
Bio-Polyethylene-Based Composites Reinforced with Alkali and Palmitoyl Chloride-Treated Coffee Silverskin

 ,
,  ,
,  ,
, 
 ,
, 
Abstract
1. Introduction
2. Results
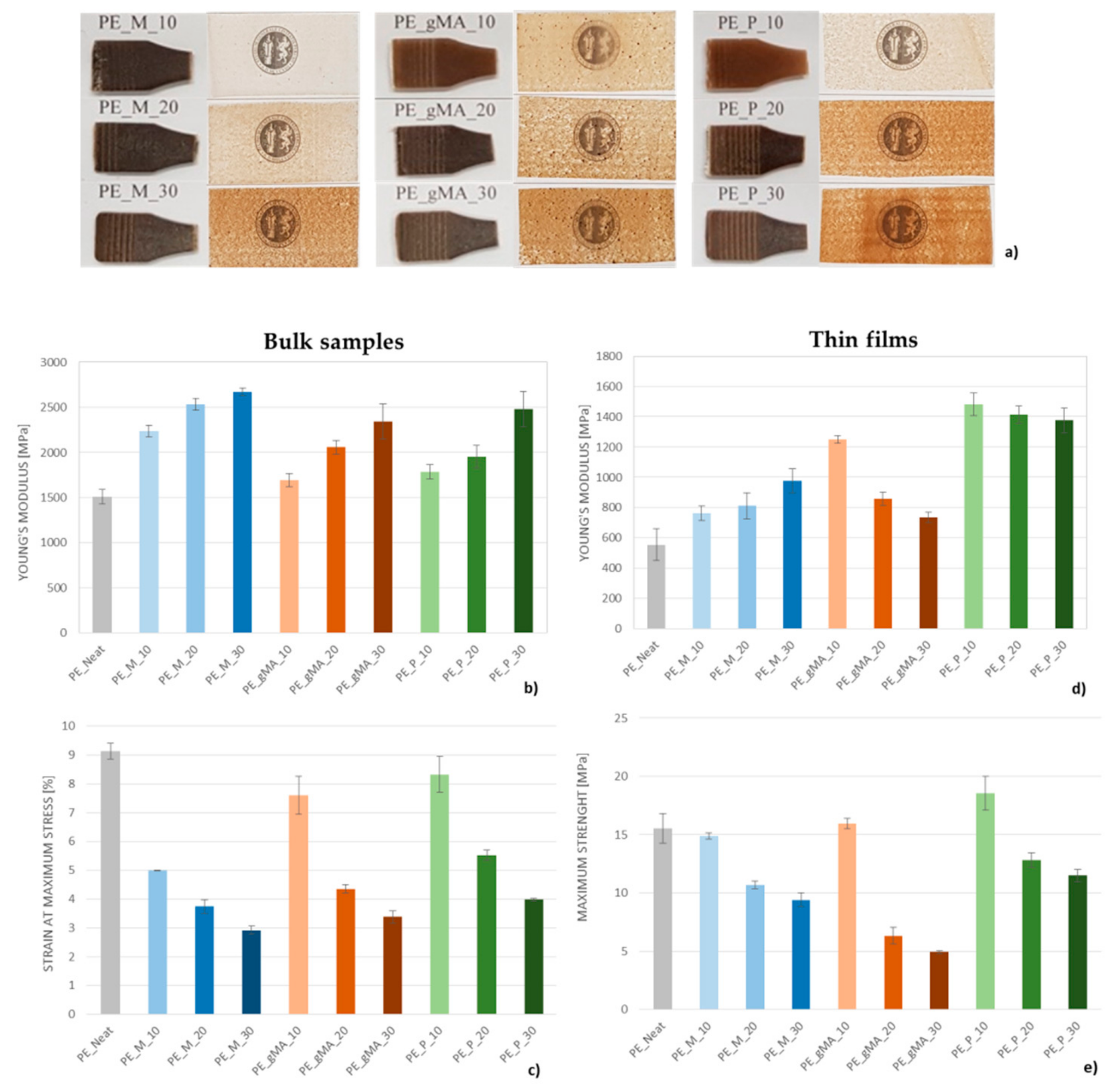
2.1. Mechanical Characterization of Bulk and Thin Films Based on BioPE_CSS
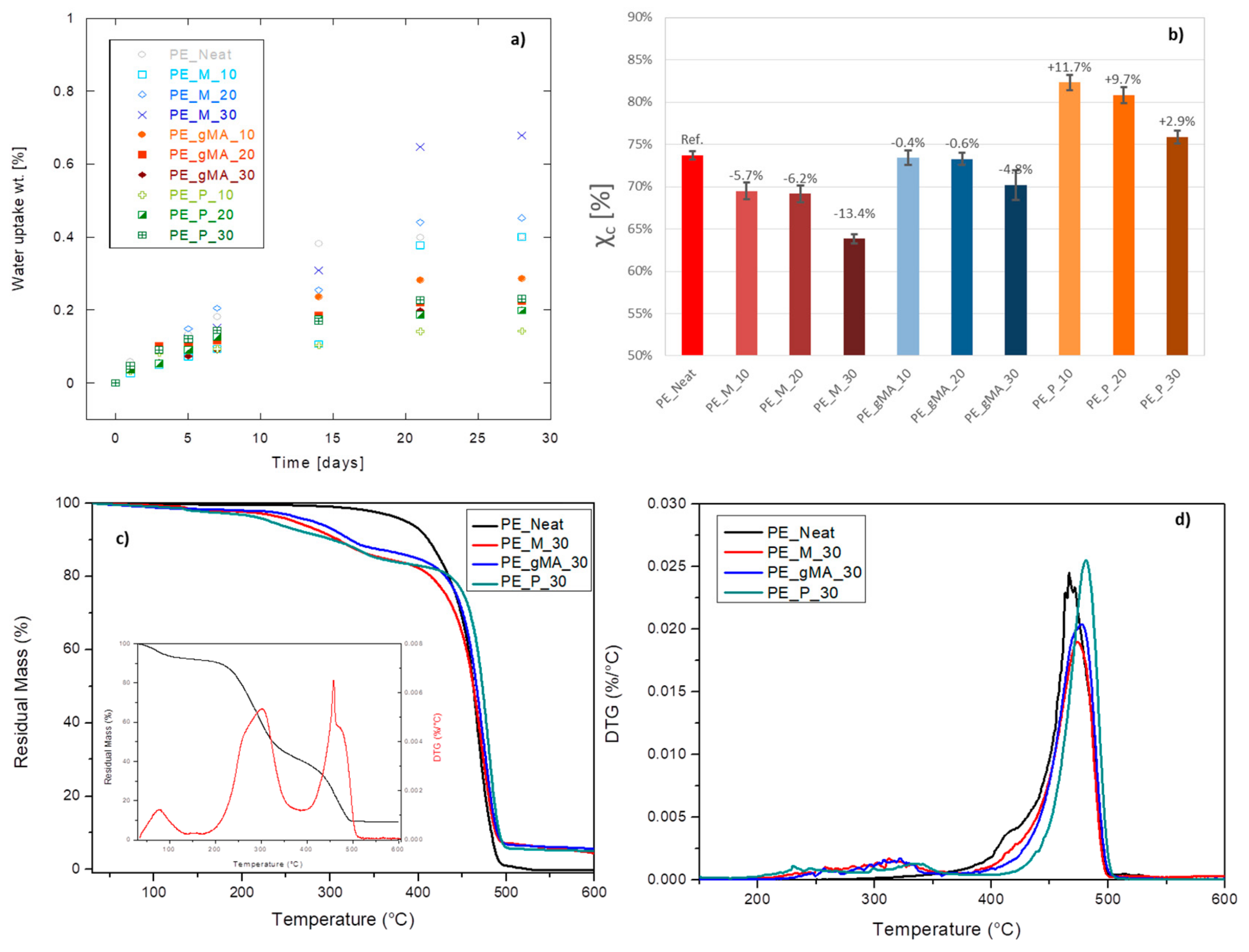
2.2. Wettability and Water Uptake of BioPE_CSS Films
3. Discussion
4. Materials and Methods
4.1. Surface Treatments of Coffee Silver Skin
4.2. Manufacturing of BioPE_CSS Composites
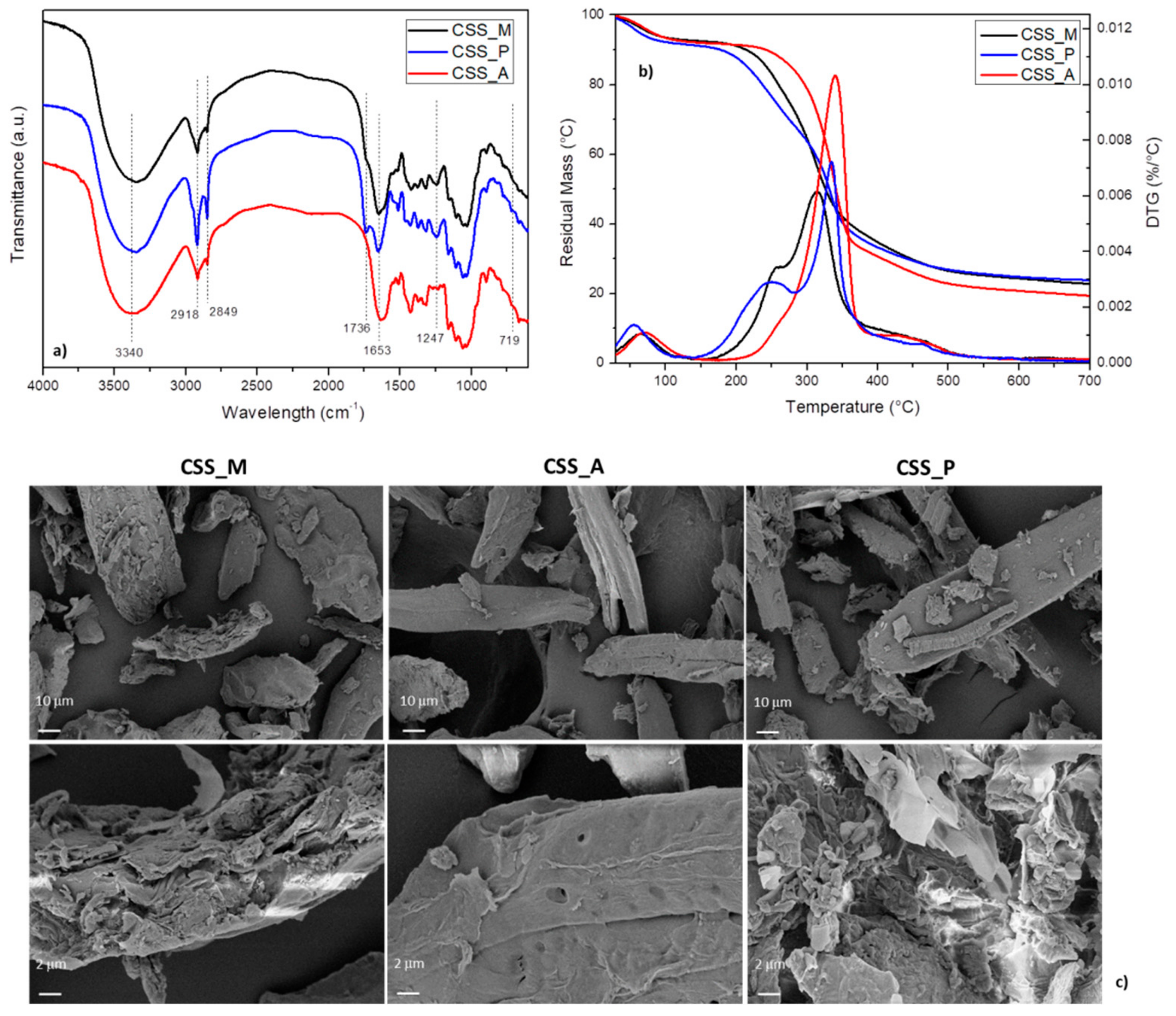
4.3. Thermal and Spectroscopic Characterization of Coffee Silver Skin
4.4. Thermal and Mechanical Characterization of BioPE_CSS Bulk and Thin Films Composites
4.5. Water Uptake of BioPE_CSS Films
4.6. Colorimetry of BioPE_CSS Films
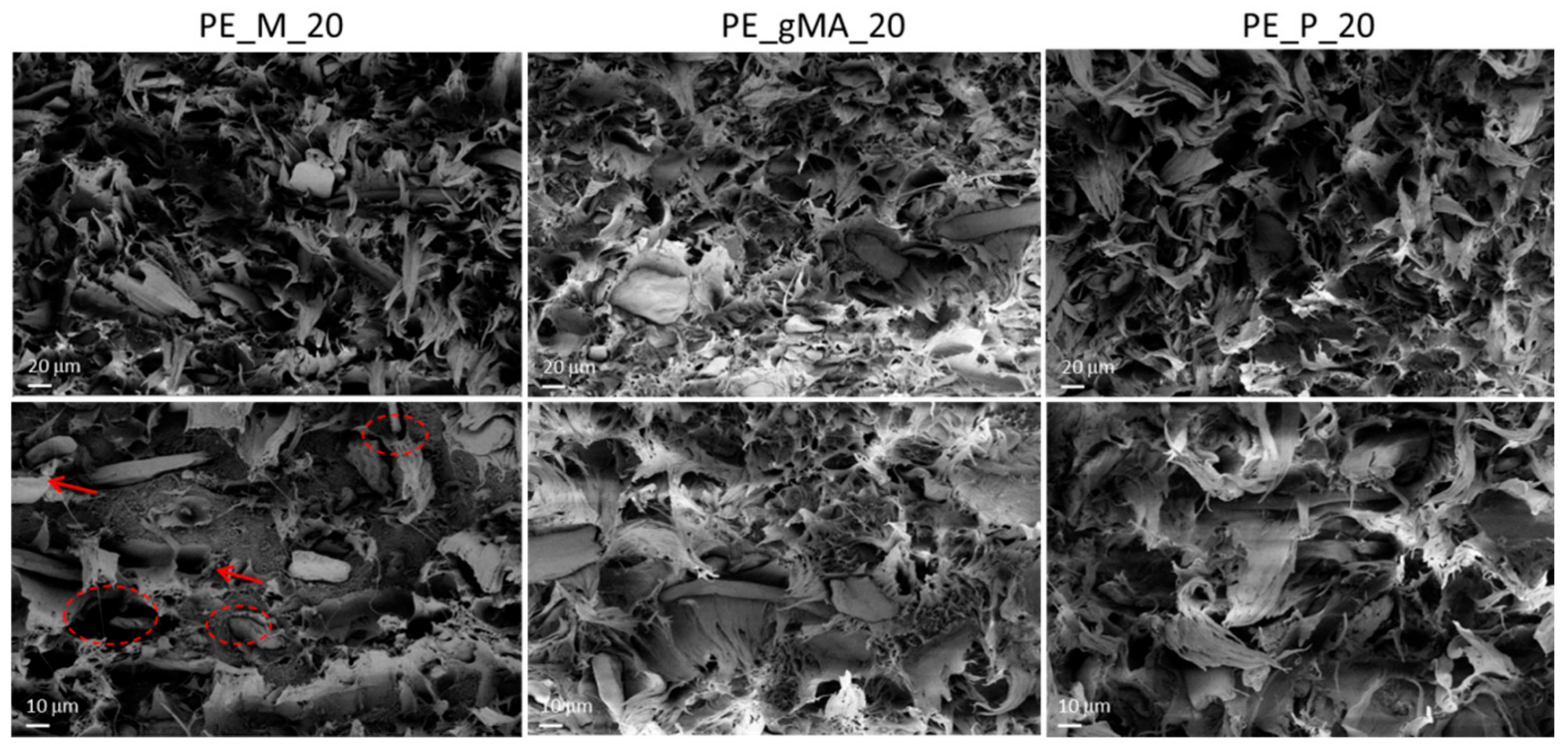
4.7. Morphology of the of Fractured Surfaces of BioPE_CSS Bulk Composites
Author Contributions
Funding
Conflicts of Interest
References
- Carbonell-Verdú, A.; García-García, D.; Jordá, A.; Samper, M.D.; Balart, R. Development of slate fiber reinforced high density polyethylene composites for injection molding. Compos. Part. B Eng. 2015, 69, 460–466. [Google Scholar] [CrossRef]
- Zhang, H. Effect of a novel coupling agent, alkyl ketene dimer, on the mechanical properties of wood–plastic composites. Mater. Des. 2014, 59, 130–134. [Google Scholar] [CrossRef]
- Garcia-Garcia, D.; Carbonell-Verdu, A.; Jordá-Vilaplana, A.; Balart, R.; Garcia-Sanoguera, D. Development and characterization of green composites from bio-based polyethylene and peanut shell. J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Das, O.; Sarmah, A.K.; Bhattacharyya, D. A sustainable and resilient approach through biochar addition in wood polymer composites. Sci. Total Environ. 2015, 512, 326–336. [Google Scholar] [CrossRef] [PubMed]
- Bayer, J.; Granda, L.A.; Méndez, J.A.; Pèlach, M.A.; Vilaseca, F.; Mutijé, P. Cellulose polymer composites (WPC). In Advanced High Strength Natural Fibre Composites in Construction; Deans, M., Ed.; Elsevier: Berkeley, CA, USA, 2017; pp. 115–139. [Google Scholar]
