
Technological and Strength Aspects of Layers Made of Different Powders Laminated on a Polymer Matrix Composite Substrate



Abstract
:1. Introduction
2. Materials and Methods
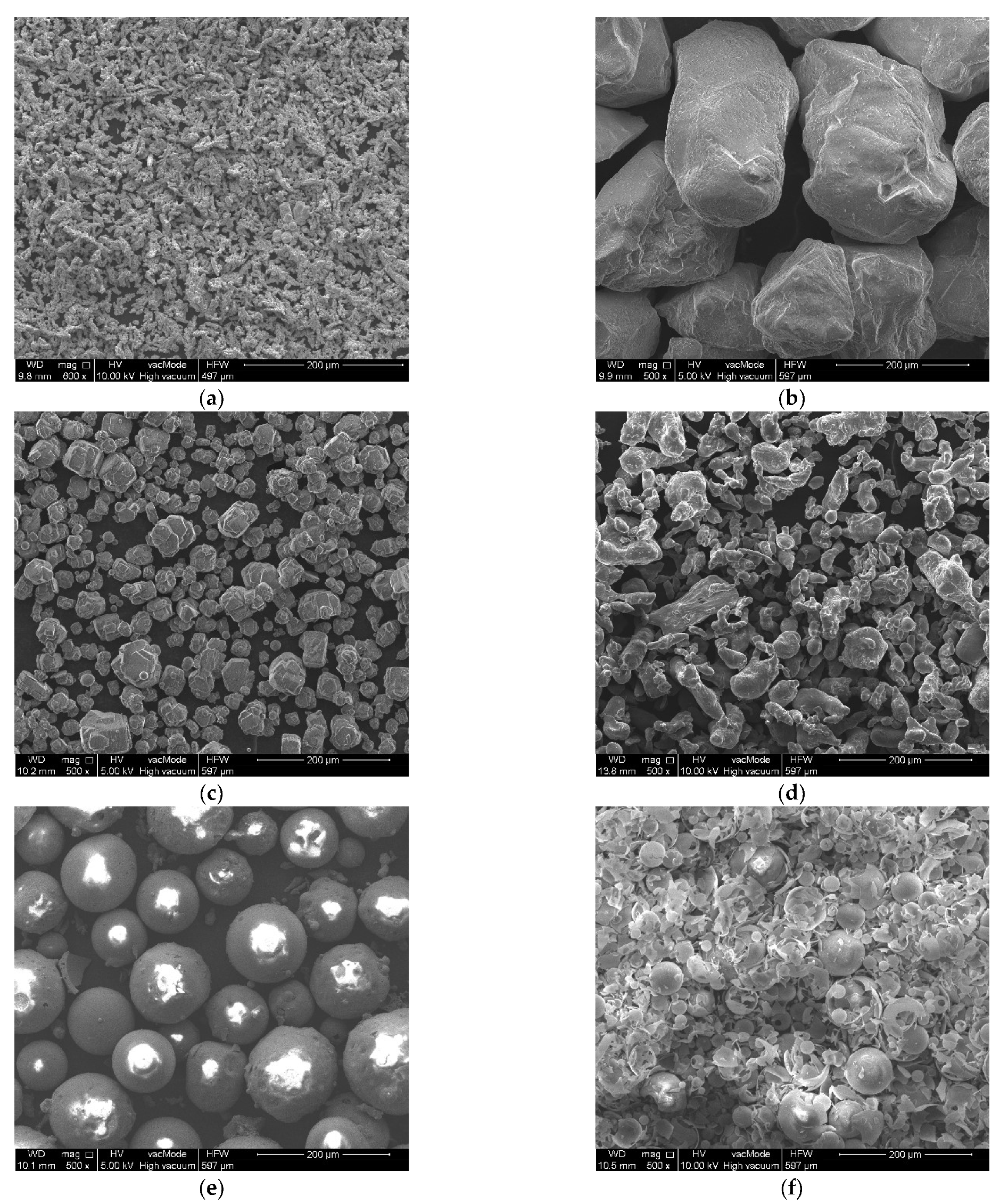
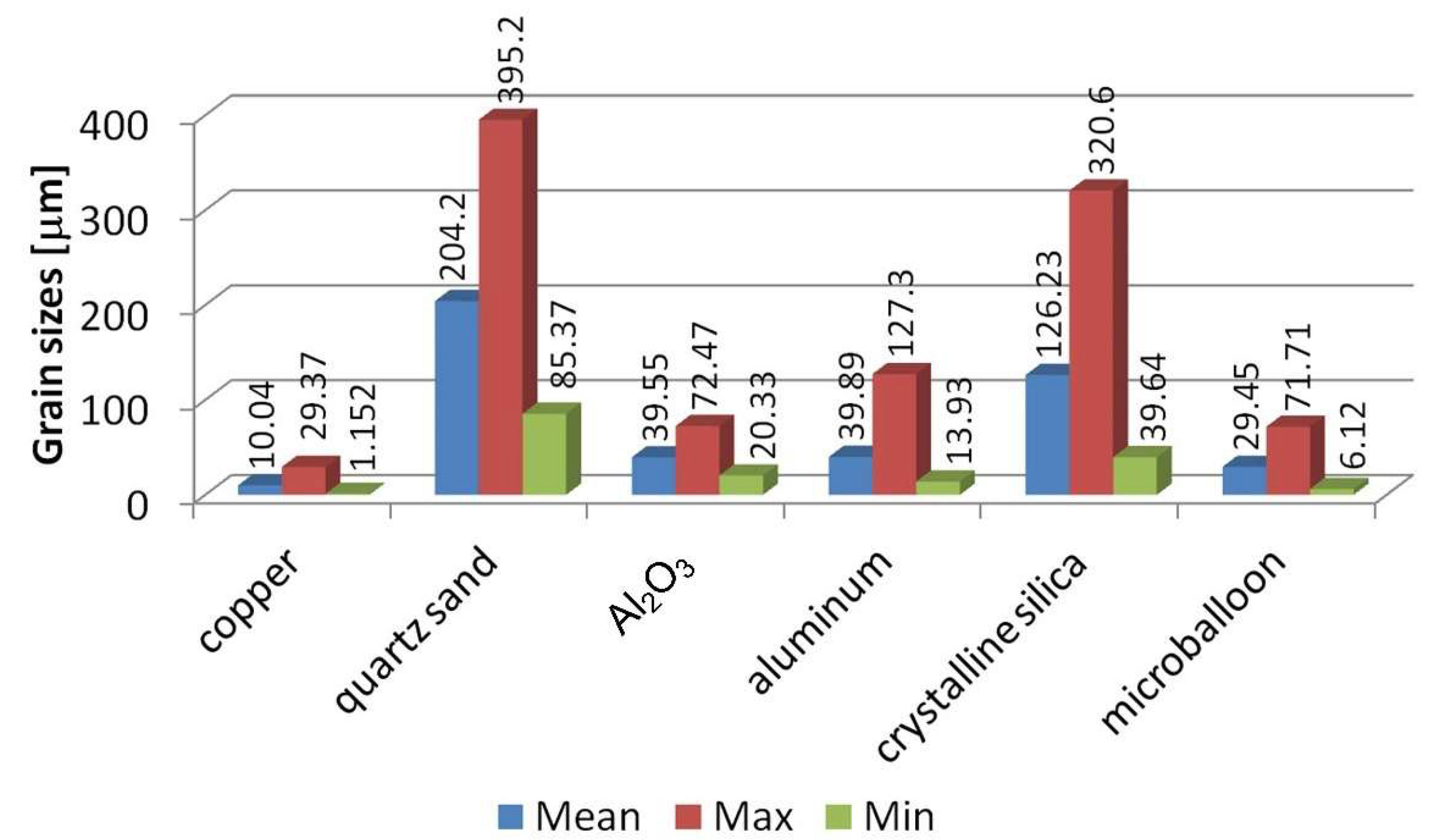
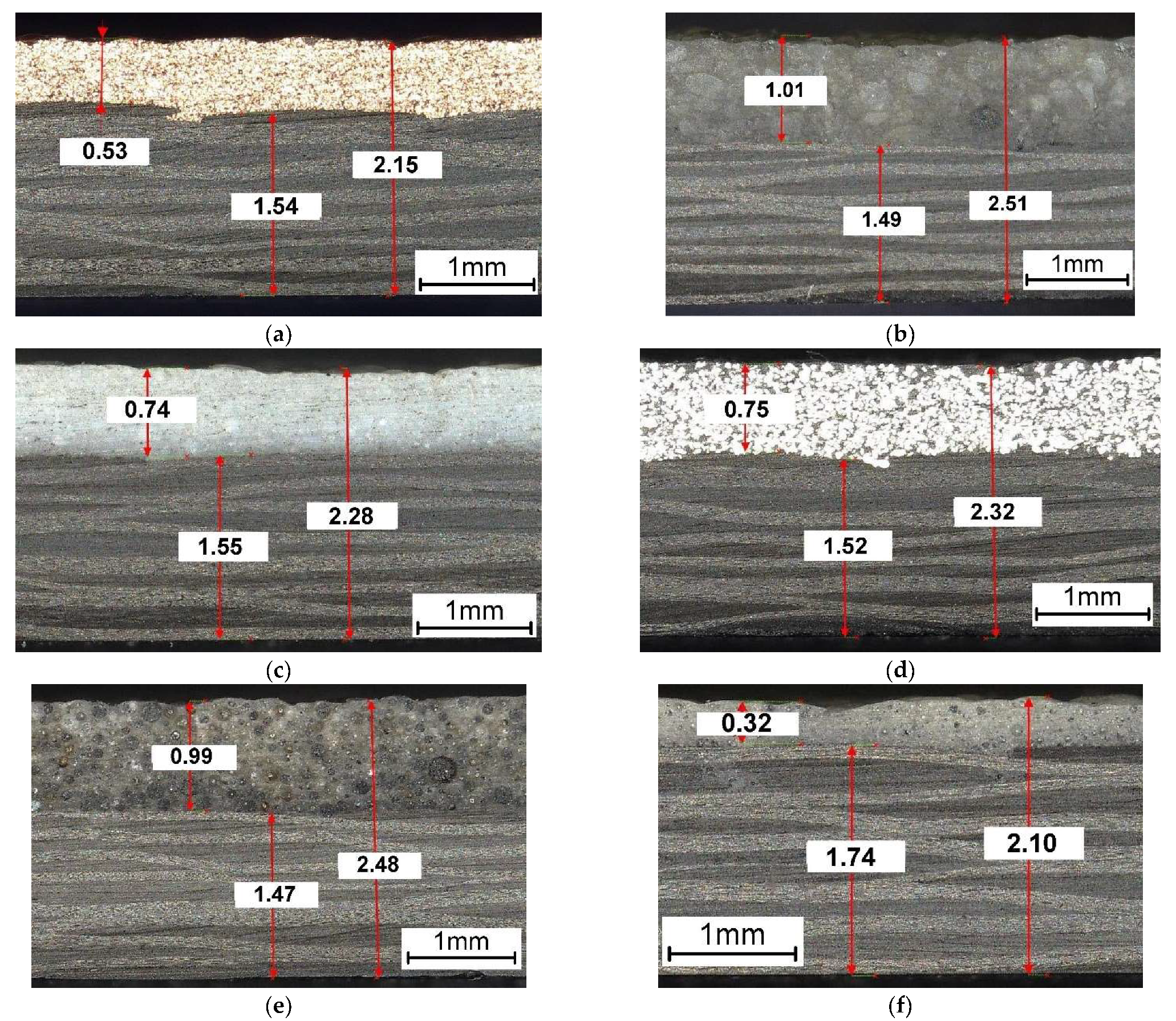
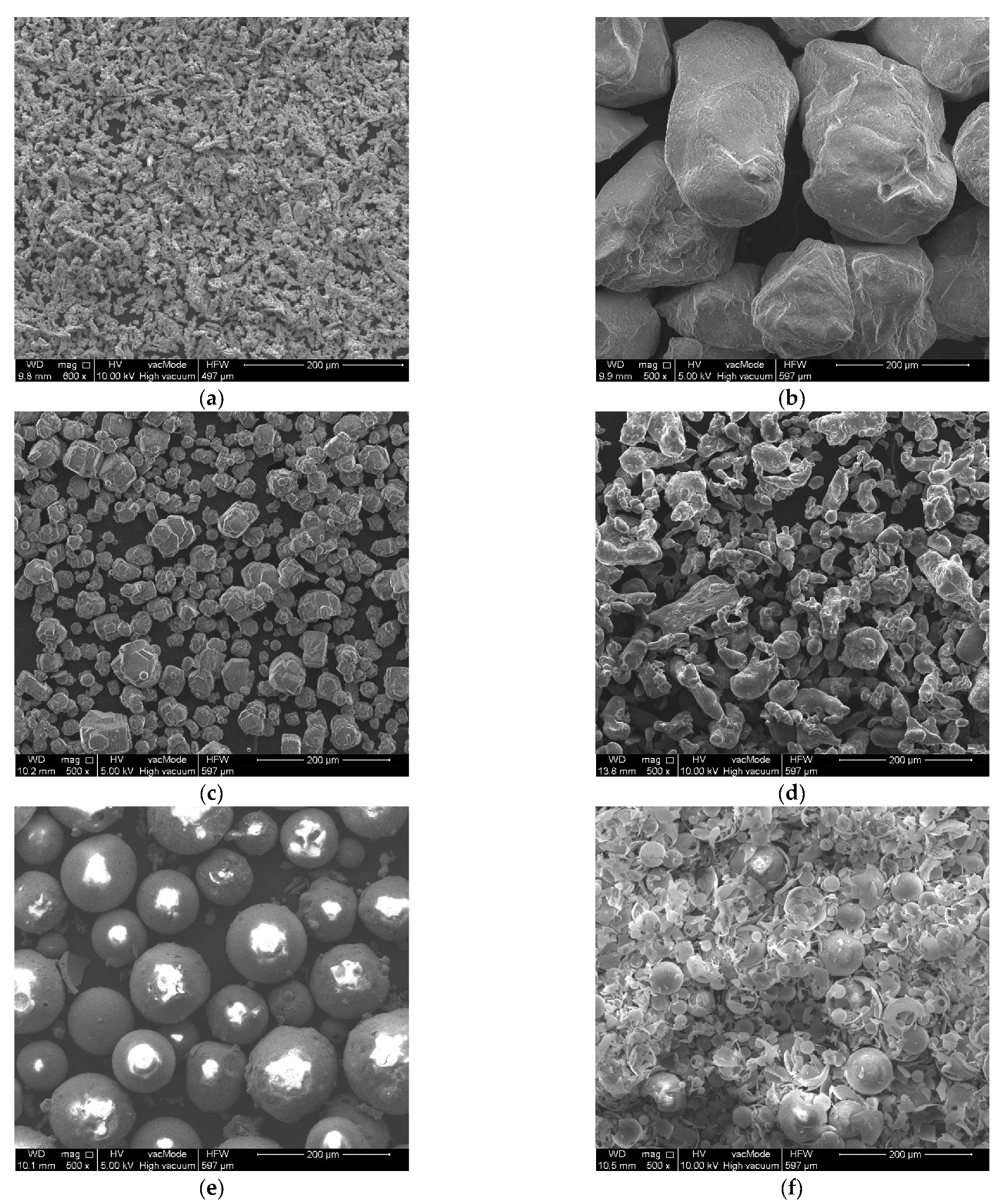
2.1. Materials and Their Characterization Methods
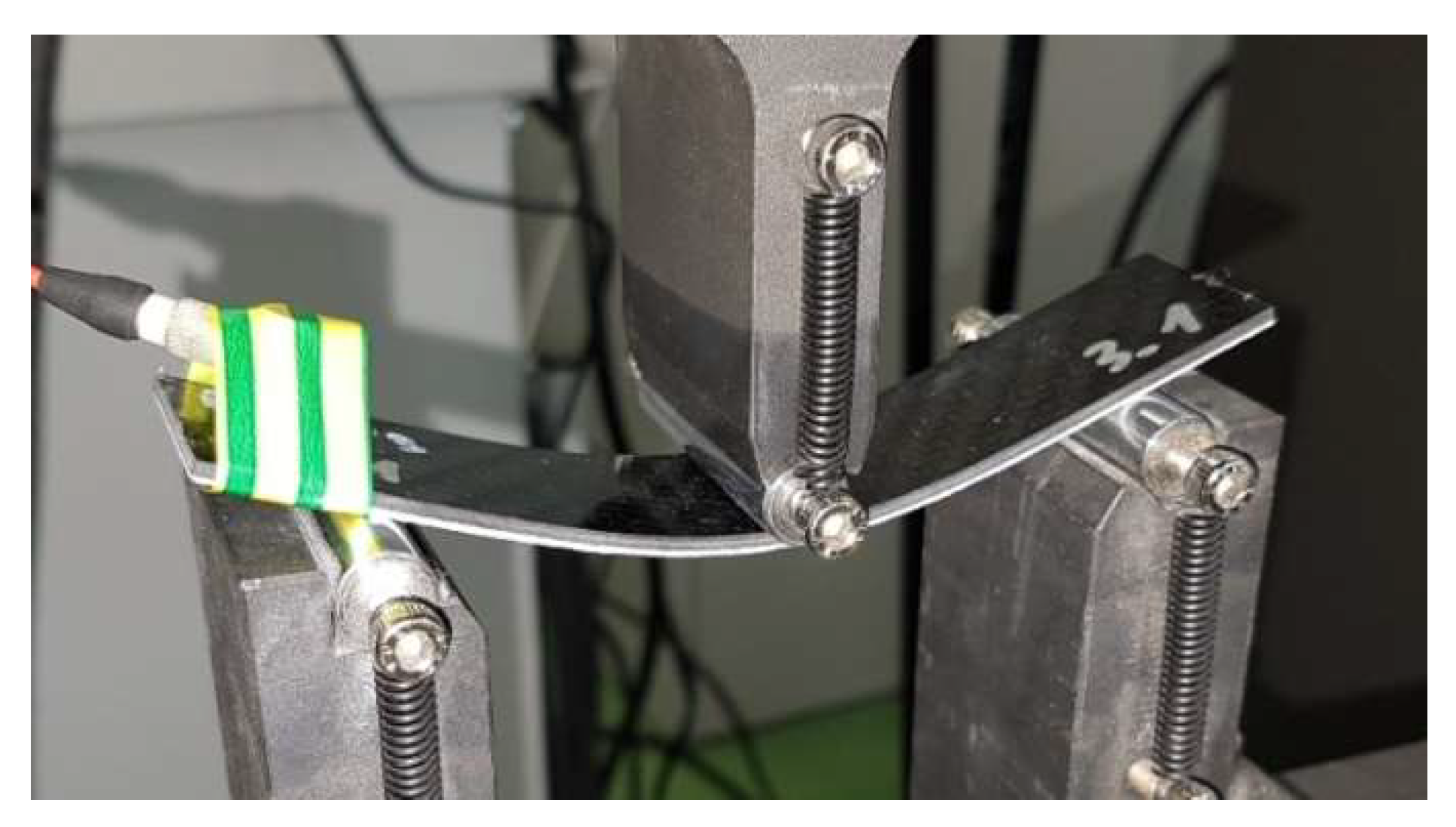
2.2. Experimental and Numerical Methods
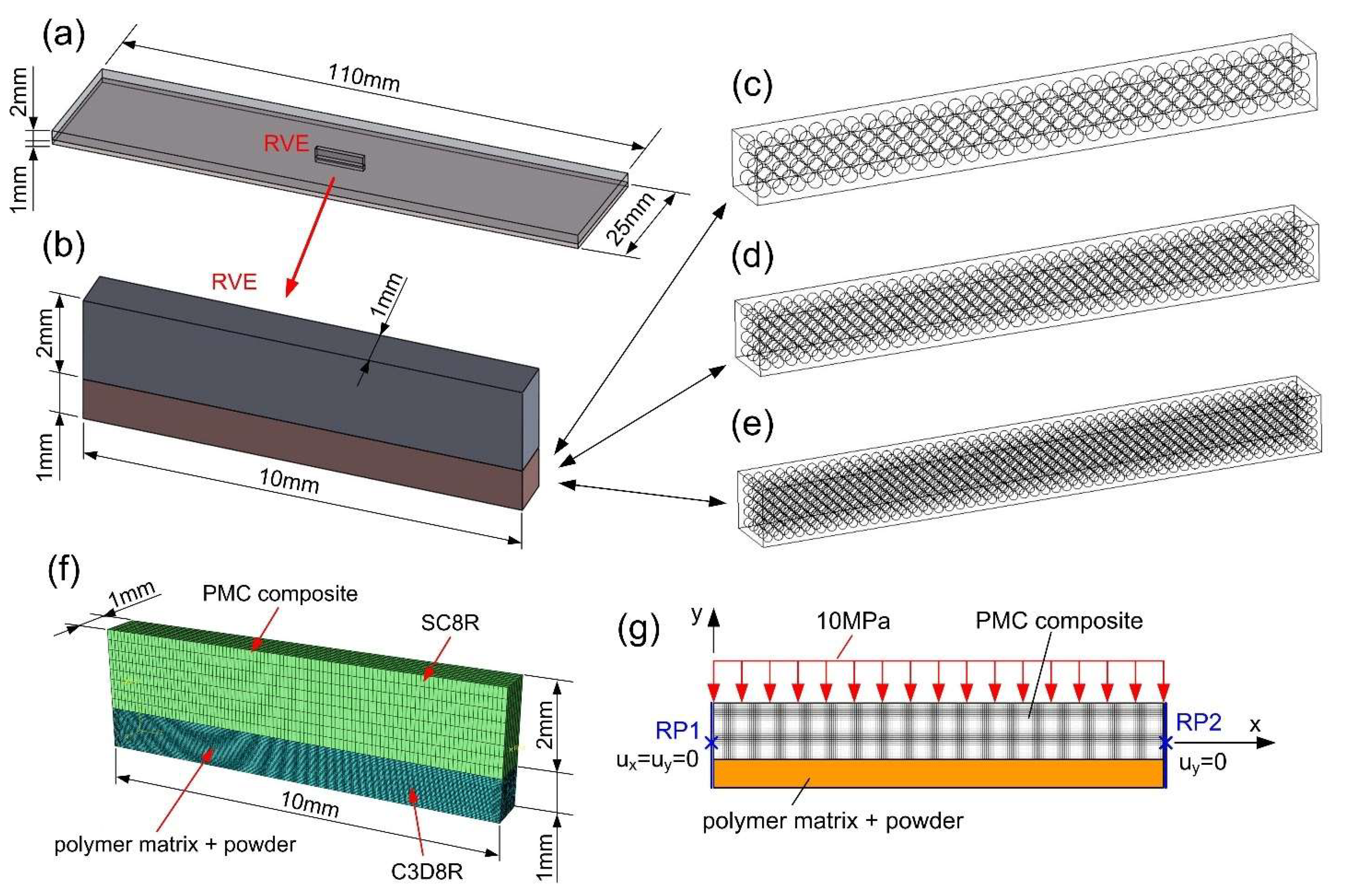
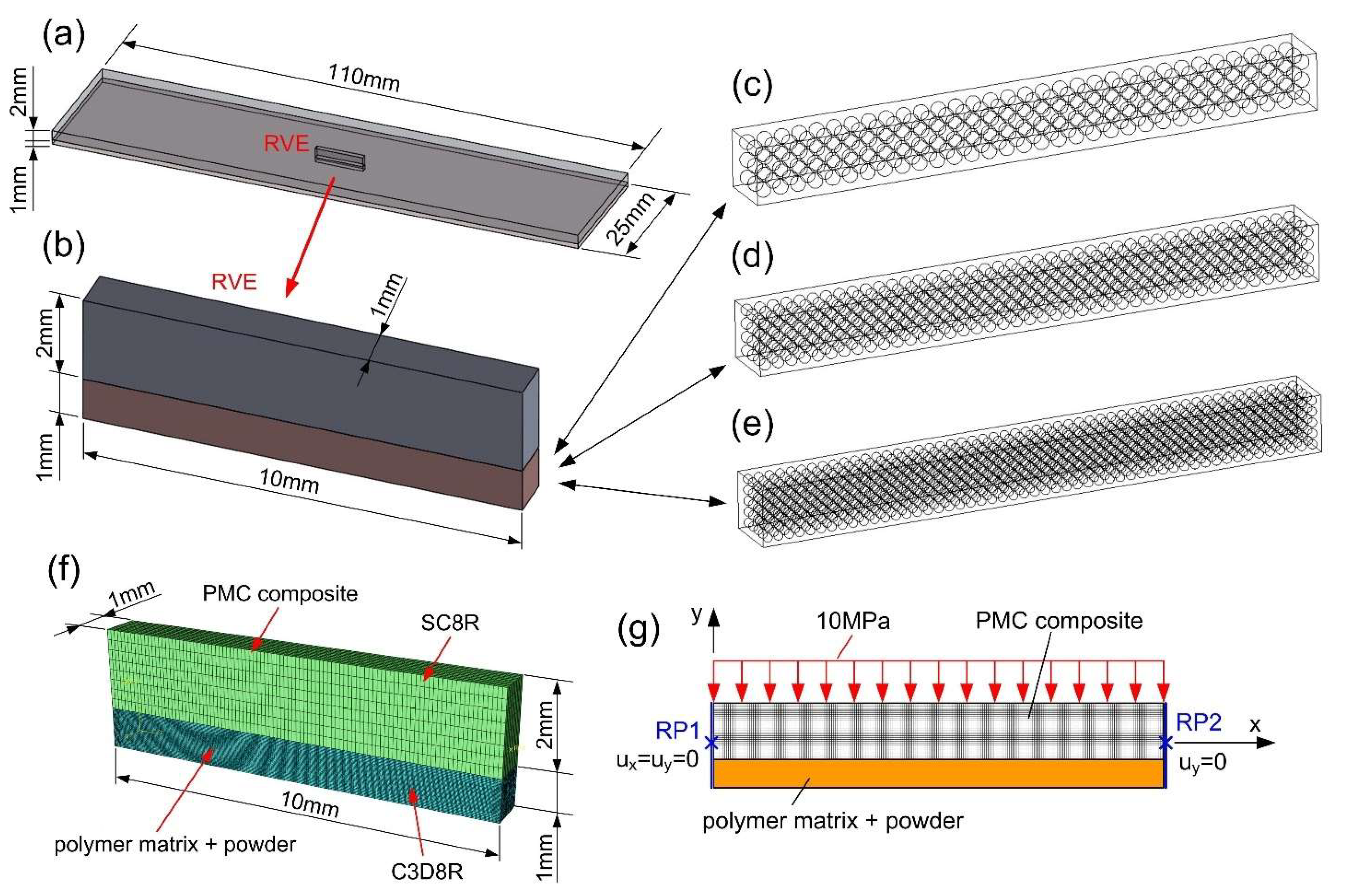
