
Cellulose-Based Carbon Molecular Sieve Membranes for Gas Separation: A Review




Abstract
1. Introduction
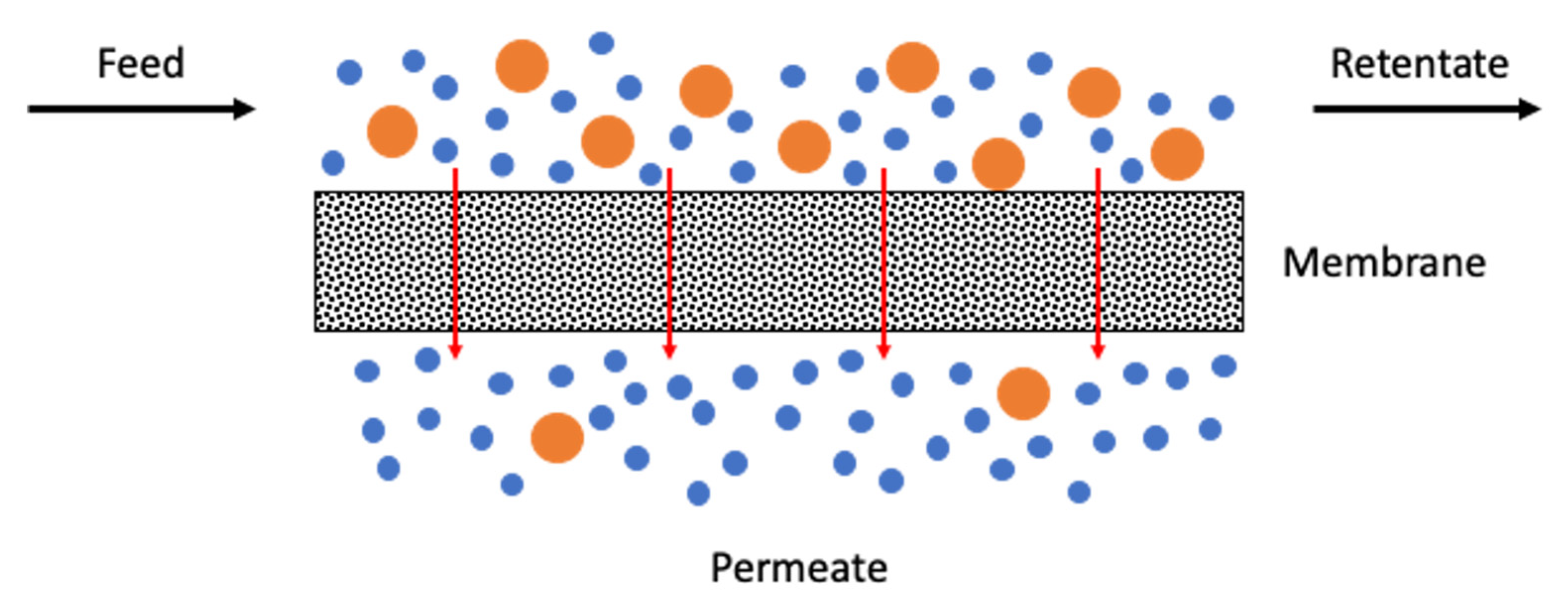
1.1. Membranes
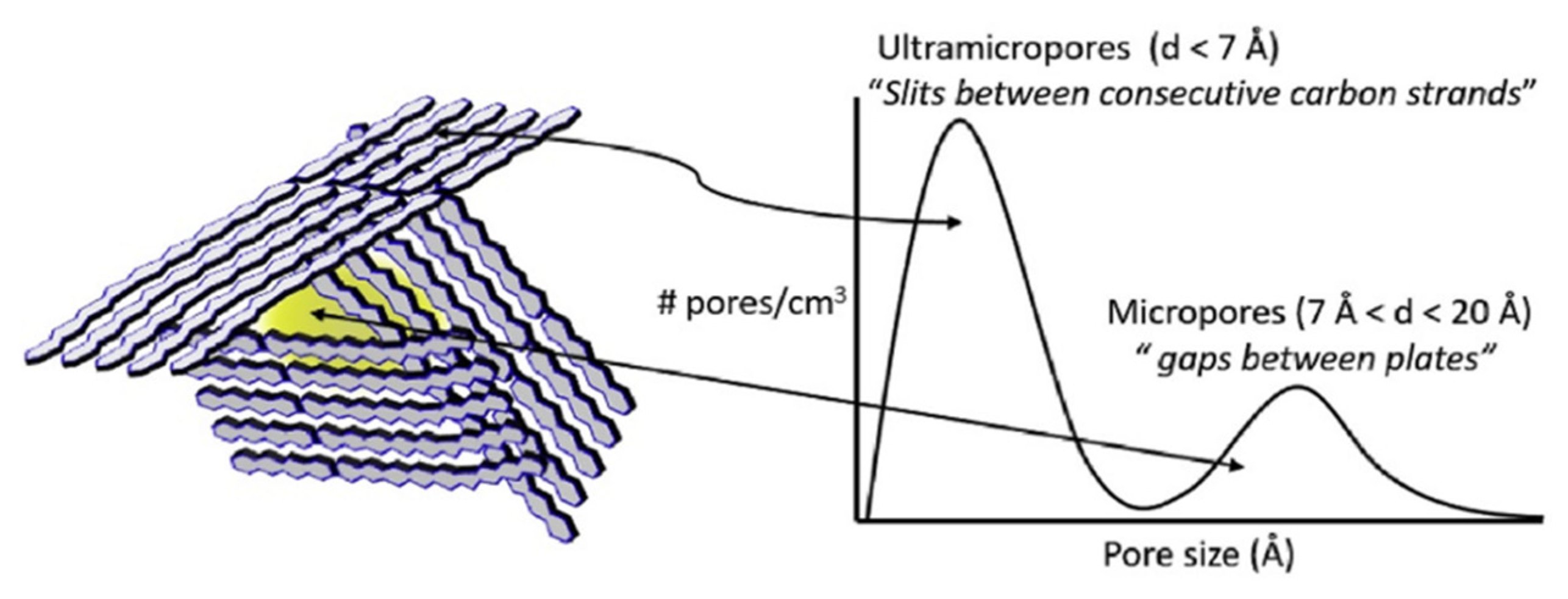
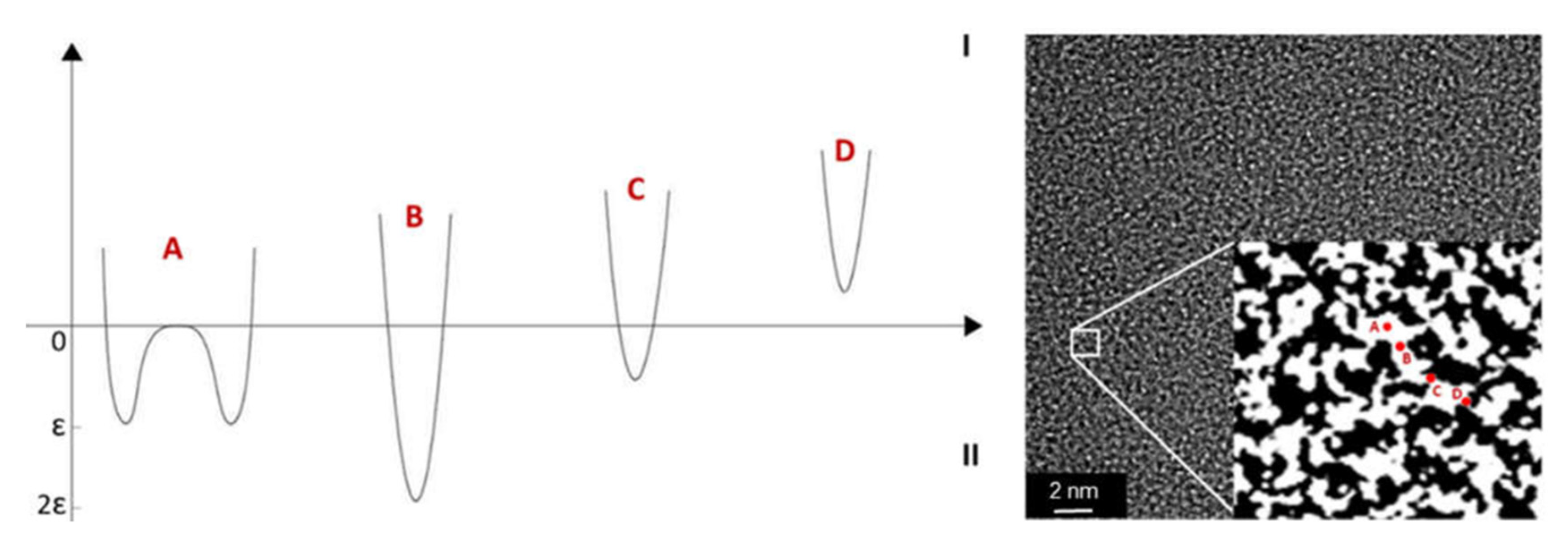
1.2. Carbon Molecular Sieve Membranes
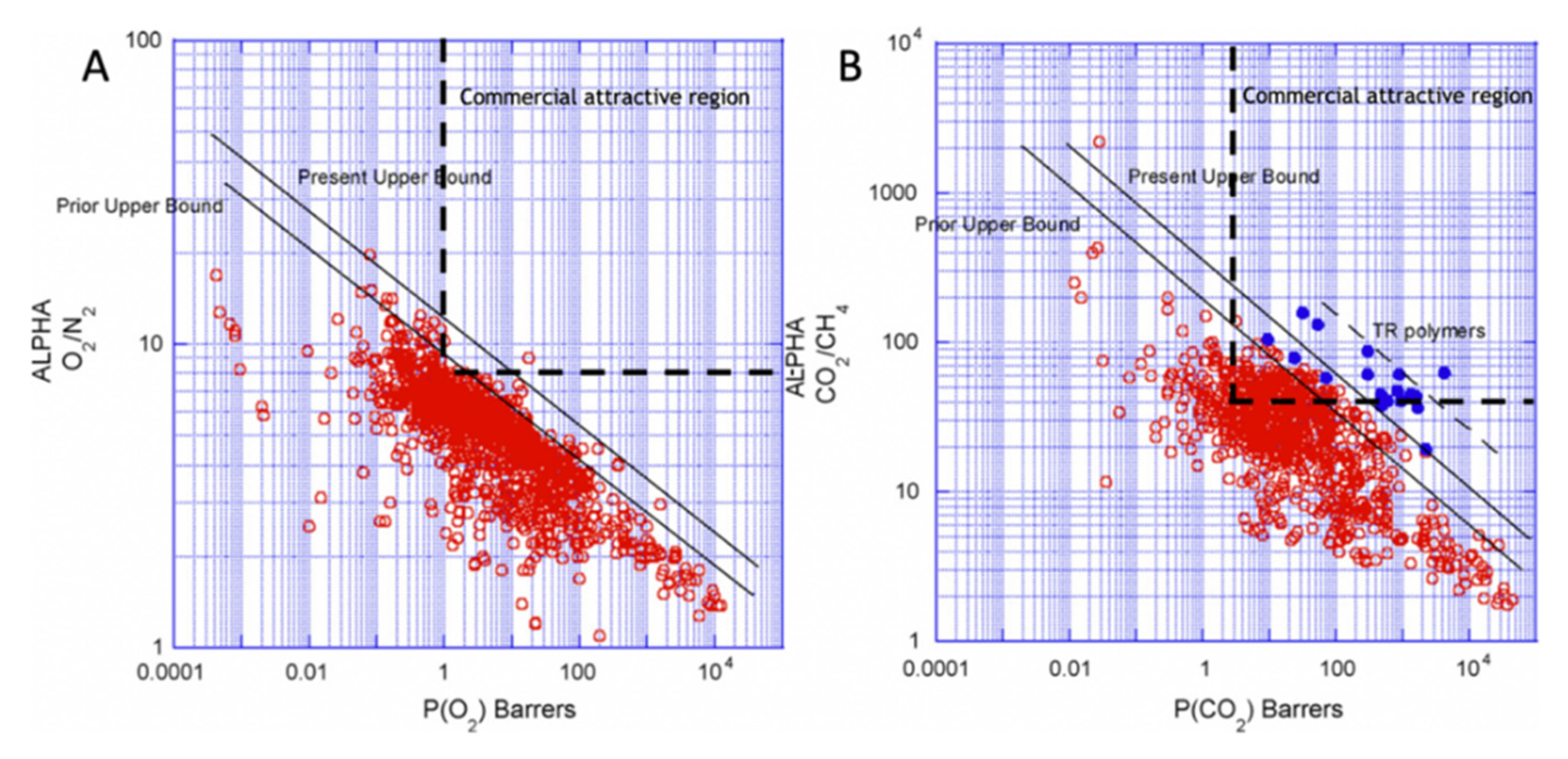
1.3. Robeson index—A New Figure of Merit
2. Cellulosic Precursors for CMSM
3. Cellulose-Based Carbon Molecular Sieve Membranes
3.1. Selection of Cellulosic Precursor
3.2. Effect of the Pre-Treatments
3.3. Effect of the Carbonization Conditions
3.4. Effect of the Post-Treatments
3.5. Effects of Inorganic Filler Addition and Polymer Blending
3.6. Aging and Regeneration of Cellulose-based CMSM
3.6.1. Exposure to Humidity
3.6.2. Exposure to Oxygen and Organics
4. Principal Applications of Cellulose-based Carbon Molecular Sieve Membranes
4.1. O2/N2 Separation
4.2. CO2/CH4 Separation
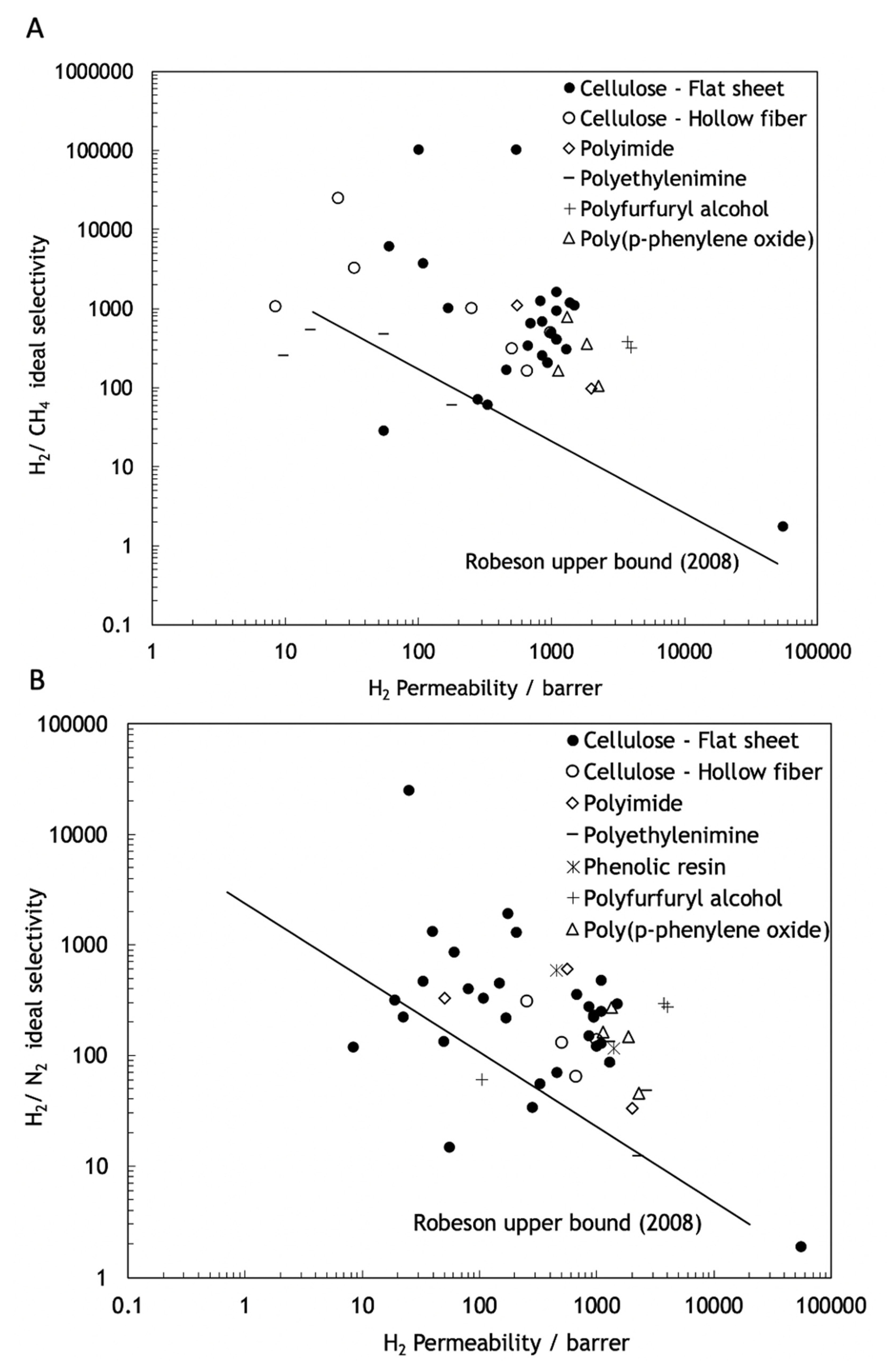
4.3. Hydrogen Recovery
5. Conclusions and Future Directions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sholl, D.S.; Lively, R.P. Seven chemical separations to change the world. Nature 2016, 532, 435–437. [Google Scholar] [CrossRef] [PubMed]
- Strathmann, H.; Giorno, L.; Drioli, E.A. Introduction to Membrane Science and Technology; Consiglio Nazionale delle Ricerche: Rome, Italy, 2011. [Google Scholar]
- Su, Y. Chapter 1. Current State-of-the-art Membrane Based Filtration and Separation Technologies. In Graphene-based Membranes for Mass Transport Applications; The Royal Society of Chemistry: London, UK, 2019; pp. 1–13. [Google Scholar]
- Hanft, S. Membrane Technology for Liquid and Gas Separations. Available online: https://www.reportlinker.com/p097908/Membrane-Technology-For-Liquid-And-Gas-Separations.html?utm_source=PRN (accessed on 31 July 2020).
- Market and Markets. Membranes Market by Material (Polymeric, Ceramic), Technology (RO, UF, MF, NF), Application (Water & Wastewater Treatment, Industrial Processing), Region (North America, APAC, Europe, MEA, South America)-Global Forecast to 2024. Available online: https://www.marketsandmarkets.com/Market-Reports/membranes-market-1176.html (accessed on 31 July 2020).
- Haider, S.; Lindbrathen, A.; Hagg, M.B. Techno-economical evaluation of membrane based biogas upgrading system: A comparison between polymeric membrane and carbon membrane technology. Green Energy Environ. 2016, 1, 222–234. [Google Scholar] [CrossRef]
- Haider, S.; Lindbrathen, A.; Lie, J.A.; Andersen, I.C.T.; Hagg, M.-B. CO2 separation with carbon membranes in high pressure and elevated temperature applications. Sep. Purif. Technol. 2018, 190, 177–189. [Google Scholar] [CrossRef]
- Haider, S.; Lindbrathen, A.; Lie, J.A.; Carstensen, P.V.; Johannessen, T.; Hagg, M.-B. Vehicle fuel from biogas with carbon membranes; a comparison between simulation predictions and actual field demonstration. Green Energy Environ. 2018, 3, 266–276. [Google Scholar] [CrossRef]
- Haider, S.; Lindbrathen, A.; Lie, J.A.; Hagg, M.-B. Carbon membranes for oxygen enriched air-Part. II: Techno-economic analysis. Sep. Purif. Technol. 2018, 205, 251–262. [Google Scholar] [CrossRef]
- Chu, Y.; He, X. Process Simulation and Cost Evaluation of Carbon Membranes for CO₂ Removal from High-Pressure Natural Gas. Membranes 2018, 8, 118. [Google Scholar] [CrossRef]
- Mulder, M. Basic Principles of Membrane Technology; Kluwer Academic Publishers: Berlin, Germany, 1996. [Google Scholar]
- Bernardo, G.; Araújo, T.; Lopes, T.; Sousa, J.; Mendes, A. Recent advances in membrane technologies for hydrogen purification. Int. J. Hydrog. Energy 2020, 45, 7313–7338. [Google Scholar] [CrossRef]
- Sanders, D.E.; Smith, Z.P.; Guo, R.; Robeson, L.M.; McGrath, J.E.; Paul, D.; Freeman, B.D. Energy-efficient polymeric gas separation membranes for a sustainable future: A review. Polymer 2013, 54, 4729–4761. [Google Scholar] [CrossRef]
- Robeson, L.M. Correlation of separation factor versus permeability for polymeric membranes. J. Membr. Sci. 1991, 62, 165–185. [Google Scholar] [CrossRef]
- Robeson, L.M. The upper bound revisited. J. Membr. Sci. 2008, 320, 390–400. [Google Scholar] [CrossRef]
- Robeson, L.M.; Smith, Z.P.; Freeman, B.D.; Paul, D. Contributions of diffusion and solubility selectivity to the upper bound analysis for glassy gas separation membranes. J. Membr. Sci. 2014, 453, 71–83. [Google Scholar] [CrossRef]
