
Research Summary on the Processing, Mechanical and Tribological Properties of Aluminium Matrix Composites as Effected by Fly Ash Reinforcement

 ,
,
Abstract
:
1. Introduction
2. Metal Matrix Composites
- Low density.
- High service temperature.
- Thermal stability.
- Chemical compatibility.
- High young’s modulus.
- Economic efficiency.
- High tensile and compression strength.
- Good processability.
- Minimum ductility.
- Increase fatigue strength.
- Improved wear and abrasive resistance.
- Improve thermal shock resistance.
- Increase in creep resistance at higher temperatures.
- Improved damping capabilities.
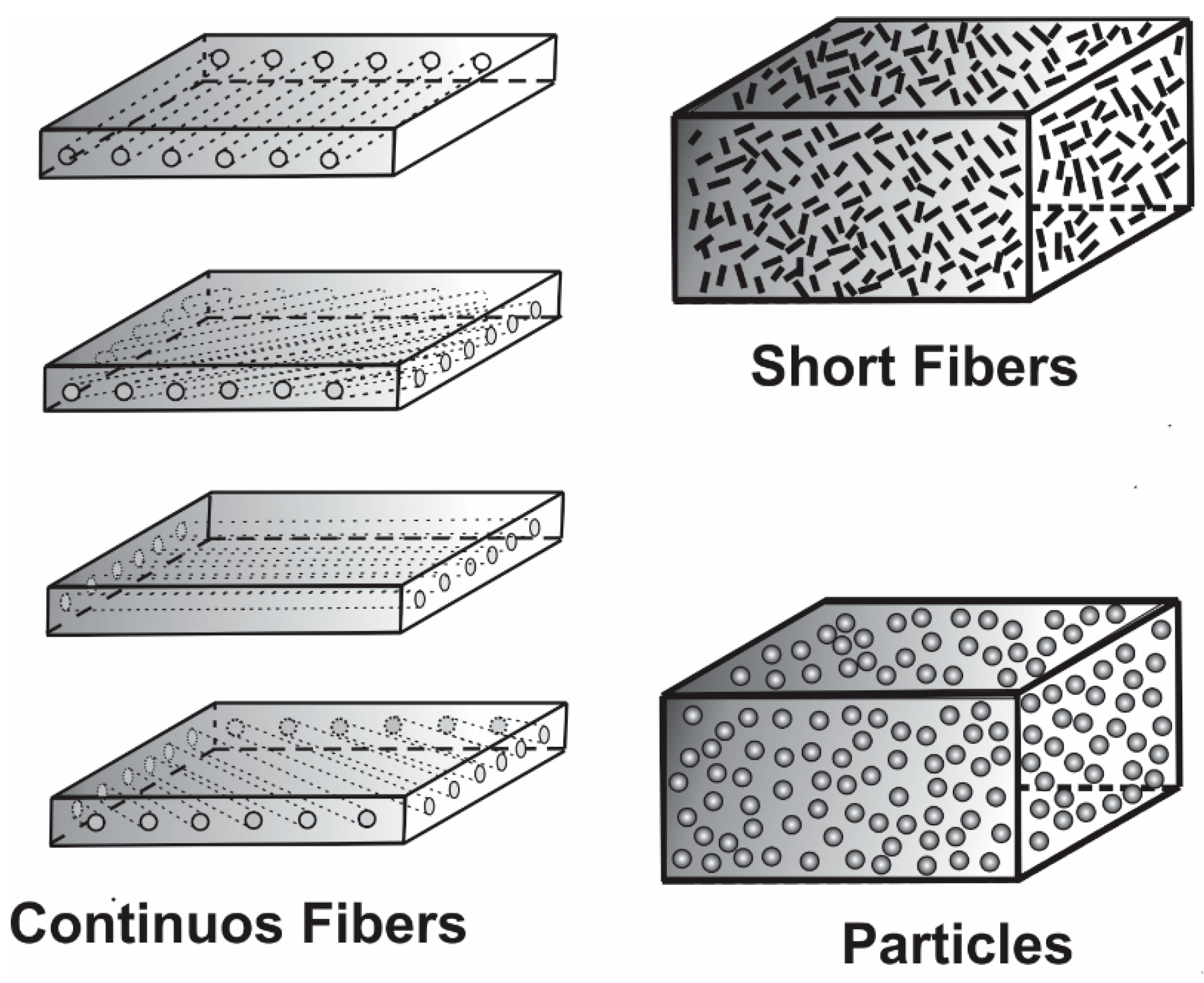
3. Particulate Reinforcement
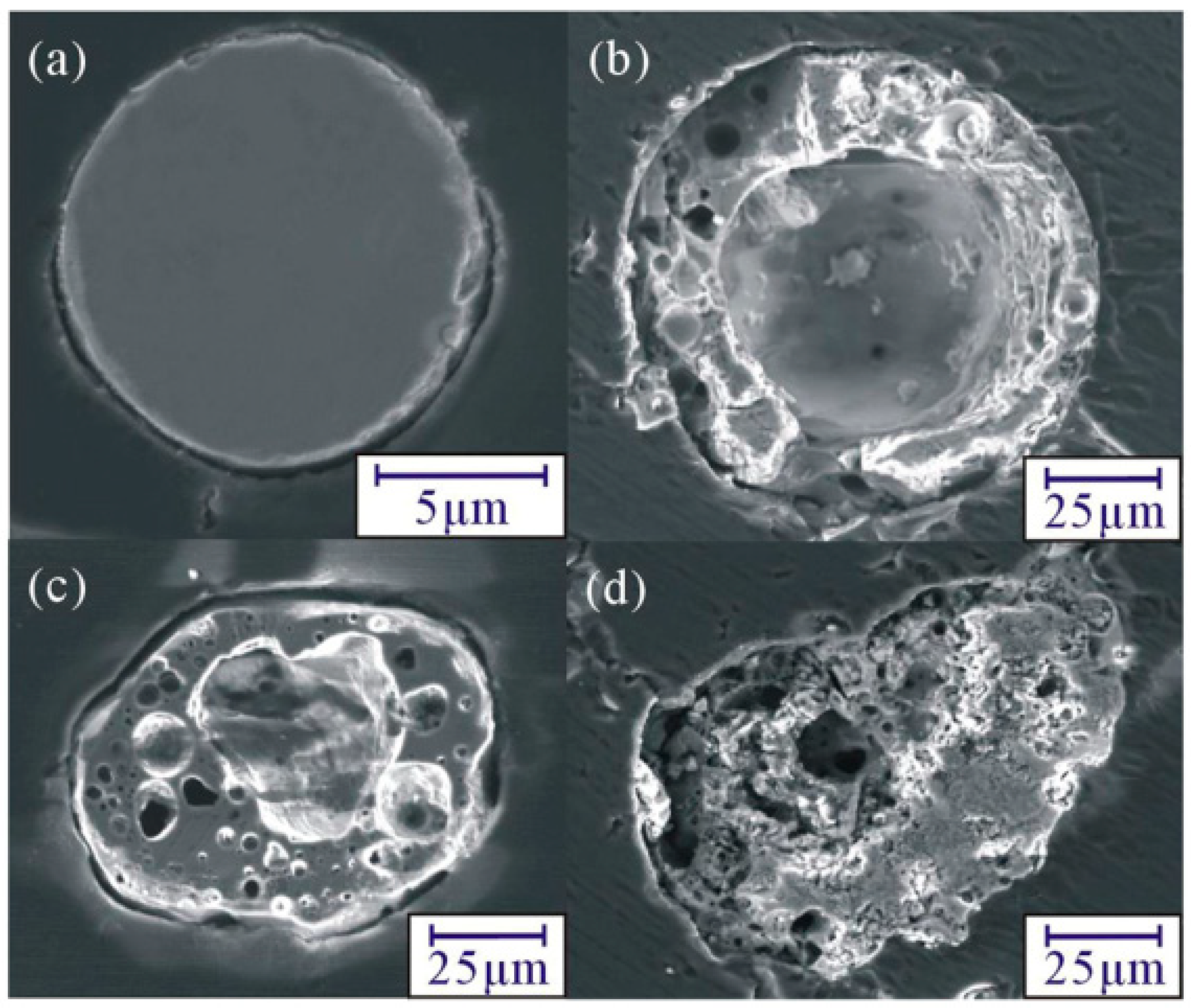
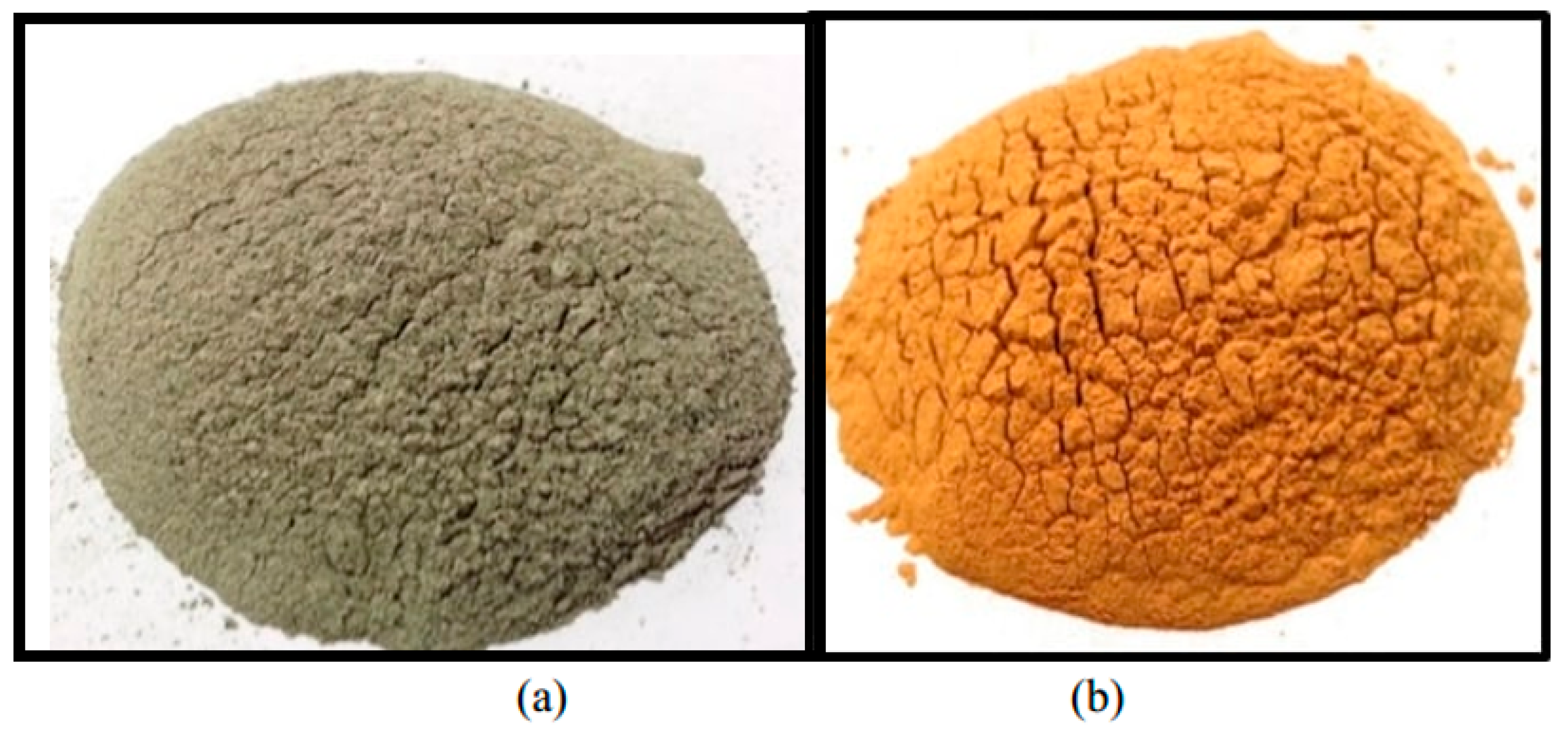
4. FA as Reinforcement in Aluminum Composites
5. Fabrication Methods of Aluminum Matrix Composites