- Spear, M.; Eder, A.; Carus, M. Wood polymer composites. In Wood Composites; Ansell, M., Ed.; Elsevier: Berkeley, CA, USA, 2015; pp. 195–249. [Google Scholar]
- Saba, N.; Paridah, M.; Jawaid, M. Mechanical properties of kenaf fibre reinforced polymer composite: A review. Constr. Build. Mater. 2015, 76, 87–96. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Montanes, N.; Garcia-Garcia., D.; Carbonell-Verdu, A.; Balart, R.; Torres-Giner, S. Effect of different compatibilizers on injection-molded green composite pieces based on polylactide filled with almond shell flour. Compos. Part. B Eng. 2018, 147, 76–85. [Google Scholar] [CrossRef]
- Chan, C.M.; Vandi, L.J.; Pratt, S.; Halley, P.; Richardson, D.; Werker, A.; Laycock, B. Mechanical properties of poly (3-hydroxybutyrate-co-3-hydroxyvalerate)/wood flour composites: Effect of interface modifiers. J. Appl. Polym. Sci. 2018, 135, 46828. [Google Scholar] [CrossRef]
- Gao, H.; Xie, Y.; Ou, R.; Wang, Q. Grafting effects of polypropylene/polyethylene blends with maleic anhydride on the properties of the resulting wood–plastic composites. Compos. Part. A Appl. Sci. Manuf. 2012, 43, 150–157. [Google Scholar] [CrossRef]
- Lv, S.; Gu, J.; Tan, H.; Zhang, Y. Modification of wood flour/PLA composites by reactive extrusion with maleic anhydride. J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Zhang, J.-F.; Sun, X. Mechanical properties of poly (lactic acid)/starch composites compatibilized by maleic anhydride. Biomacromolecules 2004, 5, 1446–1451. [Google Scholar] [CrossRef]
- Wu, C.-S. Physical properties and biodegradability of maleated-polycaprolactone/starch composite. Polym. Degrad. Stab. 2003, 80, 127–134. [Google Scholar] [CrossRef]
- Sobczak, L.; Brüggemann, O.; Putz, R. Polyolefin composites with natural fibers and wood-modification of the fiber/filler–matrix interaction. J. Appl. Polym. Sci. 2013, 127, 1–17. [Google Scholar] [CrossRef]
- Kabir, M.; Wang, H.; Lau, K.T.; Cardona, F. Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Compos. Part. B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- García-García, D.; Carbonell, A.; Samper, M.D.; García-Sanoguera, D.; Balart, R. Green composites based on polypropylene matrix and hydrophobized spend coffee ground (SCG) powder. Compos. Part B Eng. 2015, 78, 256–265. [Google Scholar] [CrossRef]