- Haider, S. A Semi-Industrial Scale Process To Produce Carbon Membranes For Gas Separation. In Faculty of Natural Sciences and Technology Department of Chemical Engineering; Norwegian University of Science and Technology: Trondheim, Norway, 2019; p. 280. [Google Scholar]
- Koresh, J.E.; Soffer, A. The Carbon Molecular Sieve Membranes. General Properties and the Permeability of CH4/H2 Mixture. Sep. Sci. Technol. 1987, 22, 973–982. [Google Scholar] [CrossRef]
- Fuertes, A.B.; Centeno, T.A. Preparation of supported carbon molecular sieve membranes. Carbon 1999, 37, 679–684. [Google Scholar] [CrossRef]
- Koresh, J.E.; Sofer, A.; Molecular Sieve Carbon Permselective Membrane. Part I. Presentation of a New Device for Gas Mixture Separation. Sep. Sci. Technol. 1983, 18, 723–734. [Google Scholar] [CrossRef]
- Koresh, J.; Soffer, A. 185. A molecular sieve carbon membrane for continuous process gas separation. Carbon 1984, 22, 225. [Google Scholar] [CrossRef]
- Kiyono, M.; Williams, P.J.; Koros, W.J. Effect of pyrolysis atmosphere on separation performance of carbon molecular sieve membranes. J. Membr. Sci. 2010, 359, 2–10. [Google Scholar] [CrossRef]
- Ismail, A.F.; Rana, D.; Matsuura, T.; Foley, H.C. Carbon-based Membranes for Separation Processes; Springer: Berlin, Germany, 2011. [Google Scholar]
- Stoeckli, H.F. Microporous carbons and their characterization: The present state of the art. Carbon 1990, 28, 1–6. [Google Scholar] [CrossRef]
- Steel, K.M.; Koros, W.J. Investigation of porosity of carbon materials and related effects on gas separation properties. Carbon 2003, 41, 253–266. [Google Scholar] [CrossRef]
- Rungta, M.; Wenz, G.B.; Zhang, C.; Xu, L.; Qiu, W.; Adams, J.S.; Koros, W.J. Carbon molecular sieve structure development and membrane performance relationships. Carbon 2017, 115, 237–248. [Google Scholar] [CrossRef]
- Ismail, A.F.; David, L.I.B. A review on the latest development of carbon membranes for gas separation. J. Membr. Sci. 2001, 193, 1–18. [Google Scholar] [CrossRef]
- Mendes, A.M.; Magalhães, F.D.; Costa, C.A.V. New Trends on Membrane Science; Springer: Dordrecht, The Netherlands, 2006. [Google Scholar]
- Campo, M.C. Carbon molecular sieve membranes for gas separation: Study, preparation and characterization. In Chemical Engineering; University of Porto: Porto, Portugal, 2009. [Google Scholar]
- Rodrigues, S.C.; Andrade, M.; Moffat, J.; Magalhães, F.D.; Mendes, A. Preparation of carbon molecular sieve membranes from an optimized ionic liquid-regenerated cellulose precursor. J. Membr. Sci. 2019, 572, 390–400. [Google Scholar] [CrossRef]
- He, X.Z. Optimization of Deacetylation Process for Regenerated Cellulose Hollow Fiber Membranes. Int. J. Polym. Sci. 2017, 2017, 1–8. [Google Scholar] [CrossRef]
- Tanco, M.A.; Tanaka, D.A. Recent Advances on Carbon Molecular Sieve Membranes (CMSMs) and Reactors. Processes 2016, 4, 29. [Google Scholar] [CrossRef]
- Foley, H.C.; Rajagopalan, R.; Merritt, A.R. WO2008020825-Carbon Nanocomposite Membranes and Methods for Their Fabrication; Publisher: State College, University Park, PA, USA, 2010. [Google Scholar]
- Xiao, Y.; Chng, M.L.; Chung, T.-S.; Toriida, M.; Tamai, S.; Chen, H.; Jean, Y. Asymmetric structure and enhanced gas separation performance induced by in situ growth of silver nanoparticles in carbon membranes. Carbon 2010, 48, 408–416. [Google Scholar] [CrossRef]
- Li, L.; Wang, C.; Wang, N.; Cao, Y.; Wang, T. The preparation and gas separation properties of zeolite/carbon hybrid membranes. J. Mater. Sci. 2015, 50, 2561–2570. [Google Scholar] [CrossRef]
- Zhang, B. Fabrication of Zeolite Hybrid Supported Carbon Membranes with High Hydrogen Permselective Performance. J. Inorg. Mater. 2016, 31, 257–262. [Google Scholar]
- Saufi, S.M.; Ismail, A.F. Fabrication of carbon membranes for gas separation—A review. Carbon 2004, 42, 241–259. [Google Scholar] [CrossRef]
- Freeman, B.D. Basis of Permeability/Selectivity Tradeoff Relations in Polymeric Gas Separation Membranes. Macromolecules 1999, 32, 375–380. [Google Scholar] [CrossRef]
- Park, H.B. Relationship between chemical structure of aromatic polyimides and gas permeation properties of their carbon molecular sieve membranes. J. Membr. Sci. 2004, 229, 117–127. [Google Scholar] [CrossRef]
