] [CrossRef]
- Sun, B.; Fan, B.B.; Wang, C.Y.; Wang, B.B.; Li, W.; Li, X.F.; Chen, H.; Pian, X.X.; Zhao, B.; Zhang, R. Effect of Amorphous Phase on Mechanical Properties of SiC/Cu Composites. Key Eng. Mater. 2014, 602, 586–589. [Google Scholar] [CrossRef]
- Akbarpour, M.; Mirabad, H.M.; Alipour, S. Microstructural and mechanical characteristics of hybrid SiC/Cu composites with nano-and micro-sized SiC particles. Ceram. Int. 2019, 45, 3276–3283. [Google Scholar] [CrossRef]
- Prosviryakov, A. SiC content effect on the properties of Cu–SiC composites produced by mechanical alloying. J. Alloys Compd. 2015, 632, 707–710. [Google Scholar] [CrossRef]
- Sumathi, M.; Selvakumar, N. Investigation of Cu-SiC composite preforms during cold upsetting. Mater. Manuf. Process. 2011, 26, 826–831. [Google Scholar] [CrossRef]
- Schubert, T.; Brendel, A.; Schmid, K.; Koeck, T.; Zieliński, W.; Weißgärber, T.; Kieback, B. Interfacial design of Cu/SiC composites prepared by powder metallurgy for heat sink applications. Compos. Part A Appl. Sci. Manuf. 2007, 38, 2398–2403. [Google Scholar] [CrossRef]
- Li, J.; Liu, B.; Fang, Q.; Huang, Z.; Liu, Y. Atomic-scale strengthening mechanism of dislocation-obstacle interaction in silicon carbide particle-reinforced copper matrix nanocomposites. Ceram. Int. 2017, 43, 3839–3846. [Google Scholar] [CrossRef]
- Xiong, Y.; Hu, W.; Shu, Y.; Luo, X.; Zhang, Z.; He, J.; Yin, C.; Zheng, K. Atomistic simulation on the generation of defects in Cu/SiC composites during cooling. J. Mater. Sci. Technol. 2022, 123, 1–12. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Taha, M.A. Evaluation of the microstructure, thermal and mechanical properties of Cu/SiC nanocomposites fabricated by mechanical alloying. Int. J. Miner. Metall. Mater. 2021, 28, 475–486. [Google Scholar] [CrossRef]
- Zhang, W.; Zhang, Y.; Zhao, S.; Zhang, Y.; Yang, J. Ballistic impact induced wave propagation and dislocation of three-dimensional graphene origami/copper nanocomposites. Compos. Commun. 2024, 45, 101790. [Google Scholar] [CrossRef]
- Ho, D.T.; Kim, S.Y.; Schwingenschlögl, U. Graphene origami structures with superflexibility and highly tunable auxeticity. Phys. Rev. B 2020, 102, 174106. [Google Scholar] [CrossRef]
- Zhang, X.; Xu, Y.; Wang, M.; Liu, E.; Zhao, N.; Shi, C.; Lin, D.; Zhu, F.; He, C. A powder-metallurgy-based strategy toward three-dimensional graphene-like network for reinforcing copper matrix composites. Nat. Commun. 2020, 11, 2775. [Google Scholar] [CrossRef]
- Gao, Y.; Gao, T.; Li, L.; Xie, Q.; Chen, Q.; Tian, Z.; Liang, Y.; Wang, B. Evolution of dislocation and twin structures in Ti3Al during solidification. Vacuum 2021, 194, 110525. [Google Scholar] [CrossRef]
- Jafary-Zadeh, M.; Aitken, Z.H.; Tavakoli, R.; Zhang, Y.-W. On the controllability of phase formation in rapid solidification of high entropy alloys. J. Alloys Compd. 2018, 748, 679–686. [Google Scholar] [CrossRef]
