Microstructure Evolution and Mechanical Properties of FeCoCrNiCuTi0.8 High-Entropy Alloy Prepared by Directional Solidification

Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
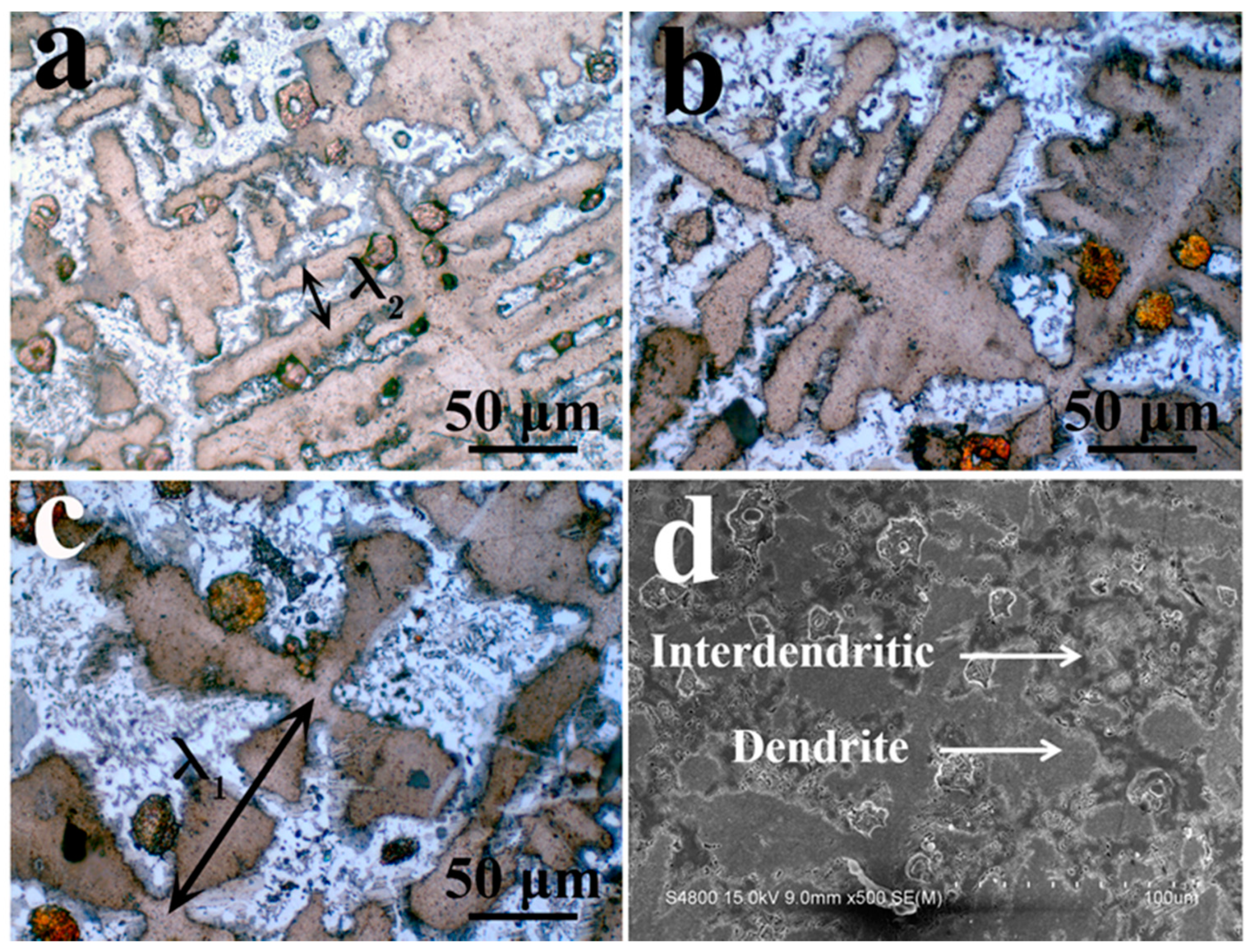
3.1. Microstructure Evolution
3.2. Structural Parameters
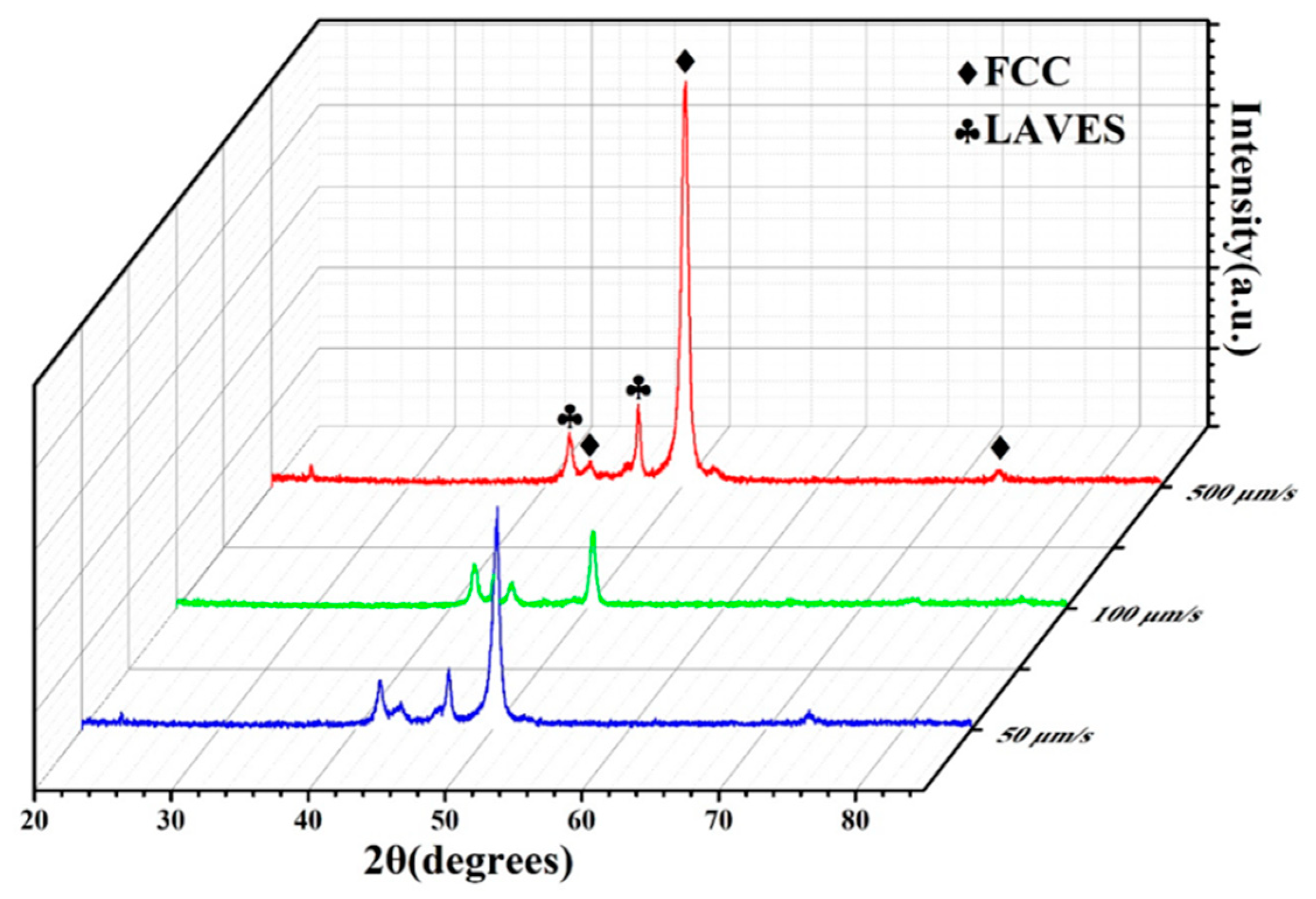
3.3. Phase Composition and Segregation Analysis
3.4. Mechanical Behavior
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.; Tsau, C.H.; Chang, S.-Y. Nanostructured High-Entropy Alloys with Multiple Principal Elements: Novel Alloy Design Concepts and Outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Zhang, L.; Ma, G.; Fu, L.; Tian, J. Recent Progress in High-Entropy Alloys. Adv. Mater. Res. 2013, 631–632, 227–232. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, X.; Liaw, P. Alloy Design and Properties Optimization of High-Entropy Alloys. JOM 2012, 64, 830–838. [Google Scholar] [CrossRef]
- Tsai, C.W.; Tsai, M.H.; Yeh, J.W.; Yang, C.C. Effect of temperature on mechanical properties of Al0.5CoCrCuFeNi wrought alloy. J. Alloys Compd. 2010, 490, 160–165. [Google Scholar] [CrossRef]
- Chuang, M.H.; Tsai, M.H.; Wang, W.R.; Lin, S.J.; Yeh, J.W. Microstructure and wear behavior of AlxCo1.5CrFeNi1.5Tiy high-entropy alloys. Acta Mater. 2011, 59, 6308–6317. [Google Scholar] [CrossRef]
- Wu, J.M.; Lin, S.J.; Yeh, J.W.; Chen, S.K.; Huang, Y.S.; Chen, H.C. Adhesive wear behavior of AlxCoCrCuFeNi high-entropy alloys as a function of aluminum content. Wear 2006, 261, 513–519. [Google Scholar] [CrossRef]
- Ma, S.G.; Zhang, Y. Effect of Nb addition on the microstructure and properties of AlCoCrFeNi high-entropy alloy. Mater. Sci. Eng. A 2012, 532, 480–486. [Google Scholar] [CrossRef]
