
Hybrid Cellulose–Basalt Polypropylene Composites with Enhanced Compatibility: The Role of Coupling Agent


 , ,
, ,  , and
, and 
Abstract
1. Introduction
2. Results and Discussion
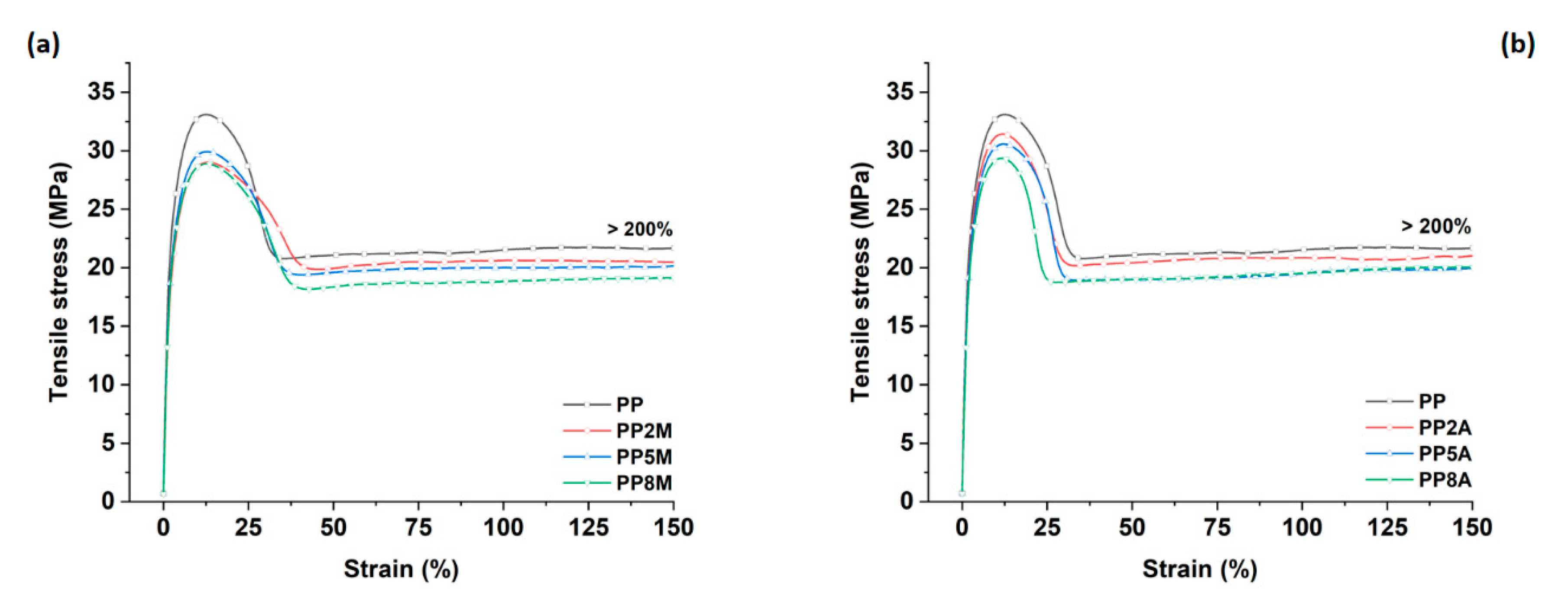
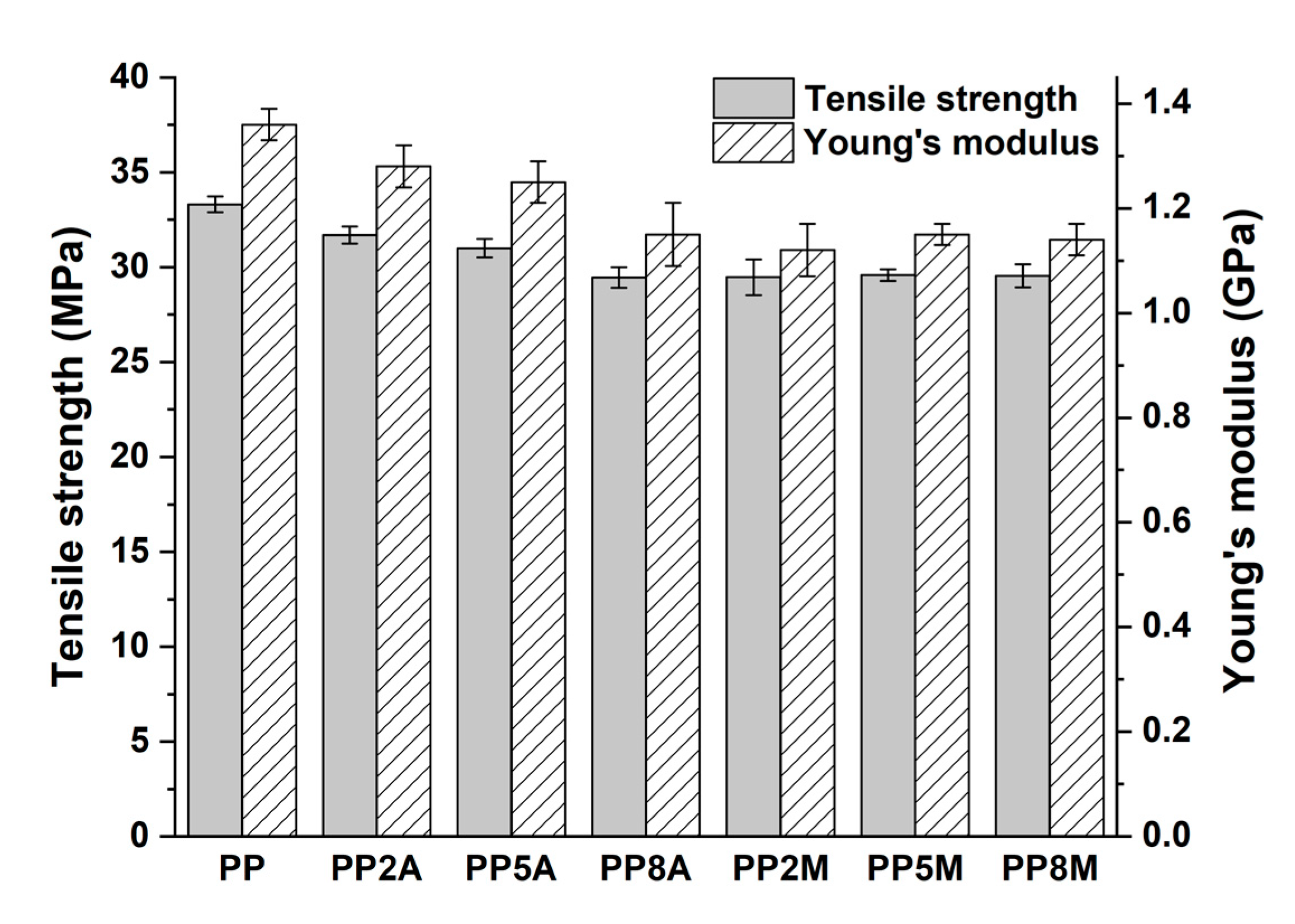
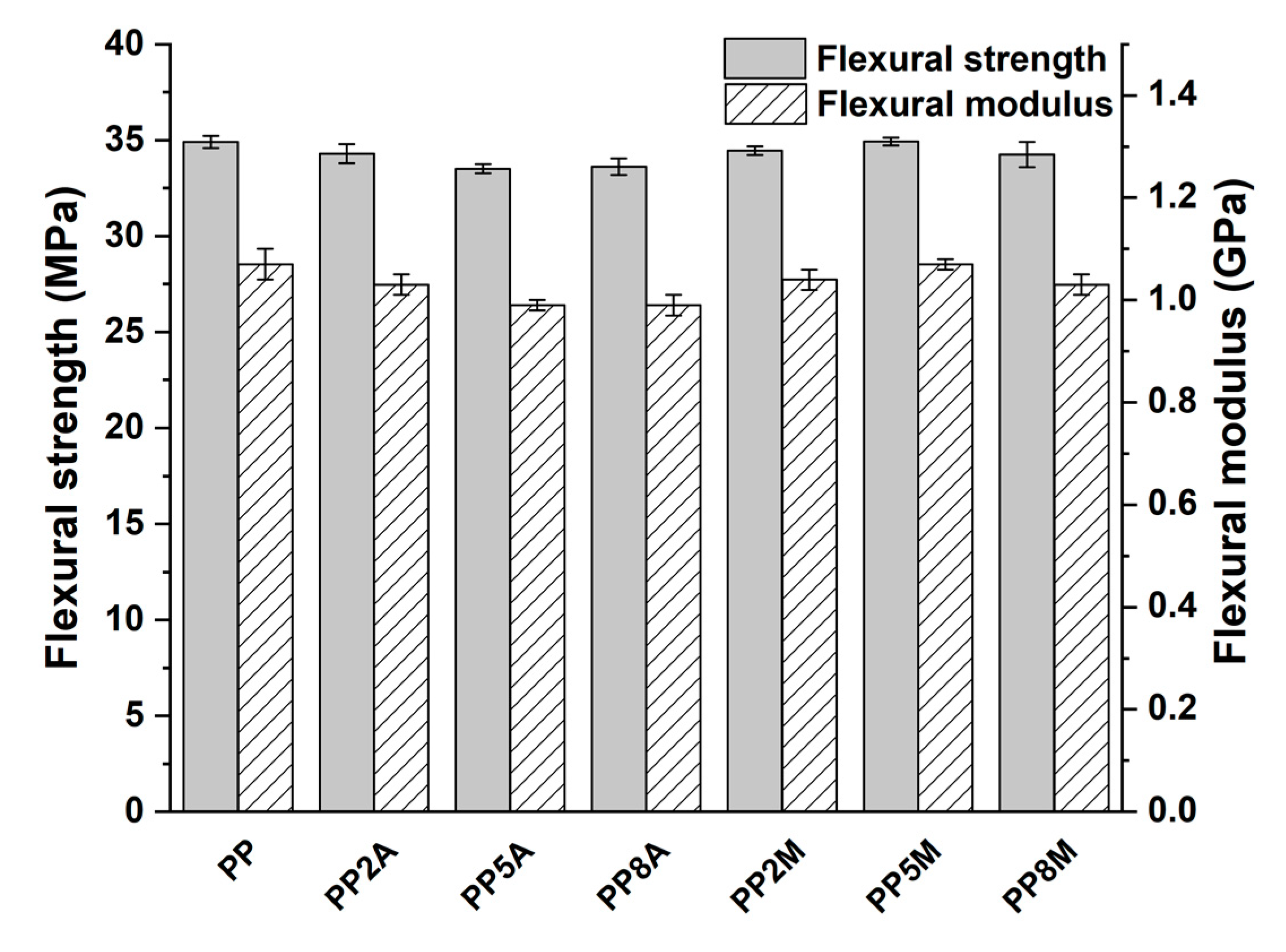
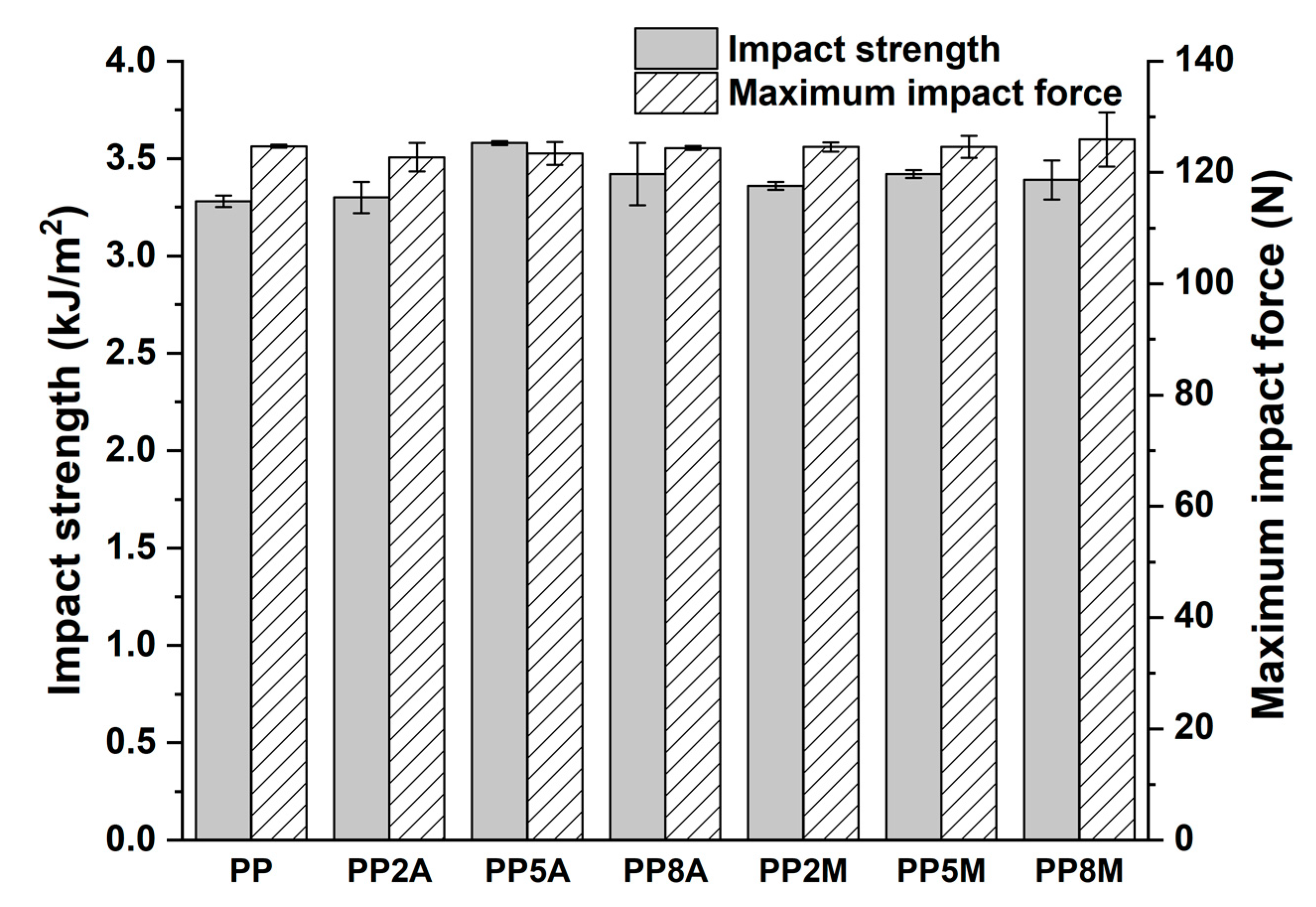
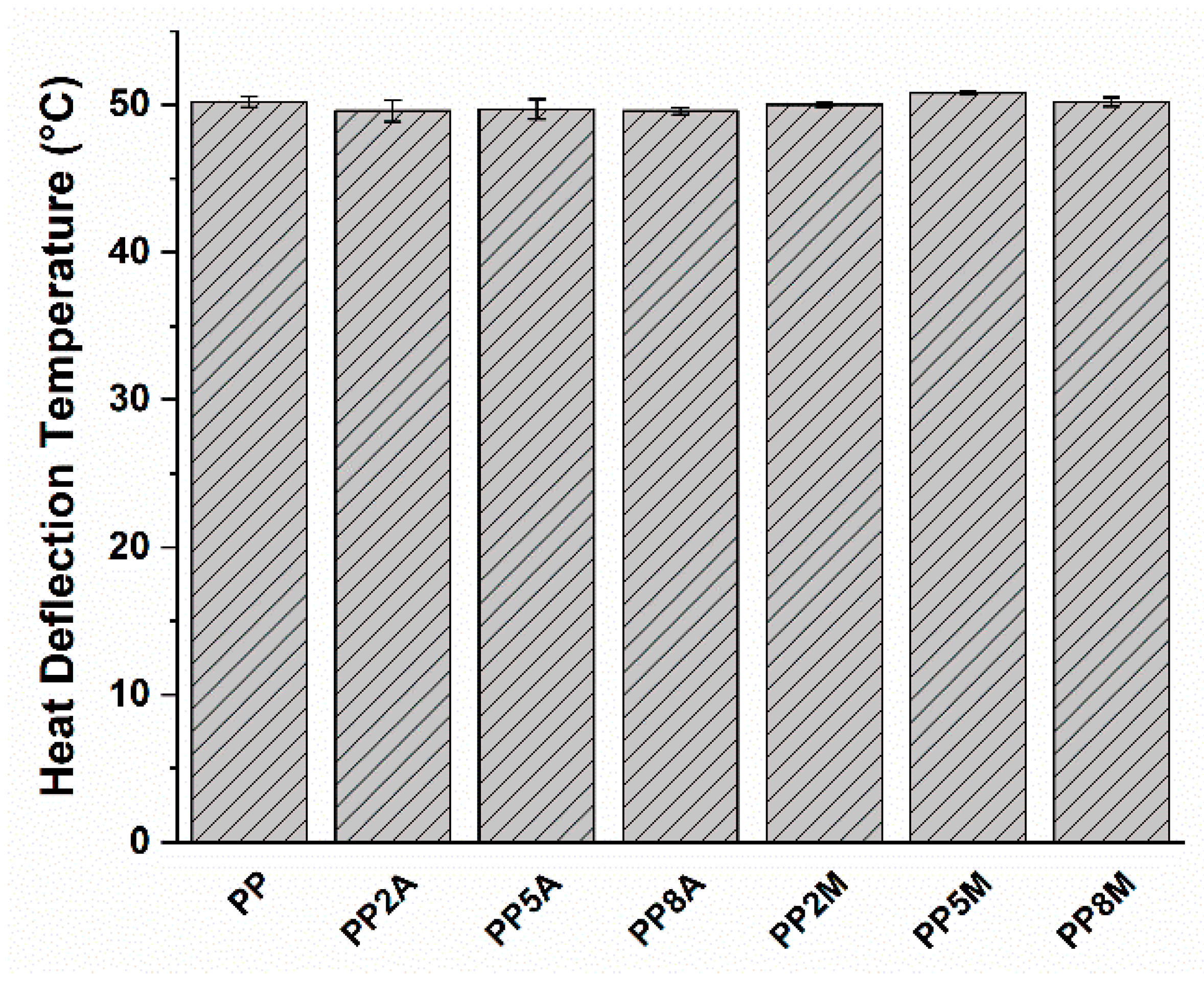
2.1. Effect of Coupling Agent Type and Amount on Neat PP
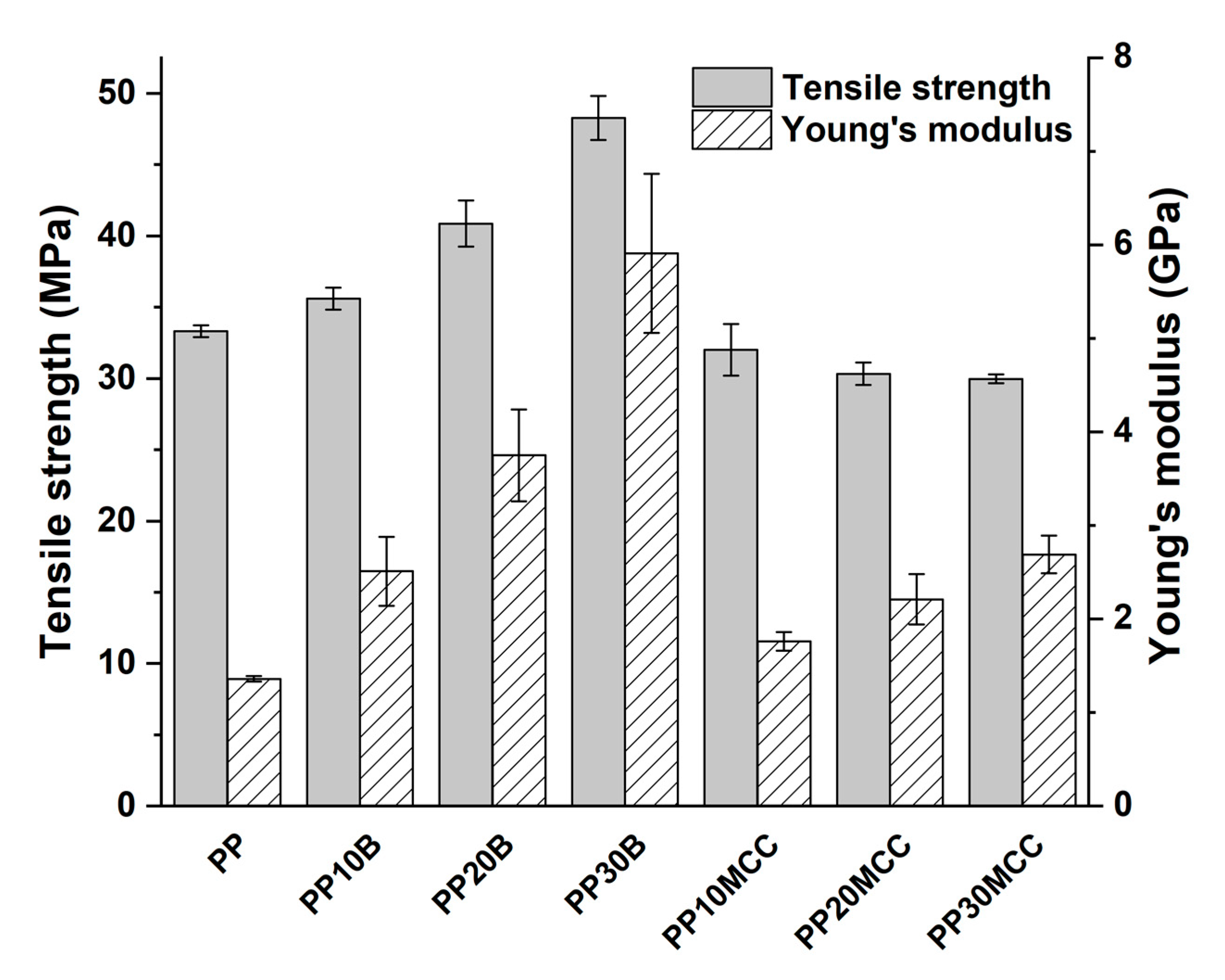
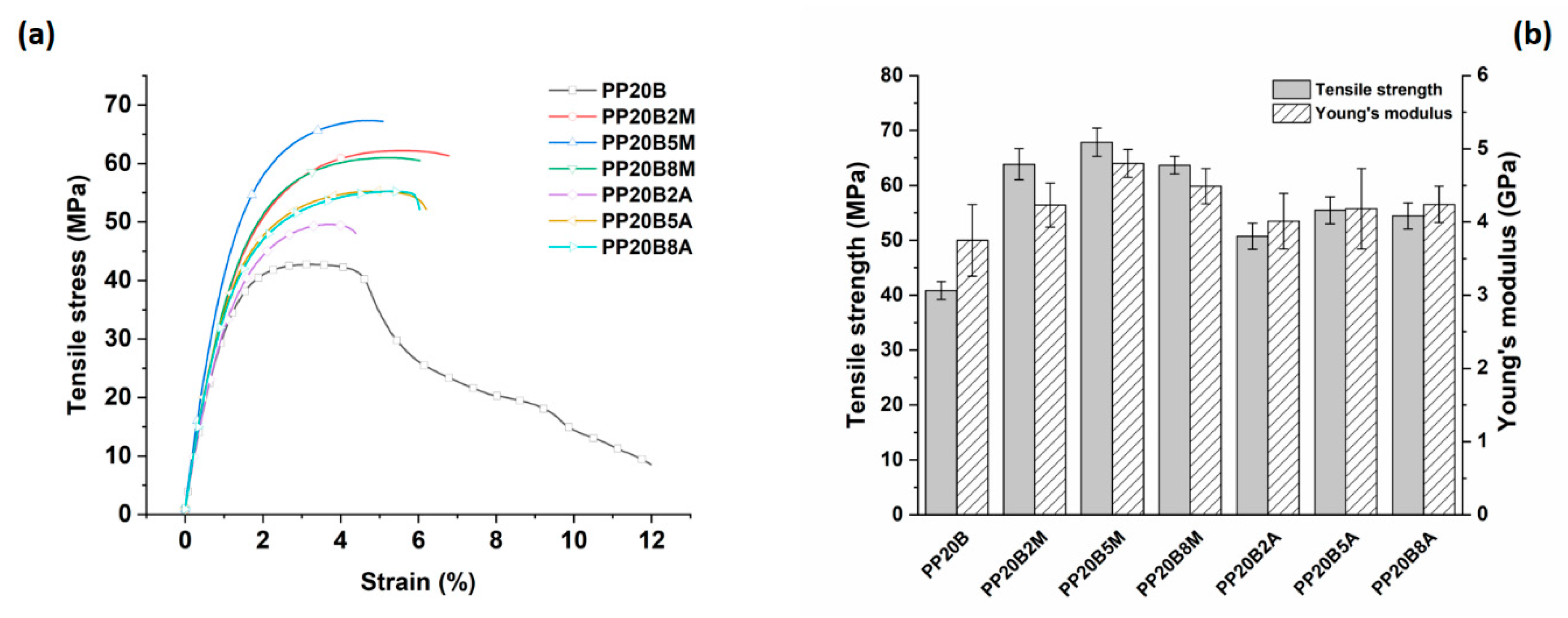
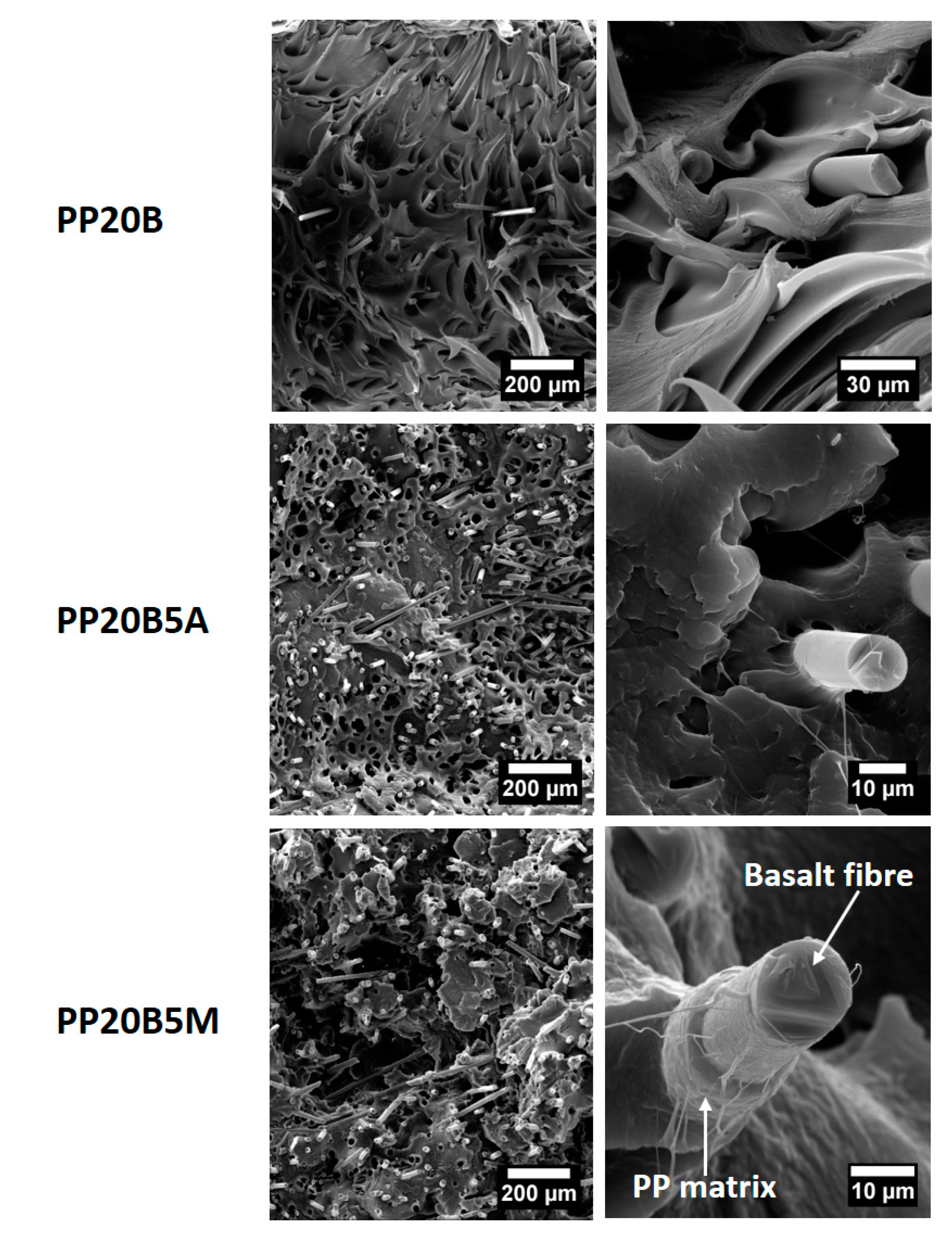
2.2. Effect of Fiber and Coupling Agent Type on PP-based Composites
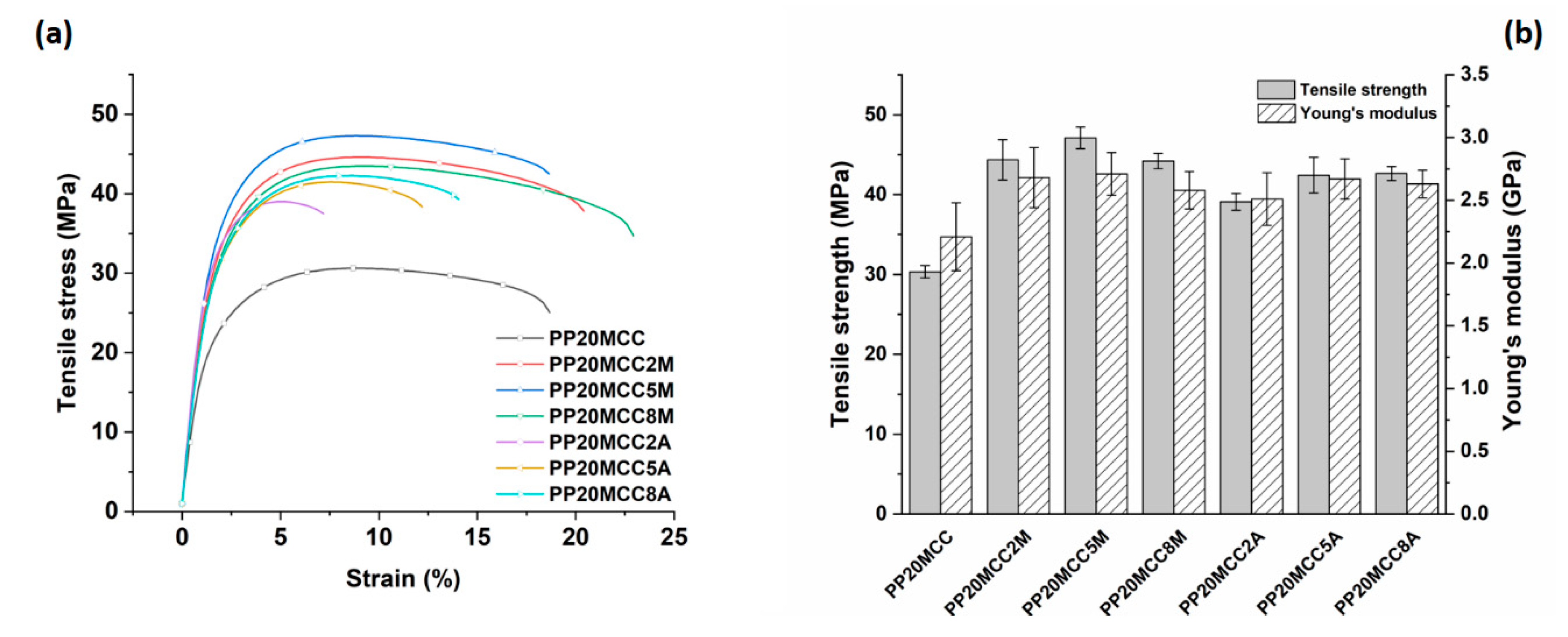
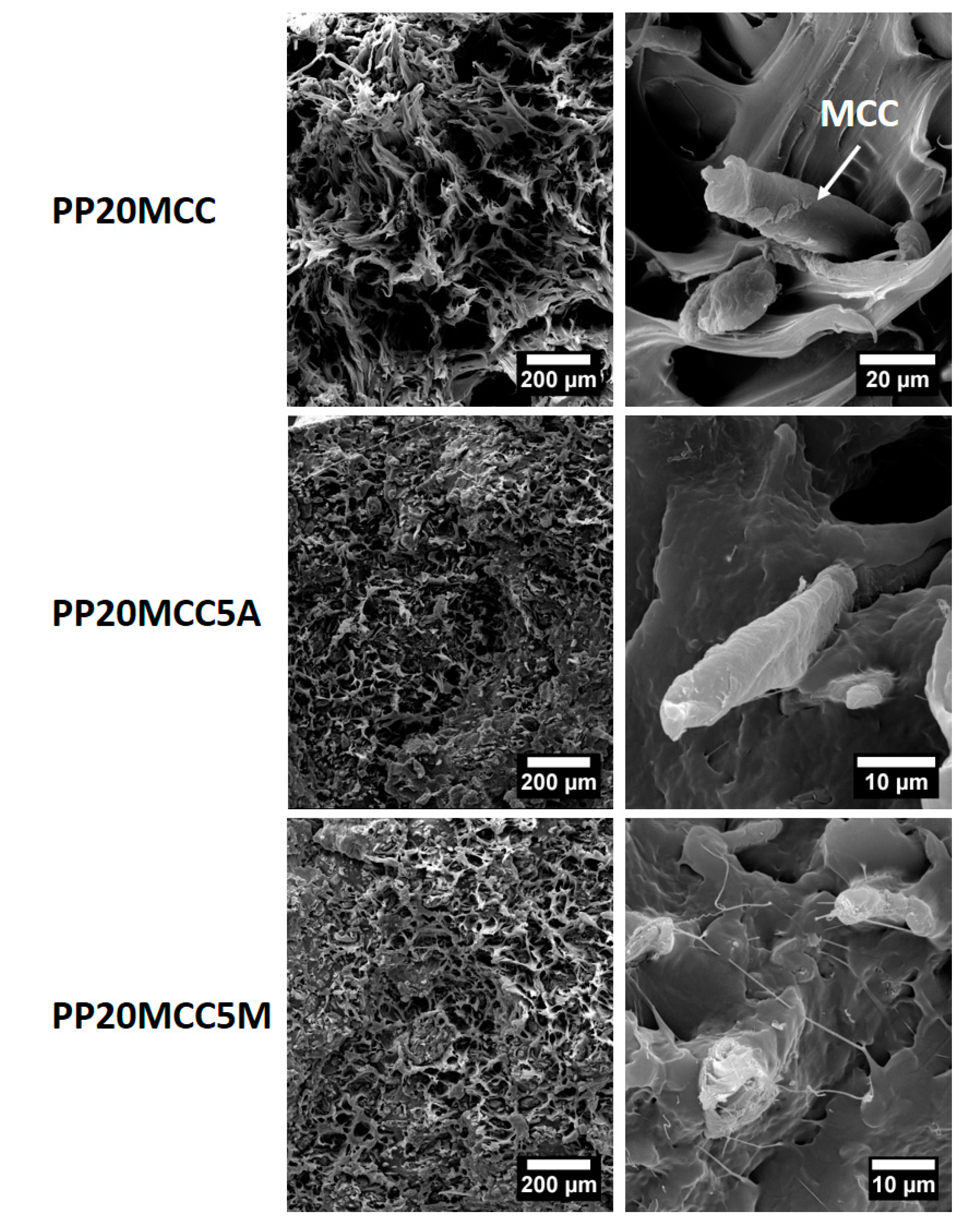
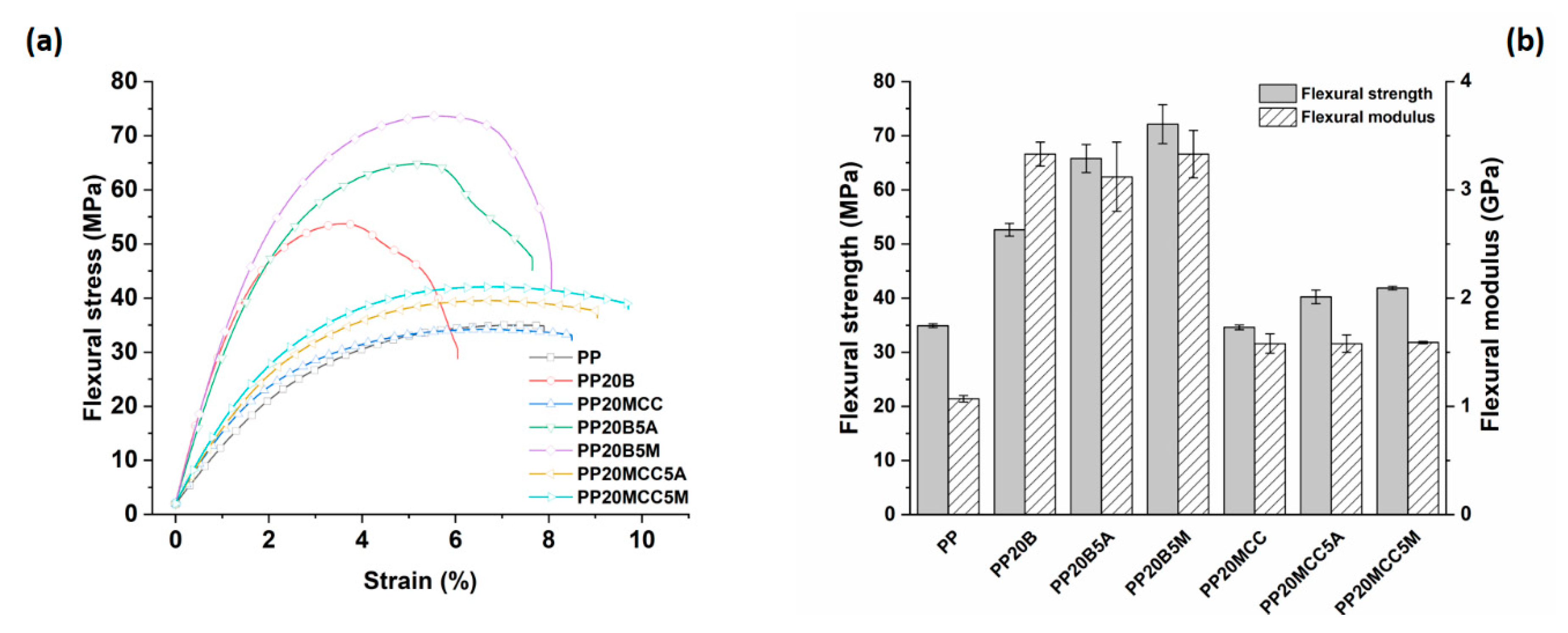
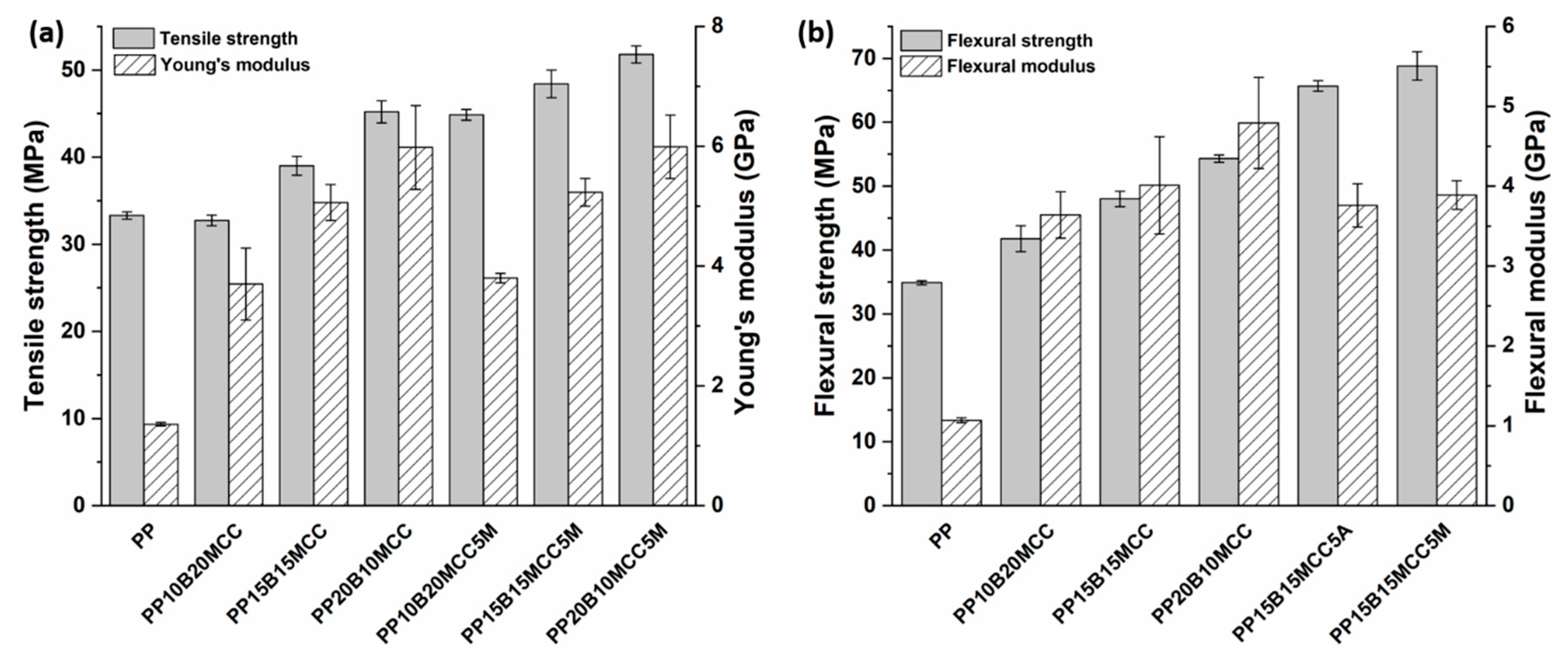
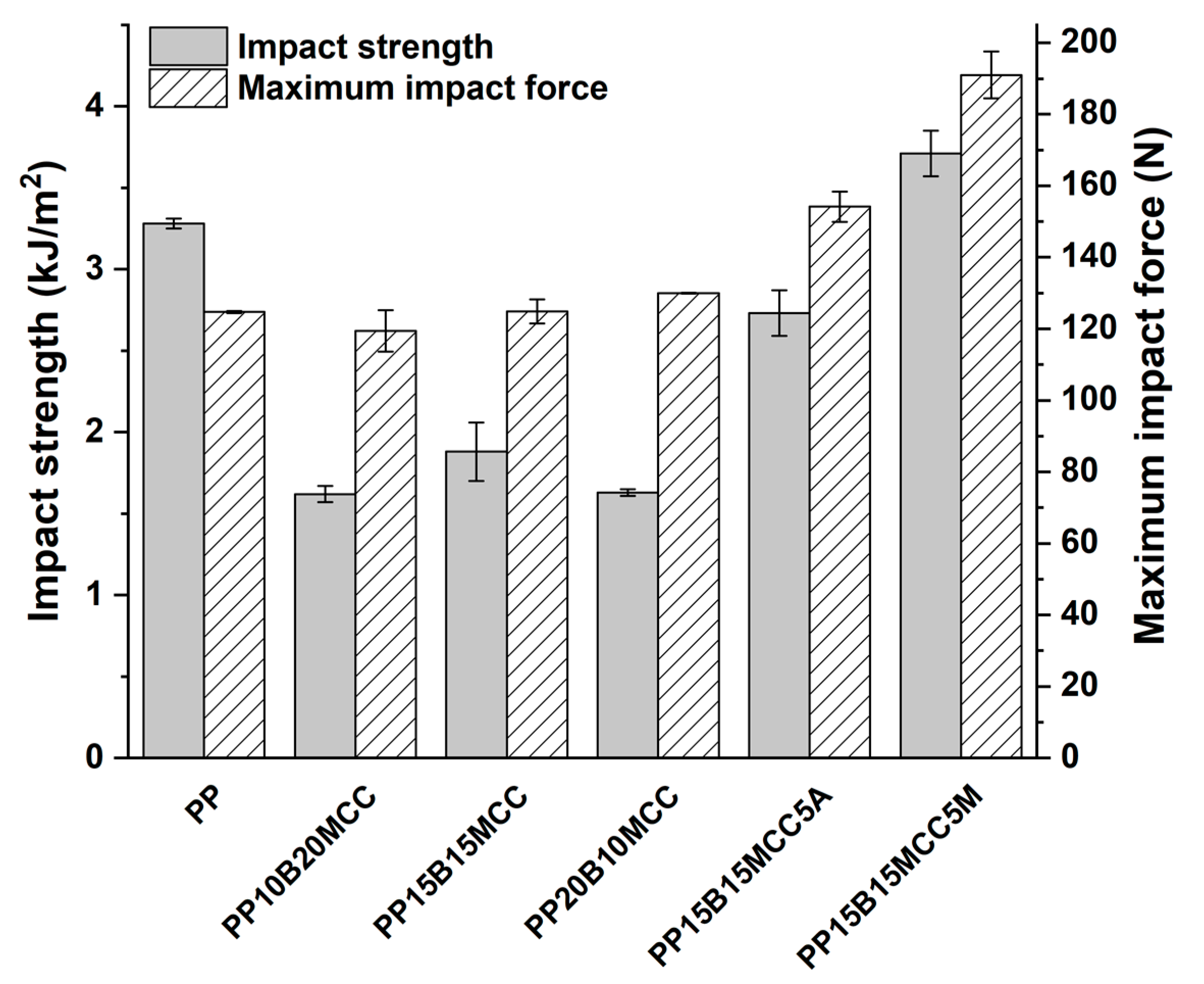
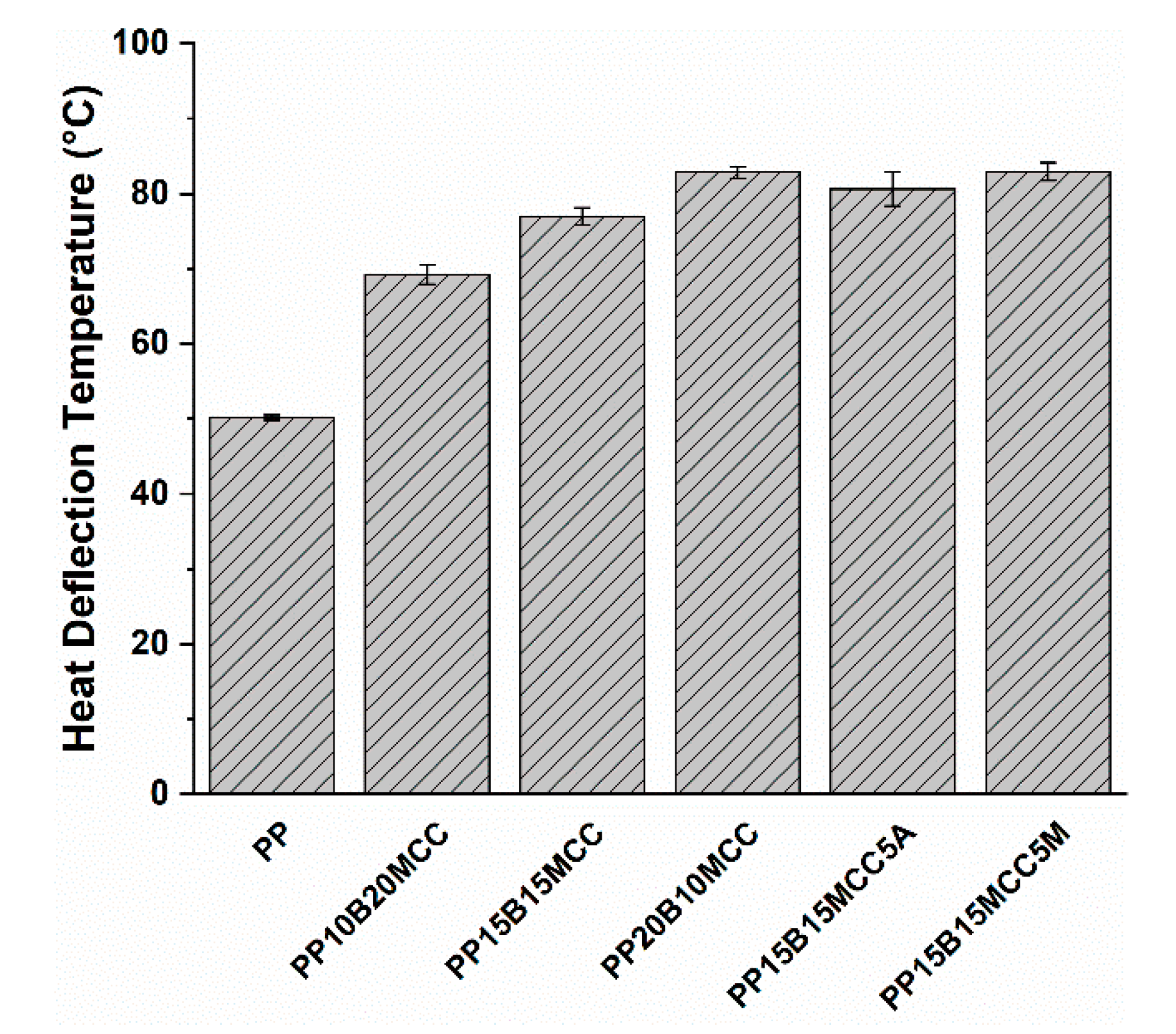
2.3. Effect of Fiber Hybridization and Coupling Agent on PP-based Composites
3. Materials and Methods
3.1. Raw Materials
3.2. Processing
3.3. Mechanical Characterization of Composites
3.4. Thermal Characterization
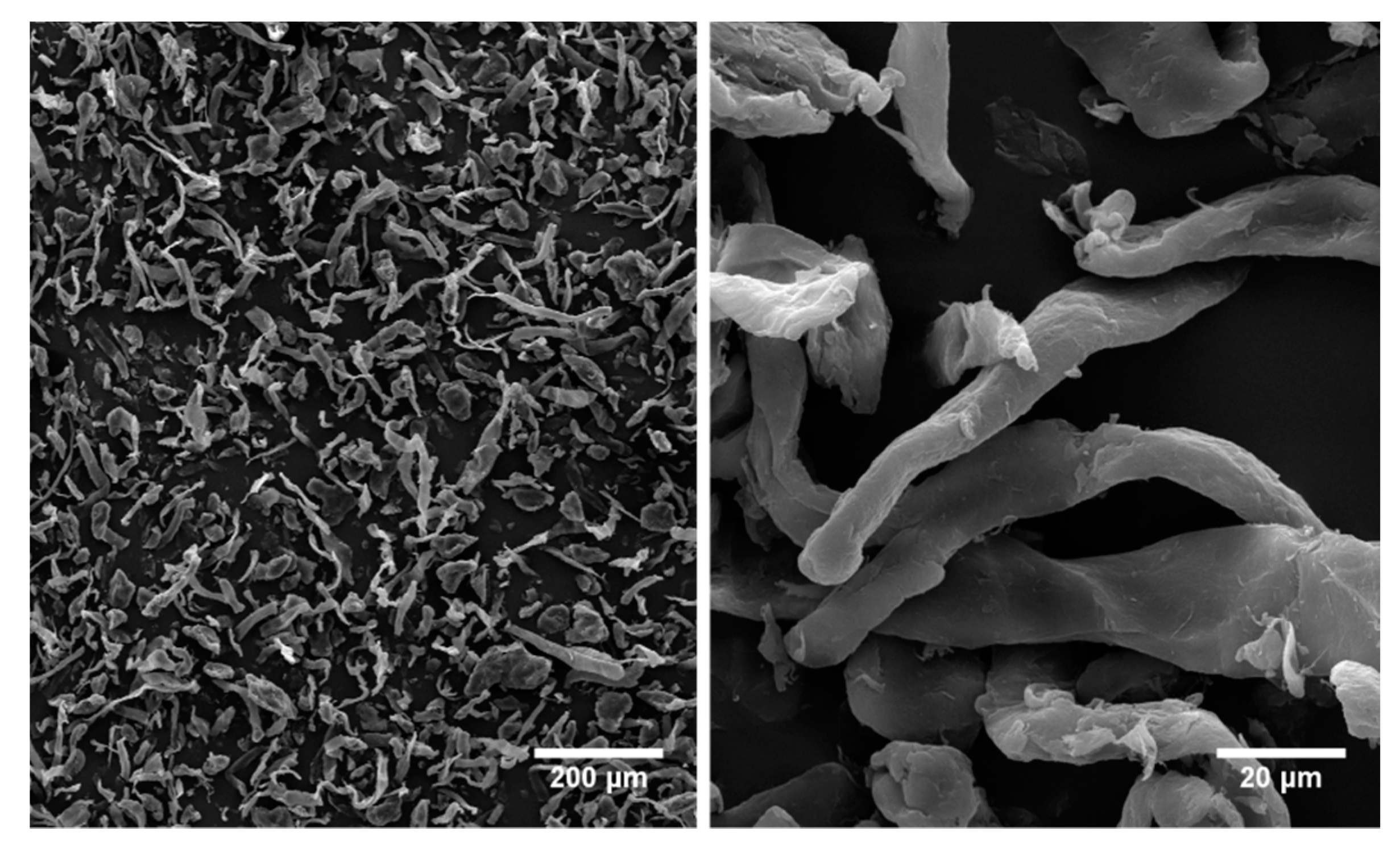
3.5. Morphological Characterization
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Annandarajah, C.; Langhorst, A.; Kiziltas, A.; Grewell, D.; Mielewski, D.; Montazami, R. Hybrid Cellulose-Glass Fiber Composites for Automotive Applications. Materials 2019, 12, 3189. [Google Scholar] [CrossRef] [PubMed]
- Li, M.; Pu, Y.; Thomas, V.M.; Yoo, C.G.; Ozcan, S.; Deng, Y.; Nelson, K.; Ragauskas, A.J. Recent Advancements of Plant-Based Natural Fiber−Reinforced Composites and Their Applications. Compos. Part. B Eng. 2020, 200, 108254. [Google Scholar] [CrossRef]