- Ismail, A.F.; Li, K. From polymeric precursors to hollow fibre carbon and ceramic membranes. In Inorganic Membranes: Synthesis, Characterization and Applications; Mallada, R., Menéndez, M., Eds.; Elsevier Science: Amsterdam, The Netherlands, 2008. [Google Scholar]
- Qiu, W.; Zhang, K.; Li, F.S.; Zhang, K.; Koros, W.J. Gas separation performance of carbon molecular sieve membranes based on 6FDA-mPDA/DABA (3:2) polyimide. ChemSusChem 2014, 7, 1186–1194. [Google Scholar] [CrossRef]
- Hillock, A.M.W.; Koros, W.J. Cross-Linkable Polyimide Membrane for Natural Gas Purification and Carbon Dioxide Plasticization Reduction. Macromolecules 2007, 40, 583–587. [Google Scholar] [CrossRef]
- Wind, J.D.; Paul, D.R.; Koros, W.J. Natural gas permeation in polyimide membranes. J. Membr. Sci. 2004, 228, 227–236. [Google Scholar] [CrossRef]
- Song, C.; Wang, T.; Qiu, Y.; Qiu, J.; Cheng, H.-M. Effect of carbonization atmosphere on the structure changes of PAN carbon membranes. J. Porous Mater. 2009, 16, 197–203. [Google Scholar] [CrossRef]
- David, L.I.B.; Ismail, A.F. Influence of the thermastabilization process and soak time during pyrolysis process on the polyacrylonitrile carbon membranes for O2/N2 separation. J. Membr. Sci. 2003, 213, 285–291. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, L.; Gavalas, G.R. Preparation of supported carbon membranes from furfuryl alcohol by vapor deposition polymerization. J. Membr. Sci. 2000, 177, 25–31. [Google Scholar] [CrossRef]
- Anderson, C.J.; Pas, S.J.; Arora, G.; Kentish, S.; Hill, A.J.; Sandler, S.I.; Stevens, G.W. Effect of pyrolysis temperature and operating temperature on the performance of nanoporous carbon membranes. J. Membr. Sci. 2008, 322, 19–27. [Google Scholar] [CrossRef]
- Teixeira, M.; Campo, M.C.; Tanaka, D.P.; Tanco, M.A.L.; Magen, C.; Mendes, A. Composite phenolic resin-based carbon molecular sieve membranes for gas separation. Carbon 2011, 49, 4348–4358. [Google Scholar] [CrossRef]
- Teixeira, M.; Rodrigues, S.; Campo, M.; Tanaka, D.P.; Tanco, M.A.L.; Madeira, L.M.; Sousa, J.; Mendes, A. Boehmite-phenolic resin carbon molecular sieve membranes—Permeation and adsorption studies. Chem. Eng. Res. Des. 2014, 92, 2668–2680. [Google Scholar] [CrossRef]
- Rodrigues, S.C.; Whitley, R.; Mendes, A. Preparation and characterization of carbon molecular sieve membranes based on resorcinol–formaldehyde resin. J. Membr. Sci. 2014, 459, 207–216. [Google Scholar] [CrossRef]
- Fuertes, A.B.; Menendez, I. Separation of hydrocarbon gas mixtures using phenolic resin-based carbon membranes. Sep. Purif. Technol. 2002, 28, 29–41. [Google Scholar] [CrossRef]
- Lee, H.-C.; Monji, M.; Parsley, D.; Sahimi, M.; Liu, P.; Egolfopoulos, F.N.; Tsotsis, T.T. Use of Steam Activation as a Post-treatment Technique in the Preparation of Carbon Molecular Sieve Membranes. Ind. Eng. Chem. Res. 2013, 52, 1122–1132. [Google Scholar] [CrossRef]
- Lee, H.-J. Gas permeation properties of carbon molecular sieving membranes derived from the polymer blend of polyphenylene oxide (PPO)/polyvinylpyrrolidone (PVP). J. Membr. Sci. 2007, 296, 139–146. [Google Scholar] [CrossRef]
- Lee, H.-J.; Yoshimune, M.; Suda, H.; Haraya, K. Gas permeation properties of poly(2,6-dimethyl-1,4-phenylene oxide) (PPO) derived carbon membranes prepared on a tubular ceramic support. J. Membr. Sci. 2006, 279, 372–379. [Google Scholar] [CrossRef]
- Sedigh, M.G.; Xu, L.; Tsotsis, T.T.; Sahimi, M. Transport and Morphological Characteristics of Polyetherimide-Based Carbon Molecular Sieve Membranes. Ind. Eng. Chem. Res. 1999, 38, 3367–3380. [Google Scholar] [CrossRef]
- Tseng, H.-H.; Shih, K.; Shiu, P.-T.; Wey, M.-Y. Influence of support structure on the permeation behavior of polyetherimide-derived carbon molecular sieve composite membrane. J. Membr. Sci. 2012, 405–406, 250–260. [Google Scholar] [CrossRef]
- Lie, J.A.; Hagg, M.B. Carbon membranes from cellulose and metal loaded cellulose. Carbon 2005, 43, 2600–2607. [Google Scholar] [CrossRef]
- Campo, M.C.; Magalhaes, F.D.; Mendes, A. Carbon molecular sieve membranes from cellophane paper. J. Membr. Sci. 2010, 350, 180–188. [Google Scholar] [CrossRef]
- Grainger, D.; Hagg, M.B. Evaluation of cellulose-derived carbon molecular sieve membranes for hydrogen separation from light hydrocarbons. J. Membr. Sci. 2007, 306, 307–317. [Google Scholar] [CrossRef]