- In the first stage, geometric CAD models were created in SolidWorks 2014 software (Dassault Systèmes, Vélizy-Villacoublay, France) for the PLs with the epoxy matrix. The external dimensions of this central fragment (RVE) in each case were the same and equal to 1 × 1 × 10 mm (Figure 6a,b). The models differed in the number and size of powder grains:
- In the second step, the geometric models of the PLs were imported to Abaqus software (Dassault Systèmes, Vélizy-Villacoublay, France) and the two-layered structure was completed by adding the PMC substrate part to the assembly (Figure 6f).
3. Experimental and Numerical Results
3.1. Experimental Results
- Matrix cracking in the PL;
- Delamination of the PL from the PMC substrate;
- Degradation of the PMC layers.
- Umax—represents the largest voltage peak in the recorded acoustic waveform.
- Uref—reference voltage is set at the pre-amplifier.





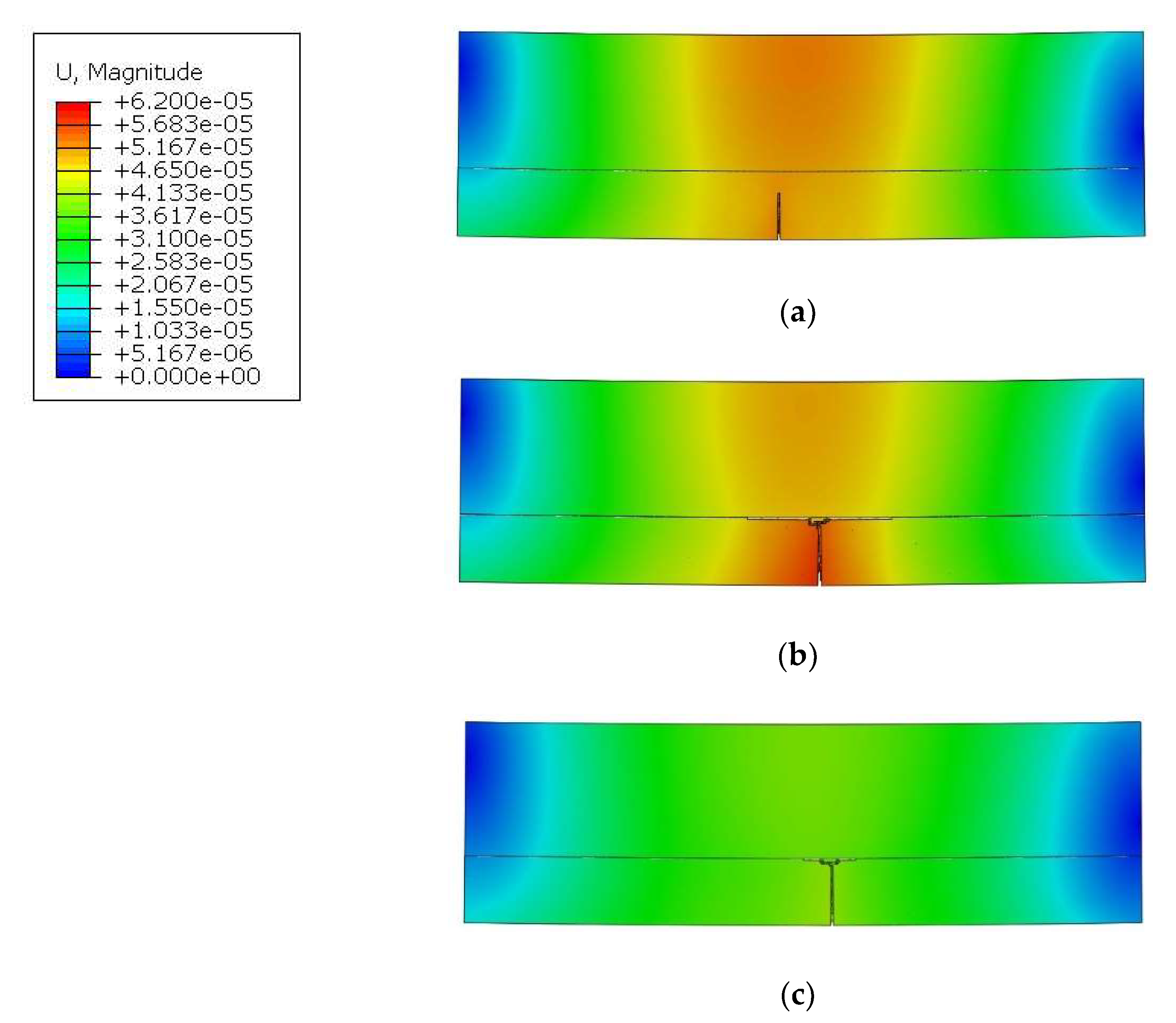
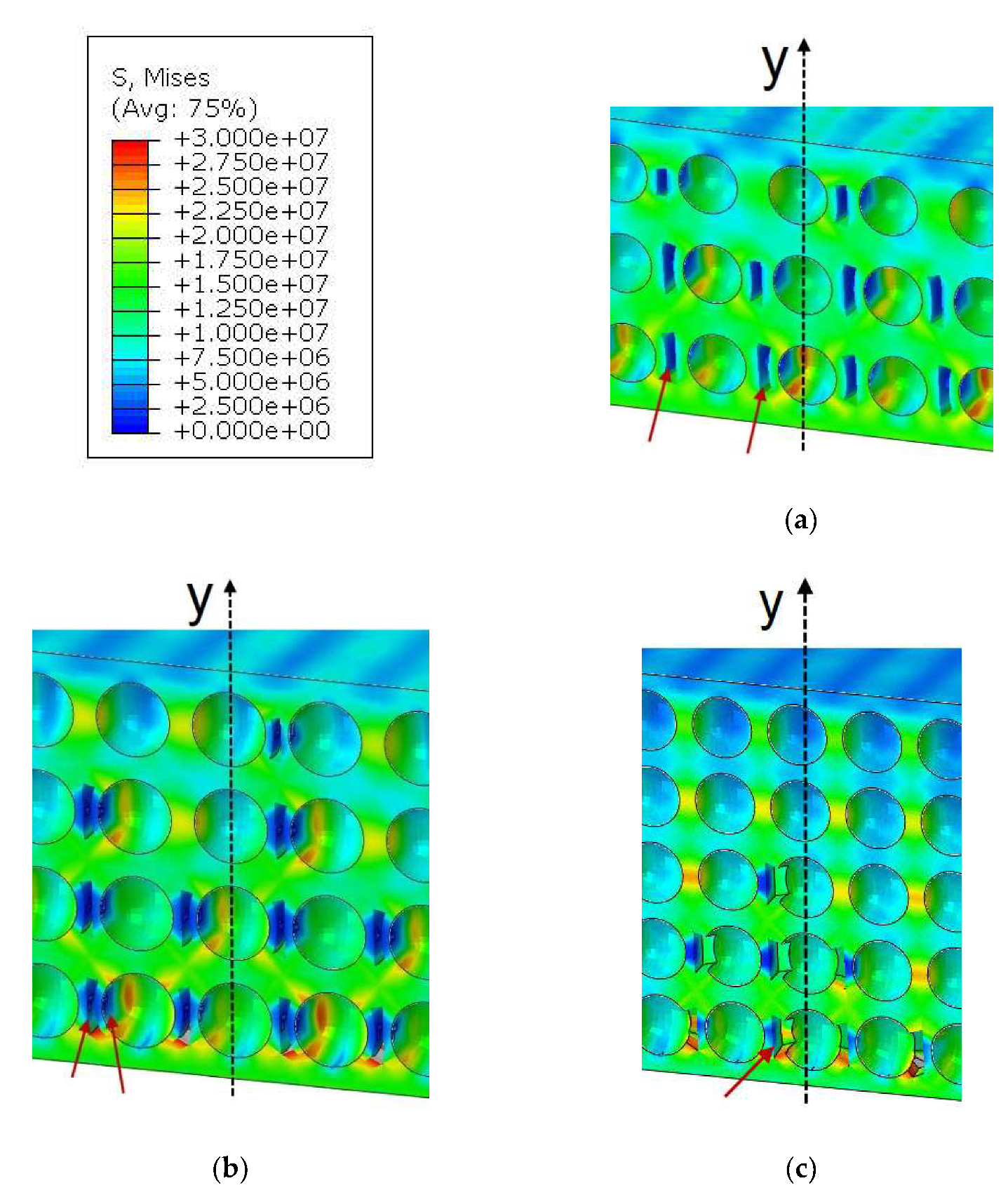
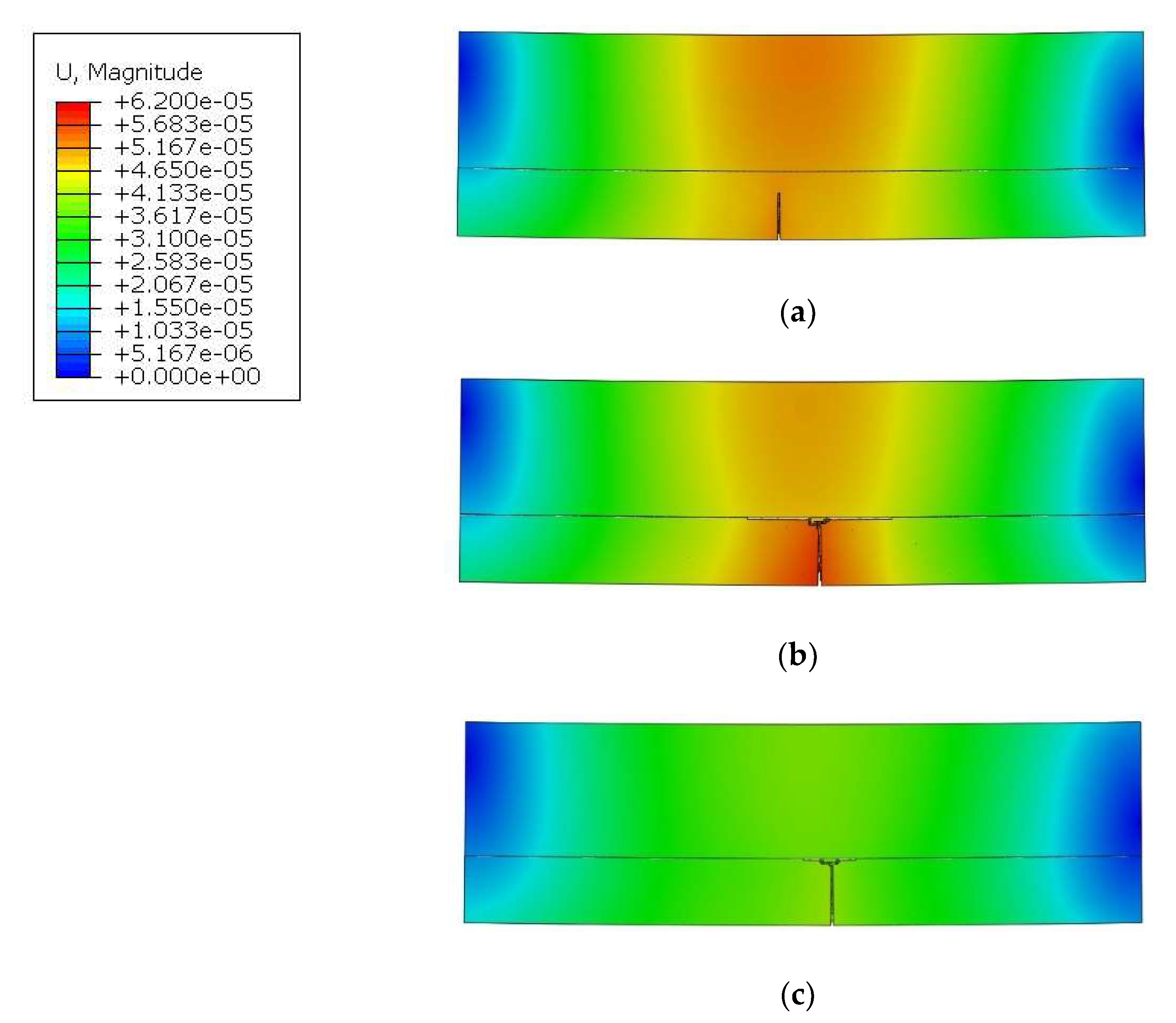
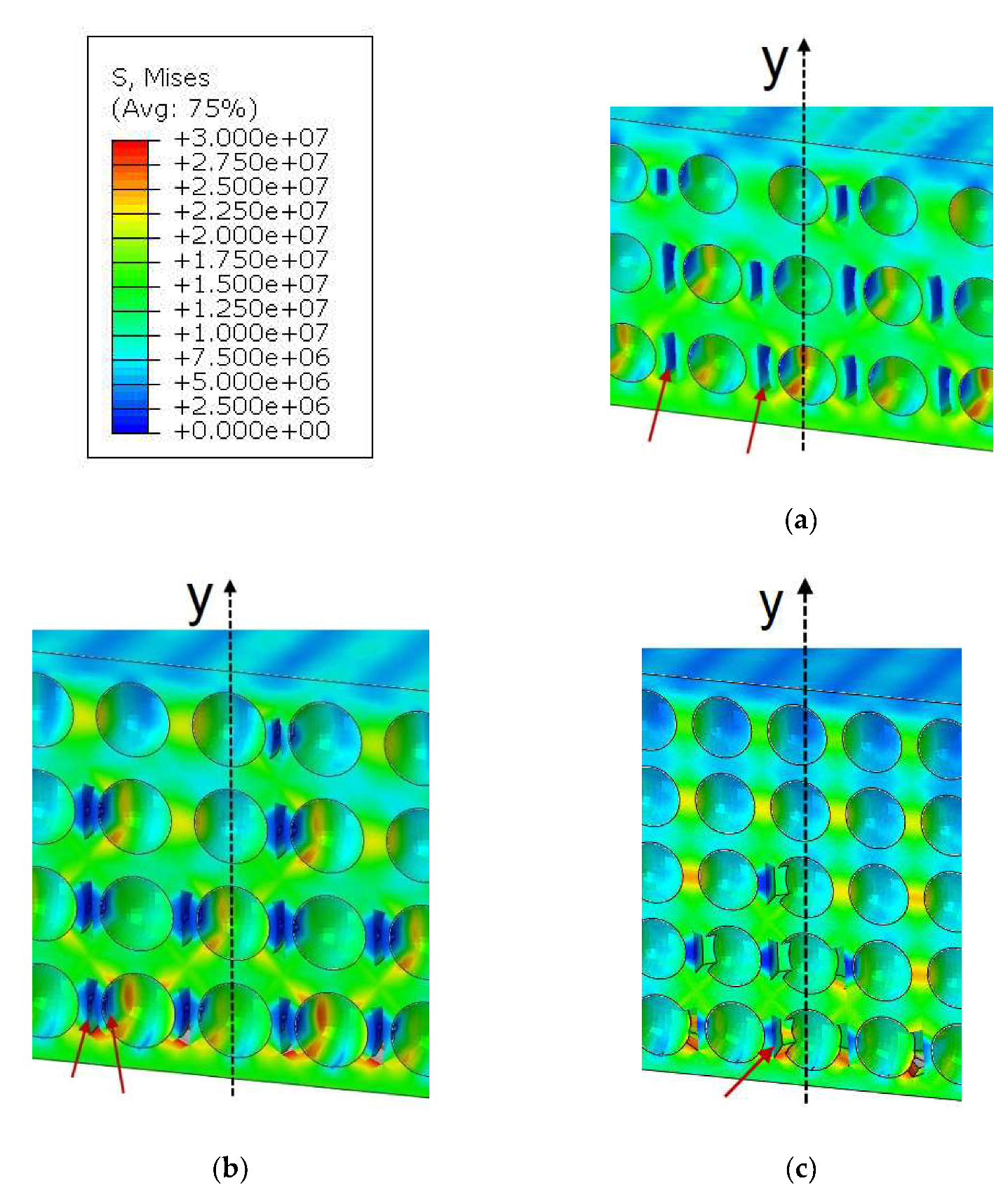
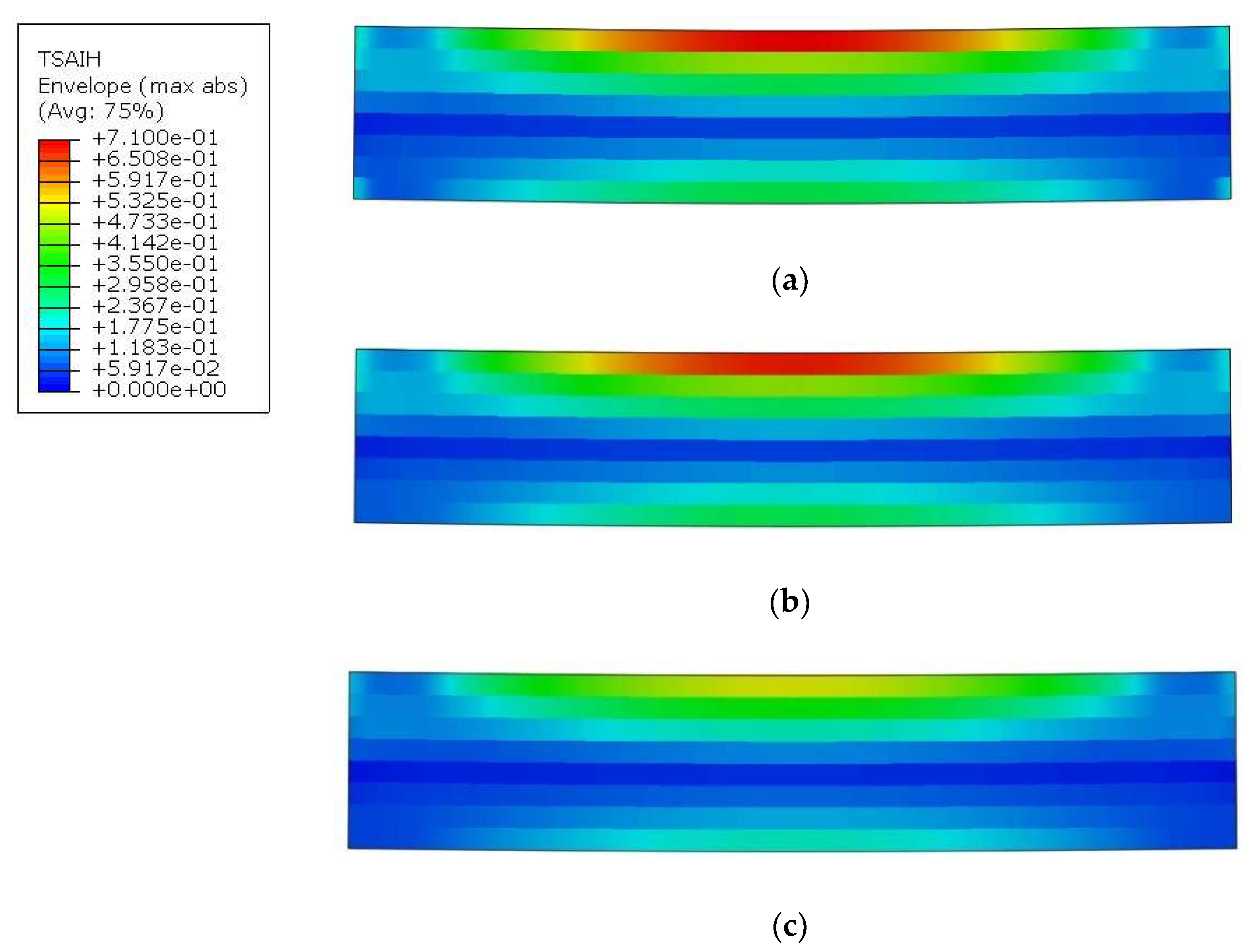
3.2. Numerical Simulation Results of the Cracking Process in the Central Part of the Specimen Subjected to 3-PB
- For model 1, microcracks in the matrix occur between grains, as in Figure 15a. However, there is still a visible matrix volume between the damage and the grain, hence stress redistribution occurs, which bypasses the crack and moves to the next grain.
- In model 2 (Figure 15b), the grains are more closely distributed to each other and, in addition to the damage in the matrix between the grains, damage also initiates at the grain–matrix interface.
- In model 3, where the distance between grains is the smallest, in the presented fragment in Figure 15c, the damage, in any case, appears at the grain–matrix contact.
