
From Machining Chips to Raw Material for Powder Metallurgy—A Review

 , and
, and 
Abstract
:
1. Introduction
2. Materials of Chips
3. Powder Production
4. Characterization of Powder Particles Produced from Metal Chips
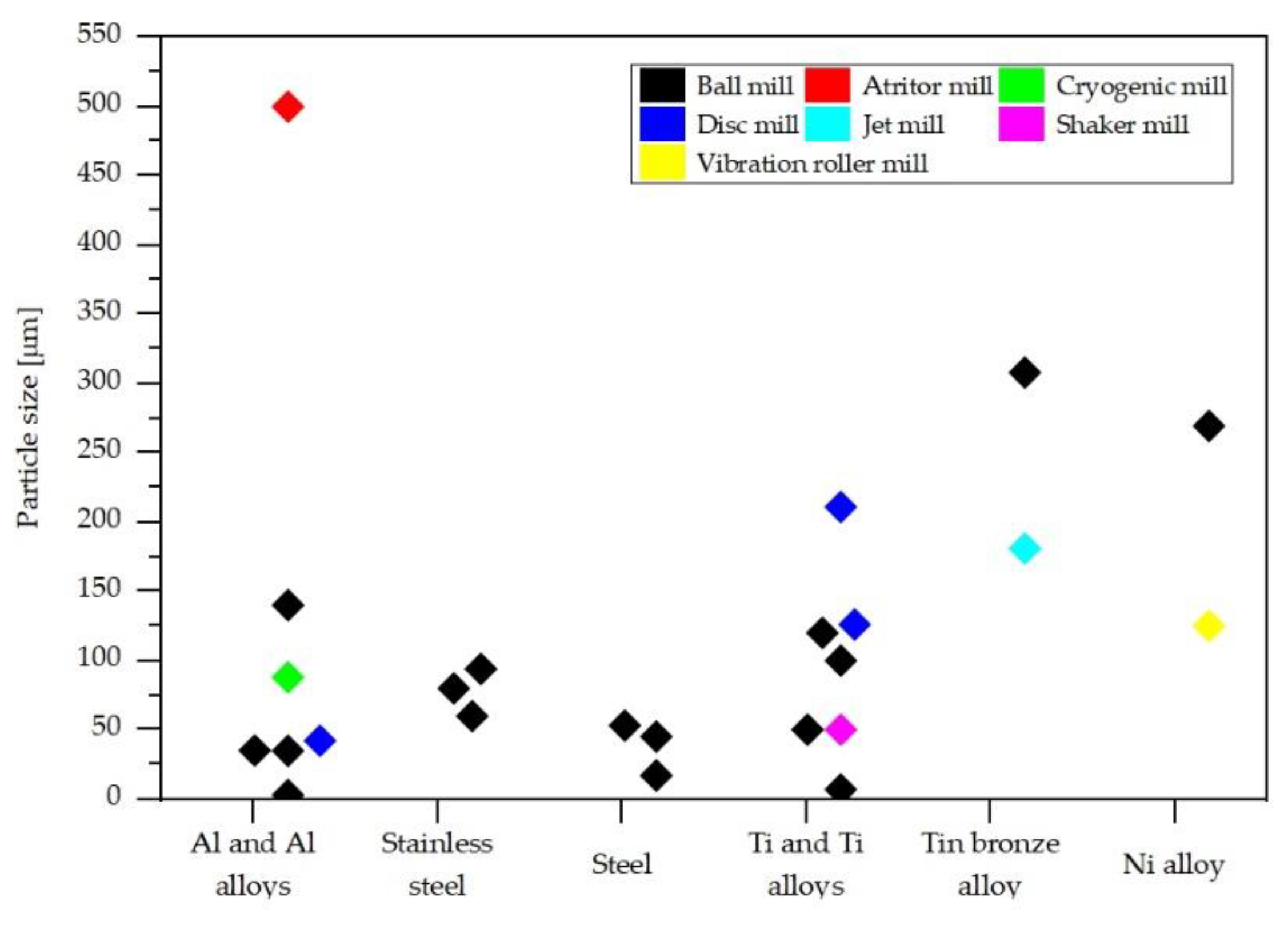
4.1. Particle Size
4.2. Particle Size Distribution
4.3. Particle Shape
4.4. Particle Structure
5. Recycling Chips for Powder Metallurgy Applications
Mechanical Properties
6. Conclusions and Future Perspectives
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pinto, J.T.M.; Diemer, A. Supply chain integration strategies and circularity in the European steel industry. Resour. Conserv. Recycl. 2020, 153, 104517. [Google Scholar] [CrossRef]
- Alwaeli, M.; Nadziakiewicz, J. Recycling of scale and steel chips waste as a partial replacement of sand in concrete. Constr. Build. Mater. 2012, 28, 157–163. [Google Scholar] [CrossRef]
- Yao, B.B.; Zhou, Z.Y.; Duan, L.Y.; Xiao, Z.Y. Compressibility of 304 Stainless Steel Powder Metallurgy Materials Reinforced with 304 Short Stainless Steel Fibers. Materials 2016, 9, 161. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Alaneme, K.K.; Odoni, B.U. Mechanical properties, wear and corrosion behavior of copper matrix composites reinforced with steel machining chips. Eng. Sci. Technol. Int. J. JESTECH 2016, 19, 1593–1599. [Google Scholar] [CrossRef] [Green Version]
- Gecu, R.; Karaaslan, A. Casting temperature dependent wear and corrosion behavior of 304 stainless steel reinforced A356 aluminium matrix bimetal composites fabricated by vacuum-assisted melt infiltration casting. Wear 2020, 446, 203183. [Google Scholar] [CrossRef]
- Gronostajski, J.Z.; Kaczmar, J.W.; Marciniak, H.; Matuszak, A. Direct recycling of aluminium chips into extruded products. J. Mater. Process. Technol. 1997, 64, 149–156. [Google Scholar] [CrossRef]
- Enayati, M.H.; Bafandeh, M.R.; Nosohian, S. Ball milling of stainless steel scrap chips to produce nanocrystalline powder. J. Mater. Sci. 2007, 42, 2844–2848. [Google Scholar] [CrossRef]
- Rofman, O.V.; Prosviryakov, A.S.; Mikhaylovskaya, A.V.; Kotov, A.D.; Bazlov, A.I.; Cheverikin, V.V. Processing and Microstructural Characterization of Metallic Powders Produced from Chips of AA2024 Alloy. JOM 2019, 71, 2986–2995. [Google Scholar] [CrossRef]
- Yussoff, S.B.; Nor, N.H.M.; Husain, H.; Alam, S. Characterisation of recycled aluminium swarf into fine powder for MIM applications via ball milling. J. Mech. Eng. 2019, 8, 164–175. [Google Scholar]
- Samuel, M. A new technique for recycling aluminium scrap. J. Mater. Process. Technol. 2003, 135, 117–124. [Google Scholar] [CrossRef]
- Susniak, M.; Karwan-Baczewska, J.; Dutkiewicz, J.; Grande, M.A.; Rosso, M. Structure investigation of ball milled composite powder based on AlSi5Cu2 alloy chips modified by sic particles. Arch. Metall. Mater. 2013, 58, 437–441. [Google Scholar] [CrossRef] [Green Version]
- Canakci, A.; Varol, T. A novel method for the production of metal powders without conventional atomization process. J. Clean. Prod. 2015, 99, 312–319. [Google Scholar] [CrossRef]