- Yang, H.; Gong, M.; Hu, J.; Liu, B.; Chen, Y.; Xiao, J.; Li, S.; Dong, Z.; Chen, H. Cellulose Pyrolysis Mechanism Based on Functional Group Evolutions by Two-Dimensional Perturbation Correlation Infrared Spectroscopy. Energy Fuels 2020, 34, 3412–3421. [Google Scholar] [CrossRef]
- Collard, F.X.; Blin, J. A review on pyrolysis of biomass constituents: Mechanisms and composition of the products obtained from the conversion of cellulose, hemicelluloses and lignin. Renew. Sustain. Energy Rev. 2014, 38, 594–608. [Google Scholar] [CrossRef]
- Lede, J. Cellulose pyrolysis kinetics: An historical review on the existence and role of intermediate active cellulose. J. Anal. Appl. Pyrolysis 2012, 94, 17–32. [Google Scholar] [CrossRef]
- Pastorova, I.; Botto, R.E.; Arisz, P.W.; Boon, J.J. Cellulose Char Structure—A Combined Analytical PY-GC-MS, FTIR, and NMR-Study. Carbohydr. Res. 1994, 262, 27–47. [Google Scholar] [CrossRef]
- Sayyed, A.J.; Deshmukh, N.A.; Pinjari, D.V. A critical review of manufacturing processes used in regenerated cellulosic fibres: Viscose, cellulose acetate, cuprammonium, LiCl/DMAc, ionic liquids, and NMMO based lyocell. Cellulose 2019, 26, 2913–2940. [Google Scholar] [CrossRef]
- Dai, Z.D.; Noble, R.D.; Gin, D.L.; Zhang, X.; Deng, L. Combination of ionic liquids with membrane technology: A new approach for CO2 separation. J. Membr. Sci. 2016, 497, 1–20. [Google Scholar] [CrossRef]
- Zhang, Z.C. Catalytic transformation of carbohydrates and lignin in ionic liquids. Wiley Interdiscip. Rev. Energy Environ. 2013, 2, 655–672. [Google Scholar] [CrossRef]
- Gupta, K.M.; Jiang, J.W. Cellulose dissolution and regeneration in ionic liquids: A computational perspective. Chem. Eng. Sci. 2015, 121, 180–189. [Google Scholar] [CrossRef]
- Soffer, A.; Koresh, J.; Saggy, S. Separation Device. U.S. Patent 4,685,940A, 8 November 1987. [Google Scholar]
- Soffer, A. Process for the production of hollow carbon fiber membranes. U.S. Patent 5,925,591A, 20 July 1999. [Google Scholar]
- Lagorsse, S.; Magalhaes, F.D.; Mendes, A. Carbon molecular sieve membranes—Sorption, kinetic and structural characterization. J. Membr. Sci. 2004, 241, 275–287. [Google Scholar] [CrossRef]
- Lagorsse, S.; Magalhães, F.D.; Mendes, A. Aging study of carbon molecular sieve membranes. J. Membr. Sci. 2008, 310, 494–502. [Google Scholar] [CrossRef]
- Vu, D.Q.; Koros, W.J.; Miller, S.J. High Pressure CO2/CH4 Separation Using Carbon Molecular Sieve Hollow Fiber Membranes. Ind. Eng. Chem. Res. 2002, 41, 367–380. [Google Scholar] [CrossRef]
- Lei, L.; Lindbråthen, A.; Hillestad, M.; Sandru, M.; Favvas, E.P.; He, X. Screening Cellulose Spinning Parameters for Fabrication of Novel Carbon Hollow Fiber Membranes for Gas Separation. Ind. Eng. Chem. Res. 2019, 58, 13330–13339. [Google Scholar] [CrossRef]
- Swaidan, R. High pressure pure- and mixed-gas separation of CO2/CH4 by thermally-rearranged and carbon molecular sieve membranes derived from a polyimide of intrinsic microporosity. J. Membr. Sci. 2013, 447, 387–394. [Google Scholar] [CrossRef]
- Rodrigues, S.C.; Andrade, M.; Moffat, J.; Magalhães, F.D.; Mendes, A. Carbon Membranes with Extremely High Separation Factors and Stability. Energy Technol. 2019, 7. [Google Scholar] [CrossRef]
- He, X.Z.; Lie, J.A.; Sheridan, E.; Hägg, M.-B. Preparation and Characterization of Hollow Fiber Carbon Membranes from Cellulose Acetate Precursors. Ind. Eng. Chem. Res. 2011, 50, 2080–2087. [Google Scholar] [CrossRef]
- He, X.Z.; Hagg, M.B. Optimization of Carbonization Process for Preparation of High Performance Hollow Fiber Carbon Membranes. Ind. Eng. Chem. Res. 2011, 50, 8065–8072. [Google Scholar] [CrossRef]
- He, X.Z.; Hagg, M.B. Hollow fiber carbon membranes: From material to application. Chem. Eng. J. 2013, 215, 440–448. [Google Scholar] [CrossRef]
- He, X.Z. Fabrication of Defect-Free Cellulose Acetate Hollow Fibers by Optimization of Spinning Parameters. Membranes 2017, 7, 27. [Google Scholar] [CrossRef] [PubMed]
- Haider, S.; Lie, J.A.; Lindbråthen, A.; Hägg, M.-B. Pilot-Scale Production of Carbon Hollow Fiber Membranes from Regenerated Cellulose Precursor-Part I: Optimal Conditions for Precursor Preparation. Membranes 2018, 8, 105. [Google Scholar] [CrossRef]
- Haider, S.; Lie, J.A.; Lindbråthen, A.; Hägg, M.-B. Pilot-Scale Production of Carbon Hollow Fiber Membranes from Regenerated Cellulose Precursor-Part II: Carbonization Procedure. Membranes 2018, 8, 97. [Google Scholar] [CrossRef]
