
Microstructure and Mechanical Properties of Precipitate Strengthened High Entropy Alloy Al10Co25Cr8Fe15Ni36Ti6 with Additions of Hafnium and Molybdenum


Abstract
:1. Introduction
2. Materials and Methods
2.1. Alloy Preparation
2.2. Microstructural Observations
2.3. Mechanical Tests
3. Results and Discussion
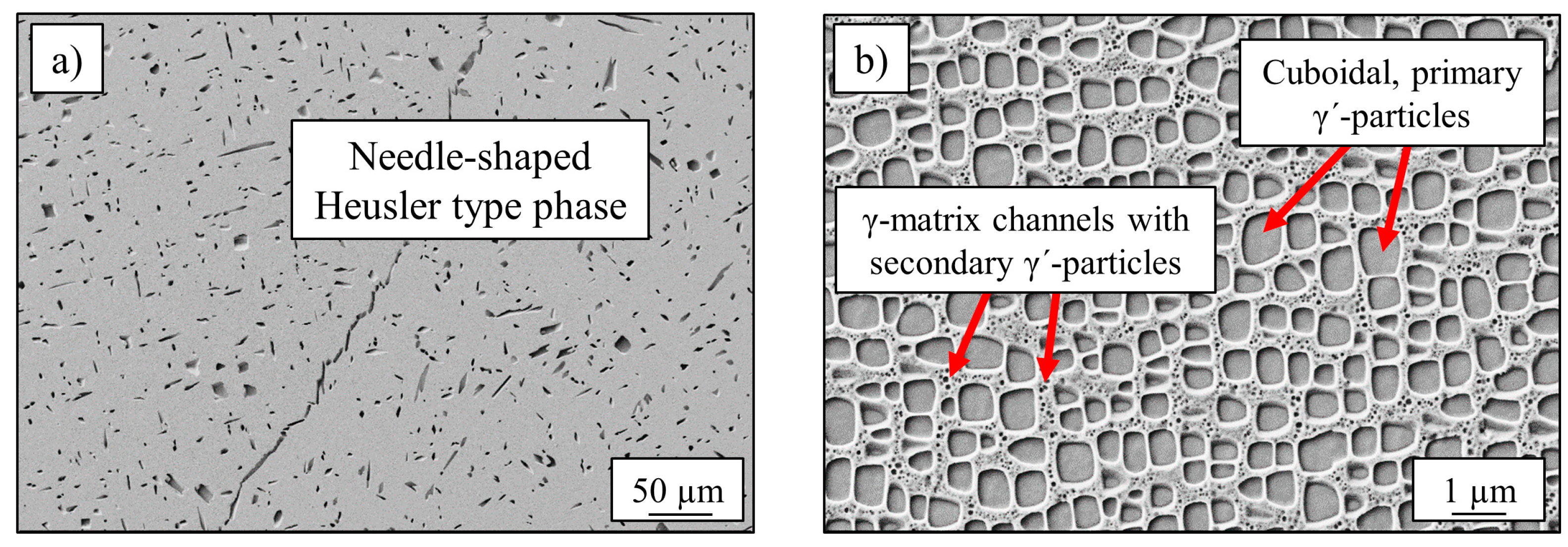
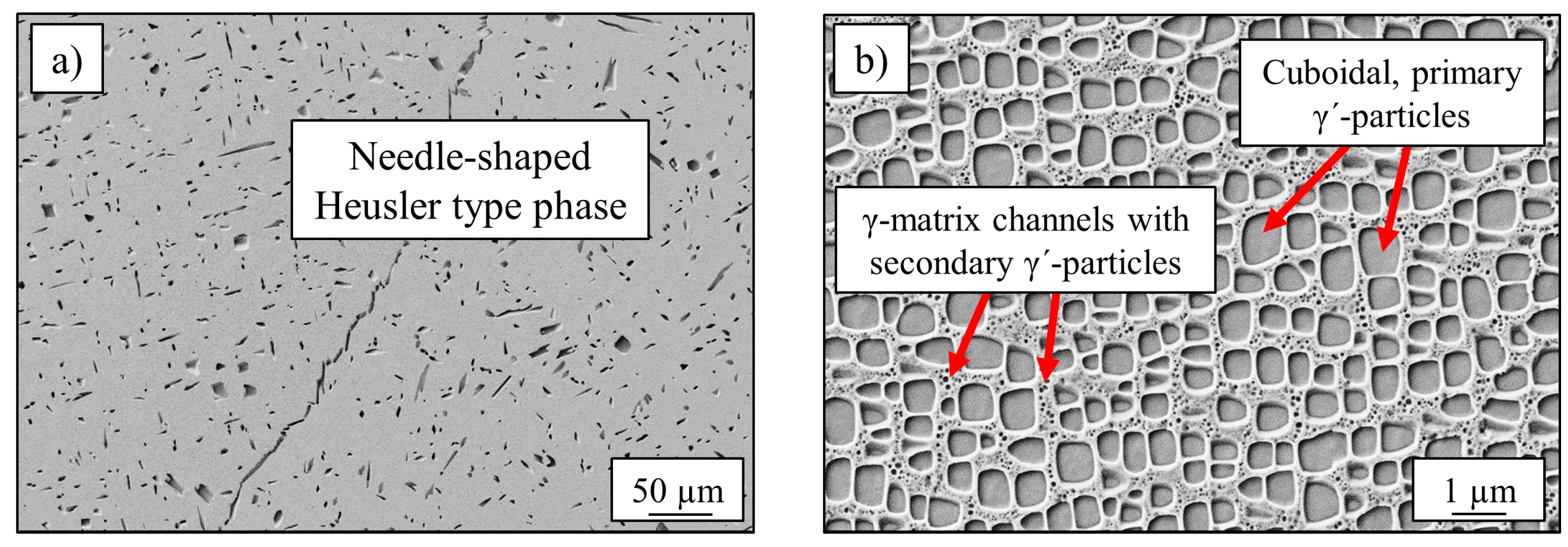
3.1. Chemical and Microstructural Analysis of Al10Co25Cr8Fe15Ni36Ti6
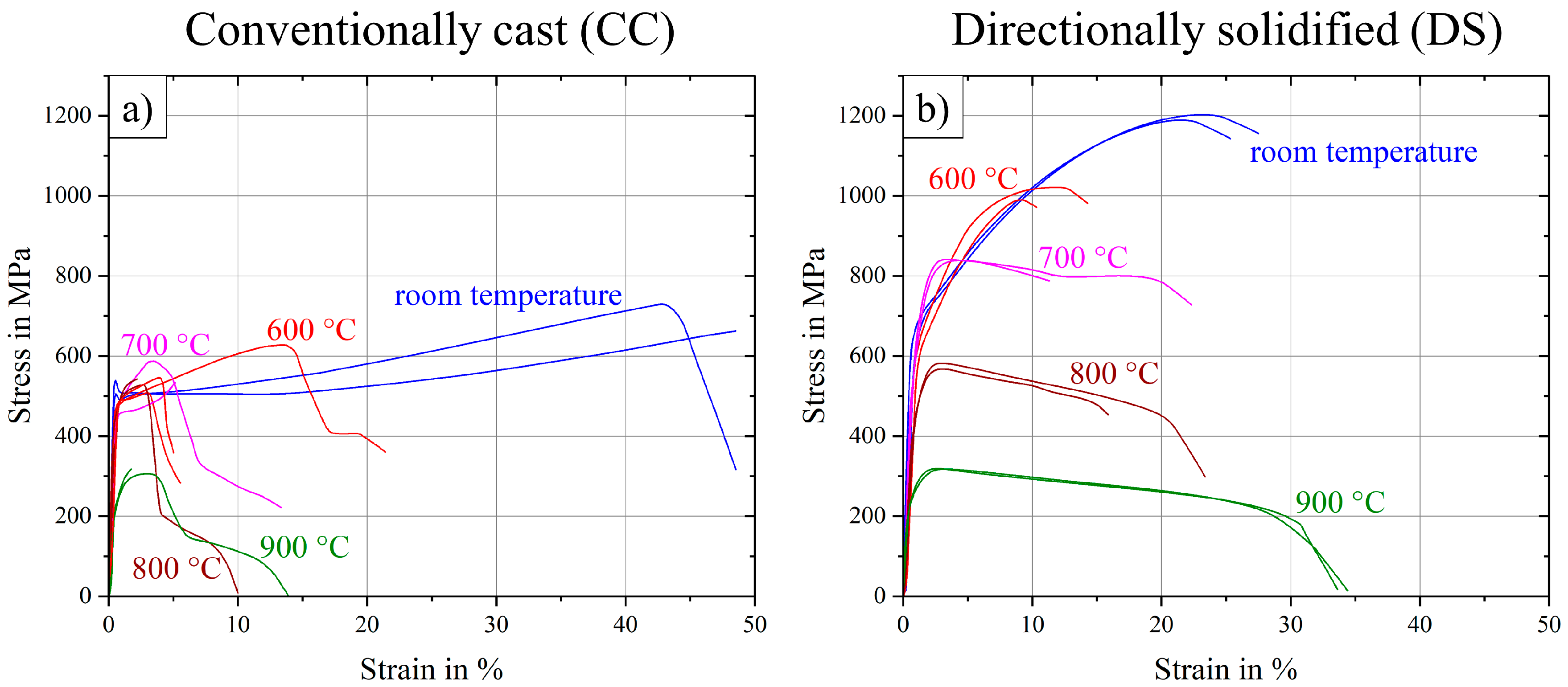
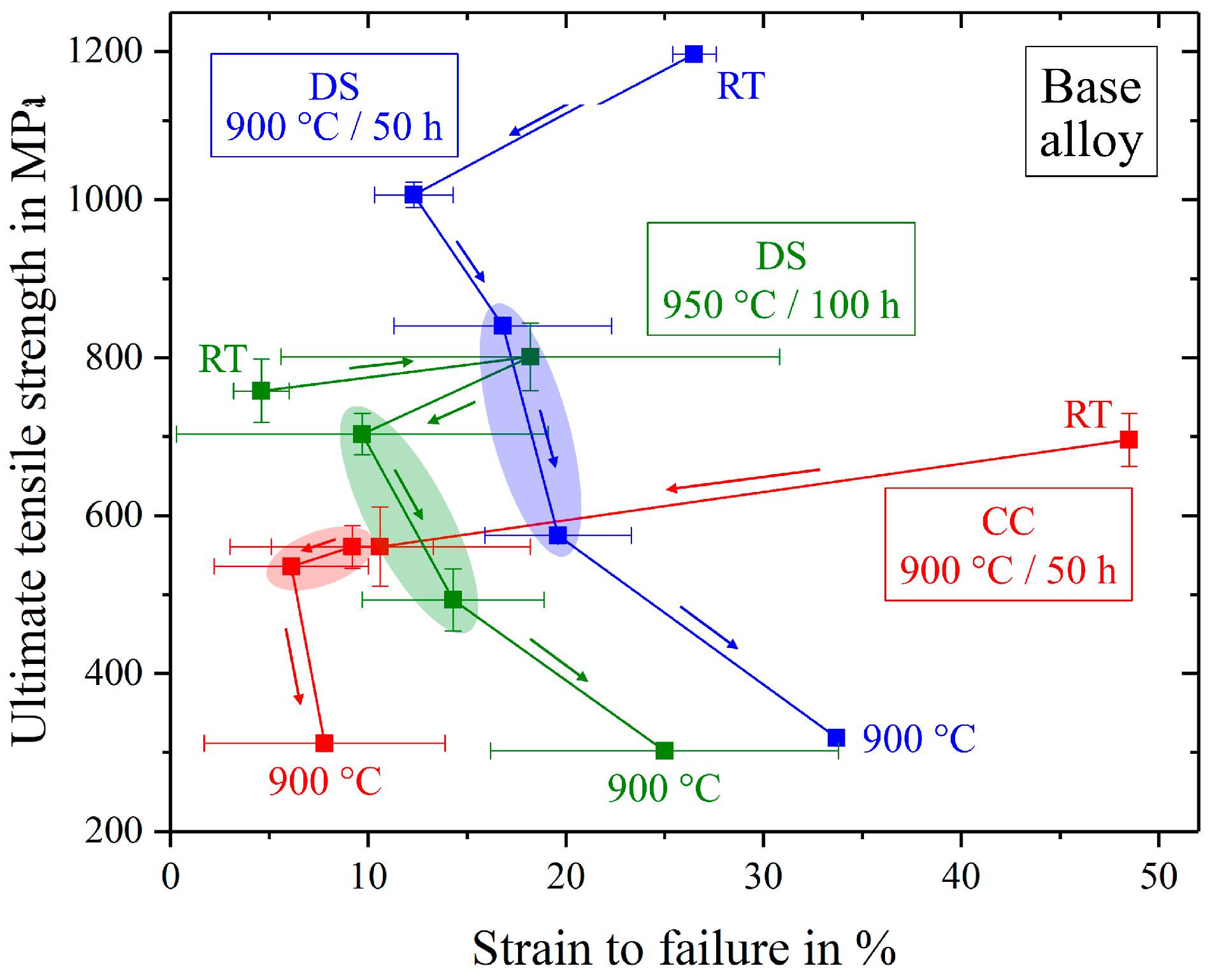