- Colin, J.; Serna, S.; Campillo, B.; Flores, O.; Juárez-Islas, J. Microstructural and lattice parameter study of as-cast and rapidly solidified NiAl intermetallic alloys with Cu additions. Intermetallics 2008, 16, 847–853. [Google Scholar] [CrossRef]
- Papanikolaou, M.; Salonitis, K.; Jolly, M.; Frank, M. Large-scale molecular dynamics simulations of homogeneous nucleation of pure aluminium. Metals 2019, 9, 1217. [Google Scholar] [CrossRef]
- Lee, W.I.; Talbott, M.F.; Springer, G.S.; Berglund, L.A. Effects of cooling rate on the crystallinity and mechanical properties of thermoplastic composites. J. Reinf. Plast. Compos. 1987, 6, 2–12. [Google Scholar] [CrossRef]
- Yang, Z.; Lu, Z. Atomistic simulation of the mechanical behaviors of co-continuous Cu/SiC nanocomposites. Compos. Part B Eng. 2013, 44, 453–457. [Google Scholar] [CrossRef]
- Fathalian, M.; Postek, E.; Tahani, M.; Sadowski, T. A Comprehensive Study of Al2O3 Mechanical Behavior Using Density Functional Theory and Molecular Dynamics. Molecules 2024, 29, 1165. [Google Scholar] [CrossRef]
- Fathalian, M.; Postek, E.; Sadowski, T. Mechanical and electronic properties of Al (111)/6H-SiC interfaces: A DFT study. Molecules 2023, 28, 4345. [Google Scholar] [CrossRef] [PubMed]
- Tahani, M.; Postek, E.; Sadowski, T. Diffusion and interdiffusion study at Al-and O-terminated Al2O3/AlSi12 interface using molecular dynamics simulations. Materials 2023, 16, 4324. [Google Scholar] [CrossRef] [PubMed]
- Tahani, M.; Postek, E.; Sadowski, T. Molecular dynamics study of interdiffusion for cubic and hexagonal SiC/Al interfaces. Crystals 2022, 13, 46. [Google Scholar] [CrossRef]
- Jabbarzadeh, A. The origins of enhanced and retarded crystallization in nanocomposite polymers. Nanomaterials 2019, 9, 1472. [Google Scholar] [CrossRef]
- Jabbarzadeh, A.; Halfina, B. Unravelling the effects of size, volume fraction and shape of nanoparticle additives on crystallization of nanocomposite polymers. Nanoscale Adv. 2019, 1, 4704–4721. [Google Scholar] [CrossRef] [PubMed]
- Kumar, S.K.; Ganesan, V.; Riggleman, R.A. Perspective: Outstanding theoretical questions in polymer-nanoparticle hybrids. J. Chem. Phys. 2017, 147, 020901. [Google Scholar] [CrossRef] [PubMed]
- Papananou, H.; Perivolari, E.; Chrissopoulou, K.; Anastasiadis, S.H. Tuning polymer crystallinity via the appropriate selection of inorganic nanoadditives. Polymer 2018, 157, 111–121. [Google Scholar] [CrossRef]
- Sangiovanni, D.G.; Faccio, R.; Gueorguiev, G.K. Discovering atomistic pathways for supply of metal atoms from methyl-based precursors to graphene surface. Phys. Chem. Chem. Phys. PCCP 2023, 1232, 114469. [Google Scholar] [CrossRef] [PubMed]
- Lundgren, C.; Kakanakovageorgieva, A.; Gueorguiev, G.K. A perspective on thermal stability and mechanical properties of 2D Indium Bismide from ab initio molecular dynamics. Nanotechnology 2022, 33, 335706. [Google Scholar] [CrossRef] [PubMed]
- Trady, S.; Mazroui, M.; Hasnaoui, A.; Saadouni, K. Microstructural evolutions and fractal characteristics in medium range level in AlxNi100-x alloys during rapid solidification process. J. Alloys Compd. 2018, 744, 750–758. [Google Scholar] [CrossRef]
