
Chitosan and Natural Rubber Latex Biocomposite Prepared by Incorporating Negatively Charged Chitosan Dispersion



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
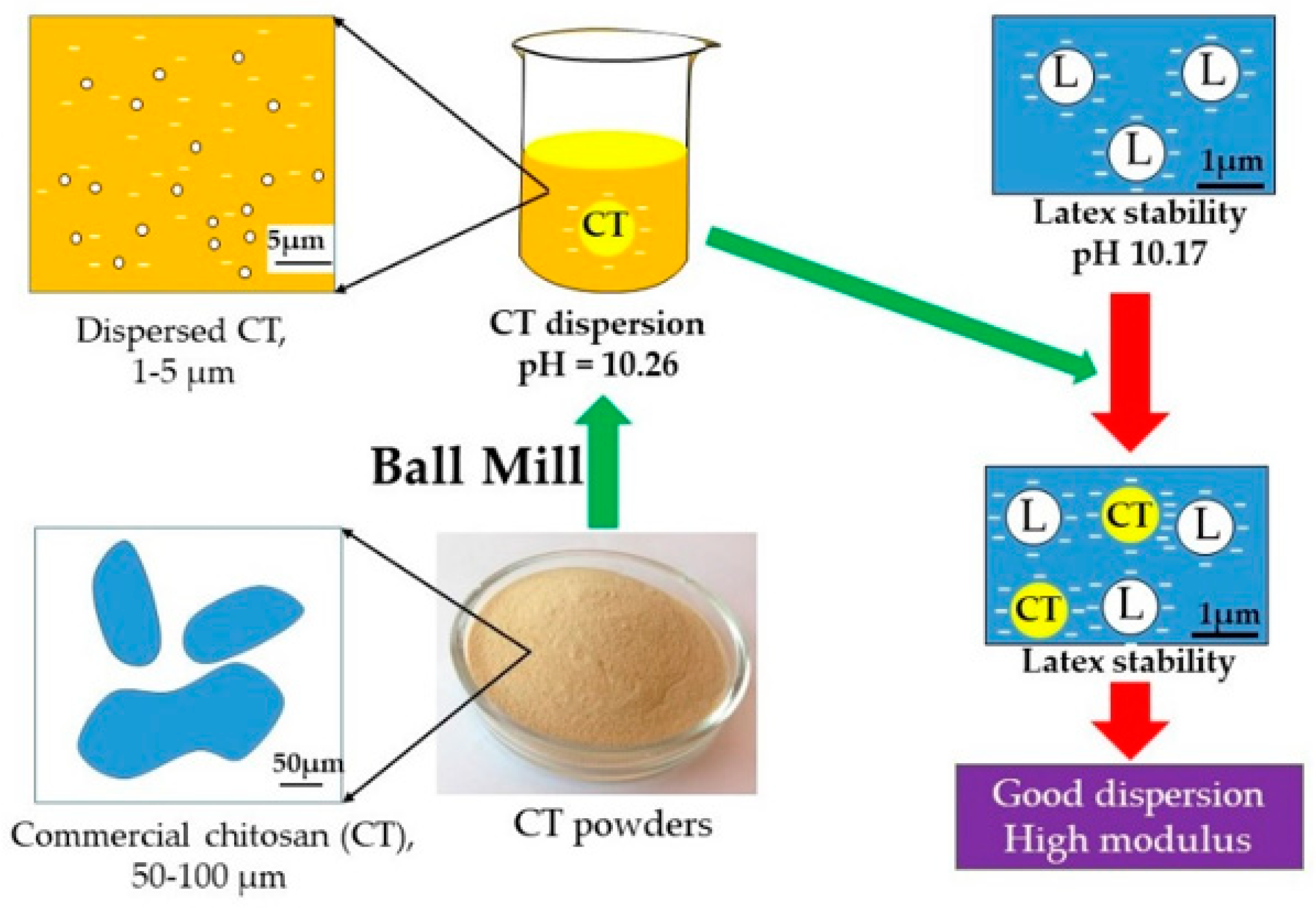
2.2. Preparation and Characterization of 10% CT Dispersion
2.3. Preparation of NRL/CT Biocomposites
2.4. Preparation of NR/CT Biocomposite Films
2.5. Characterization of Physical Properties
2.6. Evaluation of Anti-Microbial Activity
3. Results and Discussion
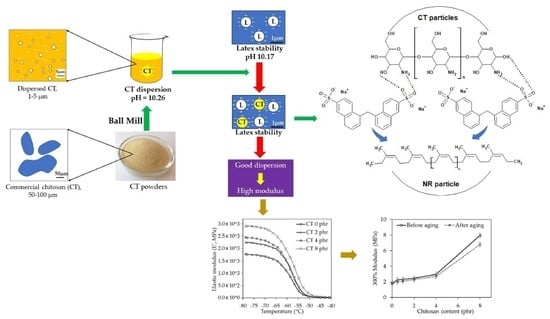
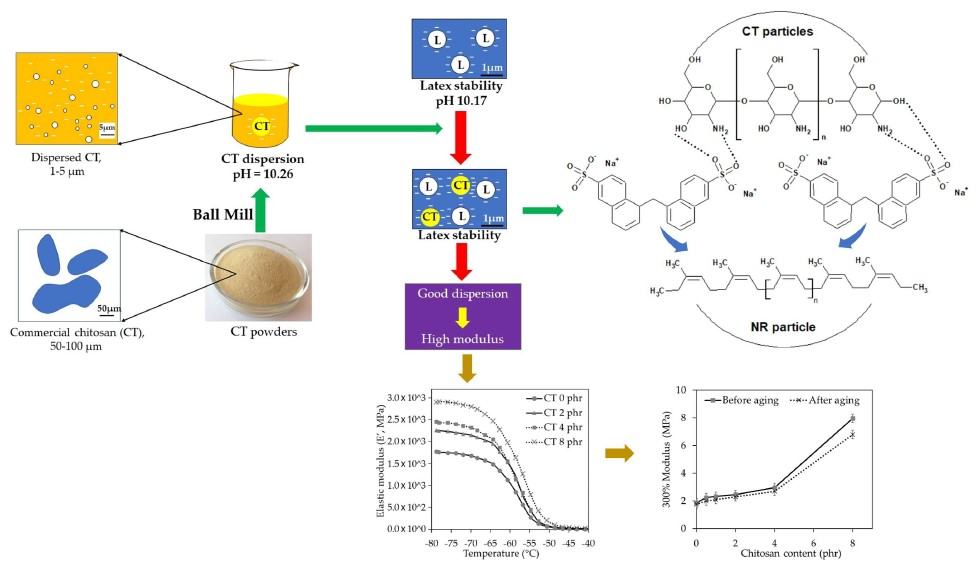
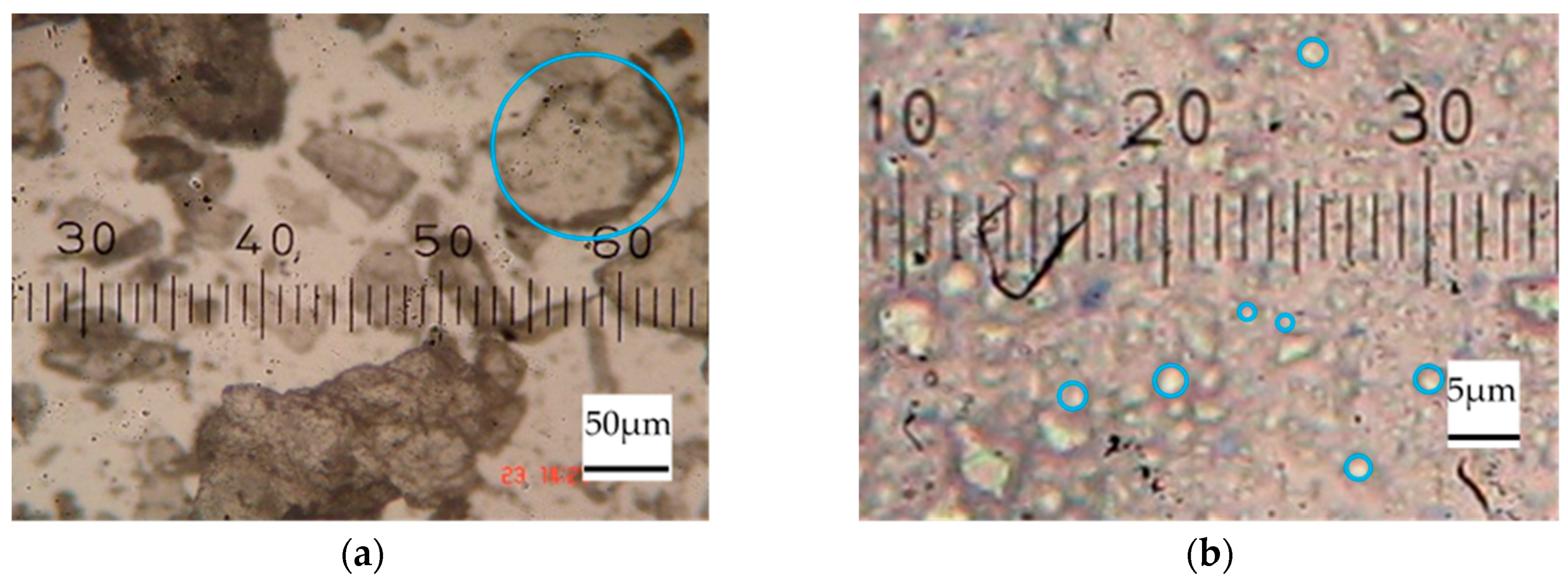
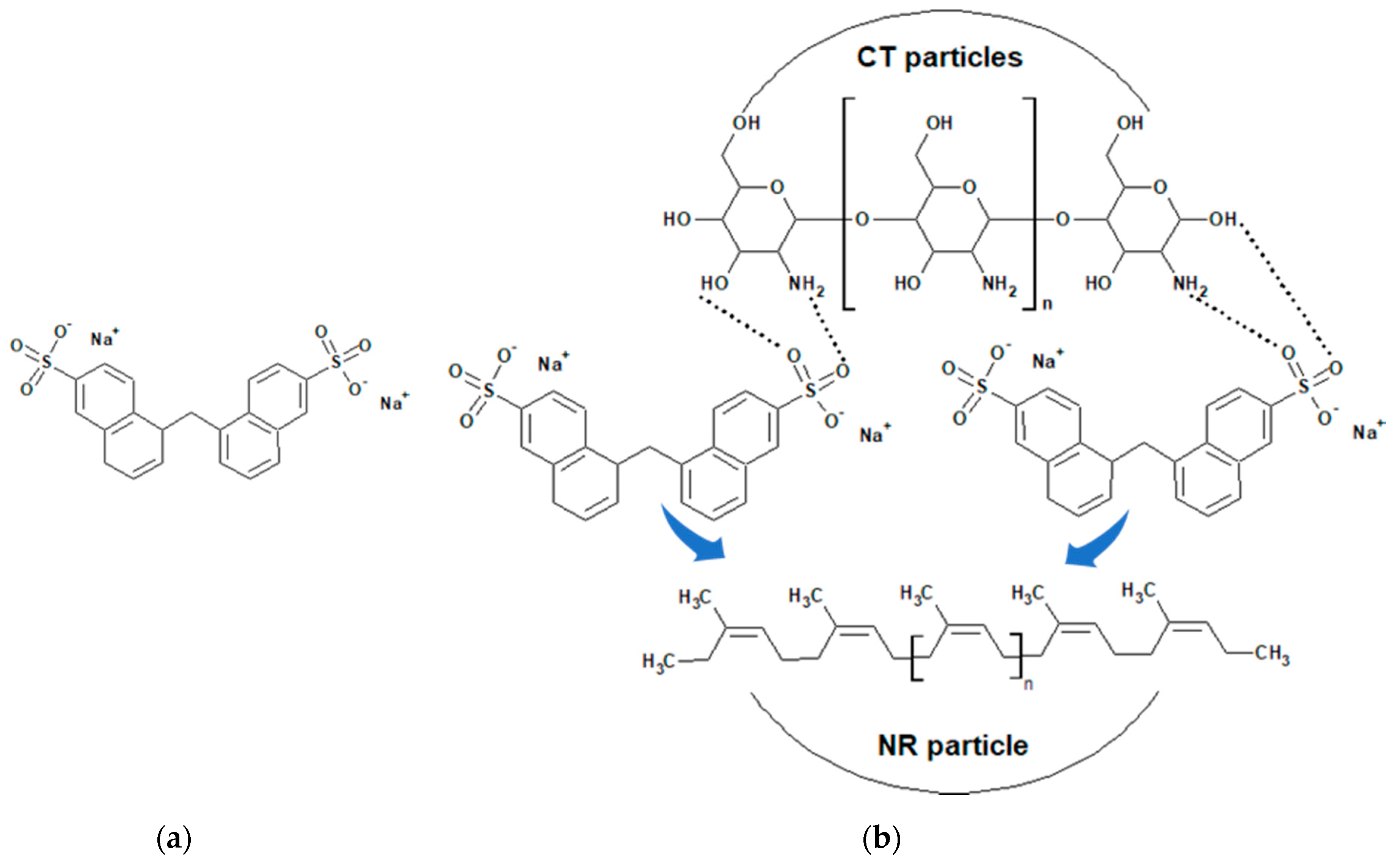
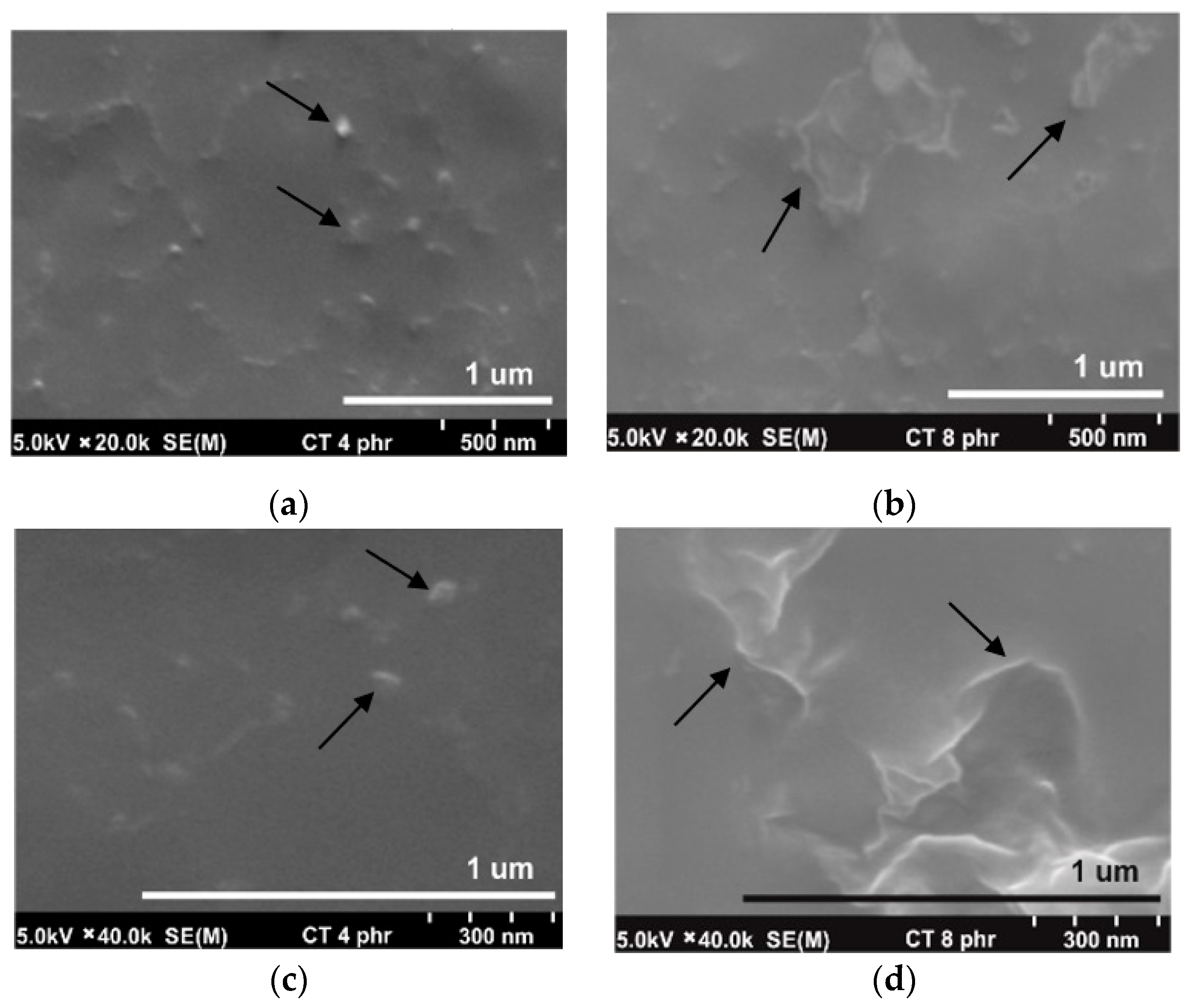
3.1. Characteristics of the 10% CT Dispersion and Morphology of the NR/CT Biocomposites
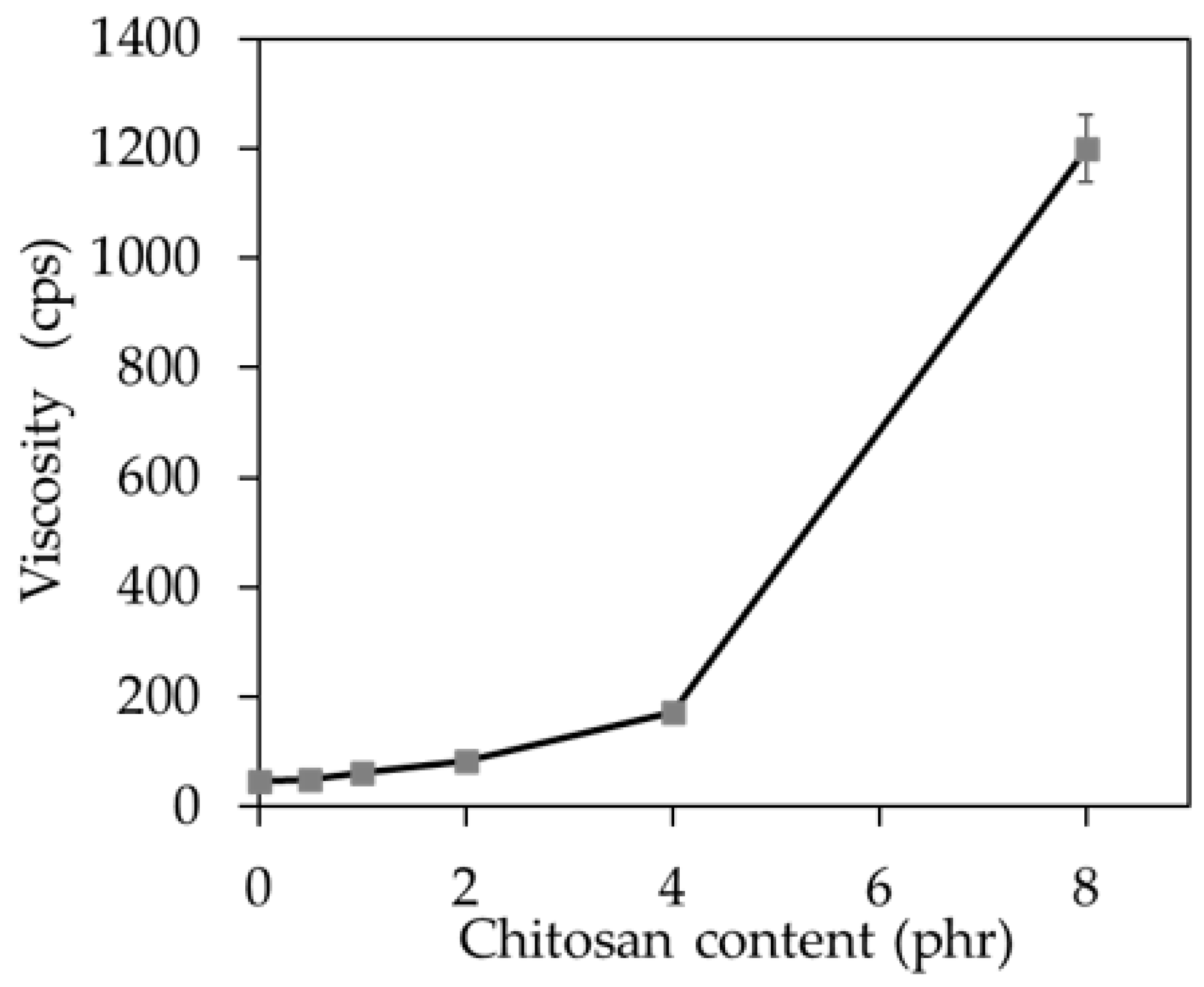
3.2. NRL/CT Latex Properties
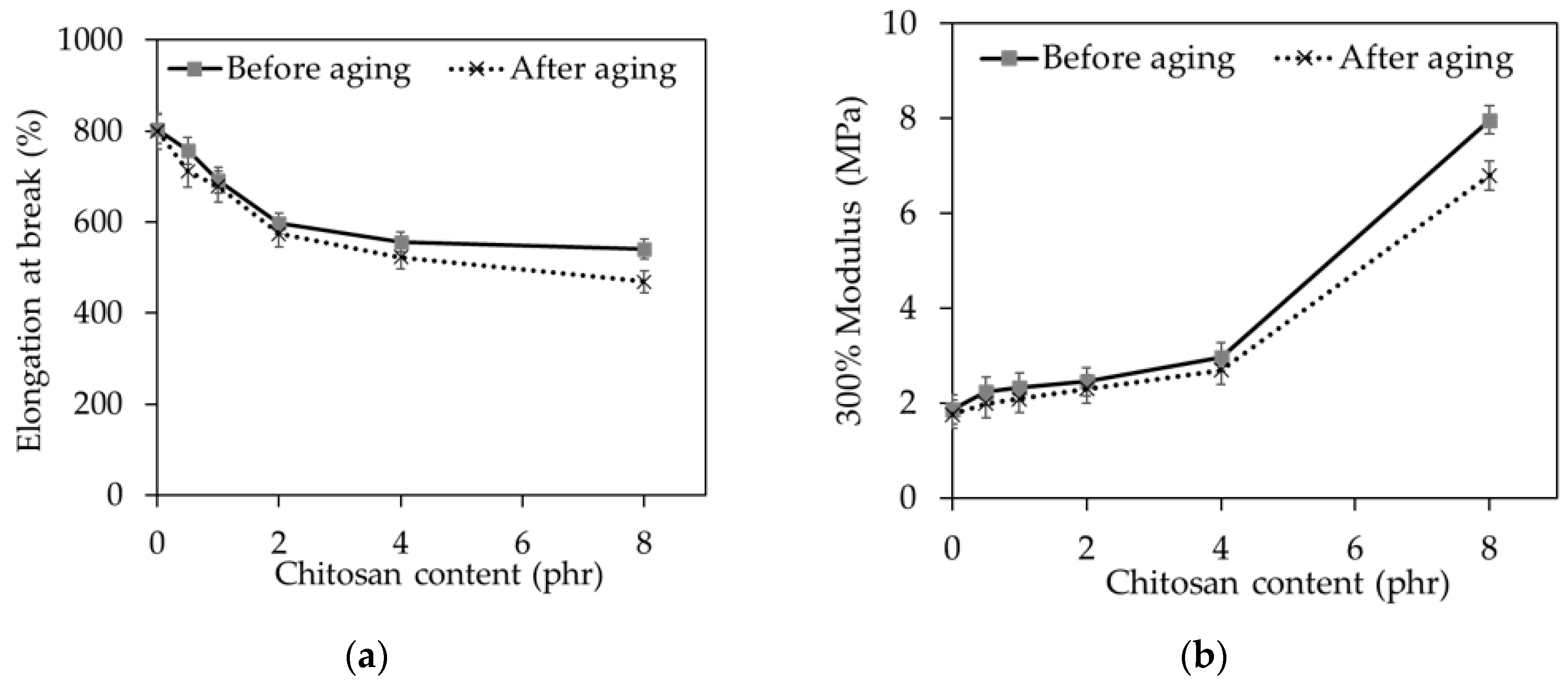
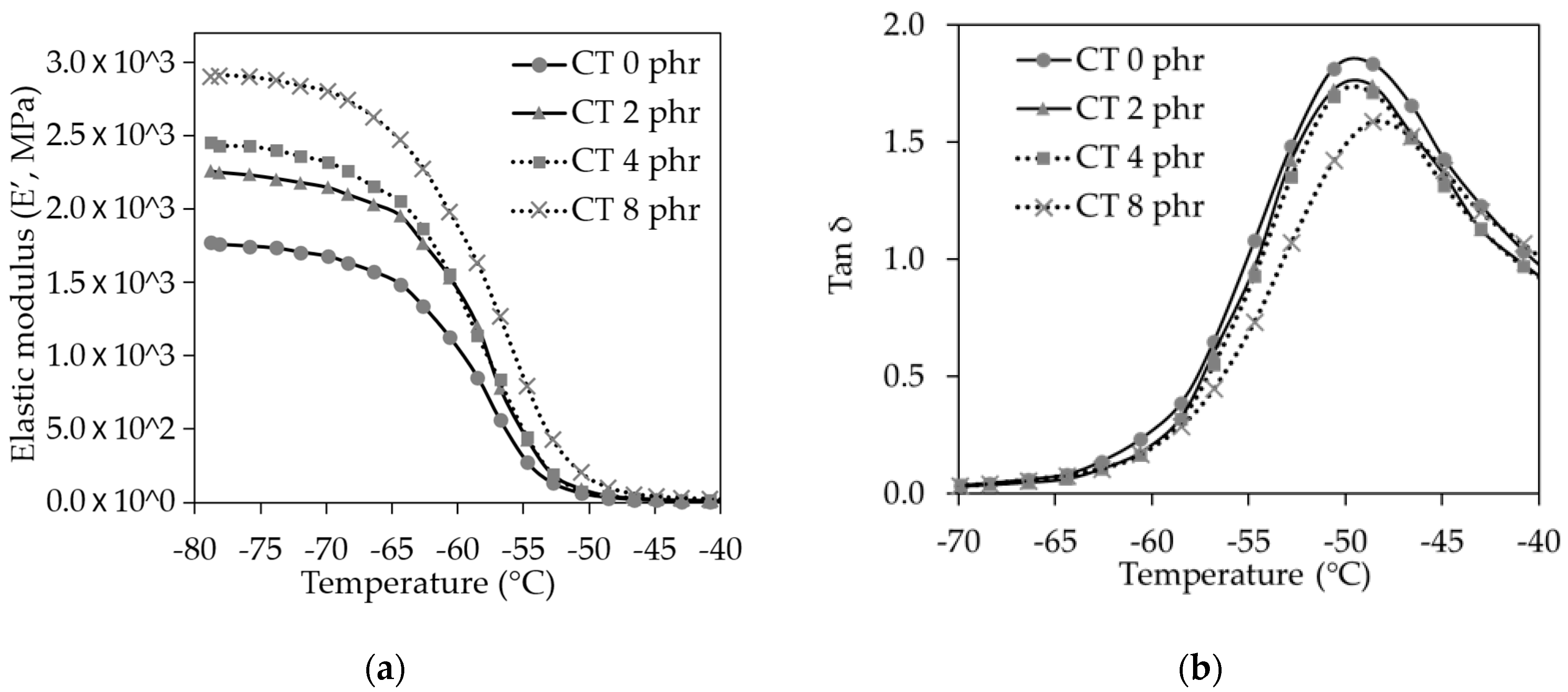
3.3. Physical Properties of NR/CT Biocomposites
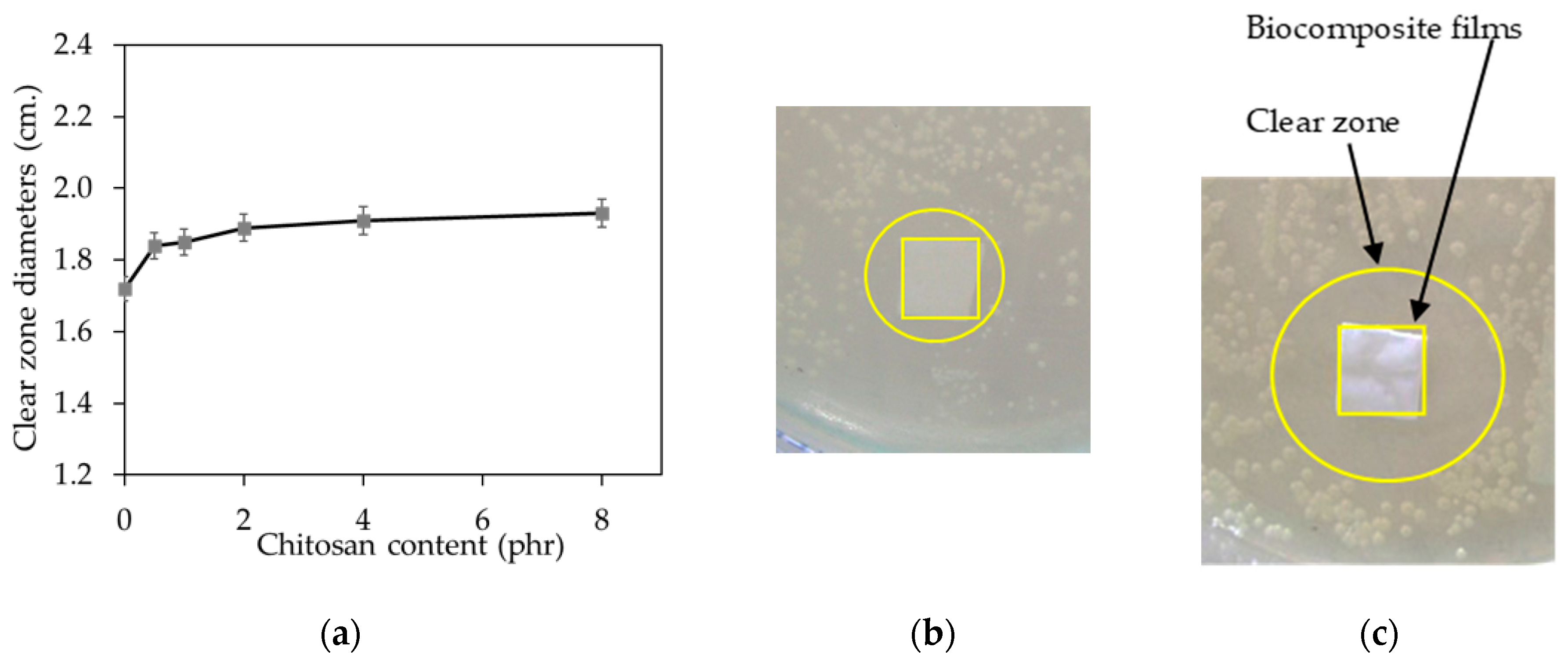
3.4. The Bacterial Growth Inhibition of NR/CT Films
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Narongwongwattana, S.S.; Rittiron, R.R.; Hock, L.C. Rapid Determination of Alkalinity (Ammonia Content) in Para Rubber Latex Using Portable and Fourier Transform-Near Infrared Spectrometers. J. Near Infrared Spectrosc. 2015, 23, 181–188. [Google Scholar] [CrossRef]
- Pichayakorn, W.; Suksaeree, J.; Boonme, P.; Taweepreda, W.; Ritthidej, G.C. Preparation of deproteinized natural rubber latex and properties of films formed by itself and several adhesive polymer blends. Ind. Eng. Chem. Res. 2012, 51, 13393–13404. [Google Scholar] [CrossRef]
