
Innovative Banana Fiber Nonwoven Reinforced Polymer Composites: Pre- and Post-Treatment Effects on Physical and Mechanical Properties




Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
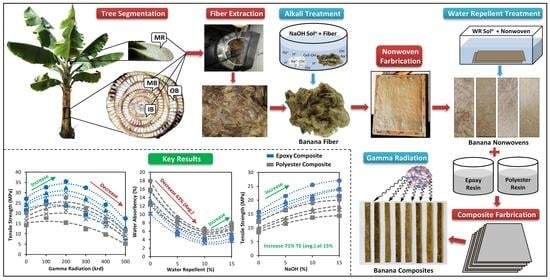
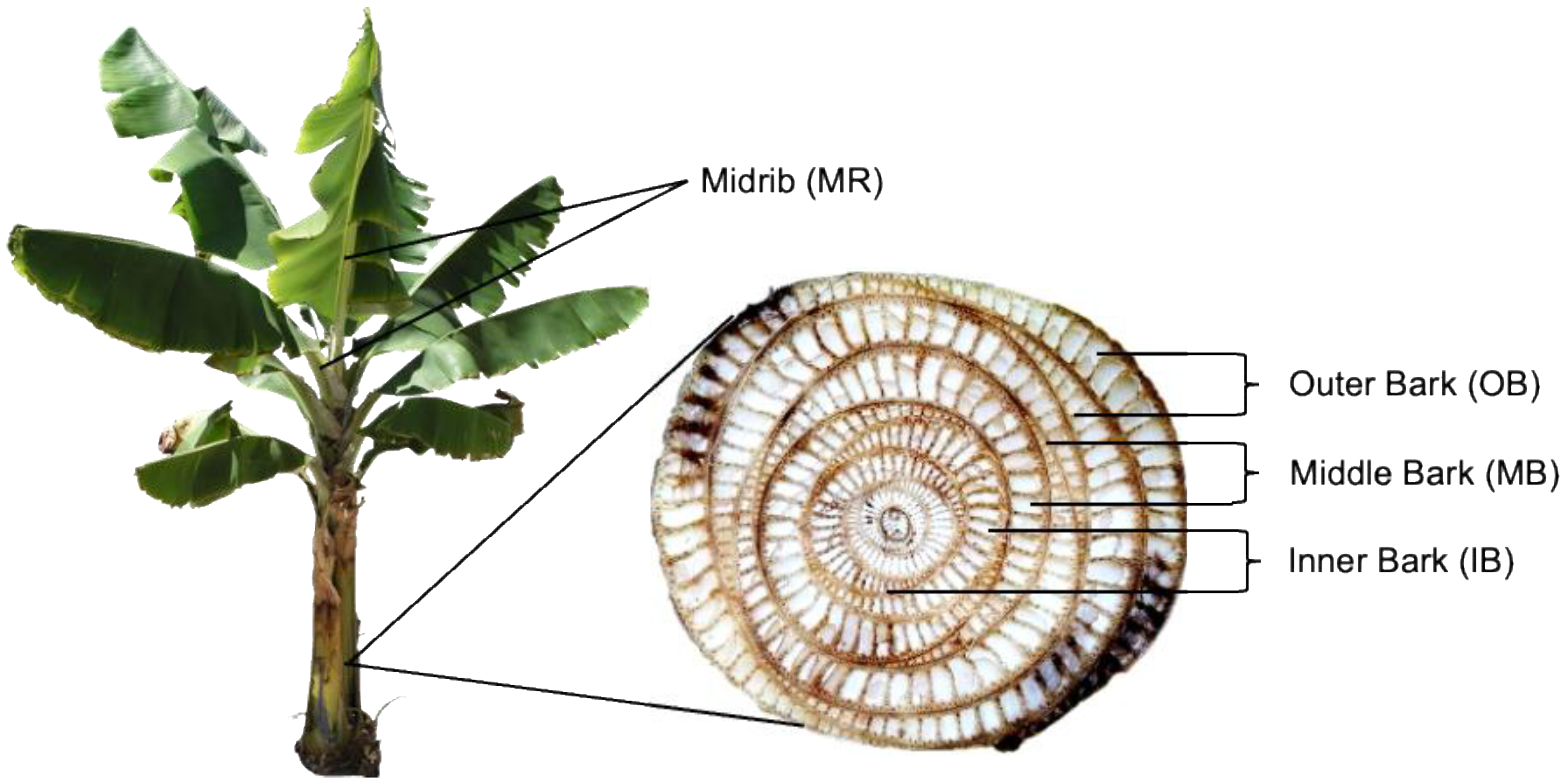
2.2.1. Banana Fiber Extraction
2.2.2. Alkali Treatment of Fibers
2.2.3. Nonwoven Formation
2.2.4. Water Repellent Treatment of Nonwovens
2.2.5. Fourier Transform Infrared (FTIR) Spectroscopy
2.2.6. Scanning Electron Microscopy (SEM)
2.2.7. Composite Formation
2.2.8. Sampling
2.2.9. Gamma Radiation on Composites
2.2.10. Water Absorbency
2.2.11. Mechanical Tests
3. Results and Discussions
3.1. Fiber Characterization
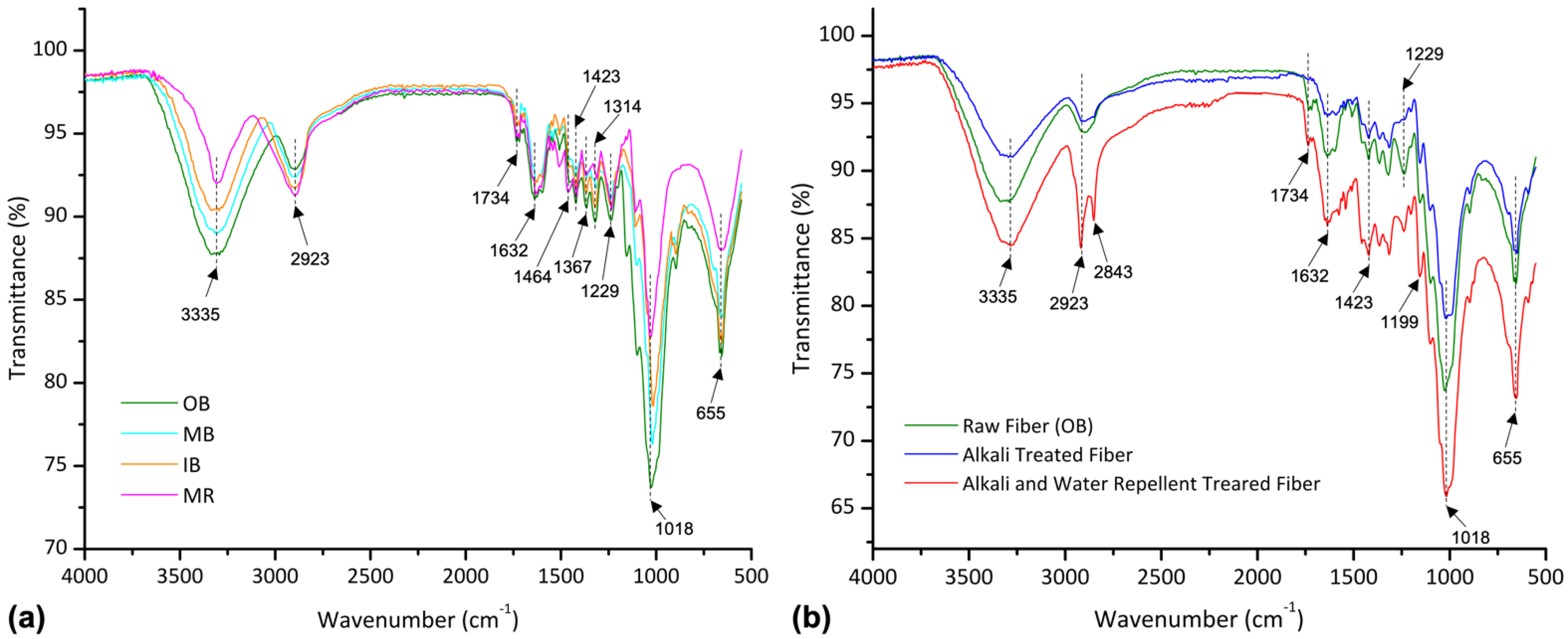
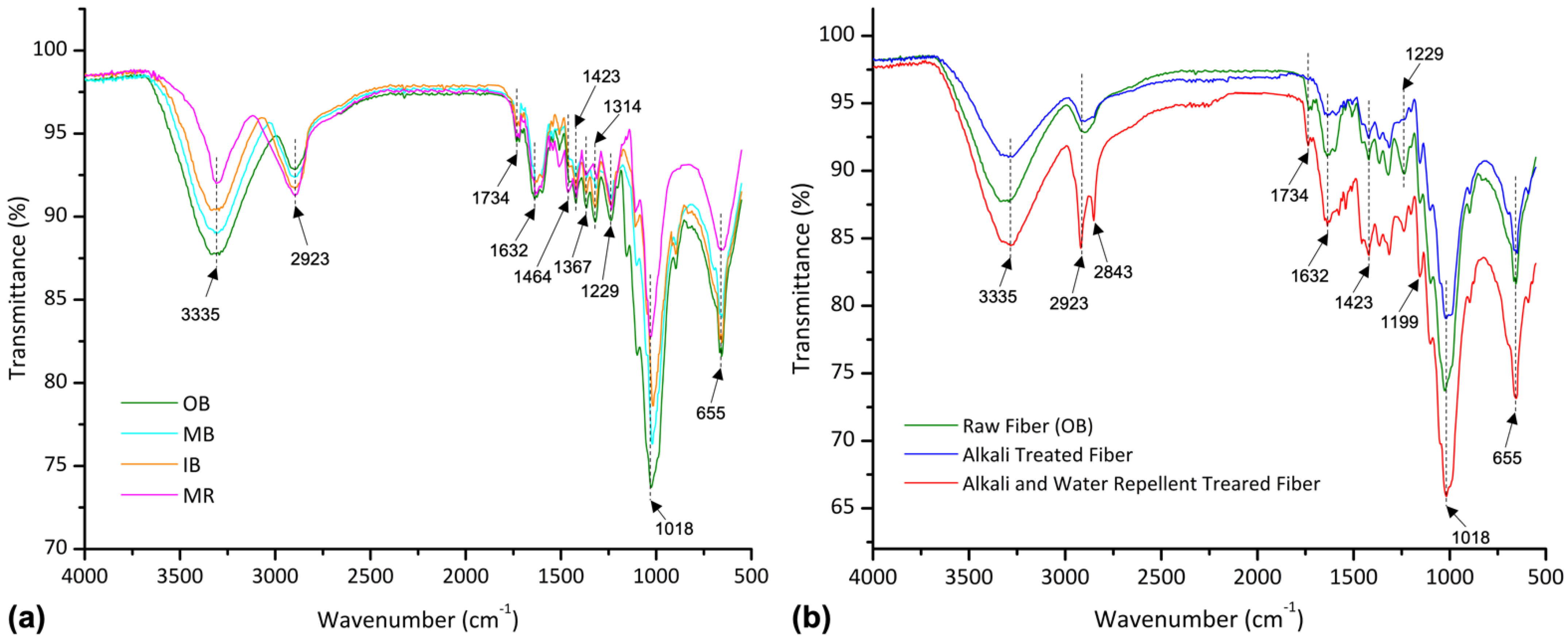
3.1.1. FTIR Spectroscopy Analysis
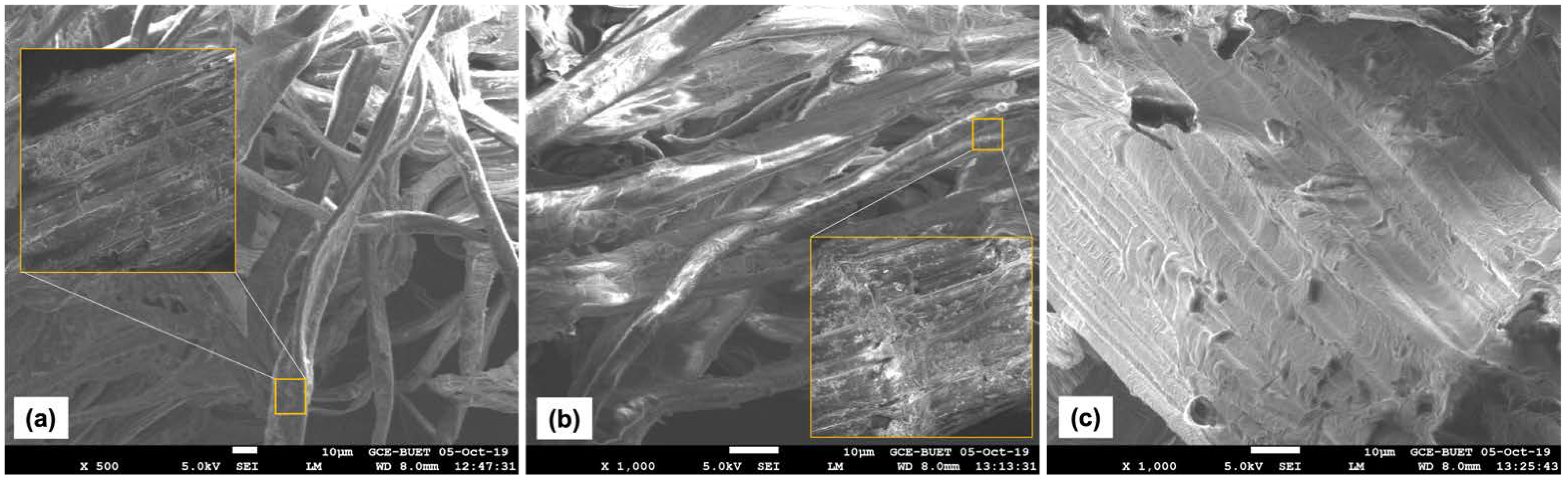
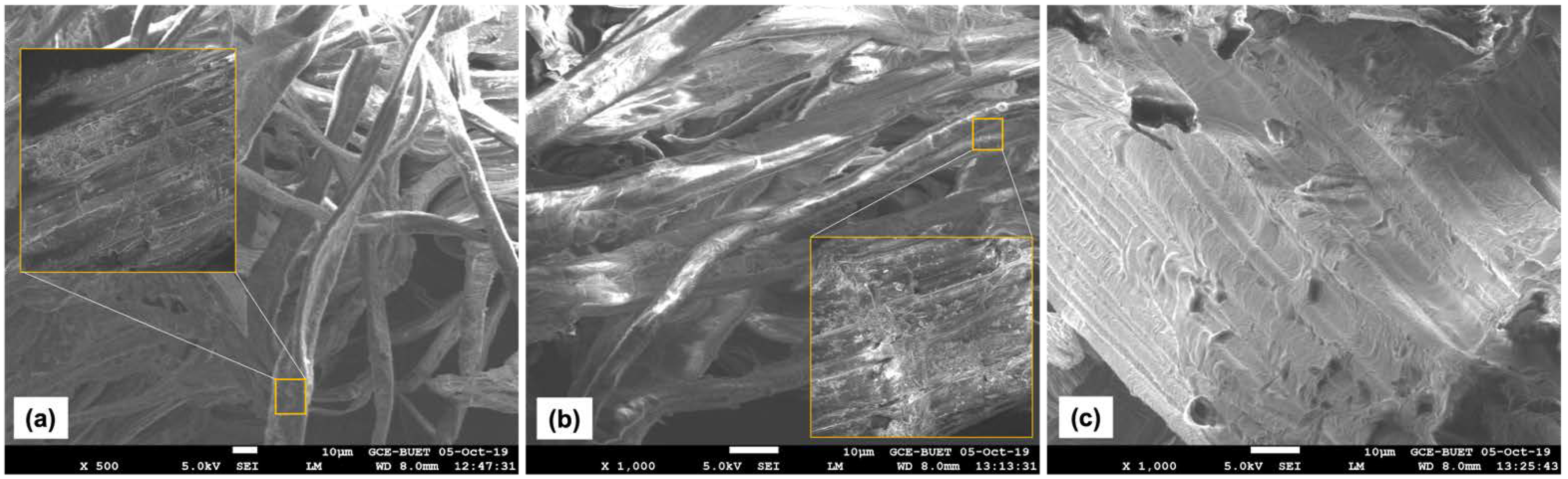
3.1.2. Scanning Electron Microscopy (SEM) Analysis
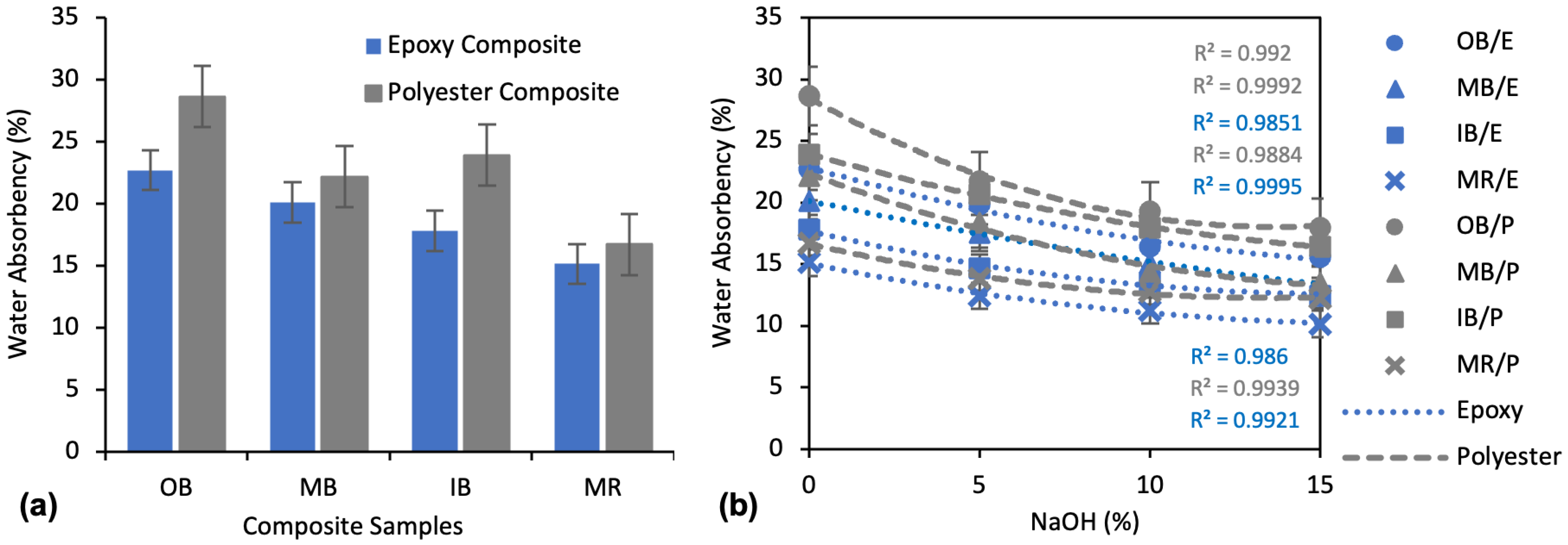
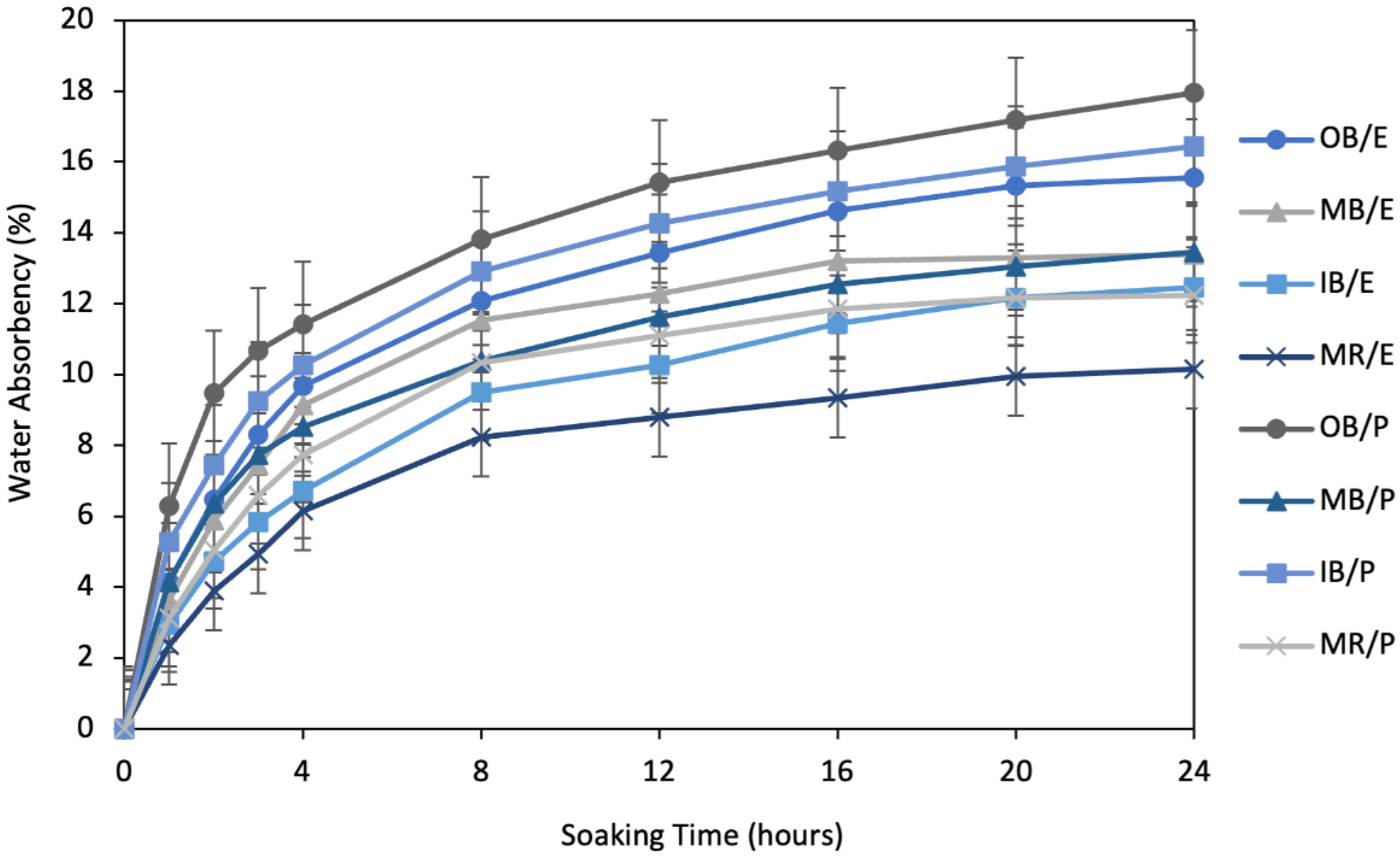
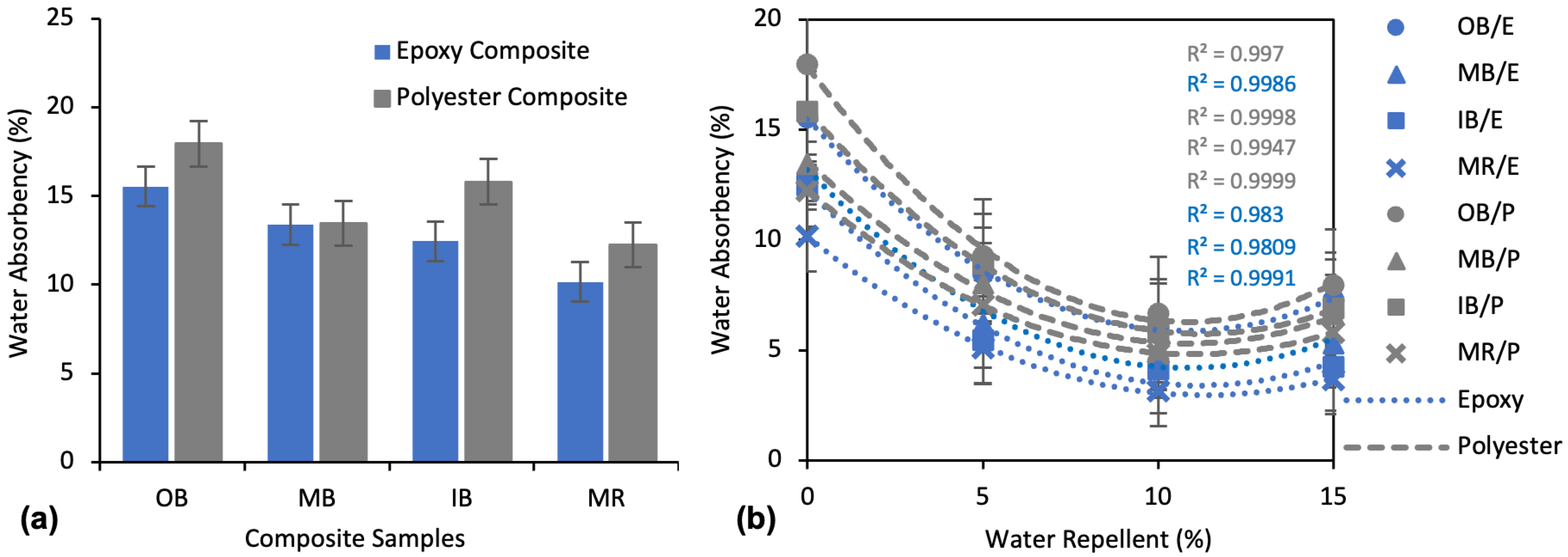
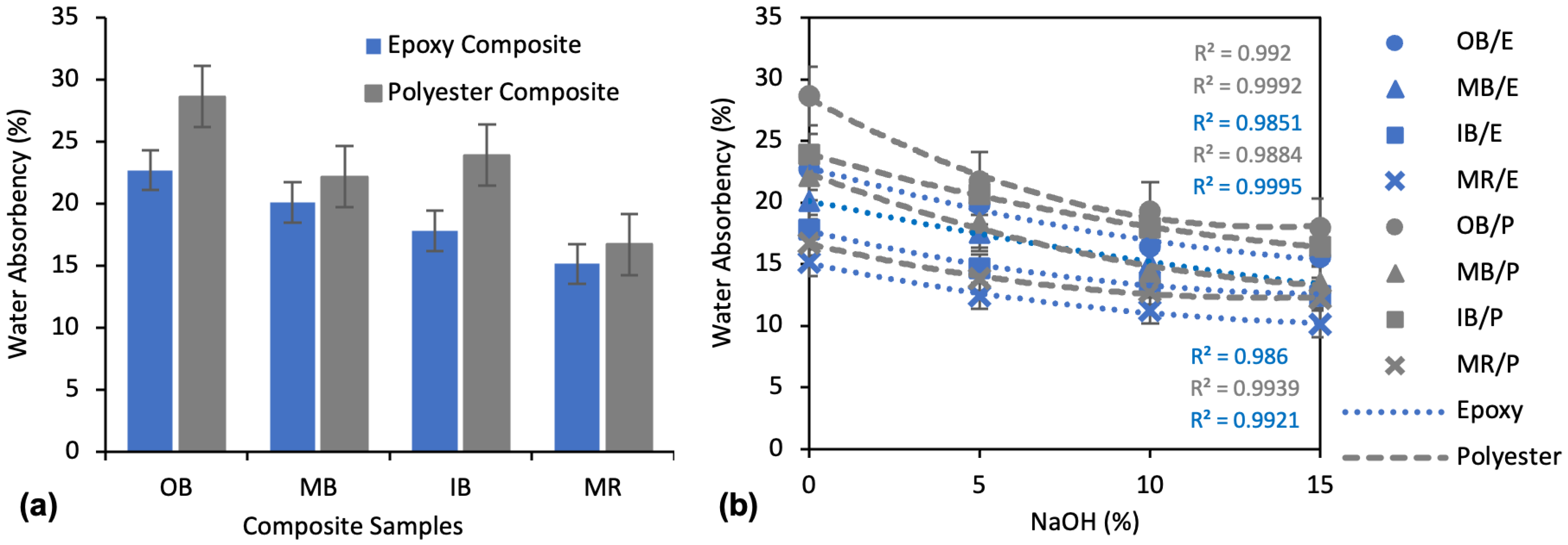
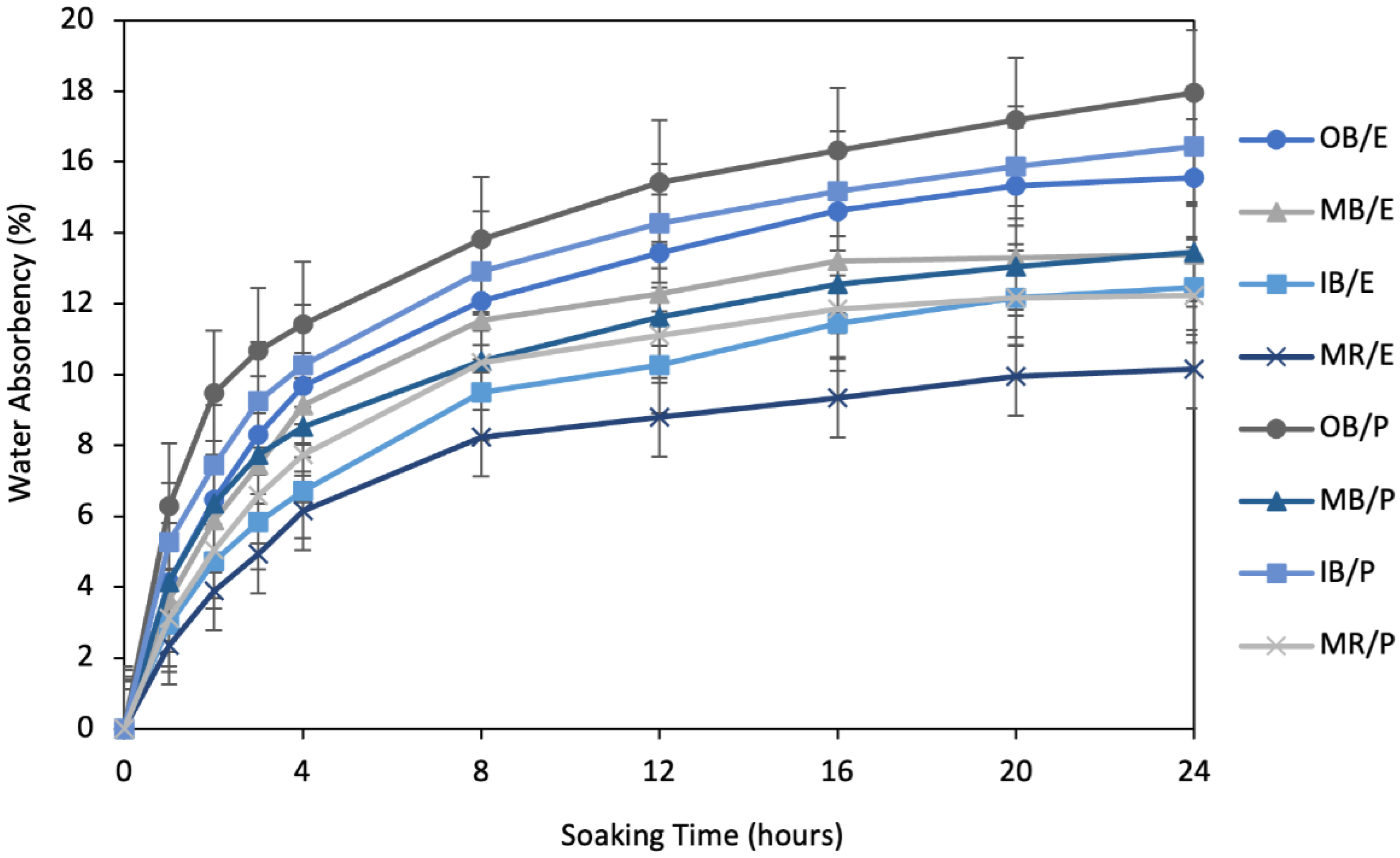
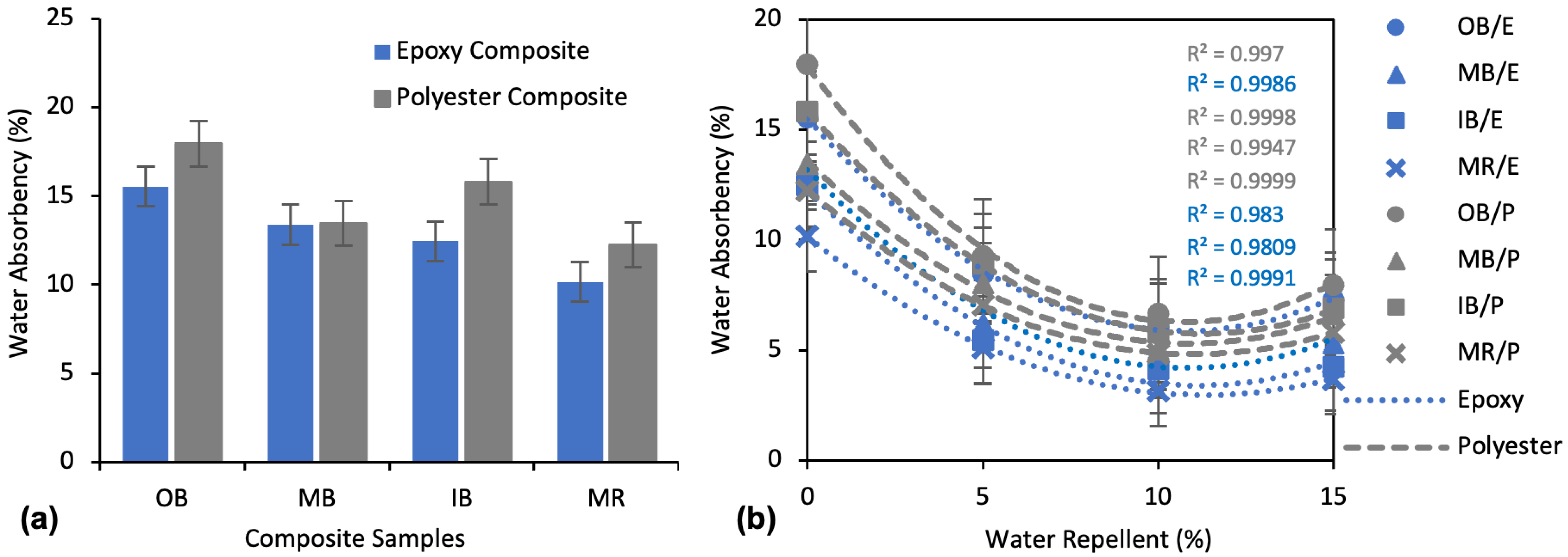
3.2. Water Absorbency
3.2.1. Effect of Alkali Treatment on Water Absorbency
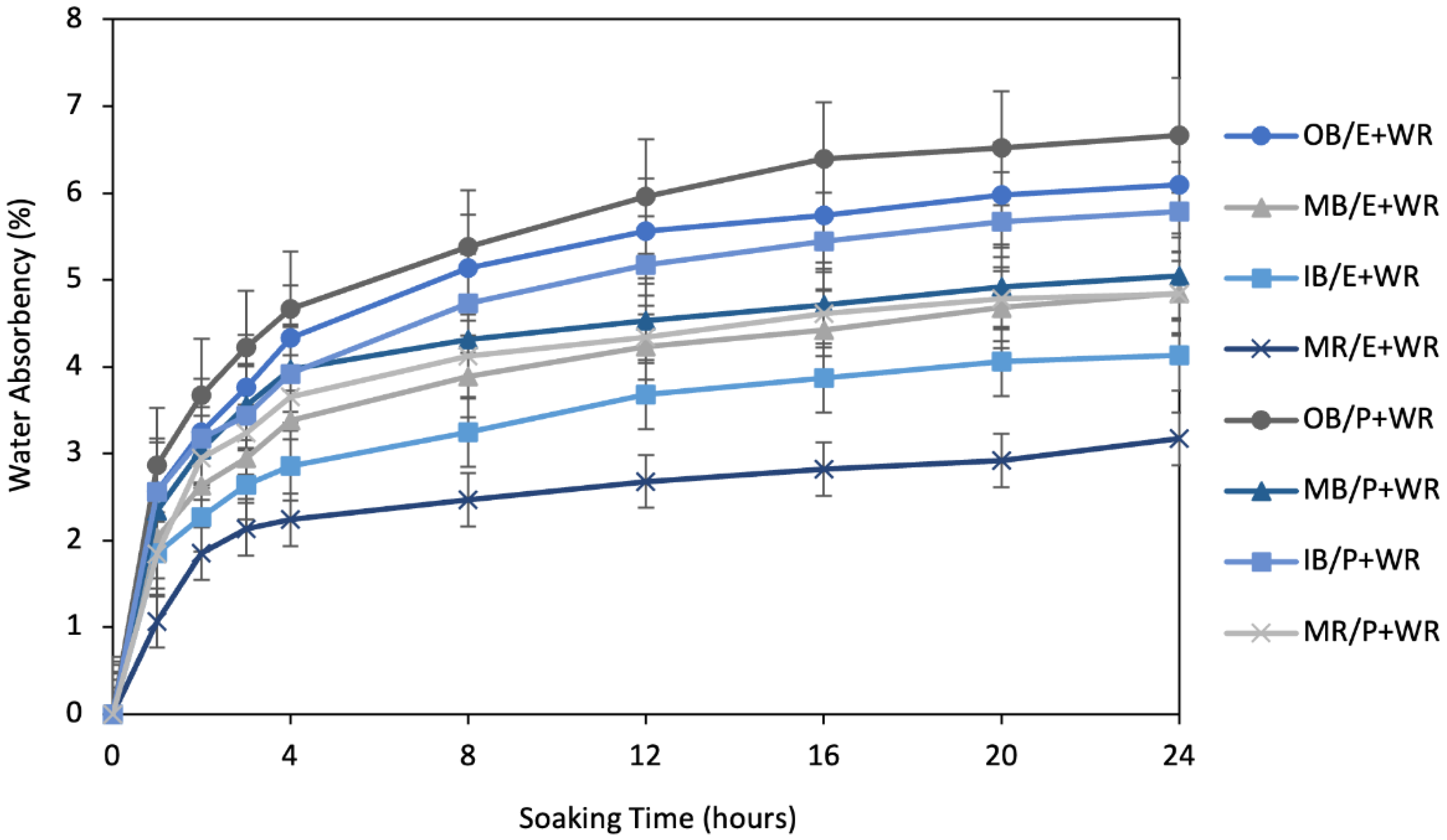
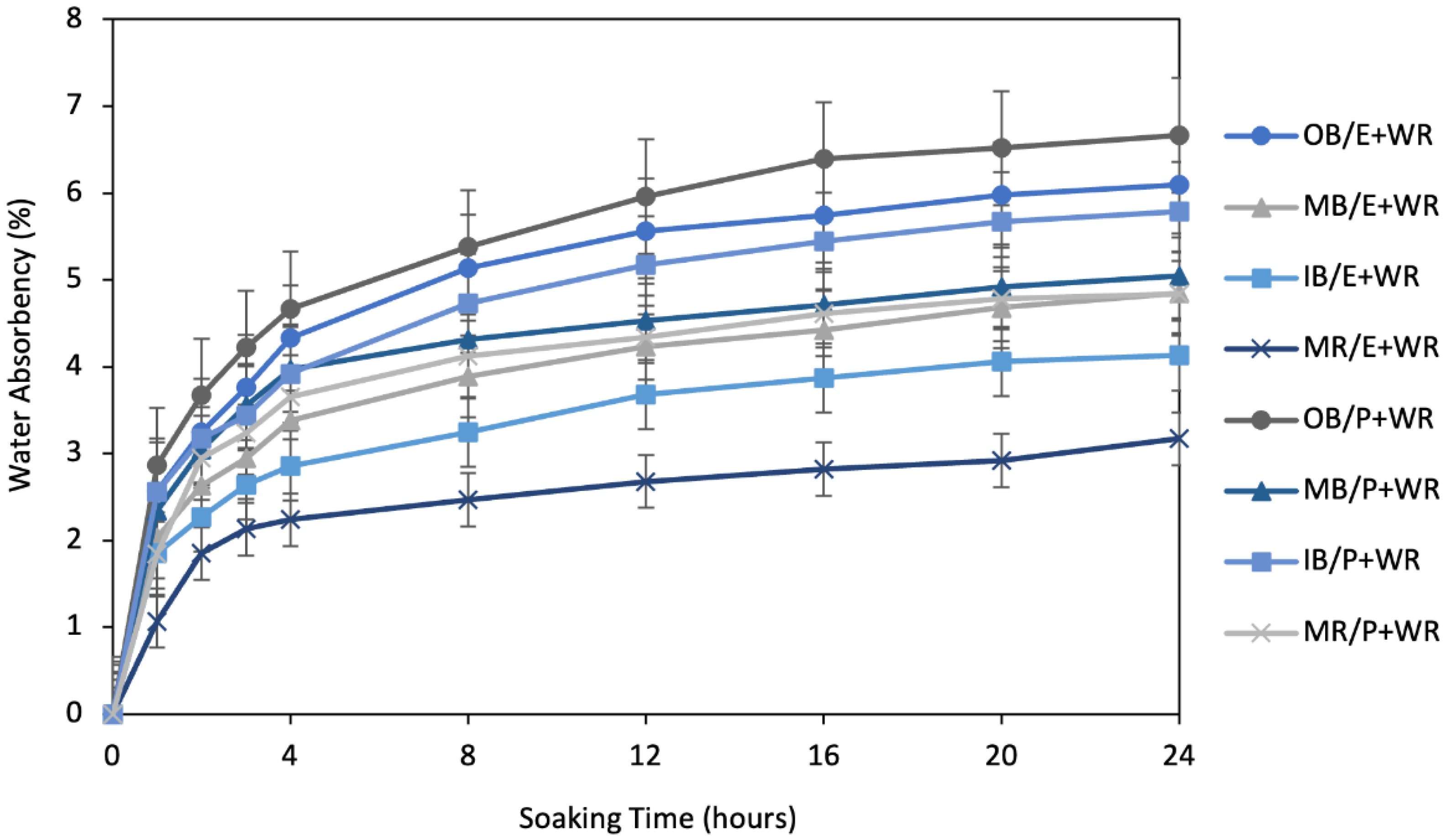
3.2.2. Effect of Water Repellent Treatment on Water Absorbency
3.3. Mechanical Properties
3.3.1. Effects of Alkali Treatment
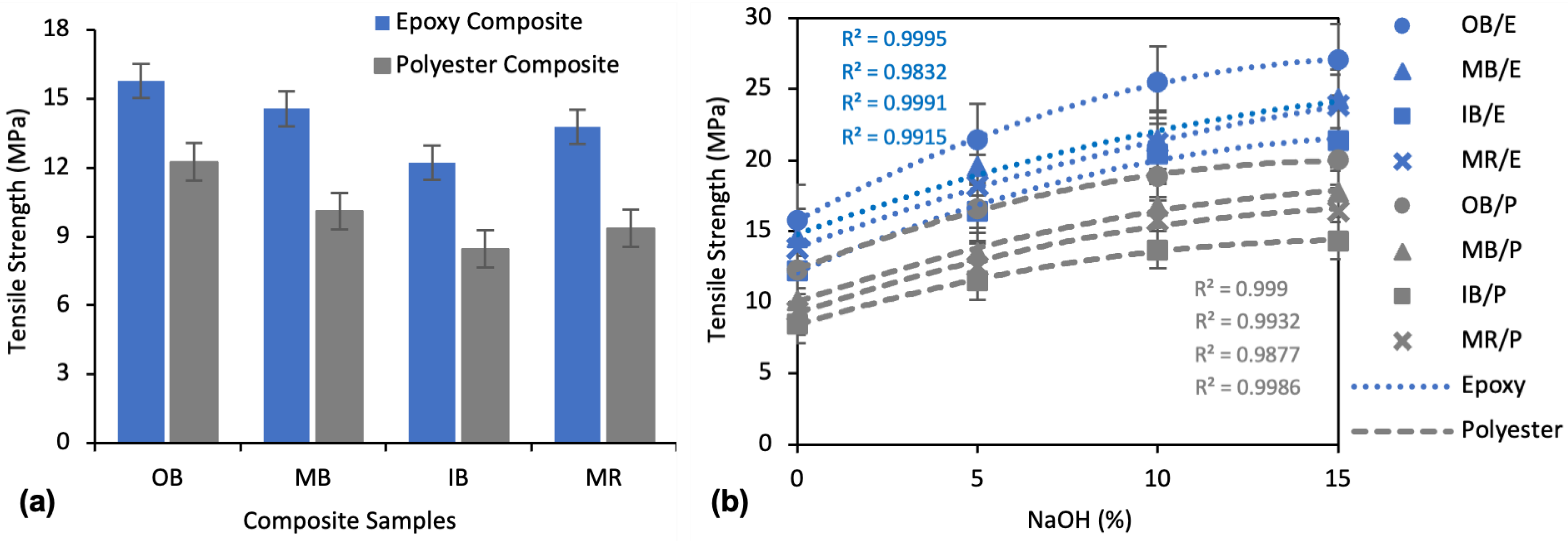
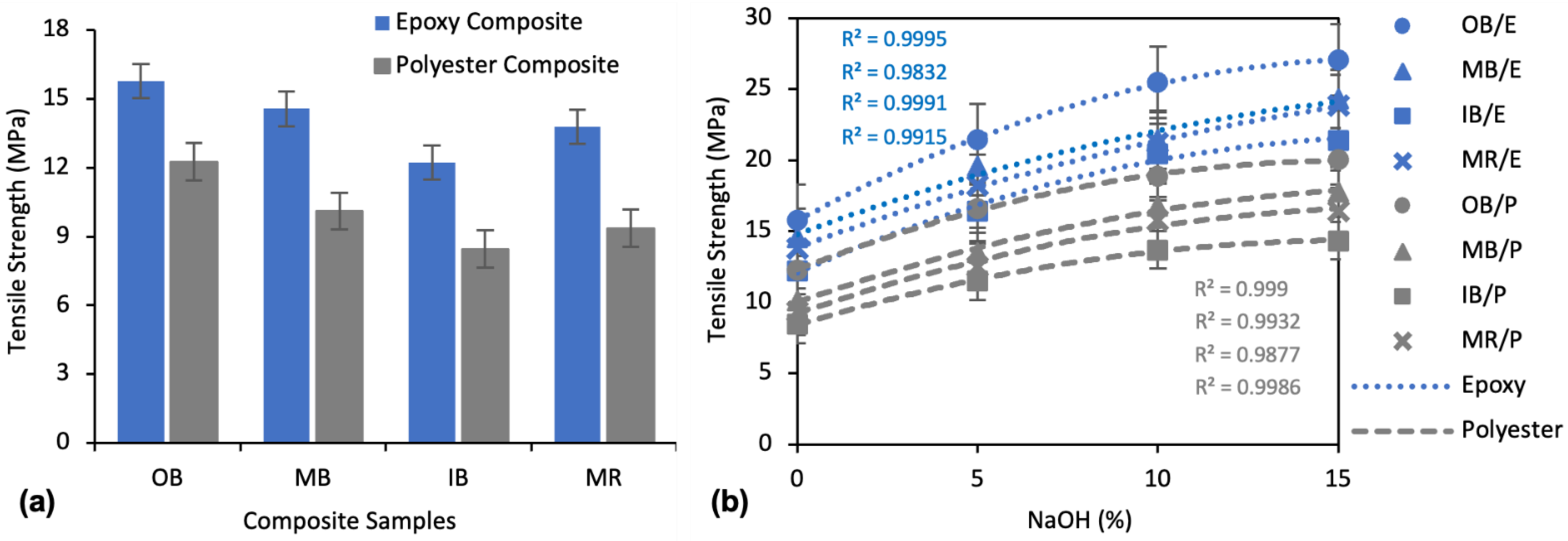
Effect of Alkali Treatment on Tensile Strength
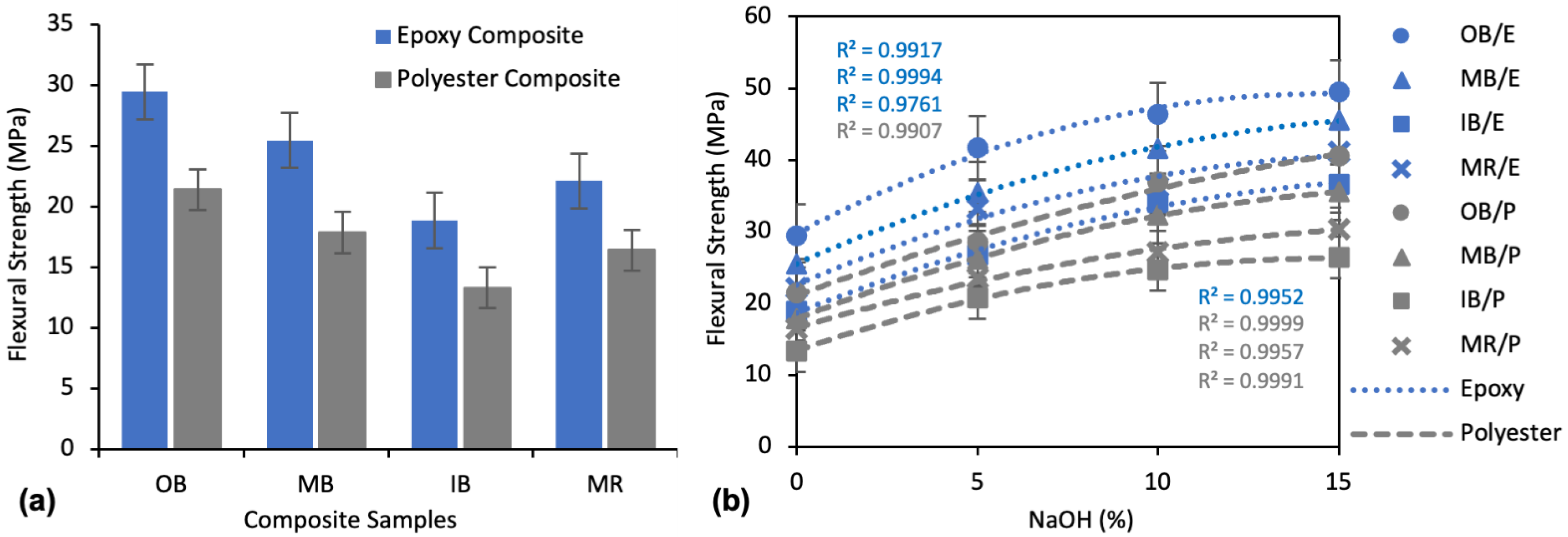
Effect of Alkali Treatment on Flexural Strength
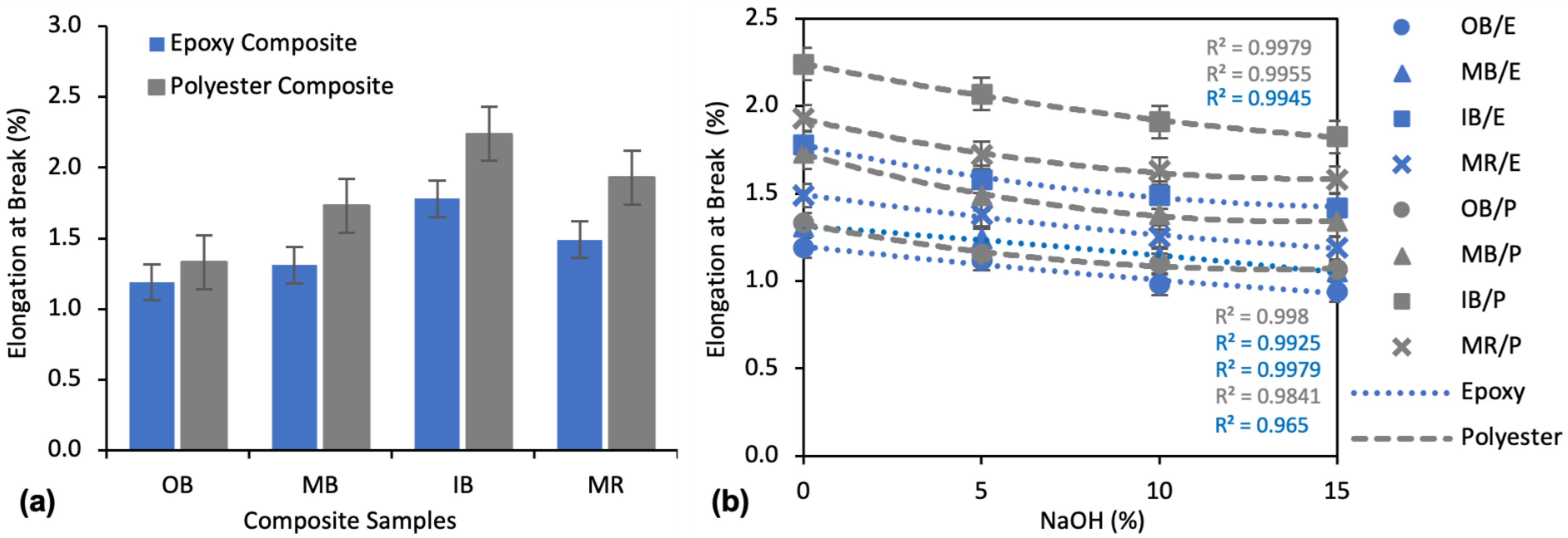
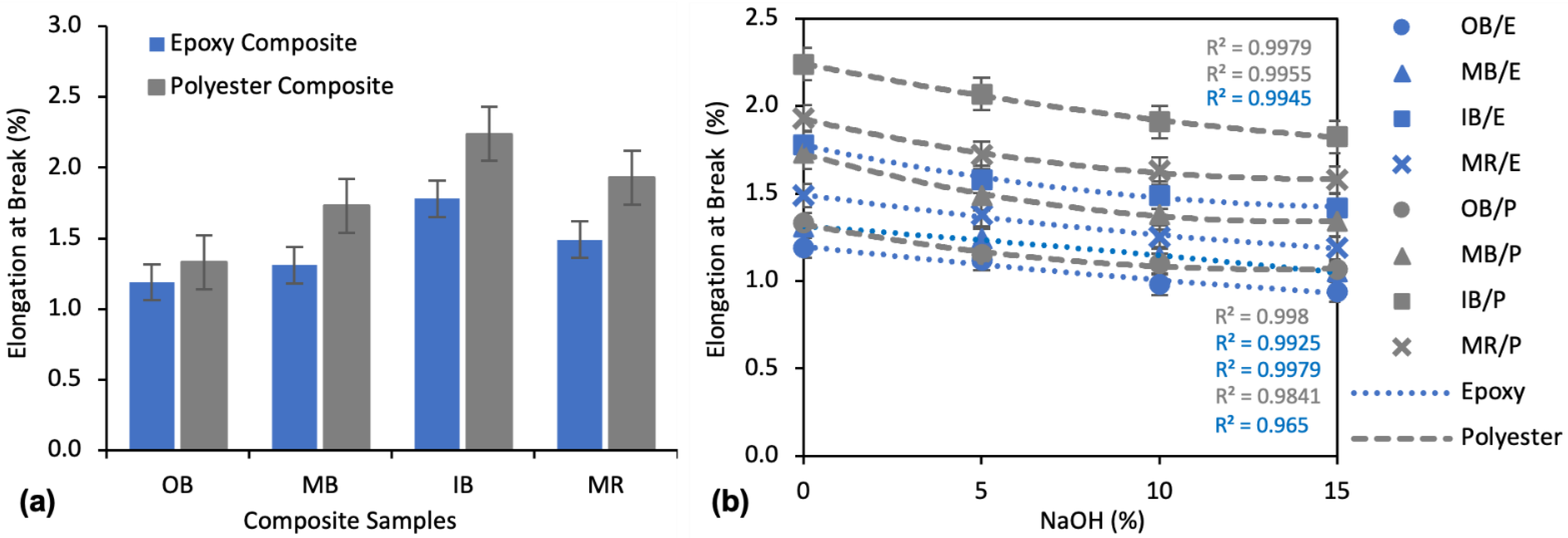
Effect of Alkali Treatment on Elongation at Break
3.3.2. Effects of Water Repellent
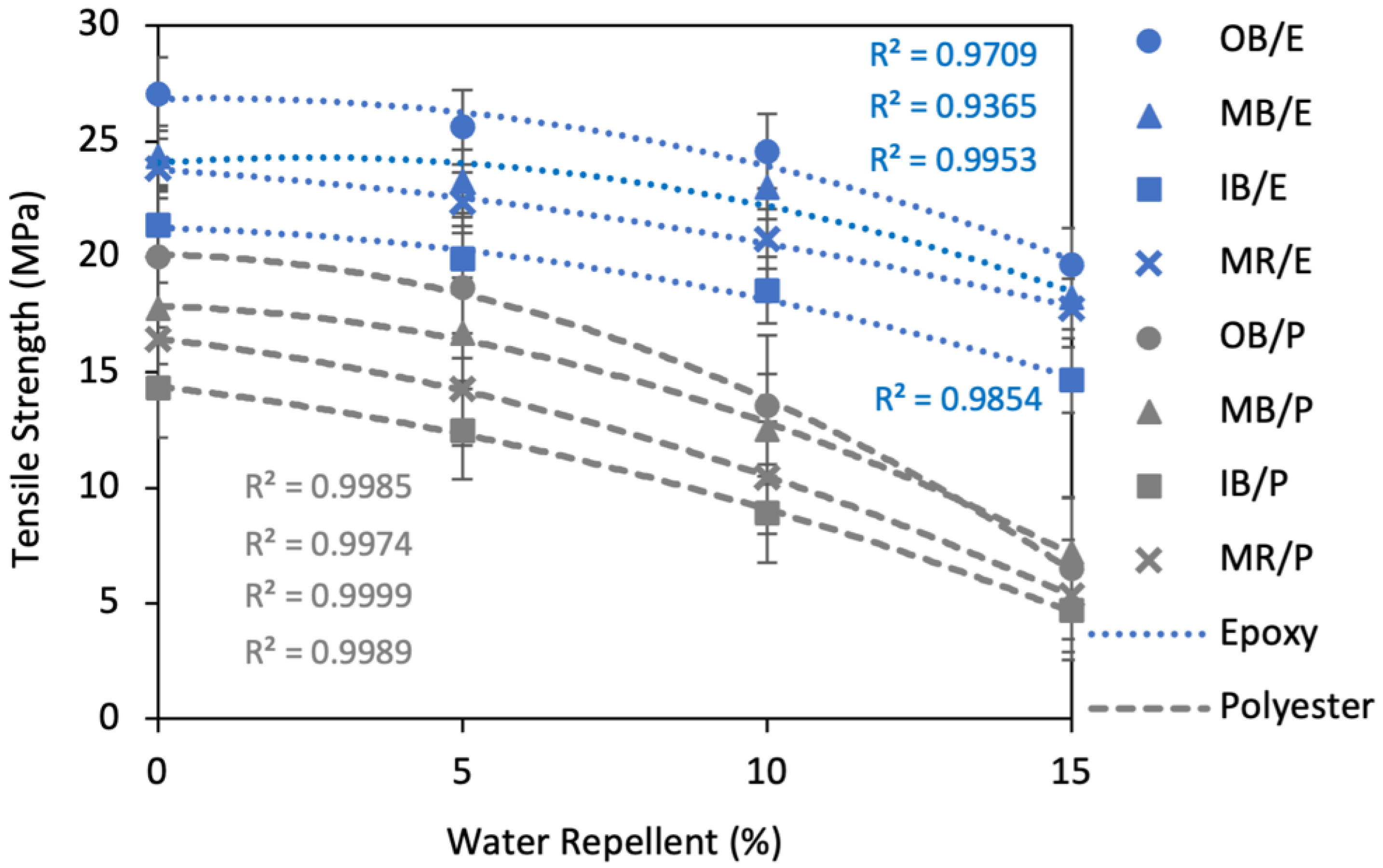
Effect of Water Repellent Treatment on Tensile Strength
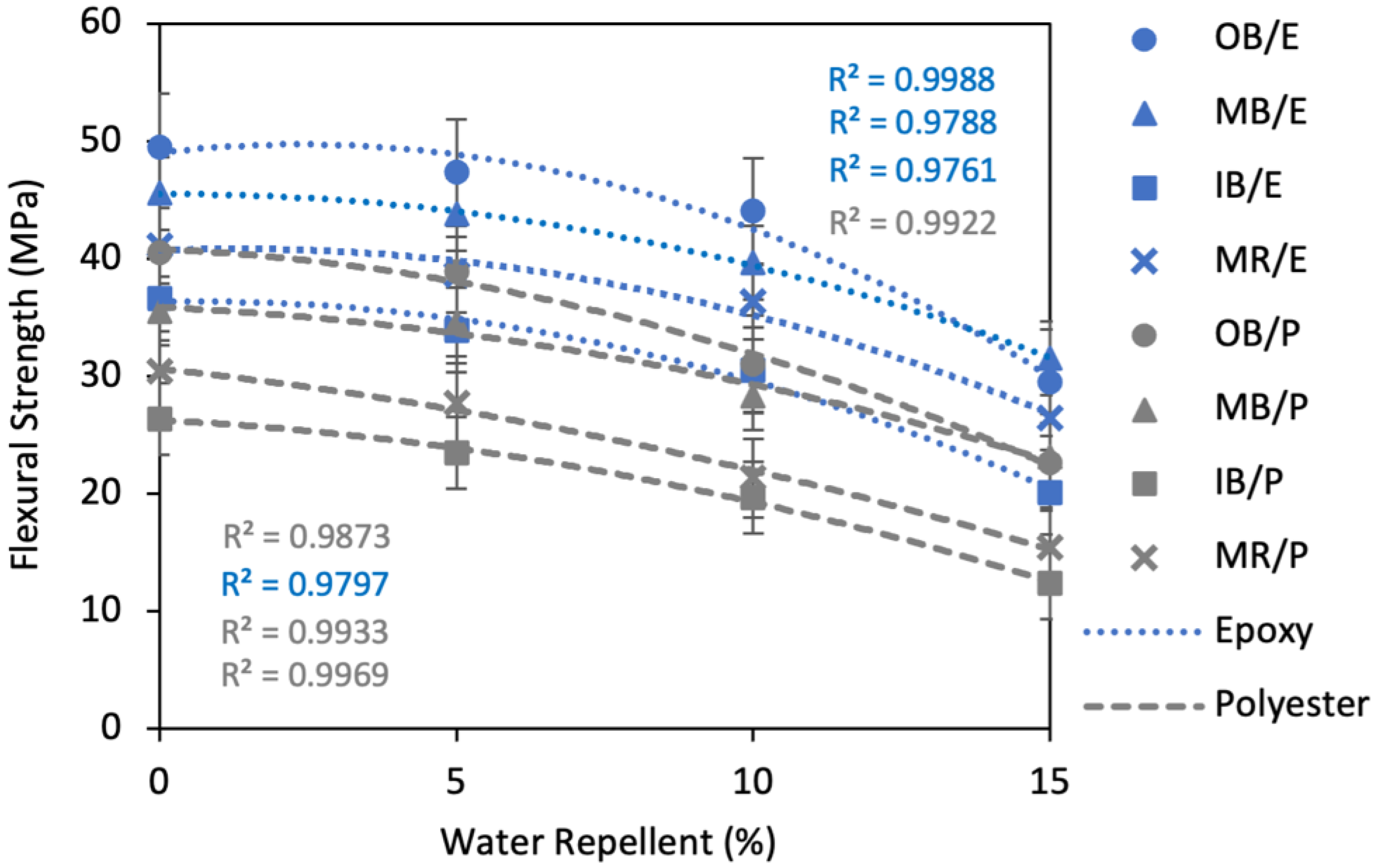
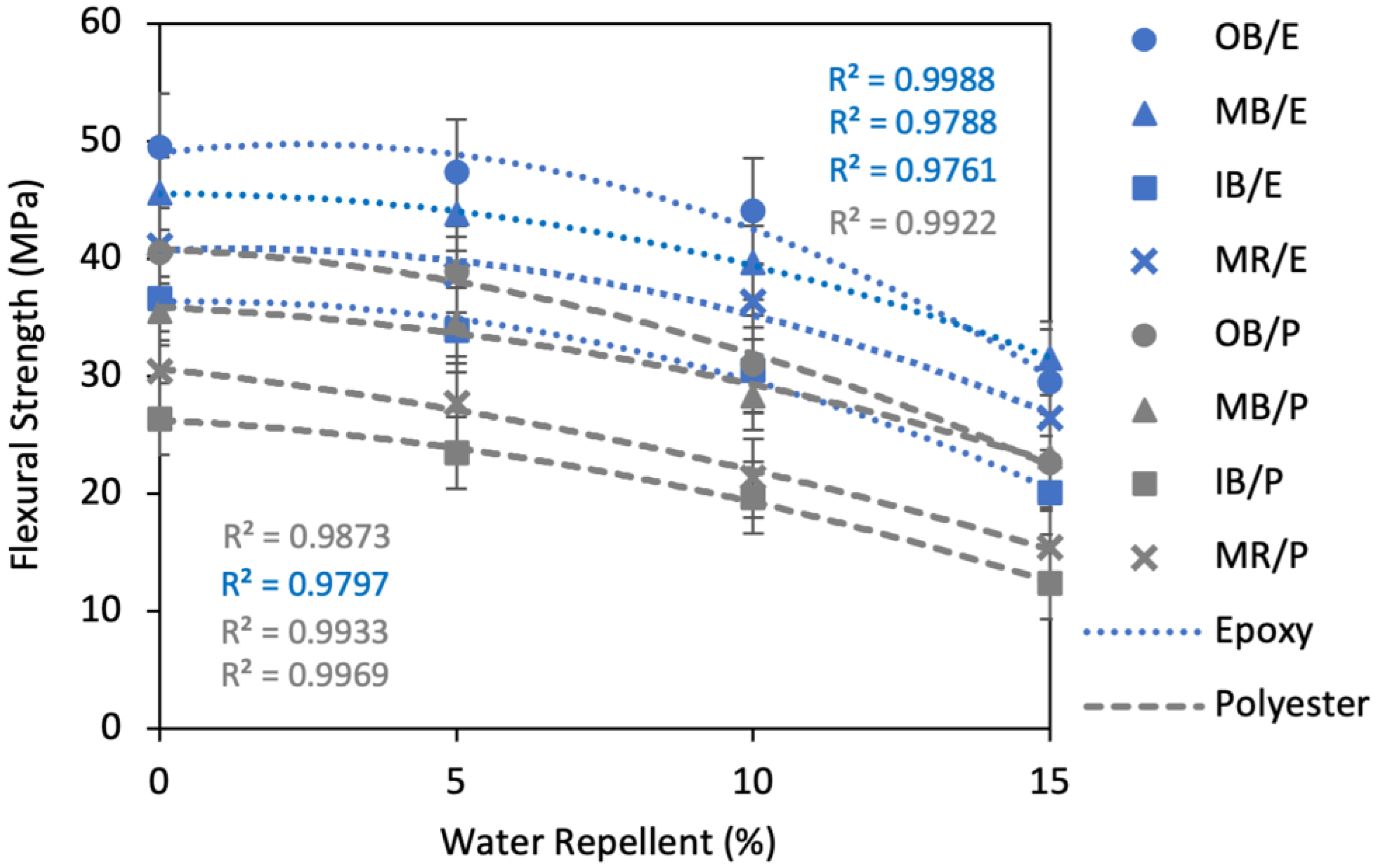
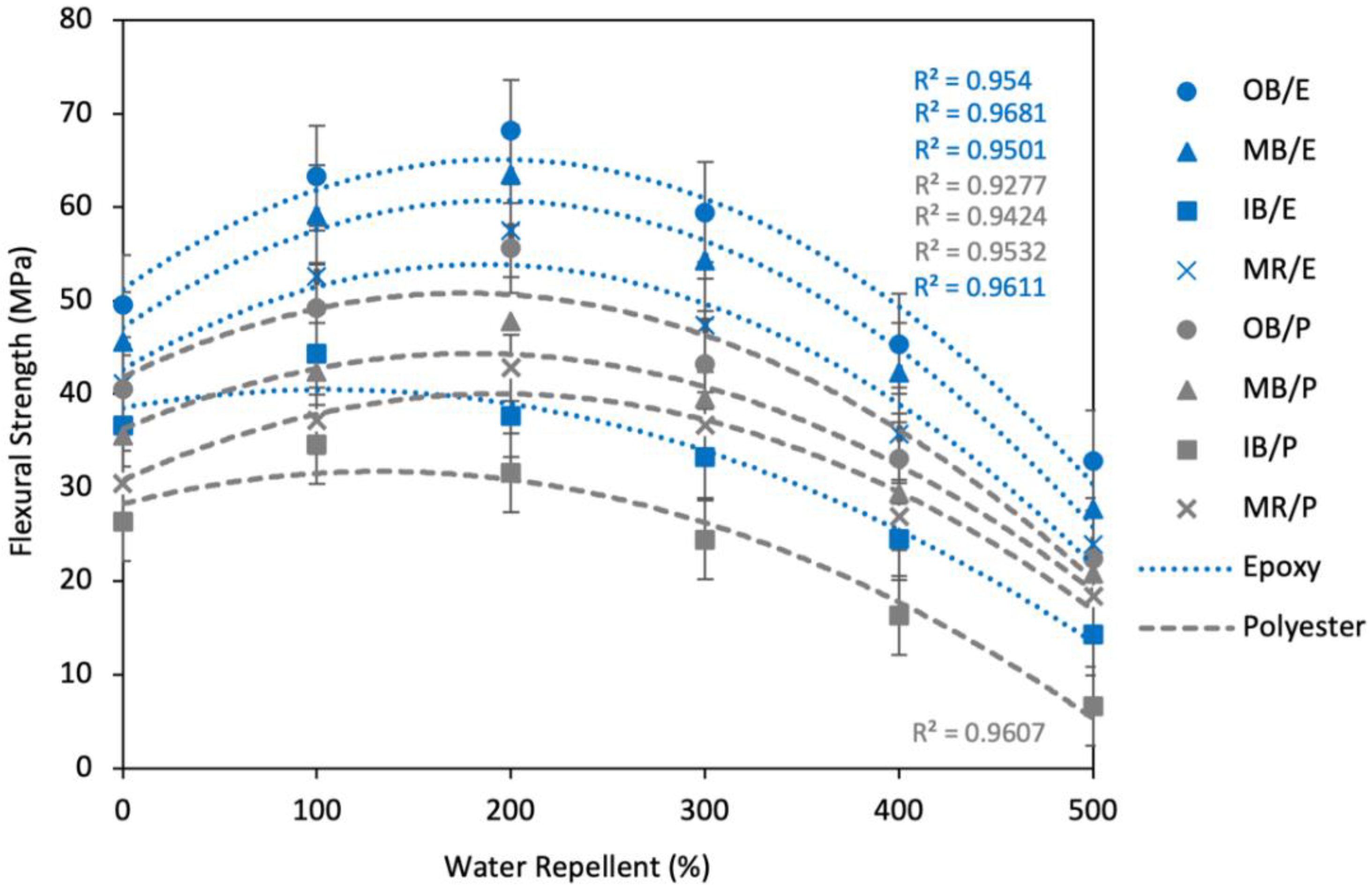
Effects of Water Repellent Treatment on Flexural Strength
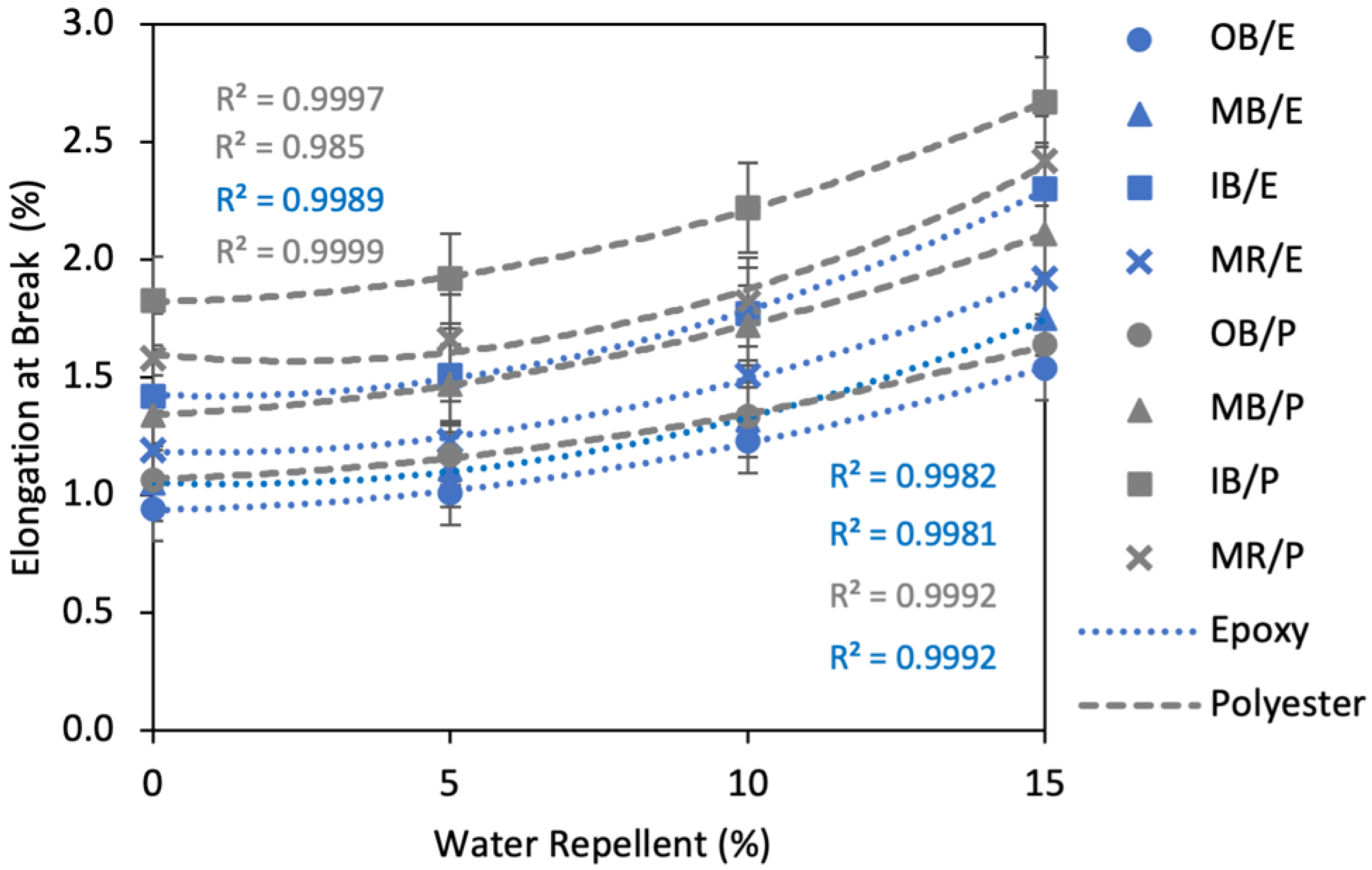
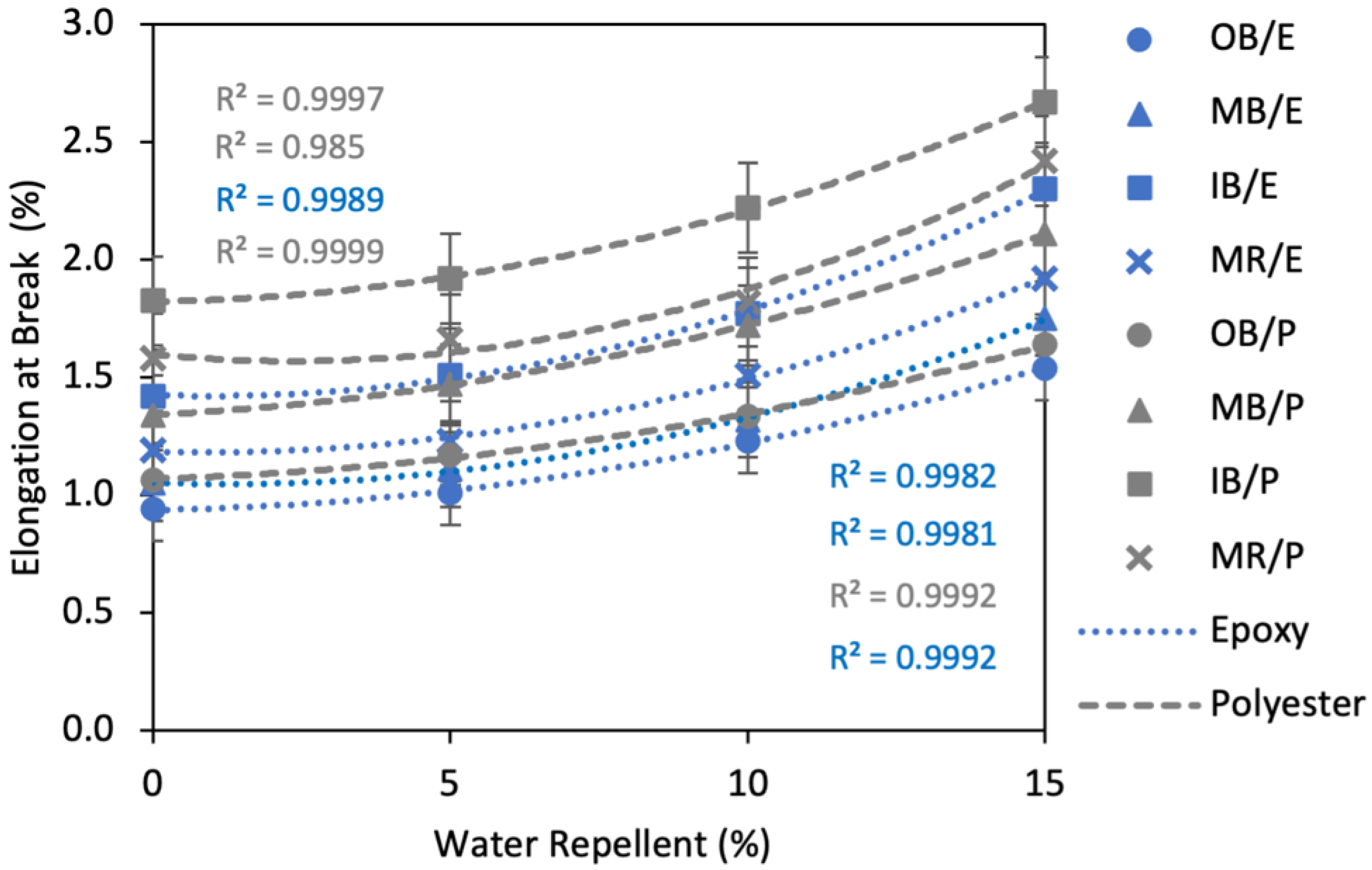
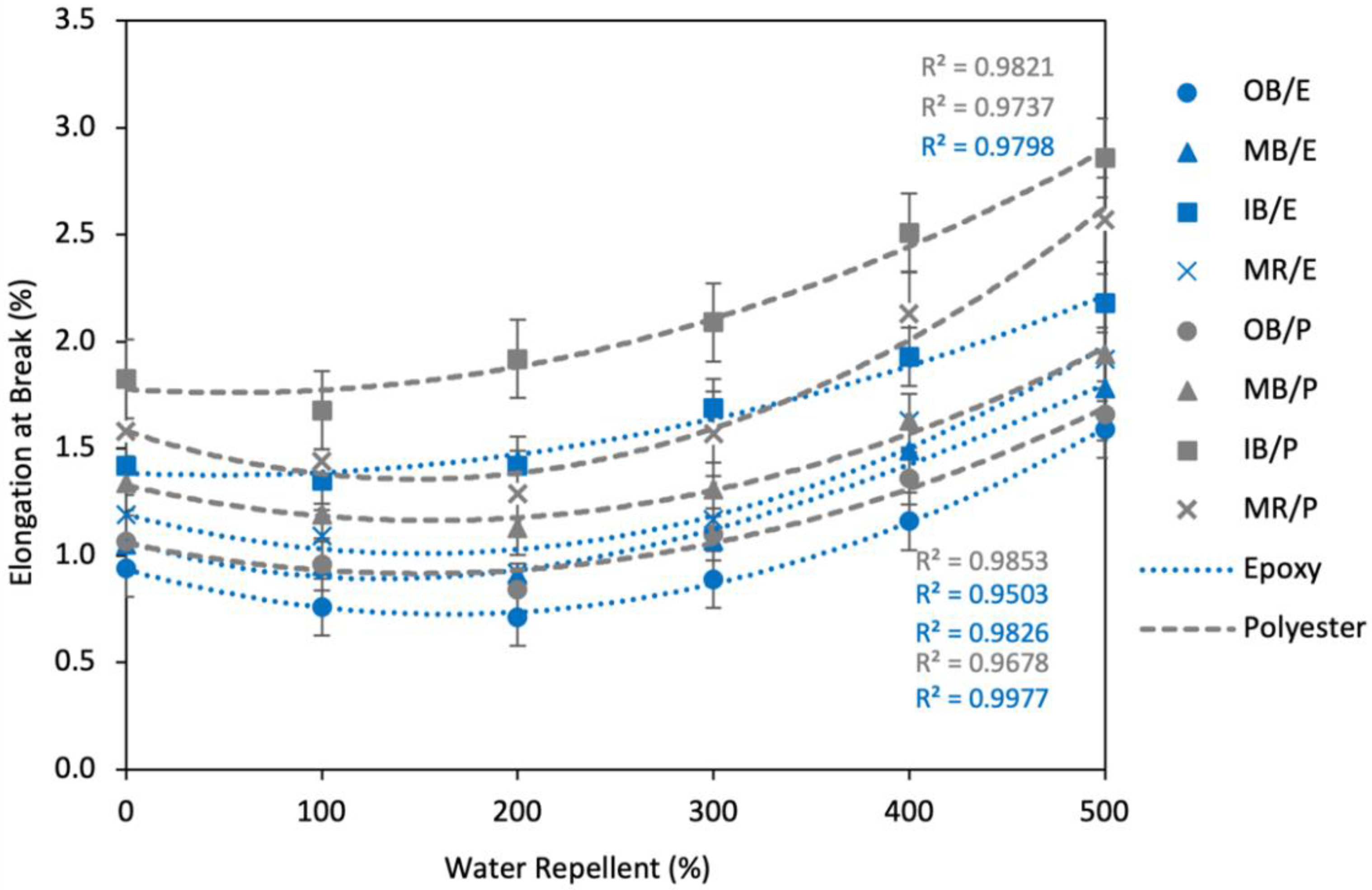
Effects of Water Repellent Treatment on Elongation at Break
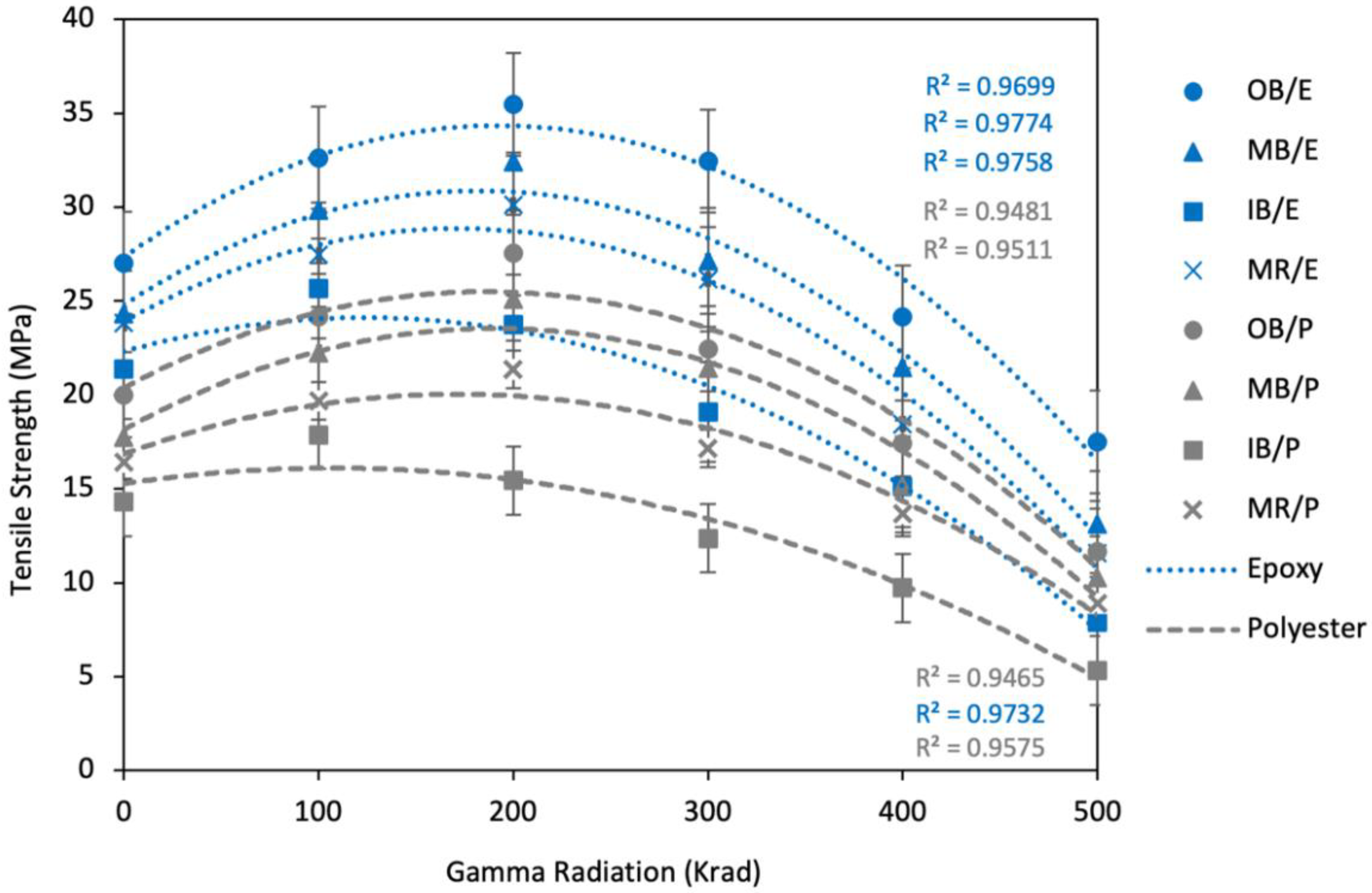
