As the key equipment in the production of products, rotating machinery covers many fields, such as agriculture, machinery manufacturing, industry, electric power, aerospace industry and so on, and plays an important role in the process of industrial production. The emergence of rotating machinery improves production efficiency and reduces energy consumption. However, in the actual production process, due to long-term work and improper operation of parts, mechanical equipment is prone to failure and causes unnecessary losses. The rolling bearing, which plays an indispensable role in the healthy operation of rotating machinery, is an important part of mechanical equipment. The malfunction of rotating machinery is mainly caused by the fault of rolling bearing, and its health state determines the running state of the equipment [
1,
2,
3]. Therefore, the detection of bearing status and the evaluation of life expectancy are very important. Recently, Prognostics and Health Management (PHM) is a promising research direction that can improve the safety and performance of mechanical equipment. PHM predicts the life of the equipment based on actual performance analysis of the equipment. Maintenance of equipment before predicted life can greatly improve the reliability and safety of equipment and reduce the maintenance cost of complex systems. PHM mainly involves mechanical fault diagnosis and residual life prediction. The related fault diagnoses are introduced in the literature [
4,
5,
6]. By predicting the RUL of bearing, the failure of bearing can be found in time. Maintenance and replacement of equipment can improve the operation reliability of mechanical equipment, and it also avoids the loss and casuality caused by bearing failure. In practice, the RUL of bearings is difficult to obtain by experience. It is very important to establish a suitable prediction model for bearing RUL prediction. At present, there are two main methods to predict the RUL of bearings: data-driven prediction and model-based RUL prediction [
7]. Model-based and data-driven based methods are widely used for RUL [
8].
Among them, the model-based approach predicts the behavior of the system by establishing its internal structure and functions. The model-based method is based on the law of physics, which mainly to analyzes and studies the characteristics of the recessionary components, so as to predict decline trend and the RUL [
9]. In the early reliability evaluation method, Lacalle [
10] proposed that the error between the theoretical value and the actual value of the system is taken as the correction factor of the fault probability to measure and update the life prediction of the system. In [