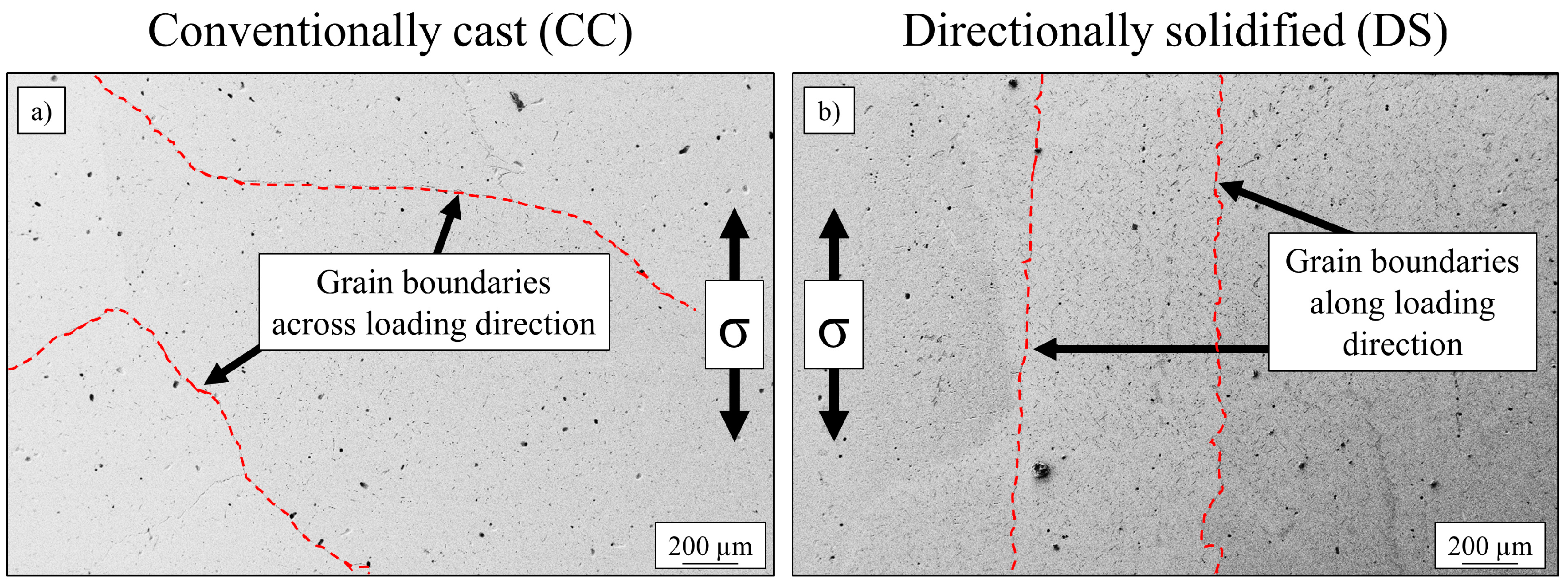
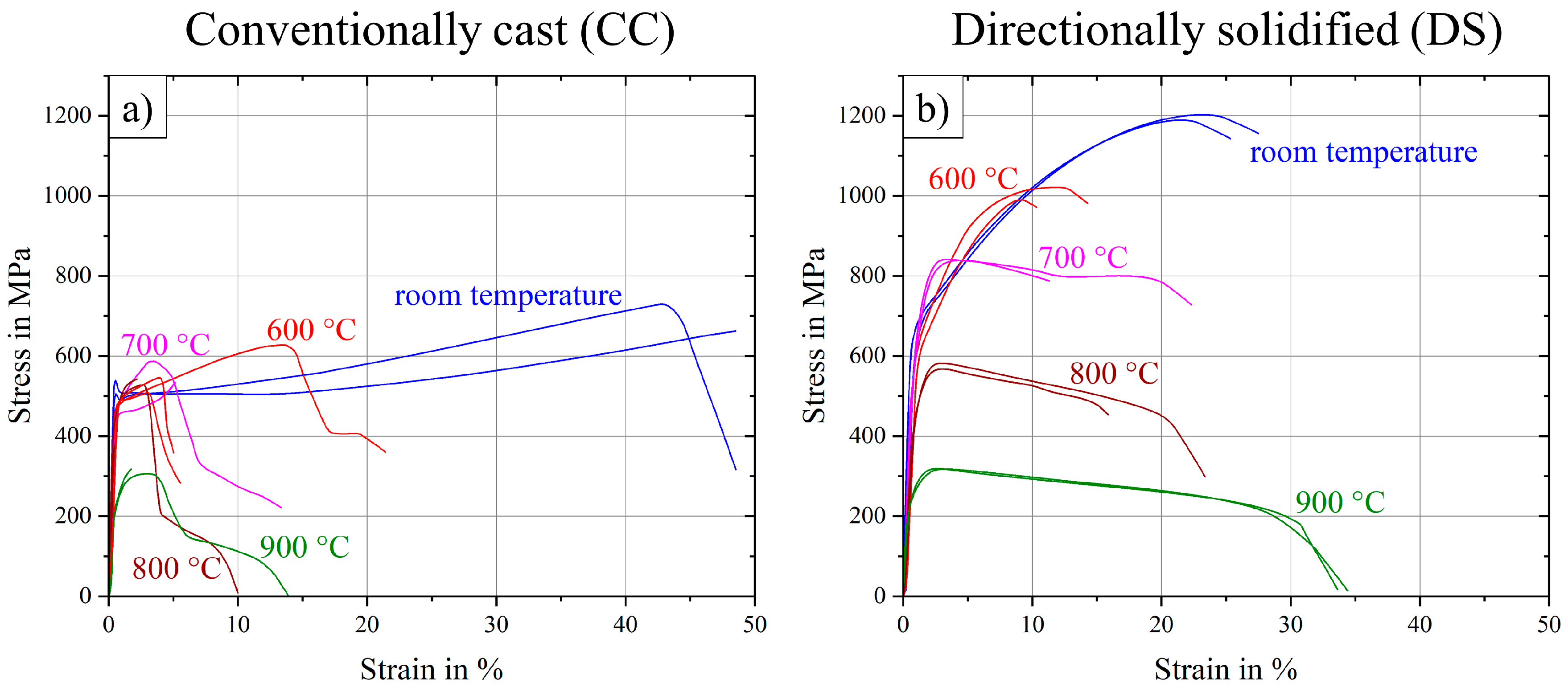
3.2. Impact of Bridgman Process on Mechanical Properties
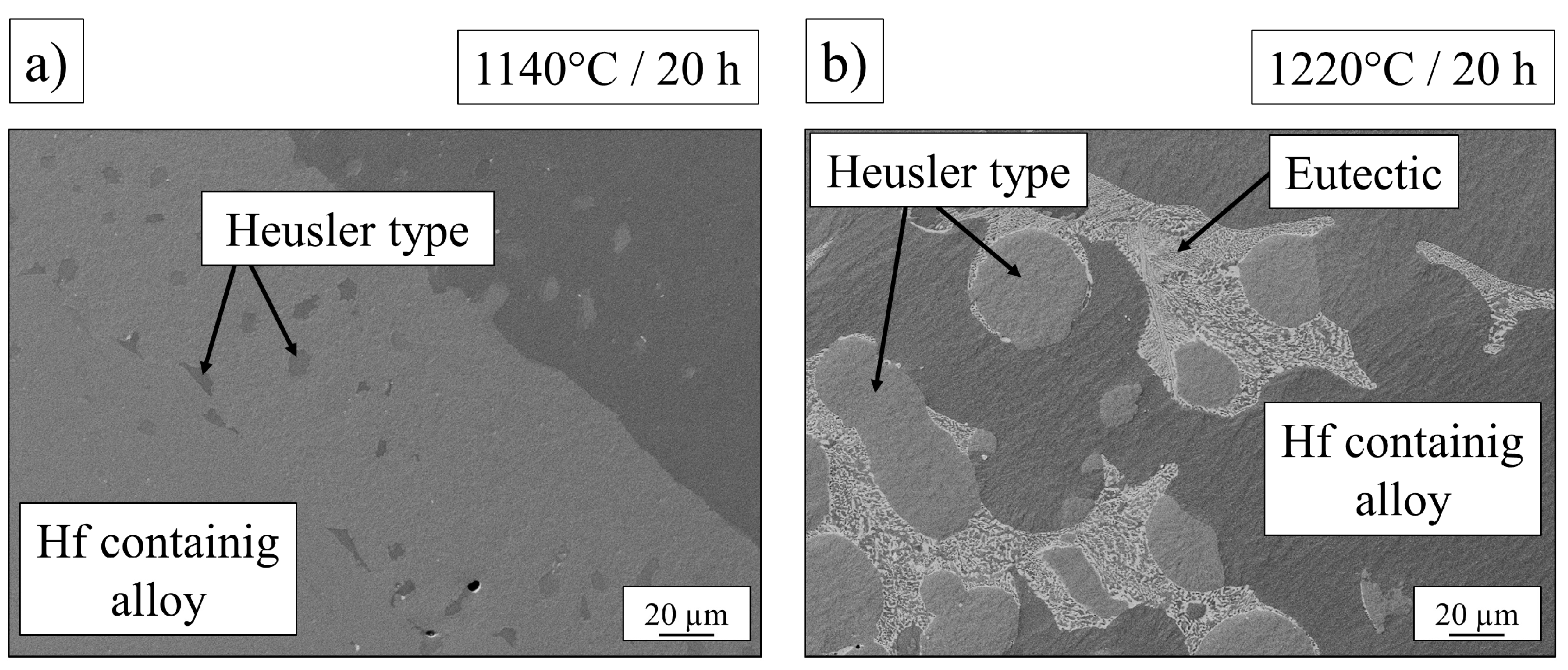
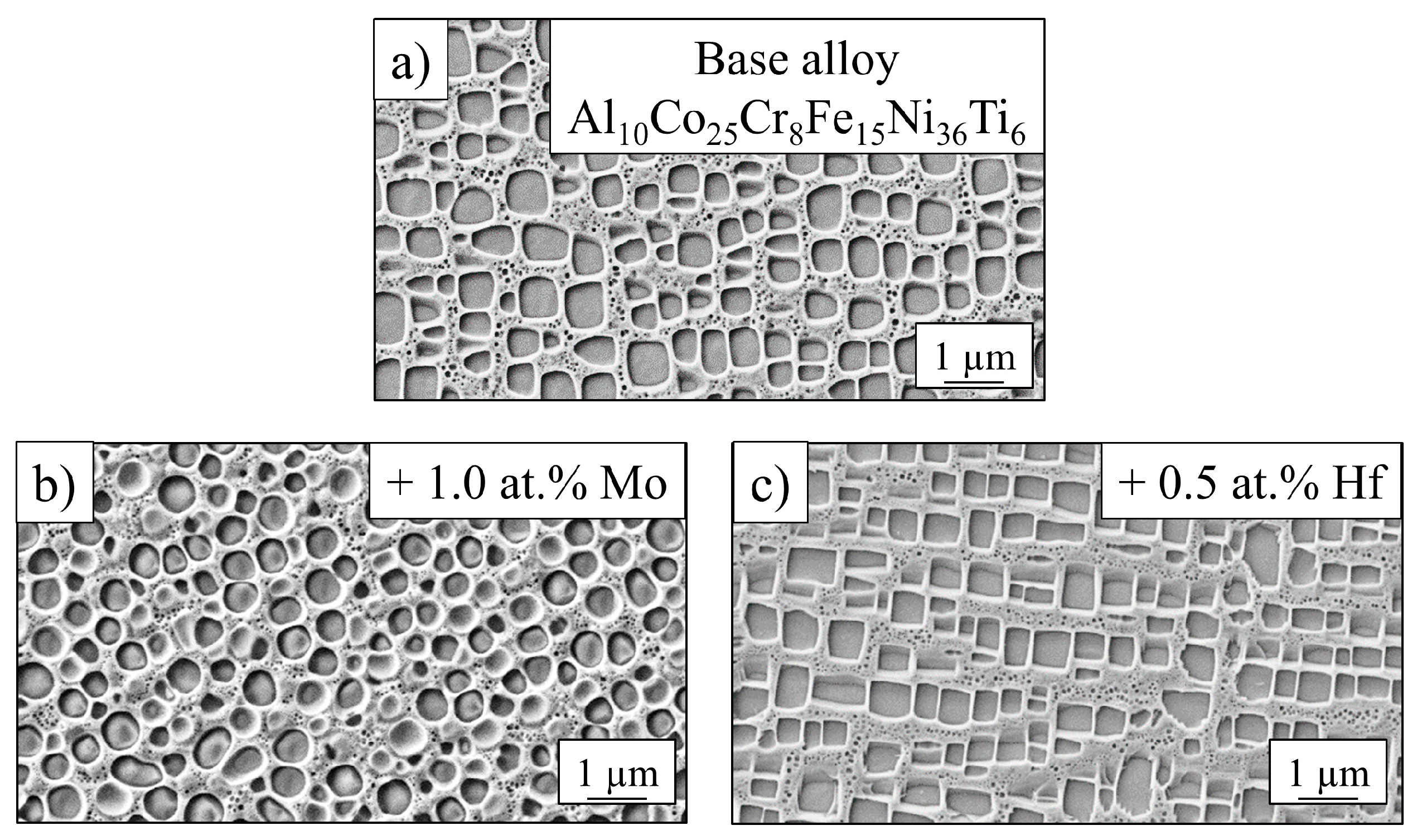
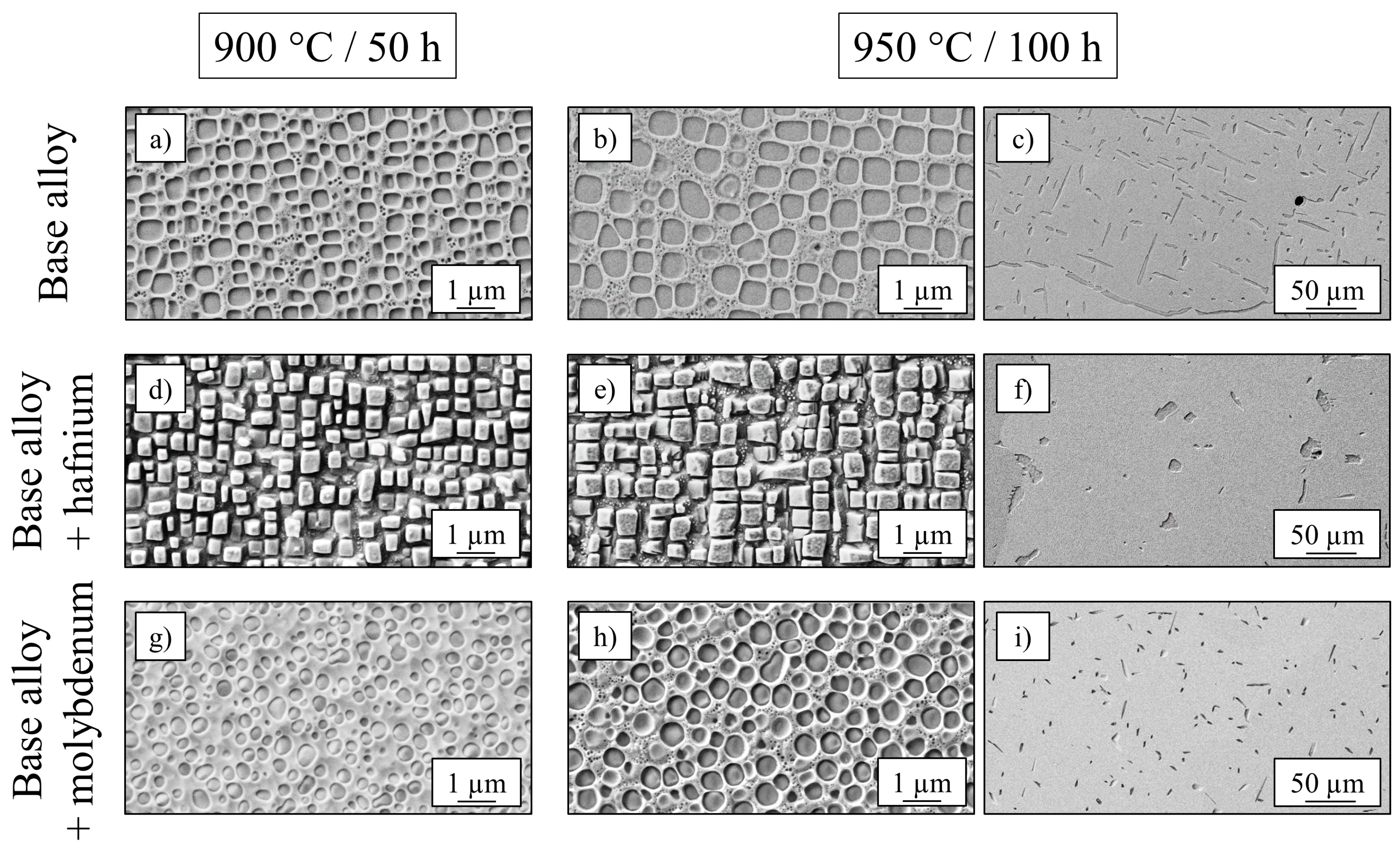