3.3.3. Effects of Gamma Radiation
Effect of Gamma Radiation Treatment on Tensile Strength
Effect of Gamma Radiation Treatment on Flexural Strength
Effect of Gamma Radiation Treatment on Elongation at Break
4. Conclusions
- OB composites showed higher mechanical properties (TS and FS) and higher water absorbency than other nonwoven composites due to the variation in chemical composition, which was pointed out by FTIR analysis. Between the two matrices, polyester composites exhibited higher absorbency and lower mechanical properties than epoxy composites.
- The hydrophobicity and mechanical properties of the composites were improved significantly by alkali treatment, due to the better fiber-matrix adhesion which is achieved through this treatment by removing unwanted materials from the fibers. For instance, an average decrease of about 32% in water absorbency and average increase of 71% in TS and 87% in FS was found at a concentration of 15% NaOH.
- Hydrophobicity continued to improve remarkably with water repellent treatment on the nonwovens by creating a surface coating on the materials. On the other hand, the mechanical properties were decreased as a result of disrupting the fiber matrix bonding through this treatment. This decrease was generally less than 10% on average at a concentration of 5% WR, with a significant improvement of hydrophobicity, by 47.5% on an average. Therefore, we recommend applying WR at a maximum concentration of 5% in order to balance water absorbency and mechanical properties.
- Gamma Radiation improved mechanical properties like TS and FS and decreased Eb%, thanks to the more well-oriented polymeric structure achieved using radiation. A maximum increase of 30% in TS and 35% in FS was observed at a radiation dose of 200 krd; however, further increasing the dose decreased these properties due to breaking of the main polymeric chains by higher radiation. Thus, this study recommends a maximum gamma radiation dose of 200 krd.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Malviya, R.K.; Singh, R.K.; Purohit, R.; Sinha, R. Natural Fibre Reinforced Composite Materials: Environmentally Better Life Cycle Assessment—A Case Study. Mater. Today 2019, 26, 3157–3160. [Google Scholar] [CrossRef]