- Corrales, F.; Vilaseca, F.; Llop, M.; Girones, J.; Mendez, J.A.; Mutje, P. Chemical modification of jute fibers for the production of green-composites. J. Hazard. Mater. 2007, 144, 730–735. [Google Scholar] [CrossRef] [PubMed]
- Hyvärinen, M.; Kärki, T. The Effects of the Substitution of Wood Fiberwith Agro-based Fiber (Barley Straw) on the Properties of Natural Fiber/Polypropylene Composites. In MATEC Web of Conferences. EDP Sci. 2015, 30, 01014. [Google Scholar] [CrossRef]
- Murthy, P.S.; Naidu, M.M. Production and application of xylanase from Penicillium sp. utilizing coffee by-products. Food Bioprocess. Technol. 2012, 5, 657–664. [Google Scholar] [CrossRef]
- Ballesteros, L.F.; Teixeira, J.A.; Mussatto, S.I. Chemical, functional, and structural properties of spent coffee grounds and coffee silverskin. Food Bioprocess. Technol. 2014, 7, 3493–3503. [Google Scholar] [CrossRef]
- Janissen, B.; Huynh, T. Chemical composition and value-adding applications of coffee industry by-products: A review. Resour. Cons. Rec. 2018, 128, 110–117. [Google Scholar] [CrossRef]
- Martinez-Saez, N.; Ullate, M.; Martin-Cabrejas, M.A.; Martorell, P.; Genovés, S.; Ramon, D.; del Castillo, M.D. A novel antioxidant beverage for body weight control based on coffee silverskin. Food Chem. 2014, 150, 227–234. [Google Scholar] [CrossRef]
- Garcia-Serna, E.; Martinez Saez, N.; Mesìas, M.; Morales, F.J.; del Castillo, M.D. Use of coffee silverskin and stevia to improve the formulation of biscuits. Pol. J. Food Nutr. Sci. 2014, 64, 243–251. [Google Scholar] [CrossRef]
- Ateş, G.; Elmacı, Y. Coffee silverskin as fat replacer in cake formulations and its effect on physical, chemical and sensory attributes of cakes. LWT 2018, 90, 519–525. [Google Scholar]
- Rodrigues, F.; Matias, R.; Ferreira, M.; Amaral, M.H.; Oliveira, M.B.P.P. In vitro and in vivo comparative study of cosmetic ingredients Coffee silverskin and hyaluronic acid. Exp. Derm. 2016, 25, 572–574. [Google Scholar] [CrossRef] [PubMed]