- Dicker, M.P.M.; Duckworth, P.F.; Baker, A.B.; Francois, G.; Hazzard, M.K.; Weaver, P.M. Green composites: A review of material attributes and complementary applications. Compos. Part. A Appl. Sci. Manuf. 2014, 56, 280–289. [Google Scholar] [CrossRef]
- Bourmaud, A.; Beaugrand, J.; Shah, D.U.; Placet, V.; Baley, C. Towards the design of high-performance plant fiber composites. Prog. Mater. Sci. 2018, 97, 347–408. [Google Scholar] [CrossRef]
- Kc, B.; Faruk, O.; Agnelli, J.A.M.; Leao, A.L.; Tjong, J.; Sain, M. Sisal-glass fiber hybrid biocomposite: Optimization of injection molding parameters using Taguchi method for reducing shrinkage. Compos. Part. A Appl. Sci. Manuf. 2016, 83, 152–159. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, Y.; Ma, H.; Yu, T. Tensile and interfacial properties of unidirectional flax/glass fiber reinforced hybrid composites. Compos. Sci. Technol. 2013, 88, 172–177. [Google Scholar] [CrossRef]
- Kahl, C.; Feldmann, M.; Sälzer, P.; Heim, H.P. Advanced short fiber composites with hybrid reinforcement and selective fiber-matrix-adhesion based on polypropylene−Characterization of mechanical properties and fiber orientation using high-resolution X-ray tomography. Compos. Part. A Appl. Sci. Manuf. 2018, 111, 54–61. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Di Bella, G.; Valenza, A. A review on basalt fiber and its composites. Compos. Part. B Eng. 2015, 74, 74–94. [Google Scholar] [CrossRef]
- Sang, L.; Zheng, G.; Hou, W.; Yang, X.; Wei, Z. Crystallization and mechanical properties of basalt fiber-reinforced polypropylene composites with different elastomers. J. Therm. Anal. Calorim. 2018, 134, 1531–1543. [Google Scholar] [CrossRef]