4. Discussion of Results
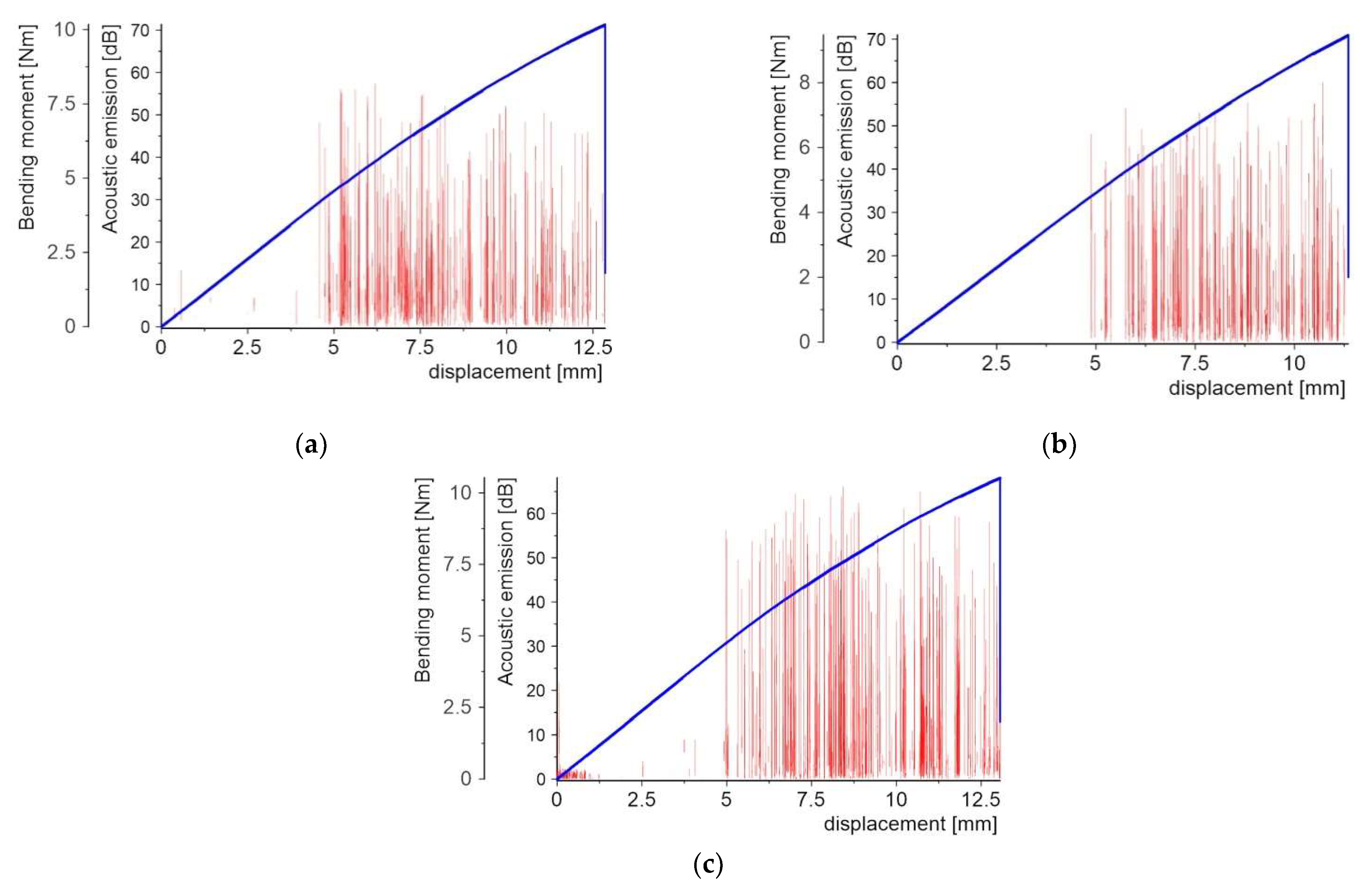
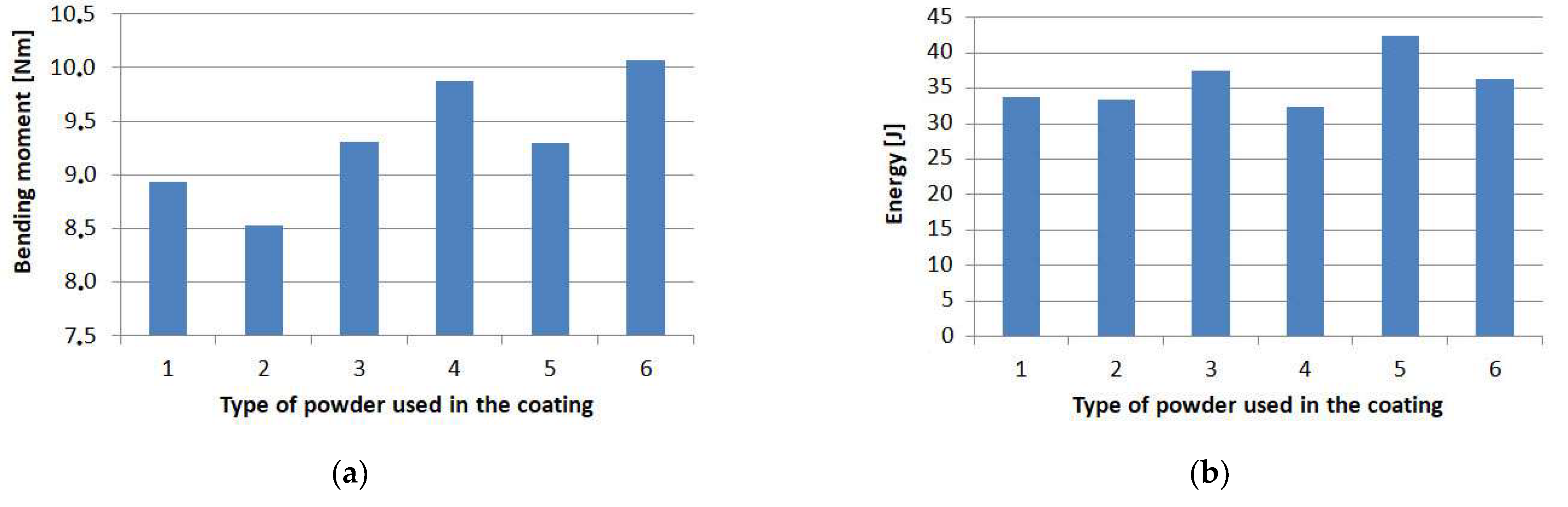
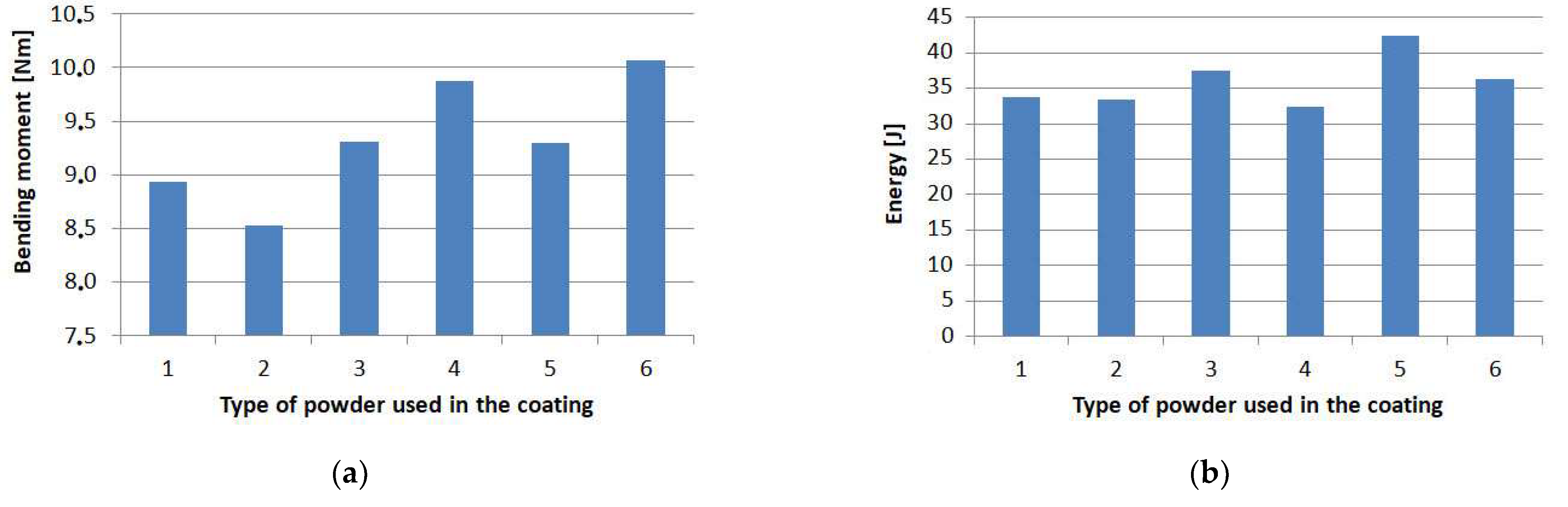
4.1. Bending Moments and Failure Energy Estimated by Experiments
4.2. Acoustic Emission (AE) Results Discussion
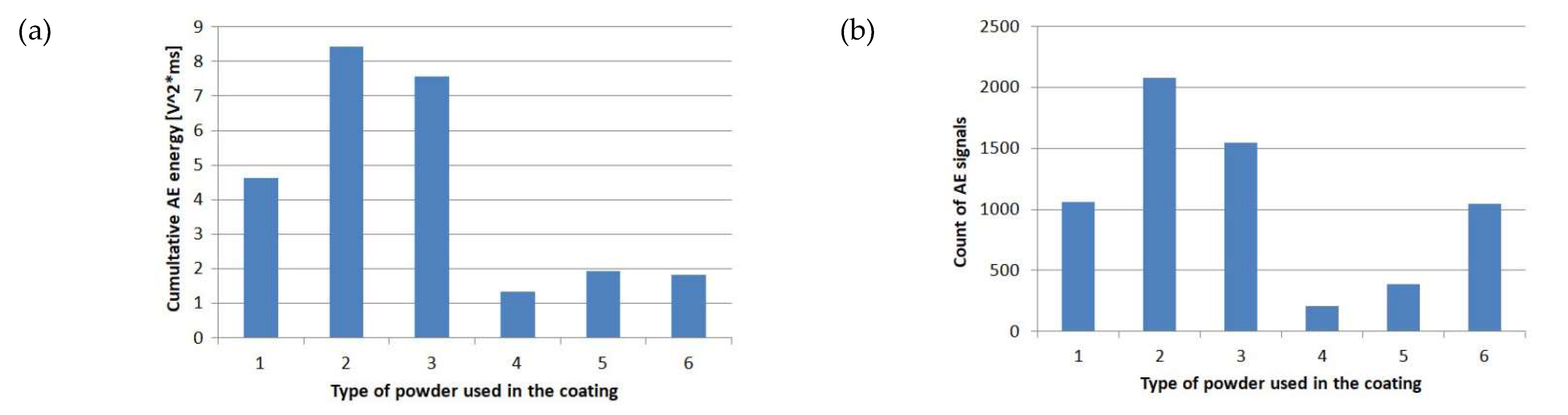
4.2.1. Acoustic Emission Energy
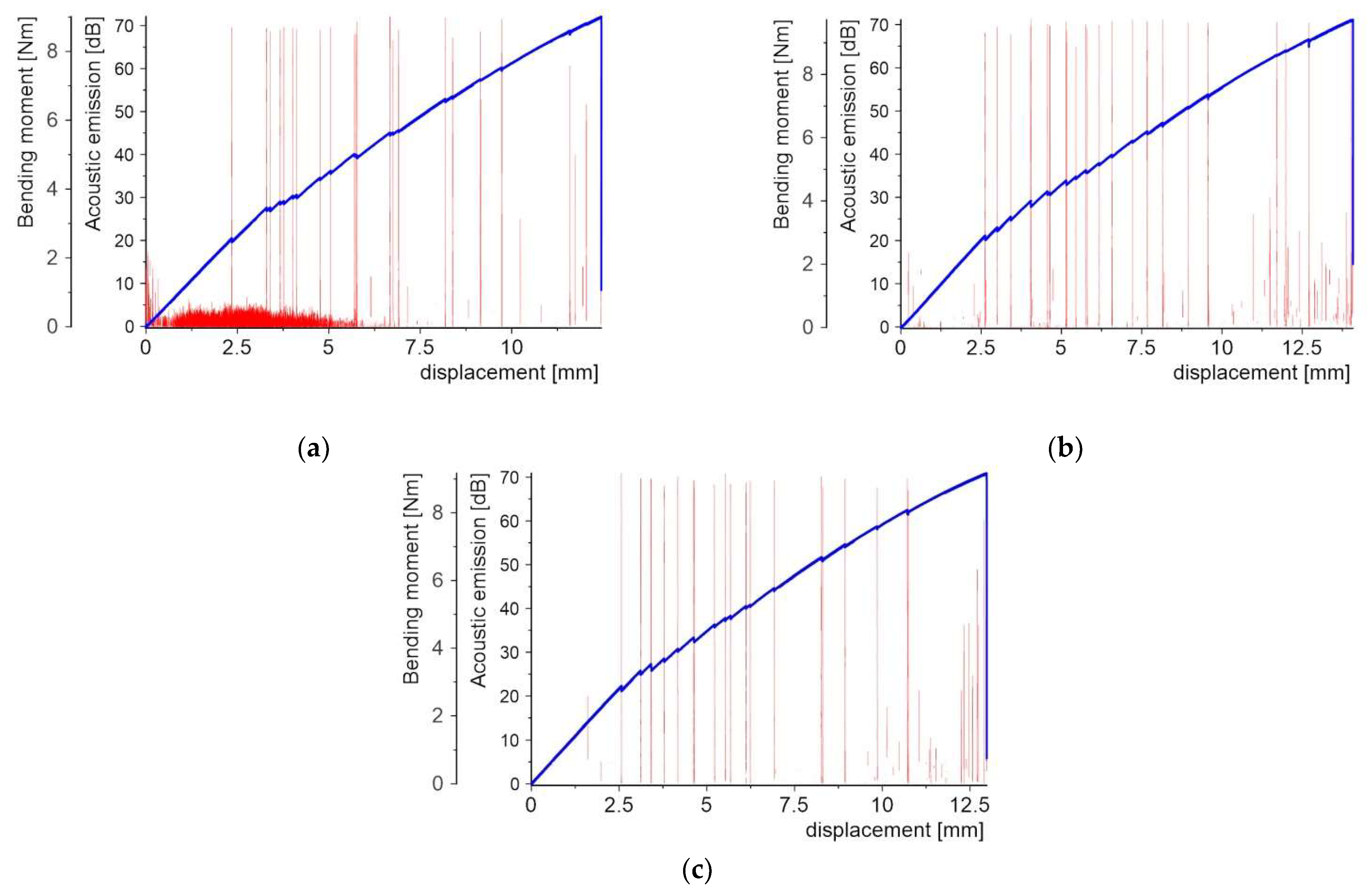
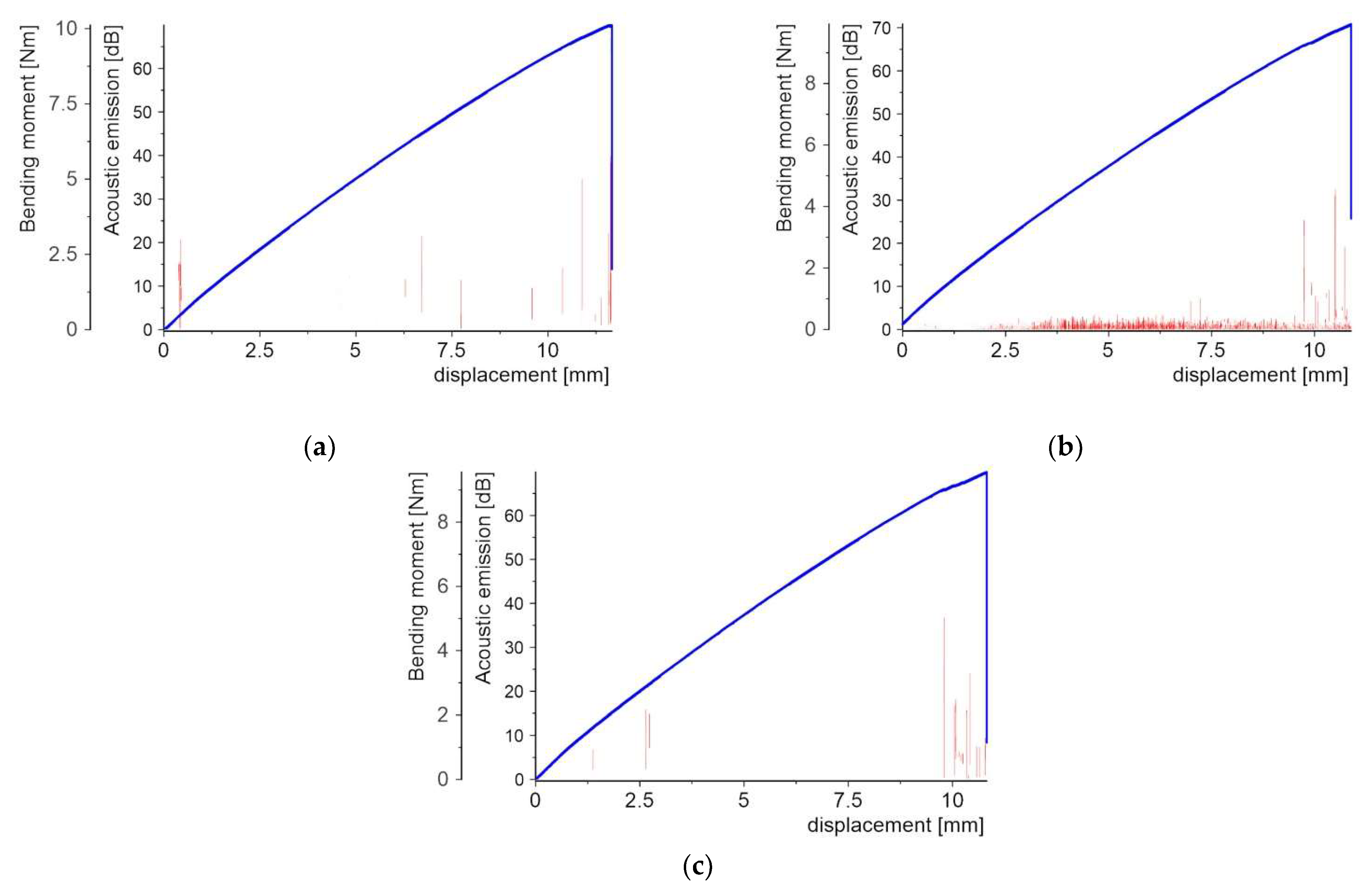
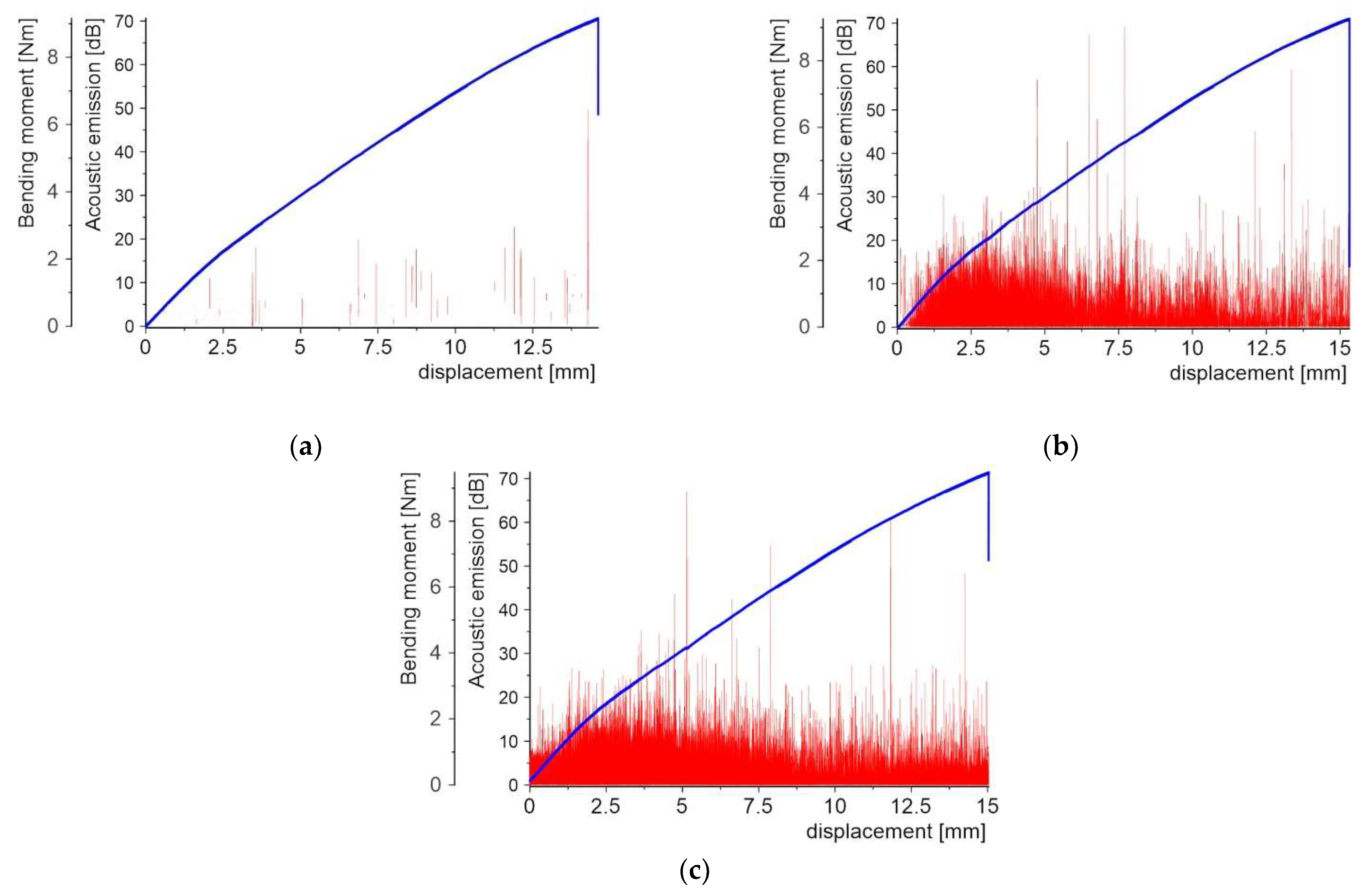
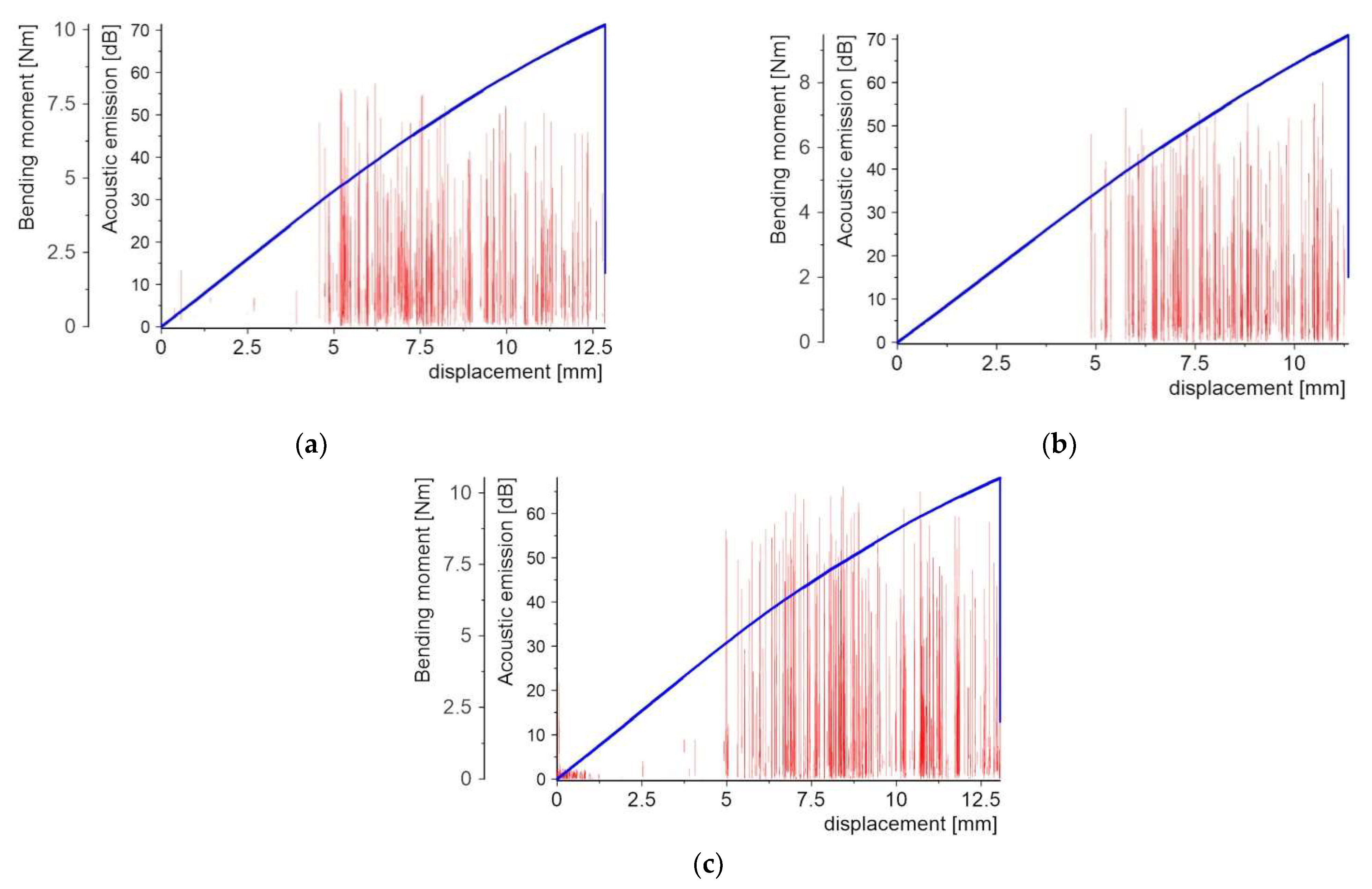
4.2.2. Acoustic Emission Signals (AES)
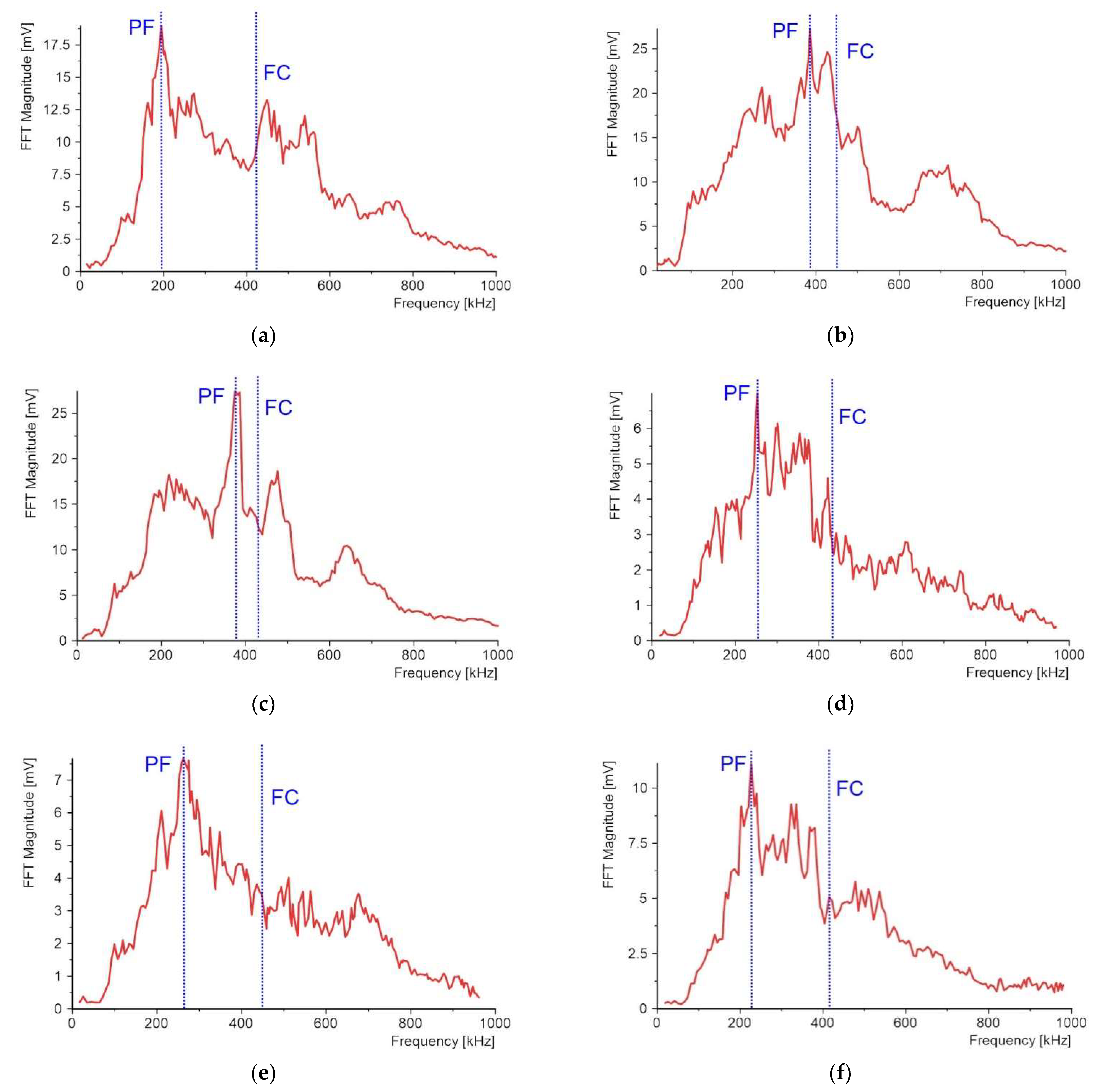
4.2.3. Acoustic Emission Peak Frequency (PF) and Frequency Centroid (FC)
- The first group are powder materials used for the creation of the PLs, such as quartz sand and Al2O3, for which the PF value is close to FC;