- Yue, H.; Zheng, Y.; Zheng, P.; Guo, J.; Fernández-Blázquez, J.P.; Clark, J.H.; Cui, Y. On the Improvement of Properties of Bioplastic Composites Derived from Wasted Cottonseed Protein by Rational Cross-Linking and Natural Fiber Reinforcement. Green Chem. 2020, 22, 8642–8655. [Google Scholar] [CrossRef]
- Wu, Y.; Xia, C.; Cai, L.; Garcia, A.C.; Shi, S.Q. Development of Natural Fiber-Reinforced Composite with Comparable Mechanical Properties and Reduced Energy Consumption and Environmental Impacts for Replacing Automotive Glass-Fiber Sheet Molding Compound. J. Clean. Prod. 2018, 184, 92–100. [Google Scholar] [CrossRef]
- Kerni, L.; Singh, S.; Patnaik, A.; Kumar, N. A Review on Natural Fiber Reinforced Composites. Mater. Today 2020, 28, 1616–1621. [Google Scholar] [CrossRef]
- Santhanam, V.; Dhanaraj, R.; Chandrasekaran, M.; Venkateshwaran, N.; Baskar, S. Experimental Investigation on the Mechanical Properties of Woven Hybrid Fiber Reinforced Epoxy Composite. Mater. Today 2020, 37, 1850–1853. [Google Scholar]
- Nayak, S.Y.; Sultan, M.T.H.; Shenoy, S.B.; Kini, C.R.; Samant, R.; Shah, A.U.M.; Amuthakkannan, P. Potential of Natural Fibers in Composites for Ballistic Applications—A Review. J. Nat. Fibers 2020, 1–11. [Google Scholar] [CrossRef]
- Keya, K.N.; Kona, N.A.; Koly, F.A.; Maraz, K.M.; Islam, M.N.; Khan, R.A. Natural Fiber Reinforced Polymer Composites: History, Types, Advantages, and Applications. Mater. Eng. Res. 2019, 1, 69–87. [Google Scholar] [CrossRef] [Green Version]
- Le Phuong, H.A.; Ayob, N.A.I.; Blanford, C.F.; Rawi, N.F.M.; Szekely, G. Nonwoven Membrane Supports from Renewable Resources: Bamboo Fiber Reinforced Poly(Lactic Acid) Composites. ACS Sustain. Chem. Eng. 2019, 7, 11885–11893. [Google Scholar] [CrossRef]
- Lotfi, A.; Li, H.; Dao, D.V.; Prusty, G. Natural Fiber–Reinforced Composites: A Review on Material, Manufacturing, and Machinability. J. Thermoplast. Compos. Mater. 2021, 34, 238–284. [Google Scholar] [CrossRef]
- Zhang, W.; Wu, J.; Gao, L.; Zhang, B.; Jiang, J.; Hu, J. Recyclable, Reprocessable, Self-Adhered and Repairable Carbon Fiber Reinforced Polymers Using Full Biobased Matrices from Camphoric Acid and Epoxidized Soybean Oil. Green Chem. 2021, 23, 2763–2772. [Google Scholar] [CrossRef]
- Pan, H.; Wang, Z.; Nie, S.; Yu, L.; Chang, Y.; Liu, Z.; Xu, J.; Fu, Y. Novel Green Three-Constituent Natural Deep Eutectic Solvent Enhances Biomass Extraction from Acanthopanax Senticosus and the Extraction Mechanism. ACS Sustain. Chem. Eng. 2021, 9, 8835–8847. [Google Scholar] [CrossRef]
