
Ceria Particles as Efficient Dopant in the Electrodeposition of Zn-Co-CeO2 Composite Coatings with Enhanced Corrosion Resistance: The Effect of Current Density and Particle Concentration

 ,
,  , and
, and
Abstract
:1. Introduction
2. Experimental Part
3. Results and Discussion
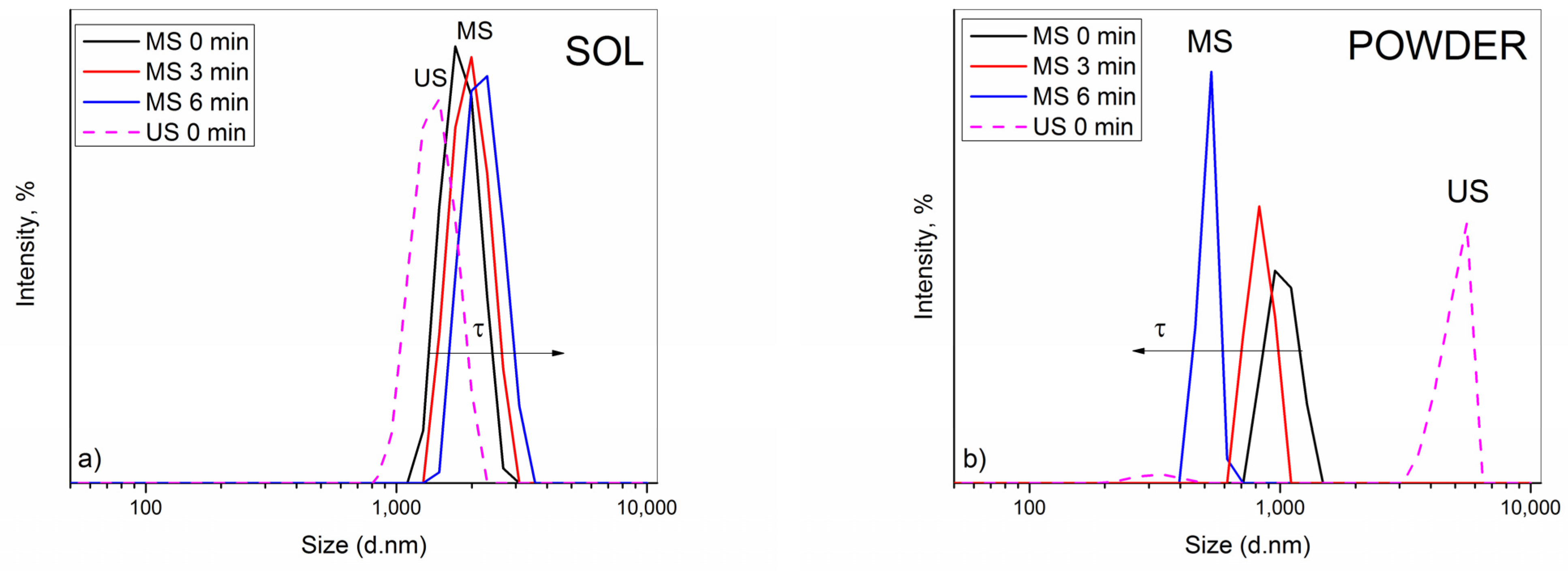
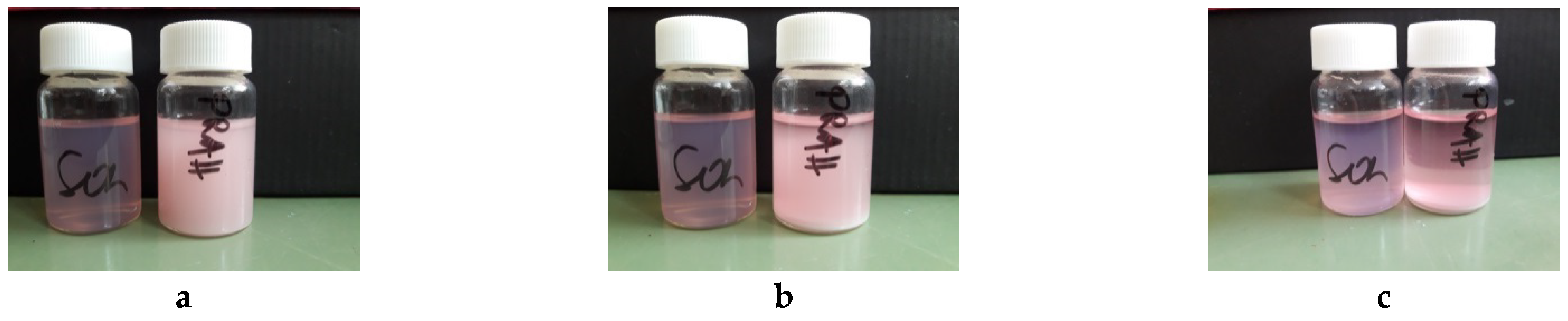
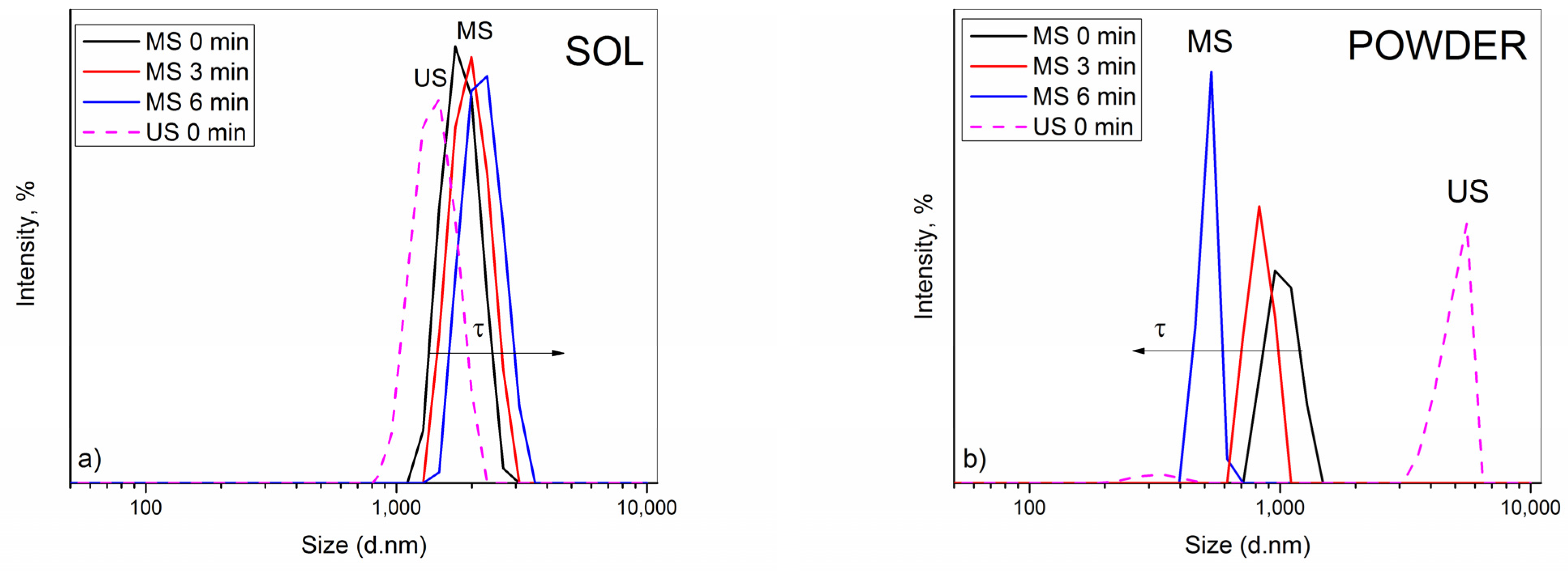
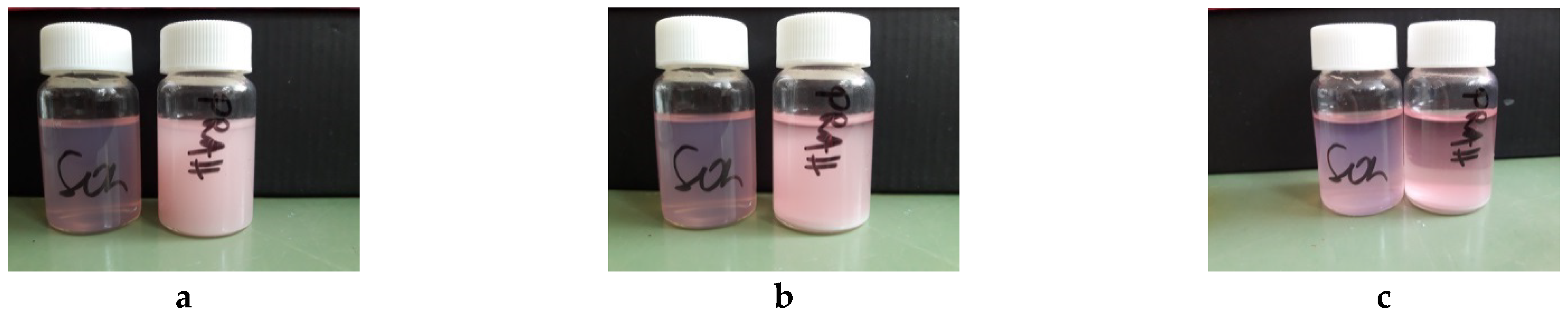
3.1. Stability of Plating Solutions
