
A New Magnesium Phosphate Cement Based on Renewable Oyster Shell Powder: Flexural Properties at Different Curing Times


Abstract
:1. Introduction
2. Experimental Programs
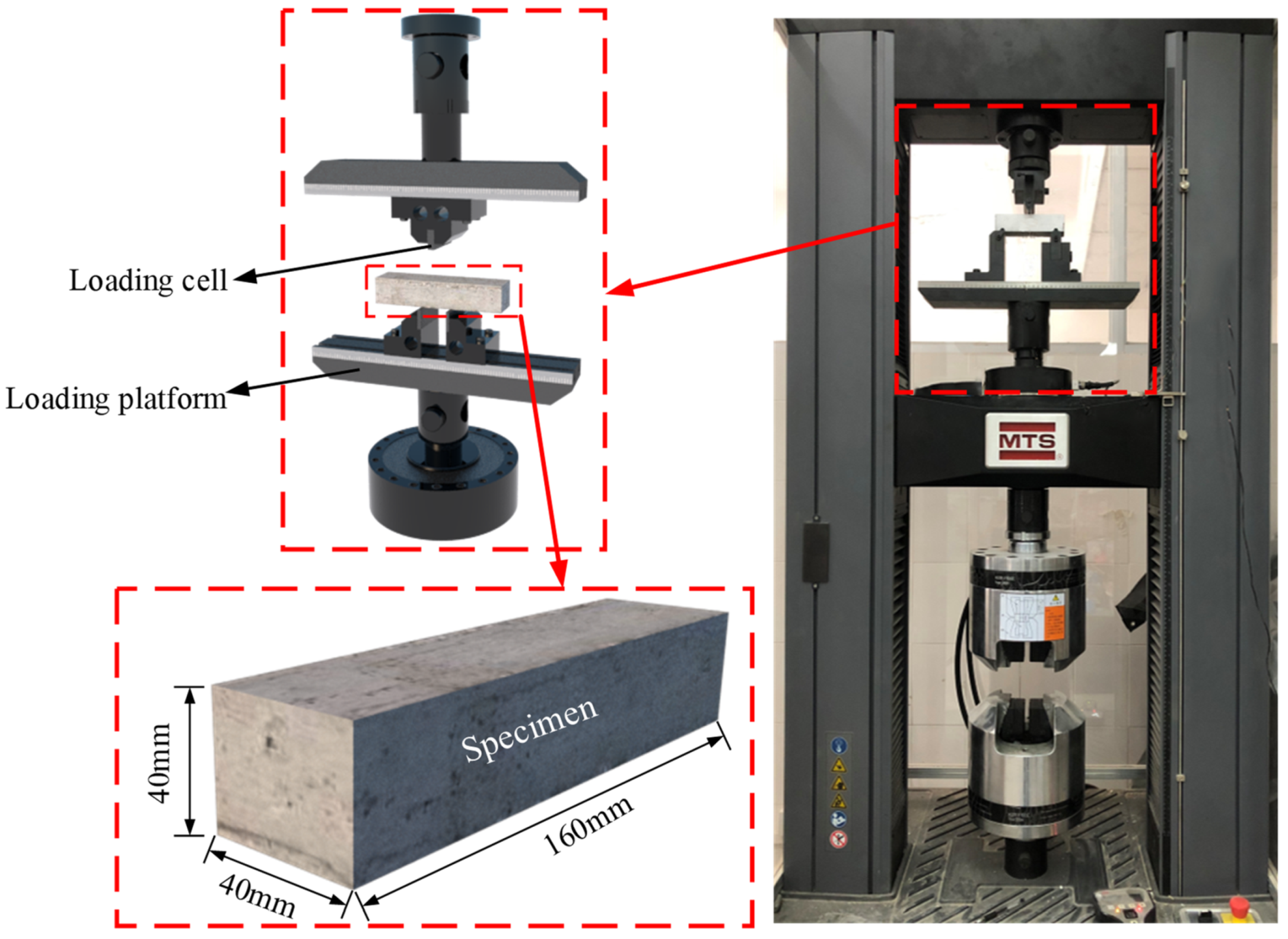
2.1. Test Specimens
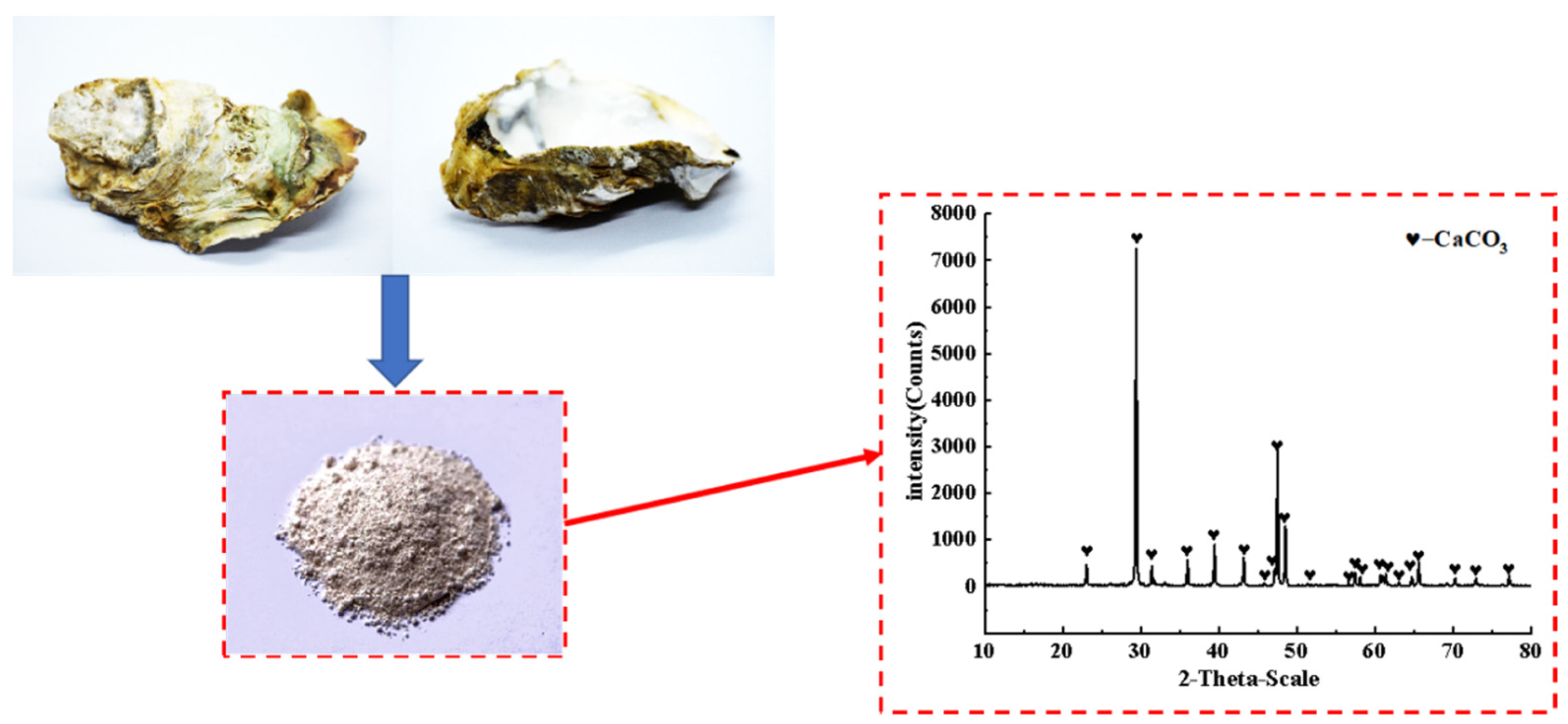