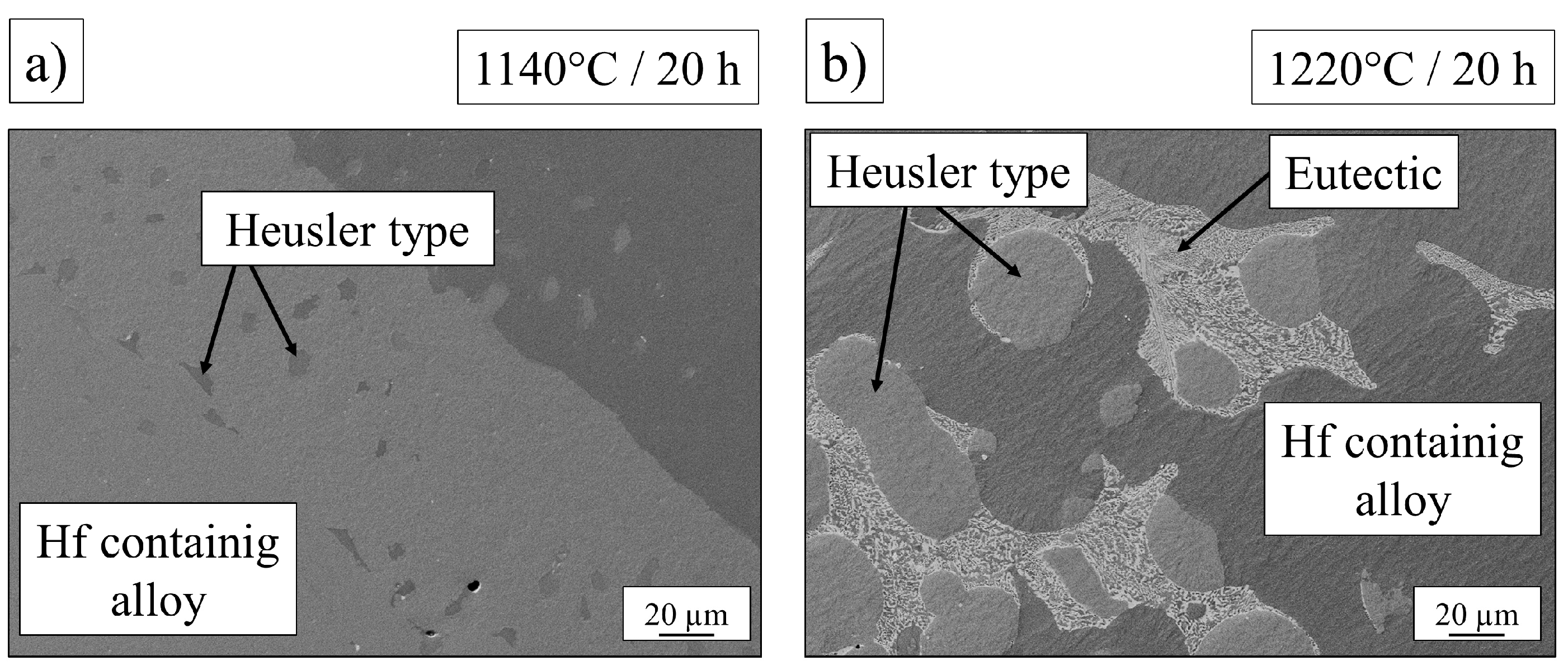
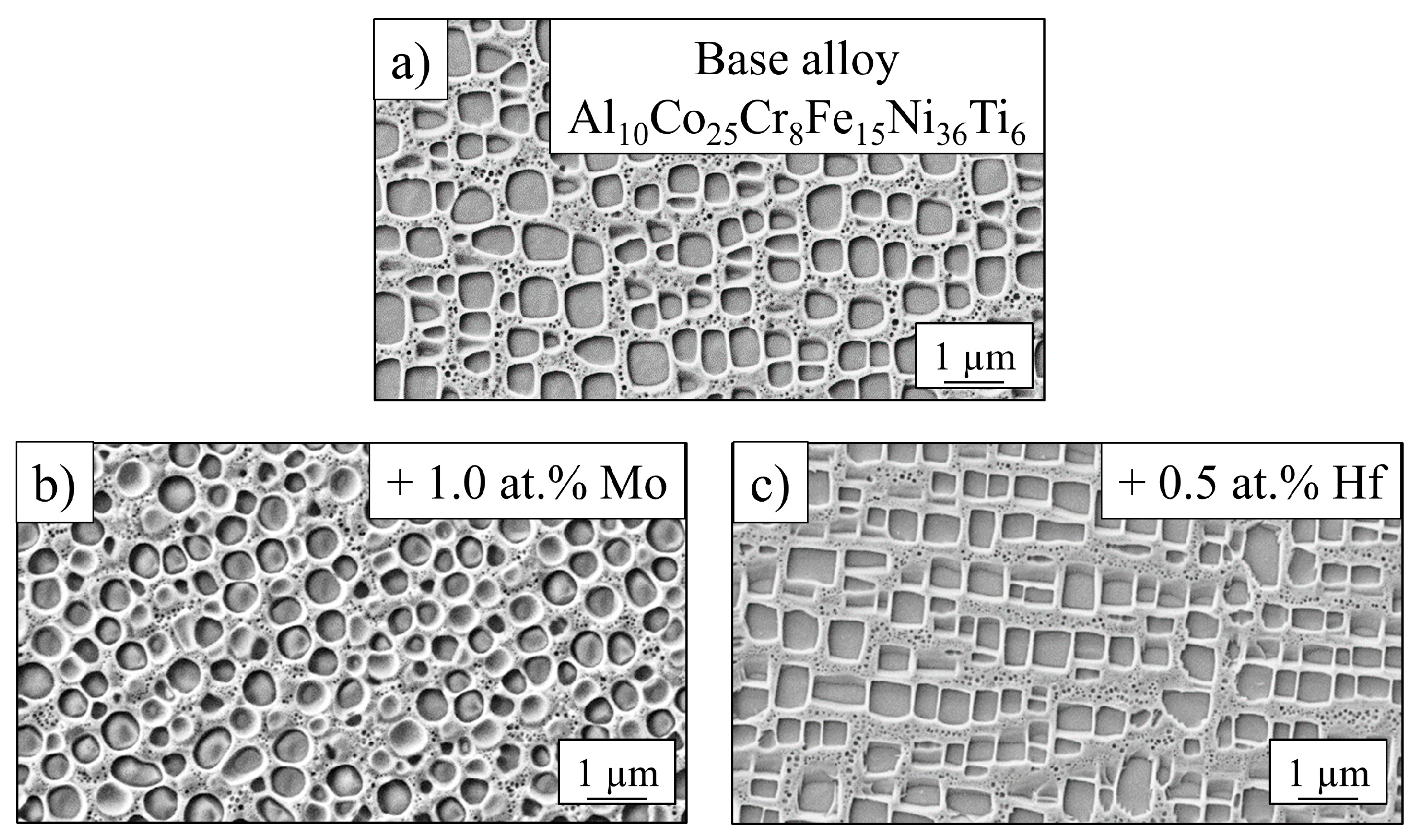
3.3. Influence of Refractory Elements on Microstructural Characteristics
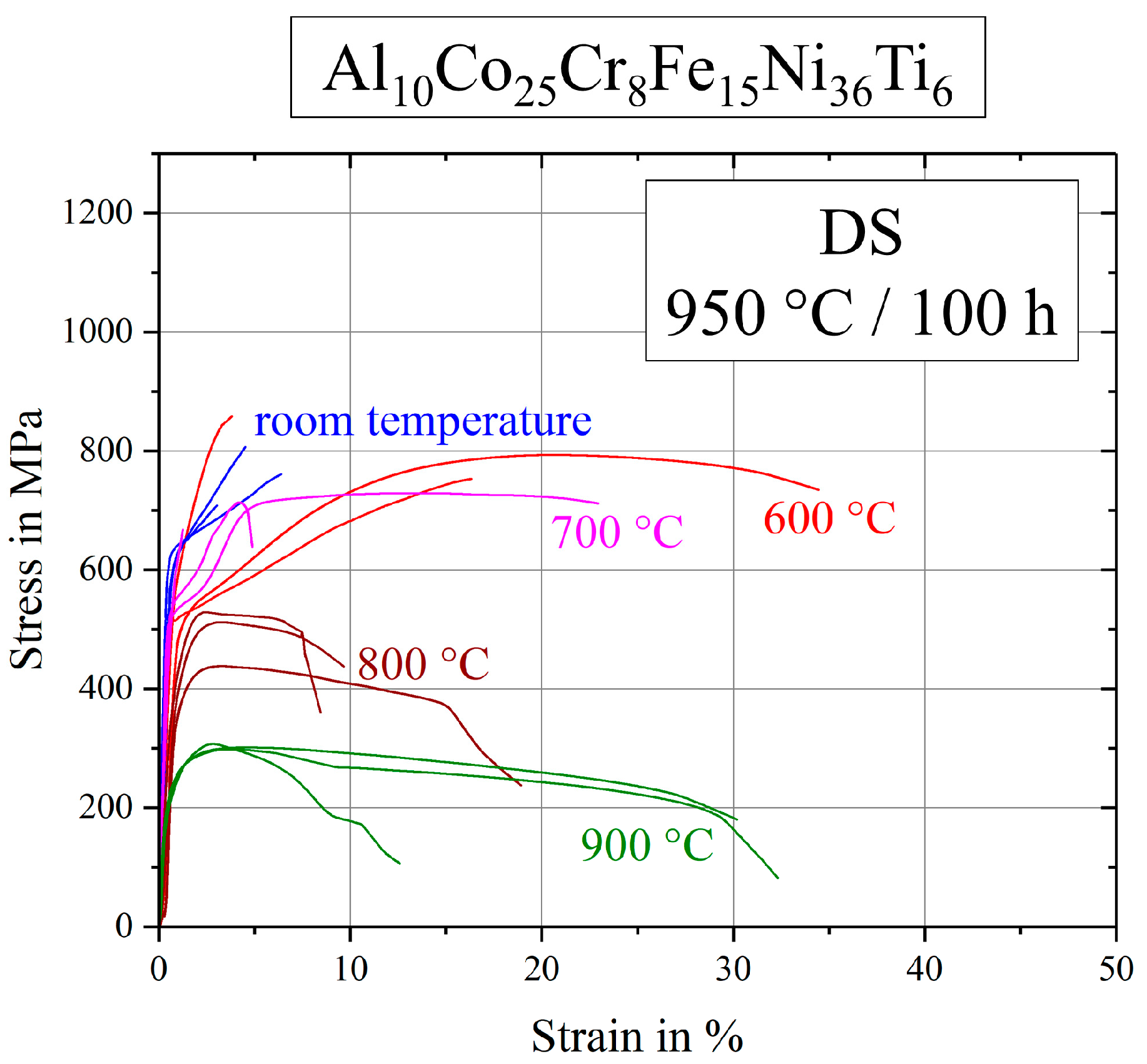
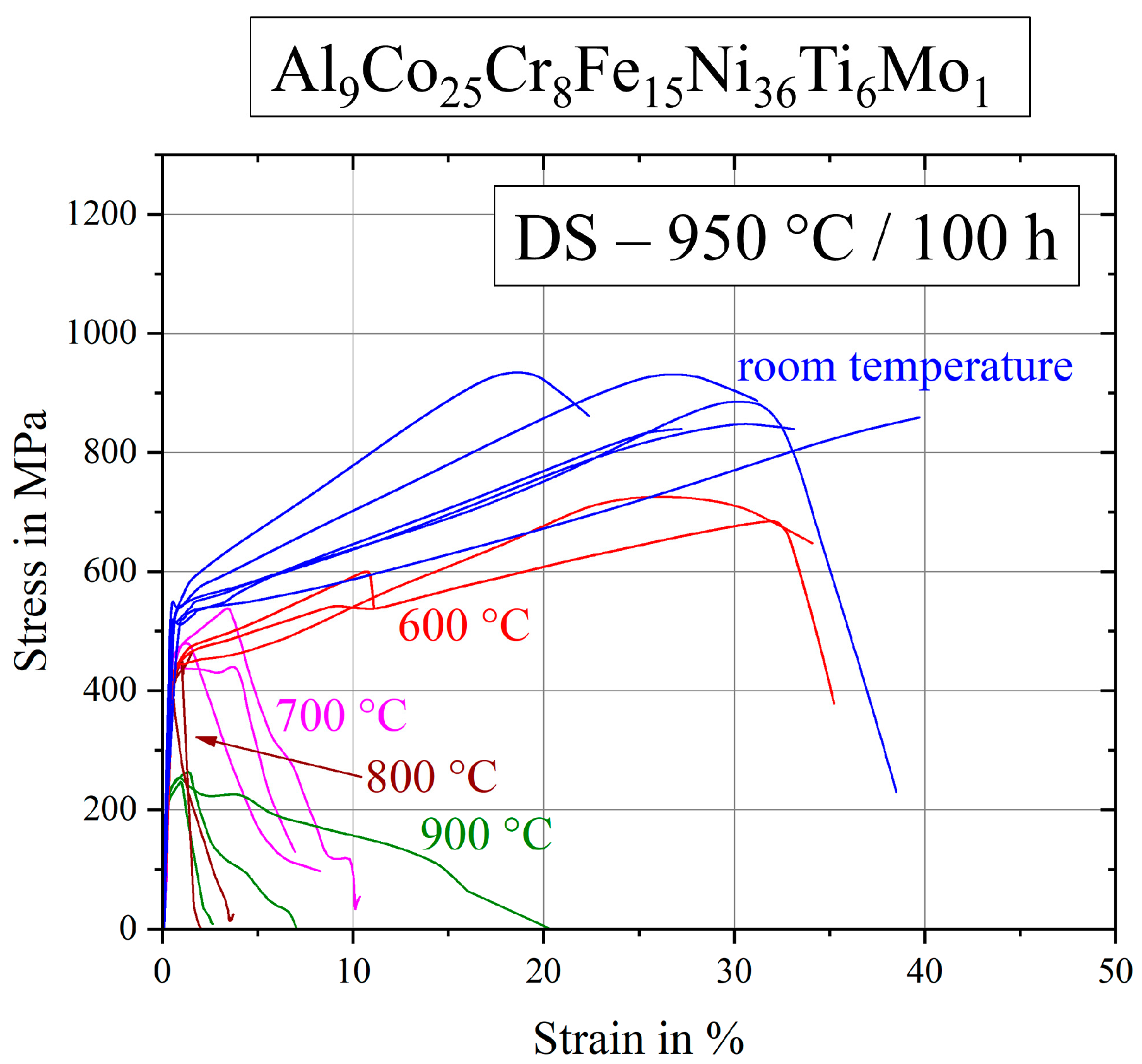
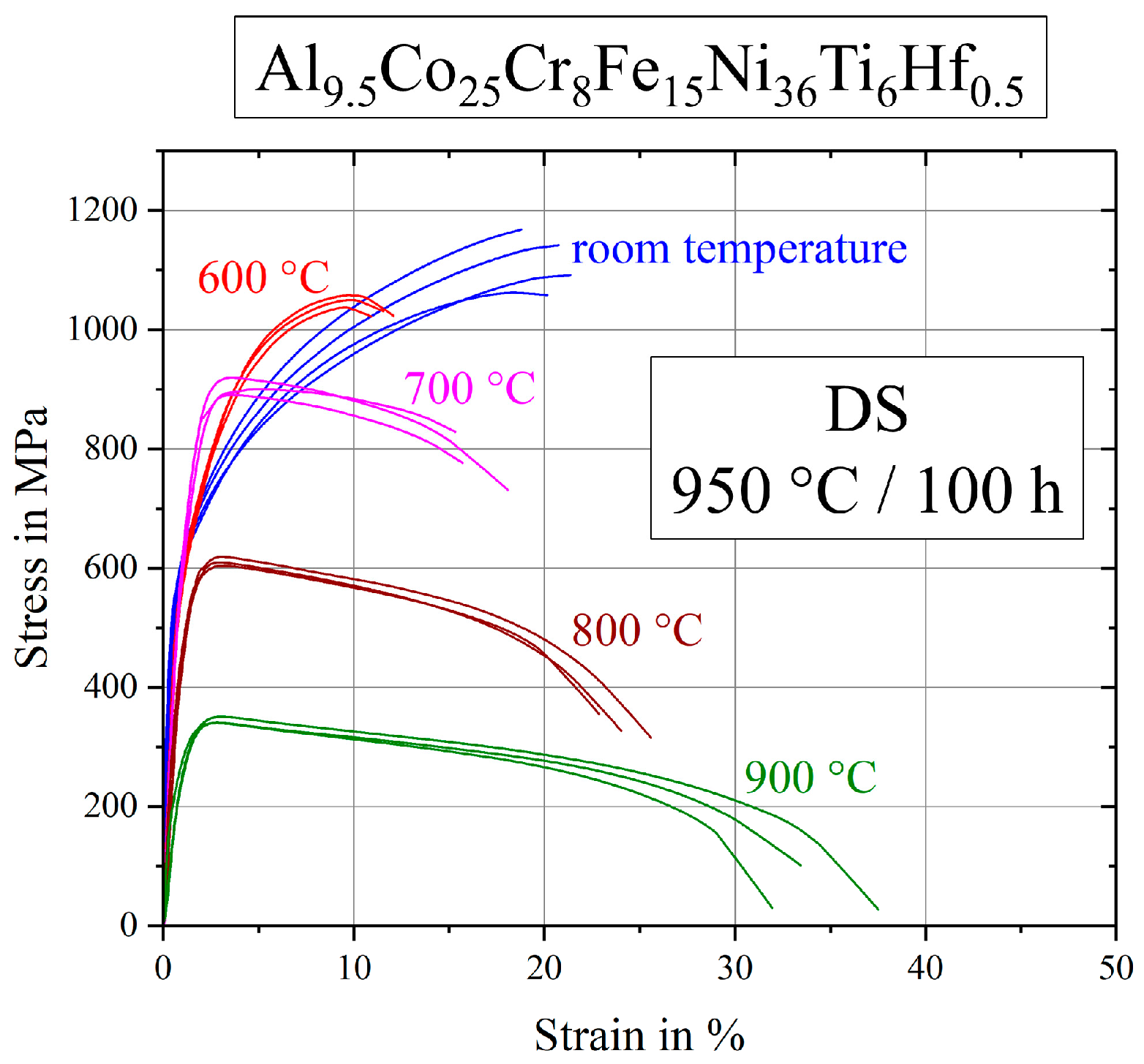