- The second group obeys the rest of the applied powder materials, such as copper, aluminum, crystalline silica, and microballoon, where the PF value is almost half that of FC.
5. Conclusions
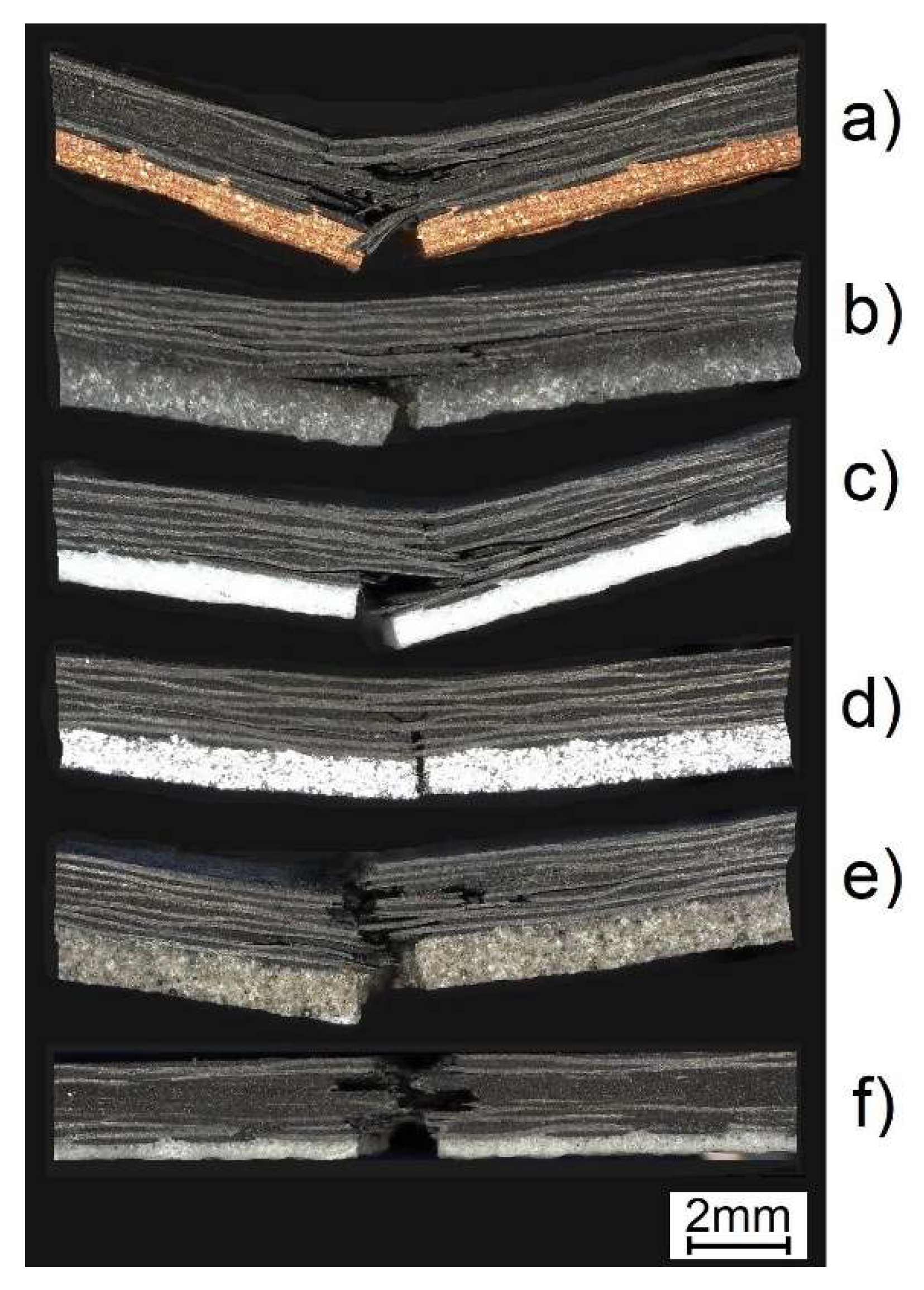
- The damage and fracture characteristics of the proposed two-layered protective systems strongly depend on the powder used for the PLs and its grain size. For copper, quartz sand, and Al2O3 grains, there is a significant amount of local sharp drops in the bending moment-displacement plot. Such phenomenon was not observed for aluminum, crystalline silica, and microballoon grains used for the creation of the PLs.
- The best two-layered protective system, in terms of strength during 3-PB testing, was manufactured with the application of the aluminum grains PL. The acoustic emission signals, relative to the other systems, were at a low level equal to 30–40 dB maximum. In addition, the samples after the bending test were the only ones to undergo plastic deformation. The brittle fracture was very limited and the AE energy was minimal.
- In the case of the other two-layered protective systems containing the remaining five powder grains (copper, quartz sand, Al2O3, crystalline silica, and microballoon), the brittle microfracture was the most important mechanism responsible for damage growth leading to the final failure. The AE signals and AE energies were very high.
- For assessment of the damaging processes with different PLs built up of different powder grains by application of AE method, it was best to use the maximum amplitude instead of the centroid of the amplitude, which had almost the same value for the tested protective systems.