- Zhang, Y.; Yu, C.; Chu, P.K.; Lv, F.; Zhang, C.; Ji, J.; Zhang, R.; Wang, H. Mechanical and thermal properties of basalt fiber reinforced poly(butylene succinate) composites. Mater. Chem. Phys. 2012, 133, 845–849. [Google Scholar] [CrossRef]
- Ying, Z.; Wu, D.; Zhang, M.; Qiu, Y. Polylactide/basalt fiber composites with tailorable mechanical properties: Effect of surface treatment of fibers and annealing. Compos. Struct. 2017, 176, 1020–1027. [Google Scholar] [CrossRef]
- Barczewski, M.; Sałasińska, K.; Kloziński, A.; Skórczewska, K.; Szulc, J.; Piasecki, A. Application of the Basalt Powder as a Filler for Polypropylene Composites With Improved Thermo-Mechanical Stability and Reduced Flammability. Polym. Eng. Sci. 2019, 59, E71–E79. [Google Scholar] [CrossRef]
- Pak, S.; Park, S.; Song, Y.S.; Lee, D. Micromechanical and dynamic mechanical analyses for characterizing improved interfacial strength of maleic anhydride compatibilized basalt fiber/polypropylene composites. Compos. Struct. 2018, 193, 73–79. [Google Scholar] [CrossRef]
- Yu, S.; Hwang, Y.H.; Hwang, J.Y.; Hong, S.H. Analytical study on the 3D-printed structure and mechanical properties of basalt fiber-reinforced PLA composites using X-ray microscopy. Compos. Sci. Technol. 2019, 175, 18–27. [Google Scholar] [CrossRef]
- Lee, T.W.; Lee, S.; Park, S.M.; Lee, D. Mechanical, thermomechanical, and local anisotropy analyses of long basalt fiber reinforced polyamide 6 composites. Compos. Struct. 2019, 222, 110917. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J.; Sergi, C.; Seghini, M.C.; Cozzarini, L.; Graupner, N. Effect of basalt fiber hybridisation and sizing removal on mechanical and thermal properties of hemp fiber reinforced HDPE composites. Compos. Struct. 2018, 188, 394–406. [Google Scholar] [CrossRef]