- Lagorsse, S.; Campo, M.; Magalhães, F.D.; Mendes, A. Water adsorption on carbon molecular sieve membranes: Experimental data and isotherm model. Carbon 2005, 43, 2769–2779. [Google Scholar] [CrossRef]
- Lei, L.F.; Lindbrathen, A.; Sandru, M.; Gutierrez, M.T.G.; Zhang, X.; Hillestad, M.; He, X. Spinning Cellulose Hollow Fibers Using 1-Ethyl-3-methylimidazolium Acetate-Dimethylsulfoxide Co-Solvent. Polymers 2018, 10, 972. [Google Scholar] [CrossRef]
- Sazali, N.; Salleh, W.N.W.; Ismail, A.F. Carbon tubular membranes from nanocrystalline cellulose blended with P84 co-polyimide for H-2 and He separation. Int. J. Hydrog. Energy 2017, 42, 9952–9957. [Google Scholar] [CrossRef]
- Sazali, N.; Salleh, W.N.W.; Ismail, A.; Nordin, N.A.H.M.; Ismail, N.; Mohamed, M.A.; Aziz, F.; Yusof, N.; Jaafar, J. Incorporation of thermally labile additives in carbon membrane development for superior gas permeation performance. J. Nat. Gas. Sci. Eng. 2018, 49, 376–384. [Google Scholar] [CrossRef]
- Sazali, N.; Salleh, W.N.W.; Ismail, A.; Wong, K.C.; Iwamoto, Y. Exploiting pyrolysis protocols on BTDA-TDI/MDI (P84) polyimide/nanocrystalline cellulose carbon membrane for gas separations. J. Appl. Polym. Sci. 2019, 136, 46901. [Google Scholar] [CrossRef]
- Sazali, N.; Salleh, W.N.W.; Ismail, A.; Ismail, N.; Yusof, N.; Aziz, F.; Jaafar, J.; Kadirgama, K. Influence of intermediate layers in tubular carbon membrane for gas separation performance. Int. J. Hydrog. Energy 2019, 44, 20914–20923. [Google Scholar] [CrossRef]
- Chen, J.C.; Harrison, I.R. Modification of polyacrylonitrile (PAN) carbon fiber precursor via post-spinning plasticization and stretching in dimethyl formamide (DMF). Carbon 2002, 40, 25–45. [Google Scholar] [CrossRef]
- Lie, J.A.; Hagg, M.B. Carbon membranes from cellulose: Synthesis, performance and regeneration. J. Membr. Sci. 2006, 284, 79–86. [Google Scholar] [CrossRef]
- He, X.Z.; Hagg, M.B. Structural, kinetic and performance characterization of hollow fiber carbon membranes. J. Membr. Sci. 2012, 390, 23–31. [Google Scholar] [CrossRef]
- Liu, H.Q.; Hsieh, Y.L. Ultrafine fibrous cellulose membranes from electrospinning of cellulose acetate. J. Polym. Sci. Part. B-Polym. Phys. 2002, 40, 2119–2129. [Google Scholar] [CrossRef]
- Son, W.K.; Youk, J.H.; Lee, T.S.; Park, W.H. Electrospinning of ultrafine cellulose acetate fibers: Studies of a new solvent system and deacetylation of ultrafine cellulose acetate fibers. J. Polym. Sci. Part. B-Polym. Phys. 2004, 42, 5–11. [Google Scholar] [CrossRef]
- Adams, J.S.; Itta, A.K.; Zhang, C.; Wenz, G.B.; Sanyal, O.; Koros, W.J. New insights into structural evolution in carbon molecular sieve membranes during pyrolysis. Carbon 2019, 141, 238–246. [Google Scholar] [CrossRef]
- Geiszler, V.C.; Koros, W.J. Effects of Polyimide Pyrolysis Conditions on Carbon Molecular Sieve Membrane Properties. Ind. Eng. Chem. Res. 1996, 35, 2999–3003. [Google Scholar] [CrossRef]
- Salleh, W.N.W.; Ismail, A.; Matsuura, T.; Abdullah, M.S. Precursor Selection and Process Conditions in the Preparation of Carbon Membrane for Gas Separation: A Review. Sep. Purif. Rev. 2011, 40, 261–311. [Google Scholar] [CrossRef]
- Haider, S.; Lindbrathen, A.; Lie, J.A.; Hagg, M.-B. Carbon membranes for oxygen enriched air-Part I: Synthesis, performance and preventive regeneration. Sep. Purif. Technol. 2018, 204, 290–297. [Google Scholar] [CrossRef]
- Sazali, N.; Salleh, W.N.W.; Ismail, A.; Kadirgama, K.; Othman, F.E.C.; Ismail, N.H. Impact of stabilization environment and heating rates on P84 co-polyimide/nanocrystaline cellulose carbon membrane for hydrogen enrichment. Int. J. Hydrog. Energy 2019, 44, 20924–20932. [Google Scholar] [CrossRef]
- Sazali, N.; Salleh, W.N.W.; Ismail, A.F.; Murakami, H.; Iwamoto, Y. Oxygen separation through p84 copolyimide/nanocrystalline cellulose carbon membrane: Impact of heating rates. Chem. Eng. Commun. 2019, 1–11. [Google Scholar] [CrossRef]
- Sazali, N.; Salleh, W.N.W.; Ismail, A.; Kadirgama, K.; Moslan, M.S.; Othman, F.E.C.; Ismail, N.H.; Samykano, M.; Harun, Z. Effect of heating rates on the microstructure and gas permeation properties of carbon membranes. Malays. J. Fundam. Appl. Sci. 2018, 14, 378–381. [Google Scholar] [CrossRef]
- Fuertes, A.B. Effect of air oxidation on gas separation properties of adsorption-selective carbon membranes. Carbon 2001, 39, 697–706. [Google Scholar] [CrossRef]