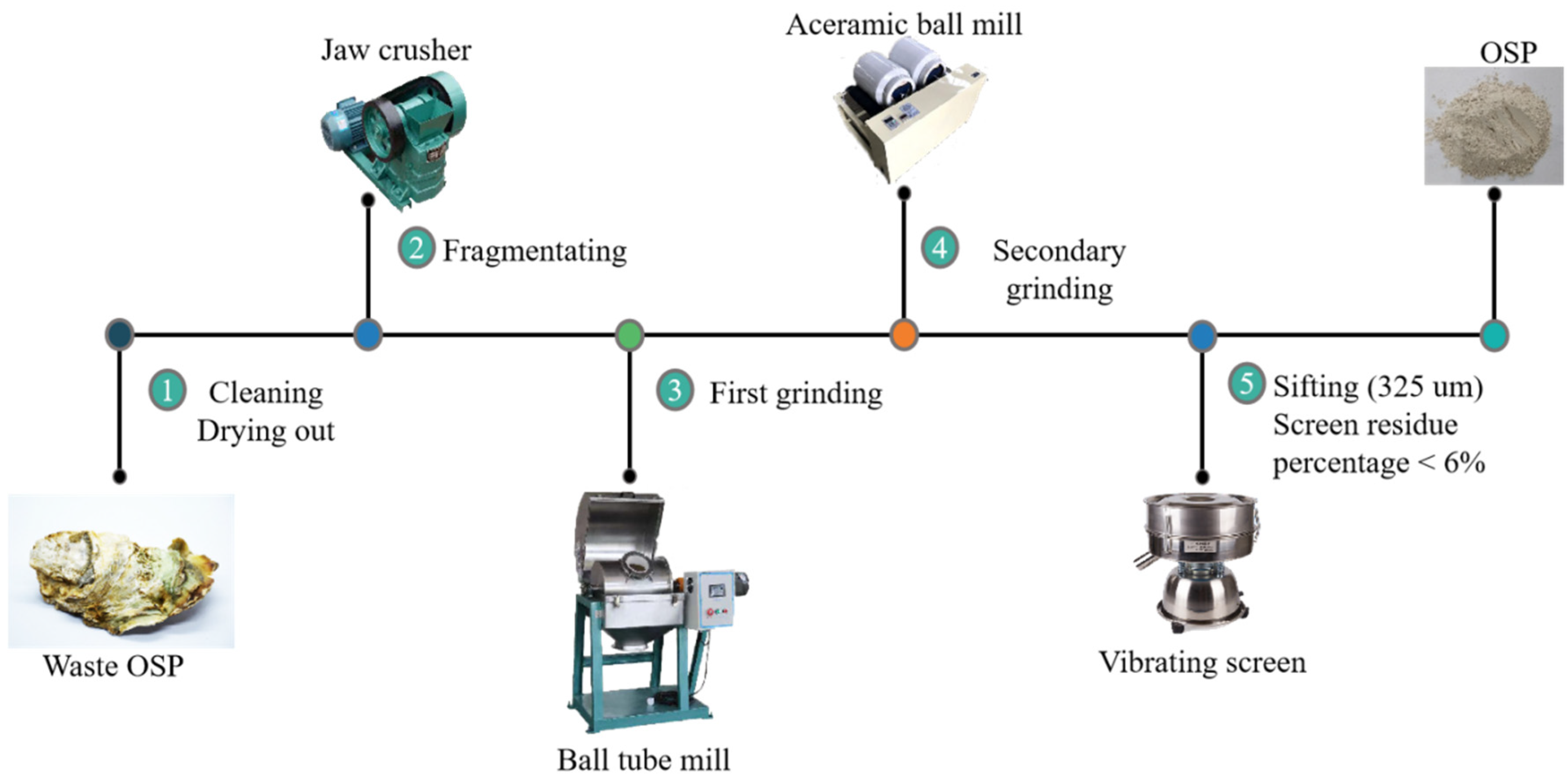
2.2. Material Properties
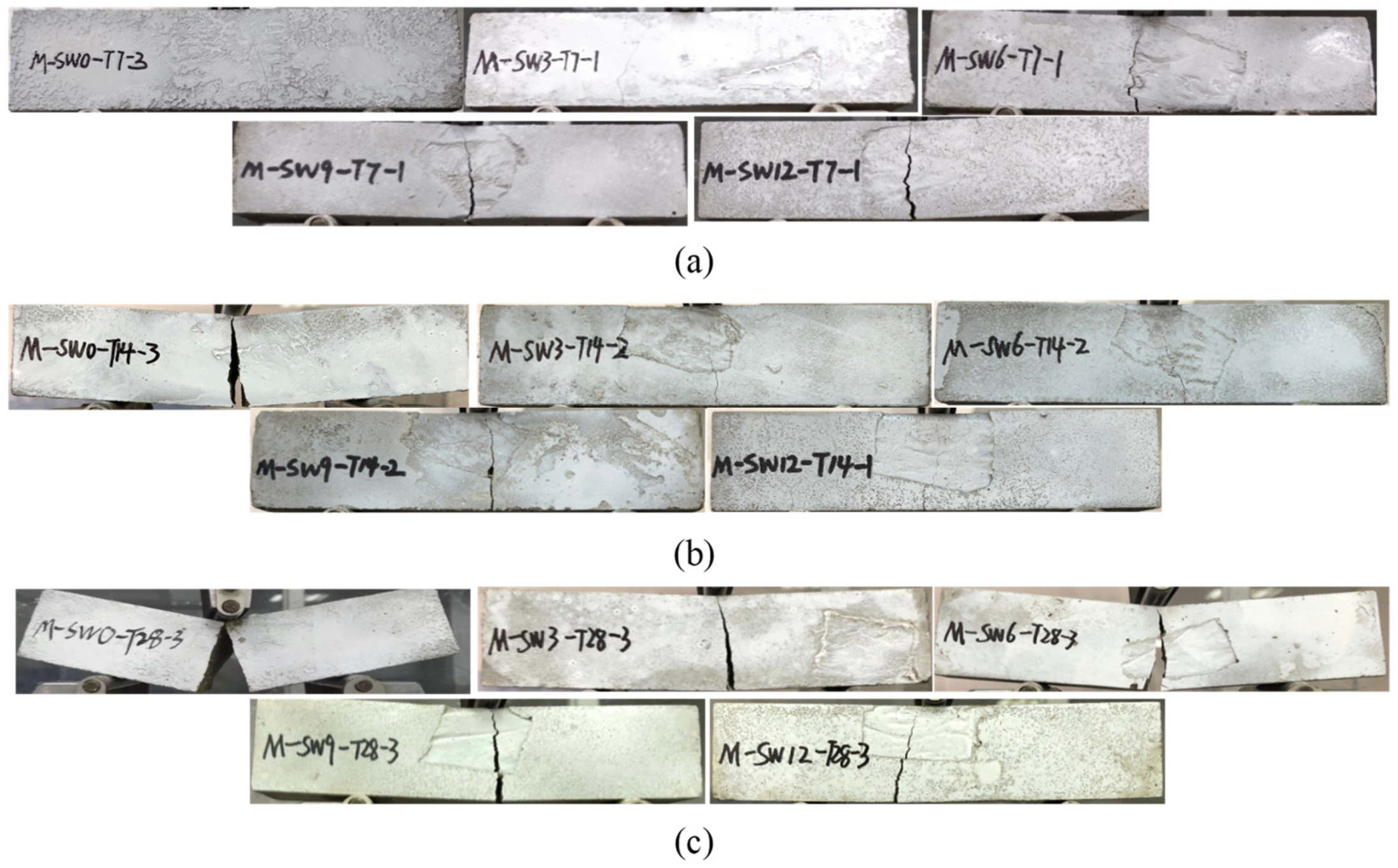
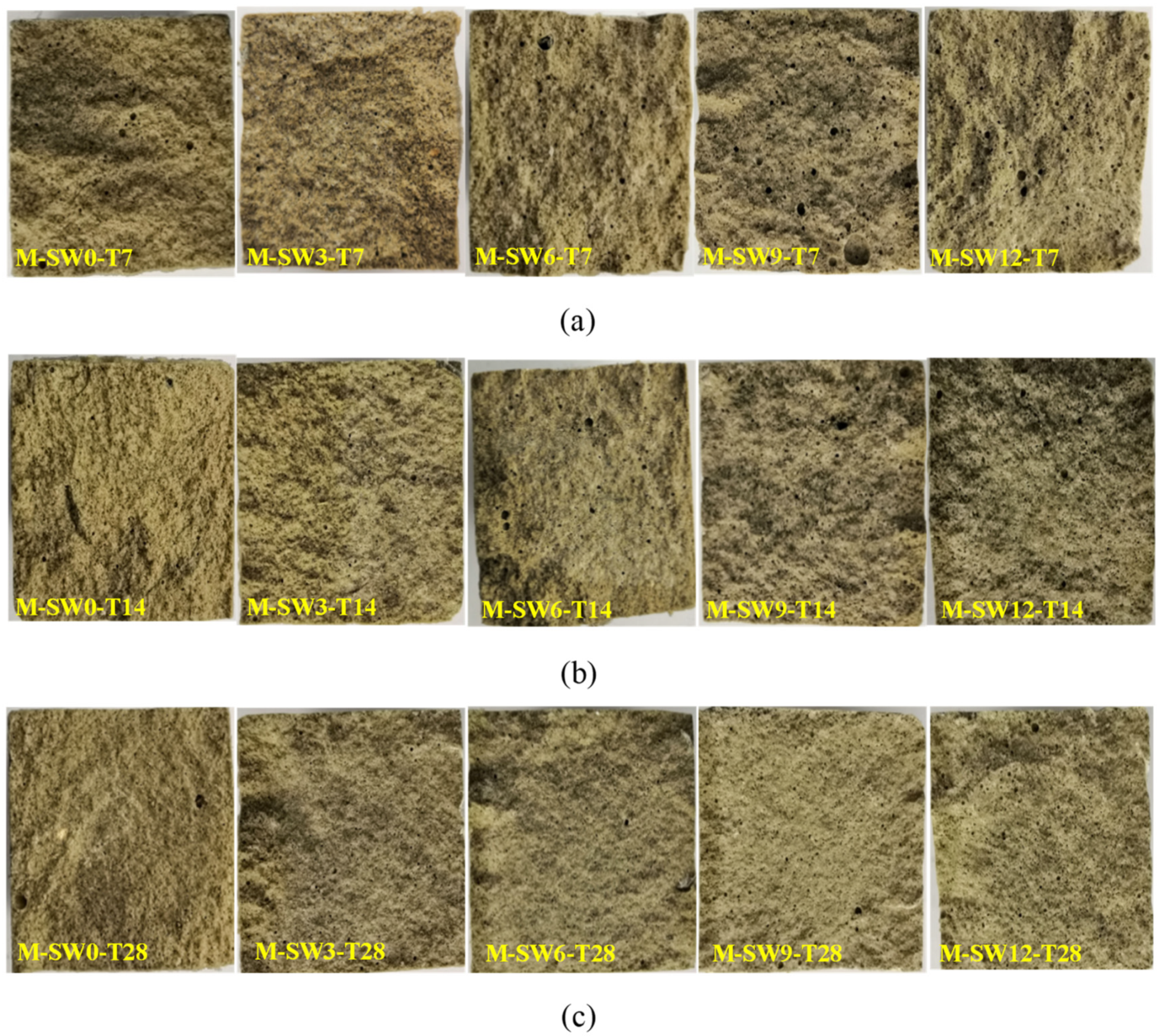
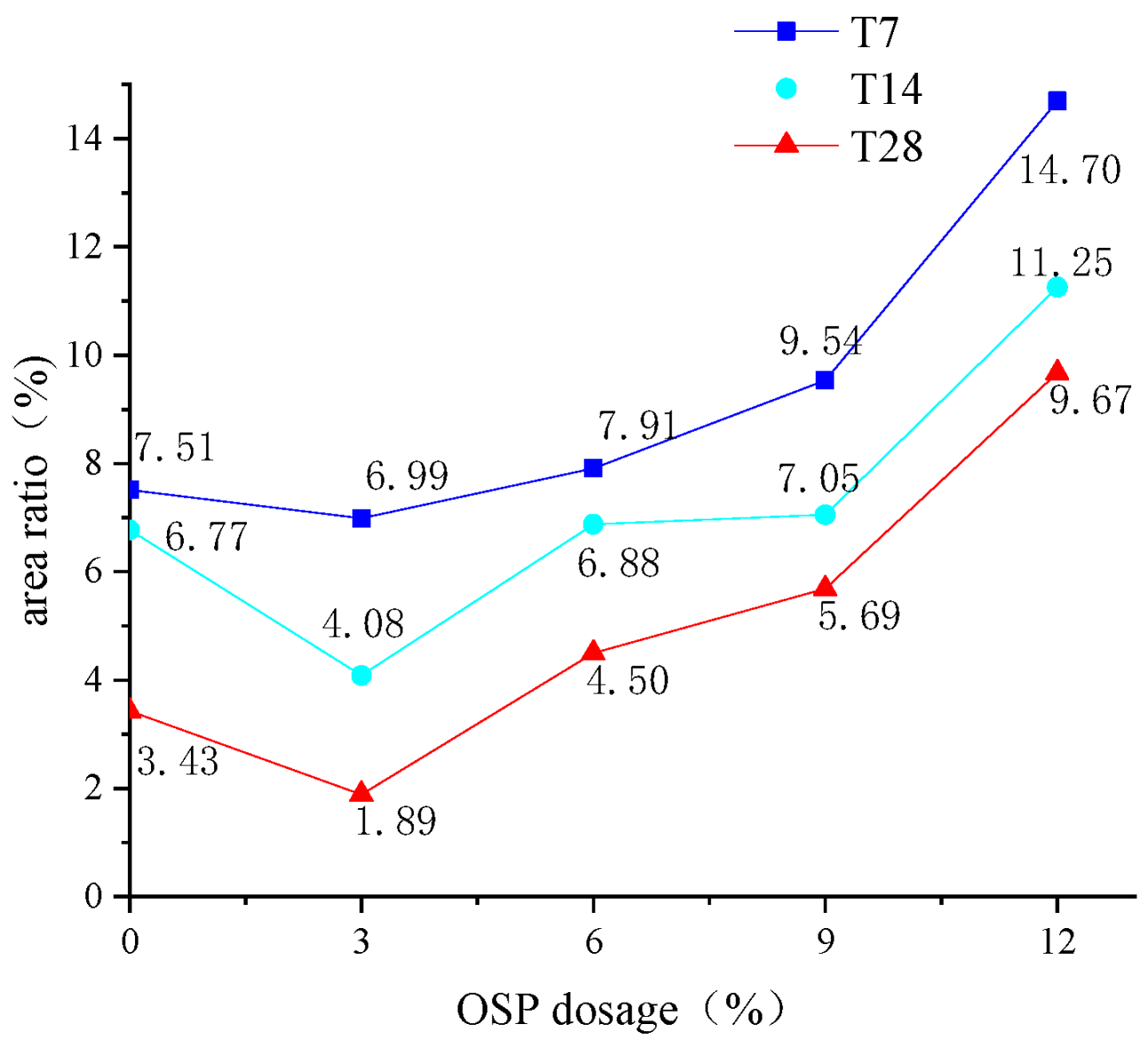
3. Failure Process and Modes
4. L-D Behaviors
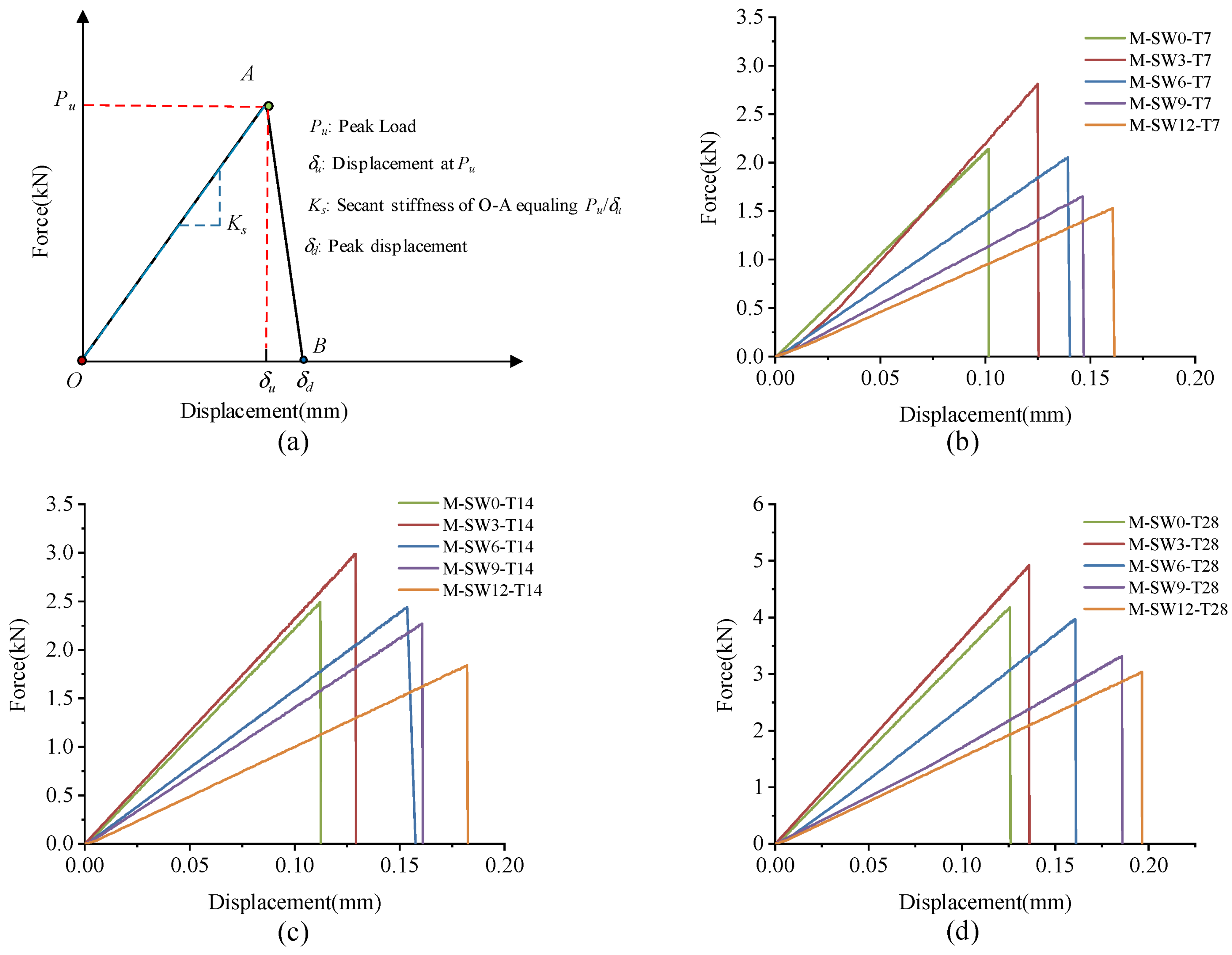
4.1. L-D Curves