- Voros, V.; Drioli, E.; Fonte, C.; Szekely, G. Process Intensification via Continuous and Simultaneous Isolation of Antioxidants: An Upcycling Approach for Olive Leaf Waste. ACS Sustain. Chem. Eng. 2019, 7, 18444–18452. [Google Scholar] [CrossRef]
- Kenned, J.J.; Sankaranarayanasamy, K.; Binoj, J.S.; Chelliah, S.K. Thermo-Mechanical and Morphological Characterization of Needle Punched Non-Woven Banana Fiber Reinforced Polymer Composites. Compos. Sci. Technol. 2020, 185, 107890. [Google Scholar] [CrossRef]
- Adeniyi, A.G.; Ighalo, J.O.; Onifade, D.V. Banana and Plantain Fiber-Reinforced Polymer Composites. J. Polym. Eng. 2019, 39, 597–611. [Google Scholar] [CrossRef]
- Balaji, A.; Purushothaman, R.; Udhayasankar, R.; Vijayaraj, S.; Karthikeyan, B. Study on Mechanical, Thermal and Morphological Properties of Banana Fiber-Reinforced Epoxy Composites. J. Bio. Tribo-Corros. 2020, 6, 60. [Google Scholar] [CrossRef]
- Srinivasan, T.; Suresh, G.; Ramu, P.; Gokul Ram, V.; Giresh, M.; Arjun, K. Effect of Water Absorption of the Mechanical Behavior of Banana Fiber Reinforced IPN Natural Composites. Mater. Today Proc. 2020, 45, 1334–1337. [Google Scholar] [CrossRef]
- Gholampour, A.; Ozbakkaloglu, T. A Review of Natural Fiber Composites: Properties, Modification and Processing Techniques, Characterization, Applications. J. Mater. Sci. 2020, 55, 829–892. [Google Scholar] [CrossRef]
- Komal, U.K.; Verma, V.; Ashwani, T.; Verma, N.; Singh, I. Effect of Chemical Treatment on Thermal, Mechanical and Degradation Behavior of Banana Fiber Reinforced Polymer Composites. J. Nat. Fibers 2020, 17, 1026–1038. [Google Scholar] [CrossRef]
- Al-Oqla, F.M.; Salit, M.S. Materials Selection for Natural Fiber Composites; Elsevier Inc.: Amsterdam, The Netherlands, 2017; ISBN 9780081022771. [Google Scholar]
- Peças, P.; Carvalho, H.; Salman, H.; Leite, M. Natural Fibre Composites and Their Applications: A Review. J. Compos. Sci. 2018, 2, 66. [Google Scholar] [CrossRef] [Green Version]
- Al-Oqla, F.M.; Sapuan, S.M. Natural Fiber Reinforced Polymer Composites in Industrial Applications: Feasibility of Date Palm Fibers for Sustainable Automotive Industry. J. Clean. Prod. 2014, 66, 347–354. [Google Scholar] [CrossRef]