- Fan, Y.; Wang, W.; Hao, Z.; Zhan, C. Work hardening mechanism based on molecular dynamics simulation in cutting Ni–Fe–Cr series of Ni-based alloy. J. Alloys Compd. 2020, 819, 153331. [Google Scholar] [CrossRef]
- Zhou, Y.; Hu, M. Mechanical behaviors of nanocrystalline Cu/SiC composites: An atomistic investigation. Comput. Mater. Sci. 2017, 129, 129–136. [Google Scholar] [CrossRef]
- Chang, S.-Y.; Chen, C.-F.; Lin, S.-J.; Kattamis, T.Z. Electrical resistivity of metal matrix composites. Acta Mater. 2003, 51, 6291–6302. [Google Scholar] [CrossRef]
- Bedford, A.; Liechti, K.M.; Bedford, A.; Liechti, K.M. Measures of Stress and Strain. In Mechanics of Materials; Springer: Cham, Switzerland, 2020; pp. 37–98. [Google Scholar]
- Jami, H.; Jabbarzadeh, A. Effect of particle shape on mechanics of impact in the deposition of titanium nanoparticles on a titanium substrate. Surf. Coat. Technol. 2020, 394, 125880. [Google Scholar] [CrossRef]
- Jami, H.; Jabbarzadeh, A. Molecular simulation of high-velocity deposition of titanium dioxide nanoparticles on titanium. Appl. Surf. Sci. 2021, 542, 148567. [Google Scholar] [CrossRef]
- Doan, D.-Q.; Fang, T.-H.; Chen, T.-H.; Bui, T.-X. Effects of void and inclusion sizes on mechanical response and failure mechanism of AlCrCuFeNi2 high-entropy alloy. Eng. Fract. Mech. 2021, 252, 107848. [Google Scholar] [CrossRef]
- Deng, H.; Endo, K.; Yamamura, K. Competition between surface modification and abrasive polishing: A method of controlling the surface atomic structure of 4H-SiC (0001). Sci. Rep. 2015, 5, 8947. [Google Scholar] [CrossRef] [PubMed]
- Yan, X.; Li, P.; Kang, L.; Wei, S.-H.; Huang, B. First-principles study of electronic and diffusion properties of intrinsic defects in 4H-SiC. J. Appl. Phys. 2020, 127, 085702. [Google Scholar] [CrossRef]
- Siddiqui, A.; Khosa, R.Y.; Usman, M. High-k dielectrics for 4H-silicon carbide: Present status and future perspectives. J. Mater. Chem. C 2021, 9, 5055–5081. [Google Scholar] [CrossRef]
- Wei, R.; Song, S.; Yang, K.; Cui, Y.; Peng, Y.; Chen, X.; Hu, X.; Xu, X. Thermal conductivity of 4H-SiC single crystals. J. Appl. Phys. 2013, 113, 053503. [Google Scholar] [CrossRef]
- Wang, H.; Shin, H. Influence of nanoparticulate diameter on fracture toughness enhancement of polymer nanocomposites by an interfacial debonding mechanism: A multiscale study. Eng. Fract. Mech. 2022, 261, 108261. [Google Scholar] [CrossRef]
- Gao, F.; Zhang, Y.; Devanathan, R.; Posselt, M.; Weber, W.J. Atomistic simulations of epitaxial recrystallization in 4H-SiC along the [0 0 0 1] direction. Nucl. Instrum. Methods Phys. Res. 2007, 255, 136–140. [Google Scholar] [CrossRef]
- Yang, J.; Yeadon, M.; Kolasa, B.; Gibson, J. The homogeneous nucleation mechanism of Cu2O on Cu (001). Scr. Mater. 1998, 38, 1237–1242. [Google Scholar] [CrossRef]
- Wu, Y.; Wang, L.; Huang, Y.; Wang, D. Melting of copper under high pressures by molecular dynamics simulation. Chem. Phys. Lett. 2011, 515, 217–220. [Google Scholar] [CrossRef]