11], the failure rate model is used to predict reliability. At present, this method is widely used in medical, mechanical and other fields. In [
12], considering the uncertainty of structural modeling, a modeling method combining Bayesian and probabilistic structure is proposed to improve the robustness of the system. Liao et al. [
13] proposed to combine the proportional hazards model and logistic regression model with bearing RUL prediction. Wahyu et al. [
14] proposed degradation parameters or deviation parameters as the object of machine prediction to predict the failure time of a single bearing. The validity and rationality of the degradation model are verified by experiments. The model-based method is developed according to the physical characteristics of the system. When the model is built properly, it can accurately predict the real-time life of the bearing. The model-based approach has achieved some results. However, with the increasing complexity of the system, it becomes more and more difficult to construct the failure model.
The data-driven method does not need to construct complex model, but mainly analyzes the data signal to predict the remaining life of bearing. Because of its simple deployment, data-driven method is widely used in current research. The data-driven method mainly analyzes the data signal to predict the remaining usefulness of the bearing. Analysis of signals vibration is widely used because it can reflect the internal state of degraded bearings and failed bearings [
15]. Currently, vibration analysis of bearing RUL mainly includes time domain analysis [
16,
17,
18,
19], frequency domain analysis [
20] and time-frequency domain analysis [
21]. In [
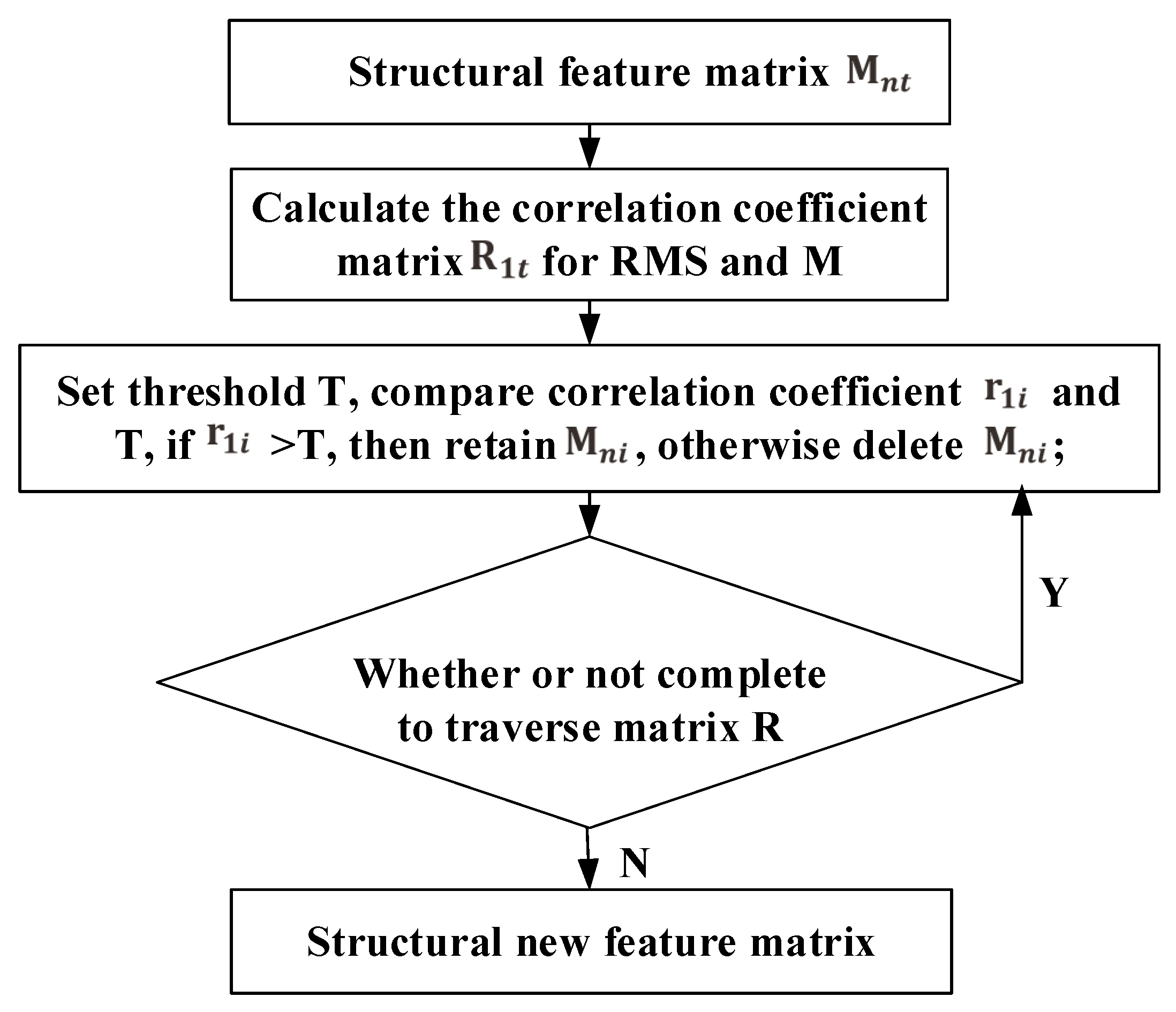
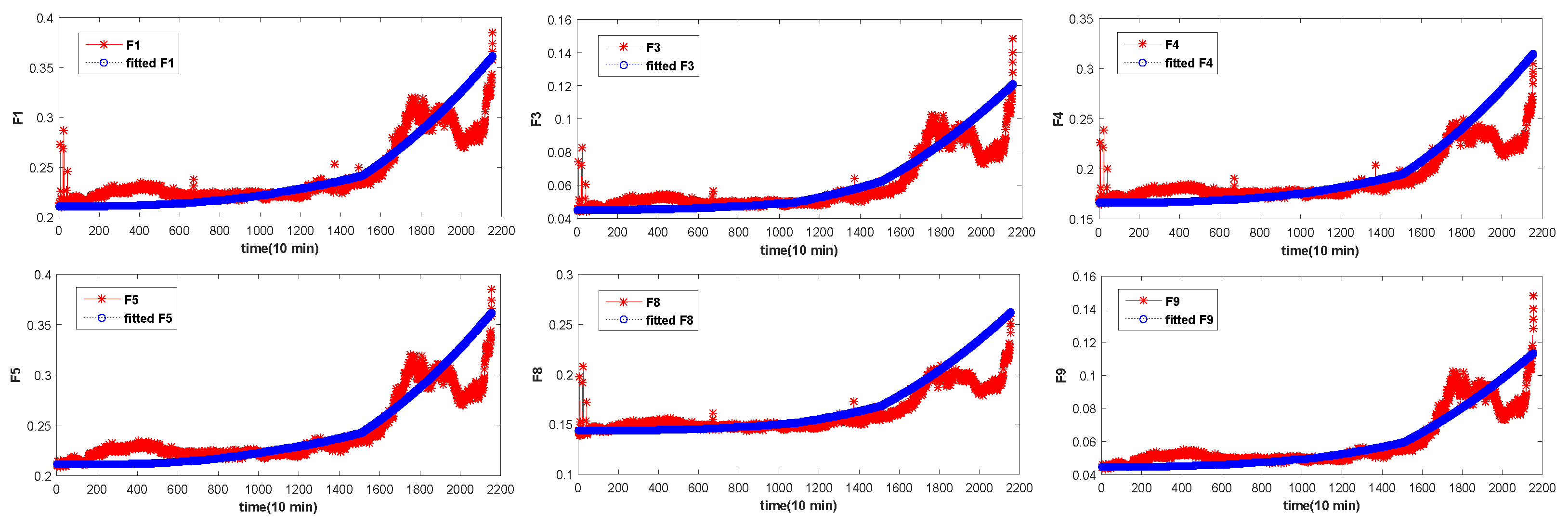
22], the degradation trend of bearings is modeled by statistical feature, RMS . Due to the sensitivity to bearing’s degradation information, RMS is regarded as an important degradation index to evaluate the RUL of bearings. However, a single degradation index cannot master the internal performance of the bearing in different periods. Therefore, in this paper, RMS is selected as the main performance degradation index. Through correlation analysis, statistical time domain characteristics with high RMS correlation coefficient is selected as the degradation index. Next, an appropriate prediction model needs to be established. Sun et al. [