- Rodrigues, F.; Palmeira-de-Oliveira, A.; das Neves, J.; Sarmento, B.; Amaral, M.H.; Oliveira, M.B.P.P. Coffee silverskin: A possible valuable cosmetic ingredient. Pharm. Biol. 2015, 53, 386–394. [Google Scholar] [CrossRef]
- Fernandez-Gomez, B.; Ramos, S.; Goya, L.; Mesa, M.D.; del Castillo, M.D.; Martìn, M.A. Coffee silverskin extract improves glucose-stimulated insulin secretion and protects against streptozotocin-induced damage in pancreatic INS-1E beta cells. Food Res. Int. 2016, 89, 1015–1022. [Google Scholar] [CrossRef]
- Bessada, S.M.; Alves, R.C.; Costa, A.S.G.; Nunes, M.A.; Oliveira, M.B.P.P. Coffea canephora silverskin from different geographical origins: A comparative study. Sci. Total Environ. 2018, 645, 1021–1028. [Google Scholar] [CrossRef] [PubMed]
- Sarasini, F.; Tirillò, J.; Zuorro, A.; Maffei, G.; Lavecchia, R.; Puglia, D.; Dominici, F.; Luzi, F.; Valente, T.; Torre, L. Recycling coffee silverskin in sustainable composites based on a poly (butylene adipate-co-terephthalate)/poly (3-hydroxybutyrate-co-3-hydroxyvalerate) matrix. Ind. Crop. Prod. 2018, 118, 311–320. [Google Scholar] [CrossRef]
- Sarasini, F.; Luzi, F.; Dominici, F.; Maffei, G.; Iannone, A.; Zuorro, A.; Lavecchia, R.; Torre, L.; Corbonell-Verdu, A.; Balart, R. Effect of Different Compatibilizers on Sustainable Composites Based on a PHBV/PBAT Matrix Filled with Coffee Silverskin. Polymers 2018, 10, 1256. [Google Scholar] [CrossRef] [PubMed]
- Zarrinbakhsh, N.; Wang, T.; Rodriguez-Uribe, A.; Manjusri-Misra, M.; Mohanty, A.K.; Wang, T.; Rodriguez-Uribe, A.; Manjusri-Misra, M.; Mohanty, A.K. Characterization of wastes and coproducts from the coffee industry for composite material production. BioResources 2016, 11, 7637–7653. [Google Scholar] [CrossRef]
- Lu, N.; Swan, R.H.; Ferguson, J. Composition, structure, and mechanical properties of hemp fiber reinforced composite with recycled high-density polyethylene matrix. J. Compos. Mater. 2011, 46, 1915–1924. [Google Scholar] [CrossRef]