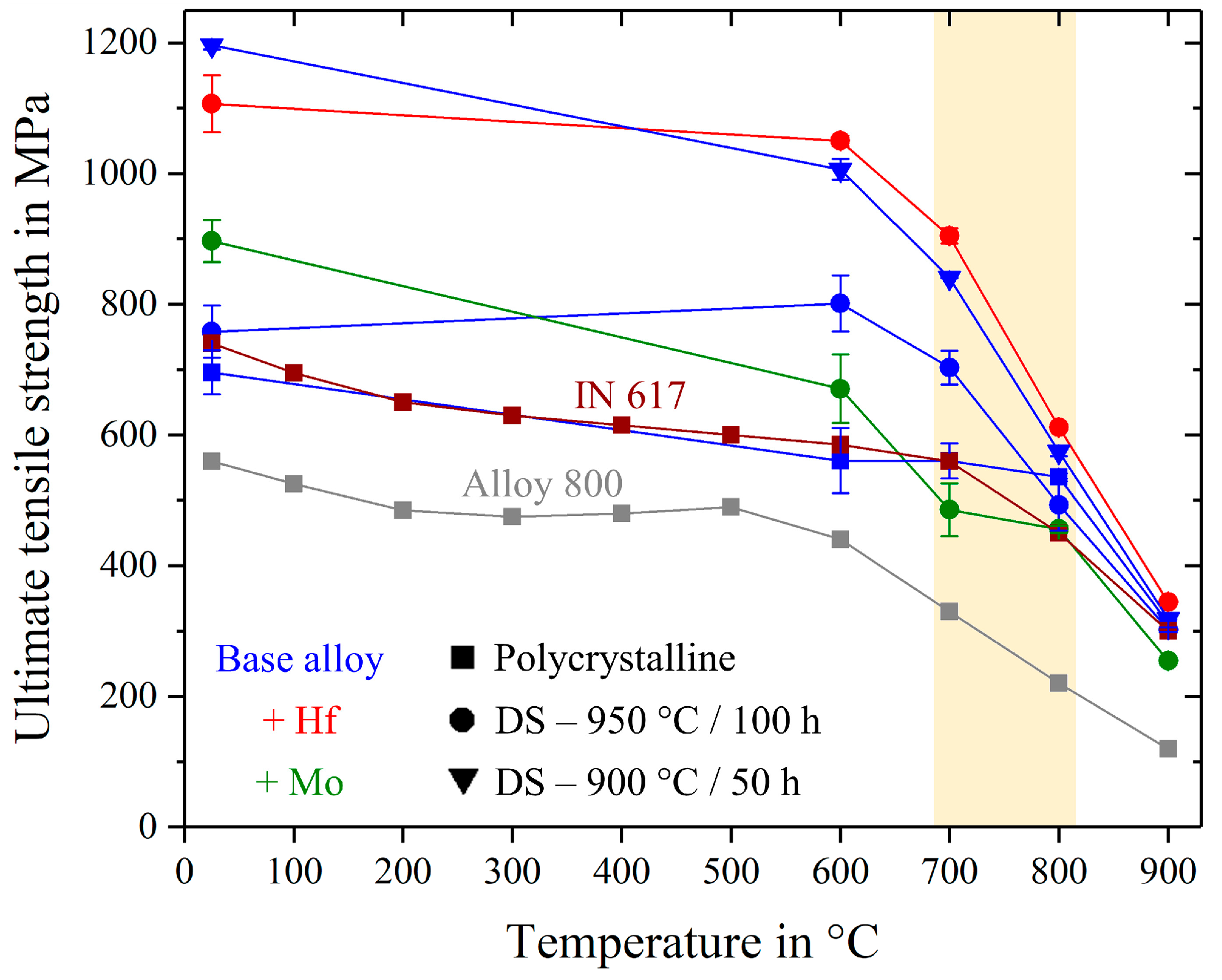
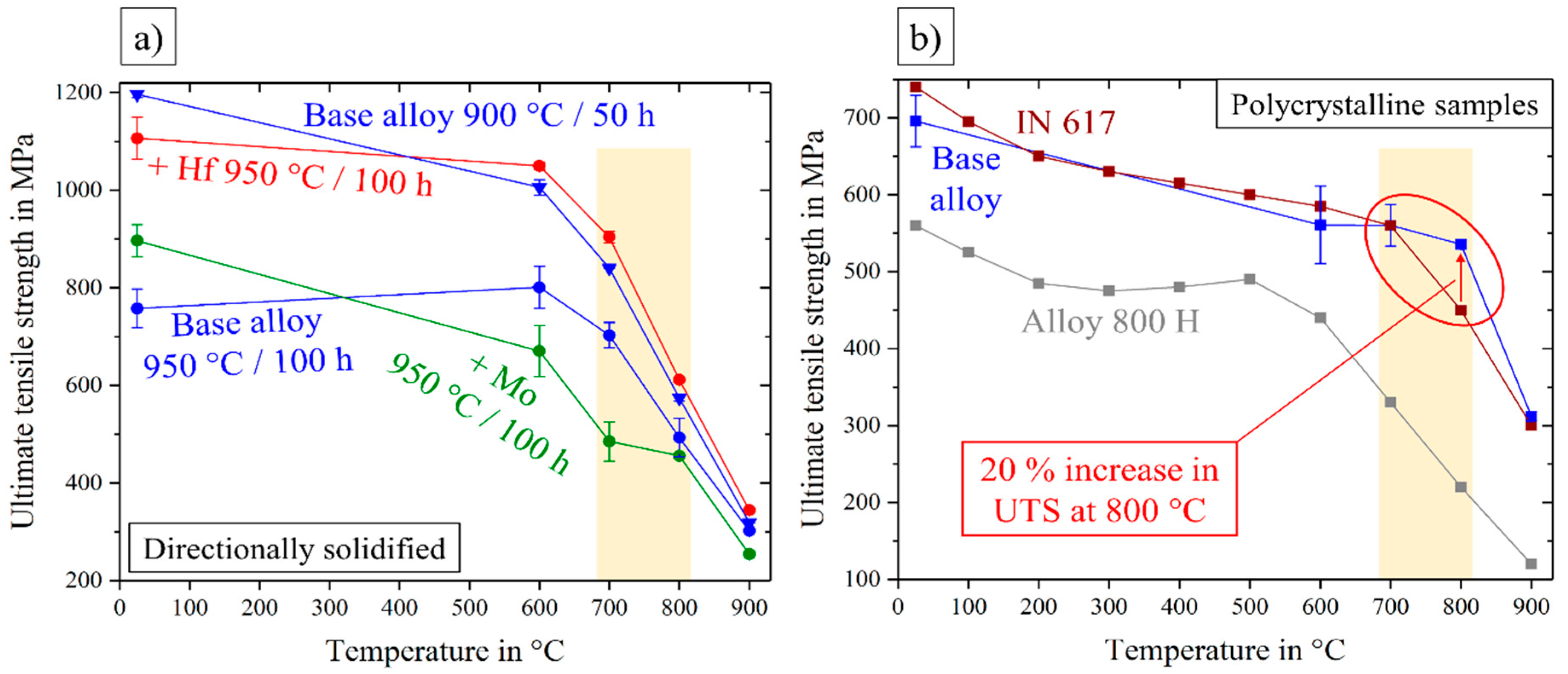
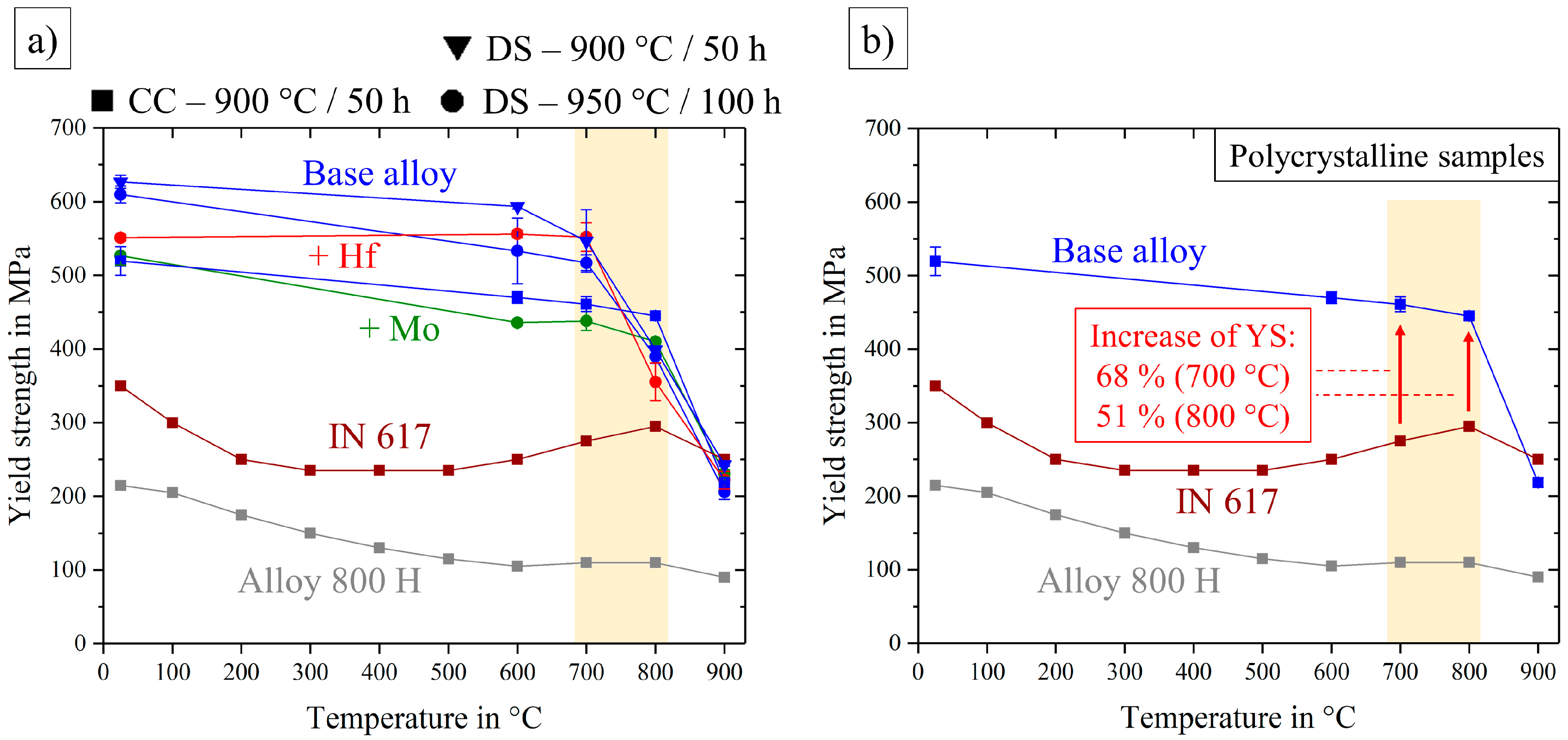
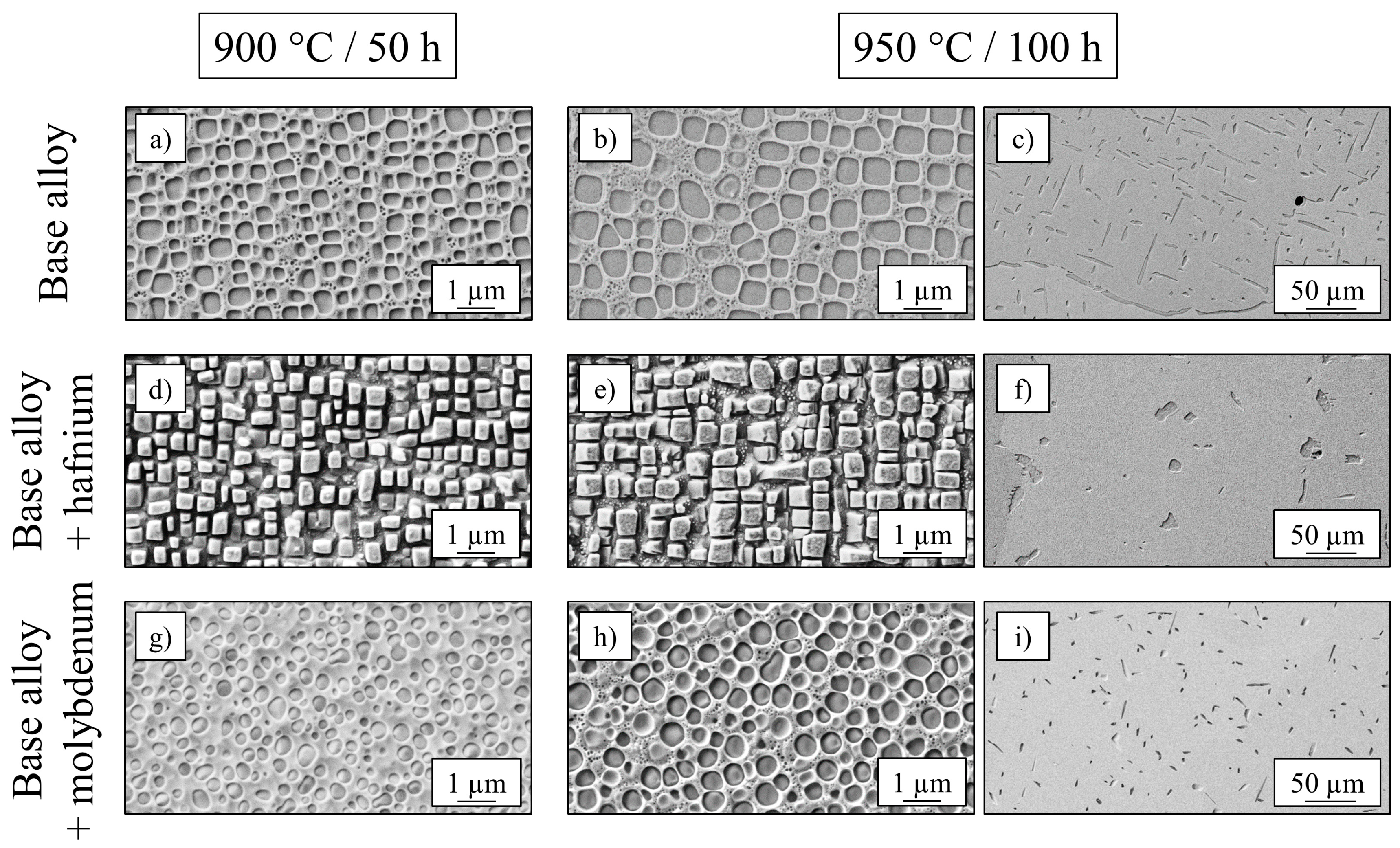
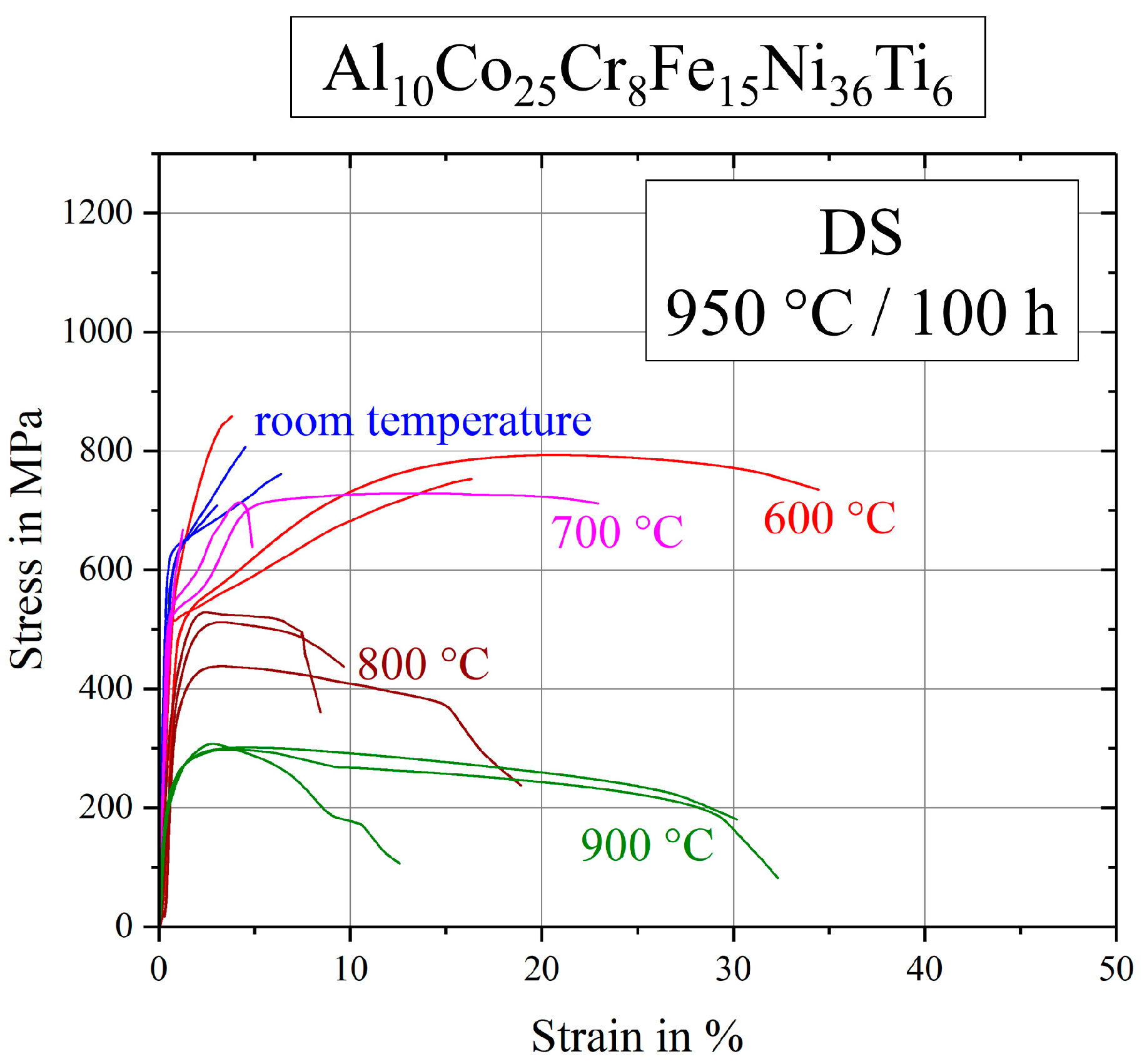
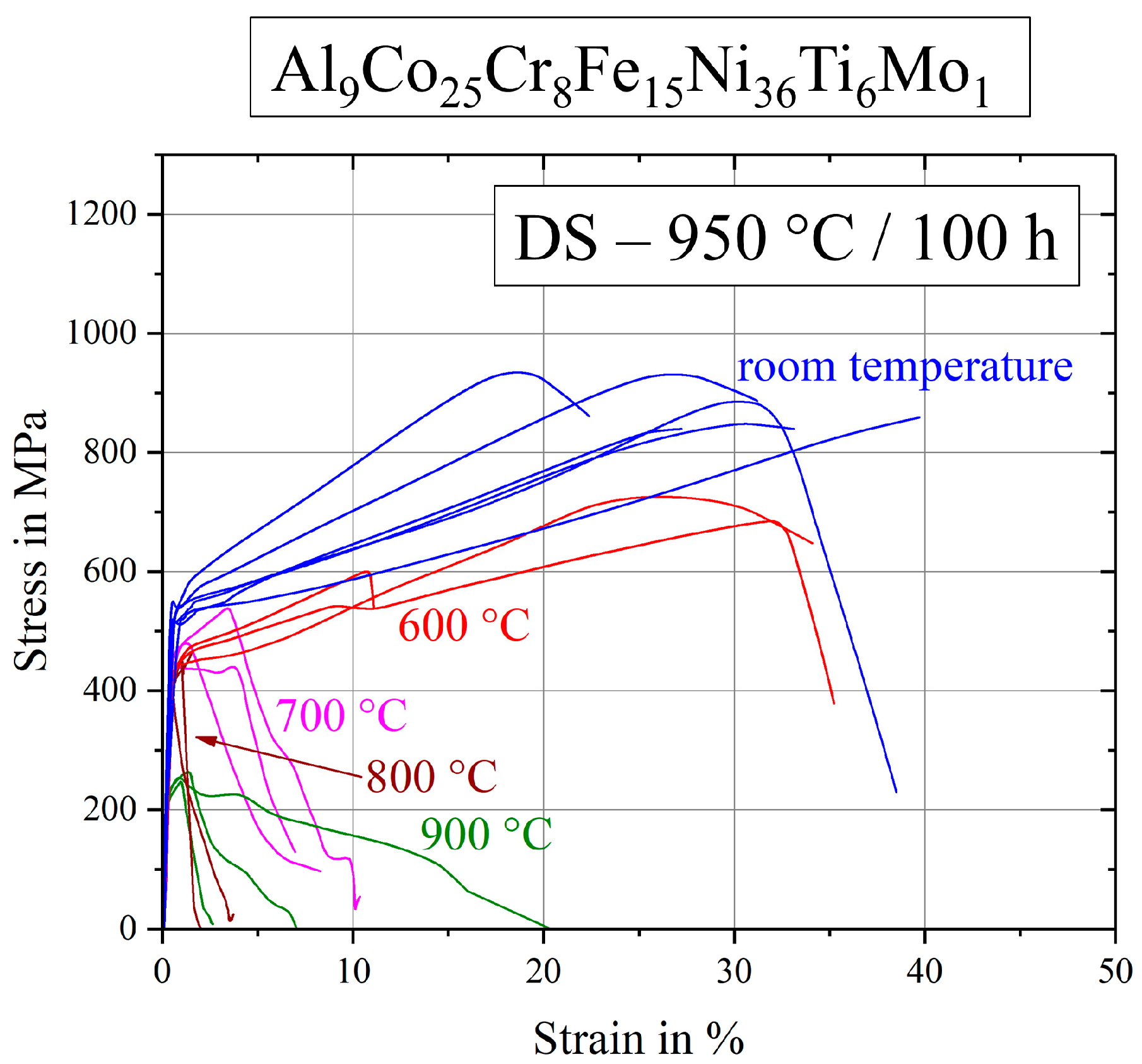