16] use particle swarm optimisization to optimize the parameters of the support vector machine (SVM) and then predict the remaining life of bearing. Due to single variable SVM’s simple structure and insufficient information, this method often leads to inaccuracy when predicting the result of bearing RUL. Chen et al. [
23] proposed a multivariable support vector machine (MSVM) for bearing RUL prediction. He [
24] proposes a new method using empirical mode decomposition (EEMD), correlation coefficient analysis, and support vector machine (SVM) to fuse multi-sensor information for bearing fault diagnosis. This method is mainly used when the amount of sample data is small. Although SVM does well in predicting bearing’s RUL, therandomness and complexity of parameters selection is not an easy problem. In recent years, with the successful application of neural network in various fields, Abd Kadir Mahamad et al. [
25], proposed artificial neural network (ANN) for bearing RUL prediction. Ben Ali et al. [
26], proposes a bearing RUL prediction method based on combining Weibull distribution with ANN. However, due to the uncertainty about the number of hidden layers in the neural network, it is difficult to determine the number of layers in constructing the network. The network keeps trying during training, which leads to randomness of training results. In order to avoid the influence of uncertain number of layers on the training results, Huang Guangbin proposed a new learning algorithm called extreme learning machine (ELM) [
27]. ELM is a single hidden layer neural network, which is widely used, by virtue of its simple structure and fast training speed. Fang Liu et al. [
17] who proposed a two-layer joint approximate diagonalization of eigen matrices (JADE), which can be regarded as a new degradation index from which redundant features have been eliminated. Then extracted degradation index is passed to the ELM to predict bearing RUL. Next, Fang liu et al. [
21] proposed joint phase space reconstruction with JADE to jointly extract sensitive features, and then ELM is used to predict RUL of bearing. ELM greatly shortens the training time, but the randomness in the choice of parameters still caused the randomness of training results. In the current study, Lei Ren [
28] proposes a method to compress and calculate the features by using the depth self-encoder, and then uses the depth learning framework to predict the real time life of the bearing. Furthermore, the result of the experiment is achieving better efficiency in bearing RUL prediction. The literature [