- Chou, Y.L.; Wang, Y.C.; Yeh, J.W.; Shih, H.C. The effect of molybdenum on the corrosion behaviour of the high-entropy alloys Co1.5CrFeNi1.5Ti0.5Mox in aqueous environments. Corros. Sci. 2010, 52, 2571–2581. [Google Scholar] [CrossRef]
- Ching, W.-Y.; San, S.; Brechtl, J.; Sakidja, R.; Zhang, M.; Liaw, P.K. Fundamental electronic structure and multiatomic bonding in 13 biocompatible high-entropy alloys. NPJ Comput. Mater. 2020, 6, 1–10. [Google Scholar] [CrossRef]
- Zhang, Y.; Zuo, T.T.; Tang, Z.; Gao, M.C.; Dahmen, K.A.; Liaw, P.K.; Lu, Z.P. Microstructures and properties of high-entropy alloys. Prog. Mater. Sci. 2014, 61, 1–93. [Google Scholar] [CrossRef]
- Chen, C.; Zhang, H.; Fan, Y.Z.; Zhang, W.W.; Wei, R.; Wang, T.; Zhang, T.; Li, F.S. A novel ultrafine-grained high entropy alloy with excellent combination of mechanical and soft magnetic properties. J. Magn. Magn. Mater. 2020, 502, 166513. [Google Scholar] [CrossRef]
- Zhang, H.; Yang, Y.; Liu, L.; Chen, C.; Wang, T.; Wei, R.; Zhang, T.; Dong, Y.Q.; Li, F.S. A novel FeCoNiCr0.2Si0.2 high entropy alloy with an excellent balance of mechanical and soft magnetic properties. J. Magn. Magn. Mater. 2019, 478, 116–121. [Google Scholar] [CrossRef]
- He, F.; Wang, Z.; Wu, Q.; Li, J.; Wang, J.; Liu, C.T. Phase separation of metastable CoCrFeNi high entropy alloy at intermediate temperatures. Scr Mater. 2017, 126, 15–19. [Google Scholar] [CrossRef]
- He, J.Y.; Liu, W.H.; Wang, H.; Wu, Y.; Liu, X.J.; Nieh, T.G.; Lu, Z.P. Effects of Al addition on structural evolution and tensile properties of the FeCoNiCrMn high-entropy alloy system. Acta Mater. 2014, 62, 105–113. [Google Scholar] [CrossRef]
- Lu, Y.; Dong, Y.; Guo, S.; Jiang, L.; Kang, H.; Wang, T.; Wen, B.; Zhijun, W.; Jie, J.C.; Cao, Z.; et al. A Promising New Class of High-Temperature Alloys: Eutectic High-Entropy Alloys. Sci. Rep. 2014, 4, 6200. [Google Scholar] [CrossRef]