3.2. Deposition under Magnetic Stirring
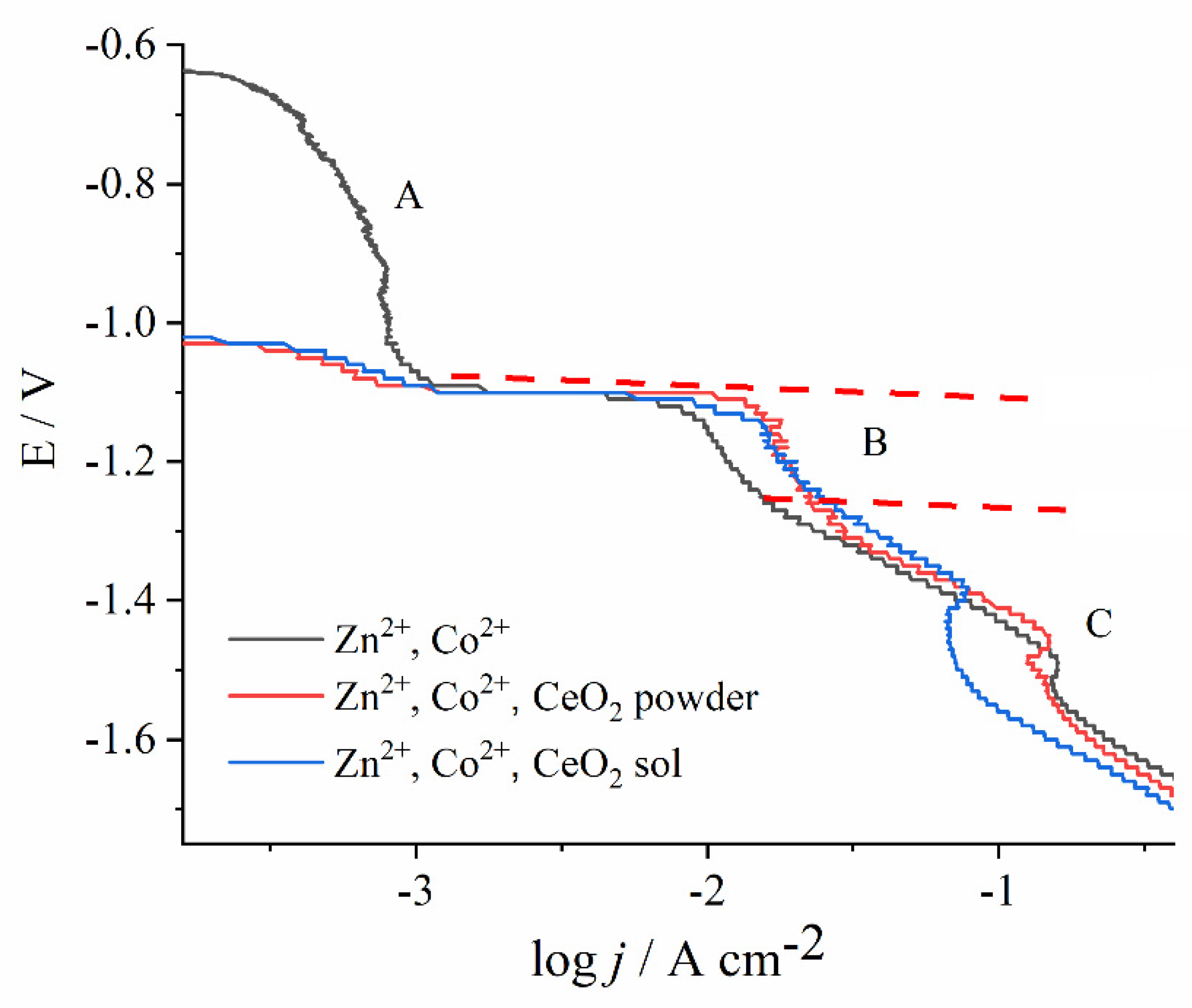
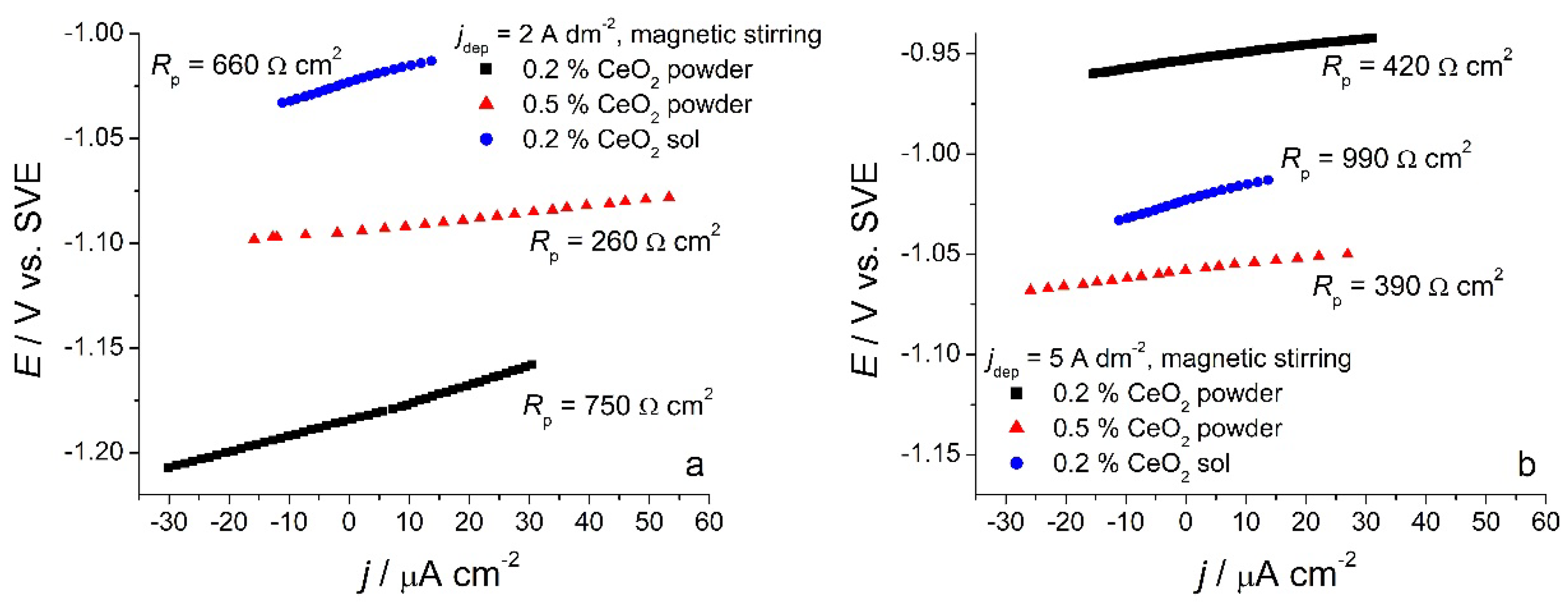
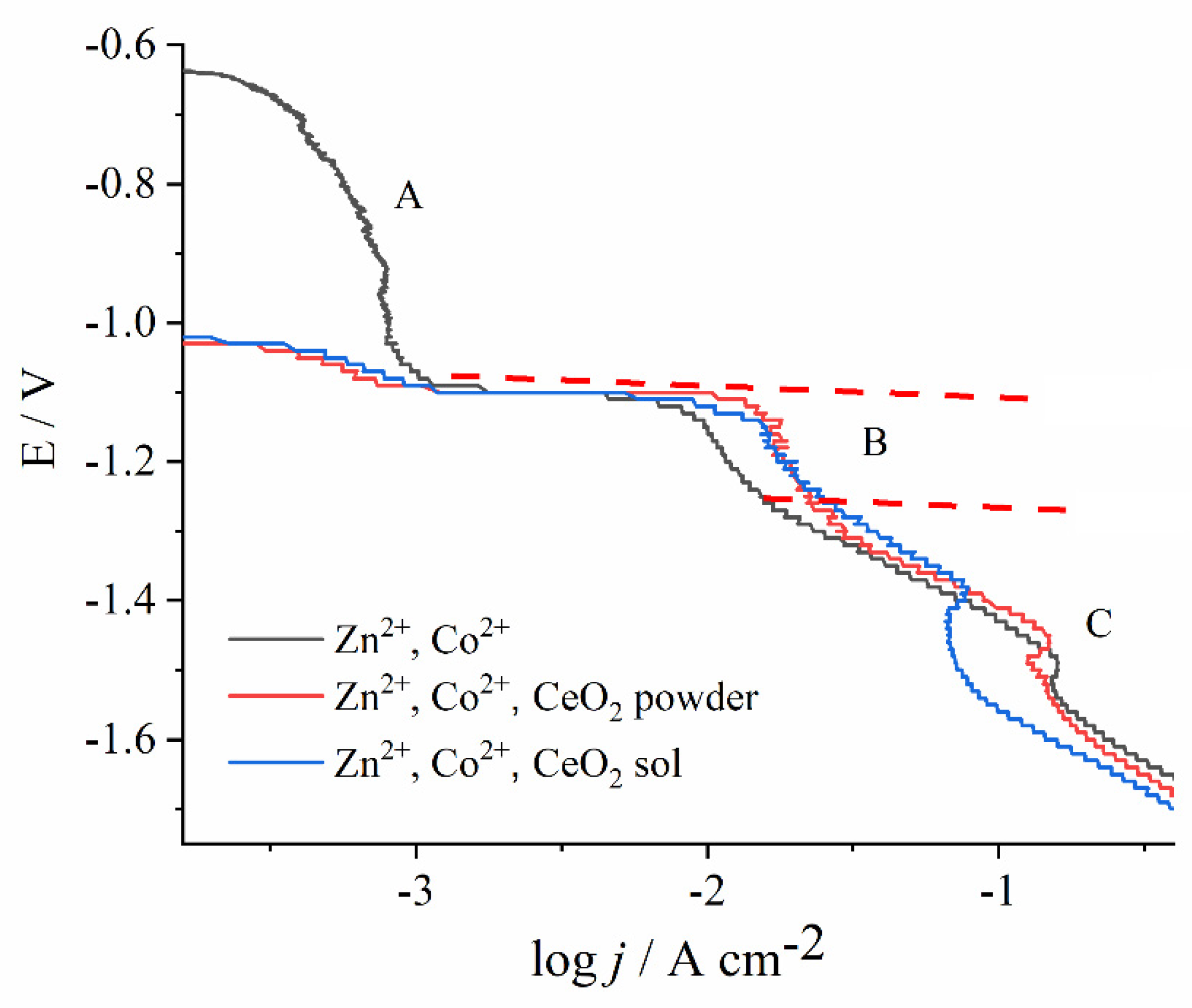
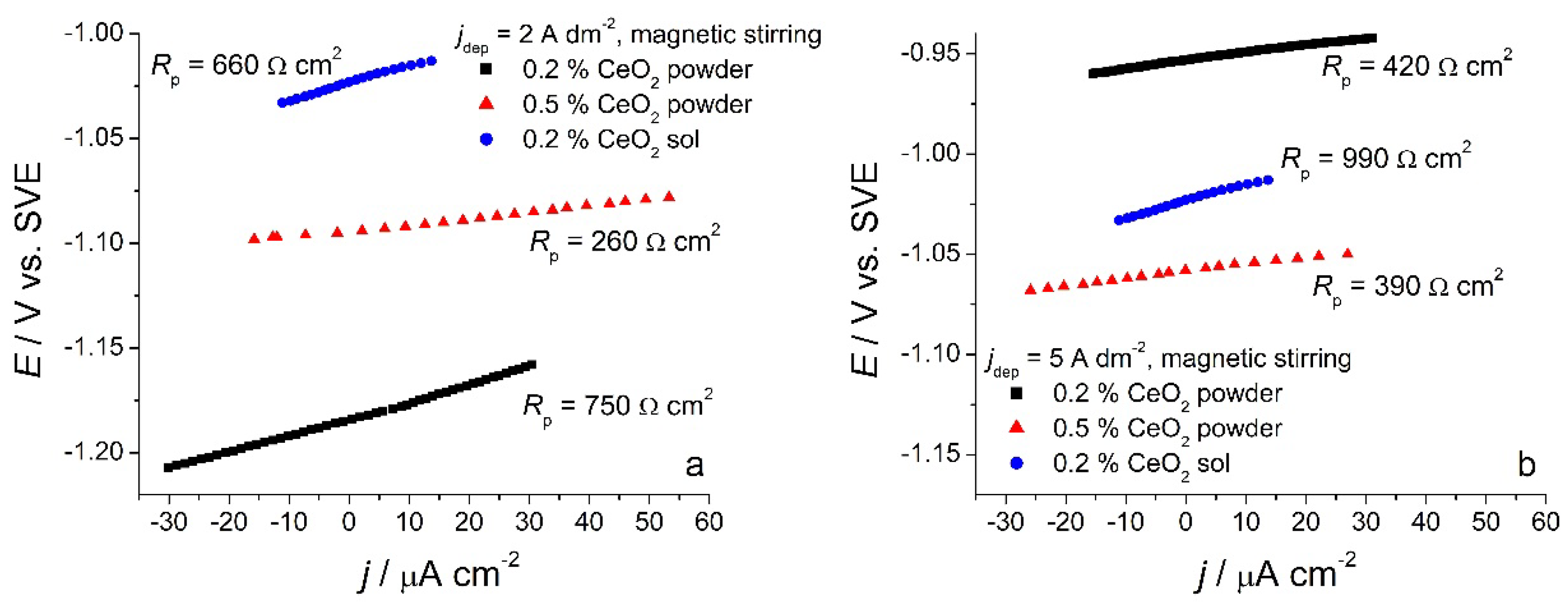
3.2.1. Cathodic Potentiodynamic Polarization Curves
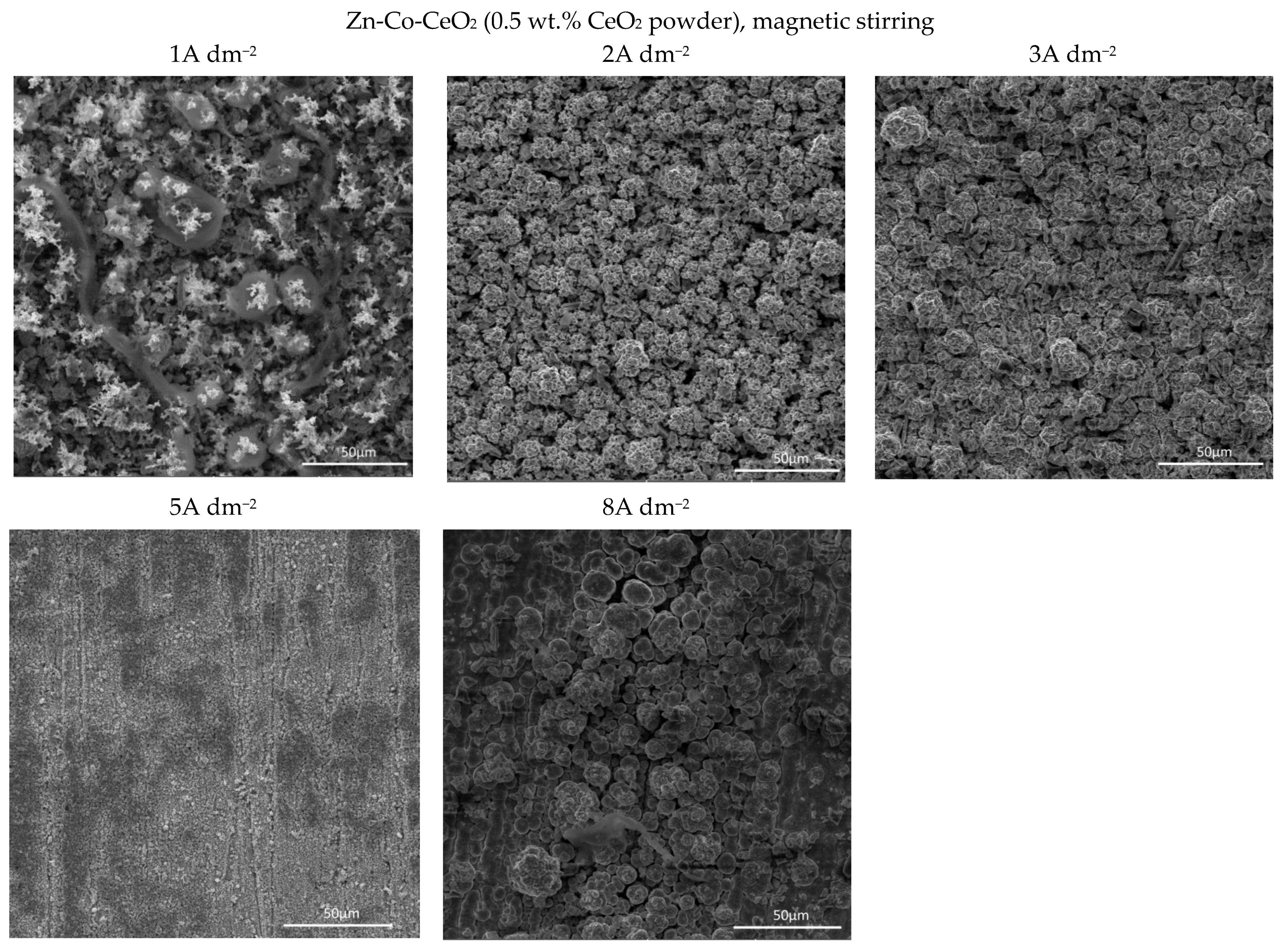
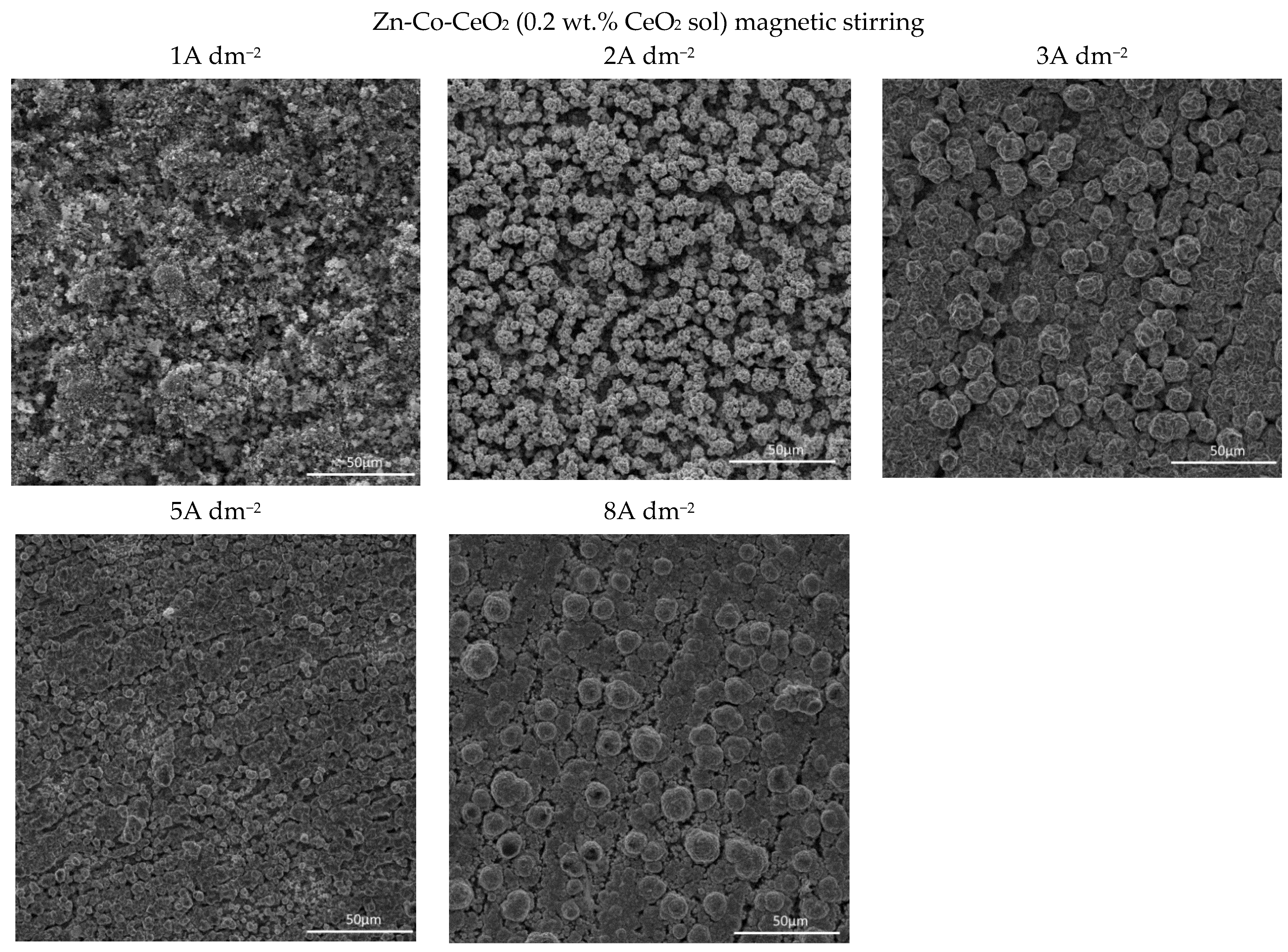
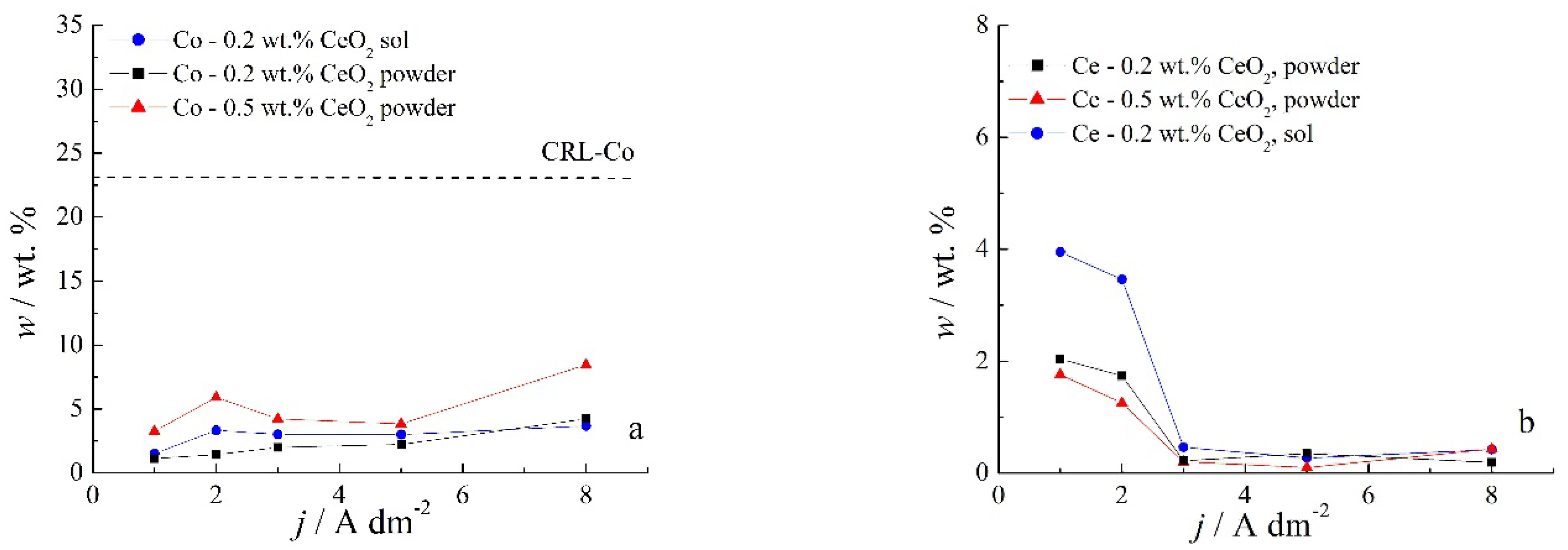
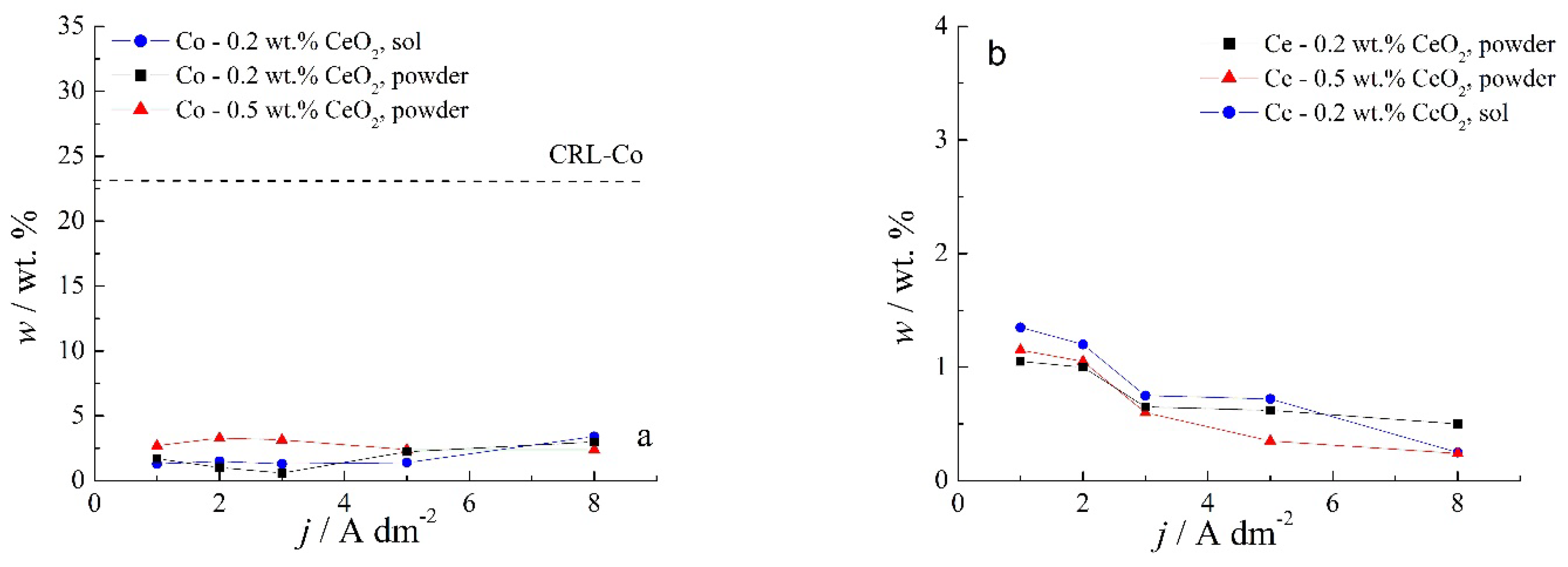
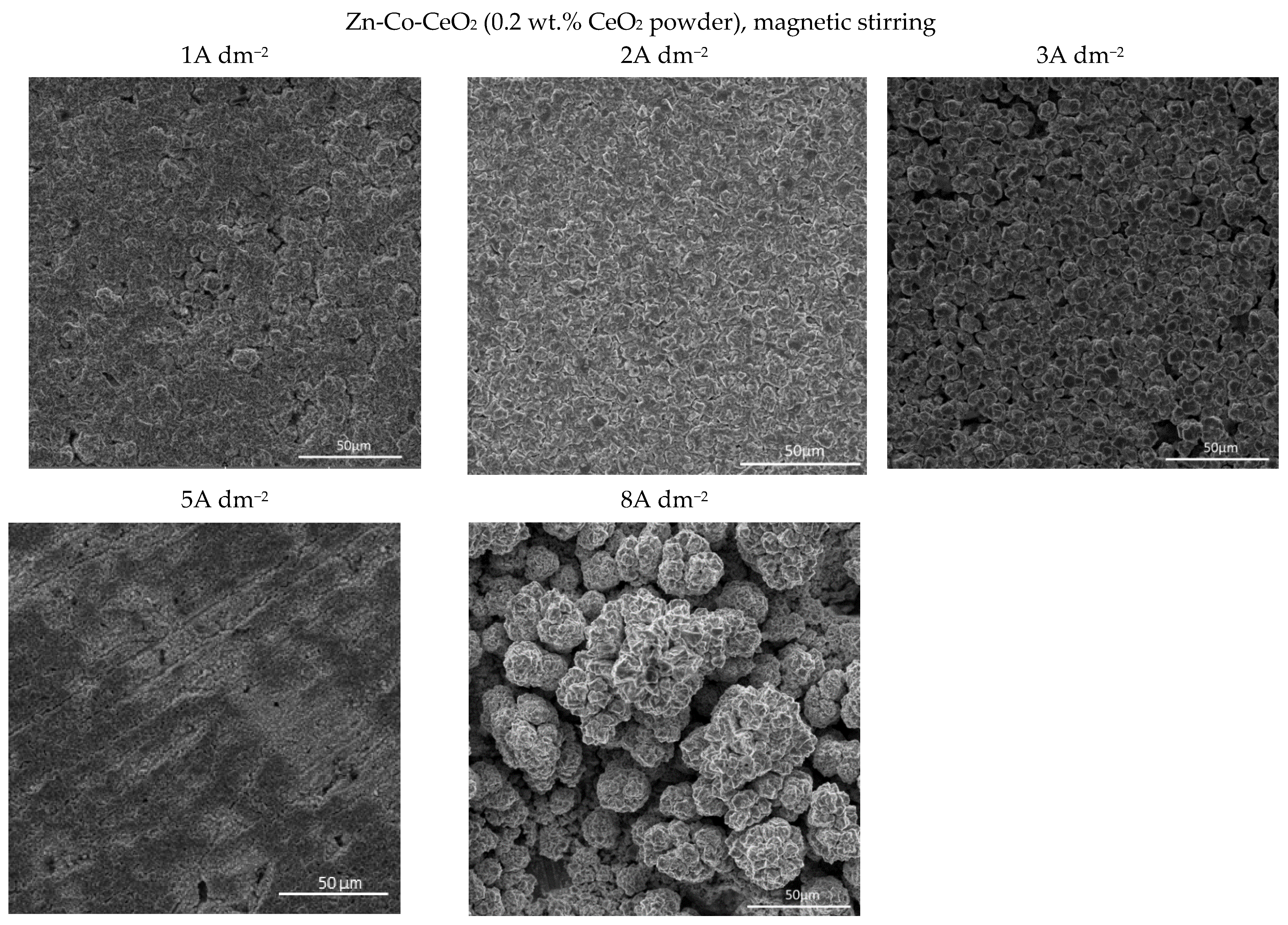
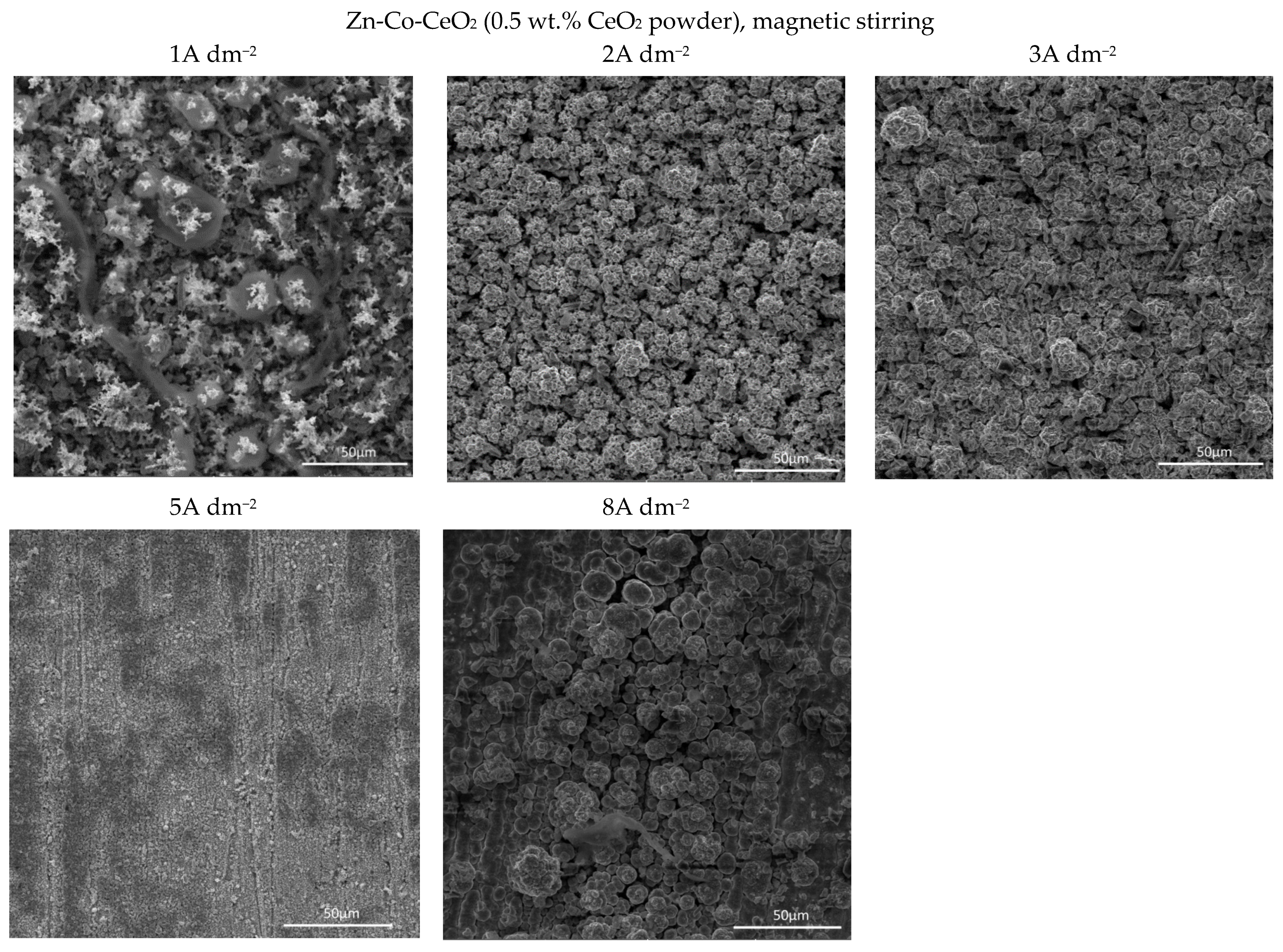