- Prakash, G.K.; Mahadevan, K.M. Enhancing the properties of wood through chemical modification with palmitoyl chloride. Appl. Surf. Sci. 2008, 254, 1751–1756. [Google Scholar] [CrossRef]
- Grégoire, D.; Gontard, N.; Guerin, D.; Heux, L.; Lecomte, J.; Molina-Boisseau, S.; Angellier-Coussy, H. Exploring the potential of gas-phase esterification to hydrophobize the surface of micrometric cellulose particles. Europ. Polym. J. 2019, 115, 138–146. [Google Scholar]
- Figen, A.K.; İsmail, O.; Pişkin, S. Devolatilization non-isothermal kinetic analysis of agricultural stalks and application of TG-FT/IR analysis. J. Therm. Anal. Calorim. 2012, 107, 1177. [Google Scholar] [CrossRef]
- Albano, C.; Gonzalez, J.; Ichazo, M.; Kaiser, D. Thermal stability of blends of polyolefins and sisal fiber. Polym. Degrad. Stab. 1999, 66, 179–190. [Google Scholar] [CrossRef]
- Varhegyi, G.; Jakab, E.; Till, F.; Szekely, T. Thermogravimetric-mass spectrometric characterization of the thermal decomposition of sunflower stem. Energy Fuels 1989, 3, 755–760. [Google Scholar] [CrossRef]
- Jandura, P.; Riedl, B.; Kokta, B.V. Thermal degradation behavior of cellulose fibers partially esterified with some long chain organic acids. Polym. Degrad. Stab. 2000, 70, 387–394. [Google Scholar] [CrossRef]
- Ochoa, D.R.H.; Rojas-Vargas, J.A.; Costa, Y. Characterization of NaOH-treated Colombian silverskin coffee fiber as a composite reinforcement. BioResources 2017, 12, 8803–8812. [Google Scholar]
- Wang, Y.; Wang, X.; Heim, L.-O.; Breitzke, H.; Buntkowsky, G.; Zhang, K. Superhydrophobic surfaces from surface-hydrophobized cellulose fibers with stearoyl groups. Cellulose 2014, 22, 289–299. [Google Scholar] [CrossRef]
- Mastrocola, D.; Munari, M.; Cioroi, M.; Lerici, C.R. Interaction between Maillard reaction, products and lipid oxidation in starch-based model systems. J. Sci. Food Agric. 2000, 80, 684–690. [Google Scholar] [CrossRef]
- Pasquini, D.; de Morais Teixeira, E.; Aprigio da Silva Curvelo, A.; Belgacem, M.N.; Dufresne, A. Surface esterification of cellulose fibres: Processing and characterisation of low-density polyethylene/cellulose fibres composites. Compos. Sci. Technol. 2008, 68, 193–201. [Google Scholar] [CrossRef]