- Godinho, S.C.; Farinha, A.R.; RTrindade, B.; Vieira, M.T. From Chips to Powder Using Ball Milling. In Proceedings of the Euro PM 2014, Salzburg, Austria, 21–24 September 2014. [Google Scholar]
- Mendonca, C.S.P.; Dias, A.N.O.; Melo, M.; Ribeiro, V.A.S.; da Silva, M.R.; Oliveira, A.F.; Silva, G. Evaluation of high-energy milling efficiency in stainless steel with addition of vanadium carbides. Int. J. Adv. Manuf. Technol. 2018, 95, 3093–3099. [Google Scholar] [CrossRef]
- Mendonca, C.; Capellato, P.; Bayraktar, E.; Gatamorta, F.; Gomes, J.; Oliveira, A.; Sachs, D.; Melo, M.; Silva, G. Recycling Chips of Stainless Steel Using a Full Factorial Design. Metals 2019, 9, 842. [Google Scholar] [CrossRef] [Green Version]
- Razumov, N.G.; Masaylo, D.V.; Silin, A.O.; Borisov, E.V.; Ozerskoy, N.E.; Goncharov, I.S.; Popovich, A.A. Investigation of additive manufacturing from the heat-resistant steel powder produced by recycling of the machining chips. J. Manuf. Process. 2021, 64, 1070–1076. [Google Scholar] [CrossRef]
- Ruhiyuddin, M.Z.; Faizul, C.P.; Murizam, D.; Nazri, A.R.M. Study on Milling Periods on the Iron Mill Scale Particle Size and Properties. Adv. Mater. Res. 2012, 626, 1001–1005. [Google Scholar] [CrossRef]
- Recep Onur Uzun, H.D. Effect of Mill Type on Morphology of AA6013 Aluminium Powder. Revistamateria 2016, 21, 647–655. [Google Scholar]
- Emadinia, O.; Vieira, M.T. Application of Disk Milling to Produce Metal Powder from Industrial Chips. In Proceedings of the Euro PM 2020, Lisbon, Portugal, 5–7 October 2020; p. 5. [Google Scholar]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Huynh Xuan, K.; Sunwoo, B.; Sangwon, B.; Byeong-woo, K.; Ji Soon, K. Planetary Ball Mill Process in Aspect of Milling Energy. J. Korean Powder Metall. Inst. 2014, 21, 155–164. [Google Scholar]
- Fullenwider, B.; Kiani, P.; Schoenung, J.M.; Ma, K.K. Two-stage ball milling of recycled machining chips to create an alternative feedstock powder for metal additive manufacturing. Powder Technol. 2019, 342, 562–571. [Google Scholar] [CrossRef]
- Afshari, E.; Ghambari, M. Characterization of pre-alloyed tin bronze powder prepared by recycling machining chips using jet milling. Mater. Des. 2016, 103, 201–208. [Google Scholar] [CrossRef]
- Mahboubi Soufiani, A.; Enayati, M.H.; Karimzadeh, F. Fabrication and characterization of nanostructured Ti6Al4V powder from machining scraps. Adv. Powder Technol. 2010, 21, 336–340. [Google Scholar] [CrossRef]
- Verma, P.; Saha, R.; Chaira, D. Waste steel scrap to nanostructured powder and superior compact through powder metallurgy: Powder generation, processing and characterization. Powder Technol. 2018, 326, 159–167. [Google Scholar] [CrossRef]
- Umeda, J.; Mimoto, T.; Imai, H.; Kondoh, K. Powder Forming Process from Machined Titanium Chips via Heat Treatment in Hydrogen Atmosphere. Mater. Trans. 2017, 58, 1702–1707. [Google Scholar] [CrossRef] [Green Version]