- Oliveira, M.S.; Pereira, A.C.; da Costa Garcia Filho, F.; da Cruz Demosthenes, L.C.; Nunes, L.F.; de Oliveira Braga, F.; da Luz, F.S.; Monteiro, S.N. Comparison of Interfacial Adhesion Between Polyester and Epoxy Matrix Composites Reinforced with Fique Natural Fiber. In Minerals, Metals and Materials Series; Springer International Publishing: New York, NY, USA, 2019; pp. 69–76. [Google Scholar]
- Sreekumar, P.A.; Thomas, S. Matrices for natural-fibre reinforced composites. In Properties and Performance of Natural-Fibre Composites; Elsevier Inc.: Amsterdam, The Netherlands, 2008; pp. 67–126. ISBN 9781845692674. [Google Scholar]
- Faruk, O.; Bledzki, A.K.; Fink, H.P.; Sain, M. Progress Report on Natural Fiber Reinforced Composites. Macromol. Mater. Eng. 2014, 299, 9–26. [Google Scholar] [CrossRef]
- Binti Mohd Hafidz, N.S.; Bin Mohamed Rehan, M.S.; Binti Mokhtar, H. Effect of Alkaline Treatment on Water Absorption and Thickness Swelling of Natural Fibre Reinforced Unsaturated Polyester Composites. Mater. Today Proc. 2021, in press. [Google Scholar] [CrossRef]
- Mohd Nazarudin, Z.; Mohd Ariff, J.; Masitah, A.K.; Othman, N.S.; Maizatulnisa, O.; Syaidatul Hazira, M.N.; Mohammad Taib, M.N.A. The Effect of Alkaline Treatment on Water Absorption and Tensile Properties of Non-Woven Kenaf Polyester Composite. Adv. Mater. Res. 2013, 812, 258–262. [Google Scholar] [CrossRef]
- Manalo, A.C.; Wani, E.; Zukarnain, N.A.; Karunasena, W.; Lau, K.T. Effects of Alkali Treatment and Elevated Temperature on the Mechanical Properties of Bamboo Fibre-Polyester Composites. Compos. Part B 2015, 80, 73–83. [Google Scholar] [CrossRef] [Green Version]
- Preet Singh, J.I.; Dhawan, V.; Singh, S.; Jangid, K. Study of Effect of Surface Treatment on Mechanical Properties of Natural Fiber Reinforced Composites. Mater. Today 2017, 4, 2793–2799. [Google Scholar] [CrossRef]
- Wijianto; Ibnu, R.M.D.; Adityarini, H. Effect of Naoh Concentration Treatment on Tensile Strength, Flexure Strength and Elasticity Modulus of Banana Fiber Reinforced Polyester Resin. Mater. Sci. Forum 2019, 961, 10–15. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N.; Yuan, X. Improving the Mechanical Properties of Natural Fibre Fabric Reinforced Epoxy Composites by Alkali Treatment. J. Reinf. Plast. Compos. 2012, 31, 425–437. [Google Scholar] [CrossRef]