- Wang, P.; Tan, K.L.; Ho, C.C.; Khew, M.C.; Kang, E.T. Surface modification of natural rubber latex films by graft copolymerization. Eur. Polym. J. 2000, 36, 1323–1331. [Google Scholar] [CrossRef]
- Pojanavaraphan, T.; Magaraphan, R. Prevulcanized natural rubber latex/clay aerogel nanocomposites. Eur. Polym. J. 2008, 44, 1968–1977. [Google Scholar] [CrossRef]
- Berki, P.; László, K.; Tung, N.T.; Karger-Kocsis, J. Natural rubber/graphene oxide nanocomposites via melt and latex compounding: Comparison at very low graphene oxide content. J. Reinf. Plast. Compos. 2017, 36, 808–817. [Google Scholar] [CrossRef]
- Chuayjuljit, S.; Mungmeechai, P.; Boonmahitthisud, A. Mechanical properties, thermal behaviors and oil resistance of epoxidized natural rubber/multiwalled carbon nanotube nanocomposites prepared via in situ epoxidation. J. Elastomers Plast. 2017, 49, 99–119. [Google Scholar] [CrossRef]
- Liu, L.; Luo, Y.; Jia, D.; Fu, W.; Guo, B. Structure and Properties of Natural Rubber-Organoclay Nanocomposites Prepared by Grafting and Intercalating Method in Latex. J. Elastomers Plast. 2006, 38, 147–161. [Google Scholar] [CrossRef]
- Sookyung, U.; Thaijaroen, W.; Nakason, C. Influence of modifying organoclay on the properties of natural rubber/organoclay nanocomposites. J. Compos. Mater. 2014, 48, 1959–1970. [Google Scholar] [CrossRef]