- Oh, S.M.; Hong, S.I. Microstructural stability and mechanical properties of equiatomic CoCrCuFeNi, CrCuFeMnNi, CoCrCuFeMn alloys. Mater. Chem. Phys. 2018, 210, 120–125. [Google Scholar] [CrossRef]
- Ziaei, H.; Sadeghi, B.; Marfavi, Z.; Ebrahimzadeh, N.; Cavaliere, P. Phase evolution in mechanical alloying and spark plasma sintering of AlxCoCrCuFeNi HEAs. Mater. Sci. Technol.-Lond. 2020, 36, 604–614. [Google Scholar] [CrossRef]
- Liu, Y.Y.; Chen, Z.; Chen, Y.Z.; Shi, J.C.; Wang, Z.Y.; Wang, S.; Liu, F. Effect of Al content on high temperature oxidation resistance of AlxCoCrCuFeNi high entropy alloys (x = 0, 0.5, 1, 1.5, 2). Vacuum 2019, 169, 108837. [Google Scholar] [CrossRef]
- Wang, X.F.; Zhang, Y.; Qiao, Y.; Chen, G.L. Novel microstructure and properties of multicomponent CoCrCuFeNiTix alloys. Intermetallics 2007, 15, 357–362. [Google Scholar] [CrossRef]
- Wang, L.M.; Chen, C.C.; Yeh, J.W.; Ke, S.T. The microstructure and strengthening mechanism of thermal spray coating NixCo0.6Fe0.2CrySizAlTi0.2 high-entropy alloys. Mater. Chem. Phys. 2011, 126, 880–885. [Google Scholar] [CrossRef]
- Zhang, H.; Pan, Y.; He, Y. Effects of Annealing on the Microstructure and Properties of 6FeNiCoCrAlTiSi High-Entropy Alloy Coating Prepared by Laser Cladding. J. Therm. Spray. Technol. 2011, 20, 1049–1055. [Google Scholar] [CrossRef]
- Chen, Y.L.; Tsai, C.W.; Juan, C.C.; Chuang, M.H.; Yeh, J.W.; Chin, T.S.; Chen, S.K. Amorphization of equimolar alloys with HCP elements during mechanical alloying. J. Alloys Compd. 2010, 506, 210–215. [Google Scholar] [CrossRef]
- Hallensleben, P.; Schaar, H.; Thome, P.; Jöns, N.; Jafarizadeh, A.; Steinbach, I.; Eggeler, G.; Frenzel, J. On the evolution of cast microstructures during processing of single crystal Ni-base superalloys using a Bridgman seed technique. Mater. Des. 2017, 128, 98–111. [Google Scholar] [CrossRef]