- Noura, H.; Amar, B.; Hocine, D.; Rabah, Y.; Corn, S.; Roland, E.H.; Bergeret, A. Effect of Gamma Irradiation Aging on Mechanical and Thermal Properties of Alfa Fiber–Reinforced Polypropylene Composites: Role of Alfa Fiber Surface Treatments. J. Thermoplast. Compos. Mater. 2018, 31, 598–615. [Google Scholar] [CrossRef]
- Masudur Rahman, A.N.M.; Alimuzzaman, S.; Khan, R.A.; Hossen, J. Evaluating the Performance of Gamma Irradiated Okra Fiber Reinforced Polypropylene (PP) Composites: Comparative Study with Jute/PP. Fash. Text. 2018, 5, 28. [Google Scholar] [CrossRef] [Green Version]
- Khan, M.A.; Khan, R.A.; Haydaruzzaman; Hossain, A.; Khan, A.H. Effect of Gamma Radiation on the Physico-Mechanical and Electrical Properties of Jute Fiber-Reinforced Polypropylene Composites. J. Reinf. Plast. Compos. 2009, 28, 1651–1660. [Google Scholar] [CrossRef]
- Haydaruzzaman; Khan, R.A.; Khan, M.A.; Khan, A.H.; Hossain, M.A. Effect of Gamma Radiation on the Performance of Jute Fabrics-Reinforced Polypropylene Composites. Radiat. Phys. Chem. 2009, 78, 986–993. [Google Scholar] [CrossRef]
- Martínez-Barrera, G.; Martínez-López, A.; Vigueras-Santiago, E.; Martínez-López, M. Effects of Gamma Radiation on the Physicochemical Properties of Polyester Resin and Its Use in Composite Materials; Springer: Singapore, 2020; pp. 15–28. [Google Scholar]
- Jordan, W.; Chester, P. Improving the Properties of Banana Fiber Reinforced Polymeric Composites by Treating the Fibers. Procedia Eng. 2017, 200, 283–289. [Google Scholar] [CrossRef]
- Mohan, T.P.; Kanny, K. Compressive Characteristics of Unmodified and Nanoclay Treated Banana Fiber Reinforced Epoxy Composite Cylinders. Compos. Part B 2019, 169, 118–125. [Google Scholar] [CrossRef]
- Sengupta, S.; Debnath, S.; Ghosh, P.; Mustafa, I. Development of Unconventional Fabric from Banana (Musa Acuminata) Fibre for Industrial Uses. J. Nat. Fibers 2020, 17, 1212–1224. [Google Scholar] [CrossRef]
- Thilagavathi, G.; Pradeep, E.; Kannaian, T.; Sasikala, L. Development of Natural Fiber Nonwovens for Application as Car Interiors for Noise Control. J. Ind. Text. 2010, 39, 267–278. [Google Scholar] [CrossRef]
- Manimaran, P.; Pillai, G.P.; Vignesh, V.; Prithiviraj, M. Characterization of Natural Cellulosic Fibers from Nendran Banana Peduncle Plants. Int. J. Biol. Macromol. 2020, 162, 1807–1815. [Google Scholar] [CrossRef] [PubMed]