- Kim, H.-S.; Lee, B.-H.; Choi, S.-W.; Kim, S.; Kim, H.-J. The effect of types of maleic anhydride-grafted polypropylene (MAPP) on the interfacial adhesion properties of bio-flour-filled polypropylene composites. Compos. Part. A Appl. Sci. Manuf. 2007, 38, 1473–1482. [Google Scholar] [CrossRef]
- Yao, N.; Zhang, P.; Song, L.X.; Kang, M.; Lu, Z.Y.; Zheng, R. Stearic acid coating on circulating fluidized bed combustion fly ashes and its effect on the mechanical performance of polymer composites. Appl. Surf. Sci. 2013, 279, 109–115. [Google Scholar] [CrossRef]
- Moustafa, H.; Guizani, C.; Dupont, C.; Martin, V.; Jeguirim, M.; Dufresne, A. Utilization of Torrefied Coffee Grounds as Reinforcing Agent to Produce High-Quality Biodegradable PBAT Composites for Food Packaging Applications. ACS Sustain. Chem. Eng. 2017, 5, 1906–1916. [Google Scholar] [CrossRef]
- Daramola, O.O.; Akinwekomi, A.D.; Adediran, A.A.; Akindote-White, O.; Sadiku, E.R. Mechanical performance and water uptake behaviour of treated bamboo fibre-reinforced high-density polyethylene composites. Heliyon 2019, 5, e02028. [Google Scholar] [CrossRef]
- Srivastava, P.; Sinha, S. Effect of alkali treatment on hair fiber as reinforcement of HDPE composites: Mechanical properties and water absorption behavior. Sci. Eng. Compos. Mater. 2018, 25, 571–578. [Google Scholar] [CrossRef]
- Hoque, B.; Solaiman; Hafizul, A.B.M.; Hasan Mahmud, A.; Nobi, A. Mechanical, Degradation and Water Uptake Properties of Fabric Reinforced Polypropylene Based Composites: Effect Alkali Compos. Fibers 2018, 6, 94. [Google Scholar] [CrossRef]
- Gu, R.; Kokta, B.V.; Michalkova, D.; Dimzoski, B.; Fortelny, I.; Slouf, M.; Krulis, Z. Characteristics of wood-plastic composites reinforced with organo-nanoclays. J. Reinf. Plastics Compos. 2010, 29, 3566–3586. [Google Scholar]
- Garcia-Garcia, D.; Quiles-Carrillo, L.; Montanes, N.; Fombuena, V.; Balart, R. Manufacturing and Characterization of Composite Fibreboards with Posidonia oceanica Wastes with an Environmentally-Friendly Binder from Epoxy Resin. Materials 2018, 11, 35. [Google Scholar] [CrossRef]