- Kufel, A.; Kuciel, S. Hybrid Composites Based on Polypropylene with Basalt/Hazelnut Shell Fillers: The Influence of Temperature, Thermal Aging, and Water Absorption on Mechanical Properties. Polymers (Basel) 2019, 12, 18. [Google Scholar] [CrossRef]
- Saleem, A.; Medina, L.; Skrifvars, M. Mechanical performance of hybrid bast and basalt fibers reinforced polymer composites. J. Polym. Res. 2020, 27, 1–13. [Google Scholar] [CrossRef]
- Sergi, C.; Tirillò, J.; Seghini, M.C.; Sarasini, F.; Fiore, V.; Scalici, T. Durability of Basalt/Hemp Hybrid Thermoplastic Composites. Polymers (Basel) 2019, 11, 603. [Google Scholar] [CrossRef]
- Balaji, K.V.; Shirvanimoghaddam, K.; Rajan, G.S.; Ellis, A.V.; Naebe, M. Surface treatment of Basalt fiber for use in automotive composites. Mater. Today Chem. 2020, 17, 100334. [Google Scholar]
- Botev, M.; Betchev, H.; Bikiaris, D.; Panayiotou, C. Mechanical properties and viscoelastic behavior of basalt fiber-reinforced polypropylene. J. Appl. Polym. Sci. 1999, 74, 523–531. [Google Scholar] [CrossRef]
- Spoljaric, S.; Genovese, A.; Shanks, R.A. Polypropylene-microcrystalline cellulose composites with enhanced compatibility and properties. Compos. Part. A Appl. Sci. Manuf. 2009, 40, 791–799. [Google Scholar] [CrossRef]
- El-Sabbagh, A. Effect of coupling agent on natural fiber in natural fiber/polypropylene composites on mechanical and thermal behaviour. Compos. Part. B Eng. 2014, 57, 126–135. [Google Scholar] [CrossRef]
- Kiss, P.; Stadlbauer, W.; Burgstaller, C.; Archodoulaki, V.M. Development of high-performance glass fiber-polypropylene composite laminates: Effect of fiber sizing type and coupling agent concentration on mechanical properties. Compos. Part. A Appl. Sci. Manuf. 2020, 138, 106056. [Google Scholar] [CrossRef]