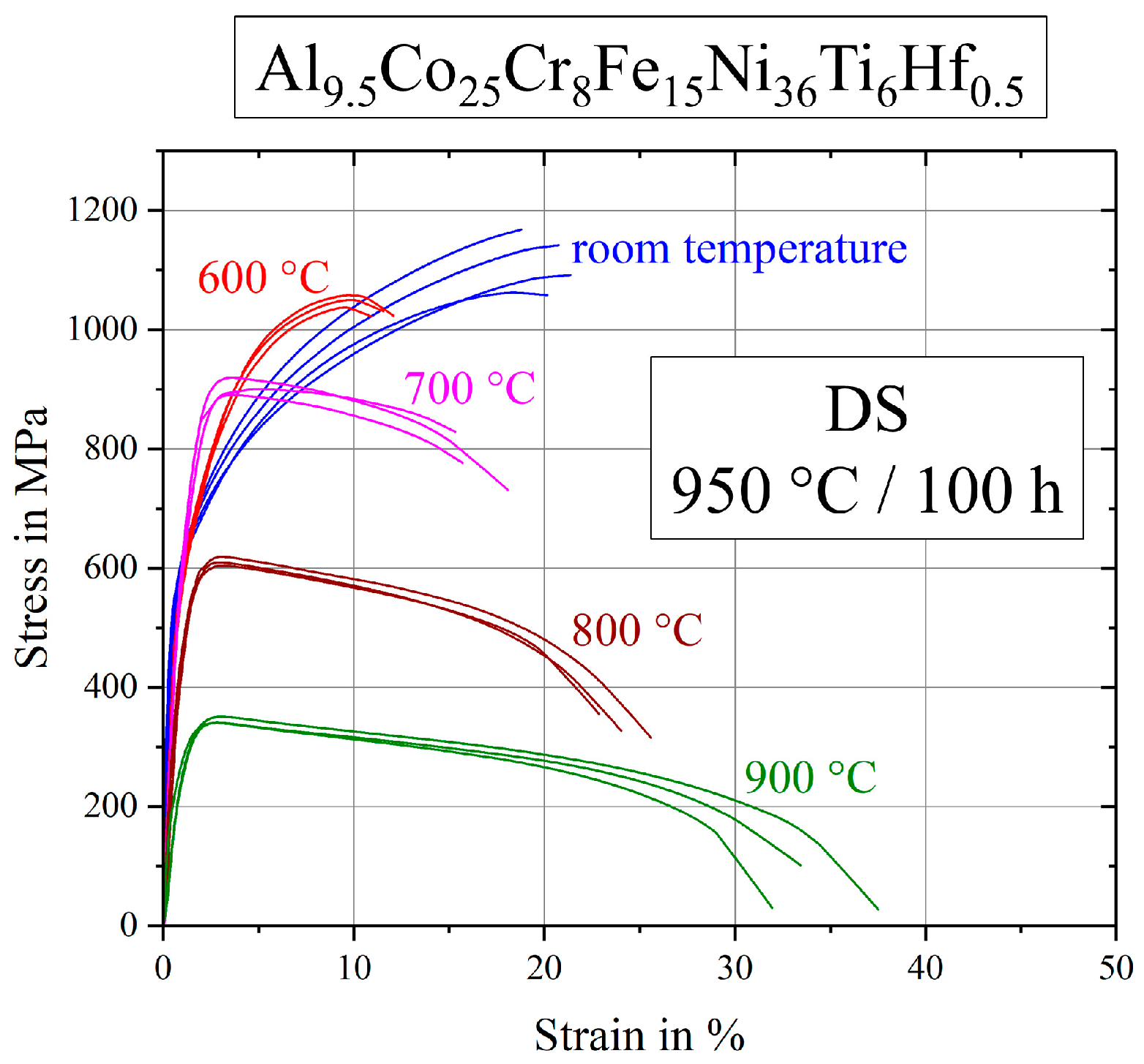
3.4. High-Temperature Tensile Tests of the Alloys after Annealing at 950 °C for 100 h
3.5. Discussion and Comparison of Mechanical Properties
4. Conclusions and Outlook
- All alloys showed a remarkably high UTS up to 1.26 GPa at room temperature.