- Kart, H.H.; Yildirim, H.; Kart, S.O.; Çağin, T. Physical properties of Cu nanoparticles: A molecular dynamics study. Mater. Chem. Phys. 2014, 147, 204–212. [Google Scholar] [CrossRef]
- Zheng, L.; An, Q.; Xie, Y.; Sun, Z.; Luo, S.-N. Homogeneous nucleation and growth of melt in copper. J. Chem. Phys. 2007, 127, 164503. [Google Scholar] [CrossRef] [PubMed]
- Joo Lee, Y.; Lee, E.-K.; Kim, S.; Nieminen, R.M. Effect of Potential Energy Distribution on the Melting of Clusters. Phys. Rev. Lett. 2001, 86, 999–1002. [Google Scholar] [CrossRef]
- Alavi, S.; Thompson, D.L. Molecular dynamics simulations of the melting of aluminum nanoparticles. J. Phys. Chem. A 2006, 110, 1518–1523. [Google Scholar] [CrossRef] [PubMed]
- Maghfiroh, C.Y.; Arkundato, A. Parameters (σ, ε) of Lennard-Jones for Fe, Ni, Pb for potential and Cr based on melting point values using the molecular dynamics method of the Lammps program. J. Phys. Conf. Ser. 2020, 1491, 012022. [Google Scholar] [CrossRef]
- Cahill, J.; Kirshenbaum, A. The Density of liquid copper from its melting point (1356 k.) to 2500 k. and an estimate of its critical constants1, 2. J. Phys. Chem. 1962, 66, 1080–1082. [Google Scholar] [CrossRef]
- Zaretsky, E.; Kanel, G. Response of copper to shock-wave loading at temperatures up to the melting point. J. Appl. Phys. 2013, 114, 083511. [Google Scholar] [CrossRef]
- Vashishta, P.; Kalia, R.K.; Nakano, A.; Rino, J.P. Interaction potential for silicon carbide: A molecular dynamics study of elastic constants and vibrational density of states for crystalline and amorphous silicon carbide. J. Appl. Phys. 2007, 101, 103515. [Google Scholar] [CrossRef]
- Clavier, G.; Desbiens, N.; Bourasseau, E.; Lachet, V.; Brusselle-Dupend, N.; Rousseau, B. Computation of elastic constants of solids using molecular simulation: Comparison of constant volume and constant pressure ensemble methods. Mol. Simul. 2017, 43, 1413–1422. [Google Scholar] [CrossRef]
- Gestoso, P.; Brisson, J. Simulation of orientation of uniaxially stretched poly (vinyl phenol) by molecular dynamics. J. Polym. Sci. Part B Polym. Phys. 2002, 40, 1601–1625. [Google Scholar] [CrossRef]
- Wang, L.; Cai, Y.; Wu, H.A.; Luo, S.N. Crystallization in supercooled liquid Cu: Homogeneous nucleation and growth. J. Chem. Phys. 2015, 142, 064704. [Google Scholar]
- Murashima, T.; Urata, S.; Li, S. Coupling finite element method with large scale atomic/molecular massively parallel simulator (LAMMPS) for hierarchical multiscale simulations: Modeling and simulation of amorphous polymeric materials. Eur. Phys. J. B 2019, 92, 211. [Google Scholar] [CrossRef]
- Stukowski, A. Visualization and analysis of atomistic simulation data with OVITO—The Open Visualization Tool. Model. Simul. Mater. Sci. Eng. 2009, 18, 015012. [Google Scholar] [CrossRef]
- Stukowski, A. Structure identification methods for atomistic simulations of crystalline materials. Model. Simul. Mater. Sci. Eng. 2012, 20, 045021. [Google Scholar] [CrossRef]