- Knob, A.; Lukes, J.; Drzal, L.; Cech, V. Further Progress in Functional Interlayers with Controlled Mechanical Properties Designed for Glass Fiber/Polyester Composites. Fibers 2018, 6, 58. [Google Scholar] [CrossRef]
- Matkó, S.; Anna, P.; Marosi, G.; Szép, A.; Keszei, S.; Czigány, T.; Pölöskei, K. Use of reactive surfactants in basalt fiber reinforced polypropylene composites. Macromol. Symp. 2003, 202, 255–268. [Google Scholar] [CrossRef]
- Ralph, C.; Lemoine, P.; Boyd, A.; Archer, E.; McIlhagger, A. The effect of fiber sizing on the modification of basalt fiber surface in preparation for bonding to polypropylene. Appl. Surf. Sci. 2019, 475, 435–445. [Google Scholar] [CrossRef]
- Ralph, C.; Lemoine, P.; Archer, E.; McIlhagger, A. Mechanical properties of short basalt fiber reinforced polypropylene and the effect of fiber sizing on adhesion. Compos. Part. B Eng. 2019, 176, 107260. [Google Scholar] [CrossRef]
- Roux, C.; Denault, J.; Champagne, M.F. Parameters regulating interfacial and mechanical properties of short glass fiber reinforced polypropylene. J. Appl. Polym. Sci. 2000, 78, 2047–2060. [Google Scholar] [CrossRef]
- Watanabe, R.; Sugahara, A.; Hagihara, H.; Mizukado, J.; Shinzawa, H. Insight into interfacial compatibilization of glass-fiber-reinforced polypropylene (PP) using maleic-anhydride modified PP employing infrared spectroscopic imaging. Compos. Sci. Technol. 2020, 199, 108379. [Google Scholar] [CrossRef]
- Reale Batista, M.D.; Drzal, L.T.; Kiziltas, A.; Mielewski, D. Hybrid cellulose-inorganic reinforcement polypropylene composites: Lightweight materials for automotive applications. Polym. Compos. 2020, 41, 1074–1089. [Google Scholar] [CrossRef]