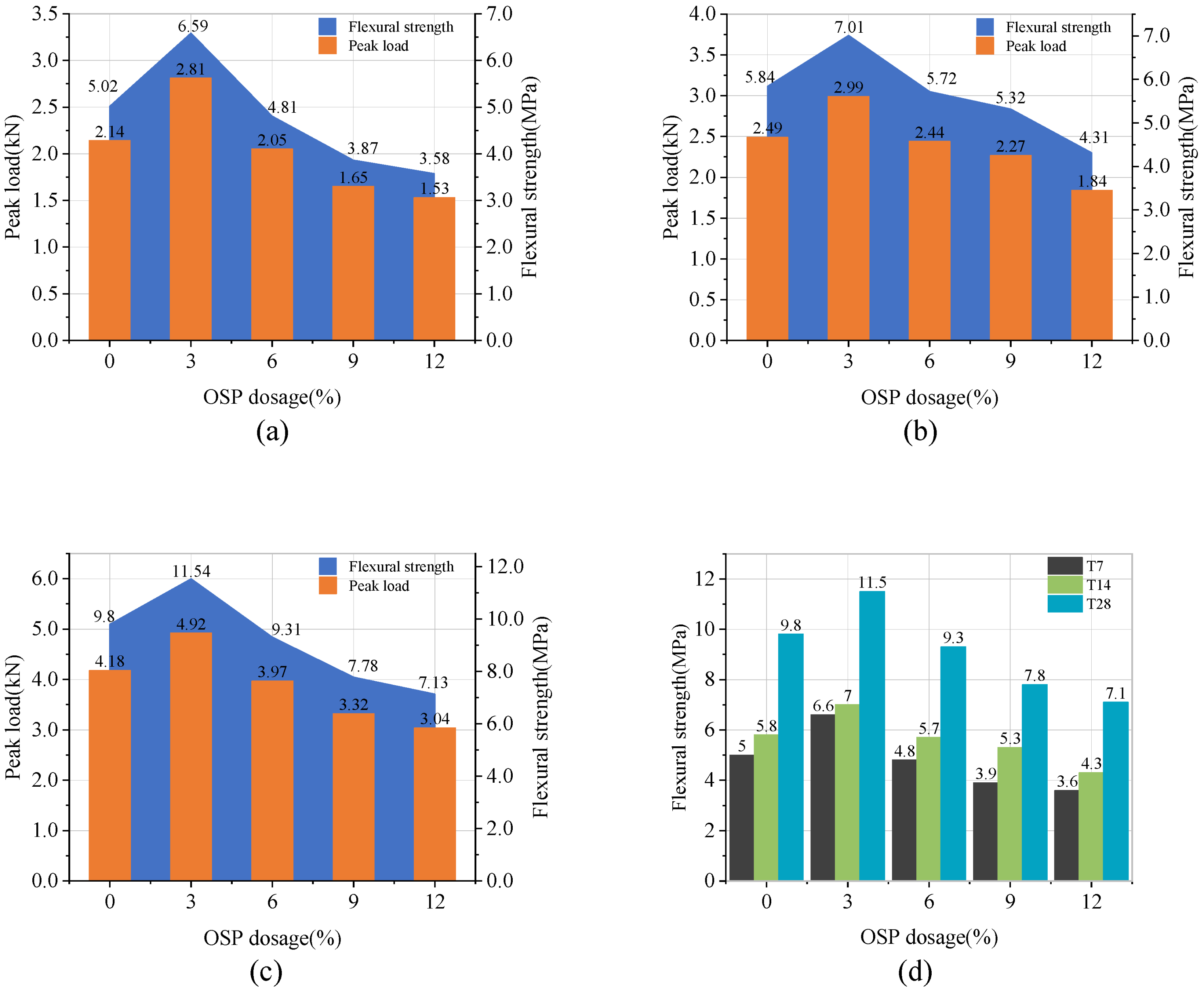
4.2. Flexural Strength
5. Microstructure and Hydration
6. Conclusions
- (1)
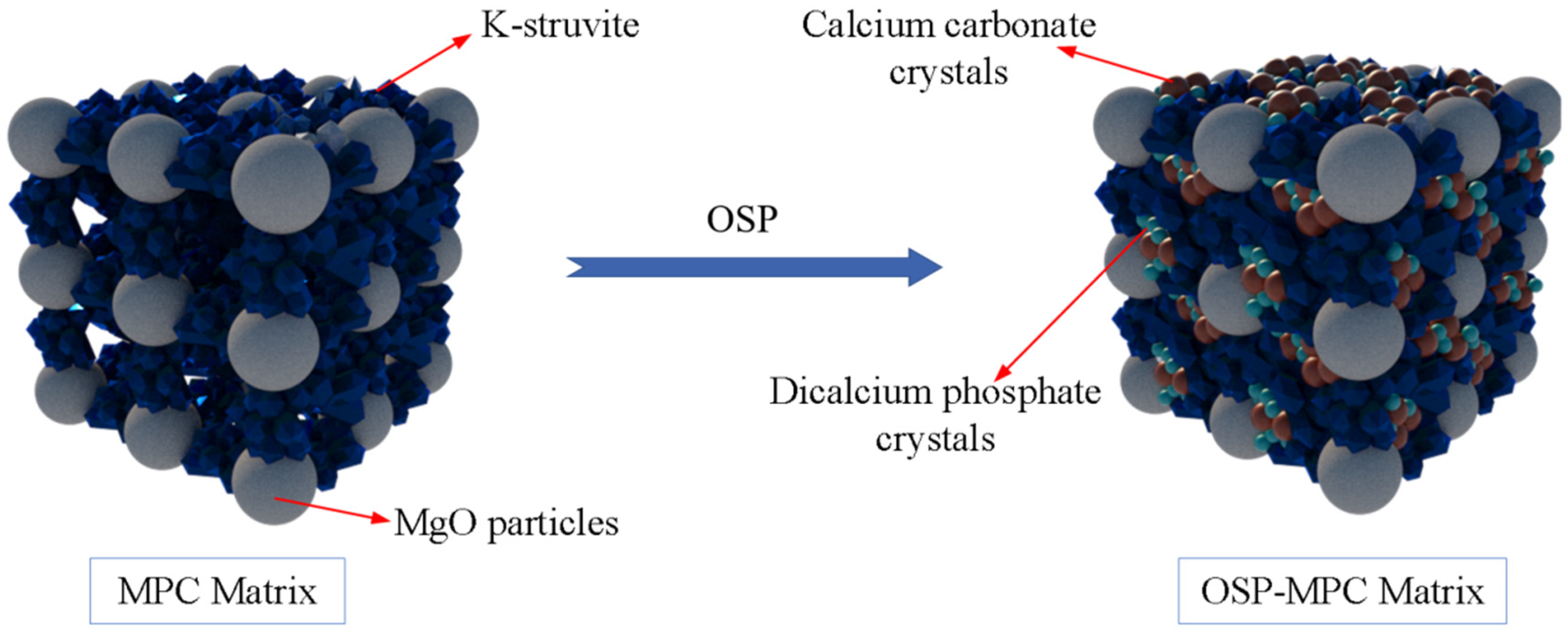
- Limestone has similar compositions and properties to OSP, and the strength of MPC can be slightly increased by partially replacing magnesia in MPC with 