- Soufiani, A.M.; Enayati, M.H.; Karimzadeh, F. Mechanical alloying behavior of Ti6Al4V residual scraps with addition of Al2O3 to produce nanostructured powder. Mater. Des. 2010, 31, 3954–3959. [Google Scholar] [CrossRef]
- Mendonca, C.D.; Oliveira, A.F.; Oliveira, L.A.; da Silva, M.R.; Melo, M.; Silva, G. Structural and Magnetic Properties of Duplex Stainless steel (UNS S31803) Powders Obtained by high Energy Milling of Chips with Additions of NbC. Mater. Res. Ibero-Am. J. Mater. 2018, 21. [Google Scholar] [CrossRef] [Green Version]
- Tuncay Dikici, M.S. Effects of disc milling parameters on the physical properties and microstructural characteristics of Ti6Al4V powders. J. Alloys Compd. 2017, 723, 395–400. [Google Scholar] [CrossRef]
- Nazari, K.A.; Rashid, R.A.R.; Palanisamy, S.; Xia, K.; Dargusch, M.S. A novel Ti-Fe composite coating deposited using laser cladding of low cost recycled nano-crystalline titanium powder. Mater. Lett. 2018, 229, 301–304. [Google Scholar] [CrossRef]
- Shial, S.R.; Masanta, M.; Chaira, D. Recycling of waste Ti machining chips by planetary milling: Generation of Ti powder and development of in situ TiC reinforced Ti-TiC composite powder mixture. Powder Technol. 2018, 329, 232–240. [Google Scholar] [CrossRef]
- Ustundag, M.; Varol, R. Comparison of a commercial powder and a powder produced from Ti-6Al-4V chips and their effects on compacts sintered by the sinter-HIP method. Int. J. Miner. Metall. Mater. 2019, 26, 878–888. [Google Scholar] [CrossRef]
- Cherkasova, M.; Samukov, A.; Goncharov, I.; Mezenin, A. Influence of the metal chips disintegration method on the physical and mechanical properties of metal powders obtained. Vibroeng. Procedia 2020, 32, 32–37. [Google Scholar] [CrossRef]
- Fullenwider, B.; Kiani, P.; Schoenung, J.M.; Ma, K. From Recycled Machining Waste to Useful Powders for Metal Additive Manufacturing. In Rewas 2019; Springer: Cham, Switzerland, 2019; pp. 3–7. [Google Scholar] [CrossRef]
- Godinho, S.C.; Santos, R.F.; Vieira, M.T. In the search of nanocrystallinity in tool-steel chips. Cienc. Tecnol. Dos Mater. 2017, 29, E62–E64. [Google Scholar] [CrossRef]
- Santos, R.F.; Farinha, A.R.; Rocha, R.; Batista, C.; Vieira, M.T. High-speed machining tool-steel chips as an outstanding raw material for indirect additive manufacturing? Results Mater. 2021, 100207. [Google Scholar] [CrossRef]
- Claudiney, M.; Adhimar, O.; Daniela, S.; Patricia, C.; Vander, R.; Mateus, J.; Mirian, M.; Gilbert, S. A New Method to Recycle Stainless–Steel Duplex UNS S31803 Chips. Metals 2018, 8, 546. [Google Scholar] [CrossRef] [Green Version]
- Andrade, A. A manufatura aditiva. Ciência Tecnol. Dos Mater. 2020, 32-2, 11–13. [Google Scholar]
- Brika, S.E.; Letenneur, M.; Dion, C.A.; Brailovski, V. Influence of particle morphology and size distribution on the powder flowability and laser powder bed fusion manufacturability of Ti-6Al-4V alloy. Addit. Manuf. 2020, 31. [Google Scholar] [CrossRef]
- Simon Hoegesa, A.Z.a.C.S. Additive manufacturing using water atomized steel powders. Met. Powder Rep. 2017, 72, 111–117. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