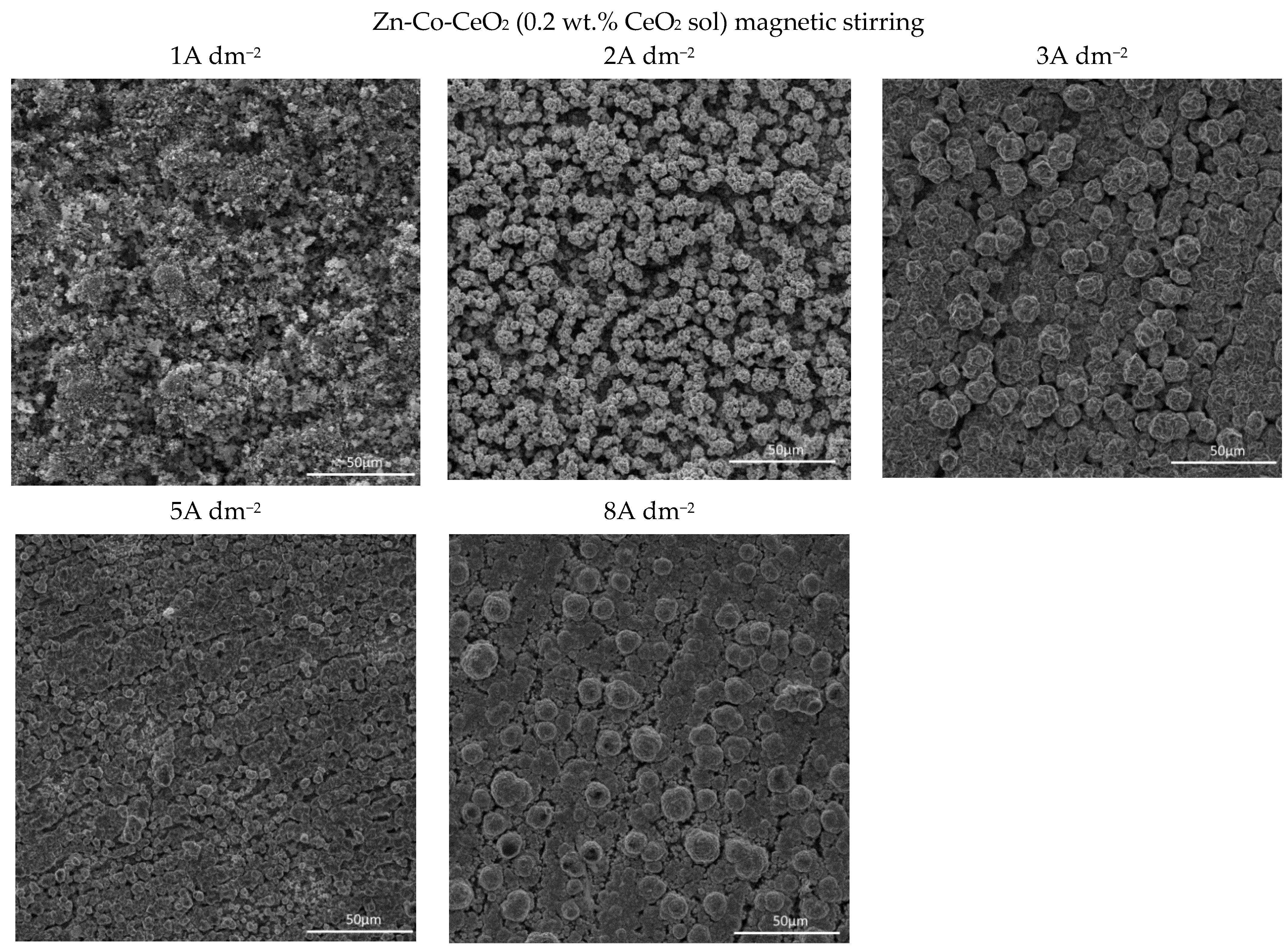
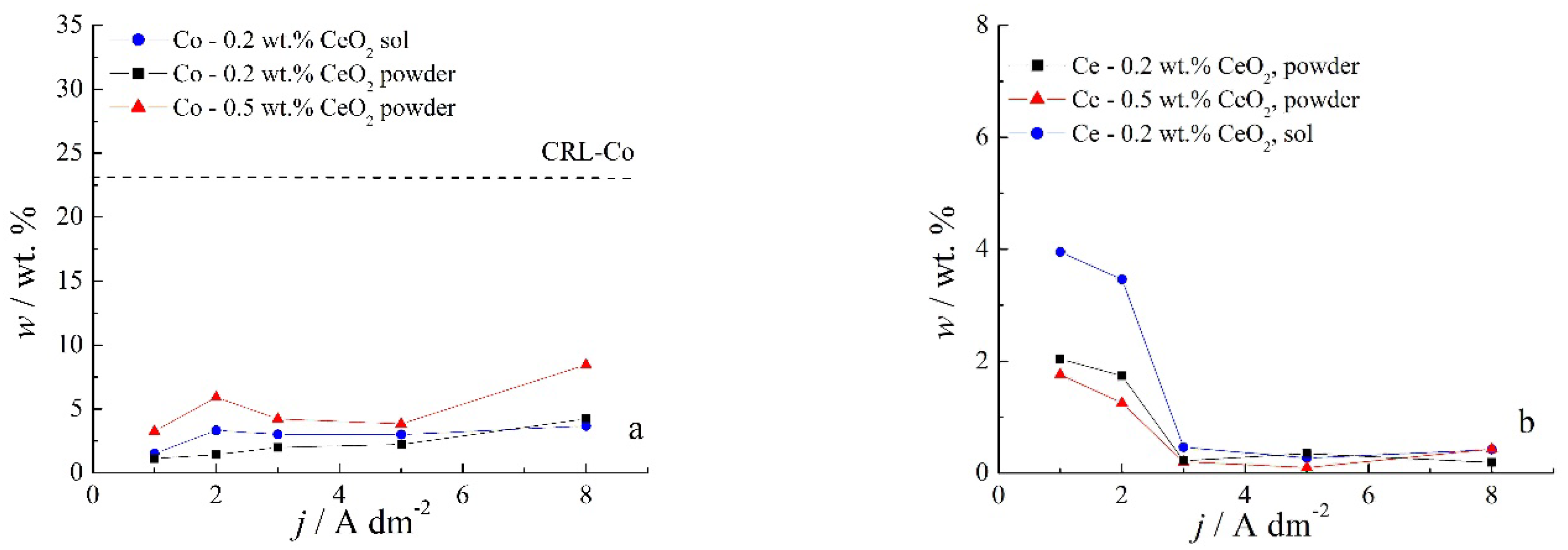
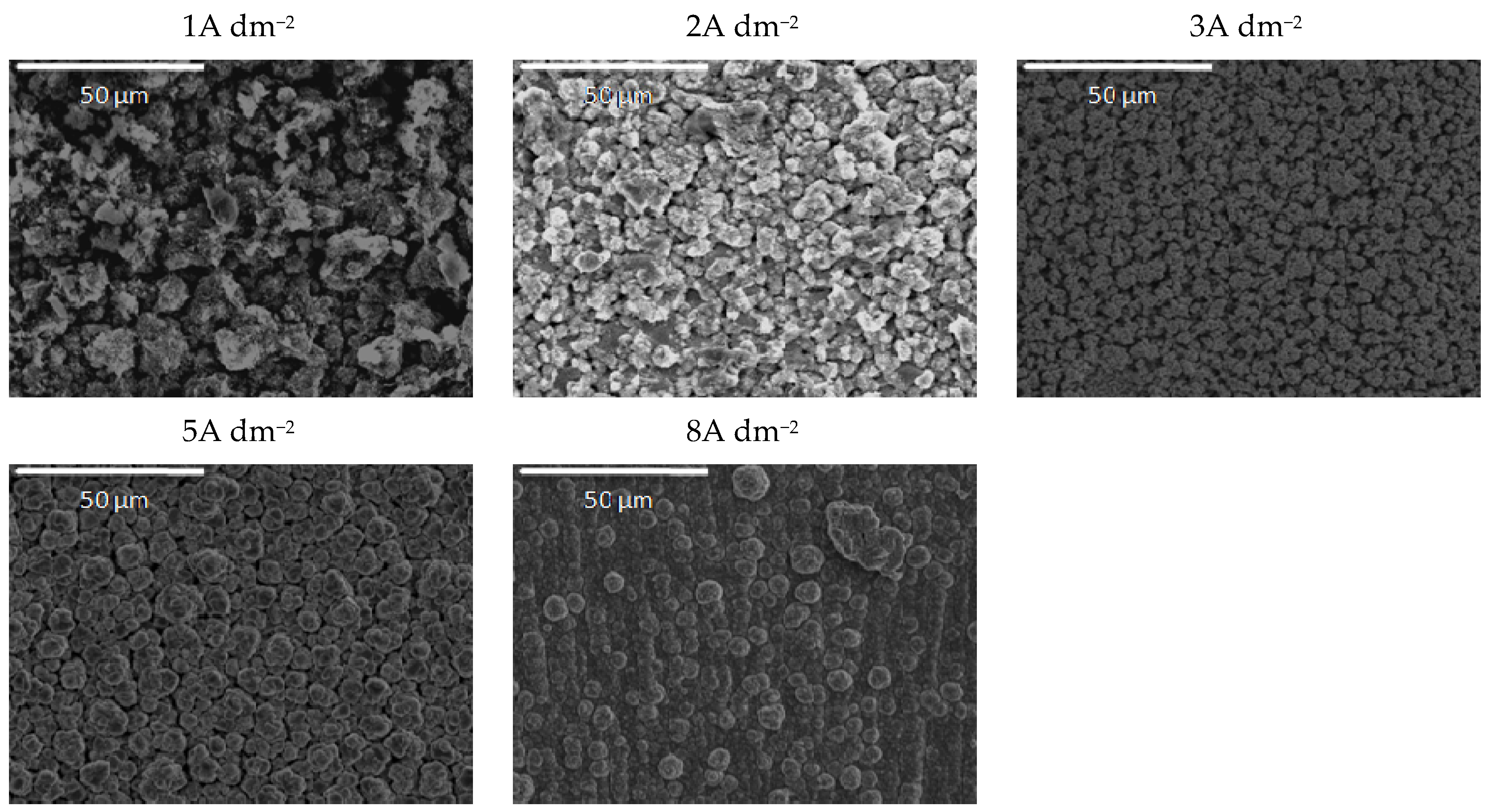
3.2.2. Composition and Morphology of Zn-Co-CeO2 Coatings Deposited under Magnetic Stirring
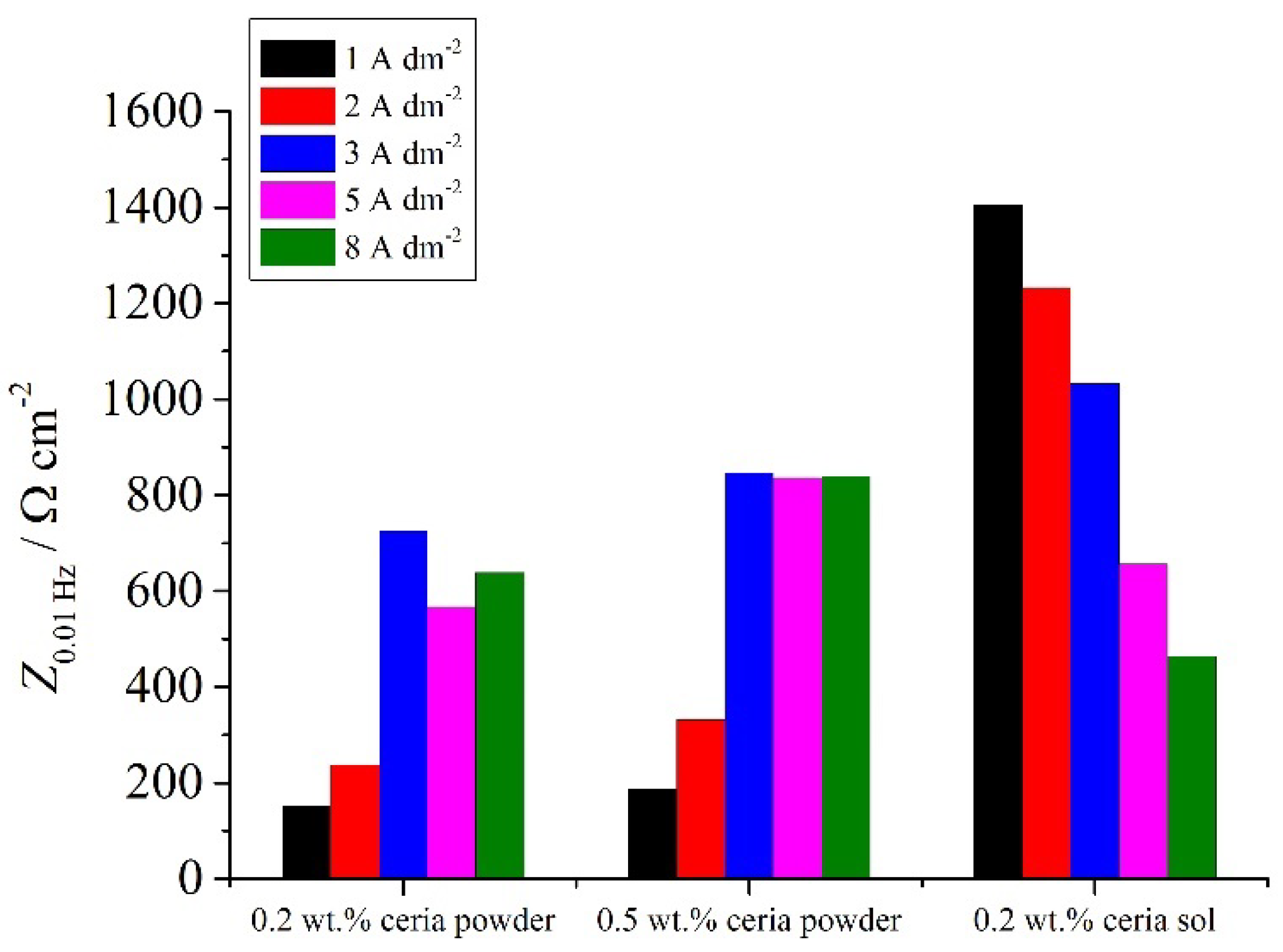
3.2.3. Corrosion Resistance of Zn-Co-CeO2 Coatings Deposited under Magnetic Stirring
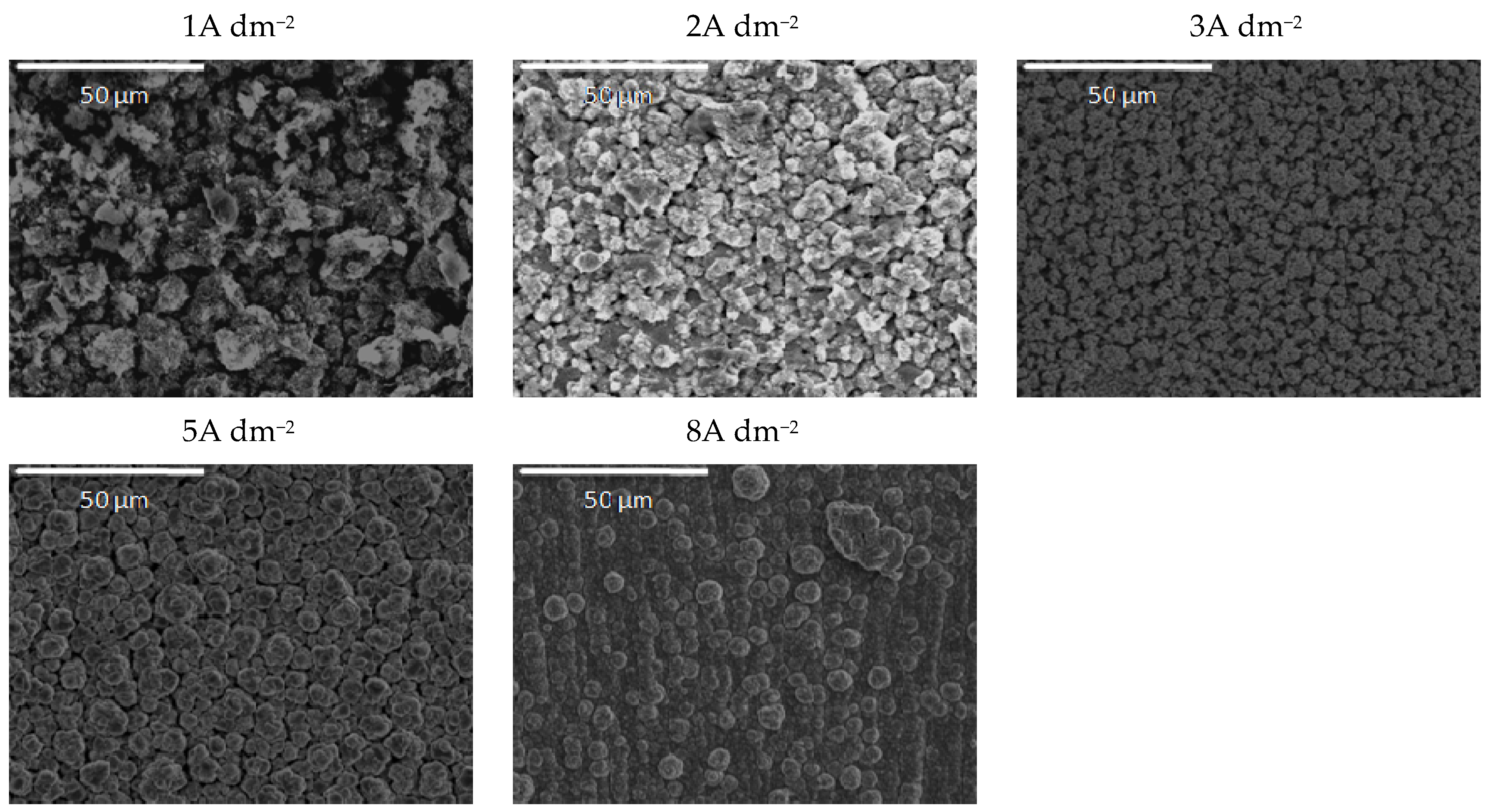
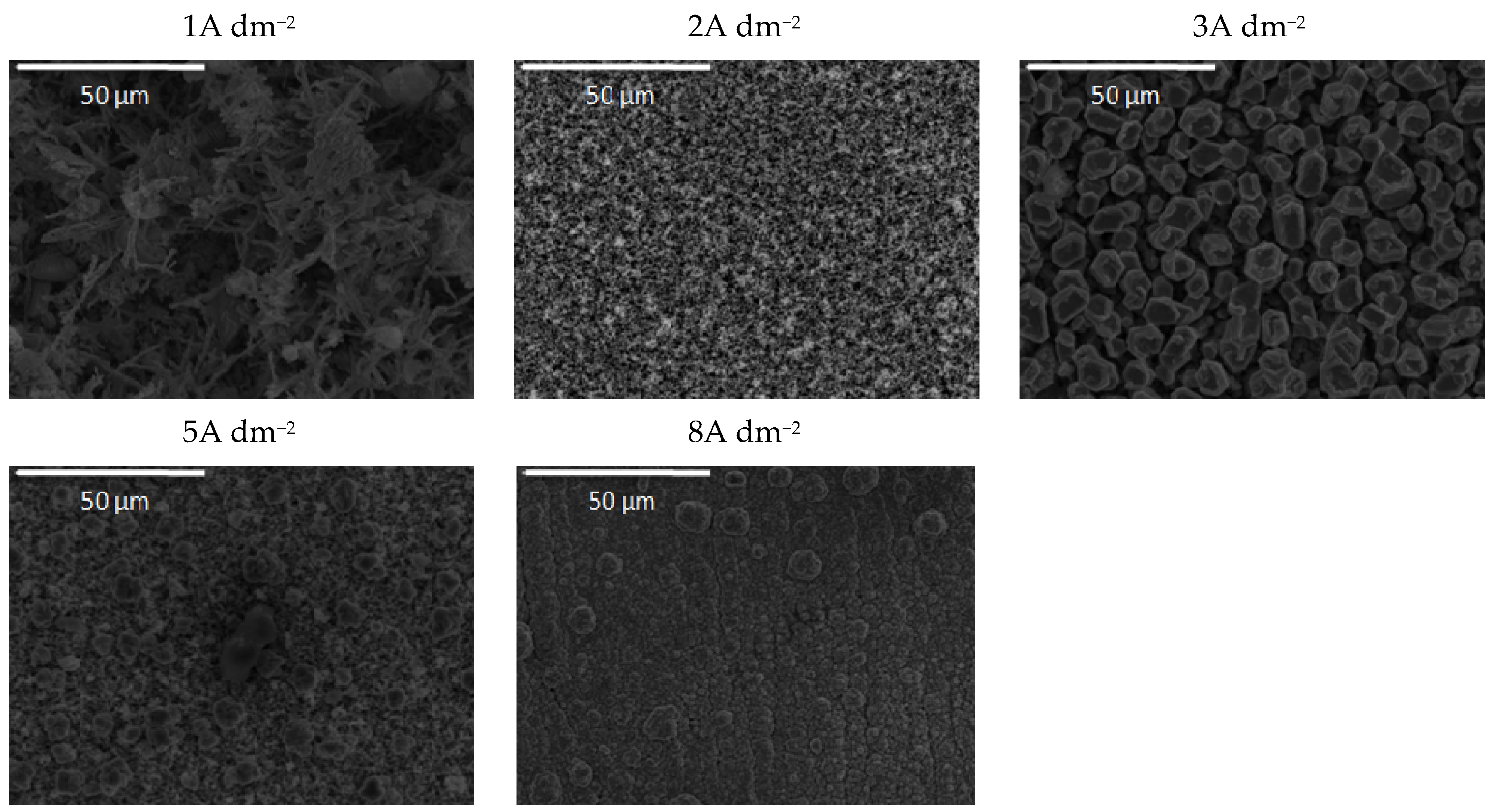
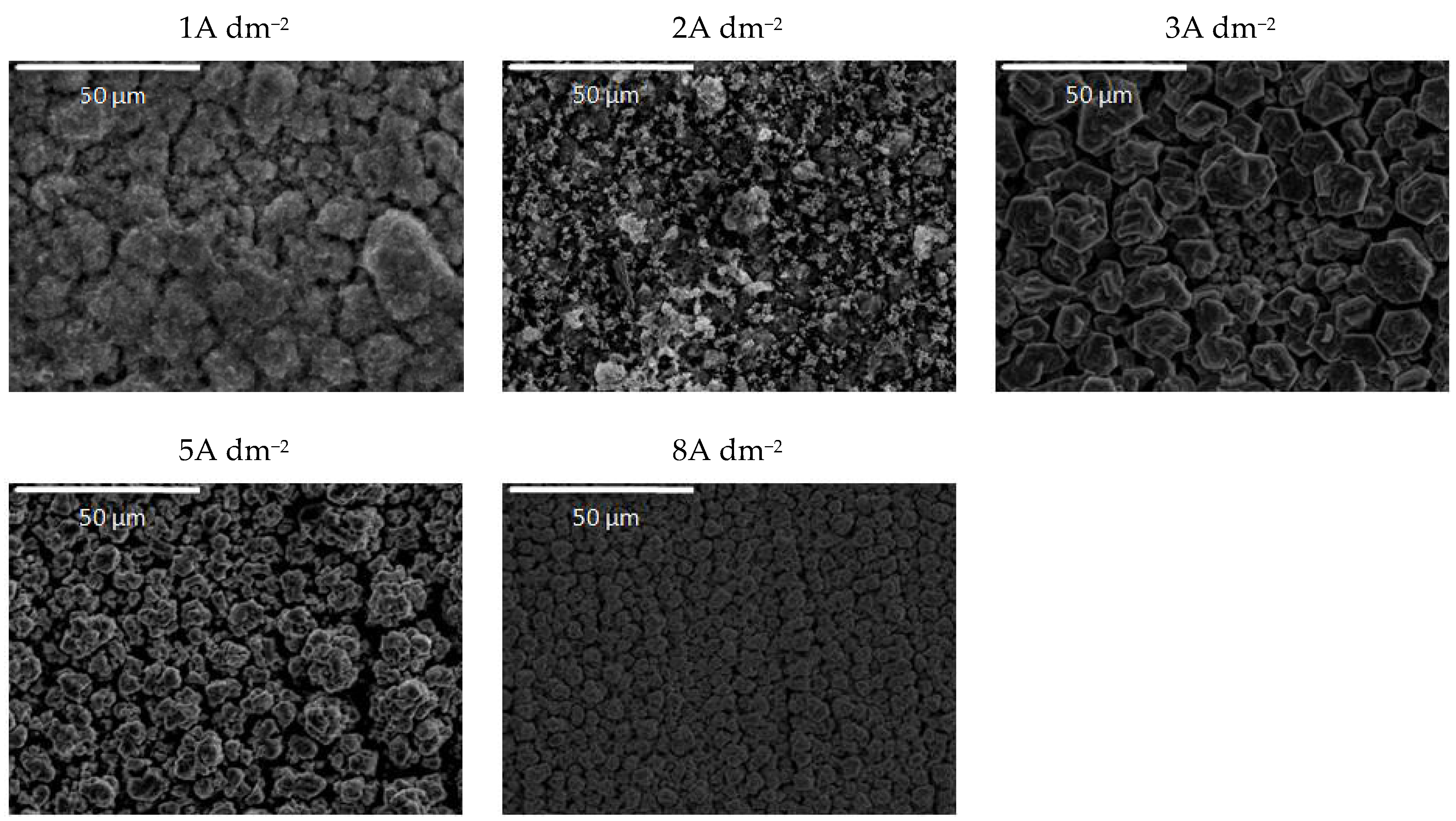
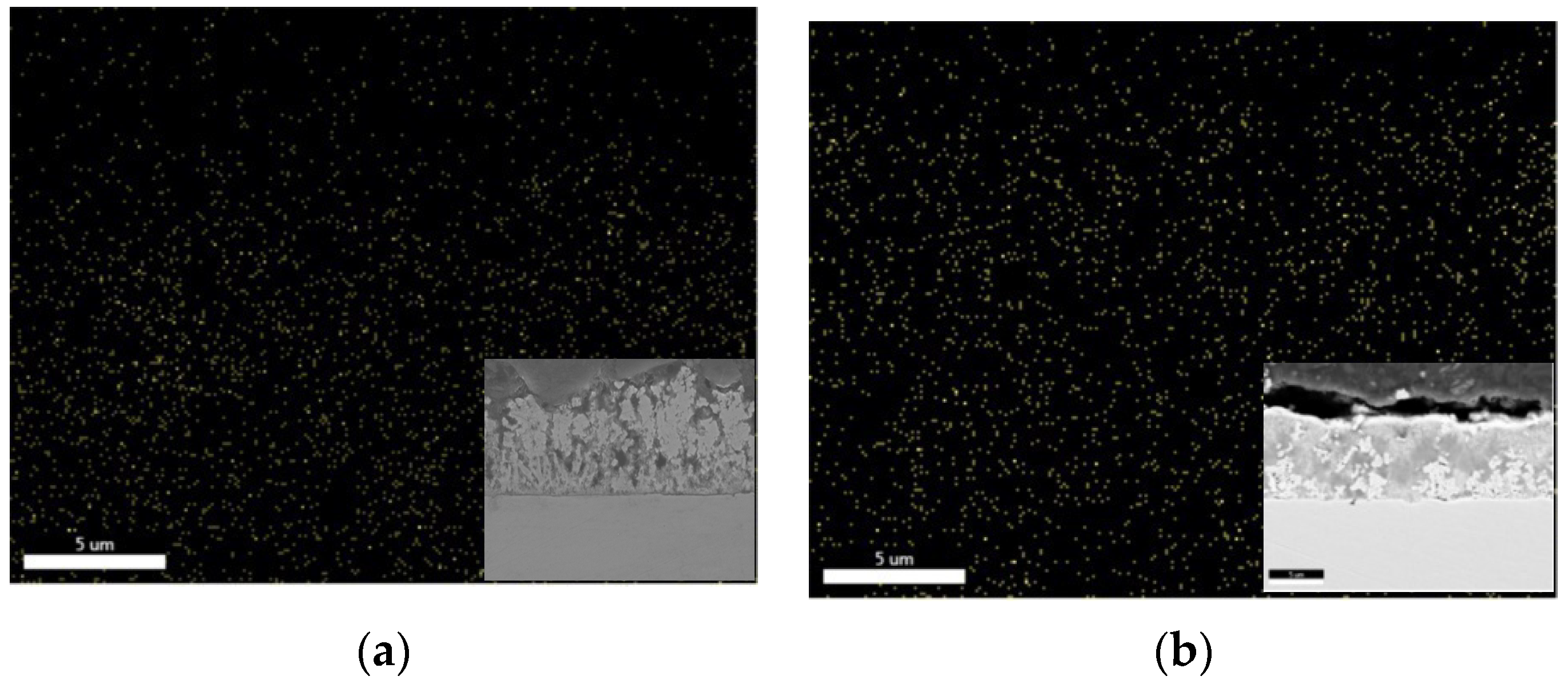