- Cichosz, S.; Masek, A. IR Study on Cellulose with the Varied Moisture Contents: Insight into the Supramolecular Structure. Materials 2020, 13, 4573. [Google Scholar] [CrossRef]
- Alavudeen, A.; Rajini, N.; Karthikeyan, S.; Thiruchitrambalam, M.; Venkateshwaren, N. Mechanical Properties of Banana/Kenaf Fiber-Reinforced Hybrid Polyester Composites: Effect of Woven Fabric and Random Orientation. Mater. Des. 2015, 66, 246–257. [Google Scholar] [CrossRef]
- Mostafa, M.; Uddin, N. Experimental Analysis of Compressed Earth Block (CEB) with Banana Fibers Resisting Flexural and Compression Forces. Case Stud. Constr. Mater. 2016, 5, 53–63. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical Treatments of Natural Fiber for Use in Natural Fiber-Reinforced Composites: A Review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Reddy, B.M.; Venkata, Y.; Reddy, M.; Chandra, B.; Reddy, M. Effect of Alkali Treatment on Mechanical, Water Absorption and Chemical Resistance Properties of Cordia-Dichotoma Fiber Reinforced Epoxy Composites. Int. J. Appl. Eng. Res. 2018, 13, 3709–3715. [Google Scholar]
- Bae, G.Y.; Min, B.G.; Jeong, Y.G.; Lee, S.C.; Jang, J.H.; Koo, G.H. Superhydrophobicity of Cotton Fabrics Treated with Silica Nanoparticles and Water-Repellent Agent. J. Colloid Interface Sci. 2009, 337, 170–175. [Google Scholar] [CrossRef]
- Chowdhury, K.P. Impact of Different Water Repellent Finishes on Cotton Double Jersey Fabrics. J. Text. Sci. Technol. 2018, 04, 85–99. [Google Scholar] [CrossRef] [Green Version]
- Yang, J.; Ching, Y.C.; Chuah, C.H. Applications of Lignocellulosic Fibers and Lignin in Bioplastics: A Review. Polymers 2019, 11, 751. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Motaleb, K.Z.M.A.; Al Mizan, R.; Milašius, R. Development and Characterization of Eco-Sustainable Banana Fiber Nonwoven Material: Surface Treatment, Water Absorbency and Mechanical Properties. Cellulose 2020, 27, 7889–7900. [Google Scholar] [CrossRef]
- Sivakandhan, C.; Balaji, R.; Loganathan, G.B.; Madan, D.; Murali, G. Investigation of Mechanical Behaviour on Sponge/Ridge Gourd (Luffa Aegyptiaca) Natural Fiber Using Epoxy and Polyester Resin. Mater. Today 2020, 22, 705–714. [Google Scholar] [CrossRef]
- Rohen, L.A.; Neves, A.C.C.; dos Santos, J.L.; Nascimento, L.F.C.; Monteiro, S.N.; de Assis, F.S.; Simonassi, N.T.; da Silva, L.C. Comparative Analysis of the Tensile Properties of Polyester and Epoxy Composites Reinforced with Hemp Fibers. Mat. Sci. Forum 2018, 930, 201–206. [Google Scholar] [CrossRef]