| Input Material | Conditions | Results | Analysis Method | Reference | |
|---|---|---|---|---|---|
| Al and Al alloys | Aluminum in max. 6 mm length | Cut milling chips to 4–2 mm, attritor milling (300 rpm, 20 mm φ balls BPR of 10:1) in air | <500 μm | Sieved | [10] |
| AlSi5Cu2 aluminum alloy with 250 µm, heat treated | High energy ball mil (200 rpm, BPR of 10:1) in argon, with 1 wt.% stearic acid and with SiC particles (10, 20 wt.%) for 40 h | 3 µm | SEM | [11] | |
| AA7075 (10 mm × 2 mm × 0.5 mm) after cut by double roller | High energy planetary ball milling (400 rpm, carbide tungsten vials, BPR of 30:1) in argon and with 2% methanol for 0.5 to 10 h | 5 h: d50 = 75 µm 10 h: d50 = 35 µm | SEM LPSA | [12] | |
| AA6013-T6 in 4–10 mm | (1) Cryogenic milling (25 mm φ stainless steel ball, nitrogen cooling) stages for 24 min (2) Disc milling (1500 rpm) for 4 min (3) Ball milling (550 rpm, 25 mm φ stainless steel ball) stages of 40 min | (1) Cryogenic mill: d50 = 88 µm (2) Disc mill: d50 = 42 µm (3) Ball mill: not mentioned | LD | [18] | |
| AA2024 20 mm × 9 mm × 0.1 mm | Planetary ball milling (300 rpm, 16 mm φ stainless steel balls, BPR of 10:1) in air in different regimes with and without SA for 100 min | d50 of ~140 µm by an optimized regime | SEM OM SLS | [8] | |
| Aluminum metal swarf with 3 mm after blended | Ball milling (370 rpm, 10 mm φ 36 zirconia balls) with and without PCA | d50 = 34.829 µm at least 7 h of milling | LD | [9] | |
| Stainless Steel | Stainless steel in 2–4 mm discontinuous, non-stringy and C-shape | Planetary ball milling (400 rpm, 20 mm φ hardened chromium steel balls, BPR of 10:1) in argon for 25, 50, 100 h | 50 h: 300 µm 100 h: 60 µm | SEM | [7] |
| UNS S31803 duplex stainless steel, thin and small chips short spiral type machining at low speed 2 mm of mean size | Planetary ball mill (350 rpm, 5 and 20 h, BPR of 15:1) in argon with and without 3% NbC for 5 and 20 h | 5 h: 600 μm 20 h: 219.7 µm 5 h + 3%NbC: 150–500 µm 20 h + 3%NbC: 175.6 µm | SM SEM PSA | [28] | |
| UNS S31803 duplex stainless steel machining at low speed 5–15 mm | Planetary ball mill (250–350 rpm, BPR of 20:1) in argon and 0–3% VC for 10 to 50 h | 25–135 µm at more aggressive conditions | SEM PSA | [5] | |
| AISI 304L Chips with serrations along the length 5–20 mm | Planetary ball mill (500 rpm 6 and 20 mm φ stainless steel balls, BPR of 15:1) in argon | 38–150 µm by an optimized regime | Sieved | [22] | |
| Fe-11Cr-1.5Ni-0.2V-0.4Mo-0.1C shear-localized chips with 5–6 mm in length and 1 mm in thickness | Attritor with grinding ball (260 rpm, 7–10 mm φ balls, BPR of 10:1, 40 kg ball charge) with 0.2 wt.% stearic acid in argon for 6–12 ks | 91 wt.% content of powder particles <125 µm form 12 ks | Sieved | [16] | |
| Steel | Three different steel chips 10 mm across and 1.5 mm thickness | Rolling ball mill (231 rpm, 10 mm φ porcelain balls) for 2 h and 6 h | 6 h ≥ finer particles | Sieved | [17] |