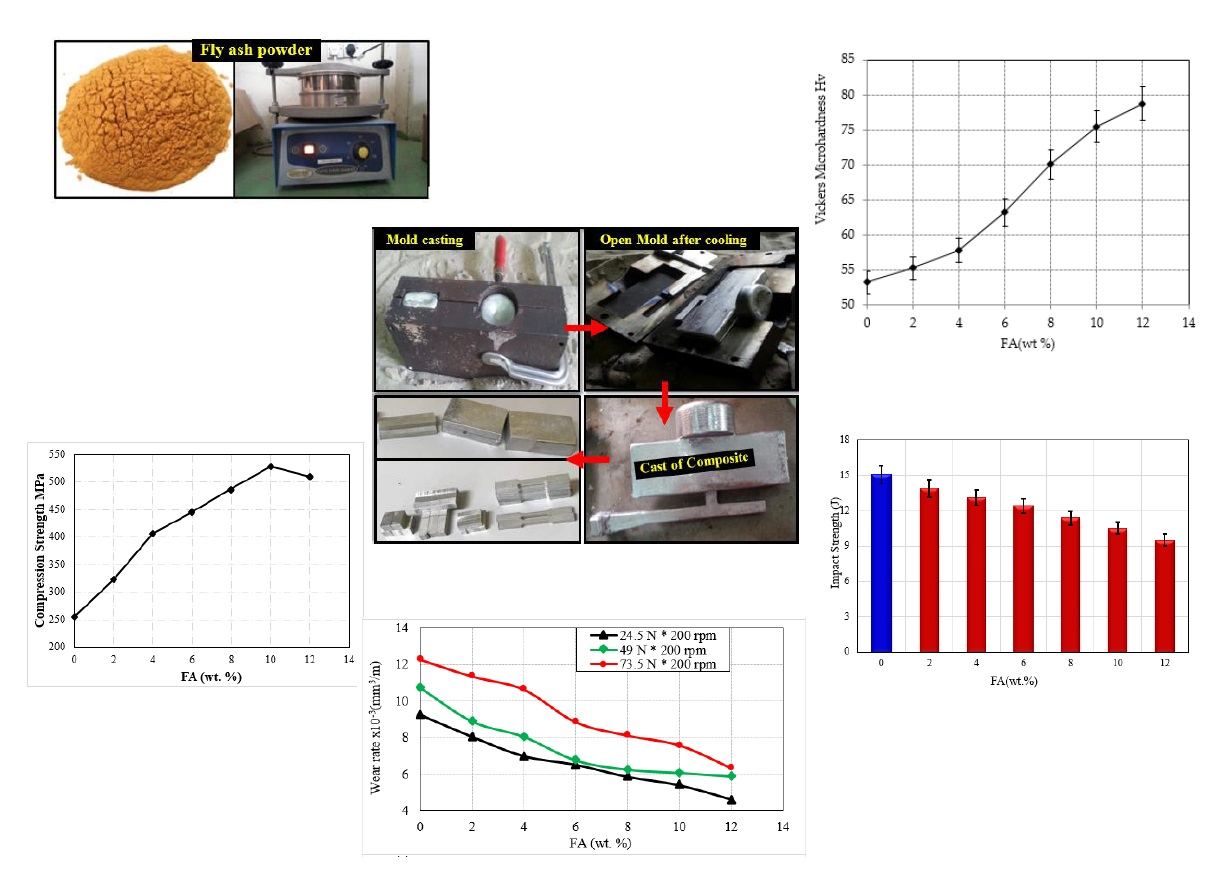
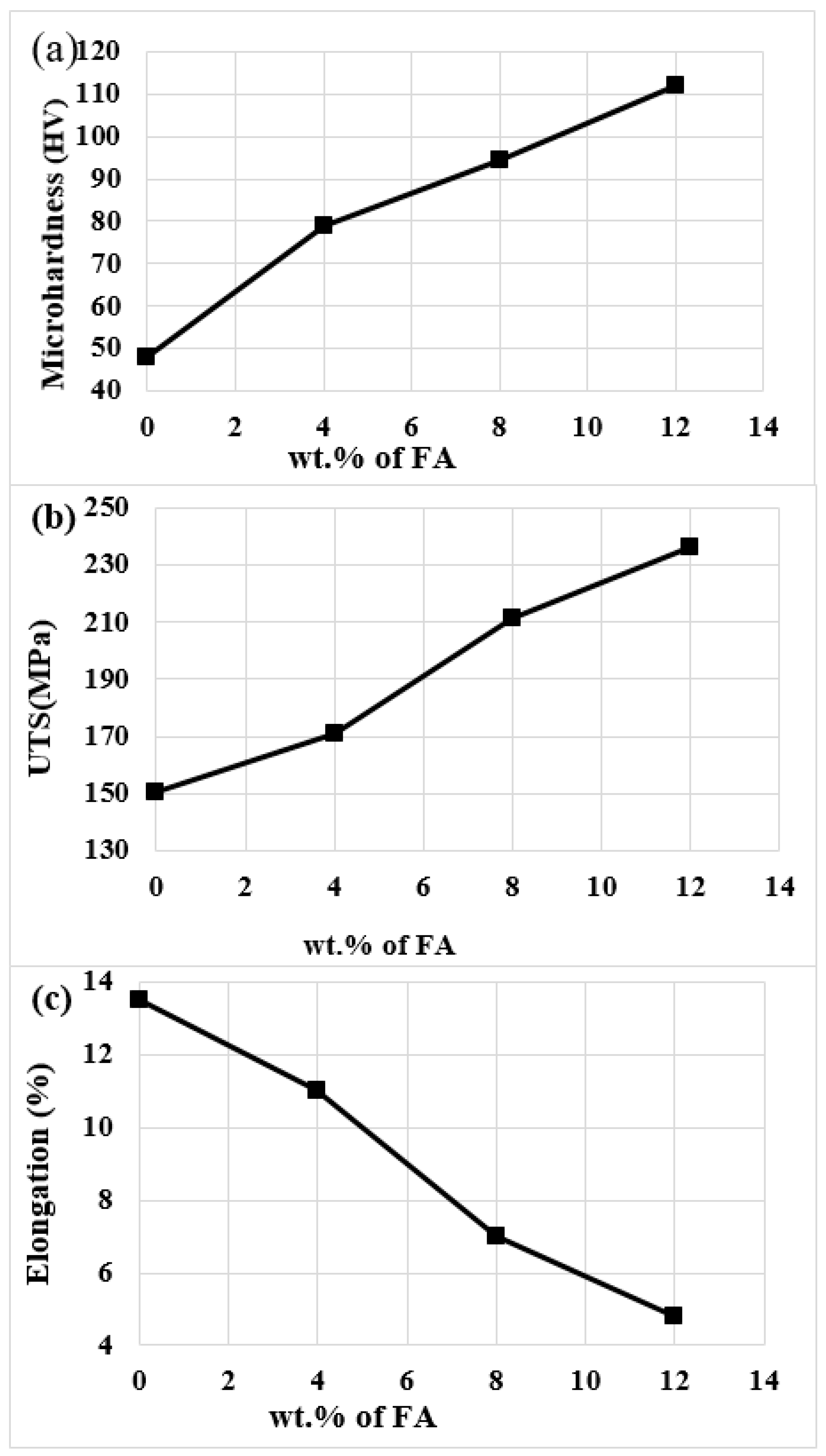
6. FA Effect on Mechanical Physical Properties of Aluminum Composites Material
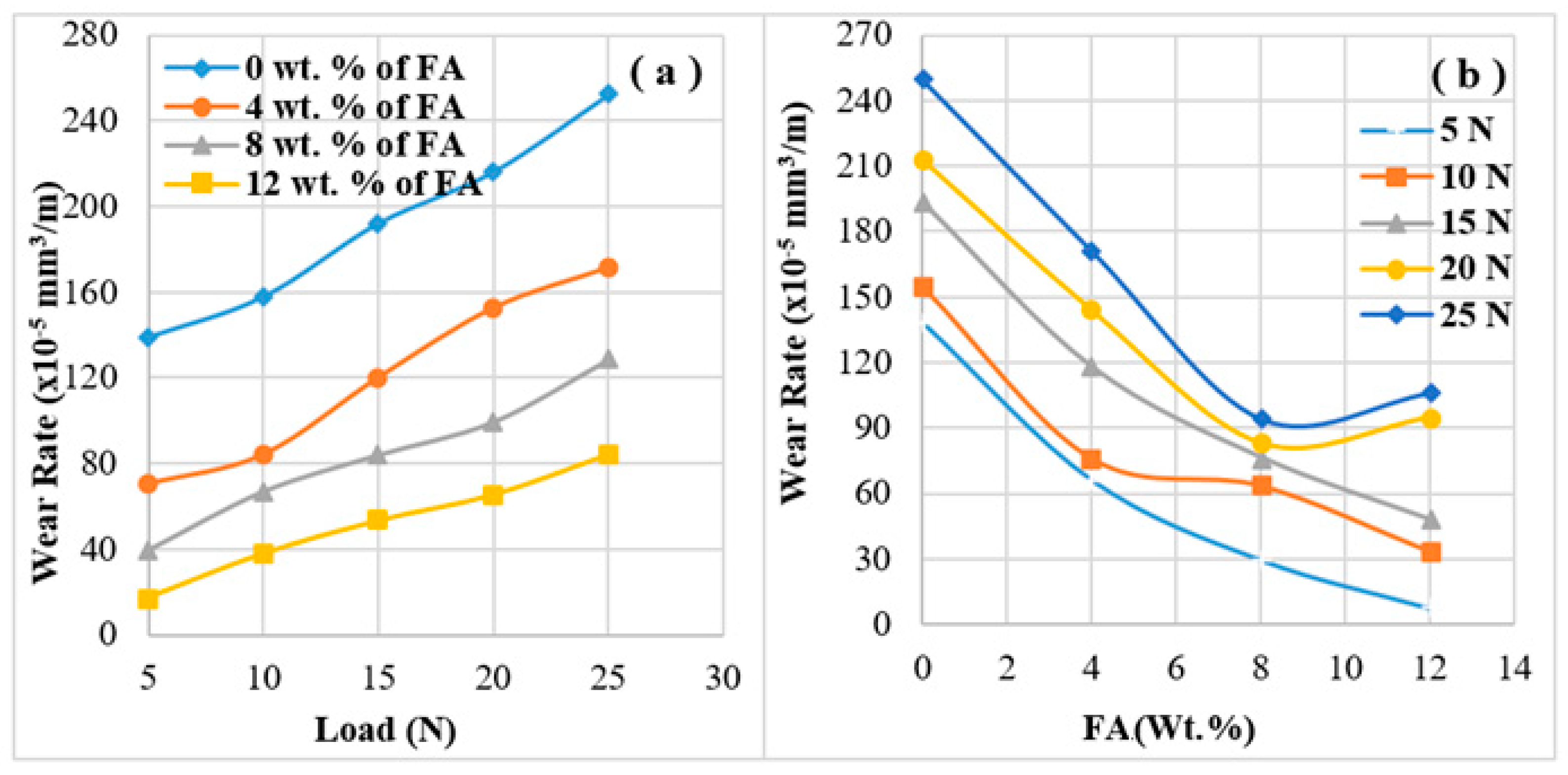
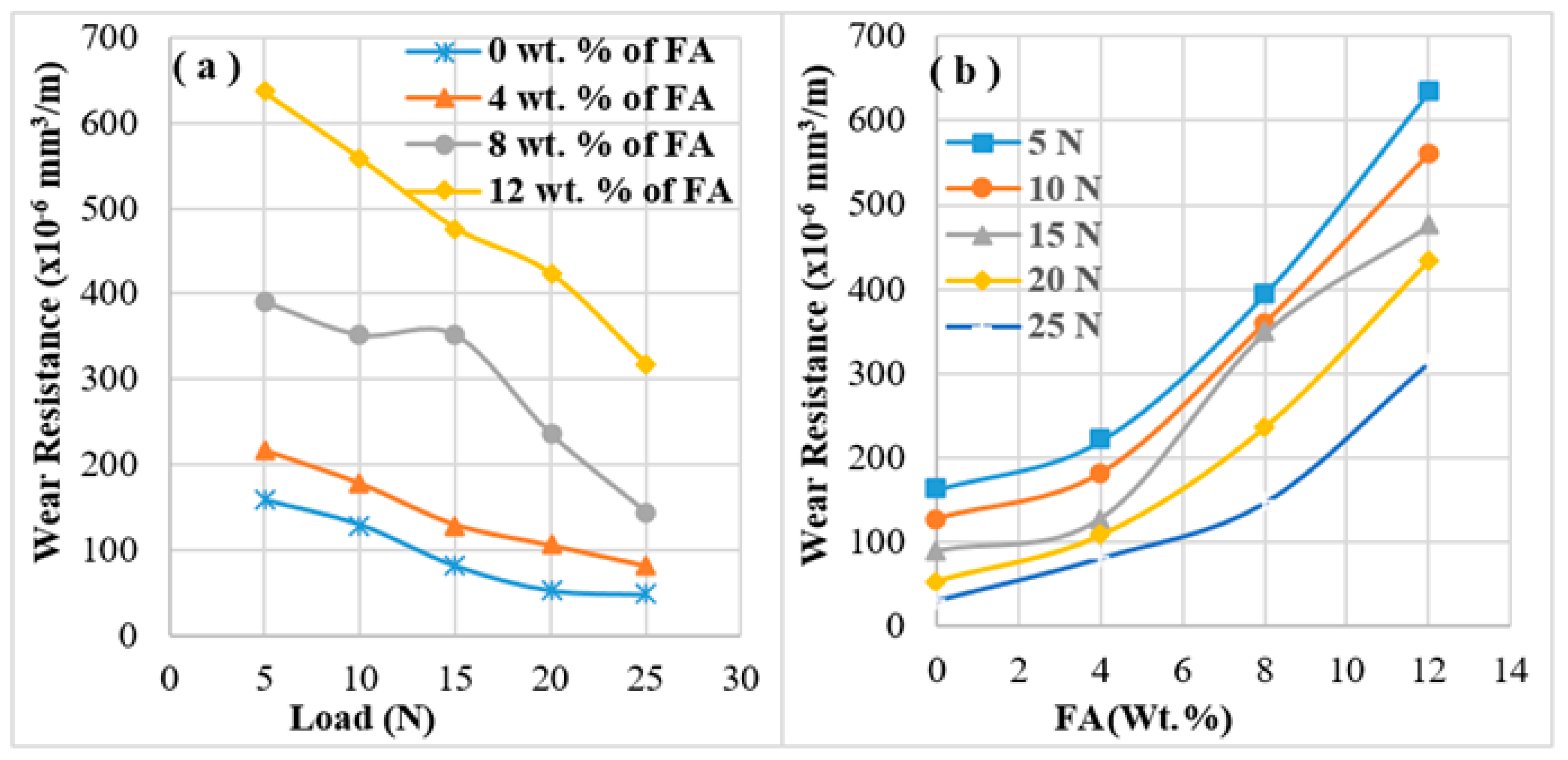
7. Effect of FA on Wear Behaviour
8. The Coefficient of Friction
9. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- U.S. Energy Information Administration. Electric Power Monthly. U.S. Energy Information Administration. Available online: https://www.eia.gov/electricity/monthly/epm_table_grapher.php?t=ep mt_6_07_b (accessed on 24 July 2018).
- IEA. Power Generation in the New Policies Scenario, 2000–2040; IEA: Paris, France; Available online: https://www.iea.org/data-andstatistics/charts/power-generation-in-the-new-policies-scenario-2000-2040 (accessed on 6 August 2021).