- Matchawet, S.; Kaesaman, A.; Bomlai, P.; Nakason, C. Electrical, dielectric, and dynamic mechanical properties of conductive carbon black/epoxidized natural rubber composites. J. Compos. Mater. 2016, 50, 2191–2202. [Google Scholar] [CrossRef]
- Saramolee, P.; Sahakaro, K.; Lopattananon, N.; Dierkes, W.K.; Noordermeer, J.W. Compatibilization of silica-filled natural rubber compounds by combined effects of functionalized low molecular weight rubber and silane. J. Elastomers Plast. 2016, 48, 145–163. [Google Scholar] [CrossRef]
- Vudjung, C.; Saengsuwan, S. Synthesis and properties of biodegradable hydrogels based on cross-linked natural rubber and cassava starch. J. Elastomers Plast. 2017, 49, 574–594. [Google Scholar] [CrossRef]
- Hassan, M.M.; El-Nemr, K.F.; El-Megeed, A.A.A. Effect of gamma radiation on physico-mechanical properties of vulcanized natural rubber/carbon fiber composites. J. Elastomers Plast. 2016, 48, 677–690. [Google Scholar] [CrossRef]
- Arévalo-Alquichire, S.; Ramírez, C.; Andrade, L.; Uscategui, Y.; Diaz, L.E.; Gómez-Tejedor, J.A.; Vallés-Lluch, A.; Valero, M.F. Polyurethanes from modified castor oil and chitosan:Synthesis, characterization, in vitro degradation, and cytotoxicity. J. Elastomers Plast. 2018, 50, 419–434. [Google Scholar] [CrossRef]
- Rathod, S.G.; Bhajantri, R.; Ravindrachary, V.; Poojary, B.; Pujari, P.; Sheela, T.; Naik, J. Influence of transport parameters on conductivity of lithium perchlorate-doped poly(vinyl alcohol)/chitosan composites. J. Elastomers Plast. 2016, 48, 442–455. [Google Scholar] [CrossRef]