| AISI H13 high speed machining chips with 0.1–0.5 mm (finishing) and 5–7 mm (roughing) | Planetary ball mill (300 and 450 rpm, 20 mm φ hardened chromium steel balls, BPR of 20:1 and 10:1) in Ar + H2 (5%) until 300 min | d50 = 53 µm at 450 rpm, 180 min BPR of 10:1 | L DSEM | [13] | |
| Low carbon steel and extra-low carbon steel (LCS and ELCS, respectively) | High energy dual drive planetary mill (Jar:620 rpm, main shaft: 275 rpm, 10 mm φ stainless steel balls, BPR of 12:1 and 6:1) immersed in toluene | LC 3 h: 5–10 µm (12:1) and 15–20 µm (6:1) 5 h: 15–20 (6:1) ELC 5 h (12:1): 40–50 µm | SEM | [25] | |
| Ti and Ti alloys | Ti6Al4V scrap chips in spring shape size chips with <2 cm after crush. | (1) Planetary milling (500 rpm, 20 mm φ hardened carbon steel balls, BPR of 10:1) in argon for 5, 10, 20, 30, 40 and 50 h (2) Shaker milling (613 rpm, 4 mm φ hardened carbon steel balls, BPR of 10:1) in Argon for 1, 2, 8 and 10 h. | (1) Planetary mil: 5 h: <600 µm 10 h: <400 µm 20 h: ~300 µm 30 h: ~300 µm 40 h: ~200 µm 50 h: <100 µm (2) Shaker milling 1 h: ~800 µm 2 h: <700 µm 8 h: <400 µm 10 h: <50 µm | SEM | [24] |
| Ti6Al4V machining chips in spring shape | Planetary ball mill (500 rpm, 20 mm φ hardened carbon steel balls, BPR of 10:1) in argon for 5, 10, 20, 30, 40 and 50 h with and without 10 wt.% Al2O3 nanoparticles | 50 h: <80 µm With Al2O3: 20 h: ~225 µm 30 h: ~6 µm 50 h: ~4 µm | SEM | [27] | |
| Ti6Al4V spiral machining chips, heat treated at different temperatures in H2-Ar | Planetary ball milling (200 rpm, BPR of 12:1, 10 mm φ ZrO2 balls) for 10, 30, 60 min | d50 = 120 µm obtained by 60 min milling of chips heat treated at 800 °C for 30 min | LD | [26] | |
| Ti6Al4V machining scraps in spring-like shape | Disc milling (800 to 1400 rpm) in air atmosphere for 4, 8, 12, 16, 20 and 24 min | d50 = 211 µm at 1200 rpm for 24 min | SEM PSA | [29] | |
| Ti6Al4V | High energy planetary ball mill for 3 h | ≤50 µm | - | [30] | |
| Ti spring shape chips with 8–10 mm after cutting | Dual drive planetary mill (jar:620 rpm, main shaft:275 rpm, 8 mm φ stainless balls, BPR of 10:1) immersed under toluene for 2.5 h | 5–10 µm | SEM FESEM | [31] | |
| Ti6Al4V 2000 µm | Vibratory disc mill (700, 800, 900, and 1000 r/min at different sieving sizes 2000, 500,300 and 200 μm) | 40–212 µm | Sieving | [32] | |
| Tin bronze alloy | Tin bronze alloy 595–841 µm | (1) Ball mill (60 rpm, tool steel balls, BPR of 20:1) in air for 4, 8, 16 and 24 h (2) Target jet mill (nozzle to target distance:8 cm, impact angle: 90°, compressed air: 6 bar) for 1, 3, 5, 7 and 10 h | (1) Ball mill: 24 h: 308 µm (2) Target jet mill: 10 h: 181 µm | SEM Sieving | [23] |
| Ni alloy | Alloy metal with 77% Ni chips Crusher in a hammer mill to <2.5 mm | (1) Eight-chamber continuous-discharge vibration roller mill (f = 19.5 Hz and A = 6.7 mm) in four stages (2) Batch-operated cantilever-type ball mill (71 rpm, 40, 25 and 20 mm φ balls with ratio 50:34:16, 87.5 h) | (1) Vibration mill: 51.5% of particles < 125 µm; (2) Ball mill: 63.1% of particles < 125 µm. | Sieving PSA | [33] |
| Input Material | Particle Size Distribution | Analysis Method | Reference |