5% limestone, while the strength of MPC decreases as the limestone content continues to increase [27]. In this paper, a certain amount of OSP can help improve the pore structure of MPC. When 3% of OSP is mixed with MPC, the specimen can effectively halt the spreading of cracks and alleviate its brittle failure.
- (2)
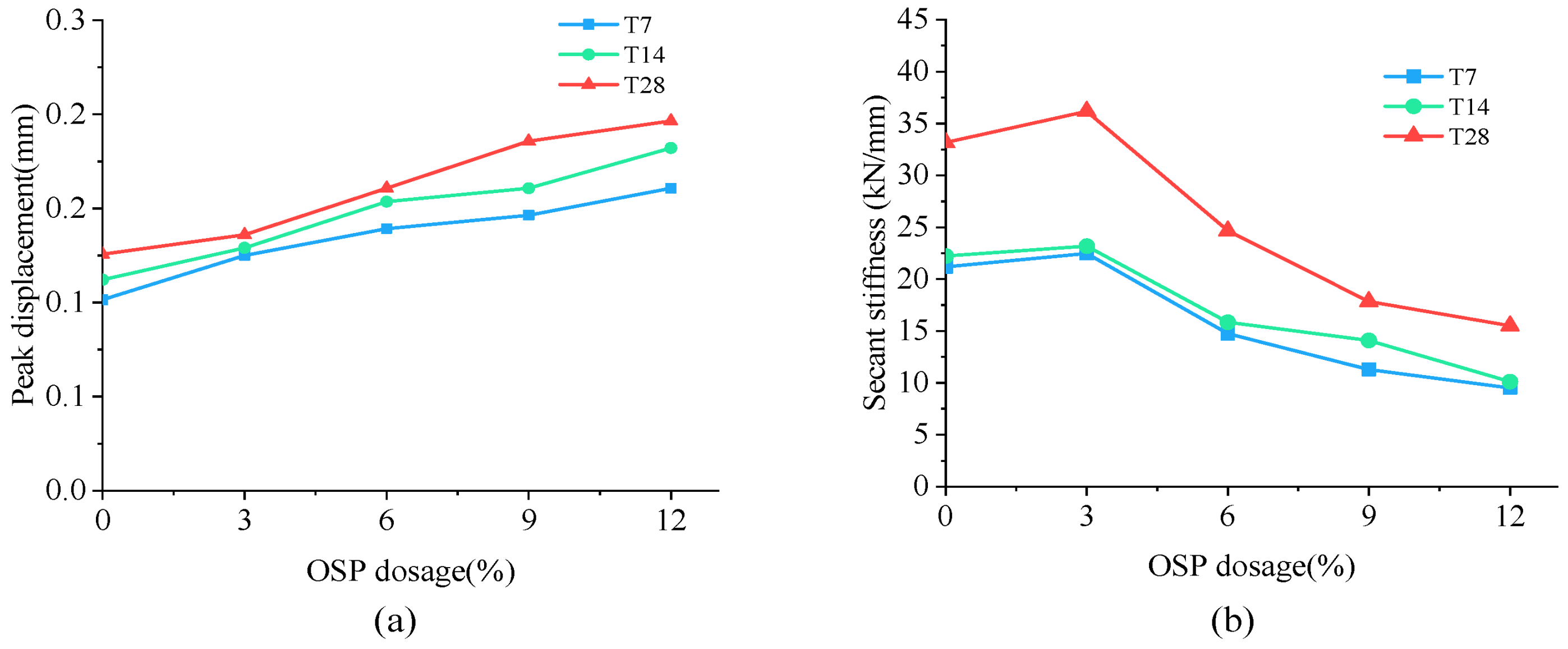
- OSP mass content has an identical effect on the bending properties of MPC at different curing times. However, specimens at 28 curing days exhibit greater flexural strength and higher stiffness than those at 7 days and 14 days.