- Marinina, O.; Nevskaya, M.; Jonek-Kowalska, I.; Wolniak, R.; Marinin, M. Recycling of coal fly ash as an example of an efficient circular economy: A stakeholder approach. Energy 2021, 14, 3597. [Google Scholar] [CrossRef]
- American Coal Ash Association. Fly Ash Facts for Highway Engineers. Report No. FHWA-IF-03-019; Federal Highway Administration, U.S. Department of Transportation, 2003. Available online: https://www.fhwa.dot.gov/pavement/recycling/fach00.cfm (accessed on 8 October 2021).
- Koo, M.Y.; Park, J.S.; Park, M.K.; Kim, K.T.; Hong, S.H. Effect of aspect ratios of in situ formed TiB whiskers on the mechanical properties of TiBw/Ti–6Al–4V composites. Scr. Mater. 2012, 66, 487–490. [Google Scholar] [CrossRef]
- Bhaskar, K.; Johri, N.; Kumar, N.; Srivastava, A. Effect of industrial/agricultural waste materials as reinforcement on properties of metal matrix composites. Mater. Today: Proc. 2021, 26, 2333–2336. [Google Scholar]
- Li, H.-y.; Zeng, C.-t.; Han, M.-s.; Liu, J.-j.; Lu, X.-C. Time–temperature–property curves for quench sensitivity of 6063 aluminum alloy. Trans. Nonferrous Met. Soc. China 2013, 23, 38–45. [Google Scholar] [CrossRef]
- Nemati, J.; Majzoobi, G.H.; Sulaiman, S.; Baharudin, B.T.; Hanim, M.A. Effect of equal channel angular extrusion on Al-6063 bending fatigue characteristics. Int. J. Miner. Metall. Mater. 2015, 22, 395–404. [Google Scholar] [CrossRef]
- Yigezu, B.S.; Mahapatra, M.M.; Jha, P.K. Influence of reinforcement type on microstructure, hardness, and tensile properties of an aluminum alloy metal matrix composite. J. Miner. Mater. Charact. Eng. 2013, 1, 124. Available online: https://publons.com/journal/21441/journal-of-minerals-and-materials-characterization/ (accessed on 8 October 2021).