- Porta, R.; Mariniello, L.; Di Pierro, P.; Sorrentino, A.; Giosafatto, C.V. Transglutaminase crosslinked pectin- and chitosan-based edible films: A review. Crit. Rev. Food Sci. Nutr. 2011, 51, 223–238. [Google Scholar] [CrossRef]
- Riyajan, S.-A.; Sukhlaaied, W. Effect of chitosan content on gel content of epoxized natural rubber grafted with chitosan in latex form. Mater. Sci. Eng. C 2013, 33, 1041–1047. [Google Scholar] [CrossRef]
- Jantanasakulwong, K.; Leksawasdi, N.; Seesuriyachan, P.; Wongsuriyasak, S.; Techapun, C.; Ougizawa, T. Reactive blending of thermoplastic starch, epoxidized natural rubber and chitosan. Eur. Polym. J. 2016, 84, 292–299. [Google Scholar] [CrossRef]
- Johns, J.; Nakason, C. Dielectric properties of natural rubber/chitosan blends: Effects of blend ratio and compatibilization. J. Non-Cryst. Solids 2011, 357, 1816–1821. [Google Scholar] [CrossRef]
- Johns, J.; Rao, V. Mechanical properties and swelling behavior of cross-linked natural rubber/chitosan blends. Int. J. Polym. Anal. Charact. 2009, 14, 508–526. [Google Scholar] [CrossRef]
- Johns, J.; Rao, V. Mechanical properties of MA compatibilised NR/CS blends. Fibers Polym. 2010, 10, 761–767. [Google Scholar] [CrossRef]
- Johns, J.; Rao, V. Characterization of natural rubber latex/chitosan blends. Int. J. Polym. Anal. Charact. 2008, 13, 280–291. [Google Scholar] [CrossRef]
- Johns, J.; Rao, V. Thermal stability, morphology, and X-ray diffraction studies of dynamically vulcanized natural rubber/chitosan blends. J. Mater. Sci. 2009, 44, 4087–4094. [Google Scholar] [CrossRef]