- Shang, Z.; Shen, J.; Zhang, J.; Wang, L.; Fu, H. Effect of withdrawal rate on the microstructure of directionally solidified NiAl–Cr(Mo) hypereutectic alloy. Intermetallics 2012, 22, 99–105. [Google Scholar] [CrossRef]
- Su, L.; Jia, L.; Feng, Y.; Zhang, H.; Yuan, S.; Zhang, H. Microstructure and room-temperature fracture toughness of directionally solidified Nb–Si–Ti–Cr–Al–Hf alloy. Mater. Sci. Eng. A 2013, 560, 672–677. [Google Scholar] [CrossRef]
- Kermanpur, A.; Varahraam, N.; Engilehei, E.; Mohammadzadeh, M.; Davami, P. Directional solidification of Ni base superalloy IN738LC to improve creep properties. Mater. Sci. Technol.-Lond. 2000, 16, 579–586. [Google Scholar] [CrossRef]
- Yeh, A.C.; Chang, Y.J.; Tsai, C.W.; Wang, Y.C.; Yeh, J.W.; Kuo, C.M. On the Solidification and Phase Stability of a Co-Cr-Fe-Ni-Ti High-Entropy Alloy. Metall. Mater. Trans. A 2014, 45, 184–190. [Google Scholar] [CrossRef]
- Liu, G.; Liu, L.; Liu, X.; Wang, Z.; Han, Z.; Zhang, G.; Kostka, A. Microstructure and mechanical properties of Al0.7CoCrFeNi high-entropy-alloy prepared by directional solidification. Intermetallics 2018, 93, 93–100. [Google Scholar] [CrossRef]
- McCartney, D.G.; Hunt, J.D. Measurements of cell and primary dendrite arm spacings in directionally solidified aluminium alloys. Acta Metall. 1981, 29, 1851–1863. [Google Scholar] [CrossRef]
- Santodonato, L.J.; Zhang, Y.; Feygenson, M. Deviation from high-entropy configurations in the atomic distributions of a multi-principal-element alloy. Nat. Commun. 2015, 6, 59–64. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Yao, C.L.; Shen, J. Microstructures and room temperature tensile properties of as-cast and directionally solidified AlCoCrFeNi2.1 eutectic high-entropy alloy. Intermetallics 2020, 118, 106681. [Google Scholar] [CrossRef]