- Tiwari, S.K.; Soni, S.; Rana, R.S.; Singh, A. Effect of heat treatment on mechanical properties of aluminium alloy-fly ash metal matrix composite. Mater. Today Proc. 2017, 4, 3458–3465. [Google Scholar] [CrossRef]
- Lloyd, D. Particle reinforced aluminium and magnesium matrix composites. Int. Mater. Rev. 1994, 39, 1–23. [Google Scholar] [CrossRef]
- Ozerov, M.S.; Klimova, M.V.; Stepanov, N.D.; Zherebtsov, S.V. Microstructure evolution of a Ti/TiB metal-matrix composite during high-temperature deformation. Mater. Phys. Mech 2018, 38, 54–63. [Google Scholar]
- Bodunrin, M.O.; Alaneme, K.K.; Chown, L.H. Aluminium matrix hybrid composites: A review of reinforcement philosophies; mechanical, corrosion and tribological characteristics. J. Mater. Res. Technol. 2015, 4, 434–445. [Google Scholar] [CrossRef] [Green Version]
- Sayuti, M. Properties of Titanium Carbide Reinforced Aluminium Silicon Alloy Matrix. Ph.D. Thesis, Universiti Putra Malaysia, Seri Kembangan, Malaysia, 2012. [Google Scholar]
- Kainer, K.U. Basics of metal matrix composites. In Metal Matrix Composites, 1st ed.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2006; pp. 1–54. [Google Scholar]
- Surappa, M. Aluminium matrix composites: Challenges and opportunities. Sadhana 2003, 28, 319–334. [Google Scholar] [CrossRef]
- Kok, M. Production and mechanical properties of Al2O3 particle-reinforced 2024 aluminium alloy composites. J. Mater. Process. Technol. 2005, 161, 381–387. [Google Scholar] [CrossRef]
- Bhandakkar, A.; Prasad, R.; Sastry, S.M. Fracture toughness of AA2024 aluminum fly ash metal matrix composites. Int. J. Compos. Mater. 2014, 4, 108–124. [Google Scholar]
- Oghenevweta, J.; Aigbodion, V.; Nyior, G.; Asuke, F. Mechanical properties and microstructural analysis of Al–Si–Mg/carbonized maize stalk waste particulate composites. J. King Saud Univ.-Eng. Sci. 2016, 28, 222–229. [Google Scholar] [CrossRef] [Green Version]
- Fatile, O.B.; Akinruli, J.I.; Amori, A.A. Microstructure and mechanical behaviour of stir-cast Al-Mg-Sl alloy matrix hybrid composite reinforced with corn cob ash and silicon carbide. Int. J. Eng. Technol. Innov. 2014, 4, 251–259. [Google Scholar]
- Loh, Y.; Sujan, D.; Rahman, M.; Das, C. Sugarcane bagasse—the future composite material: A literature review. Resour. Conserv. Recycl. 2013, 75, 14–22. [Google Scholar] [CrossRef]
- Madakson, P.; Yawas, D.; Apasi, A. Characterization of coconut shell ash for potential utilization in metal matrix composites for automotive applications. Int. J. Eng. Sci. Technol. 2012, 4, 1190–1198. [Google Scholar]
- Anilkumar, H.; Hebbar, H.; Ravishankar, K. Mechanical properties of fly ash reinforced aluminium alloy (Al6061) composites. Int. J. Mech. Mater. Eng. 2011, 6, 41–45. [Google Scholar]
- Aigbodion, V.; Hassan, S.; Dauda, E.; Mohammed, R. The development of mathematical model for the prediction of ageing behaviour for Al-Cu-Mg/bagasse ash particulate composites. J. Miner. Mater. Charact. Eng. 2010, 9, 907. [Google Scholar] [CrossRef]
- Prasad, D.S.; Krishna, R. Production and mechanical properties of A356. 2/RHA composites. Int. J. Adv. Sci. Technol. 2011, 33, 51–58. [Google Scholar]
- Alaneme, K.K.; Akintunde, I.B.; Olubambi, P.A.; Adewale, T.M. Fabrication characteristics and mechanical behaviour of rice husk ash–alumina reinforced Al-Mg-Si alloy matrix hybrid composites. J. Mater. Res. Technol. 2013, 2, 60–67. [Google Scholar] [CrossRef] [Green Version]
- Casati, R.; Vedani, M. Metal matrix composites reinforced by nano-particles—A review. Metals 2014, 4, 65–83. [Google Scholar] [CrossRef]
- Liu, Y.; Cong, H.; Wang, W.; Sun, C.; Cheng, H. AlN nanoparticle-reinforced nanocrystalline Al matrix composites: Fabrication and mechanical properties. Mater. Sci. Eng. A 2009, 505, 151–156. [Google Scholar] [CrossRef]
- Sadeghian, Z.; Lotfi, B.; Enayati, M.; Beiss, P. Microstructural and mechanical evaluation of Al–TiB 2 nanostructured composite fabricated by mechanical alloying. J. Alloys Compd. 2011, 509, 7758–7763. [Google Scholar] [CrossRef]
- Zhang, Z.; Topping, T.; Li, Y.; Vogt, R.; Zhou, Y.; Haines, C.; Paras, J.; Kapoor, D.; Schoenung, J.M.; Lavernia, E.J. Mechanical behavior of ultrafine-grained Al composites reinforced with B 4 C nanoparticles. Scr. Mater. 2011, 65, 652–655. [Google Scholar] [CrossRef]
- Tjong, S.C. Processing and Deformation Characteristics of Metals Reinforced with Ceramic Nanoparticles, Nanocrystalline Materials Their Synthesis-Structure-Property Relationships and Applications, 2nd ed.; Elsevier: London, UK, 2014; pp. 269–304. [Google Scholar]
- Mazahery, A.; Shabani, M.O. Characterization of cast A356 alloy reinforced with nano SiC composites. Trans. Nonferrous Met. Soc. China 2012, 22, 275–280. [Google Scholar] [CrossRef]
- Mobasherpour, I.; Tofigh, A.; Ebrahimi, M. Effect of nano-size Al2O3 reinforcement on the mechanical behavior of synthesis 7075 aluminum alloy composites by mechanical alloying. Mater. Chem. Phys. 2013, 138, 535–541. [Google Scholar] [CrossRef]
- Poovazhagan, L.; Kalaichelvan, K.; Rajadurai, A.; Senthilvelan, V. Characterization of hybrid silicon carbide and boron carbide nanoparticles-reinforced aluminum alloy composites. Procedia Eng. 2013, 64, 681–689. [Google Scholar] [CrossRef] [Green Version]
- Rino, J.J.; Chandramohan, D.; Sucitharan, K.; Jebin, V.D. An overview on development of aluminium metal matrix composites with hybrid reinforcement. Int. J. Sci. Res. (IJSR) 2012, 2319, 7064. [Google Scholar]
- Shivaraja, H.; Praveen Kumar, B. Experimental determination and analysis of fracture toughness of MMC. Int. J. Sci. Res. (IJSR) 2014, 3, 887–892. [Google Scholar]
- Narasimha, B.G.; Krishna, V.M.; Xavior, A.M. A review on processing of particulate metal matrix composites and its properties. Int. J. Appl. Eng. Res. 2013, 8, 647–666. [Google Scholar]
- Leyens, C.; Peters, M. Titanium and Titanium Alloys: Fundamentals and Applications; Wiley Online Library: Hoboken, NJ, USA, 2006. [Google Scholar]
- Ashish, B.; Saini, J.; Sharma, B. A review of tool wear prediction during friction stir welding of aluminium matrix composite. Trans. Nonferrous Met. Soc. China 2016, 26, 2003–2018. [Google Scholar]
- Macke, A.; Schultz, B.F.; Rohatgi, P.K.; Gupta, N. Metal matrix composites for automotive applications. In Advanced Composite Materials for Automotive Applications: Structural Integrity and Crashworthiness; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2013; pp. 311–344. [Google Scholar]
- Iqbal, A.A.; Nuruzzaman, D.M. Effect of the Reinforcement on the Mechanical Properties of Aluminium Matrix Composite: A Review. Int. J. Appl. Eng. Res. 2016, 11, 10408–10413. [Google Scholar]
- Ramnath, B.V.; Elanchezhian, C.; Annamalai, R.M.; Aravind, S.; Atreya, T.S.; Vignesh, V.; Subramanian, C. Aluminium metal matrix composites—a review. Rev. Adv. Mater. Sci 2014, 38, 55–60. [Google Scholar]