- Stukowski, A.; Albe, K. Extracting dislocations and non-dislocation crystal defects from atomistic simulation data. Model. Simul. Mater. Sci. Eng. 2010, 18, 085001. [Google Scholar] [CrossRef]
- Mishin, Y.; Mehl, M.; Papaconstantopoulos, D.; Voter, A.; Kress, J. Structural stability and lattice defects in copper: Ab initio, tight-binding, and embedded-atom calculations. Phys. Rev. B 2001, 63, 224106. [Google Scholar] [CrossRef]
- Wu, C.-Y.; Wang, Y.-C.; Chen, C. Indentation properties of Cu–Zr–Al metallic-glass thin films at elevated temperatures via molecular dynamics simulation. Comput. Mater. Sci. 2015, 102, 234–242. [Google Scholar] [CrossRef]
- Tian, X.; Cui, J.; Ma, K.; Xiang, M. Shock-induced plasticity and damage in single-crystalline Cu at elevated temperatures by molecular dynamics simulations. Int. J. Heat Mass Transf. 2020, 158, 120013. [Google Scholar] [CrossRef]
- Mao, A.; Zhang, J.; Yao, S.; Wang, A.; Wang, W.; Li, Y.; Qiao, C.; Xie, J.; Jia, Y. The diffusion behaviors at the Cu-Al solid-liquid interface: A molecular dynamics study. Results Phys. 2020, 16, 102998. [Google Scholar] [CrossRef]
- Wu, L.; Yu, W.; Hu, S.; Shen, S. Stability of stacking fault tetrahedron in twin boundary bicrystal copper under shear. Int. J. Plast. 2017, 97, 246–258. [Google Scholar] [CrossRef]
- Tersoff, J. Chemical order in amorphous silicon carbide. Phys. Rev. B 1994, 49, 16349. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Li, B.; Kong, L. A molecular dynamics investigation into nanoscale scratching mechanism of polycrystalline silicon carbide. Comput. Mater. Sci. 2018, 148, 76–86. [Google Scholar] [CrossRef]
- Goel, S.; Luo, X.; Reuben, R.L.; Rashid, W.B. Atomistic aspects of ductile responses of cubic silicon carbide during nanometric cutting. Nanoscale Res. Lett. 2011, 6, 589. [Google Scholar] [CrossRef] [PubMed]
- Islam, M.S.; Islam, A.; Mahamud, O.; Saha, A.; Ferdous, N.; Park, J.; Hashimoto, A. Molecular dynamics study of thermal transport in single-layer silicon carbide nanoribbons. AIP Adv. 2020, 10, 015117. [Google Scholar] [CrossRef]




Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, W.; Lu, Y.; Gao, T.; Wang, J.; Tang, X.; Wang, N. Molecular Dynamics Simulation on Solidification Microstructure and Tensile Properties of Cu/SiC Composites. Molecules 2024, 29, 2230. https://doi.org/10.3390/molecules29102230
Yan W, Lu Y, Gao T, Wang J, Tang X, Wang N. Molecular Dynamics Simulation on Solidification Microstructure and Tensile Properties of Cu/SiC Composites. Molecules. 2024; 29(10):2230. https://doi.org/10.3390/molecules29102230
Chicago/Turabian StyleYan, Wanjun, Yuhang Lu, Tinghong Gao, Junjie Wang, Xin Tang, and Nan Wang. 2024. "Molecular Dynamics Simulation on Solidification Microstructure and Tensile Properties of Cu/SiC Composites" Molecules 29, no. 10: 2230. https://doi.org/10.3390/molecules29102230
APA StyleYan, W., Lu, Y., Gao, T., Wang, J., Tang, X., & Wang, N. (2024). Molecular Dynamics Simulation on Solidification Microstructure and Tensile Properties of Cu/SiC Composites. Molecules, 29(10), 2230. https://doi.org/10.3390/molecules29102230