- Gnatowski, A.; Kijo-Kleczkowska, A.; Gołębski, R.; Mirek, K. Analysis of Polymeric Materials Properties Changes after Addition of Reinforcing Fibers. Int. J. Numer. Methods Heat Fluid Flow 2020, 30, 2833–2843. [Google Scholar] [CrossRef]
- EL-Zayat, M.M.; Abdel-Hakim, A.; Mohamed, M.A. Effect of Gamma Radiation on the Physico Mechanical Properties of Recycled HDPE/Modified Sugarcane Bagasse Composite. J. Macromol. Sci. Part A Pure Appl. Chem. 2019, 56, 127–135. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Types | Description | Designation |
|---|---|---|
| 01 | Outer bark nonwoven reinforced epoxy composites | OB/E |
| 02 | Middle bark nonwoven reinforced epoxy composites | MB/E |
| 03 | Inner bark nonwoven reinforced epoxy composites | IB/E |
| 04 | Midrib nonwoven reinforced epoxy composites | MR/E |
| 05 | Outer bark nonwoven reinforced polyester composites | OB/P |
| 06 | Middle bark nonwoven reinforced polyester composites | MB/P |
| 07 | Inner bark nonwoven reinforced polyester composites | IB/P |
| 08 | Midrib nonwoven reinforced polyester composites | MR/P |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Motaleb, K.Z.M.A.; Ahad, A.; Laureckiene, G.; Milasius, R. Innovative Banana Fiber Nonwoven Reinforced Polymer Composites: Pre- and Post-Treatment Effects on Physical and Mechanical Properties. Polymers 2021, 13, 3744. https://doi.org/10.3390/polym13213744
Motaleb KZMA, Ahad A, Laureckiene G, Milasius R. Innovative Banana Fiber Nonwoven Reinforced Polymer Composites: Pre- and Post-Treatment Effects on Physical and Mechanical Properties. Polymers. 2021; 13(21):3744. https://doi.org/10.3390/polym13213744
Chicago/Turabian StyleMotaleb, K. Z. M. Abdul, Abdul Ahad, Ginta Laureckiene, and Rimvydas Milasius. 2021. "Innovative Banana Fiber Nonwoven Reinforced Polymer Composites: Pre- and Post-Treatment Effects on Physical and Mechanical Properties" Polymers 13, no. 21: 3744. https://doi.org/10.3390/polym13213744
APA StyleMotaleb, K. Z. M. A., Ahad, A., Laureckiene, G., & Milasius, R. (2021). Innovative Banana Fiber Nonwoven Reinforced Polymer Composites: Pre- and Post-Treatment Effects on Physical and Mechanical Properties. Polymers, 13(21), 3744. https://doi.org/10.3390/polym13213744