- Previtali, B.; Pocci, D.; Taccardo, C. Application of traditional investment casting process to aluminium matrix composites. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1606–1617. [Google Scholar] [CrossRef]
- Das, S.; Das, S.; Das, K. Abrasive wear of zircon sand and alumina reinforced Al–4.5 wt% Cu alloy matrix composites—A comparative study. Compos. Sci. Technol. 2007, 67, 746–751. [Google Scholar] [CrossRef]
- Kumar, S.H.; Suman, K.N.; Sekhar, S.R.; Bommana, D. Investigation of mechanical and tribological properties of aluminium metal matrix composites. Mater. Today Proc. 2018, 5, 23743–23751. [Google Scholar] [CrossRef]
- Kasar, A.K.; Gupta, N.; Rohatgi, P.K.; Menezes, P.L. A brief review of fly ash as reinforcement for composites with improved mechanical and tribological properties. JOM 2020, 72, 2340–2351. [Google Scholar] [CrossRef]
- Blissett, R.; Rowson, N. A review of the multi-component utilisation of coal fly ash. Fuel 2012, 97, 1–23. [Google Scholar] [CrossRef]
- Abubakar, A.U.; Baharudin, K.S. Potential use of malaysian thermal power plants coal bottom ash in construction. Int. J. Sustain. Constr. Eng. Technol. 2012, 3, 25–37. [Google Scholar]
- Vivekanandan, P.; Arunachalam, V.P. The Experimental Analysis of Stir Casting Method on Aluminium-Fly Ash Composites. IJCET 2013, 3, 215–219. [Google Scholar]
- Rajan, T.P.; Pillai, R.M.; Pai, B.C.; Satyanarayana, K.G.; Rohatgi, P.K. Fabrication and characterisation of Al–7Si–0.35 Mg/fly ash metal matrix composites processed by different stir casting routes. Compos. Sci. Technol. 2007, 67, 3369–3377. [Google Scholar] [CrossRef]
- Fan, L.-J.; Juang, S.H. Reaction effect of fly ash with Al–3Mg melt on the microstructure and hardness of aluminum matrix composites. Mater. Des. 2016, 89, 941–949. [Google Scholar] [CrossRef]
- Rao, J.B.; Rao, D.V.; Bhargava, N. Development of light weight ALFA composites. Int. J. Eng. Sci. Technol. 2010, 2. [Google Scholar] [CrossRef]
- Selvam, J.D.R.; Smart, D.R.; Dinaharan, I. Influence of fly ash particles on dry sliding wear behaviour of AA6061 aluminium alloy. Kov. Mater 2016, 54, 175–183. [Google Scholar]
- Juang, S.H.; Fan, L.-J.; Yang, H.P.O. Influence of preheating temperatures and adding rates on distributions of fly ash in aluminum matrix composites prepared by stir casting. Int. J. Precis. Eng. Manuf. 2015, 16, 1321–1327. [Google Scholar] [CrossRef]
- Selvam, J.D.R.; Smart, D.R.; Dinaharan, I. Synthesis and characterization of Al6061-fly Ashp-SiCp composites by stir casting and compocasting methods. Energy Procedia 2013, 34, 637–646. [Google Scholar] [CrossRef] [Green Version]
- Anilkumar, H.; Hebbar, H.S. Effect of particle size of fly ash on mechanical and tribological properties of aluminium alloy (Al6061) composites and their correlations. Int. J. Mech. Syst. Eng. 2013, 3, 3–6. [Google Scholar]
- Efzan, E.; Noor, M.; Siti Syazwani, N.; Emerson, J. Properties of Aluminum Matrix Composite (AMCs) for Electronic Packaging. Mater. Sci. Forum 2016, 857, 18–21. [Google Scholar] [CrossRef]
- Sharma, P.; Khanduja, D.; Sharma, S. Tribological and mechanical behavior of particulate aluminum matrix composites. J. Reinf. Plast. Compos. 2014, 33, 2192–2202. [Google Scholar] [CrossRef]
- Hashim, J.; Looney, L.; Hashmi, M. The wettability of SiC particles by molten aluminium alloy. J. Mater. Process. Technol. 2001, 119, 324–328. [Google Scholar] [CrossRef]
- Gladston, J.A.; Sheriff, N.M.; Dinaharan, I.; Selvam, J.D. Production and characterization of rich husk ash particulate reinforced AA6061 aluminum alloy composites by compocasting. Trans. Nonferrous Met. Soc. China 2015, 25, 683–691. [Google Scholar] [CrossRef]
- Rahimian, M.; Ehsani, N.; Parvin, N.; reza Baharvandi, H. The effect of particle size, sintering temperature and sintering time on the properties of Al–Al2O3 composites, made by powder metallurgy. J. Mater. Process. Technol. 2009, 209, 5387–5393. [Google Scholar] [CrossRef]
- Srinivasarao, B.; Suryanarayana, C.; Oh-Ishi, K.; Hono, K. Microstructure and mechanical properties of Al–Zr nanocomposite materials. Mater. Sci. Eng. A 2009, 518, 100–107. [Google Scholar] [CrossRef]
- Kalaiselvan, K.; Murugan, N.; Parameswaran, S. Production and characterization of AA6061–B 4C stir cast composite. Mater. Des. 2011, 32, 4004–4009. [Google Scholar] [CrossRef]
- Xiu, Z.; Yang, W.; Chen, G.; Jiang, L.; Ma, K.; Wu, G. Microstructure and tensile properties of Si3N4p/2024Al composite fabricated by pressure infiltration method. Mater. Des. 2012, 33, 350–355. [Google Scholar] [CrossRef]
- Amirkhanlou, S.; Rezaei, M.R.; Niroumand, B.; Toroghinejad, M.R. High-strength and highly-uniform composites produced by compocasting and cold rolling processes. Mater. Des. 2011, 32, 2085–2090. [Google Scholar] [CrossRef]
- Srivastava, V.; Ojha, S. Microstructure and electrical conductivity of Al-SiCp composites produced by spray forming process. Bull. Mater. Sci. 2005, 28, 125–130. [Google Scholar] [CrossRef]
- Morsi, K. titanium–titanium boride composites. J. Mater. Sci. 2019, 54, 6753–6771. [Google Scholar] [CrossRef]
- Zherebtsov, S.; Ozerov, M.; Povolyaeva, E.; Sokolovsky, V.; Stepanov, N.; Moskovskikh, D.; Salishchev, G. Effect of hot rolling on the microstructure and mechanical properties of a Ti-15Mo/TiB metal-matrix composite. Metals 2020, 10, 40. [Google Scholar] [CrossRef] [Green Version]
- Zherebtsov, S.; Ozerov, M.; Stepanov, N.; Klimova, M.; Ivanisenko, Y. Effect of high-pressure torsion on structure and microhardness of ti/tib metal–matrix composite. Metals 2017, 7, 507. [Google Scholar] [CrossRef] [Green Version]
- Ezatpour, H.R.; Sajjadi, S.A.; Sabzevar, M.H.; Huang, Y. Investigation of microstructure and mechanical properties of Al6061-nanocomposite fabricated by stir casting. Mater. Des. 2014, 55, 921–928. [Google Scholar] [CrossRef]
- Razzaq, A.M.; Majid, D.L.A.A.; Ishak, M. A brief research review for improvement methods the wettability between ceramic reinforcement particulate and aluminium matrix composites. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2017. [Google Scholar]
- Rohatgi, P.K. Low-cost, fly-ash-containing aluminum-matrix composites. JOM J. Miner. Met. Mater. Soc. 1994, 46, 55–59. [Google Scholar] [CrossRef]
- Chen, B.; Shen, J.; Ye, X.; Jia, L.; Li, S.; Umeda, J.; Takahashi, M.; Kondoh, K. Length effect of carbon nanotubes on the strengthening mechanisms in metal matrix composites. Acta Mater. 2017, 140, 317–325. [Google Scholar] [CrossRef]
- Kala, H.; Mer, K.; Kumar, S. A review on mechanical and tribological behaviors of stir cast aluminum matrix composites. Procedia Mater. Sci. 2014, 6, 1951–1960. [Google Scholar] [CrossRef] [Green Version]