- Keener, T.; Stuart, R.; Brown, T. Maleated coupling agents for natural fiber composites. Compos. Part. A Appl. Sci. Manuf. 2004, 35, 357–362. [Google Scholar] [CrossRef]
- Sanadi, A.R.; Young, R.A.; Clemons, C.; Rowell, R.M. Recycled Newspaper Fibers as Reinforcing Fillers in Thermoplastics: Part I-Analysis of Tensile and Impact Properties in Polypropylene. J. Reinf. Plast. Compos. 1994, 13, 54–67. [Google Scholar] [CrossRef]
- Jarukumjorn, K.; Suppakarn, N. Effect of glass fiber hybridization on properties of sisal fiber−polypropylene composites. Compos. Part. B Eng. 2009, 40, 623–627. [Google Scholar] [CrossRef]
- Wong, A.C.Y.; Ng, N.S.K. Crystallinity effects on the heat distortion temperature (HDT) of semi-crystalline polymers. Met. Mater. Int. 1998, 4, 283–286. [Google Scholar]
- Panthapulakkal, S.; Sain, M. Injection-molded short hemp fiber/glass fiber-reinforced polypropylene hybrid composites—Mechanical, water absorption and thermal properties. J. Appl. Polym. Sci. 2007, 103, 2432–2441. [Google Scholar] [CrossRef]
- Jawaid, M.; Abdul Khalil, H.P.S. Cellulosic/synthetic fiber reinforced polymer hybrid composites: A review. Carbohydr. Polym. 2011, 86, 1–18. [Google Scholar] [CrossRef]
- Kufel, A.; Kuciel, S. Basalt/Wood Hybrid Composites Based on Polypropylene: Morphology, Processing Properties, and Mechanical and Thermal Expansion Performance. Materials (Basel) 2019, 12, 2557. [Google Scholar] [CrossRef]
Sample Availability: Samples of the composites are available from the authors. |




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formulation | Tensile Strength (MPa) | Tensile Modulus (GPa) | Flexural Strength (MPa) | Flexural Modulus (GPa) | Reference |
|---|---|---|---|---|---|
| PP15B15MCC5M | 48.4 ± 1.6 | 5.2 ± 0.2 | 68.8 ± 2.2 | 3.9 ± 0.2 | This study |