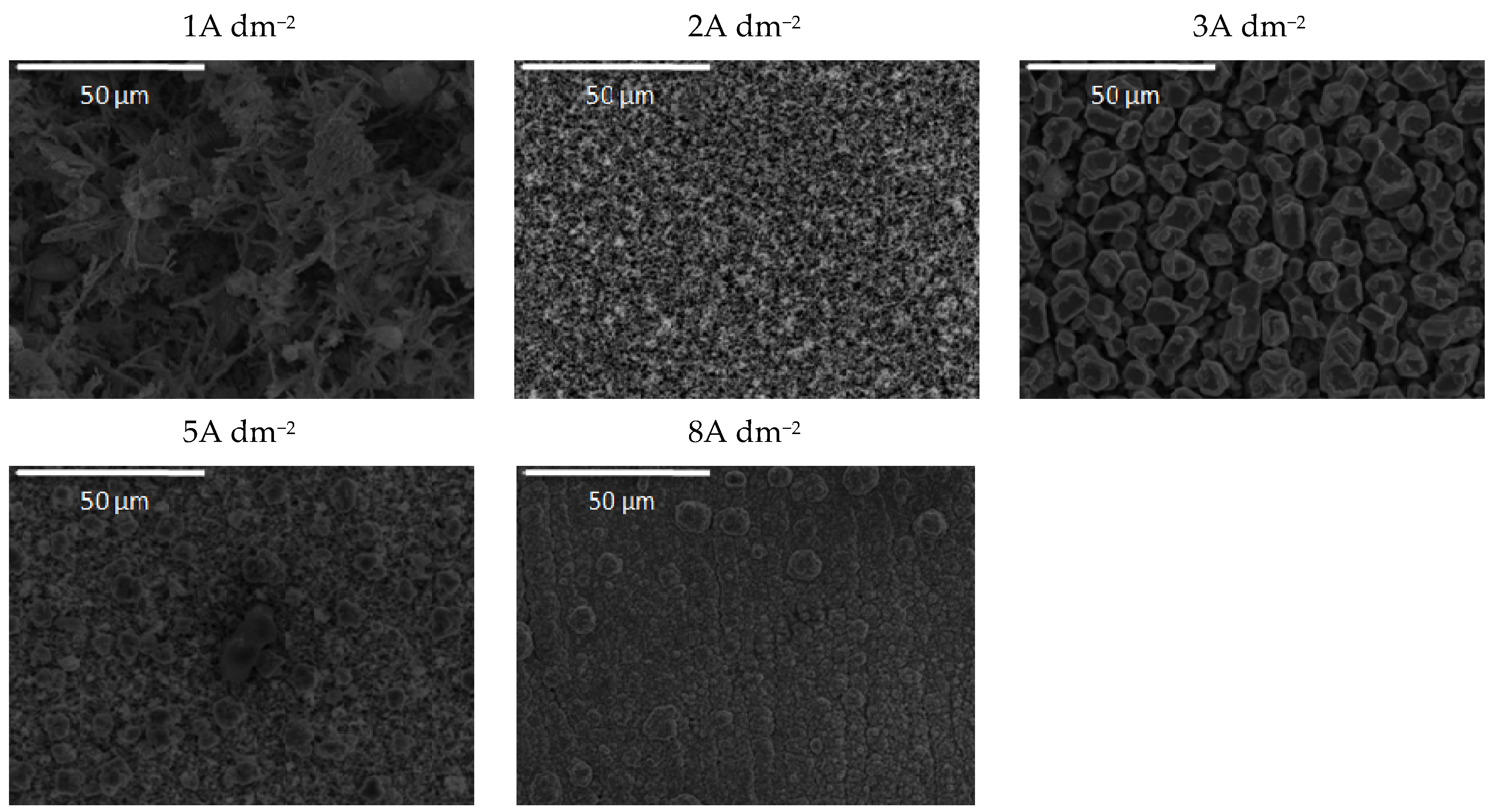
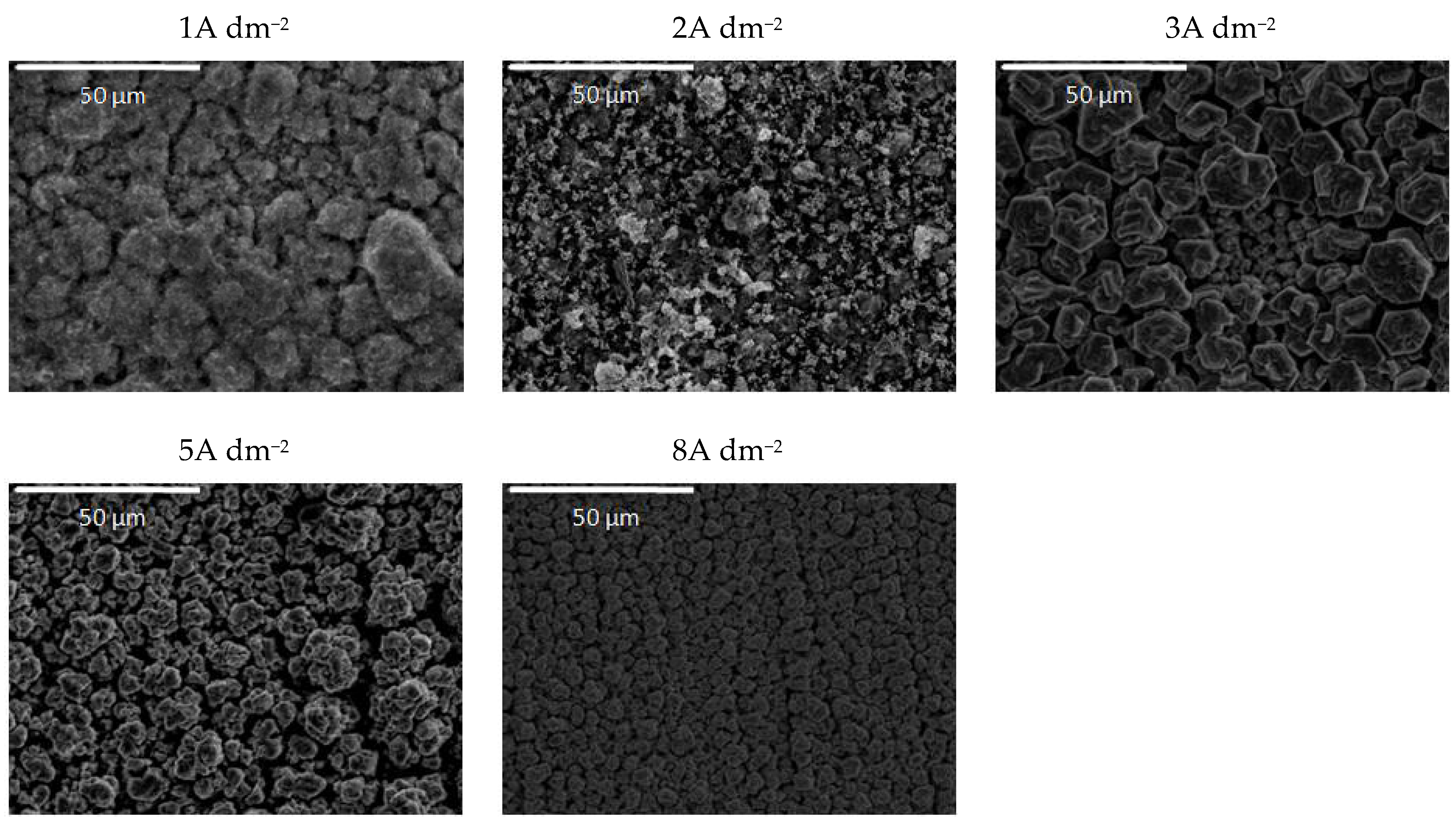
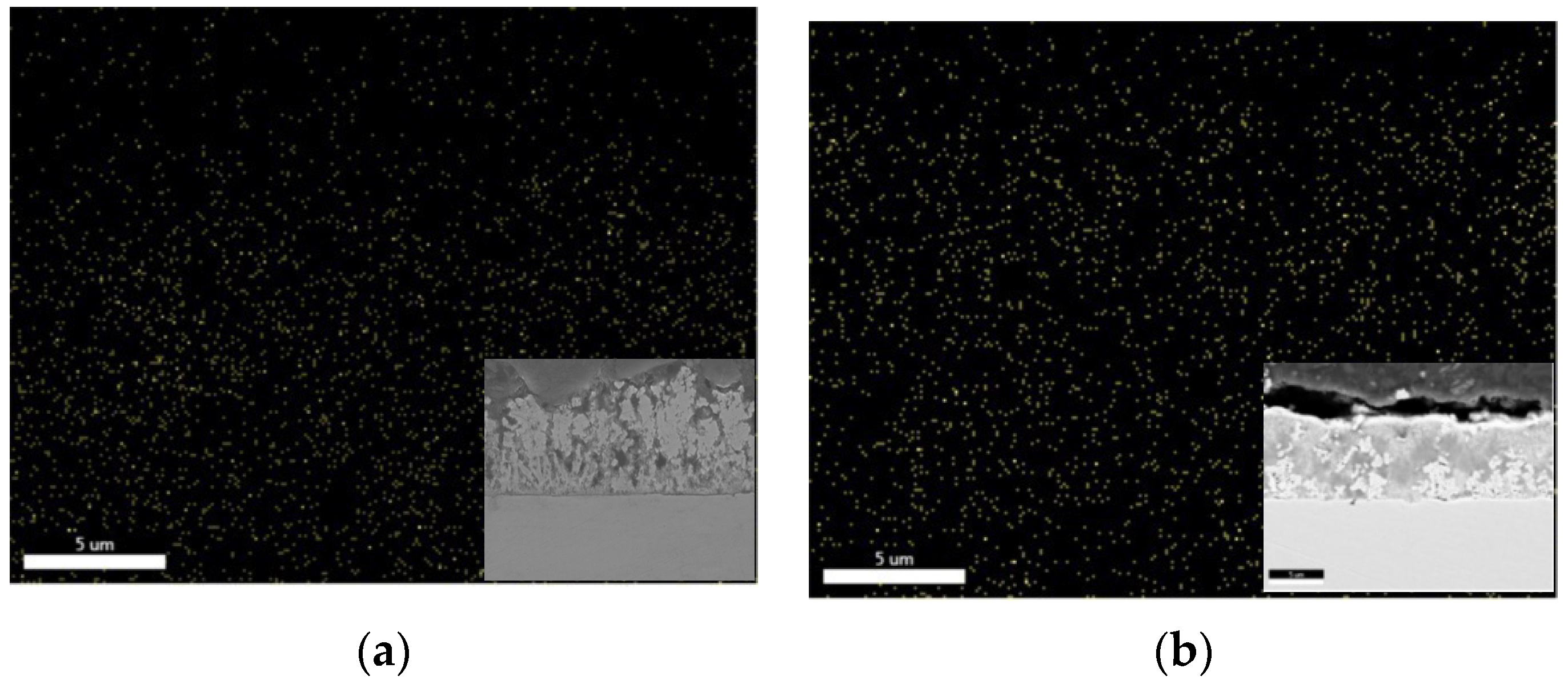
3.3. Composition and Morphology of the Zn-Co-CeO2 Coatings Deposited under Ultrasound
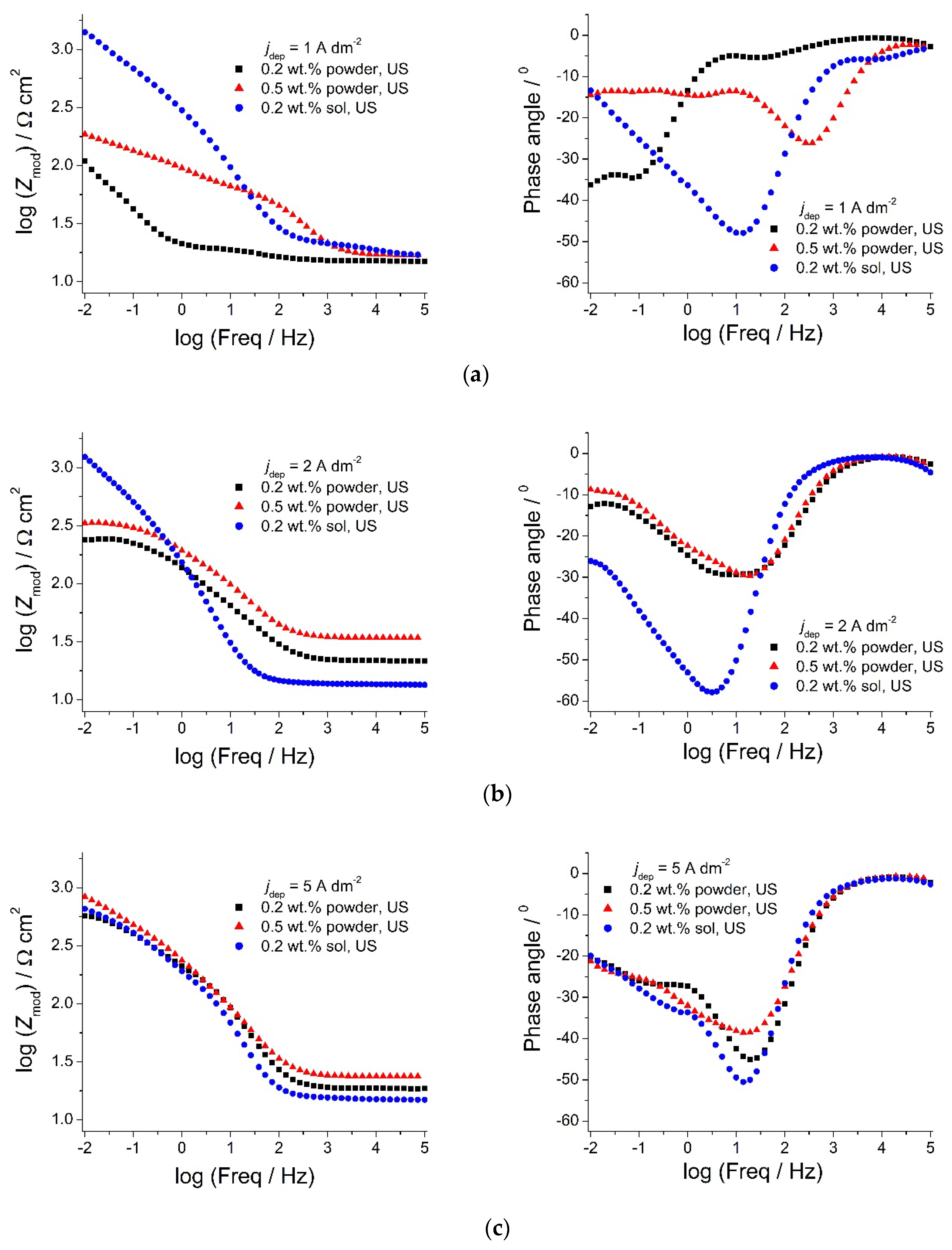
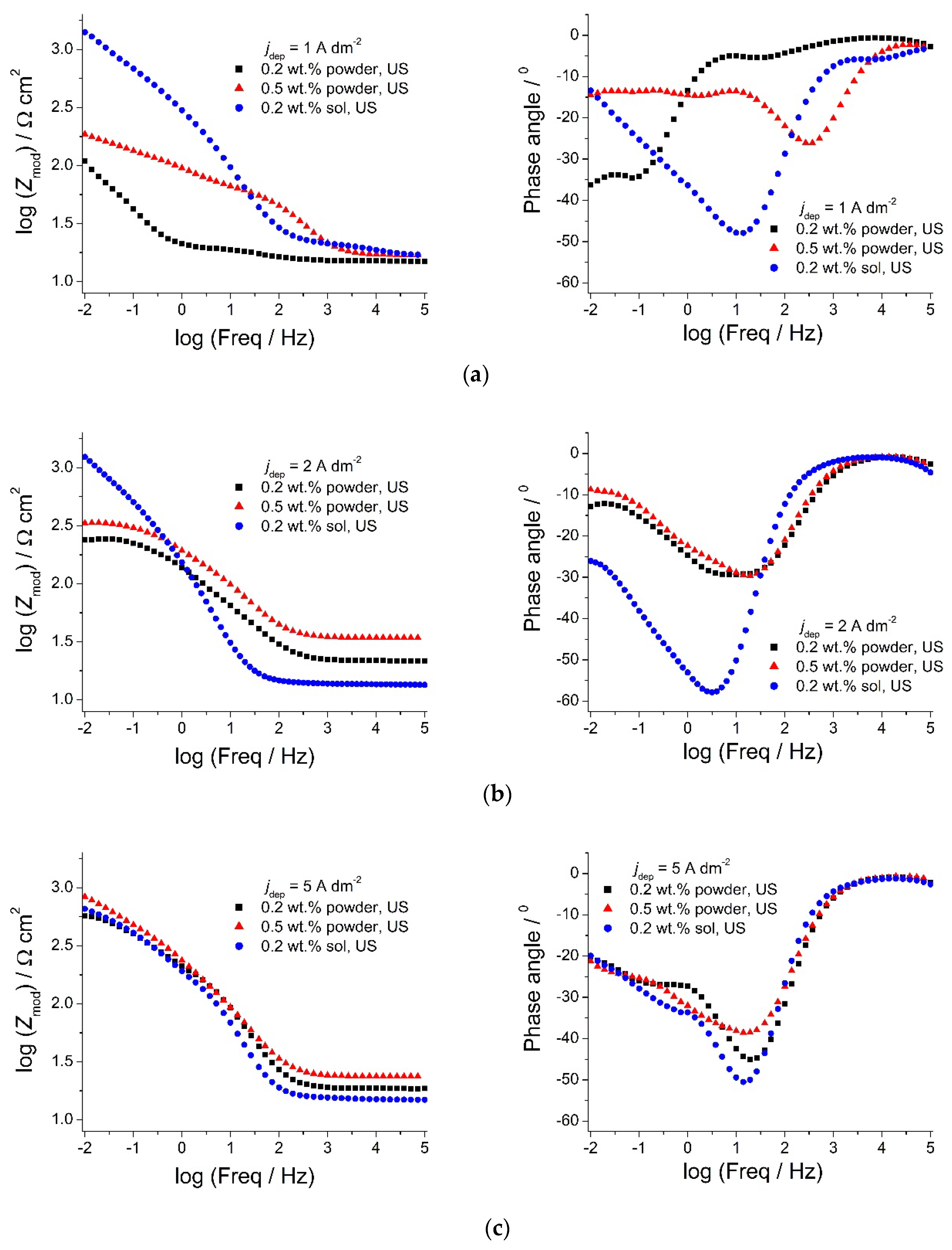
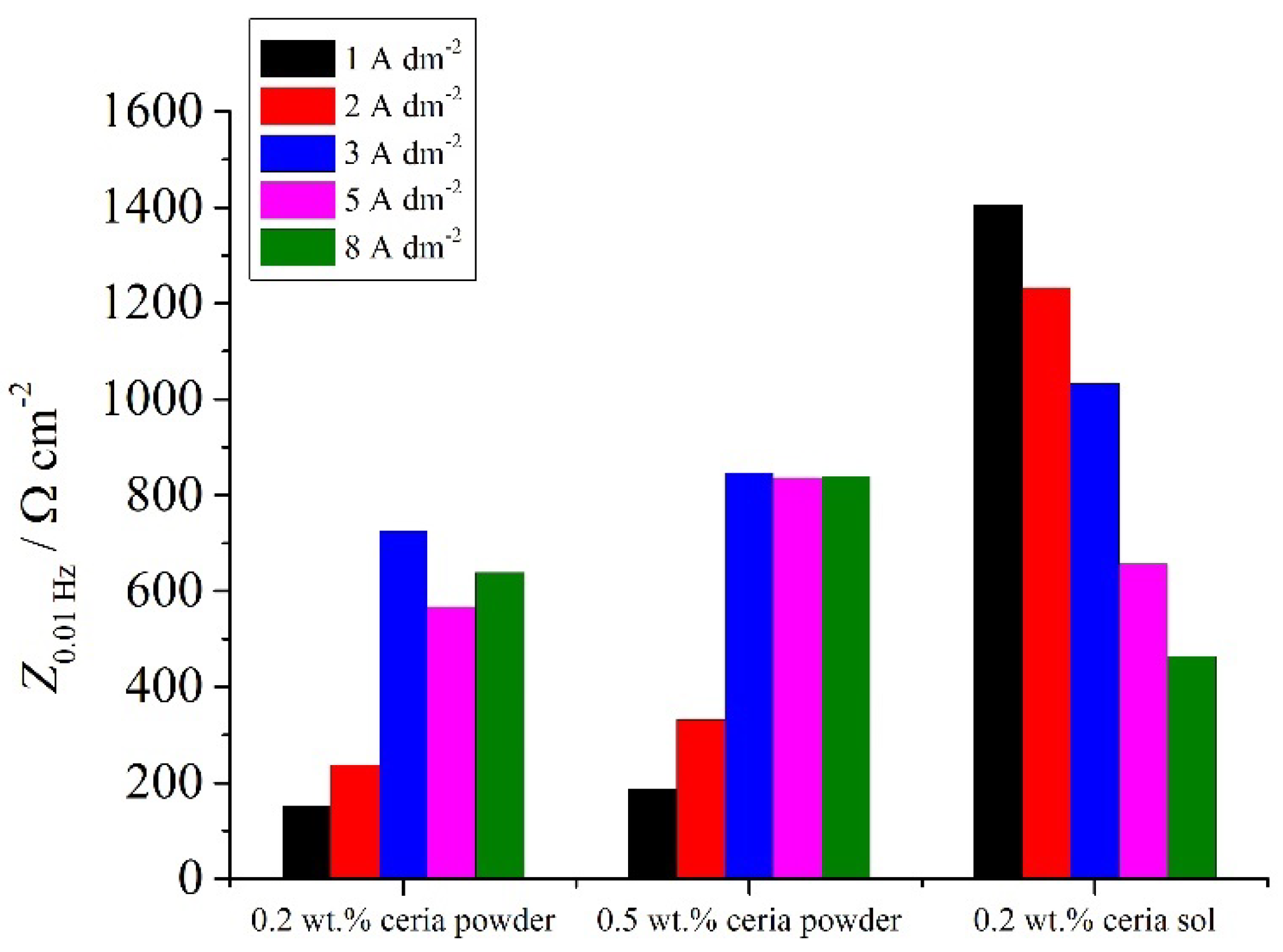
3.4. Corrosion Resistance of Zn-Co-CeO2 Coatings Deposited under Ultrasound
4. Conclusions
- The Zn-Co-CeO2 composite coatings were successfully deposited from two plating solutions with a different source of ceria particles: ceria sol and ceria powder.
- The electrolytic bath exhibited greater stability when ceria sol was used, proven by the PSD measurements and sedimentation behavior. The agitation mode had a pronounced effect on stability, with ultrasound more effective in comparison to magnetic stirring.
- The polarization curves showed that Zn-Co deposition is anomalous in the presence of ceria particles, and the particles induce a small depolarization effect.
- With the increase in deposition current density over 2 A dm−2, the particle content in deposits decrease in the case of both examined ceria sources. The utilization of ultrasound instead of magnetic stirring resulted in a higher particle incorporation rate. Deposition at high current densities resulted in the formation of column-like structures.
- Ultrasound-assisted electrodeposition at small current densities was favorable for obtaining composite coatings with enhanced corrosion stability. The protection was more effective when ceria sol was used as a particle source, as revealed by the higher polarization resistance and greater low-frequency impedance modulus values for sol-derived composite coatings deposited under US at small current densities of 1–3 A dm−2.
- The protective properties of the composite coatings are determined by the interplay between the chemical content of the coating and its surface morphology.