|---|---|---|---|
| AA2024 | d50 = 100–325 µm | SLS and SEM | [8] |
| Stainless steel | Reported as narrow size distribution | SEM | [7] |
| UNS S31803 duplex stainless steel | Without NbC: d10 = 65.3, d50 = 134.8 d90 = 473.3 With 3% NbC: d10 = 65.6, d50 = 115.8, d90 = 355.7 | SEM and PSA | [28] |
| Input Material | Particle Shape | Analysis Method | Reference |
|---|---|---|---|
| AA7075 | 5 h milling is the critical time for morphology change, chips with segmented shape to irregular powder morphology | SEM | [12] |
| AA6013 | Flaky and irregular shaped. Average aspect ratio of 1.25 (disc mill), 1.42 (cryogenic mill) and 1.63 (ball mill) | OM | [18] |
| AA2024 | Flake shaped | SEM | [8] |
| Stainless steel | Spherical powders | SEM | [7] |
| AISI 304L | Rounded particles and smoother surfaces with average aspect ratio of 1.37 | SEM | [22] |
| Fe-11Cr-1.5Ni-0.2V-0.4Mo-0.1C | Flake shape after milling and spherical (>85%) or rather spherical shaped particles after plasma spheroidization applying a feeding rate of 30 g/min | Tomography | [16] |
| Three different steel chips | Flake shape | - | [17] |
| Ti6Al4V | Planetary ball mill: 5 h: Flake shape 10 < h < 50: spherical Shaker ball mill: 2 h: flake-like 10 h: angular | SEM | [24] |
| Ti6Al4V | 5 h: Flake shape 10 h: Equiaxed shaped particles 20 h: Large cluster (agglomerated particles) 30–50 h: decrease in clusters With 10 wt.% Al2O3: 2 h: Flake shape 10 h: Equiaxed in shape 20 h: Smaller particles | SEM | [27] |
| Ti6Al4V | Spring-like scraps turn into flaky powder form | SEM | [29] |
| Tin bronze alloy | Jet milling powder: irregular shape Ball milling powder: rounded with smooth surface | SEM | [23] |
| Input Material | Initial Structure | Final Structure | Reference |
|---|---|---|---|
| AlSi5Cu2 | - | Elongated subgrains in 1 µm length (without SiC), spherical subgrains of size below 50 nm (20 wt.% SiC after 40 h milling) | [11] |
| AA2024 | Nanocrystalline structure (~ 10 nm) | Nanocrystalline structure (25–45 nm) | [8] |
| Stainless steel | Austenite + martensite | Martensite is dominant after 25 h milling | [7] |
| UNS S31803 duplex stainless steel | Ferrite + austenite | 0 | [28] |
| AISI 304L | Austenite + martensite | Transformation of primary austenitic phase into martensitic one | [22] |
| AISI H13 | bcc martensitic phase with a fine dispersion of VxCy Ultrafine and nanocrystalline grains ( = 85 nm) | - | [36] |
| Low carbon steel and extra-low carbon steel | - | Grain size of 10–20 nm | [25] |
| Ti6Al4V | Crystallite size of 90 nm | Ti6Al4V and Ti6Al4V + Al2O3 with crystallite sizes of 20–15 nm | [27] |
| Ti | - | Grain size of 10–20 nm | [31] |
| Powder from Chips | Reinforcement | Densification Process | Reference |
|---|---|---|---|
| Aluminum | - | Pressing | [10] |
| AlSi5Cu2 | SiC | Nanostructured composite powders | [11] |
| AA2024 | - | Hot-pressing | [8] |
| UNS S31803 duplex stainless steel | NbC | - | [28] |
| UNS S31803 duplex stainless steel | VC | Metal-carbide composites | [15] |