- Elisa, Z.; Mariastella, S.; Paul, G. Heterogeneous Acylation of Flax Fibers. Reaction Kinetics and Surface Properties. Biomacromolecules 2003, 4, 821–827. [Google Scholar]
- Samper-Madrigal, M.D.; Fenollar, O.; Dominici, F.; Balart, R.; Kenny, J.M. The effect of sepiolite on the compatibilization of polyethylene-thermoplastic starch blends for environmentally friendly films. J. Mater. Sci. 2014, 50, 863–872. [Google Scholar] [CrossRef]
- Wunderlich, B.; Cormier, C.M. Heat of fusion of polyethylene. J. Polym. Sci. Part A Polym. Phys. 1967, 5, 987–988. [Google Scholar] [CrossRef]
- Lindsey, D.T.; Wee, A.G. Perceptibility and acceptability of CIELAB color differences in computer-simulated teeth. J. Dent. 2007, 35, 593–599. [Google Scholar] [CrossRef]
Sample Availability: Samples of the compounds are not available. |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bulk Samples | Films Samples | |||
|---|---|---|---|---|
| Sample | Maximum Strength [MPa] | Strain at Break [%] | Strain at Maximum Stress [%] | Strain at Break [%] |
| PE_Neat | 21.1 ± 0.5 | 708.3 ± 0.5 | 13.2 ± 0.5 | 84.0 ± 5.5 |
| PE_M_10 | 21.2 ± 1.2 | 25.7 ± 1.1 | 5.1 ± 0.7 | 13.7 ± 1.1 |
| PE_M_20 | 22.0 ± 1.0 | 5.5 ± 0.3 | 3.3 ± 0.8 | 9.5 ± 0.4 |
| PE_M_30 | 21.7 ± 1.8 | 5.0 ± 0.4 | 1.6 ± 0.1 | 3.9 ± 0.6 |
| PE_gMA_10 | 21.9 ± 1.1 | 50.4 ± 16.5 | 1.8 ± 0.1 | 1.9 ± 0.1 |
| PE_gMA_20 | 22.7 ± 0.8 | 8.8 ± 1.0 | 1.2 ± 0.4 | 1.8 ± 0.8 |
| PE_gMA_30 | 22.8 ± 1.3 | 4.1 ± 0.5 | 0.4 ± 0.2 | 0.9 ± 0.2 |
| PE_P_10 | 21.2 ± 1.2 | 52.3 ± 11.6 | 2.1 ± 0.4 | 3.1 ± 0.4 |
| PE_P_20 | 20.4 ± 1.0 | 13.6 ± 0.4 | 1.9 ± 0.2 | 3.0 ± 0.2 |
| PE_P_30 | 20.3 ± 0.8 | 6.9 ± 0.7 | 1.9 ± 0.2 | 2.8 ± 0.2 |
| Formulations | L* | a* | b* | ∆E* |
|---|---|---|---|---|
| White Control | 99.47 ± 0.00 | −0.08 ± 0.01 | −0.08 ± 0.01 | - |
| PE_Neat | 99.22 ± 0.03 | −0.14 ± 0.02 | 0.05 ± 0.02 | 0.26 ± 0.04 |
| PE_M_10 | 93.57 ± 0.73 | 0.75 ± 0.11 | 7.55 ± 0.20 | 9.70 ± 0.36 |
| PE_M_20 | 86.08 ± 2.10 | 2.55 ± 0.53 | 15.07 ± 1.96 | 20.39 ± 2.90 |
| PE_M_30 | 71.54 ± 4.16 | 6.31 ± 1.09 | 23.97 ± 3.18 | 37.41 ± 5.33 |