- (3)
- OSP can improve the bending strength to a certain extent, which is however confined by its mass content. When OSP mass content is greater than 3% (in this study), flexural strength will decrease. Further research is needed to obtain a more accurate critical value for OSP mass content.
- (4)
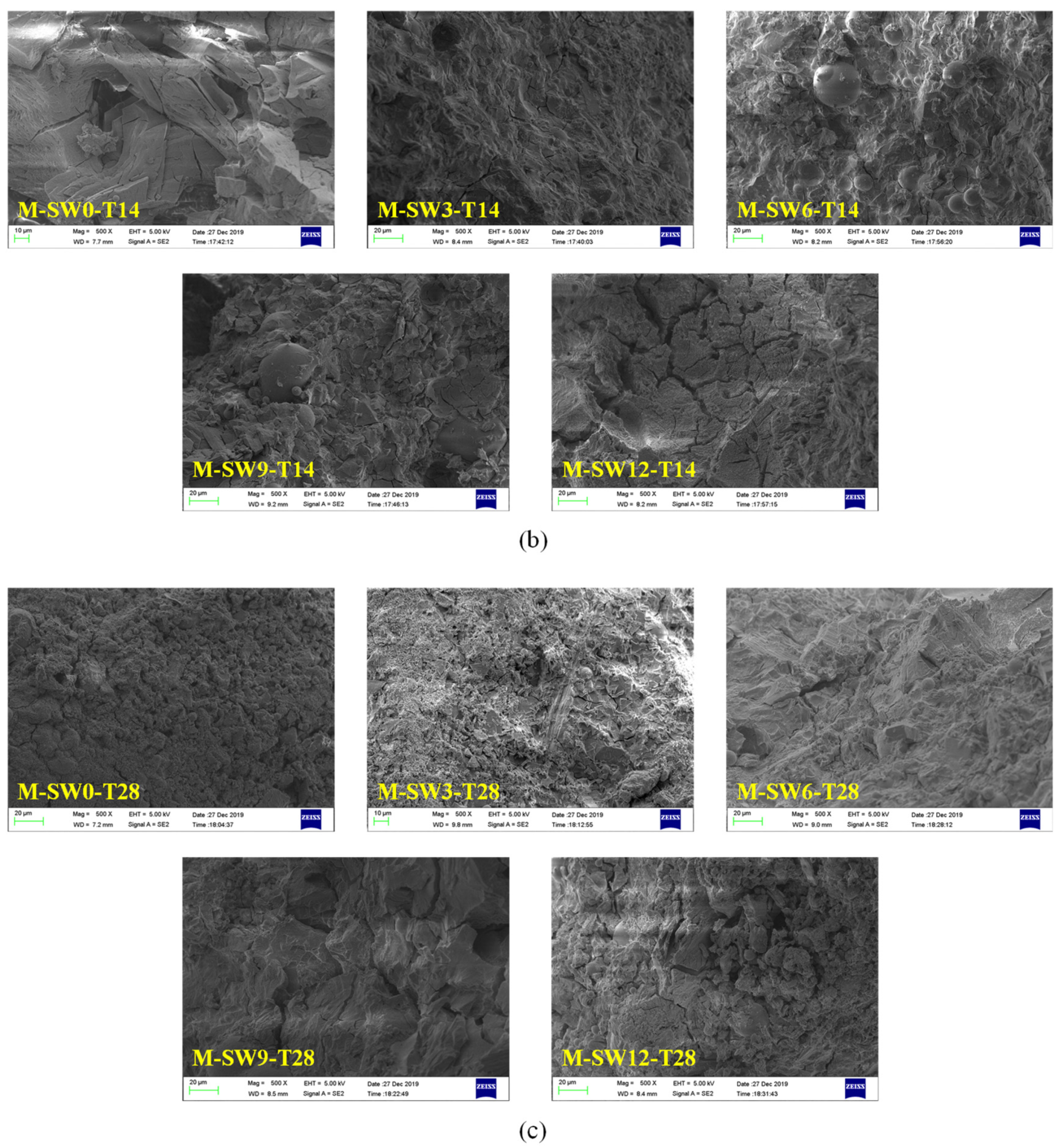
- SEM analysis proves that as curing time increases, the development of specimens is relatively complete, the rod-like crystal structure gradually weakens, and the network structure gradually becomes dense. As a result, the strength of specimen gradually increases.