| UNS S31803 duplex stainless steel | VC | Metal-carbide composite Heat treatment followed by isostatic pressing | [37] |
| AISI 304 | - | Additive manufacturing—DED | [22] |
| Fe-11Cr-1.5Ni-0.2V-0.4Mo-0.1C | - | Additive Manufacturing—SLM & DED | [16] |
| Low and extra-low carbon steel | Nanoyttria | Pressing and sintering | [25] |
| Ti6Al4V | 10 wt.% Al2O3 | Nanocomposite powder | [27] |
| Ti6Al4V | - | Pressing and sinter-HIP | [26] |
| Ti6Al4V | - | Pressing and sinter-HIP | [32] |
| Ti | Graphite | TiC reinforced Ti-TiC composite powder | [31] |
| Tin bronze alloy | - | Pressing | [23] |
| Material | Densification Methodology | Analysis | Results | Reference |
|---|---|---|---|---|
| Aluminium | Pressing | Compressive strength Brinel hardness | Green compacted with commercial powders had higher compressive strength (138 MPa) than powders from chips (120 and 135 MPa) Hardness of commercial powders (28 BHN) higher than powders from chips (20 and 23 MPa) | [10] |
| AA2024 | Hot-pressing | Microhardness | Hardness of as-compacted material close to bulk alloy (108 HV) | [8] |
| UNS S31803—VC composite | Isostatic Pressing | Microhardness | Decrease in hardness for 13% less | [37] |
| AISI 304 | Additive manufacturing—DED | Nanoindentation | Single track of powder from ball milling had 21% more hardness than single track of powder by gas atomization | [22] |
| Fe-11Cr-1.5Ni-0.2V-0.4Mo-0.1C | Additive Manufacturing—SLM & DED | Tensile strength Yield point Elongation | Tensile strength and yield point above standard requirements and small elongation with and without heat treating | [16] |
| Low and extra-low carbon steel | Pressing and sintering | Microhardness | Higher hardness in sintered powder with the addition of nanoyttria (LCS: 140.8 HV and ELCS: 87.1 HV) | [25] |
| Ti6Al4V | Pressing and sintering followed by HIP | Flexural strength | Sintered compacts with commercial powder had higher strength (~450 MPa) then powder from chips (~370 MPa) | [32] |
| Tin bronze alloy | Pressing | Green strength | Powder from jet milling (~12 MPa) had higher strength then powder from ball milling (~5 MPa). | [23] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Batista, C.D.; Fernandes, A.A.M.d.N.d.P.; Vieira, M.T.F.; Emadinia, O. From Machining Chips to Raw Material for Powder Metallurgy—A Review. Materials 2021, 14, 5432. https://doi.org/10.3390/ma14185432
Batista CD, Fernandes AAMdNdP, Vieira MTF, Emadinia O. From Machining Chips to Raw Material for Powder Metallurgy—A Review. Materials. 2021; 14(18):5432. https://doi.org/10.3390/ma14185432
Chicago/Turabian StyleBatista, Catarina Duarte, Adriana André Martins das Neves de Pinho Fernandes, Maria Teresa Freire Vieira, and Omid Emadinia. 2021. "From Machining Chips to Raw Material for Powder Metallurgy—A Review" Materials 14, no. 18: 5432. https://doi.org/10.3390/ma14185432
APA StyleBatista, C. D., Fernandes, A. A. M. d. N. d. P., Vieira, M. T. F., & Emadinia, O. (2021). From Machining Chips to Raw Material for Powder Metallurgy—A Review. Materials, 14(18), 5432. https://doi.org/10.3390/ma14185432