- Kakitani, R.; Reyes, R.V.; Garcia, A.; Spinelli, J.E.; Cheung, N. Relationship between spacing of eutectic colonies and tensile properties of transient directionally solidified Al-Ni eutectic alloy. J. Alloys Compd. 2018, 733, 59–68. [Google Scholar] [CrossRef]
- Xu, Y.K.; Huang, Z.H.; Xiao, J.X. Primary Spacing Selection and Phase Transformation in Directional Solidified Cu-21%Ce Alloy. Mater. Res. Express 2019, 6, 0865a8. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Regions/Element | Co | Cr | Fe | Ni | Cu | Ti |
|---|---|---|---|---|---|---|
| Dendrite | 17.78% | 20.52% | 20.32% | 17.12% | 12.66% | 11.61% |
| Interdendritic | 21.65% | 16.68% | 19.18% | 15.09% | 7.56% | 19.87% |
| Withdrawal Rate (μm/s) | Compressive Strength/MPa | Strain Limit/% |
|---|---|---|
| 500 | 1449.8 | 12.75 |
| 100 | 1421.2 | 11.47 |
| 50 | 1237.3 | 10.08 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, Y.; Li, C.; Huang, Z.; Chen, Y.; Zhu, L. Microstructure Evolution and Mechanical Properties of FeCoCrNiCuTi0.8 High-Entropy Alloy Prepared by Directional Solidification. Entropy 2020, 22, 786. https://doi.org/10.3390/e22070786
Xu Y, Li C, Huang Z, Chen Y, Zhu L. Microstructure Evolution and Mechanical Properties of FeCoCrNiCuTi0.8 High-Entropy Alloy Prepared by Directional Solidification. Entropy. 2020; 22(7):786. https://doi.org/10.3390/e22070786
Chicago/Turabian StyleXu, Yiku, Congling Li, Zhaohao Huang, Yongnan Chen, and Lixia Zhu. 2020. "Microstructure Evolution and Mechanical Properties of FeCoCrNiCuTi0.8 High-Entropy Alloy Prepared by Directional Solidification" Entropy 22, no. 7: 786. https://doi.org/10.3390/e22070786
APA StyleXu, Y., Li, C., Huang, Z., Chen, Y., & Zhu, L. (2020). Microstructure Evolution and Mechanical Properties of FeCoCrNiCuTi0.8 High-Entropy Alloy Prepared by Directional Solidification. Entropy, 22(7), 786. https://doi.org/10.3390/e22070786