- (5)
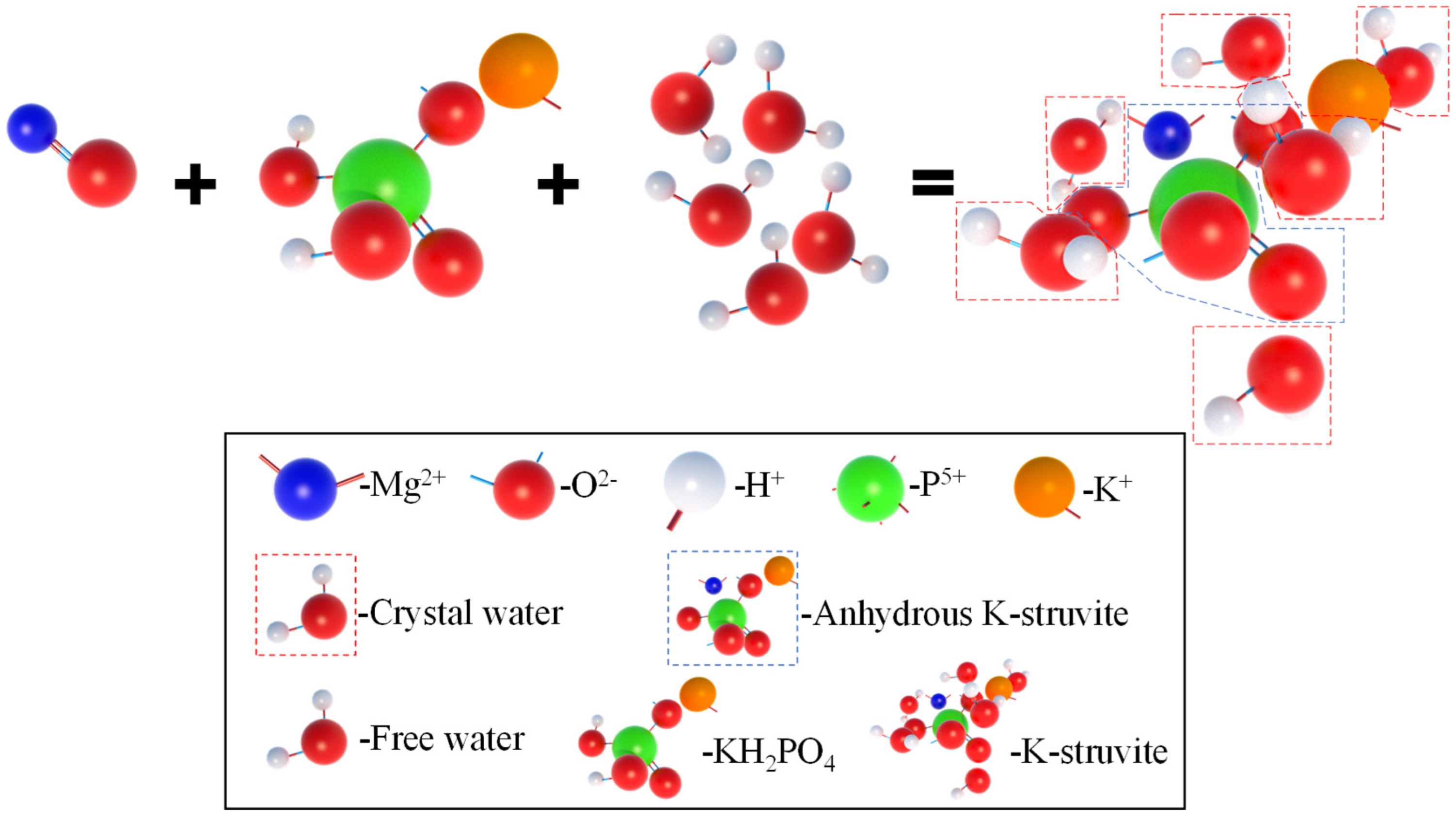
- XRD analysis demonstrates that in addition to the main hydration product struvite and the residual magnesium oxide, a new reactant (CaHPO4·2H2O) is also generated, and pore structure in the matrix is optimized to interact with MKP, which mutually improve the mechanical properties of MPC.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Roy, D.M. New strong cement materials: Chemically bonded ceramics. Science 1987, 235, 651–658. [Google Scholar] [CrossRef]
- Abdelrazig, B.E.I.; Sharp, J.H.; El-Jazairi, B. The chemical composition of mortars made from magnesia phosphate cement. Cem. Concr. Res. 1988, 18, 415–425. [Google Scholar] [CrossRef]
- Qian, J.; Chao, Y.; Wang, Q.; Wang, H.; Jia, X. A method for assessing bond performance of cement-based repair materials. Constr. Build. Mater. 2014, 68, 68307–68313. [Google Scholar] [CrossRef]
- Wang, A.-J.; Zhang, J.; Li, J.-M.; Ma, A.-B.; Liu, L.-T. Effect of liquid-to-solid ratios on the properties of magnesium phosphate chemically bonded ceramics. Mater. Sci. Eng. 2013, 33, 2508–2512. [Google Scholar] [CrossRef]
- Yue, L.; Jia, S.; Chen, B. Experimental study of magnesia and M/P ratio influencing properties of magnesium phosphate cement. Constr. Build. Mater. 2014, 65, 177–183. [Google Scholar]
- Yang, Q.; Wu, X. Factors influencing properties of phosphate cement-based binder for rapid repair of concrete. Cem. Concr. Res. 1999, 29, 389–396. [Google Scholar] [CrossRef]
- Qiao, F.; Chau, C.K.; Li, Z. Property evaluation of magnesium phosphate cement mortar as patch repair material. Constr. Build. Mater. 2010, 24, 695–700. [Google Scholar] [CrossRef]
- Mechtcherine, V. Novel cement-based composites for the strengthening and repair of concrete structures. Constr. Build. Mater. 2013, 41, 365–373. [Google Scholar] [CrossRef]
- Dong, J.; Yu, H.; Xiao, X.; Li, Y.; Wu, C.; Wen, J.; Tan, Y.; Chang, C.; Zheng, W. Effects of calcination temperature of boron-containing magnesium oxide raw materials on properties of magnesium phosphate cement as a biomaterial. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2016, 31, 671–676. [Google Scholar] [CrossRef]
- Li, Y.; Lin, H.; Hejazi, S.M.A.S.; Zhao, C.; Xie, M. The effect of low temperature phase change material of hydrated salt on the performance of magnesium phosphate cement. Constr. Build. Mater. 2017, 149, 272–278. [Google Scholar] [CrossRef]
- Kwon, H.-B.; Lee, C.-W.; Jun, B.-S.; Yun, J.-D.; Weon, S.-Y.; Koopman, B. Recycling waste oyster shells for eutrophication control. Resour. Conserv. Recycl. 2003, 41, 75–82. [Google Scholar] [CrossRef]
- Wang, H.-Y.; Kuo, W.-T.; Lin, C.-C.; Po-Yo, C. Study of the material properties of fly ash added to oyster cement mortar. Constr. Build. Mater. 2013, 41, 532–537. [Google Scholar] [CrossRef]
- Gao, C.; Pan, Z.; Wei, X.Z. Orthogonal experiment and analysis with shell as aggregate concrete. Shanxi Archit. 2012, 38, 112–113. [Google Scholar]
- Naqi, A.; Siddique, S.; Kim, H.-K.; Jang, J.G. Examining the potential of calcined oyster shell waste as additive in high volume slag cement. Constr. Build. Mater. 2020, 230, 116973. [Google Scholar] [CrossRef]
- Yang, E.-I.; Kim, M.-Y.; Park, H.-G.; Yi, S.-T. Effect of partial replacement of sand with dry oyster shell on the long-termperformance of conc rete. Constr. Build. Mater. 2009, 24, 758–765. [Google Scholar] [CrossRef]
- Seo, J.H.; Park, S.M.; Yang, B.J.; Jang, J.G. Calcined oyster shell powder as an expansive additive in cement mortar. Materials 2019, 12, 1322. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ezzaki, H.; Diouri, A.; Bernard, S.K. Composite cement mortars based on marine sediments and oyster shellpowder. Mater. Constr. 2016, 66, 1–12. [Google Scholar]
- GB/T 17671-1999. Method of Testing Cements-Determination of Strength; China National Standards: Beijing, China, 1999. [Google Scholar]
- ASTM C1609-10. Standard Test Method for Flexural Performance of Fiber-Reinforced Concrete; American Society for Testing and Materials, ASTM International: West Conshohocken, PA, USA, 2010. [Google Scholar]
- Zhang, L.; Jiang, Z.; Wu, H.; Zhang, W.; Lai, Y.; Zheng, W.; Li, J. Flexural properties of renewable coir fiber reinforced magnesium phosphate cement, considering fiber length. Materials 2020, 13, 3692. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Jiang, Z.; Zhang, W.; Peng, S.; Chen, P. Flexural properties and microstructure mechanisms of renewable coir-fiber-reinforced magnesium phosphate cement-based composite considering curing ages. Polymers 2020, 12, 2556. [Google Scholar] [CrossRef]