- A complete understanding of the protection mechanism andthe role of ceria needs further study that would include the monitoring of the corrosion stability over a longer exposure time in a corrosive media.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Sample Availability
References
- Low, C.; Wills, R.; Walsh, F. Electrodeposition of composite coatings containing nanoparticles in a metal deposit. Surf. Coat. Technol. 2006, 201, 371–383. [Google Scholar] [CrossRef]
- Camargo, M.K.; Tudela, I.; Schmidt, U.; Cobley, A.J.; Bund, A. Ultrasound assisted electrodeposition of Zn and Zn-TiO2 coatings. Electrochim. Acta 2016, 198, 287–295. [Google Scholar] [CrossRef]
- Sajjadnejad, M.; Mozafari, A.; Omidvar, H.; Javanbakht, M. Preparation and corrosion resistance of pulse electrodeposited Zn and Zn–SiC nanocomposite coatings. Appl. Surf. Sci. 2014, 300, 2253. [Google Scholar] [CrossRef]
- Zheng, H.-Y.; An, M.-Z. Electrodeposition of Zn–Ni–Al2O3 nanocomposite coatings under ultrasound conditions. J. Alloys Compd. 2008, 459, 548–552. [Google Scholar] [CrossRef]
- Vathsala, K.; Venkatesha, T.V. Zn–ZrO2 nanocomposite coatings: Elecrodeposition and evaluation of corrosion resistance. Appl. Surf. Sci. 2011, 257, 8929–8936. [Google Scholar] [CrossRef]
- Bučko, M.; Tomić, M.V.; Maksimović, M.; Bajat, J.B. The importance of using hydrogen evolution inhibitor during the Zn and Zn–Mn electrodeposition from ethaline. J. Serb. Chem. Soc. 2019, 84, 1221–1234. [Google Scholar] [CrossRef] [Green Version]
- Boshkov, N. Galvanic Zn–Mn alloys—Electrodeposition, phase composition, corrosion behaviour and protective ability. Surf. Coat. Technol. 2003, 172, 217–226. [Google Scholar] [CrossRef]
- Hegde, A.C.; Venkatakrishna, K.; Eliaz, N. Electrodeposition of Zn–Ni, Zn–Fe and Zn–Ni–Fe alloys. Surf. Coat. Technol. 2010, 205, 2031–2041. [Google Scholar] [CrossRef]
- Anwar, S.; Zhang, Y.; Khan, F. Electrochemical behaviour and analysis of Zn and Zn–Ni alloy anti-corrosive coatings deposited from citrate baths. RSC Adv. 2018, 8, 28861–28873. [Google Scholar] [CrossRef] [Green Version]
- Nayana, K.; Venkatesha, T.; Chandrappa, K. Influence of additive on nanocrystalline, bright Zn–Fe alloy electrodeposition and its properties. Surf. Coat. Technol. 2013, 235, 461–468. [Google Scholar] [CrossRef]
- Riđošić, M.; García-Lecina, E.; Salicio-Paz, A.; Bajat, J. The advantage of ultrasound during electrodeposition on morphology and corrosion stability of Zn-Co alloy coatings. Trans. IMF 2020, 98, 114–120. [Google Scholar] [CrossRef]
- Bajat, J.; Stanković, S.; Jokić, B. Electrochemical deposition and corrosion stability of Zn–Co alloys. J. Solid State Electrochem. 2009, 13, 755–762. [Google Scholar] [CrossRef]
- Arifin, A.; Sulong, A.B.; Muhamad, N.; Syarif, J.; Ramli, M.I. Material processing of hydroxyapatite and titanium alloy (HA/Ti) composite as implant materials using powder metallurgy: A review. Mater. Des. 2014, 55, 165–175. [Google Scholar] [CrossRef]
- Peat, T.; Galloway, A.; Toumpis, A.; McNutt, P.; Iqbal, N. The erosion performance of particle reinforced metal matrix composite coatings produced by co-deposition cold gas dynamics praying. Appl. Surf. Sci. 2017, 396, 1623–1634. [Google Scholar] [CrossRef] [Green Version]
- Shourgeshty, M.; Aliofkhazraei, M.; Karimzadeh, A. Study on functionally graded Zn–Ni–Al2O3 coatings fabricated by pulse-electrodeposition. Surf. Eng. 2019, 35, 167–176. [Google Scholar] [CrossRef]
- Walsh, F.; PoncedeLeon, C. A review of the electrodeposition of metal matrix composite coatings by inclusion of particles in a metal layer: An established and diversifying technology. Trans. IMF 2014, 92, 83–98. [Google Scholar] [CrossRef] [Green Version]
- Tuaweri, T.J.; Wilcox, G. Influence of SiO2 particles on zinc–nickel electrodeposition. Trans. IMF 2007, 85, 245–253. [Google Scholar] [CrossRef]
- Beltowska-Lehman, E.; Indyka, P.; Bigos, A.; Szczerba, M.J.; Kot, M. Ni–W/ZrO2 nanocomposites obtained by ultrasonic DC electrodeposition. Mater. Des. 2015, 80, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Ranganatha, S.; Venkatesha, T.; Vathsala, K. Electrochemical studies on Zn/nano-CeO2 electrodeposited composite coatings. Surf. Coat. Technol. 2012, 208, 64–72. [Google Scholar] [CrossRef]
- Sajjadnejad, M.; Omidvar, H.; Javanbakht, M.; Pooladi, R.; Mozafari, A. Direct current electrodeposition of Zn and Zn–SiC nanocomposite coatings. Trans. IMF 2014, 92, 227–232. [Google Scholar] [CrossRef]
- Guo, C.; Zuo, Y.; Zhao, X.; Zhao, J.; Xiong, J. The effects of electrodeposition current density on properties of Ni–CNTs composite coatings. Surf. Coat. Technol. 2008, 202, 3246–3250. [Google Scholar] [CrossRef]
- Saha, R.; Khan, T. Effect of applied current on the electrodeposited Ni–Al2O3 composite coatings. Surf. Coat. Technol. 2010, 205, 890–895. [Google Scholar] [CrossRef]
- Riđošić, M.; Nikolić, N.D.; Salicio-Paz, A.; García-Lecina, E.; Živković, L.S.; Bajat, J.B. Zn-Co-CeO2 vs. Zn-Co Coatings: Effect of CeO2 Sol in the Enhancement of the Corrosion Performance of Electrodeposited Composite Coatings. Metals 2021, 11, 704. [Google Scholar] [CrossRef]
- Stevanović, S.I.; Lekka, M.; Lanzutti, A.; Tasić, N.; Živković, L.S.; Fedrizzi, L.; Bajat, J.B. Real-Time AFM and Impedance Corrosion Monitoring of Environmentally Friendly Ceria Films on AA7075. J. Electrochem. Soc. 2020, 167, 101503. [Google Scholar] [CrossRef]
- Dynamic Light Scattering Training. Available online: https://www.chem.uci.edu/~dmitryf/manuals/Fundamentals/DLS%20concept.pdf (accessed on 17 July 2021).
- Dynamic Light Scattering. Available online: https://www.sysmex.nl/fileadmin/media/f102/MLS/Academy_docs/Malvern_Dynamic_Light_Scattering.pdf (accessed on 17 July 2021).
- FAQ: PEAK SIZE OR Z-AVERAGE SIZE—WHICH ONE TOPICK IN DLS? Available online: https://www.materials-talks.com/blog/2014/07/10/faq-peak-size-or-z-average-size-which-one-to-pick-in-dls/ (accessed on 17 July 2021).
- Pugh, R.J. Dispersion and Stability of Ceramic Powders in Liquids. In Surface and Colloid Chemistry in Advanced Ceramic Processing; Robert, J., Pugh, L.B., Eds.; Marcel Dekker, Ed. Inc.: New York, NY, USA, 1994; p. 155. [Google Scholar]
- Galli, M.; Sáringer, S.; Szilágyi, I.; Trefalt, G. A simple method to determine critical coagulation concentration from electrophoretic mobility. Colloids Interfaces 2020, 4, 20. [Google Scholar] [CrossRef]
- Lodhi, Z.; Mol, J.; Hamer, W.; Terryn, H.; DeWit, J. Cathodic inhibition and anomalous electrodeposition of Zn–Co alloys. Electrochim. Acta 2007, 52, 5444–5452. [Google Scholar] [CrossRef]
- Fratesi, R.; Roventi, G.; Giuliani, G.; Tomachuk, C. Zinc–cobalt alloy electrodeposition from chloride baths. J. Appl. Electrochem. 1997, 27, 1088–1094. [Google Scholar] [CrossRef]
- Nicol, M.; Philip, H. Underpotential deposition and its relation to the anomalous deposition of metals in alloys. J. Electroanal. Chem. Interfacial Electrochem. 1976, 70, 233–237. [Google Scholar] [CrossRef]
- Fratesi, R.; Roventi, G. Electrodeposition of zinc alloys in chloride baths containing cobalt ions. Mater. Chem. Phys. 1989, 23, 529–540. [Google Scholar] [CrossRef]
- Brenner, A. Electrodeposition of Alloys: Principles and Practice; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Exbrayat, L.; Steyer, P.; Rébéré, C.; Berziou, C.; Savall, C.; Ayrault, P.; Tertre, E.; Joly-Pottuz, G.; Creus, J. Electrodeposition of zinc–ceria nanocomposite coatings in alkaline bath. J. Solid State Electrochem. 2014, 18, 223–233. [Google Scholar] [CrossRef]
- Wu, G.; Li, N.; Wang, D.L.; Zhou, D.R.; Xu, B.Q.; Mitsuo, K. Effect of α-Al2O3 particles on the electrochemical codeposition of Co–Ni alloys from sulfamate electrolytes. Mater. Chem. Phys. 2004, 87, 411–419. [Google Scholar] [CrossRef]
- Watson, S.W. Electrochemical Study of SiC Particle Occlusion during Nickel Electrodeposition. J. Electrochem. Soc. 1993, 140, 2235. [Google Scholar] [CrossRef]
- Vazquez-Arenas, J.; Altamirano-Garcia, L.; Treeratanaphitak, T.; Pritzker, M.; Luna-Sánchez, R.; Cabrera-Sierra, R. Co–Ni alloy electrodeposition under different conditions of pH, current and composition. Electrochim. Acta 2012, 65, 234–243. [Google Scholar] [CrossRef]
- Bund, A.; Thiemig, D. Influence of bath composition and pH on the electrocode position of alumina nanoparticles and nickel. Surf. Coat. Technol. 2007, 201, 7092–7099. [Google Scholar] [CrossRef]
- Li, B.; Zhang, W.; Mei, T.; Du, S.; Li, D.; Miao, Y. Influence of zirconia and ceria nanoparticles on structure and properties of electrodepositedNi-W nanocomposites. Compos. Struct. 2020, 235, 111773. [Google Scholar] [CrossRef]
- Li, B.; Zhang, W. Synthesis of Ni–Co–ZrO2 nanocomposites doped with ceria particles via electrodeposition a shighly protective coating. J. Alloys Compd. 2020, 820, 153158. [Google Scholar] [CrossRef]
- Tudela, I.; Zhang, Y.; Pal, M.; Kerr, I.; Cobley, A.J. Ultrasound-assisted electrodeposition of composite coatings with particles. Surf. Coat. Technol. 2014, 259, 363–373. [Google Scholar] [CrossRef]
- Kim, H.; Suslick, K. The Effects of Ultrasound on Crystals: Sonocrystallization and Sonofragmentation. Crystals 2018, 8, 280. [Google Scholar] [CrossRef] [Green Version]
- Fedel, M.; Ahniyaz, A.; Ecco, L.G.; Deflorian, F. Electrochemical investigation of the inhibition effect of CeO2 nanoparticles on the corrosion of mild steel. Electrochim. Acta 2014, 131, 71–78. [Google Scholar] [CrossRef]
- Montemor, M.F.; Pinto, R.; Ferreira, M.G.S. Chemical composition and corrosion protection of silane films modified with CeO2 nanoparticles. Electrochim. Acta 2009, 54, 5179–5189. [Google Scholar] [CrossRef]
- Calado, L.M.; Taryba, M.G.; Carmezim, M.J.; Montemor, M.F. Self-healing ceria-modified coating for corrosion protection of AZ31 magnesium alloy. Corros. Sci. 2018, 142, 12–21. [Google Scholar] [CrossRef]
- Ma, Y.; Zhang, Y.; Liu, J.; Ge, Y.; Yan, X.; Sun, Y.; Wu, J.; Zhang, P. GO-modified double-walled polyurea microcapsules/epoxy composites for marine anticorrosive self-healing coating. Mater. Des. 2020, 189, 108547. [Google Scholar] [CrossRef]
- Cambon, J.-B.; Ansart, F.; Bonino, J.-P.; Turq, V. Effect of cerium concentration on corrosion resistance and polymerization of hybrid sol–gel coating on martensitic stainless steel. Prog. Org. Coat. 2012, 75, 486–493. [Google Scholar] [CrossRef] [Green Version]
- Tang, F.; Chen, G.; Brow, R.K. Chloride-induced corrosion mechanism and rate of enamel-and epoxy-coated deformed steel bars embedded in mortar. Cem. Concr. Res. 2016, 82, 58–73. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| jdep/ (A dm−2) | Zn-Co-CeO2 (0.2 wt.% Powder) /Ω cm2 | Zn-Co-CeO2 (0.5 wt.% Powder)/ Ω cm2 | Zn-Co-CeO2 (0.2 wt.% sol)/ Ω cm2 |
|---|---|---|---|
| 1 | 682 | 237 | 680 |
| 2 | 750 | 260 | 660 |
| 3 | 616 | 464 | 750 |
| 5 | 420 | 390 | 990 |
| 8 | 380 | 483 | 730 |
| jdep/ (A dm−2) | Zn-Co-CeO2 (0.2 wt.% Powder)/ Ω cm2 | Zn-Co-CeO2 (0.5 wt.% Powder)/ Ω cm2 | Zn-Co-CeO2 (0.2 wt.% sol)/ Ω cm2 |
|---|---|---|---|
| 1 | 171 | 191 | 1220 |
| 2 | 331 | 400 | 1223 |
| 3 | 527 | 650 | 1050 |
| 5 | 590 | 660 | 713 |
| 8 | 570 | 630 | 698 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Riđošić, M.; Bučko, M.; Salicio-Paz, A.; García-Lecina, E.; Živković, L.S.; Bajat, J.B. Ceria Particles as Efficient Dopant in the Electrodeposition of Zn-Co-CeO2 Composite Coatings with Enhanced Corrosion Resistance: The Effect of Current Density and Particle Concentration. Molecules 2021, 26, 4578. https://doi.org/10.3390/molecules26154578
Riđošić M, Bučko M, Salicio-Paz A, García-Lecina E, Živković LS, Bajat JB. Ceria Particles as Efficient Dopant in the Electrodeposition of Zn-Co-CeO2 Composite Coatings with Enhanced Corrosion Resistance: The Effect of Current Density and Particle Concentration. Molecules. 2021; 26(15):4578. https://doi.org/10.3390/molecules26154578
Chicago/Turabian StyleRiđošić, Marija, Mihael Bučko, Asier Salicio-Paz, Eva García-Lecina, Ljiljana S. Živković, and Jelena B. Bajat. 2021. "Ceria Particles as Efficient Dopant in the Electrodeposition of Zn-Co-CeO2 Composite Coatings with Enhanced Corrosion Resistance: The Effect of Current Density and Particle Concentration" Molecules 26, no. 15: 4578. https://doi.org/10.3390/molecules26154578
APA StyleRiđošić, M., Bučko, M., Salicio-Paz, A., García-Lecina, E., Živković, L. S., & Bajat, J. B. (2021). Ceria Particles as Efficient Dopant in the Electrodeposition of Zn-Co-CeO2 Composite Coatings with Enhanced Corrosion Resistance: The Effect of Current Density and Particle Concentration. Molecules, 26(15), 4578. https://doi.org/10.3390/molecules26154578