- Kusakabe, K.; Yamamoto, M.; Morooka, S. Gas permeation and micropore structure of carbon molecular sieving membranes modified by oxidation. J. Membr. Sci. 1998, 149, 59–67. [Google Scholar] [CrossRef]
- Lee, H.J.; Suda, H.; Haraya, K.; Kim, D.-P. Influence of oxidation temperature on the gas permeation and separation properties in a microporous carbon membrane. Korean J. Chem. Eng. 2006, 23, 435–440. [Google Scholar] [CrossRef]
- Williams, P.J.; Koros, W.J. Gas separation by carbon membranes in advanced membrane technology and applications. In Advanced Membrane Technology and Applications; Li, N.N., Fane, A.G., Matsuura, T., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2008; pp. 599–631. [Google Scholar]
- Singh, R.; Koros, W.J. Carbon molecular sieve membrane performance tuning by dual temperature secondary oxygen doping (DTSOD). J. Membr. Sci. 2013, 427, 472–478. [Google Scholar] [CrossRef]
- Soffer, A. Method of Improving the Selectivity of Carbon Membranes by Chemical Carbon Vapor Deposition. U.S. Patent 5,695,818A, 9 December 1997. [Google Scholar]
- Tseng, H.-H.; Shiu, P.-T.; Lin, Y.-S. Effect of mesoporous silica modification on the structure of hybrid carbon membrane for hydrogen separation. Int. J. Hydrog. Energy 2011, 36, 15352–15363. [Google Scholar] [CrossRef]
- Yoda, S.; Hasegawa, A.; Suda, H.; Uchimaru, Y.; Haraya, K.; Tsuji, T.; Otake, K. Preparation of a platinum and palladium/polyimide nanocomposite film as a precursor of metal-doped carbon molecular sieve membrane via supercritical impregnation. Chem. Mater. 2004, 16, 2363–2368. [Google Scholar] [CrossRef]
- Teixeira, M.; Campo, M.; Tanaka, D.A.P.; Tanco, M.A.L.; Magen, C.; Mendes, A. Carbon–Al2O3–Ag composite molecular sieve membranes for gas separation. Chem. Eng. Res. Des. 2012, 90, 2338–2345. [Google Scholar] [CrossRef]
- Horiuchi, T.; Hidaka, H.; Fukui, T.; Kubo, Y.; Horio, M.; Suzuki, K.; Mori, T. Effect of added basic metal oxides on CO2 adsorption on alumina at elevated temperatures. Appl. Catal. A Gen. 1998, 167, 195–202. [Google Scholar] [CrossRef]
- Zhang, X.Y.; Hu, H.; Zhu, Y.; Zhu, S. Carbon molecular sieve membranes derived from phenol formaldehyde novolac resin blended with poly(ethylene glycol). J. Membr. Sci. 2007, 289, 86–91. [Google Scholar] [CrossRef]
- Itta, A.K.; Tseng, H.-H.; Wey, M.-Y. Fabrication and characterization of PPO/PVP blend carbon molecular sieve membranes for H2/N2 and H2/CH4 separation. J. Membr. Sci. 2011, 372, 387–395. [Google Scholar] [CrossRef]
- Kyotani, T. Control of pore structure in carbon. Carbon 2000, 38, 269–286. [Google Scholar] [CrossRef]
- Sazali, N.; Salleh, W.N.W.; Ismail, A.; Ismail, N.; Mohamed, M.A.; Nordin, N.A.H.M.; Sokri, M.M.; Iwamoto, Y.; Honda, S. Enhanced gas separation performance using carbon membranes containing nanocrystalline cellulose and BTDA-TDI/MDI polyimide. Chem. Eng. Res. Des. 2018, 140, 221–228. [Google Scholar] [CrossRef]
- Hägg, M.-B.; He, X. Chapter 15. Carbon molecular sieve membranes for gas separation. In Membrane Engineering for the Treatment of Gases: Gas-separation Problems Combined with Membrane Reactors; The Royal Society of Chemistry: London, UK, 2011; pp. 162–191. [Google Scholar]
- Jones, C.W.; Koros, W.J. Characterization of Ultramicroporous Carbon Membranes with Humidified Feeds. Ind. Eng. Chem. Res. 1995, 34, 158–163. [Google Scholar] [CrossRef]
- Campo, M.C.; Lagorsse, S.; Mendes, A.; Magalhães, F.D. Comparative study between a CMS membrane and a CMS adsorbent: Part II. Water vapor adsorption and surface chemistry. J. Membr. Sci. 2010, 346, 26–36. [Google Scholar] [CrossRef]
- Menendez, I.; Fuertes, A.B. Aging of carbon membranes under different environments. Carbon 2001, 39, 733–740. [Google Scholar] [CrossRef]
- Verma, S.K.; Walker, P.L. Carbon molecular sieves with stable hydrophobic surfaces. Carbon 1992, 30, 837–844. [Google Scholar] [CrossRef]
- Stoeckli, H.F.; Kraehenbuehl, F. The enthalpies of immersion of active carbons, in relation to the Dubinin theory for the volume filling of micropores. Carbon 1981, 19, 353–356. [Google Scholar] [CrossRef]
- Jones, C.W.; Koros, W.J. Carbon molecular sieve gas separation membranes-II. Regeneration following organic exposure. Carbon 1994, 32, 1427–1432. [Google Scholar] [CrossRef]
- Andrade, M.; Rodrigues, S.C.; Mendes, A. High performing CMS adsorbent for O2/N2 separation. Microporous Mesoporous Mater. 2020, 296, 109989. [Google Scholar] [CrossRef]