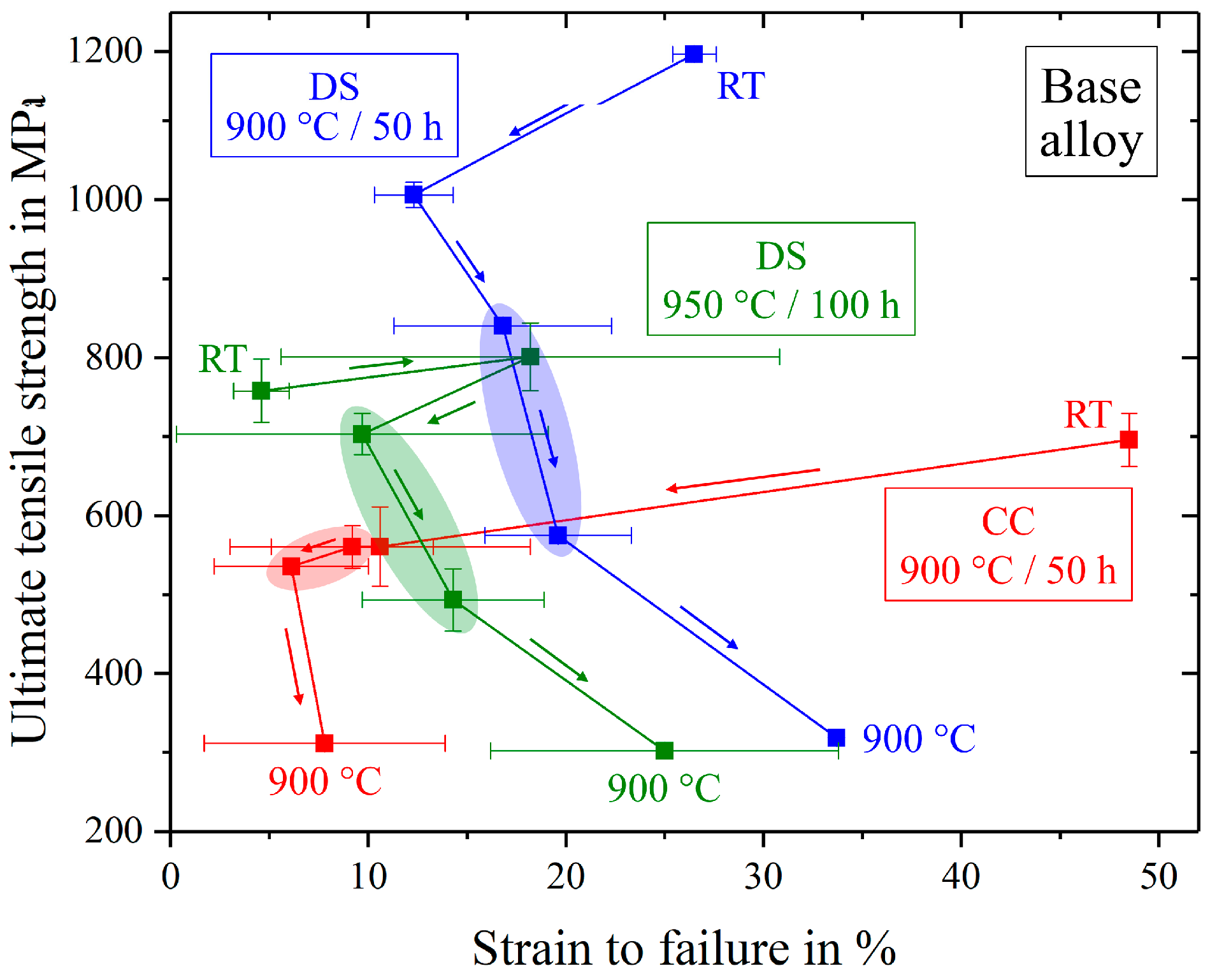
- Casting by the Bridgman process lead to a directionally solidified microstructure and an increase of strength in the direction of the grains by a factor of 1.7 at RT and 1.8 at 600 °C.
- Addition of 1 at.% molybdenum lead to round γ′-particles, while the Heusler type phase remained in its needle-like shape.
- An amount of 0.5 at.% hafnium sharpened the corners of the γ′-particles and lead to a spherical Heusler type phase.
- The γ′-particle size increased for all alloys by annealing for longer times at higher temperature. Volume fractions of γ′ and particularly Heusler type were only increasing in the case of the base alloy, while the Hf- and Mo-containing alloys showed a decrease of γ′-volume fraction and no obvious changes concerning the Heusler type phase.
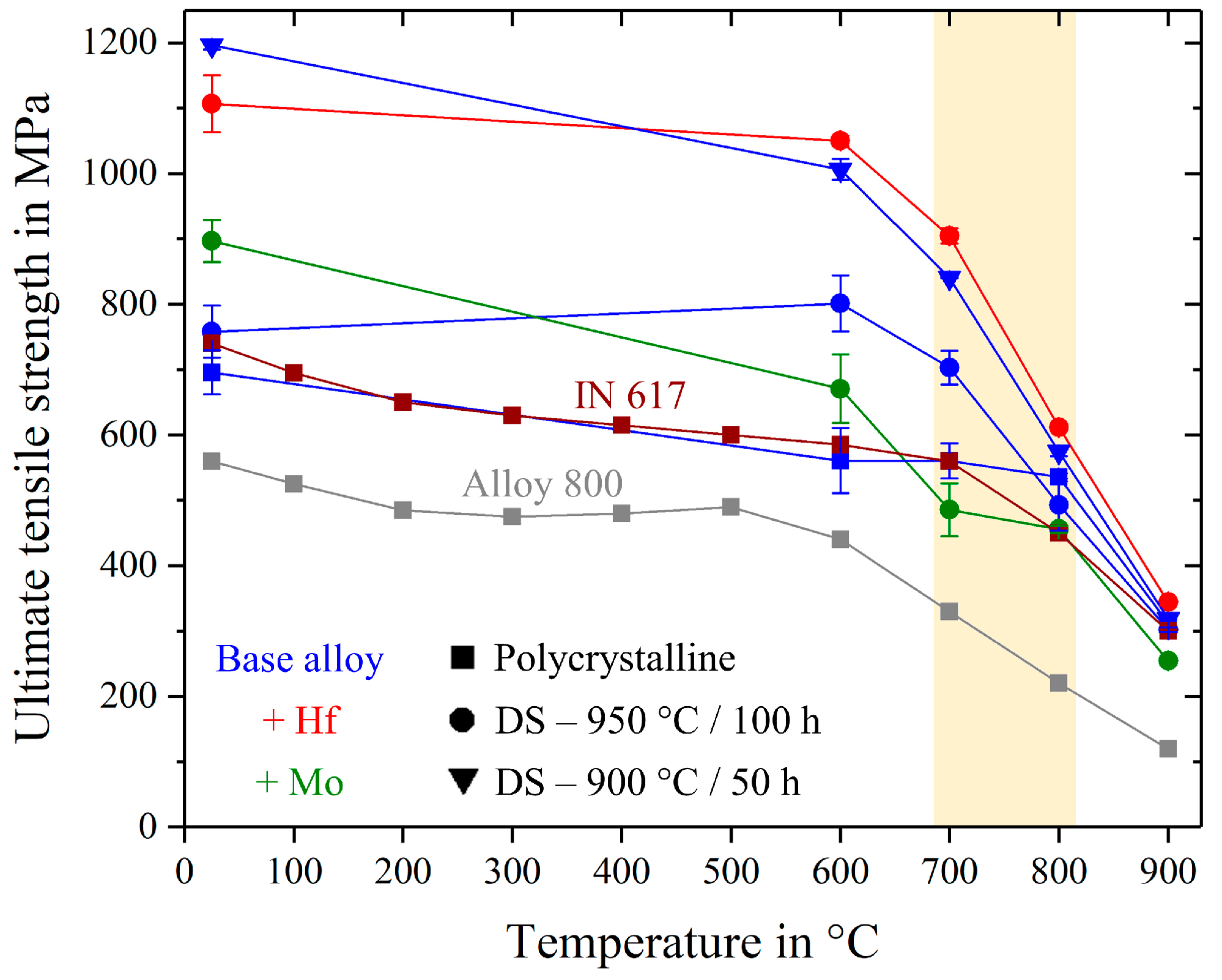
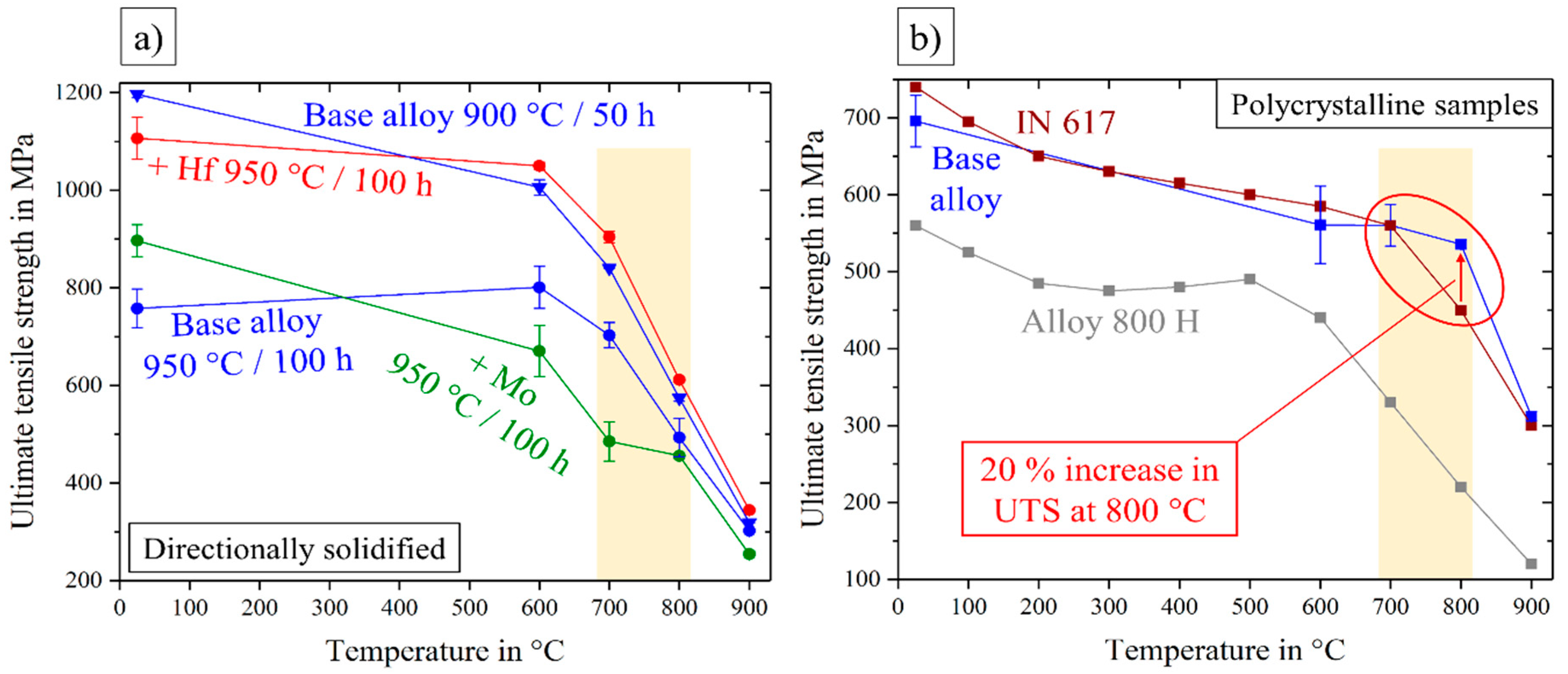
- Under the same heat treatment conditions, Mo addition lowered the ultimate tensile strength of the base alloy due to the more round morphology of γ′-particles. The Hf-containing alloy, however, showed an increase in UTS due to the lower content and/or the spherical shape of Heusler type phase.
- The annealing treatment of 900 °C/50 h for the base alloy lead to a similar mechanical behavior to that of the Hf-containing alloy, with high strength, good strain to failure and high reproducibility. This is referred to a three times reduction of Heusler type volume fraction.