- Raju, G.; Mas Haris, M.R.H. Preparation and characterization of acidified chitosan immobilized in epoxidized natural rubber. Polym. Test. 2016, 53, 1–6. [Google Scholar] [CrossRef]
- Ismail, H.; Shaari, S.M.; Othman, N. The effect of chitosan loading on the curing characteristics, mechanical and morphological properties of chitosan-filled natural rubber (NR), epoxidised natural rubber (ENR) and styrene-butadiene rubber (SBR) compounds. Polym. Test. 2011, 30, 784–790. [Google Scholar] [CrossRef]
- Jayadevan, J.; Alex, R.; Gopalakrishnapanicker, U. Chemically modified natural rubber latex-poly(vinyl alcohol) blend membranes for organic dye release. React. Funct. Polym. 2017, 112, 22–32. [Google Scholar] [CrossRef]
- Ismail, H.; Rusli, A.; Azura, A.R.; Ahmad, Z. The Effect of Partial Replacement of Paper Sludge by Commercial Fillers on Natural Rubber Composites. J. Reinf. Plast. Compos. 2008, 27, 1877–1891. [Google Scholar] [CrossRef]
- Potts, J.R.; Shankar, O.; Murali, S.; Du, L.; Ruoff, R.S. Latex and two-roll mill processing of thermally-exfoliated graphite oxide/natural rubber nanocomposites. Compos. Sci. Technol. 2013, 74, 166–172. [Google Scholar] [CrossRef]
- Bardorf, M.H.; Jäger, B.; Boeckmans, E.; Kramer, A.; Assadian, O. Influence of material properties on gloves’ bacterial barrier efficacy in the presence of microperforation. Am. J. Infect. Control 2016, 44, 1645–1649. [Google Scholar] [CrossRef]