- Selvam, J.D.R.; Smart, D.R.; Dinaharan, I. Microstructure and some mechanical properties of fly ash particulate reinforced AA6061 aluminum alloy composites prepared by compocasting. Mater. Des. 2013, 49, 28–34. [Google Scholar] [CrossRef]
- Dou, Z.; Wu, G.; Huang, X.; Sun, D.; Jiang, L. Electromagnetic shielding effectiveness of aluminum alloy–fly ash composites. Compos. Part A: Appl. Sci. Manuf. 2007, 38, 186–191. [Google Scholar] [CrossRef]
- Rohatgi, P.K.; Kim, J.K.; Gupta, N.; Alaraj, S.; Daoud, A. Compressive characteristics of A356/fly ash cenosphere composites synthesized by pressure infiltration technique. Compos. Part A: Appl. Sci. Manuf. 2006, 37, 430–437. [Google Scholar] [CrossRef]
- Rohatgi, P.; Gupta, N.; Alaraj, S. Thermal expansion of aluminum–fly ash cenosphere composites synthesized by pressure infiltration technique. J. Compos. Mater. 2006, 40, 1163–1174. [Google Scholar] [CrossRef]
- Surappa, M. Synthesis of fly ash particle reinforced A356 Al composites and their characterization. Mater. Sci. Eng. A 2008, 480, 117–124. [Google Scholar]
- Suresh, N.; Venkateswaran, S.; Seetharamu, S. Influence of cenospheres of fly ash on the mechanical properties and wear of permanent moulded eutectic Al–Si alloys. Mater. Sci.-Pol. 2010, 28, 55–65. [Google Scholar]
- Guo, R.; Rohatgi, P.; Nath, D. Preparation of aluminium-fly ash particulate composite by powder metallurgy technique. J. Mater. Sci. 1997, 32, 3971–3974. [Google Scholar] [CrossRef]
- Mahendra, K.; Radhakrishna, K. Fabrication of Al-4.5% Cu alloy with fly ash metal matrix composites and its characterization. Mater. Sci.-Pol. 2007, 25, 57–68. [Google Scholar]
- Rohatgi, P.; Weiss, D.; Gupta, N. Applications of fly ash in synthesizing low-cost MMCs for automotive and other applications. JOM 2006, 58, 71–76. [Google Scholar] [CrossRef]
- Shanmughasundaram, P.; Subramanian, R.; Prabhu, G. Some studies on aluminium–fly ash composites fabricated by two step stir casting method. Eur. J. Sci. Res. 2011, 63, 204–218. [Google Scholar]
- Boopathi, M.M.; Arulshri, K.; Iyandurai, N. Evaluation of mechanical properties of aluminium alloy 2024 reinforced with silicon carbide and fly ash hybrid metal matrix composites. Am. J. Appl. Sci. 2013, 10, 219. [Google Scholar] [CrossRef]
- Arun, L.; Kulkarni, D.S.K.N.; Kuldeep, B. Characteristic studies on aluminium based silicon carbide and fly ash particulate metal matrix composite. Int. J. Eng. Res. Technol. 2013, 2, 2303–2306. [Google Scholar]
- Malhotra, S.; Narayan, R.; Gupta, R. Synthesis and Characterization of Aluminium 6061 Alloy-Flyash & Zirconia Metal Matrix Composite. Int. J. Curr. Eng. Technol. 2013, 3, 1716–1719. [Google Scholar]
- Kulkarni, S.; Meghnani, J.; Lal, A. Effect of fly ash hybrid reinforcement on mechanical property and density of aluminium 356 alloy. Procedia Mater. Sci. 2014, 5, 746–754. [Google Scholar] [CrossRef] [Green Version]
- Senapati, A.K.; Mishra, P.C.; Routara, B.C. Use of waste flyash in fabrication of aluminium alloy matrix composite. Int. J. Eng. Technol 2014, 6, 905–912. [Google Scholar]
- Senapatia, A.; Senapatib, A.; Mishrac, O. Mechanical Properties of Fly Ash Reinforced Al-Si Alloy Based MMC. Int. J. Res. Advent Technol. 2014. [Google Scholar]
- Arun, L.R.; Suneel, K.N. Effect of AL2O3 and fly ash reinforced particulates for fatigue behavior of the AL6061T6 alloy matrix composites. Int. J. Eng. 2016, 5, 1129–1254. [Google Scholar]
- Ilandjezian, R.; Gopalakannan, S. Tensile fracture and compression failure behavior of cenosphere reinforced AA6061 metal matrix composite. Procedia Eng. 2017, 173, 1239–1245. [Google Scholar] [CrossRef]
- Verma, A.S.; Suri, N.; Kant, S. Effect of process parameter of Al-6063 based fly ash composites using taguchi. Int. J. Appl. Eng. Res. 2012, 7, 2012. [Google Scholar]
- Verma, A.S.; Kant, S.; Suri, N. Modelling of process variables for fly ash based Al-6063 composites using artificial neural network. Int. J. Sci. Res. Publ. 2013, 3, 1–5. [Google Scholar]
- Kumar, M.R.; Shunmuga Priyana, M.; Mani, A. Investigation of mechanical and wear properties of aluminum-fly ash composite material produced by stir casting method. Int. J. Sci. Eng. 2014, 5, 1261–1269. [Google Scholar]
- Suragimath, M.P.K.; Purohit, G. A study on mechanical properties of aluminium alloy (LM6) reinforced with SiC and fly ash. IOSR J. Mech. Civ. Engg 2013, 8, 13–18. [Google Scholar]
- Christy, T.; Murugan, N.; Kumar, S. A comparative study on the microstructures and mechanical properties of Al 6061 alloy and the MMC Al 6061/TiB2/12p. J. Miner. Mater. Charact. Eng. 2010, 9, 57. [Google Scholar]
- Pakdel, A.; Farhangi, H.; Emamy, M. Effect of extrusion process on ductility and fracture behaviour of SiCp/aluminum-alloy composites. In Proceedings of the 8th International Fracture Conference, Istanbul, Turkey, 7–9 November 2007; pp. 460–470. [Google Scholar]
- Hwu, B.-K.; Lin, S.-J.; Jahn, M.-T. Effects of process parameters on the properties of squeeze-cast SiCp-6061 Al metal-matrix composite. Mater. Sci. Eng. A 1996, 207, 135–141. [Google Scholar] [CrossRef]
- Khalifa, T.A.; Mahmoud, T.S. Elevated temperature mechanical properties of Al alloy AA6063/SiCp MMCs. In Proceedings of the World Congress on Engineering, London, UK, 1–3 July 2009. [Google Scholar]
- AlanemeaΨ, K.K.; Alukob, A.O. Production and age-hardening behaviour of borax premixed SiC reinforced Al-Mg-Si alloy composites developed by double stir-casting technique. West Indian J. Eng. 2012, 1, 2. [Google Scholar]
- Razzaq, A.M.; Majid, D.L.; Ishak, M.R.; Uday, M.B. Effects of Solid Fly Ash on Wear Behaviour of AA6063 Aluminum Alloy; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Mohammed Razzaq, A.; Majid, D.L.; Ishak, M.R.; Muwafaq Basheer, U. Mathematical modeling and analysis of tribological properties of AA6063 aluminum alloy reinforced with fly ash by using response surface methodology. Crystals 2020, 10, 403. [Google Scholar] [CrossRef]
- Mohanty, S.; Chugh, Y. Development of fly ash-based automotive brake lining. Tribol. Int. 2007, 40, 1217–1224. [Google Scholar] [CrossRef]
- Mahendra, K.; Radhakrishna, K. Castable composites and their application in automobiles. Proc. Inst. Mech. Eng. Part D J. Automob. Eng. 2007, 221, 135–140. [Google Scholar] [CrossRef]
- Kumar, K.R.; Mohanasundaram, K.; Arumaikkannu, G.; Subramanian, R. Analysis of parameters influencing wear and frictional behavior of aluminum–fly ash composites. Tribol. Trans. 2012, 55, 723–729. [Google Scholar] [CrossRef]
- Uthayakumar, M.; Kumaran, S.T.; Aravindan, S. Dry sliding friction and wear studies of fly ash reinforced AA-6351 metal matrix composites. Adv. Tribol. 2013, 2013, 365602. [Google Scholar] [CrossRef] [Green Version]
- Rao, R.; Das, S. Effect of SiC content and sliding speed on the wear behaviour of aluminium matrix composites. Mater. Des. 2011, 32, 1066–1071. [Google Scholar] [CrossRef]