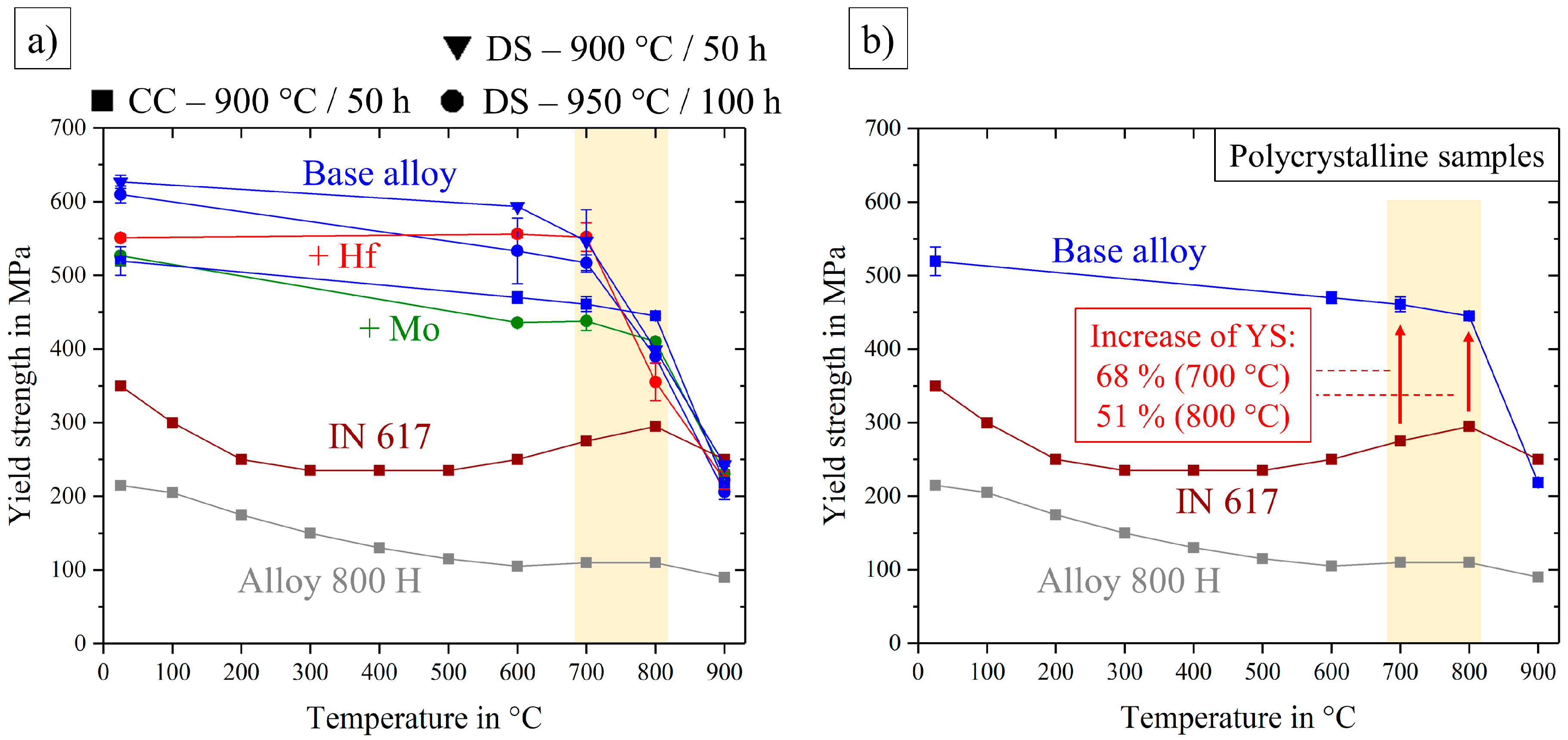
- In comparison to the two commercially used nickel-based alloys IN 617 and Alloy 800 H, the polycrystalline base alloy showed better mechanical behavior, particularly in the temperature range 700–800 °C and especially in yield strength.
Author Contributions
Funding
Conflicts of Interest
References
- Davis, J.R. Metals Handbook, 2nd ed.; CRC Press: Boca Raton, FL, USA, 1998. [Google Scholar]
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.J. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Cantor, B. Multicomponent and high entropy alloys. Entropy 2014, 16, 4749–4768. [Google Scholar] [CrossRef]
- Tsai, K.Y.; Tsai, M.H.; Yeh, J.W. Sluggish diffusion in Co-Cr-Fe-Mn-Ni high-entropy alloys. Acta Mater. 2013, 61, 4887–4897. [Google Scholar] [CrossRef]
- Manzoni, A.M.; Glatzel, U. New multiphase compositionally complex alloys driven by the high entropy alloy approach. Mater. Charact. 2018, in press. [Google Scholar] [CrossRef]
- Glicksman, M.E. Principles of Solidification: An Introduction to Modern Casting and Crystal Growth Concepts; Springer: New York, NY, USA, 2011. [Google Scholar]
- Cheng, H.; Wang, H.Y.; Xie, Y.C.; Tang, Q.H.; Dai, P.Q. Controllable fabrication of a carbide-containing FeCoCrNiMn high-entropy alloy: Microstructure and mechanical properties. Mater. Sci. Technol. 2017, 33, 2032–2039. [Google Scholar] [CrossRef]
- Wang, Q.; Ma, Y.; Jiang, B.; Li, X.; Shi, Y.; Dong, C.; Liaw, P.K. A cuboidal B2 nanoprecipitation-enhanced body-centered-cubic alloy Al0.7CoCrFe2Ni with prominent tensile properties. Scr. Mater. 2017, 20, 85–89. [Google Scholar]
- Singh, S.; Wanderka, N.; Murty, B.S.; Glatzel, U.; Banhart, J. Decomposition in multi-component AlCoCrCuFeNi high-entropy alloy. Acta Mater. 2011, 59, 182–190. [Google Scholar] [CrossRef]
- Manzoni, A.M.; Singh, S.; Daoud, H.M.; Popp, R.; Völkl, R.; Glatzel, U.; Wanderka, N. On the path to optimizing the Al-Co-Cr-Cu-Fe-Ni-Ti high entropy alloy family for high temperature applications. Entropy 2016, 18, 104. [Google Scholar] [CrossRef]
- Sherby, O.D.; Miller, A.K. Combining Phenomenology and Physics in Describing the High Temperature Mechanical Behavior of Crystalline Solids. J. Eng. Mater. Technol. 1979, 101, 387–395. [Google Scholar] [CrossRef]
- Fleischmann, E.; Miller, M.K.; Affeldt, E.; Glatzel, U. Quantitative experimental determination of the solid solution hardening potential of rhenium, tungsten and molybdenum in single-crystal nickel-based superalloys. Acta Mater 2015, 87, 350–356. [Google Scholar] [CrossRef]
- Duhl, D.N.; Sullivan, C.P. Some effects of hafnium additions on the mechanical properties of a columnar-grained nickel-base superalloy. JOM 1971, 23, 38–40. [Google Scholar] [CrossRef]
- Doherty, J.E.; Kear, B.H.; Giamei, A.F. On the origin of the ductility enhancement in Hf-doped Mar-M200. J. Met 1971, 23, 59–62. [Google Scholar] [CrossRef]
- Kotval, P.S.; Venables, J.D.; Calder, R.W. The role of hafnium in modifying the microstructure of cast nickel-base superalloys. Metall. Trans. 1972, 3, 457–462. [Google Scholar] [CrossRef]
- The Version Tccr; Thermocalc Software AB: Stockholm, Sweden. Available online: https://www.thermocalc. Com (accessed on 15 June 2016).
- Thermotech Ni-Based Superalloys Database, TTNI7, Version 7.0; ThermoCalc Software AB: Stockholm, Sweden, 2006.
- Arganda-Carreras, I.; Kaynig, V.; Rueden, C.; Eliceiri, K.W.; Schindelin, J.; Cardona, A.; Seung, H.S. Trainable weka segmentation: A machine learning tool for microscopy pixel classification. Bioinformatics 2017, 33, 2424–2426. [Google Scholar] [CrossRef] [PubMed]
- Schindelin, J.; Arganda-Carreras, I.; Frise, E.; Kaynig, V.; Longair, M.; Pietzsch, T.; Preibisch, S.; Rueden, C.; Saalfeld, S.; Schmid, B.; et al. Fiji: An open-source platform for biological-image analysis. Nat. Methods 2012, 9, 676–682. [Google Scholar] [CrossRef] [PubMed]
- Rueden, C.T.; Schindelin, J.; Hiner, M.C.; DeZonia, B.E.; Walter, A.E.; Arena, E.T.; Eliceiri, K.W. ImageJ2: ImageJ for the next generation of scientific image data. BMC Bioinform. 2017, 18, 529. [Google Scholar] [CrossRef] [PubMed]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. Nih image to imagej: 25 years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef] [PubMed]
- Daoud, H.M.; Manzoni, A.M.; Wanderka, N.; Glatzel, U. High-temperature tensile strength of Al10Co25Cr8Fe15Ni36Ti6 compositionally complex alloy (high-entropy alloy). JOM 2015, 67, 2271–2277. [Google Scholar] [CrossRef]
- Thompson, M.E.; Su, C.S.; Voorhees, P.W. The equilibrium shape of a misfitting precipitate. Acta Met. mater. 1994, 42, 2107–2122. [Google Scholar] [CrossRef]
- Pyczak, F.; Devrient, B.; Mughrabi, H. The Effects of Different Alloying Elements on the Thermal Expansion Coefficients, Lattice Constants and Misfit of Nickel-Based Superalloys Investigated by X-Ray Diffraction. Superalloys 2004, 827–836. [Google Scholar]
- Manzoni, A.M.; Haas, S.; Daoud, H.; Glatzel, U.; Förster, C.; Wanderka, N. Tensile Behavior and Evolution of the Phases in the Al10Co25Cr8Fe15Ni36Ti6 Compositionally Complex/High Entropy Alloy. Entropy 2018, 20, 646. [Google Scholar] [CrossRef]
- Special Metals. Available online: http://www.specialmetals.com/assets/smc/documents/alloys/inconel/inconel-alloy-617.pdf (accessed on 7 December 2018).
- Specification Sheet: Alloy 800, 800H, and 800AT. Available online: https://www.sandmeyersteel.com/A800-A800H-A800AT.html (accessed on 7 December 2018).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element Content in at.% | γ-Matrix | γ′-Particles | Heusler Type Phase |
|---|---|---|---|
| Al | 6.9 ± 0.6 | 11.4 ± 0.6 | 24.4 ± 1.3 |
| Co | 29.5 ± 0.5 | 22.5 ± 0.6 | 21.9 ± 1.7 |
| Cr | 9.3 ± 0.4 | 3.5 ± 0.4 | 3.6 ± 0.2 |
| Fe | 20.4 ± 0.6 | 8.8 ± 0.7 | 10.7 ± 0.4 |
| Ni | 30.4 ± 1.0 | 45.0 ± 1.5 | 33.9 ± 0.6 |
| Ti | 3.5 ± 0.4 | 8.7 ± 0.5 | 5.6 ± 0.2 |
| UTS in MPa | YS in MPa | εf in % | ||||
|---|---|---|---|---|---|---|
| CC | DS | CC | DS | CC | DS | |
| ~23 °C | 696 ± 33 | 1197 ± 6 | 520 ± 19 | 627 ± 9 | 49 ± 0 | 27 ± 1 |
| 600 °C | 561 ± 50 | 1006 ± 16 | 470 ± 8 | 594 ± 3 | 11 ± 8 | 12 ± 2 |
| 700 °C | 560 ± 27 | 840 ± 1 | 461 ± 10 | 547 ± 42 | 9 ± 4 | 17 ± 5 |
| 800 °C | 536 ± 7 | 575 ± 7 | 445 ± 2 | 399 ± 1 | 6 ± 4 | 20 ± 4 |
| 900 °C | 312 ± 6 | 319 ± 1 | 219 ± 6 | 243 ± 2 | 8 ± 6 | 34 ± 1 |
| Base Alloy | Base Alloy +Mo | Base Alloy +Hf | ||
|---|---|---|---|---|
| 900 °C 50 h | dγ′ in nm | 200 ± 70 | 190 ± 70 | 210 ± 70 |
| Vγ′ in % | 38 ± 7 | 44 ± 1 | 46 ± 2 | |
| VHeusler in % | 3 ± 2 | 3 ± 3 | 6 ± 1 | |
| 950 °C 100 h | dγ′ in nm | 400 ± 100 | 360 ± 100 | 420 ± 100 |
| Vγ′ in % | 41 ± 3 | 37 ± 1 | 38 ± 8 | |
| VHeusler in % | 9 ± 1 | 3 ± 1 | 5 ± 1 | |
| Shape of γ′-precipitates | Cuboidal (round corners) | Round | Cuboidal (sharp corners) | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Haas, S.; Manzoni, A.M.; Krieg, F.; Glatzel, U. Microstructure and Mechanical Properties of Precipitate Strengthened High Entropy Alloy Al10Co25Cr8Fe15Ni36Ti6 with Additions of Hafnium and Molybdenum. Entropy 2019, 21, 169. https://doi.org/10.3390/e21020169
Haas S, Manzoni AM, Krieg F, Glatzel U. Microstructure and Mechanical Properties of Precipitate Strengthened High Entropy Alloy Al10Co25Cr8Fe15Ni36Ti6 with Additions of Hafnium and Molybdenum. Entropy. 2019; 21(2):169. https://doi.org/10.3390/e21020169
Chicago/Turabian StyleHaas, Sebastian, Anna M. Manzoni, Fabian Krieg, and Uwe Glatzel. 2019. "Microstructure and Mechanical Properties of Precipitate Strengthened High Entropy Alloy Al10Co25Cr8Fe15Ni36Ti6 with Additions of Hafnium and Molybdenum" Entropy 21, no. 2: 169. https://doi.org/10.3390/e21020169
APA StyleHaas, S., Manzoni, A. M., Krieg, F., & Glatzel, U. (2019). Microstructure and Mechanical Properties of Precipitate Strengthened High Entropy Alloy Al10Co25Cr8Fe15Ni36Ti6 with Additions of Hafnium and Molybdenum. Entropy, 21(2), 169. https://doi.org/10.3390/e21020169