| LGF/Cellulose (20/10) | 59.7 | 5.2 | − | 4.3 | [31] |
| LGF/Cellulose (15/15) | 51.6 | 4.6 | − | 4.0 | [31] |
| LGF/Cellulose (10/20) | 45.7 | 3.5 | − | 3.6 | [31] |
| SGF/Cellulose (20/10) | 53.4 | 5.5 | − | 4.1 | [31] |
| SGF/Cellulose (15/15) | 48.1 | 4.9 | − | 3.8 | [31] |
| SGF/Cellulose (10/20) | 43.2 | 4.5 | − | 3.4 | [31] |
| (SGF/Mica)/Cellulose (20/10) | 48.0 | 4.9 | − | 3.7 | [31] |
| (SGF/Mica)/Cellulose (15/15) | 44.8 | 4.6 | − | 3.5 | [31] |
| (SGF/Mica)/Cellulose (15/15) | 42.5 | 4.4 | − | 3.3 | [31] |
| Formulation | PP (wt. %) | MA-g-PP (wt. %) | AA-g-PP (wt. %) | Basalt Fibers (wt. %) | MCC (wt. %) | Tensile Test | Flexural Test | Impact Test | HDT |
|---|---|---|---|---|---|---|---|---|---|
| PP | 100 | − | − | − | − | x | x | x | x |
| PP2A | 98 | − | 2 | − | − | x | x | x | x |
| PP5A | 95 | − | 5 | − | − | x | x | x | x |
| PP8A | 92 | − | 8 | − | − | x | x | x | x |
| PP2M | 98 | 2 | − | − | − | x | x | x | x |
| PP5M | 95 | 5 | − | − | − | x | x | x | x |
| PP8M | 92 | 8 | − | − | − | x | x | x | x |
| PP10B | 90 | − | 10 | − | x | − | − | − | |
| PP20B | 80 | − | − | 20 | − | x | x | x | x |
| PP30B | 70 | − | − | 30 | − | x | − | − | − |
| PP20B2M | 78 | 2 | − | 20 | − | x | − | − | − |
| PP20B5M | 75 | 5 | − | 20 | − | x | x | x | x |
| PP20B8M | 72 | 8 | − | 20 | − | x | − | − | − |
| PP20B2A | 78 | − | 2 | 20 | − | x | − | − | − |
| PP20B5A | 75 | − | 5 | 20 | − | x | x | x | x |
| PP20B8A | 72 | − | 8 | 20 | − | x | − | − | − |
| PP10MCC | 90 | − | − | − | 10 | x | − | − | − |
| PP20MCC | 80 | − | − | − | 20 | x | x | x | x |
| PP30MCC | 70 | − | − | − | 30 | x | − | − | − |
| PP20MCC2M | 78 | 2 | − | − | 20 | x | − | − | − |
| PP20MCC5M | 75 | 5 | − | − | 20 | x | x | x | x |