- Haider, S.; Lindbrathen, A.; Lie, J.A.; Hagg, M.B. Regenerated cellulose based carbon membranes for CO2 separation: Durability and aging under miscellaneous environments. J. Ind. Eng. Chem. 2019, 70, 363–371. [Google Scholar] [CrossRef]
- Ismail, A.F.; Khulbe, K.; Matsuura, T. Gas. Separation Membranes: Polymeric and Inorganic; Springer: Berlin, Germany, 2015. [Google Scholar]
- Lagorsse, S.; Magalhães, F.D.; Mendes, A. Xenon recycling in an anaesthetic closed-system using carbon molecular sieve membranes. J. Membr. Sci. 2007, 301, 29–38. [Google Scholar] [CrossRef]
- Baker, R.W. Future Directions of Membrane Gas Separation Technology. Ind. Eng. Chem. Res. 2002, 41, 1393–1411. [Google Scholar] [CrossRef]
- Belaissaoui, B.; Le Moullec, Y.; Hagi, H.; Favre, E. Energy Efficiency of Oxygen Enriched Air Production Technologies: Cryogeny vs Membranes. Energy Procedia 2014, 63, 497–503. [Google Scholar] [CrossRef]
- Centeno, T.A.; Vilas, J.L.; Fuertes, A.B. Effects of phenolic resin pyrolysis conditions on carbon membrane performance for gas separation. J. Membr. Sci. 2004, 228, 45–54. [Google Scholar] [CrossRef]
- Favvas, E.P.; Heliopoulos, N.S.; Papageorgiou, S.K.; Mitropoulos, A.; Kapantaidakis, G.C.; Kanellopoulos, N.K. Helium and hydrogen selective carbon hollow fiber membranes: The effect of pyrolysis isothermal time. Sep. Purif. Technol. 2015, 142, 176–181. [Google Scholar] [CrossRef]
- Sim, Y.H.; Wang, H.; Li, F.Y.; Chua, M.L.; Chung, T.-S.; Toriida, M.; Tamai, S.; Chung, T.-S. High performance carbon molecular sieve membranes derived from hyperbranched polyimide precursors for improved gas separation applications. Carbon 2013, 53, 101–111. [Google Scholar] [CrossRef]
- Fu, S.; Wenz, G.B.; Sanders, E.S.; Kulkarni, S.S.; Qiu, W.; Ma, C.; Koros, W.J. Effects of pyrolysis conditions on gas separation properties of 6FDA/DETDA:DABA(3:2) derived carbon molecular sieve membranes. J. Membr. Sci. 2016, 520, 699–711. [Google Scholar] [CrossRef]
- Xu, L.R.; Rungta, M.; Koros, W.J. Matrimid (R) derived carbon molecular sieve hollow fiber membranes for ethylene/ethane separation. J. Membr. Sci. 2011, 380, 138–147. [Google Scholar] [CrossRef]
- Wey, M.-Y.; Tseng, H.-H.; Chiang, C.-K. Improving the mechanical strength and gas separation performance of CMS membranes by simply sintering treatment of α-Al2O3 support. J. Membr. Sci. 2014, 453, 603–613. [Google Scholar] [CrossRef]
- Tseng, H.-H. Enhanced H2/CH4 and H2/CO2 separation by carbon molecular sieve membrane coated on titania modified alumina support: Effects of TiO2 intermediate layer preparation variables on interfacial adhesion. J. Membr. Sci. 2016, 510, 391–404. [Google Scholar] [CrossRef]
- Wang, C.; Yu, J.; Hu, X.; Huang, Y. An improvement of the hydrogen permeability of C/Al2O3 membranes by palladium deposition into the pores. Int. J. Hydrog. Energy 2013, 38, 10819–10825. [Google Scholar] [CrossRef]
- Wang, C.; Ling, L.; Huang, Y.; Yao, Y.; Song, Q. Decoration of porous ceramic substrate with pencil for enhanced gas separation performance of carbon membrane. Carbon 2015, 84, 151–159. [Google Scholar] [CrossRef]
- Yoshimune, M.; Haraya, K. Simple control of the pore structures and gas separation performances of carbon hollow fiber membranes by chemical vapor deposition of propylene. Sep. Purif. Technol. 2019, 223, 162–167. [Google Scholar] [CrossRef]
- Yoshimune, M.; Fujiwara, I.; Haraya, K. Carbon molecular sieve membranes derived from trimethylsilyl substituted poly(phenylene oxide) for gas separation. Carbon 2007, 45, 553–560. [Google Scholar] [CrossRef]
- He, X.Z.; Chu, Y.; Lindbråthen, A.; Hillestad, M.; Hagg, M.-B. Carbon molecular sieve membranes for biogas upgrading: Techno-economic feasibility analysis. J. Clean. Prod. 2018, 194, 584–593. [Google Scholar] [CrossRef]
- Peters, L.; Hussain, A.; Follmann, M.; Melin, T.; Hägg, M.-B. CO2 removal from natural gas by employing amine absorption and membrane technology—A technical and economical analysis. Chem. Eng. J. 2011, 172, 952–960. [Google Scholar] [CrossRef]
- Sefidi, V.S.; Luis, P. Advanced Amino Acid-Based Technologies for CO2 Capture: A Review. Ind. Eng. Chem. Res. 2019, 58, 20181–20194. [Google Scholar] [CrossRef]
- He, X.Z.; Kim, T.J.; Hagg, M.B. Hybrid fixed-site-carrier membranes for CO2 removal from high pressure natural gas: Membrane optimization and process condition investigation. J. Membr. Sci. 2014, 470, 266–274. [Google Scholar] [CrossRef]