- Rego, A.; Roley, L. In-use barrier integrity of gloves: Latex and nitrile superior to vinyl. Am. J. Infect. Control 1999, 27, 405–410. [Google Scholar] [CrossRef]
- Korniewicz, D.M.; Lauciion, B.E.; Bvtz, A.; Larson, E.; Korniewicz, D.M. Integrity of vinyl and latex procedure gloves. Nurs. Res. 1989, 38, 144–146. [Google Scholar] [CrossRef]
- Neal, J.G.; Jackson, E.M.; Suber, F.; Edlich, R.F. Latex glove penetration by pathogens: A review of the literature. J. Long-Term Eff. Med. Implant. 1998, 8, 233–240. [Google Scholar]
- Korniewicz, D.M.; Kirwin, M.; Cresci, K.; Sing, T.; Choo, T.E.; Wool, M.; Larson, E. Barrier protection with examination gloves: Double versus single. Am. J. Infect. Control 1994, 22, 12–15. [Google Scholar] [CrossRef]
- Chaudhuri, R.G.; Paria, S. Synthesis of sulfur nanoparticles in aqueous surfactant solutions. J. Colloid Interface Sci. 2010, 343, 439–446. [Google Scholar] [CrossRef] [PubMed]
- Erem, A.D.; Ozcan, G.; Skrifvars, M. In vitro assessment of antimicrobial polypropylene/zinc oxide nanocomposite fibers. Text. Res. J. 2013, 83, 2152–2163. [Google Scholar] [CrossRef]
- Nicolaysen, P.H.; Klink, K.J.; Shriver, E.; Knutsen, G.; Hubbs, A.F.; Depree, G.J.; Siegel, P.D.; Weissman, D.N.; Whitmer, M.; Meade, B.J. Local and systemic toxicity in mice following subcutaneous implantation of latex penrose drains. J. Toxicol. Cutan. Ocul. Toxicol. 2004, 23, 233–248. [Google Scholar] [CrossRef]
- Abraham, E.K.; Ramesh, P.; Joseph, R. Release of dithiocarbamates into artificial sweat from latex vulcanizates: Effects of the accelerator type and storage time. J. Appl. Polym. Sci. 2006, 102, 2055–2061. [Google Scholar] [CrossRef]