29] proposes real-time prediction using multi-layer perceptron (MLP) and radial basis functions (RBF). The results show that RBF is superior to MLP in experimental accuracy and time, and results in interesting results. Andres Bustillo et al. [
30] proposed to use the popular various Artificial Intelligence (AI) techniques processing sample data set to judge the machine residual life under actual industrial conditions. The experimental results show that the AI technology provides a higher precision to predict the residual life. However, the existing data-driven residual life prediction method does not accumulate knowledge to determine the bearing state. Health status determination is based on expert experience [
31]. Bayes is a datahl-driven method based on prior knowledge, which effectively avoids the randomness of results. Naci. Z Gebraeel et al. [
32] proposed a Bayesian updating method to update the random parameters of the bearing degradation model and then to develop RUL of degraded device. The method proposed in literature [
9] is based on parameters and models. The selection of parameters and the construction of models are very complicated. F. D. Maio’s method et al. [
33] applied NB to bearing fault prediction which is a non-parametric data-driven method. When the signal fluctuation of the bearing is large and the accurate classification of bearing cannot be provided, the RUL of the bearing cannot be predicted accurately. According to Reference [
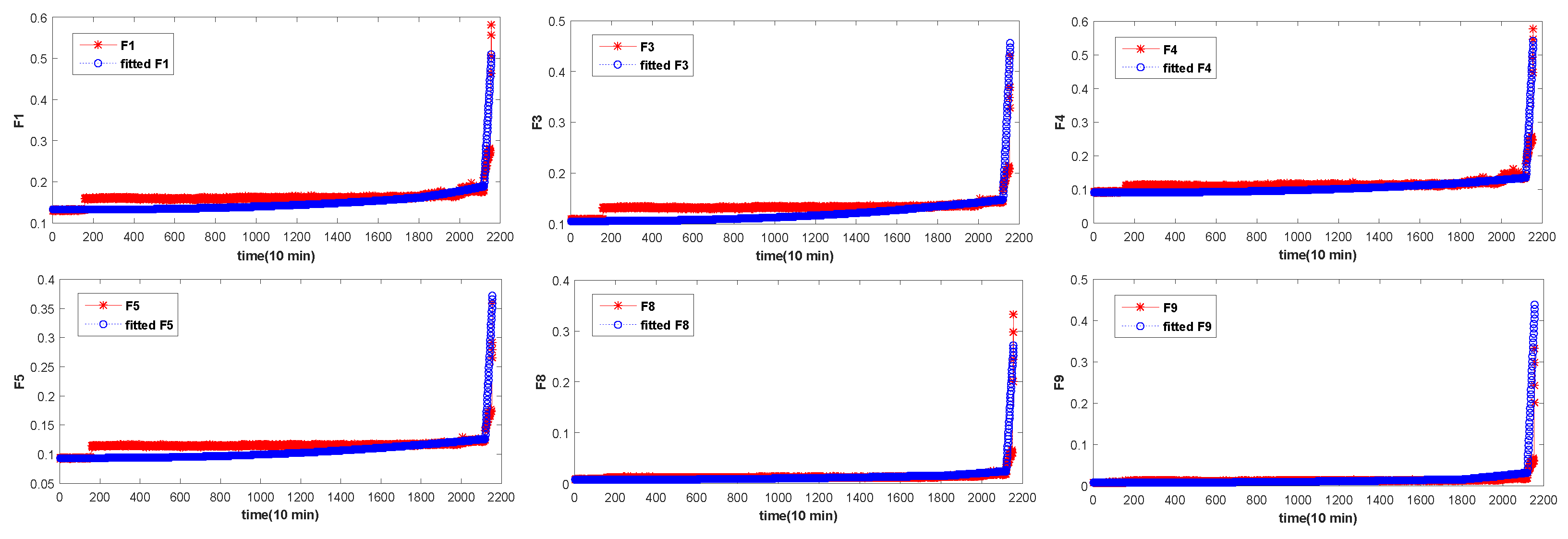
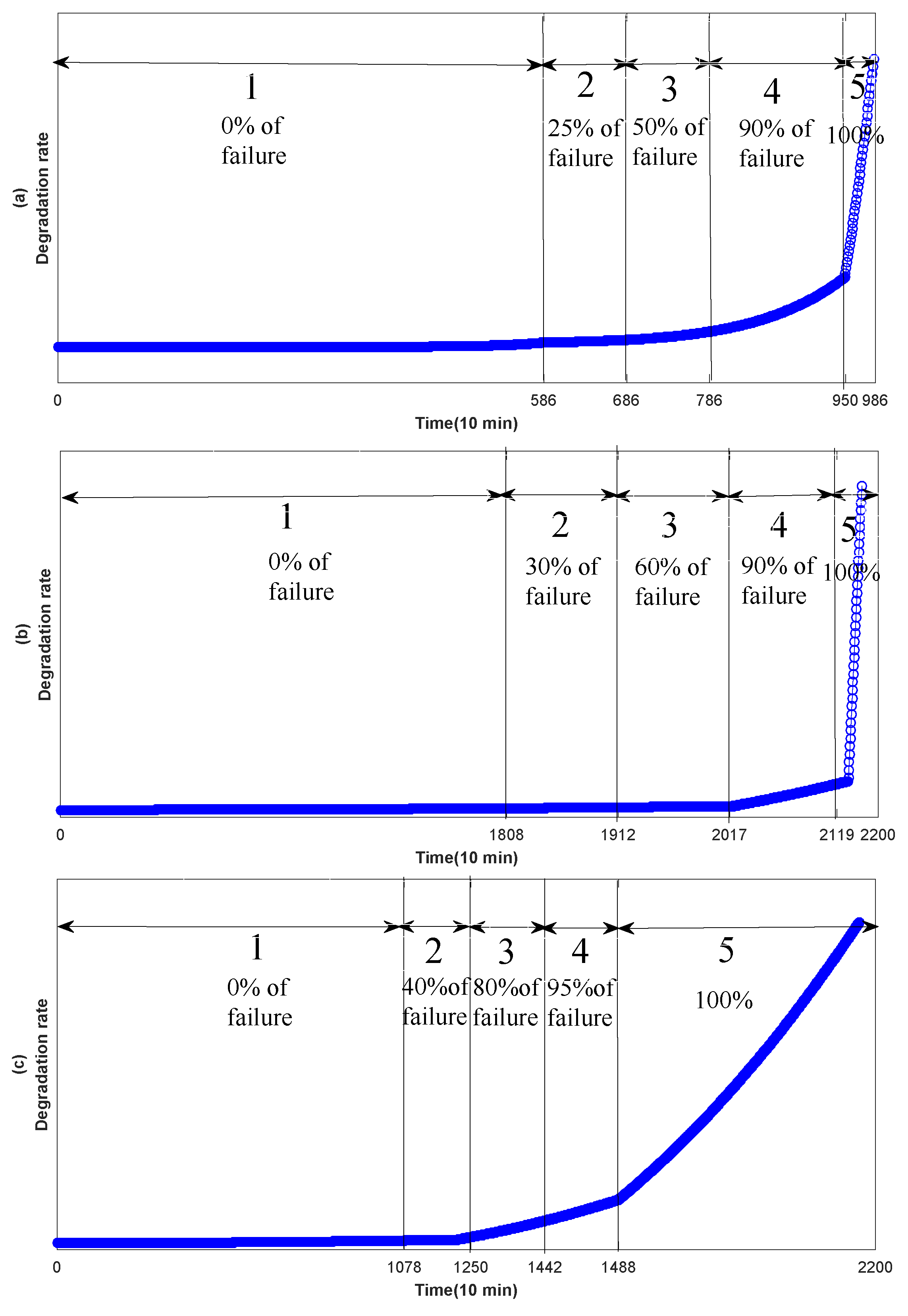
34], bearing degradation is rising over time. The running process of bearing is generally divided into three stages: normal operation stage, continuous recession stage, and final failure stage. Therefore, the improved WD is mainly used to fit the bearing signals in different stages to predict the RUL.
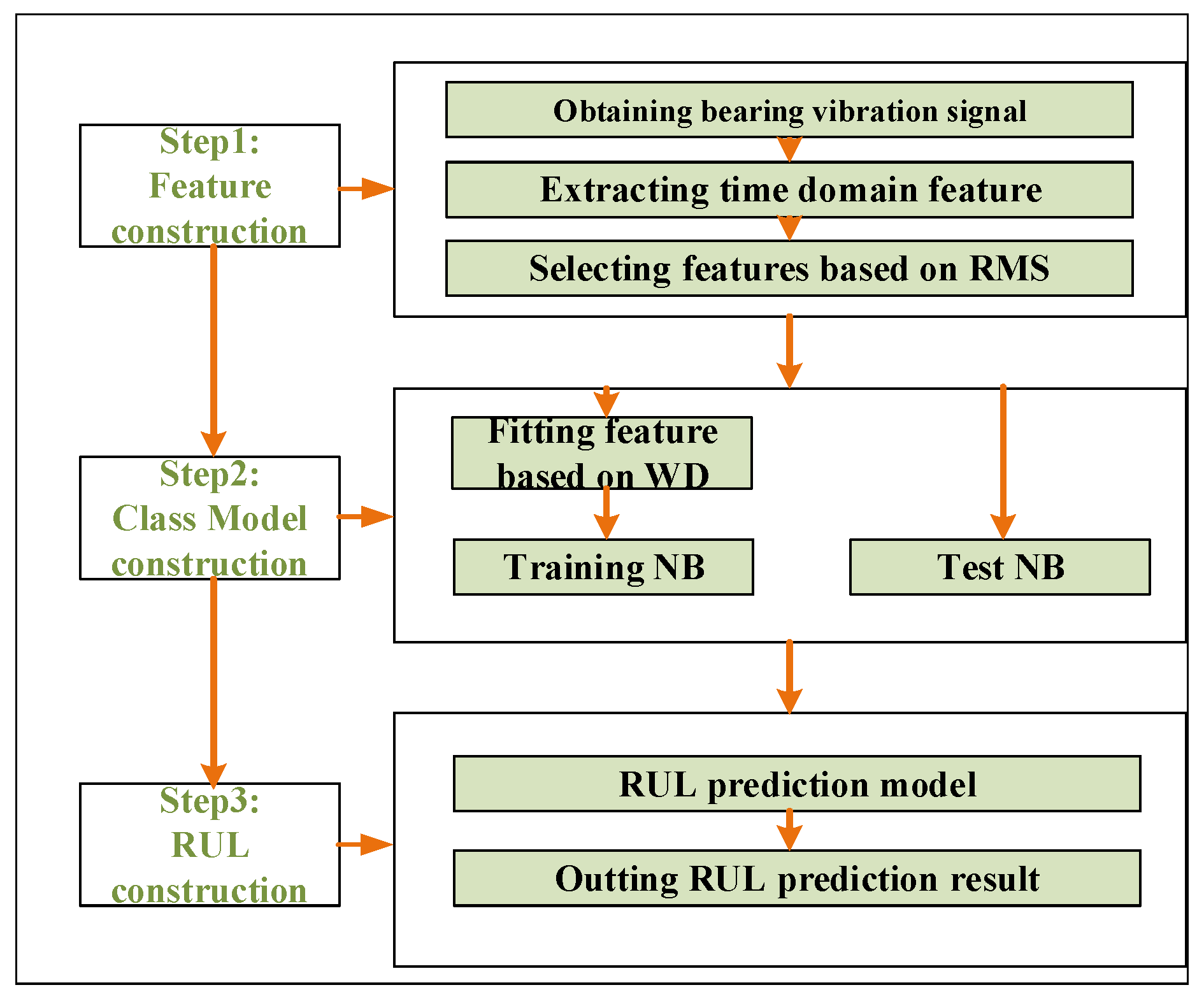
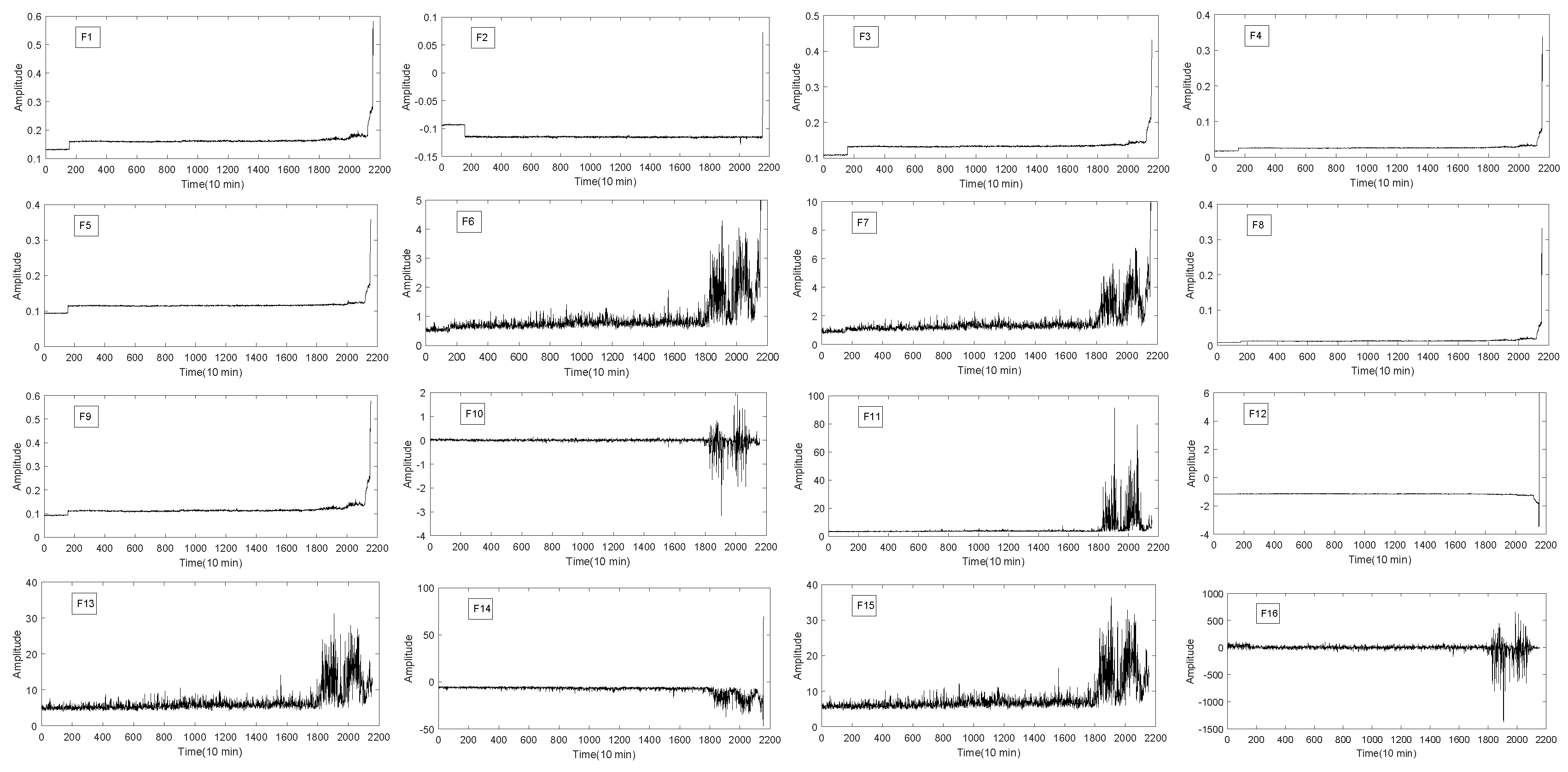
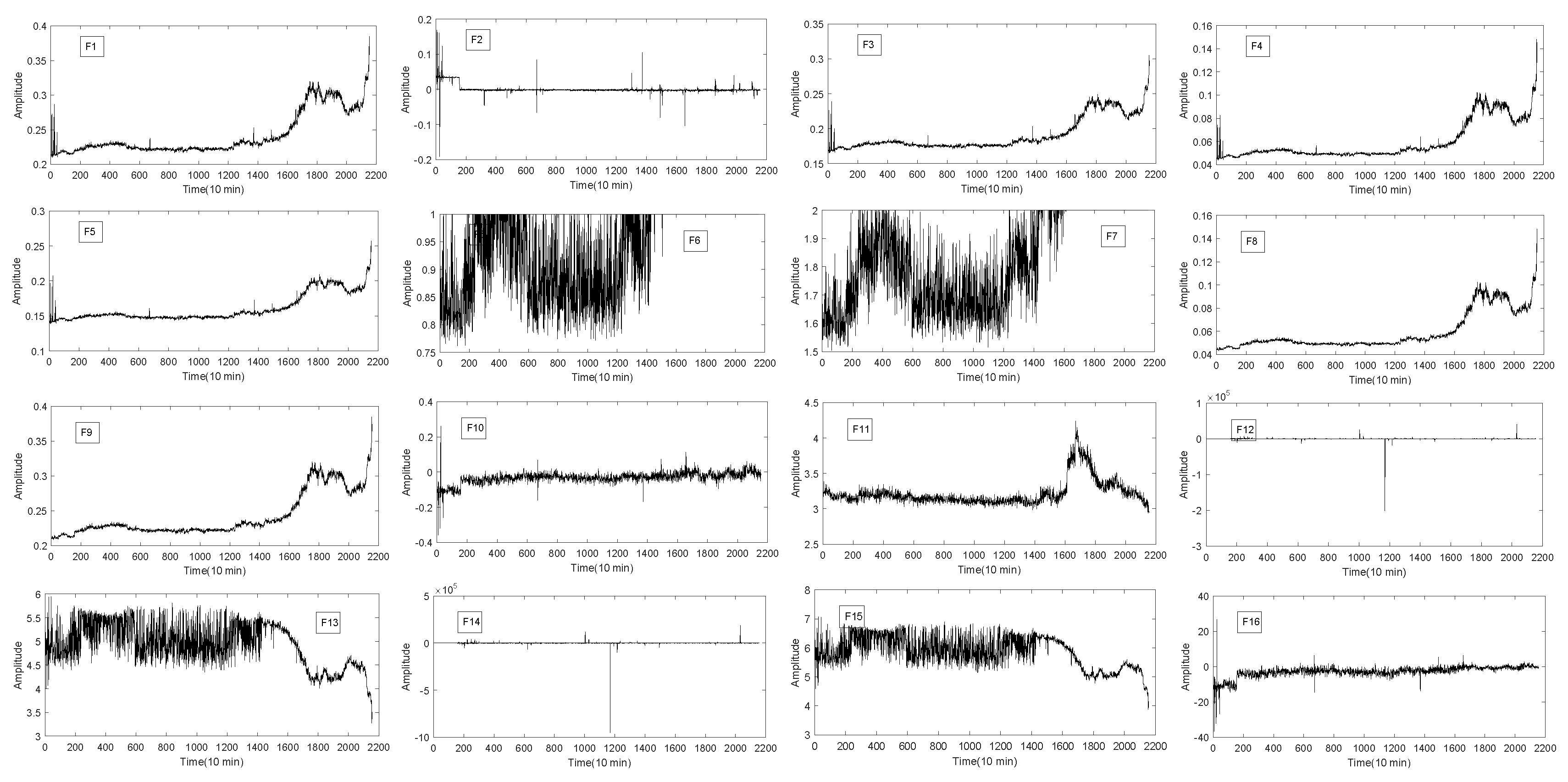
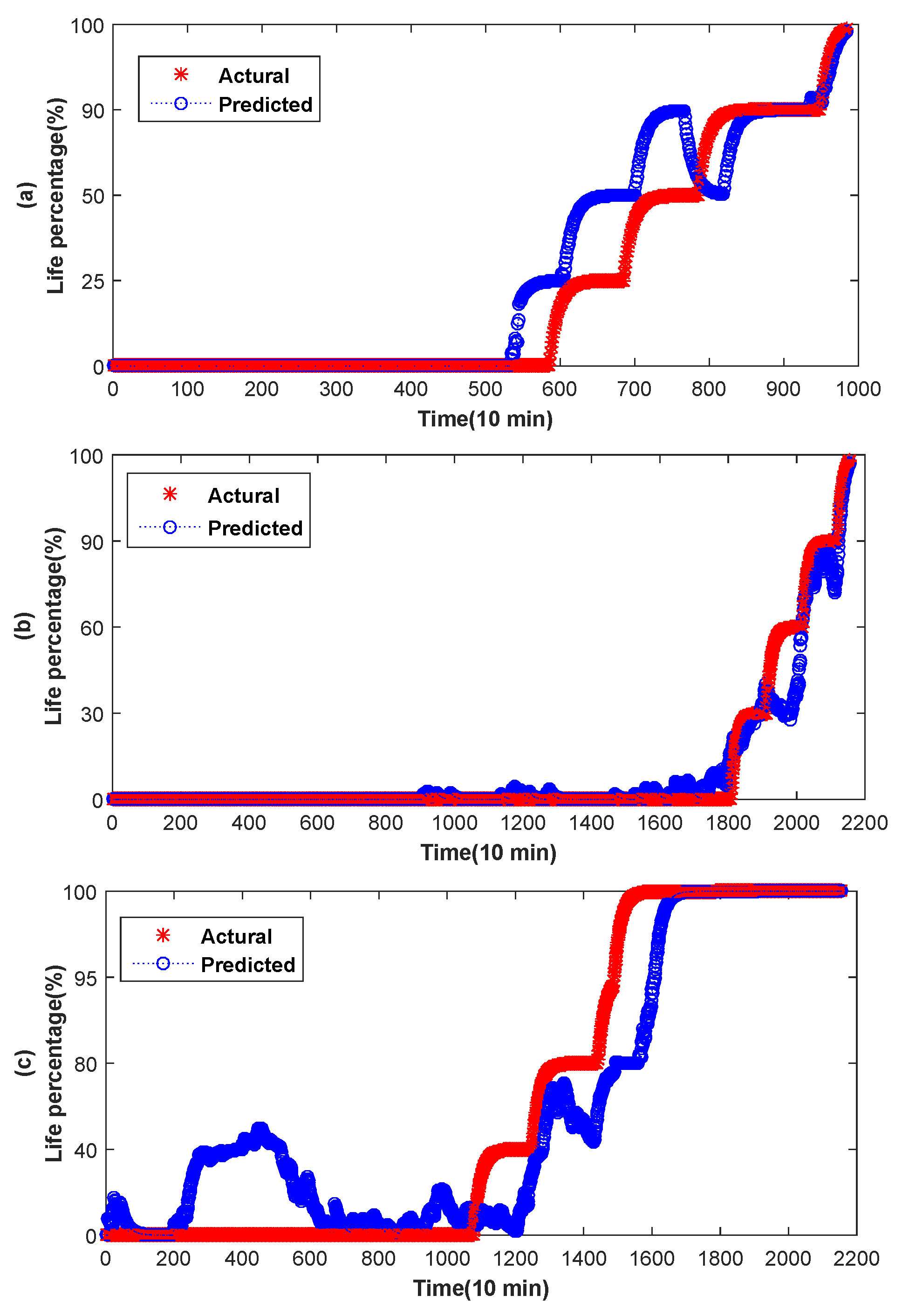
This paper mainly considers bearing degradation signal. First, the time domain statistical characteristics are extracted from the vibration signal of the bearing. Then, according to the correlation analysis, the sensitive degradation index of bearing is extracted. Then, the improved WD algorithm is used to fit the degradation index of the fluctuation of bearing in different recession stages which is used as input of NB training stage. The actual degradation data of the bearing is used as test samples. Finally, the results of the time series are smoothed by exponential smoothing, thus the RUL of the bearing is obtained.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}