- Gholamibozanjani, G.; Takht Ravanchi, M.; Soleimani, M. Application of Carbon Membranes for Gas Separation: A Review. J. Ind. Res. Technol. 2013, 3, 53–58. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| k | n | |
|---|---|---|
| O2/N2 | 1,396,000 | −5.666 |
| He/H2 | 59,910 | −4.864 |
| CO2/CH4 | 5,369,140 | −2.636 |
| CO2/N2 | 30,967,000 | −2.888 |
| H2/CO2 | 4515 | −2.302 |
| He/O2 | 4600 | −1.295 |
| H2/N2 | 97,650 | −1.484 |
| He/CO2 | 3760 | −1.192 |
| H2/O2 | 35,760 | −2.277 |
| H2/CH4 | 27,200 | −1.107 |
| He/N2 | 19,890 | −1.017 |
| He/CH4 | 19,800 | −0.809 |
| O2/N2 | He/H2 | CO2/CH4 | CO2/N2 | H2/CO2 | He/O2 | H2/N2 | He/CO2 | H2/O2 | H2/CH4 | He/N2 | He/CH4 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 12.15 | 9.599 | 357.3 | 392.5 | 38.69 | 673.6 | 2302 | 998.4 | 99.94 | 10,138 | 16,857 | 204,683 |
| Cellulosic Precursor | Conditions 1 | Permeability (Barrer) | Ideal Selectivity | Robeson Index | Ref. |
|---|---|---|---|---|---|
| Cellulose Cuprammonium | Not available Hollow fiber | O2: 34.9 CO2: 183.2 | O2/N2: 5.4 CO2/N2: 28.3 | 0.83 | [70] |
| Wood Pulp | 1 wt% TFA Tcarbonization = 550 °C Soak time = 2 h Flat membrane | O2: 54 CO2: 190 | O2/N2: 13.2 CO2/N2: 46.3 CO2/CH4: 41.3 | 2.20 0.05 0.85 | [57] |
| 70% DMSO/30% EmimAc Tcarbonization = 550 °C Flat membrane 5 wt% of MPG | O2: 5.16 CO2: 13.4 | O2/N2: 32.3 CO2/N2: 83.8 | 3.55 0.52 | [30] | |
| Cellulose Acetate 2 | 100% NMP Tcarbonization = 550 °C Soak time = 2 h Hollow fiber | O2: 41 CO2: 164 | O2/N2: 10.3 CO2/N2: 40 CO2/CH4: 109.3 | 1.63 0.60 2.12 | [77] |
| 100% NMP Tcarbonization = 650 °C Hollow fiber | CO2: <20 | CO2/N2: 40 CO2/CH4: 120 | 0.29 1.05 | [80] | |
| 100% NMP Tcarbonization = 650 °C Hollow fiber 7.5 wt% Glycerol 7.5 wt% Glucose | CO2: 260 | CO2/N2: 53.3 CO2/CH4: 160 | 0.93 3.69 | [80] | |
| 100% NMP Tcarbonization = 650 °C Hollow fiber Oxidation/Reduction/CVD | CO2: 318 | CO2/N2: 82 CO2/CH4: 246 | 1.54 6.13 | [7] | |
| Cellophane Paper | Tcarbonization = 550 °C Flat membrane | O2: 4.33 CO2: 16.9 | O2/N2: 10.3 CO2/N2: 51.2 | 0.94 0.35 | [58] |
| Tcarbonization = 550 °C Flat membrane Passivation with C3H6 | O2: 2.75 | O2/N2: 8.1 | 0.80 | [75] | |
| Tcarbonization = 600 °C Flat membrane 4 days of air exposure | O2: 0.78 CO2: 2.57 | O2/N2: 800 CO2/N2: 2600 CO2/CH4: 2600 | 63.0 9.18 100 | [75] | |
| Microcrystalline Cellulose | 75% DMSO/25% EMIMAc Tcarbonization = 600 °C Soak time = 2 h Hollow fiber 10 wt% Glycerol | O2: 74 CO2: 239 | O2/N2: 13 CO2/N2: 4.5 CO2/CH4: 186 | 2.29 0.08 4.16 | [73] |
| Precursor | Soak Time (h) | Permeability (Barrer) | Ideal Selectivity | Robeson Index | |||
|---|---|---|---|---|---|---|---|
| O2 | CO2 | O2/N2 | CO2/CH4 | O2/N2 | CO2/CH4 | ||
| Cellophane Paper | 0 | 4.33 | 16.9 | 8.80 | 0.94 | ||
| 1 | 4.87 | 17.0 | 9.90 | 98.1 | 1.08 | 0.80 | |
| 4 | 1.67 | 5.00 | 21.7 | 166.7 | 1.96 | 0.86 | |
| 8 | 0.70 | 1.93 | 31.2 | 193.0 | 2.41 | 0.69 | |
| Wood Pulp | 0 | 90 | 310 | 10.5 | 110.7 | 1.91 | 2.73 |
| 2 | 54 | 190 | 12.9 | 41.3 | 2.15 | 0.85 | |
| O2/N2 | CO2/CH4 | H2/CH4 | H2/N2 | |
|---|---|---|---|---|
| Cellulose—Flat Sheet | 63 | 100 | 2943 | 94.8 |
| Cellulose—Hollow Fiber | 42 | 6.6 | 24.3 | 6.3 |
| Polyimide (PI) | 2.0 | 18.6 | 31.8 | 18.6 |
| Polyethylenimine (PEI) | 1.6 | 4.9 | 1.7 | 7.3 |
| Phenolic Resin (PR) | 1.5 | 1.6 | - | 15.6 |
| Polyfurfuryl Alcohol (PFA) | 1.9 | 0.5 | 62.3 | 32.6 |
| Poly(p-phenylene Oxide) (PPO) | 1.9 | 3.1 | 50 | 15 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Araújo, T.; Bernardo, G.; Mendes, A. Cellulose-Based Carbon Molecular Sieve Membranes for Gas Separation: A Review. Molecules 2020, 25, 3532. https://doi.org/10.3390/molecules25153532
Araújo T, Bernardo G, Mendes A. Cellulose-Based Carbon Molecular Sieve Membranes for Gas Separation: A Review. Molecules. 2020; 25(15):3532. https://doi.org/10.3390/molecules25153532
Chicago/Turabian StyleAraújo, Tiago, Gabriel Bernardo, and Adélio Mendes. 2020. "Cellulose-Based Carbon Molecular Sieve Membranes for Gas Separation: A Review" Molecules 25, no. 15: 3532. https://doi.org/10.3390/molecules25153532
APA StyleAraújo, T., Bernardo, G., & Mendes, A. (2020). Cellulose-Based Carbon Molecular Sieve Membranes for Gas Separation: A Review. Molecules, 25(15), 3532. https://doi.org/10.3390/molecules25153532