- Mendoza, G.; Regiel-Futyra, A.; Tamayo, A.; Monzon, M.; Irusta, S.; de Gregorio, M.A.; Kyzioł, A.; Arruebo, M. Chitosan-based coatings in the prevention of intravascular catheter-associated infections. J. Biomater. Appl. 2017, 32, 725–737. [Google Scholar] [CrossRef]
- Kausar, A. Scientific potential of chitosan blending with different polymeric materials: A review. J. Plast. Film Sheeting 2017, 33, 384–412. [Google Scholar] [CrossRef]
- Goy, R.C.; Morais, S.T.B.; Assis, O.B.G. Evaluation of the antimicrobial activity of chitosan and its quaternized derivative on E. coli and S. aureus growth. Rev. Bras. De Farmacogn. 2016, 26, 122–127. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredient | % (w/w) |
|---|---|
| Chitosan | 10.0 |
| Bentonite clay | 1.0 |
| Sodium naphthalene sulfonate | 1.0 |
| Water | 78.0 |
| NH3 | 10.0 |
| Total | 100.0 |
| Materials | Loading (phr) | |||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | |
| 60% NRL (HA type) | 100.0 | 100.0 | 100.0 | 100.0 | 100.0 | 100.0 |
| 10% KOH | 0.2 | 0.2 | 0.2 | 0.2 | 0.2 | 0.2 |
| 10% Potassium oleate | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 |
| 50% S | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 |
| 50% ZDEC | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 |
| 50% PA | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 |
| 50% ZnO | 2.0 | 2.0 | 2.0 | 2.0 | 2.0 | 2.0 |
| 10% Chitosan | 0.0 | 0.5 | 1.0 | 2.0 | 4.0 | 8.0 |