| PE_gMA_10 | 69.67 ± 0.96 | 5.93 ± 0.37 | 28.78 ± 1.22 | 41.92 ± 1.50 |
| PE_gMA_20 | 68.12 ± 2.36 | 6.24 ± 0.58 | 27.38 ± 1.17 | 42.16 ± 2.57 |
| PE_gMA_30 | 64.25 ± 5.97 | 7.12 ± 1.48 | 28.57 ± 3.09 | 45.99 ± 6.72 |
| PE_P_10 | 71.30 ± 2.55 | 7.93 ± 0.89 | 28.97 ± 1.77 | 41.25 ± 3.16 |
| PE_P_20 | 68.16 ± 3.66 | 8.90 ± 1.30 | 28.37 ± 3.32 | 43.25 ± 5.10 |
| PE_P_30 | 67.76 ± 0.60 | 9.02 ± 0.19 | 27.46 ± 0.33 | 42.98 ± 0.69 |
| Matrix (wt %) | Reinforcement (wt %) | Code |
|---|---|---|
| 100 | - | PE_Neat |
| 90 | 10_Milled CSS | PE_M_10 |
| 80 | 20_Milled CSS | PE_M_20 |
| 70 | 30_Milled CSS | PE_M_30 |
| 90 (MA grafted bioPE) | 10_Alkali treated CSS | PE_gMA_10 |
| 80 (MA grafted bioPE) | 20_Alkali treated CSS | PE_gMA_20 |
| 70 (MA grafted bioPE) | 30_Alkali treated CSS | PE_gMA_30 |
| 90 | 10_Palmitoyl treated CSS | PE_P_10 |
| 80 | 20_Palmitoyl treated CSS | PE_P_20 |
| 70 | 30_Palmitoyl treated CSS | PE_P_30 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dominici, F.; García García, D.; Fombuena, V.; Luzi, F.; Puglia, D.; Torre, L.; Balart, R. Bio-Polyethylene-Based Composites Reinforced with Alkali and Palmitoyl Chloride-Treated Coffee Silverskin. Molecules 2019, 24, 3113. https://doi.org/10.3390/molecules24173113
Dominici F, García García D, Fombuena V, Luzi F, Puglia D, Torre L, Balart R. Bio-Polyethylene-Based Composites Reinforced with Alkali and Palmitoyl Chloride-Treated Coffee Silverskin. Molecules. 2019; 24(17):3113. https://doi.org/10.3390/molecules24173113
Chicago/Turabian StyleDominici, Franco, Daniel García García, Vicent Fombuena, Francesca Luzi, Debora Puglia, Luigi Torre, and Rafael Balart. 2019. "Bio-Polyethylene-Based Composites Reinforced with Alkali and Palmitoyl Chloride-Treated Coffee Silverskin" Molecules 24, no. 17: 3113. https://doi.org/10.3390/molecules24173113
APA StyleDominici, F., García García, D., Fombuena, V., Luzi, F., Puglia, D., Torre, L., & Balart, R. (2019). Bio-Polyethylene-Based Composites Reinforced with Alkali and Palmitoyl Chloride-Treated Coffee Silverskin. Molecules, 24(17), 3113. https://doi.org/10.3390/molecules24173113