- Jiang, Z.; Zhang, L.; Geng, T.; Lai, Y.; Zheng, W.; Huang, M. Study on the compressive properties of magnesium phosphate cement mixing with eco-friendly coir fiber considering fiber length. Materials 2020, 13, 3194. [Google Scholar] [CrossRef]
- ASTMC293-10. Standard Test Method for Flexural Strength of Concrete (Using Simple Beam with Center-Point Loading); American Society for Testing and Materials, ASTM International: West Conshohocken, PA, USA, 2010. [Google Scholar]
- Phung, Q.T.; Maes, N.; Jacques, D.; Schutter, G.D.; Ye, G. Investigation of the changes in microstructure and transport properties of leached cement pastes accounting for mix composition. Cem. Concr. Res. 2016, 79, 217–234. [Google Scholar] [CrossRef]
- Ding, Z.; Dong, B.; Xing, F.; Han, N.; Li, Z. Cementing mechanism of potassium phosphate based magnesium phosphate cement. Ceram. Int. 2012, 38, 6281–6288. [Google Scholar] [CrossRef]
- Xu, B.; Lothenbach, B.; Leemann, A.; Winnefeld, F. Reaction mechanism of magnesium potassium phosphate cement with high magnesium-to-phosphate ratio. Cem. Concr. Res. 2018, 108, 140–151. [Google Scholar] [CrossRef]
- Chong, L.; Shi, C.; Yang, J.; Jia, H. Effect of limestone powder on the water stability of magnesium phosphate cement-based materials. Constr. Build. Mater. 2017, 148, 590–598. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group | Set | Specimen Number | Curing Time (Day) | OSP | MgO | |
|---|---|---|---|---|---|---|
| D 1 (%) | Mass (g) | Mass (g) | ||||
| T7 | M-SW0-T7 | M-SW0-T7-1 | 7 | 0 | 0 | 300 |
| M-SW0-T7-2 | ||||||
| M-SW0-T7-3 | ||||||
| M-SW3-T7 | M-SW3-T7-1 | 3 | 9 | 291 | ||
| M-SW3-T7-2 | ||||||
| M-SW3-T7-3 | ||||||
| M-SW6-T7 | M-SW6-T7-1 | 6 | 18 | 282 | ||
| M-SW6-T7-2 | ||||||
| M-SW6-T7-3 | ||||||
| M-SW9-T7 | M-SW9-T7-1 | 9 | 27 | 273 | ||
| M-SW9-T7-2 | ||||||
| M-SW9-T7-3 | ||||||
| M-SW12-T7 | M-SW12-T7-1 | 12 | 36 | 264 | ||
| M-SW12-T7-2 | ||||||
| M-SW12-T7-3 | ||||||
| T14 | M-SW0-T14 | M-SW0-T14-1 | 14 | 0 | 0 | 300 |
| M-SW0-T14-2 | ||||||
| M-SW0-T14-3 | ||||||
| M-SW3-T14 | M-SW3-T14-1 | 3 | 9 | 291 | ||
| M-SW3-T14-2 | ||||||
| M-SW3-T14-3 | ||||||
| M-SW6-T14 | M-SW6-T14-1 | 6 | 18 | 282 | ||
| M-SW6-T14-2 | ||||||
| M-SW6-T14-3 | ||||||
| M-SW9-T14 | M-SW9-T14-1 | 9 | 27 | 273 | ||
| M-SW9-T14-2 | ||||||
| M-SW9-T14-3 | ||||||
| M-SW12-T14 | M-SW12-T14-1 | 12 | 36 | 264 | ||
| M-SW12-T14-2 | ||||||
| M-SW12-T14-3 | ||||||
| T28 | M-SW0-T28 | M-SW0-T28-1 | 28 | 0 | 0 | 300 |
| M-SW0-T28-2 | ||||||
| M-SW0-T28-3 | ||||||
| M-SW3-T28 | M-SW3-T28-1 | 3 | 9 | 291 | ||
| M-SW3-T28-2 | ||||||
| M-SW3-T28-3 | ||||||
| M-SW6-T28 | M-SW6-T28-1 | 6 | 18 | 282 | ||
| M-SW6-T28-2 | ||||||
| M-SW6-T28-3 | ||||||
| M-SW9-T28 | M-SW9-T28-1 | 9 | 27 | 273 | ||
| M-SW9-T28-2 | ||||||
| M-SW9-T28-3 | ||||||
| M-SW12-T28 | M-SW12-T28-1 | 12 | 36 | 264 | ||
| M-SW12-T28-2 | ||||||
| M-SW12-T28-3 | ||||||
| MO 1 | KH2PO4 | Borax | FA | Water |
|---|---|---|---|---|
| 1.17 | 0.80 | 0.12 | 0.30 | 0.34 |
| Mass Content (%) | MgO | TiO2 | SO3 | Al₂O₃ | Fe₂O₃ | CaO | SiO₂ | LOI |
|---|---|---|---|---|---|---|---|---|
| MgO | 96.25 | / | / | 0.29 | 1.09 | 1.18 | 1.16 | 0.03 |
| FA | 3.3 | 1.86 | 0.8 | 24.58 | 6.55 | 4.87 | 56.47 | 1.3 |
| Components | CaCO3 | H2O | Ba | As | Cd | Pb |
|---|---|---|---|---|---|---|
| Mass Content (%) | 97.79 | 0.71 | 0.03 | 0.0001 | 0.00002 | 0.001 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, H.; Xie, Z.; Zhang, L.; Lin, Z.; Wang, S.; Tang, W. A New Magnesium Phosphate Cement Based on Renewable Oyster Shell Powder: Flexural Properties at Different Curing Times. Materials 2021, 14, 5433. https://doi.org/10.3390/ma14185433
Wu H, Xie Z, Zhang L, Lin Z, Wang S, Tang W. A New Magnesium Phosphate Cement Based on Renewable Oyster Shell Powder: Flexural Properties at Different Curing Times. Materials. 2021; 14(18):5433. https://doi.org/10.3390/ma14185433
Chicago/Turabian StyleWu, Hui, Zhujian Xie, Liwen Zhang, Zhiwei Lin, Shimin Wang, and Wenle Tang. 2021. "A New Magnesium Phosphate Cement Based on Renewable Oyster Shell Powder: Flexural Properties at Different Curing Times" Materials 14, no. 18: 5433. https://doi.org/10.3390/ma14185433
APA StyleWu, H., Xie, Z., Zhang, L., Lin, Z., Wang, S., & Tang, W. (2021). A New Magnesium Phosphate Cement Based on Renewable Oyster Shell Powder: Flexural Properties at Different Curing Times. Materials, 14(18), 5433. https://doi.org/10.3390/ma14185433