| CT Loading (phr) | % TSC | % NH3 | pH | KOH No. | CN |
|---|---|---|---|---|---|
| 0.0 | 45.67 | 0.42 | 10.17 | 0.65 | 2 |
| 0.5 | 45.09 | 0.52 | 10.23 | 0.64 | 2 |
| 1.0 | 45.32 | 0.52 | 10.14 | 0.64 | 2 |
| 2.0 | 45.82 | 0.57 | 10.33 | 0.62 | 2 |
| 4.0 | 45.21 | 0.70 | 10.45 | 0.55 | 2 |
| 8.0 | 45.83 | 0.96 | 10.16 | 0.67 | 2 |
| Methods | CT Content (phr) | 300% Modulus (MPa) |
|---|---|---|
| Acid solution mixed | 10.0 | 3.0 |
| Dry mixed | 10.0 | 2.7 |
| Dispersion | 8.0 | 8.1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Boonrasri, S.; Sae–Oui, P.; Rachtanapun, P. Chitosan and Natural Rubber Latex Biocomposite Prepared by Incorporating Negatively Charged Chitosan Dispersion. Molecules 2020, 25, 2777. https://doi.org/10.3390/molecules25122777
Boonrasri S, Sae–Oui P, Rachtanapun P. Chitosan and Natural Rubber Latex Biocomposite Prepared by Incorporating Negatively Charged Chitosan Dispersion. Molecules. 2020; 25(12):2777. https://doi.org/10.3390/molecules25122777
Chicago/Turabian StyleBoonrasri, Siwarote, Pongdhorn Sae–Oui, and Pornchai Rachtanapun. 2020. "Chitosan and Natural Rubber Latex Biocomposite Prepared by Incorporating Negatively Charged Chitosan Dispersion" Molecules 25, no. 12: 2777. https://doi.org/10.3390/molecules25122777
APA StyleBoonrasri, S., Sae–Oui, P., & Rachtanapun, P. (2020). Chitosan and Natural Rubber Latex Biocomposite Prepared by Incorporating Negatively Charged Chitosan Dispersion. Molecules, 25(12), 2777. https://doi.org/10.3390/molecules25122777