- Ramachandra, M.; Radhakrishna, K. Effect of reinforcement of flyash on sliding wear, slurry erosive wear and corrosive behavior of aluminium matrix composite. Wear 2007, 262, 1450–1462. [Google Scholar] [CrossRef]
- Rao, J.B.; Rao, D.V.; Prasad, K.S.; Bhargava, N.R. Dry sliding wear behaviour of fly ash particles reinforced AA 2024 composites. Mater. Sci.-Pol. 2012, 30, 204–211. [Google Scholar]
- Moorthy, A.; Natarajan, D.N.; Sivakumar, R.; Manojkumar, M.; Suresh, M. Dry sliding wear and mechanical behavior of aluminium/fly ash/graphite hybrid metal matrix composite using taguchi method. Int. J. Mod. Eng. Res. (IJMER) 2012, 2, 1224–1230. [Google Scholar]
- Prasad, K.; Ramachandra, M. Effect of squeeze pressure on the hardness and wear resistance of aluminium fly ash composite manufactured by stir-squeeze casting. Int. J. Eng. Invent. 2013, 3, 1–8. [Google Scholar]
- Prasad, K.; Ramachandra, M. Evaluation of factors affecting sliding wear behaviour of Al-flyash metal matrix composites by using design of experiments. Int. J. Mod. Eng. Res. India 2013, 3, 2591–2599. [Google Scholar]
- Udaya, P.J.; Moorthy, T. Adhesive Wear Behaviour of Aluminium Alloy/Fly Ash Composites. Adv. Mater. Res. 2013, 622–623, 1290–1294. Available online: https://www.scientific.net/AMR.622-623.1290 (accessed on 8 October 2021). [CrossRef]
- Kumar, V.; Gupta, R.D.; Batra, N. Comparison of mechanical properties and effect of sliding velocity on wear properties of Al 6061, Mg 4%, fly ash and Al 6061, Mg 4%, graphite 4%, fly ash hybrid metal matrix composite. Procedia Mater. Sci. 2014, 6, 1365–1375. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.; Min, F.; Zhu, J. Microstructural characterization and mechanical property of Fly Ash/Al-25Mg composites. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2014, 29, 1019–1022. [Google Scholar] [CrossRef]
- Kountouras, D.T.; Stergioudi, F.; Tsouknidas, A.; Vogiatzis, C.A.; Skolianos, S.M. Properties of high volume fraction fly ash/Al alloy composites produced by infiltration process. J. Mater. Eng. Perform. 2015, 24, 3315–3322. [Google Scholar] [CrossRef]
- David Raja Selvam, J.; Dinaharan, I.; Mashinini, P. High temperature sliding wear behavior of AA6061/fly ash aluminum matrix composites prepared using compocasting process. Tribol.-Mater. Surf. Interfaces 2017, 11, 39–46. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Author/Year [Ref.] | Process | Filler | Particle Size µm/Fraction% | Main Finding |
|---|---|---|---|---|
| Rohatgi et al. 2006 [83] | Stir casting and pressure infiltration | AA356 and 319 | Fine/3–15 vol.% |
|
| Dou et al. 2007 [76] | Squeezing casting | AA2024 | For CFA is (10–76) µm, for PFA is (10–390) µm/70 vol.% |
|
| Rao et al. 2010 [52] | Stir casting. | Pure aluminum | 60 µm/5–15 wt.% |
|
| Shanmughasundaram et al. 2011 [84] | Two step stir casting | Al | 50–100 µm/5, 10, 15, 20, 25 wt.% |
|
| Boopathi et al. 2013 [85] | Stir casting | AA2024 | 0,5,10 wt.% SiC, 0, 5, 10 wt.% fly ash |
|
| Arun et al. 2013 [86] | Stir casting | AA6061 | 1–100 µm /9, 12, 15 wt.% |
|
| Malhotra 2013 [87] | Stir casting | AA6061 | 5, 10 zirconia wt./10 wt.% |
|
| Bhandakkar et al. 2014 [18] | Stir casting | AA2024 | 25–45 µm/5%, 10 wt.% |
|
| Kulkarni et al. 2014 [88] | Stir casting | AA356 alloy | The average size less than 100 µm/4, 8, 12 wt.% |
|
| Ajit Kumar Senapati et al. 2014 [89] | Stir casting | LM6 | 5–30 µm/9.8, 10.2 wt.% |
|
| Senapati et al. 2014 [90] | Stir casting | LM6 | 63 µm |
|
| Arun and Kulkarni 2016 [91] | Stir casting | AA6061 | 1–150 µm/9, 12, 15 wt.% of fly ash and 6 wt.% of Alumina (Al2O3) |
|
| Ilandjezian and Gopalakannan 2017 [92] | Stir casting | AA6061 | 50–100 µm/1, 2, 3, 5 wt.% |
|
| Verma et al. 2012, 2013 [93,94] | stir casting technique | AA6063 | 3, 6, 9 wt.% |
|
| Kumar et al. 2014 [95] | Stir casting | AA6063 | 0.1–100/5, 10 wt.% |
|
| Author/Year [Ref] | Matrix | Avg. Size (µm) | FA Content | Load N | Velocity | Main Out Finding |
|---|---|---|---|---|---|---|
| Ramachandra and Radhakrishna 2007 [109] | Al(Si 12.2%) | 10 | 0, 5, 10, 15 wt.% | 4.9, 9.8 and 14.7 N | 500, 600, 700 and 800 rpm |
|
| Suresh et al. 2010 [80] | LM6 | 150–212 | 1,3,6,10 wt.% | 9.8 | 500 rpm |
|
| Shanmughasundaram et al. 2011 [84] | Pure aluminum | 50–100 | 0,5,10,15,20,25 wt.% | 5 and 15 | 0.5 and 1 m/s |
|
| Rao 2012 [110] | AA2024 | 100 to 350 mesh | 5 wt.% | –14.7 | 2 m/s |
|
| Natarajan et al. 2012 [111] | AA6061 | 53–75 | 3, 6, 9 wt.% FA and fixed 3 wt.% Gr | 9.81, 19.62, 29.43 | 2, 3, 4 m/s |
|
| Prasad and Ramachandra 2013 [112,113] | LM6 | 10–250 | 5, 7.5, 10, 12.5 wt.% | 47,71,95 | 250, 300, 350 rpm |
|
| Suragimath and Purohit 2013 [96] | LM6 | 150µm SiC(black), 100µm FA(brown) | 5, and 15 wt.% FA, with keeping SiC constant (5%) | 4.9, 14.5 | 300, 500 rpm |
|
| Uthayakumar et al. 2013 [107] | AA6351 | 2–10 | 5, 10, 15 wt.% | 9.81, 19.62, and 29.43 | 1, 2, and 3 m/s |
|
| Vivekanandan and Arunachalam 2013 [49] | 1–100 µm/5, 10, 15, 20 wt.% | Stir casting route. | Pure aluminum |
| ||
| Udaya Prakash 2013 [114] | LM6 | 75 | 3, 6, 9 wt.% | 15, 30, 45 | 0.5, 1, 1.5 m/s |
|
| Kumar et al. 2014 [95] | AA6063 | 0.1–100 | 5, 10 wt.% | 5, 10, 15 | 0.5, 1.0, 1.5 m/s |
|
| Viney Kumar et al. 2014 [115] | AA6061 | 100 | 10, 15, 20 wt.% | 30 | 1000, 1500, and 2000 rpm |
|
| Qingping 2014 [116] | Al-25Mg | 5–50 | 5, 10, 15, 20 wt.% | 78, 98, 118, 137, 157 | 400 rpm |
|
| Kountouras et al. 2015 [117] | AA7075 | 65 | >40% | 5, 10, 15 | 0.5 m/s |
|
| Selvam et al. 2017 [118] | AA6061 | 1–2 | (0, 4, 8 and 12 wt.%) | 24.5 | 157 |
|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Razzaq, A.M.; Majid, D.L.; Basheer, U.M.; Aljibori, H.S.S. Research Summary on the Processing, Mechanical and Tribological Properties of Aluminium Matrix Composites as Effected by Fly Ash Reinforcement. Crystals 2021, 11, 1212. https://doi.org/10.3390/cryst11101212
Razzaq AM, Majid DL, Basheer UM, Aljibori HSS. Research Summary on the Processing, Mechanical and Tribological Properties of Aluminium Matrix Composites as Effected by Fly Ash Reinforcement. Crystals. 2021; 11(10):1212. https://doi.org/10.3390/cryst11101212
Chicago/Turabian StyleRazzaq, Alaa Mohammed, Dayang Laila Majid, Uday M. Basheer, and Hakim S. Sultan Aljibori. 2021. "Research Summary on the Processing, Mechanical and Tribological Properties of Aluminium Matrix Composites as Effected by Fly Ash Reinforcement" Crystals 11, no. 10: 1212. https://doi.org/10.3390/cryst11101212
APA StyleRazzaq, A. M., Majid, D. L., Basheer, U. M., & Aljibori, H. S. S. (2021). Research Summary on the Processing, Mechanical and Tribological Properties of Aluminium Matrix Composites as Effected by Fly Ash Reinforcement. Crystals, 11(10), 1212. https://doi.org/10.3390/cryst11101212