| PP20MCC8M | 72 | 8 | − | − | 20 | x | − | − | − |
| PP20MCC2A | 78 | − | 2 | − | 20 | x | − | − | − |
| PP20MCC5A | 75 | − | 5 | − | 20 | x | x | x | x |
| PP20MCC8A | 72 | − | 8 | − | 20 | x | − | − | − |
| PP10B20MCC | 70 | − | − | 10 | 20 | x | x | x | x |
| PP15B15MCC | 70 | − | − | 15 | 15 | x | x | x | x |
| PP20B10MCC | 70 | − | − | 20 | 10 | x | x | x | x |
| PP10B20MCC5M | 65 | 5 | − | 10 | 20 | x | − | − | − |
| PP15B15MCC5M | 65 | 5 | − | 15 | 25 | x | x | x | x |
| PP20B10MCC5M | 65 | 5 | − | 20 | 10 | x | − | − | − |
| PP15B15MCC5A | 65 | − | 5 | 15 | 15 | − | x | x | x |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sergi, C.; Sbardella, F.; Lilli, M.; Tirillò, J.; Calzolari, A.; Sarasini, F. Hybrid Cellulose–Basalt Polypropylene Composites with Enhanced Compatibility: The Role of Coupling Agent. Molecules 2020, 25, 4384. https://doi.org/10.3390/molecules25194384
Sergi C, Sbardella F, Lilli M, Tirillò J, Calzolari A, Sarasini F. Hybrid Cellulose–Basalt Polypropylene Composites with Enhanced Compatibility: The Role of Coupling Agent. Molecules. 2020; 25(19):4384. https://doi.org/10.3390/molecules25194384
Chicago/Turabian StyleSergi, Claudia, Francesca Sbardella, Matteo Lilli, Jacopo Tirillò, Andrea Calzolari, and Fabrizio Sarasini. 2020. "Hybrid Cellulose–Basalt Polypropylene Composites with Enhanced Compatibility: The Role of Coupling Agent" Molecules 25, no. 19: 4384. https://doi.org/10.3390/molecules25194384
APA StyleSergi, C., Sbardella, F., Lilli, M., Tirillò, J., Calzolari, A., & Sarasini, F. (2020). Hybrid Cellulose–Basalt Polypropylene Composites with Enhanced Compatibility: The Role of Coupling Agent. Molecules, 25(19), 4384. https://doi.org/10.3390/molecules25194384