- The qualitative numerical analysis with the RVE model, selected from the central cross-section of the two-layered protective systems, explains the important role of the grain size in the multifunctional layer. When decreasing grain size diameter, the PL is degraded earlier. The microcracking occurs directly at the contact between the grain and the matrix.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Sample Availability
References
- Golewski, P.; Sadowski, T. The influence of TBC aging on crack propagation due to foreign object impact. Materials 2019, 12, 1488. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Golewski, P.; Rusinek, A.; Sadowski, T. Material characterization of PMC/TBC composite under high strain rates and elevated temperatures. Materials 2020, 13, 167. [Google Scholar] [CrossRef] [Green Version]
- Kanaginahal, G.M.; Kumar Muniraju, A.; Madhav Murthy, M. Coatings for Enhancement of Properties of Polymer Matrix Composites: A review. Mater. Today Proc. 2018, 5, 2462–2465. [Google Scholar] [CrossRef]
- Gombos, Z.J.; Summerscales, J. In-mould gel-coating for polymer composites. Compos. Part A Appl. Sci. Manuf. 2016, 91, 203–210. [Google Scholar] [CrossRef] [Green Version]
- Chen, B.; Li, X.; Jia, Y.; Xu, L.; Liang, H.; Li, X.; Yang, J.; Li, C.; Yan, F. Fabrication of ternary hybrid of carbon nanotubes/graphene oxide/MoS2 and its enhancement on the tribological properties of epoxy composite coatings. Compos. Part A Appl. Sci. Manuf. 2018, 115, 157–165. [Google Scholar] [CrossRef]
- Deeksha, B.; Sadanand, V.; Hariram, N.; Rajulu, A.V. Preparation and properties of cellulose nanocomposite fabrics with in situ generated silver nanoparticles by bioreduction method. J. Bioresour. Bioprod. 2021, 6, 75–81. [Google Scholar] [CrossRef]
- Joseph, B.; Sagarika, V.K.; Sabu, C.; Kalarikkal, N.; Thomas, S. Cellulose nanocomposites: Fabrication and biomedical applications. J. Bioresour. Bioprod. 2020, 5, 223–237. [Google Scholar] [CrossRef]
- Mbituyimana, B.; Mao, L.; Hu, S.; Ullah, M.W.; Chen, K.; Fu, L.; Zhao, W.; Shi, Z.; Yang, G. Bacterial cellulose/glycolic acid/glycerol composite membrane as a system to deliver glycolic acid for anti-aging treatment. J. Bioresour. Bioprod. 2021, 6, 129–141. [Google Scholar] [CrossRef]
- Liu, A.; Guo, M.; Zhao, M.; Ma, H.; Hu, S. Arc sprayed erosion-resistant coating for carbon fiber reinforced polymer matrix composite substrates. Surf. Coatings Technol. 2006, 200, 3073–3077. [Google Scholar] [CrossRef]
- Ivosevic, M.; Knight, R.; Kalidindi, S.R.; Palmese, G.R.; Sutter, J.K. Solid particle erosion resistance of thermally sprayed functionally graded coatings for polymer matrix composites. Surf. Coatings Technol. 2006, 200, 5145–5151. [Google Scholar] [CrossRef]
- Zhou, X.L.; Chen, A.F.; Liu, J.C.; Wu, X.K.; Zhang, J.S. Preparation of metallic coatings on polymer matrix composites by cold spray. Surf. Coatings Technol. 2011, 206, 132–136. [Google Scholar] [CrossRef]
- Zhuge, J.; Gou, J.; Chen, R.H.; Gordon, A.; Kapat, J.; Hart, D.; Ibeh, C. Fire retardant evaluation of carbon nanofiber/graphite nanoplatelets nanopaper-based coating under different heat fluxes. Compos. Part B Eng. 2012, 43, 3293–3305. [Google Scholar] [CrossRef]
- Kandola, B.K.; Luangtriratana, P. Evaluation of thermal barrier effect of ceramic microparticulate surface coatings on glass fibre-reinforced epoxy composites. Compos. Part B Eng. 2014, 66, 381–387. [Google Scholar] [CrossRef]
- Srikanth, I.; Padmavathi, N.; Kumar, S.; Ghosal, P.; Kumar, A.; Subrahmanyam, C. Mechanical, thermal and ablative properties of zirconia, CNT modified carbon/phenolic composites. Compos. Sci. Technol. 2013, 80, 1–7. [Google Scholar] [CrossRef]
- Correia, J.R.; Branco, F.A.; Ferreira, J.G. The effect of different passive fire protection systems on the fire reaction properties of GFRP pultruded profiles for civil construction. Compos. Part A Appl. Sci. Manuf. 2010, 41, 441–452. [Google Scholar] [CrossRef]
- Abedi, H.R.; Salehi, M.; Shafyei, A. Multi-layered thermal barrier coatings on BMI polyimide matrix composite. Surf. Coatings Technol. 2018, 337, 104–116. [Google Scholar] [CrossRef]
- Huang, W.; Zou, B.; Zhao, Y.; Meng, X.; Wang, C.; Cao, X.; Wang, Z. Fabrication of novel thermal barrier coating on polymer composites via the combined sol-gel/sealing treatment process. Appl. Surf. Sci. 2012, 258, 9058–9066. [Google Scholar] [CrossRef]
- Golewski, P.; Sadowski, T. A novel application of alumina fiber mats as TBC protection for CFRP/epoxy laminates –Laboratory tests and numerical modeling. J. Eur. Ceram. Soc. 2018, 38, 2920–2927. [Google Scholar] [CrossRef]
- Golewski, P.; Sadowski, T. Description of thermal protection against heat transfer of carbon fiber reinforced plastics (CFRP) coated by stiffened ceramic mat (TBC). Compos. Struct. 2019, 229, 111489. [Google Scholar] [CrossRef]
- Sadowski, T.; Golewski, P. Protective Thermal Barrier Coatings. In Loadings in Thermal Barrier Coatings of Jet Engine Turbine Blades, An Experimental Research and Numerical Modeling; Springer: Berlin/Heidelberg, Germany, 2016; pp. 5–11. [Google Scholar]
- Sadowski, T.; Golewski, P. Cracks path growth in turbine blades with TBC under thermo – mechanical cyclic loadings. Frat. ed Integrità Strutt. 2015, 10, 492–499. [Google Scholar] [CrossRef] [Green Version]
- Sadowski, T.; Golewski, P. Heat transfer and stress concentrations in a two-phase polycrystalline composite structure. Part I: Theoretical modelling of heat transfer. Materwiss. Werksttech. 2013, 44, 497–505. [Google Scholar] [CrossRef]
- Sadowski, T.; Golewski, P. The influence of quantity and distribution of cooling channels of turbine elements on level of stresses in the protective layer TBC and the efficiency of cooling. Comput. Mater. Sci. 2012, 52, 293–297. [Google Scholar] [CrossRef]
- Sadowski, T.; Golewski, P. Multidisciplinary analysis of the operational temperature increase of turbine blades in combustion engines by application of the ceramic thermal barrier coatings (TBC). Comput. Mater. Sci. 2011, 50, 1326–1335. [Google Scholar] [CrossRef]
- Marsavina, L.; Sadowski, T. Kinked crack at a bi-material ceramic interface – Numerical determination of fracture parameters. Comput. Mater. Sci. 2009, 44, 941–950. [Google Scholar] [CrossRef]
- Sadowski, T. Gradual degradation in two-phase ceramic composites under compression. Comput. Mater. Sci. 2012, 64, 209–211. [Google Scholar] [CrossRef]
- Sadowski, T.; Pankowski, B. Numerical modelling of two-phase ceramic composite response under uniaxial loading. Compos. Struct. 2016, 143, 388–394. [Google Scholar] [CrossRef]
- Golewski, G.L.; Sadowski, T. The fracture toughness the KIIIc of concretes with F fly ash (FA) additive. Constr. Build. Mater. 2017, 143, 444–454. [Google Scholar] [CrossRef]
- Sadowski, T.; Golewski, G.L. A failure analysis of concrete composites incorporating fly ash during torsional loading. Compos. Struct. 2018, 183, 527–535. [Google Scholar] [CrossRef]
- Krystek, J.; Zajíček, M.; Kottner, R. Identification of mechanical properties of KORDCARBON-CPREG-200-T-3K-EP1-42-A composite. IOP Conf. Ser. Mater. Sci. Eng. 2020, 776, 1–6. [Google Scholar] [CrossRef]
- Daramola, O.O.; Akintayo, O.S. Mechanical Properties of Epoxy Matrix. Ann. Fac. Eng. Hunedoara. 2017, 15, 167–174. [Google Scholar]
- Kempf, M.; Skrabala, O.; Altstädt, V. Reprint of: Acoustic emission analysis for characterisation of damage mechanisms in fibre reinforced thermosetting polyurethane and epoxy. Compos. Part B Eng. 2014, 65, 117–123. [Google Scholar] [CrossRef]
- Oz, F.E.; Calik, E.; Ersoy, N. Finite element analysis and acoustic emission monitoring of progressive failure of corrugated core composite structures. Compos. Struct. 2020, 253, 112775. [Google Scholar] [CrossRef]
- Vieille, B.; Chabchoub, M.; Bouscarrat, D.; Gautrelet, C. A fracture mechanics approach using Acoustic Emission Technique to investigate damage evolution in woven-ply thermoplastic structures at temperatures higher than glass transition temperature. Compos. Part B Eng. 2017, 116, 340–351. [Google Scholar] [CrossRef]
- Oz, F.E.; Ahmadvashaghbash, S.; Ersoy, N. Damage mode identification in transverse crack tension specimens using acoustic emission and correlation with finite element progressive damage model. Compos. Part B Eng. 2019, 165, 84–95. [Google Scholar] [CrossRef] [Green Version]
- Sadowski, T.; Golewski, P. Experimental and Numerical Investigations of TBC Behaviour after Aging, Subjected to Tension and Bending. Solid State Phenom. 2014, 216, 128–133. [Google Scholar] [CrossRef]
- Sadowski, T.; Golewski, P. The use of experimental bending tests to more accurate numerical description of TBC damage process. IOP Conf. Ser. Mater. Sci. Eng. 2016, 123, 012017. [Google Scholar] [CrossRef] [Green Version]
- Boominathan, R.; Arumugam, V.; Santulli, C.; Adhithya Plato Sidharth, A.; Anand Sankar, R.; Sridhar, B.T.N. Acoustic emission characterization of the temperature effect on falling weight impact damage in carbon/epoxy laminates. Compos. Part B Eng. 2014, 56, 591–598. [Google Scholar] [CrossRef]
- Maillet, E.; Baker, C.; Morscher, G.N.; Pujar, V.V.; Lemanski, J.R. Feasibility and limitations of damage identification in composite materials using acoustic emission. Compos. Part A Appl. Sci. Manuf. 2015, 75, 77–83. [Google Scholar] [CrossRef]
- Oz, F.E.; Ersoy, N.; Lomov, S.V. Do high frequency acoustic emission events always represent fibre failure in CFRP laminates? Compos. Part A Appl. Sci. Manuf. 2017, 103, 230–235. [Google Scholar] [CrossRef]
- Barile, C.; Casavola, C.; Pappalettera, G.; Vimalathithan, P.K. Damage characterization in composite materials using acoustic emission signal-based and parameter-based data. Compos. Part B Eng. 2019, 178, 107469. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Golewski, P.; Sadowski, T. Technological and Strength Aspects of Layers Made of Different Powders Laminated on a Polymer Matrix Composite Substrate. Molecules 2022, 27, 1168. https://doi.org/10.3390/molecules27041168
Golewski P, Sadowski T. Technological and Strength Aspects of Layers Made of Different Powders Laminated on a Polymer Matrix Composite Substrate. Molecules. 2022; 27(4):1168. https://doi.org/10.3390/molecules27041168
Chicago/Turabian StyleGolewski, Przemysław, and Tomasz Sadowski. 2022. "Technological and Strength Aspects of Layers Made of Different Powders Laminated on a Polymer Matrix Composite Substrate" Molecules 27, no. 4: 1168. https://doi.org/10.3390/molecules27041168
APA StyleGolewski, P., & Sadowski, T. (2022). Technological and Strength Aspects of Layers Made of Different Powders Laminated on a Polymer Matrix Composite Substrate. Molecules, 27(4), 1168. https://doi.org/10.3390/molecules27041168